Изобретение относится к устройству для смены и способу смены зажимных рам с признаками, указанными в ограничительной части основных пунктов формулы, относящихся к способу и устройству.
Такое устройство для смены известно из патента ЕР 1 858 750 В1. Оно расположено на станции соединения кузовных деталей, в частности, в так называемой геостанции или станции геометрии кузова, и имеет несколько вращающихся под управлением приемников для рам и транспортер для рам, который перемещает зажимные рамы между приемниками к рабочему сектору станции соединения. Известное устройство для смены позволяет применять и менять различные зажимные рамы, подходящие для разных типов кузовов.
Задачей предложенного изобретения является дальнейшее улучшение организации транспортировки, хранения, доставки зажимных рам.
Изобретение решает эту задачу с помощью признаков основных пунктов формулы, относящихся к способу и устройству.
Заявленная техника смены, в частности, устройство для смены и способ смены, предлагают повышенную гибкость для применения и смены различных, специфических по типу, зажимных рам. К тому же при смене типа кузова и соответствующих кузовных деталей зажимные рамы можно менять быстрее. Кроме того, количество выпускаемых различных зажимных рам или типов зажимных рам может возрастать по сравнению с уровнем техники. Несмотря на возросшее количество зажимных рам при этом обеспечивается кратковременная возможность использования нужной зажимной рамы в определенный момент.
Зажимные рамы временно хранятся в нескольких приемниках, в которых их можно принимать. При приеме горизонтально лежащих рам выгодно использовать, в частности, приемник барабанного типа, и можно обеспечить также собственную устойчивость зажимной рамы и ее компонентов, а также возможность идентификации.
Прием в зафиксированном положении можно обеспечить с помощью управляемого фиксирующего устройства и/или медиа-связи. Фиксирующее устройство фиксирует соответствующую зажимную раму в положении приема и снова освобождает ее для замены. Кроме того, с помощью фиксирующего устройства медиа-связь может автоматически включаться и выключаться. С помощью медиа-связи можно передавать между приемником для рам и соответствующей рамой рабочие средства, в частности, рабочие среды и данные.
Транспортер для рам и принадлежащее ему подающее устройство для рам предлагают несколько параллельных возможностей соединения соответствующих приемников для рам. Транспортер для рам соединяет приемники для рам с рабочим сектором. Он может также при смене рам перевозить одновременно две зажимные рамы. При этом он может увезти одну зажимную раму и привезти другую зажимную раму. Предпочтительно параллельно следующее подающее устройство для рам позволяет независимо от транспортера для рам менять зажимные рамы между разными приемниками. Таким образом, можно добиться возврата, в частности циркуляции зажимных рам между приемниками.
Подача рам с помощью подающего устройства для рам может происходить независимо и одновременно с транспортировкой рам на транспортере. Таким образом, с одной стороны, можно избежать переполнения приемника. С другой стороны, простым образом можно получить свободные места в приемнике, которые нужны или требуются для смены зажимных рам, осуществляемой транспортером для рам. В дальнейшем можно избежать также ненужных порожних пробегов транспортера для рам.
Параллельная работа транспортера для рам и подающего устройства для рам значительно сокращает время смены зажимной рамы. Для этого полезно четное число секций в приемнике для рам.
Другое преимущество заключается в создании дополнительных, по меньшей мере, временных мест хранения для зажимных рам. Например, по меньшей мере, одно такое временное место хранения можно создать на ветви подающего устройства для рам между приемниками для рам. Кроме того, можно также создать дополнительные места для хранения иначе – рядом с приемниками для рам. Это возможно, в частности, за счет продления ветви подающего устройства для рам за пределы приемника.
Выгодным образом устойчивые зажимные рамы перевозят по направляющей с одиночным рельсом без возможности опрокидывания. Транспортировочный механизм, предпочтительно буксировочная продольная балка, направляется отдельно и параллельно ей. Это экономит место, а также затраты на конструкцию и предлагает упрощенную, гибкую, предельно быструю, а также экономичную технику транспортировки.
В рабочий сектор зажимные рамы можно подавать с помощью механизма поперечной подачи, а с помощью устройства позиционирования - точно и неподвижно устанавливать и фиксировать на платформе во всех трех направлениях в пространстве x, y, z. Установка по месту с помощью нескольких роликовых опор и крепления в виде меча для придания жесткости особенно эффективна, а также технически безопасна, а также предлагает в сложных условиях окружающей среды и ведения процесса, в частности при сварке, надежное и точное позиционирование со стабильностью повторяемости позиционирования.
С помощью приспособления для выгрузки устройства для смены зажимные рамы по мере необходимости можно извлечь со станции технологической обработки и подать. Это выгодно, например, в целях обслуживания или для быстрого переоборудования.
Изобретение представлено примерным образом и схематично на чертежах.
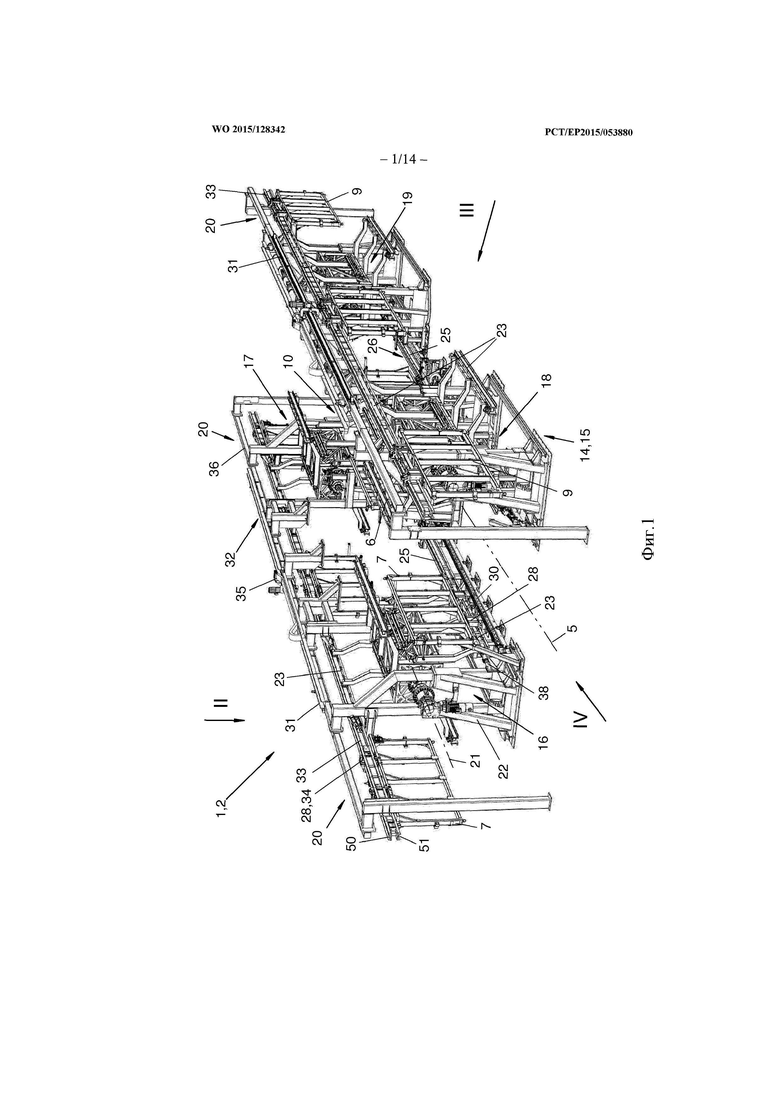
Фиг. 1 вид в перспективе станции технологической обработки с устройством для смены;
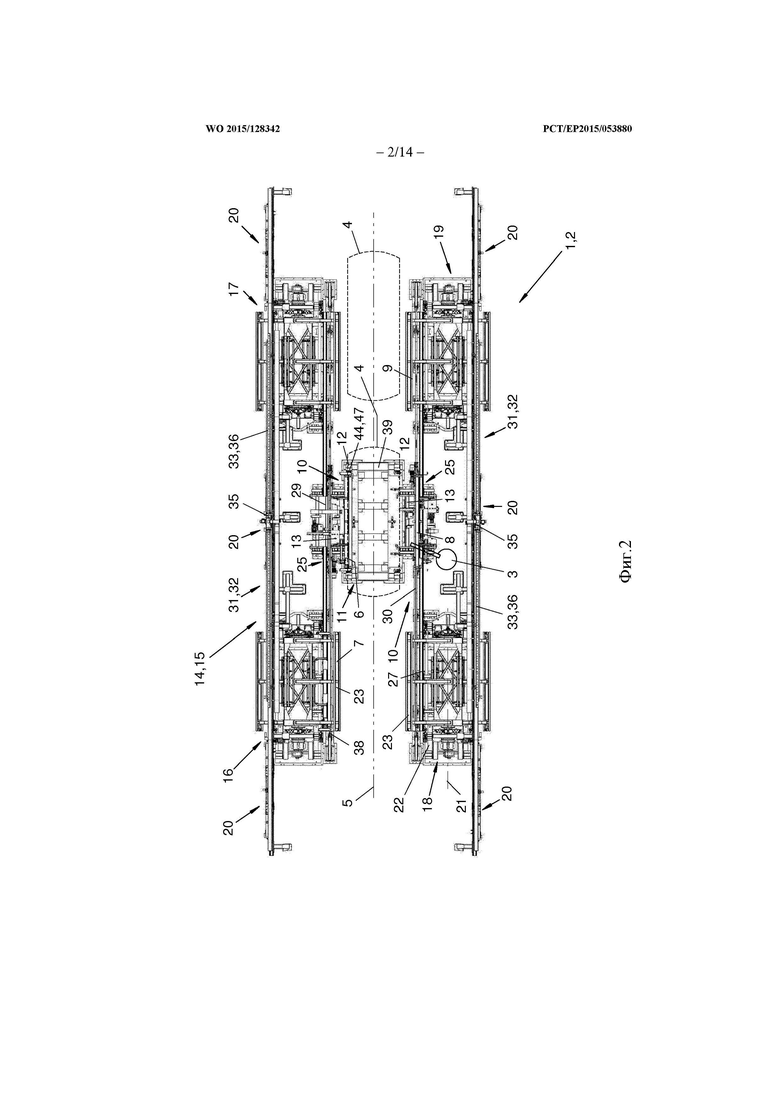
Фиг. 2 вид сверху на станцию технологической обработки согласно стрелке II Фиг. 1;
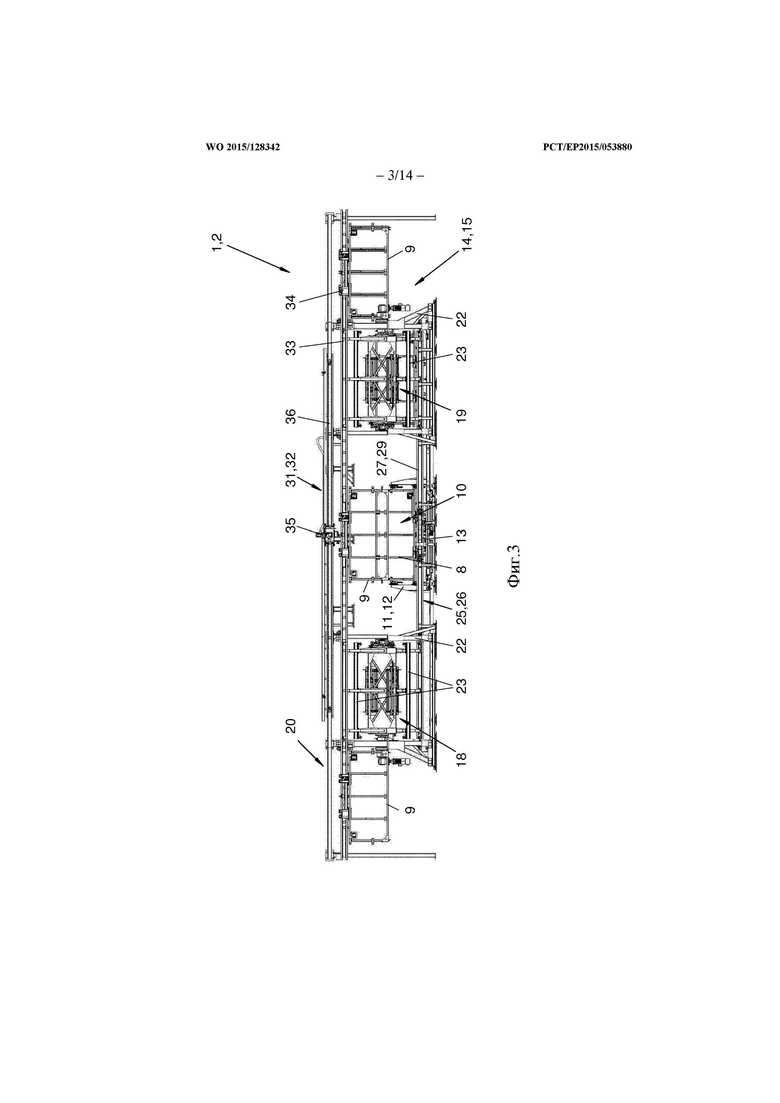
Фиг. 3 боковая проекция станции технологической обработки согласно стрелке II Фиг. 1;
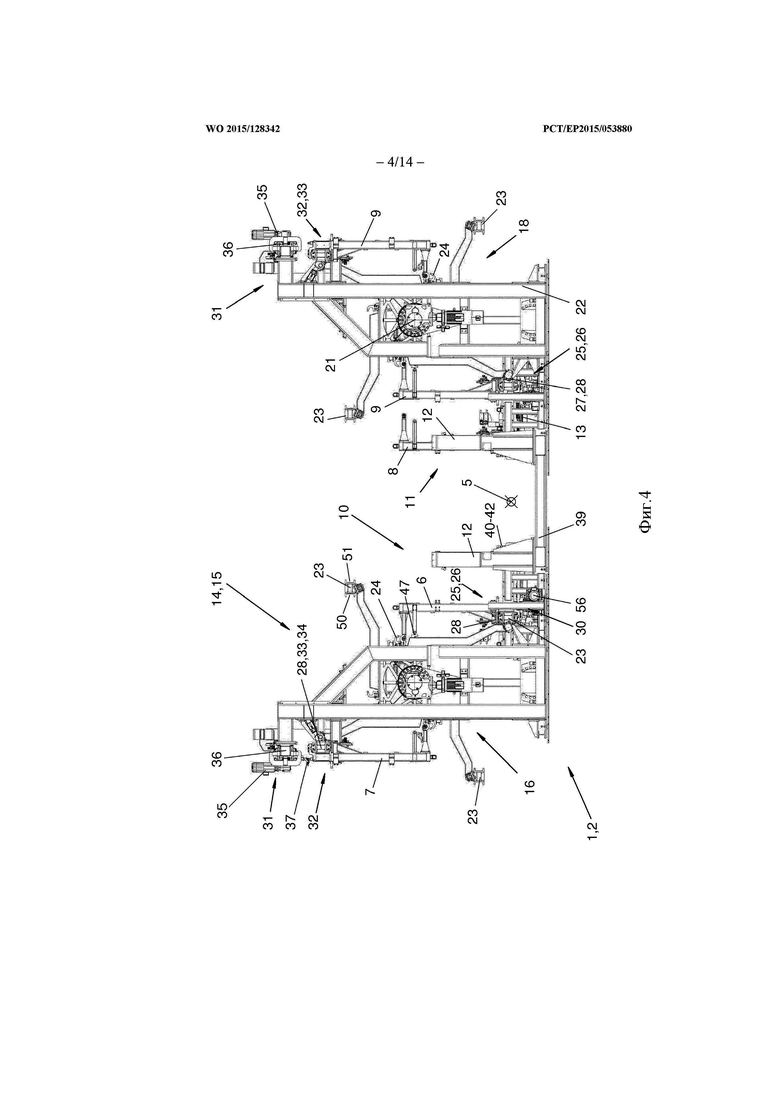
Фиг. 4 фронтальный вид станции технологической обработки согласно стрелке IV Фиг. 1;
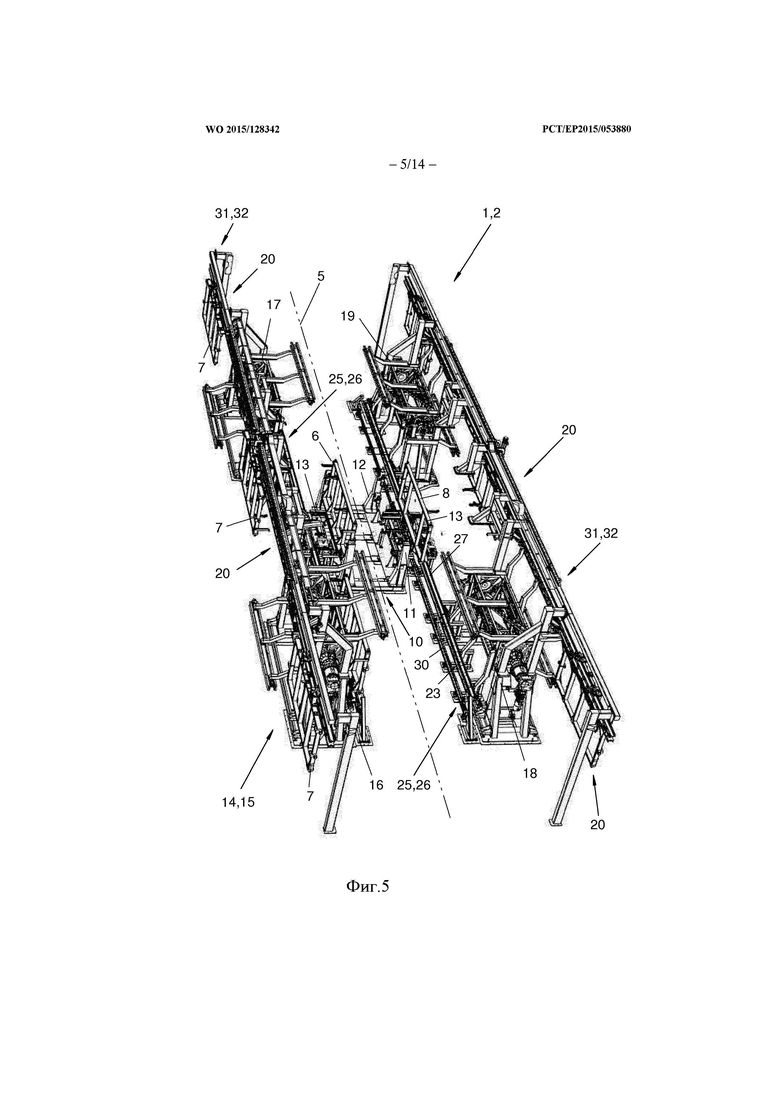
Фиг. 5 другой вид в перспективе станции технологической обработки Фиг. 1 – 4;
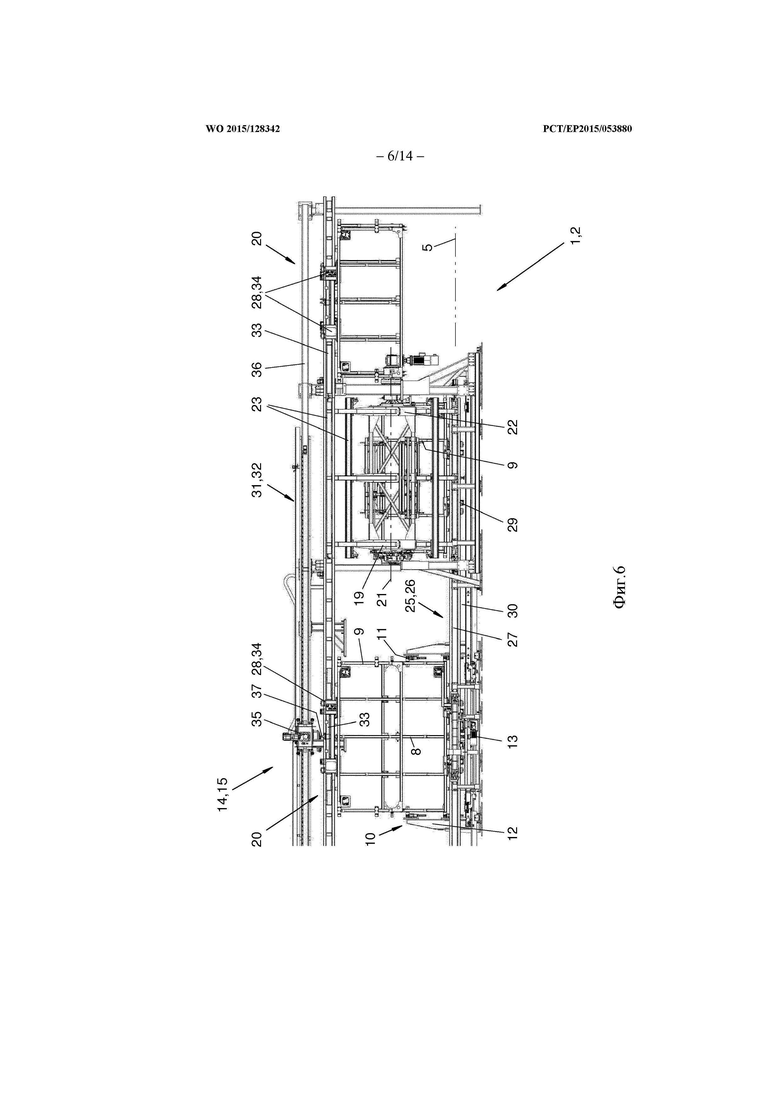
Фиг. 6 увеличенный подробный фрагмент Фиг. 3;
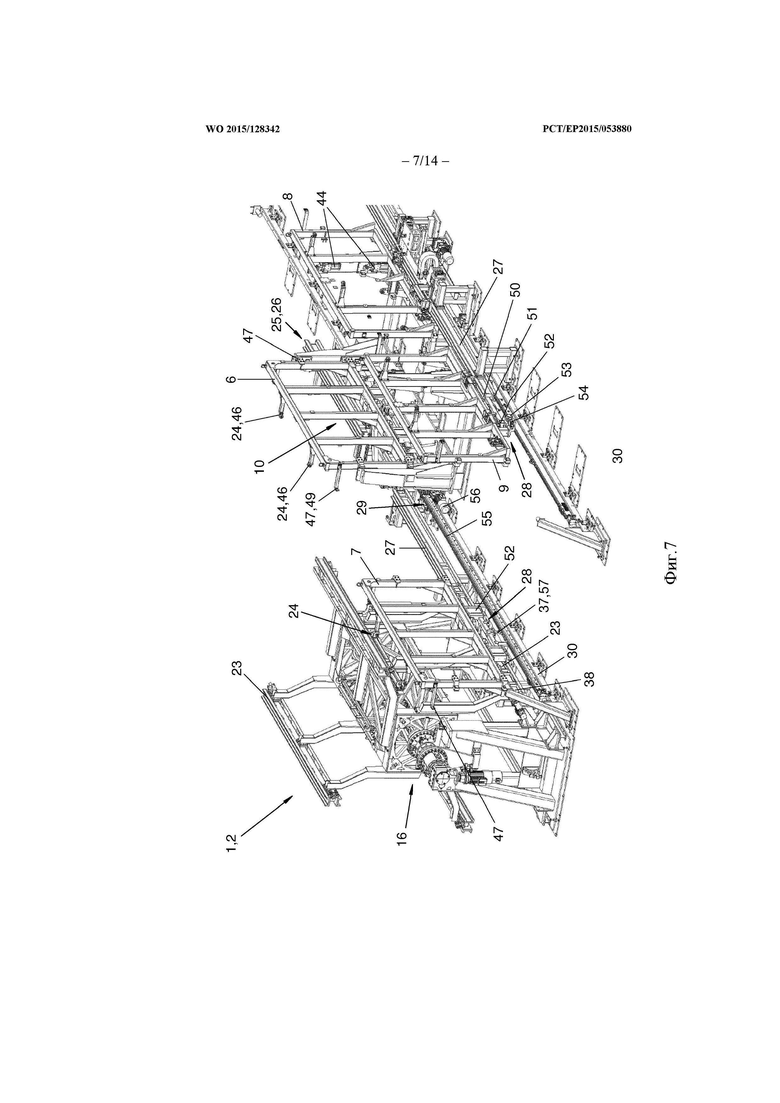
Фиг. 7 увеличенный обобщенный подробный фрагмент Фиг. 1;
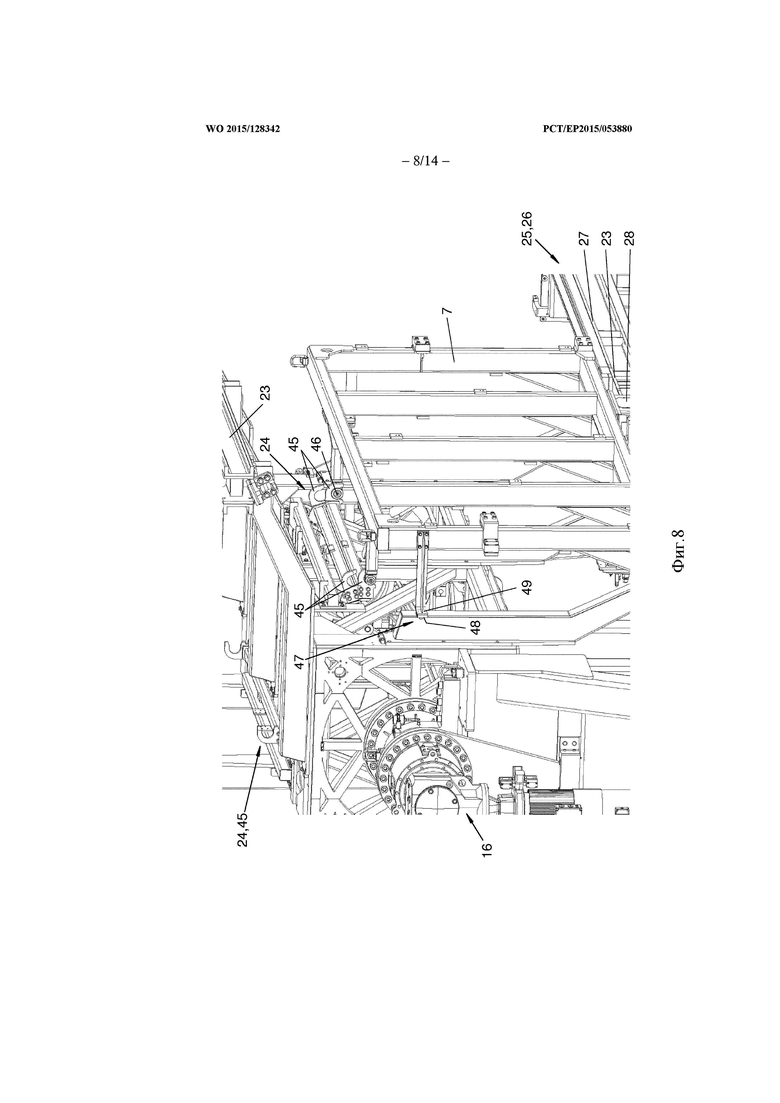
Фиг. 8 другое увеличенное подробное изображение Фиг. 7;
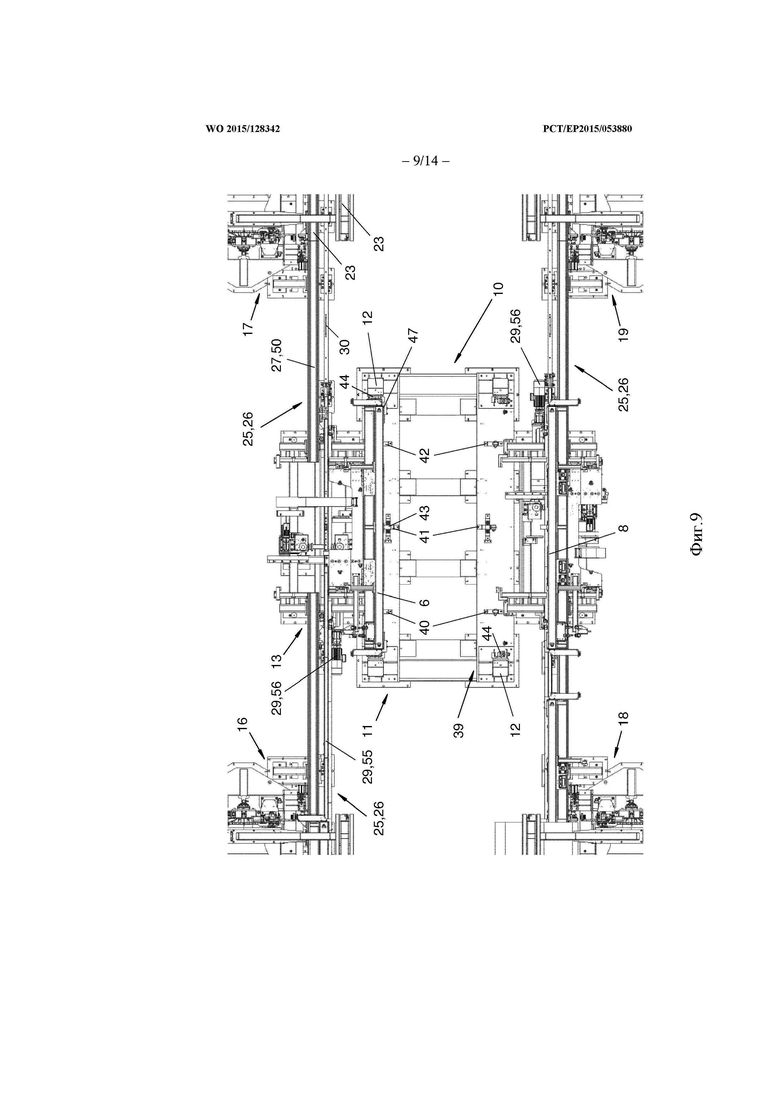
Фиг. 9 увеличенный вид сверху на рабочий сектор согласно Фиг. 2;
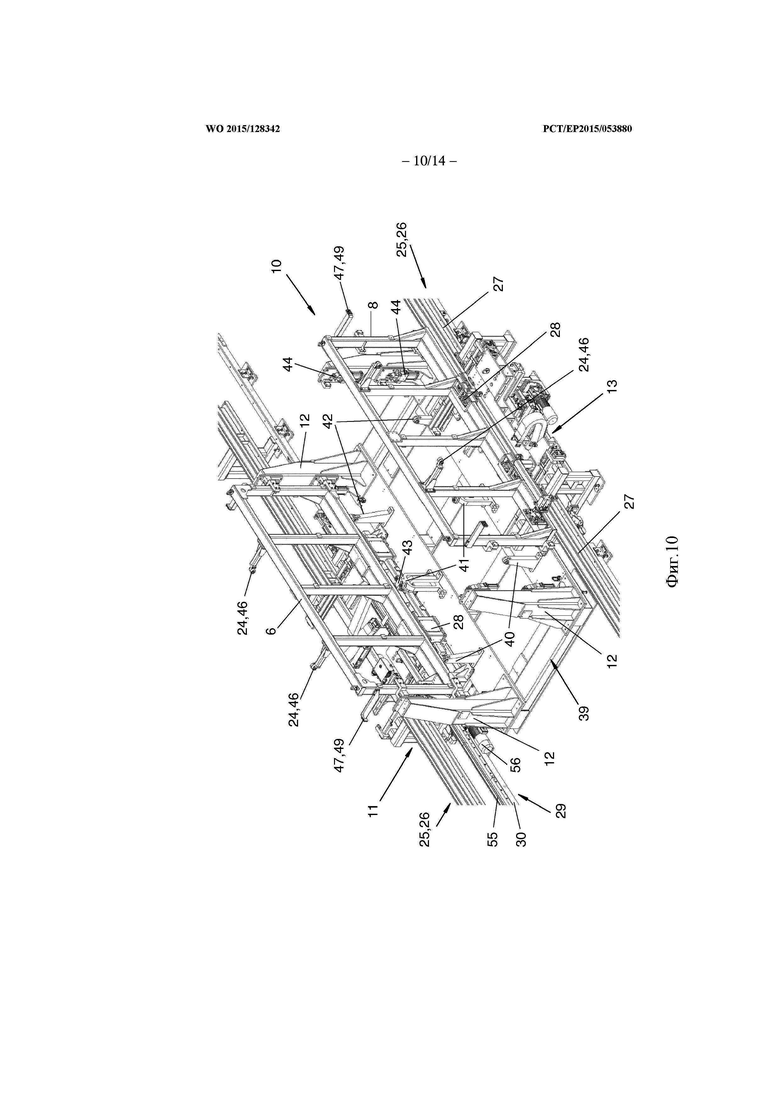
Фиг. 10 вид в перспективе рабочего сектора согласно Фиг. 9;
Фиг. 11 вариант устройства для смены Фиг. 1 – 10, вид сверху;
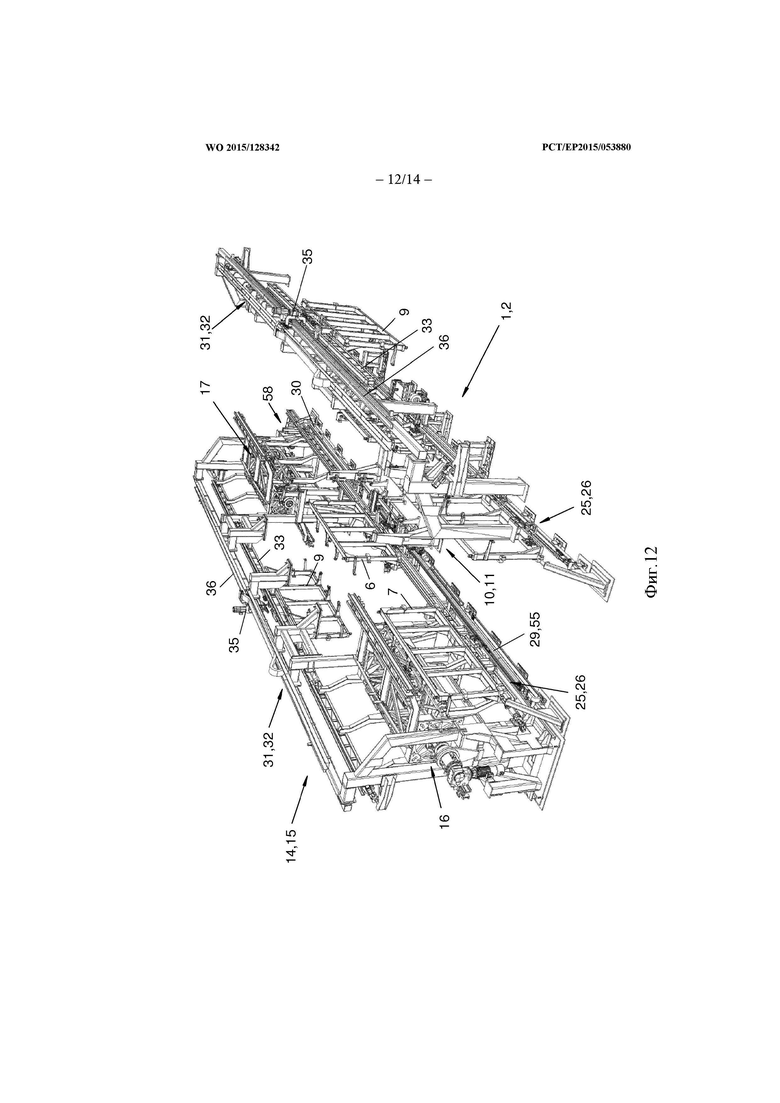
Фиг. 12 обобщенный вид в перспективе с одной стороны варианта Фиг. 11;
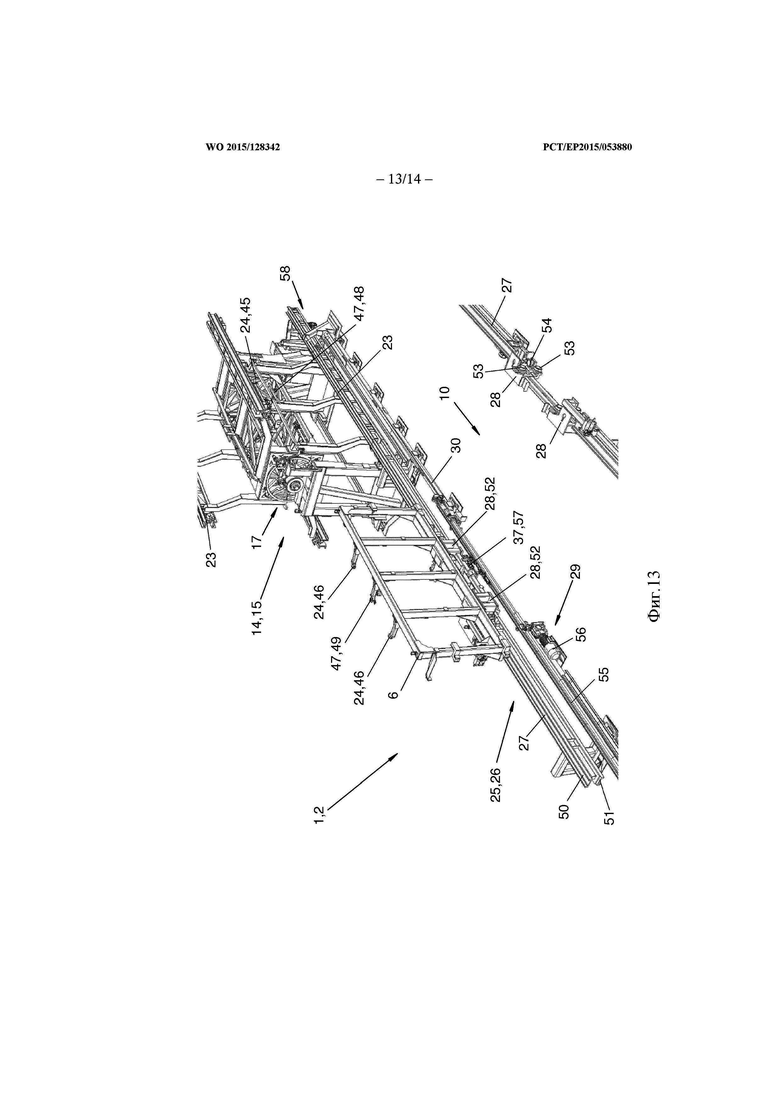
Фиг. 13 увеличенный вид в перспективе Фиг. 12;
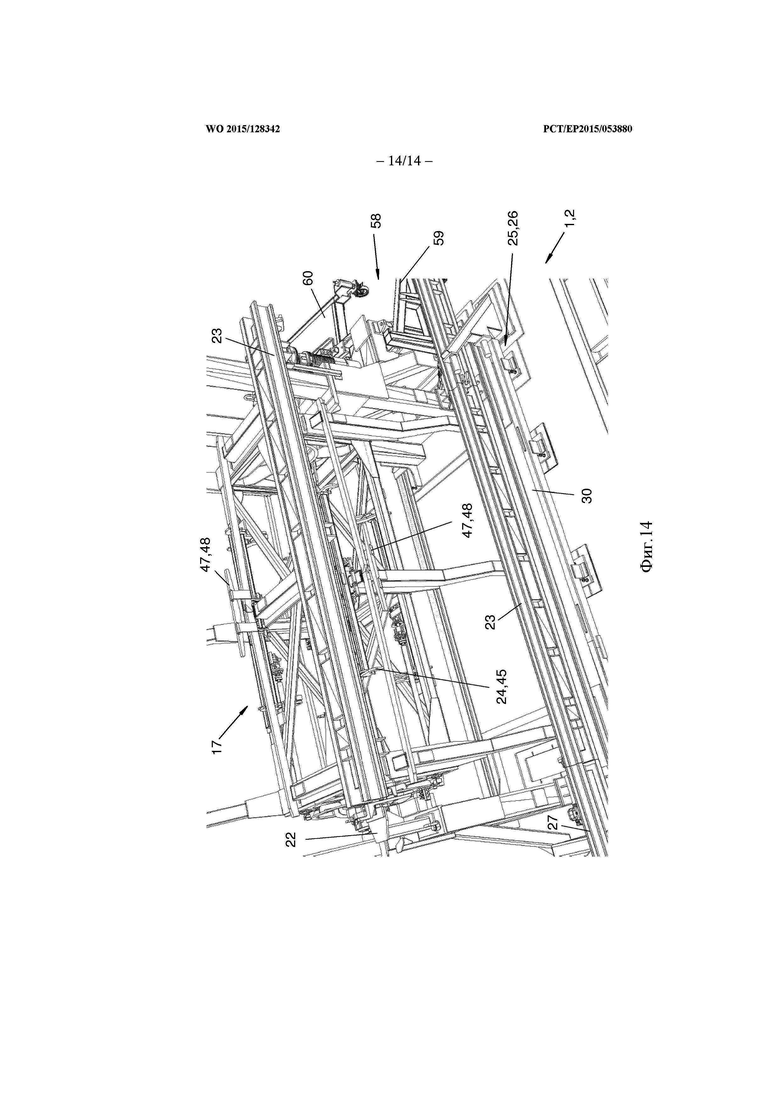
Фиг. 14 увеличенный вид в перспективе приемника для рам согласно Фиг. 11 – 13.
Изобретение относится к устройству для смены (14) зажимных рам (6 – 9) и к способу смены. Кроме того, изобретение относится к станции технологической обработки (2), оснащенной таким устройство для смены (14), и в последующем также к установке технологической обработки (1), оснащенной одной или несколькими такими выстроенными в автоматическую линию станциями технологической обработки (2).
Станция технологической обработки (2) выполнена, предпочтительно, как станция соединения, в частности, как так называемая геостанция или станция геометрии кузова для соединения обрабатываемых кузовных деталей (4). Обрабатываемыми деталями (4) являются преимущественно детали кузова автомобиля, в частности детали из листового металла. Речь может идти, например, о нижних деталях кузова и о левой и правой боковых стенках, которые на станции соединения (2) приводят в определенное положение друг относительно друга, закрепляют в этом положении и затем соединяют, например, сваривают. На геостанции (2) соединение из деталей кузова стачала можно скрепить, а в следующей, другой станции соединения сварить. Она может быть выполнена так же, как геостанция.
Детали кузова (4) поступают по переходной линии (5) на станцию соединения (2), причем они являются самонесущими или перемещаются на стеллаже или другой опоре на транспортере, например, в контейнере, на платформе или т.п. по переходной линии (5). Переходная линия (5) может состоять из ряда станций (2).
Кузовные детали (4), в частности нижние детали кузова и боковые стенки, могут поступать в предварительно позиционированном и свободно соединенном, в частности, скрепленном скобами, положении. В другом варианте нижние детали кузова поступают по переходной линии (5), а боковые стенки отдельно от них поступают на станцию соединения (2).
Станция соединения (2) имеет рабочий сектор (10), в котором находится одно или несколько устройств для обработки (3) для ведения процесса обработки. Они расположены по обеим сторонам переходной линии (5) и выполнены предпочтительно в виде промышленных роботов с подходящим инструментом для соединения, например, инструментом для сварки.
На Фиг. 2 схематично представлен промышленный робот или сварочный робот (3). В зависимости от вида процесса обработки промышленные роботы могут иметь и другие инструменты.
Детали кузова (4) и/или их опору приводят в рабочем секторе (10) в точное, предопределенное положение с помощью устройства предварительного позиционирования (39), схематично обозначенного на Фиг. 2, 9 и 10.
Установку по месту, взаимное расположение и закрепление соединяемых деталей кузова (4) осуществляют с помощью зажимных рам (6 – 9), которые подают с помощью механизма поперечной подачи (13) в рабочем секторе (10) с обеих сторон на переходную линию (5) и к находящимся там деталям кузова (4). С зажимных рам (6 – 9) детали кузова (4) можно, при необходимости, также передать в рабочий сектор (10).
Зажимные рамы (6 – 9) состоят из опоры в виде плиты или рамки с находящимися на ней зажимными приспособлениями, а также средствами для позиционирования и опоры для деталей кузова (4). Кроме того, могут присутствовать и другие компоненты, например, вспомогательные инструменты и т.д. Зажимную раму можно снабдить подходящим образом рабочими средствами или средами. Это могут быть сигнальные электрические токи и силовые токи, рабочие среды, в частности сжатый воздух, охлаждающее вещество, гидравлическое масло или т.п. Зажимные приспособления, средства позиционирования и опоры можно, например, приводить в действие и движение с помощью электромеханических средств или рабочих сред, в частности с помощью пневматических средств.
Зажимные рамы (6 – 9) устанавливают точно по месту неподвижно в рабочем секторе (10) с обеих сторон переходной линии (5). Для этого станция соединения (2) имеет согласно Фиг. 2, 9 и 10 платформу (12), по меньшей мере, с несколькими, в частности четырьмя вертикальными угловыми стойками, на которые устанавливают и фиксируют зажимные рамы (6 – 9) с помощью устройства позиционирования (11) в заданном положении и зажатом положение относительно деталей кузова (4). При этом можно осуществить медиа-обеспечение с помощью подходящих медиа-связей (47).
Устройство позиционирования (11) расположено с одной стороны или с обеих сторон переходной линии (5). Оно взаимодействует с соответствующим механизмом поперечной подачи (13) при его движении поперечной подачи. На Фиг. 2, 9 и 10 одна зажимная рама (6) находится в зажатом положении в рабочем секторе (10). Другая зажимная рама (8) занимает позицию ожидания перед поперечной подачей.
Как видно на Фиг. 2, 9 и 10, устройство позиционирования (11) имеет несколько позиционирующих элементов (40, 41, 42), которые зажимную раму (6 - 9) принимают, создают ей опору и точно устанавливают по месту в трех положениях пространства x, y и z. На платформе (12), в частности на угловых стойках, находятся управляемые средства фиксации (44), например, зажимы, которые удерживают зажимную раму (6 – 9) в точном принятом положении и создают ей опору против усилий обработки и усилий реакции.
Позиционирующие элементы (40, 41, 42) выполнены, например, в каждом случае в виде трех роликовых опор, которые расположены в ряд вдоль переходной линии (5) и соединены основаниями и на которых перемещается зажимная рама (6 – 9) при упомянутой поперечной подаче и устанавливается по месту с помощью роликов. Обе внешние роликовые опоры (40, 42) устанавливают ее точно по месту с помощью вертикальных роликов в вертикальном направлении z. Пара горизонтальных роликов средней роликовой опоры (41) устанавливает ее по месту с помощью функции упора поперек переходной линии (5) в направлении y. Расположенный на зажимной раме позиционирующий элемент (43), например, крепление в виде меча для придания жесткости, входит при поперечной подаче между роликами пары, благодаря чему зажимная рама (6 – 9) устанавливается по месту в направлении х вдоль переходной линии (5). Альтернативно позиционирующие элементы (40, 41, 42) можно выполнить как скользящие стойки или другим образом.
Выполнение зажимных рам (6 – 9) и других упомянутых компонентов станций для ведения процесса обработки, в частности процесса соединения, может быть таким же, как в патенте ЕР 1 858 750 В1.
На станции технологической обработки (2), в частности станции соединения, расположено устройство смены (14) зажимных рам (6 – 9). В установке технологической обработки (1) и на станции технологической обработки (2) можно подавать и обрабатывать разные детали кузова (4) в смешанном виде. Могут встречаться разные типы кузовов конструктивного ряда транспортных средств, например, кузова для лимузина, кабриолета или т.п. В соответствии с этим изменяются боковые стенки (4) и, тем самым, адаптированные к ним зажимные рамы (6 – 9). При смене типа кузова меняют также и зажимные рамы (6 – 9).
Устройство для смены (14) имеет накопительное устройство (15) для различных зажимных рам (6 – 9) и транспортер для рам (25), а также подающее устройство для зажимных рам (31). Накопительное устройство (15) имеет несколько управляемых подвижных приемников для рам (16 – 19), причем в каждом приемнике для рам (16 – 19) находятся несколько зажимных рам (6 – 9), которые можно снять.
В представленных примерах выполнения приемники (16 – 19) для рам (6 – 9) расположены по обе стороны переходной линии (5). Это может быть симметричное расположение относительно центральной переходной линии.
Устройство для смены (14) имеет не представленное здесь устройство управления, к которому подключены приемники для рам (16 – 19) и транспортировочные устройства (25, 31), а также механизмы поперечной подачи (13) наряду с устройствами позиционирования (11) и, при необходимости, другие управляемые компоненты. Это устройство управления может быть подключено к главному устройству управления станции или встроено в него.
Приемники для рам (16, 17 и 18, 19) расположены, если смотреть в направлении перехода (5), на расстоянии друг от друга и от обеих сторон рабочего сектора (10). Показанное накопительное устройство (15) имеет четыре распределенных приемника для рам (16 – 19). Оно может иметь, кроме того, одно или несколько дополнительных мест хранения (20) для одной или нескольких зажимных рам (6, 9). К этому еще вернемся позже.
Приемники для рам (16 – 19) выполнены в представленных примерах как барабанные накопители, которые расположены на раме приемника (22) с возможностью поворота вокруг лежачей или горизонтальной оси вращения (21). Приемники для рам (16 – 19) имеют несколько секций для приема по одной зажимной раме (6 – 9). Ось вращения (21), секции в приемнике и прием рам ориентированы вдоль переходной линии (5). Предпочтительно число секций в приемнике четное. В представленных примерах выполнения приемники для рам имеют по четыре секции.
Транспортер для рам (25) предусмотрен для перемещения зажимных рам (6 – 9) между приемниками для рам (16 – 19) и рабочим сектором (10). Транспортер для рам (25) находится при этом между приемниками для рам (16, 17 и 18, 19), расположенными в ряд вдоль переходной линии (5), и переходной линией (5). При этом он расположен также рядом со станционной платформой (12), например, на угловом расстоянии. Транспортер для рам (25) перемещается так же вдоль переходной линии (5), в частности параллельно ей. Указанное расположение предусмотрено с одной стороны или с обеих сторон переходной линии (5) и параллельно ей.
Транспортер для рам (25) имеет транспортерную ветвь (26) и приводимый в действие, а также управляемый транспортировочный механизм (29). Транспортерная ветвь (26) может состоять из нескольких частей. При этом она может иметь направляющие средства (27, 28) для самостоятельного опирания и направления зажимных рам (6 – 9), а также, при необходимости, отдельную направляющую ветвь (30) для транспортировочного механизма (29). Направляющие средства (27, 28) можно выполнить, например, в виде неподвижного рельсового устройства (27) или скользящего или катящегося ходового механизма (28), расположенного на зажимной раме (6 – 9). Взаимное расположение и кинематические связи можно выполнить и наоборот. Направляющую ветвь (30) можно выполнить так же в виде рельсовой направляющей.
Транспортер для рам (25) может забирать новую зажимную раму (6, 8) из приемника для рам (16 – 19) или с места хранения (20), подавать ее в область рабочего сектора (10) и принимать вместо нее используемую до этого зажимную раму (6, 8), а также подавать ее в тот же или предпочтительно в другой приемник для рам (16 – 19) или место хранения (20). Транспортер для рам (25) может для этого, при необходимости, двигать, по меньшей мере, временно несколько зажимных рам (6 – 9) одновременно.
Транспортер для рам (25) может иметь один или несколько транспортировочных механизмов (29). Показанный на Фиг. 1, 5 и 7 транспортер для рам (25) имеет отдельный транспортировочный механизм (29) с продольным брусом (55), в частности буксировочным брусом, который направлен по транспортерной ветви (30) и приводится в действие реверсивно при помощи управляемого, предпочтительно стационарного привода (56). Привод (56) имеет, например, электромотор, который двигает продольный брус (55) вперед и назад при помощи реечной передачи или т.п. Направляющая ветвь (30) выполнена, например, как неподвижный рельс, по которому продольный брус (55), имеющий в поперечном сечении, например, U-образную форму, направляется с незначительным трением с помощью катящихся или скользящих механизмов.
Продольный брус (55) выступает примерно более чем на половину длины станции (2) и несет сцепное устройство (37) для двух зажимных рам (6 – 9). Оно состоит, например, из двух дистанцированных на оси, управляемых захватов (57), которые захватывают для буксировки одну зажимную раму (6 – 9), находящуюся в положении ожидания в рабочем секторе, а другую – для смены уже стоящей в приемнике для рам (16 – 19) зажимной рамы (6 – 9).
С помощью одного единственного движения буксировочного продольного бруса (55) в горизонтальной плоскости можно при смене зажимных рам уже ненужную зажимную раму (6 – 9) поместить из положения ожидания в приемник для рам (16 – 19), а новую зажимную раму (6 – 9) из другого приемника для рам (16 – 19) привести в положение ожидания в рабочем секторе (10). Смена зажимных рам возможна при этом в обоих направлениях вдоль переходной линии (5), причем направление смены можно выбрать свободно.
На Фиг. 7 представлено это положение захвата зажимной рамы (8, 9) на правой стороне станции перед ходом вперед продольного бруса (55), при котором подлежащую замене зажимную раму (8) доставляют в приемник для рам (19), а новую зажимную раму (9) достают из приемника для рам (17). Приемники для рам (17, 19) здесь не представлены.
При альтернативном многократном расположении транспортировочных механизмов (29) имеются, например, два транспортировочных механизма (29), которые самостоятельно приводятся в действие и управляются, а также могут перемещаться отдельно друг от друга по предпочтительно общей транспортерной ветви (30). Транспортировочный механизм или транспортировочные механизмы (29) могут быть выполнены, например, как буксировочные тележки.
Представленная на Фиг. 1 – 10 транспортерная ветвь (26) имеет отдельную направляющую (27) для перевозки зажимных рам (6 – 9). Направляющая (27) имеет верхнюю и нижнюю, предпочтительно U-образные выточки (50, 51), в которых или по которым катятся вертикальные и горизонтальные опорные ролики (53, 54) ходового механизма (28). Ходовой механизм (28) имеет два или более двух опорных рычагов (52), отстоящих от зажимных рам (6 – 9), охватывающих направляющую (27) сбоку в виде вилки и несущих верхние и нижние пары опорных роликов (53, 54). Такое расположение выточек и роликов позволяет экономить площадь и делает устойчивым направление зажимных рам. Альтернативно две или более двух выточек (50, 51) можно выполнить или расположить по-другому, например, сбоку или под углом.
Для поперечной подачи зажимных рам (6 – 9) с транспортера для рам (25) на станционную платформу (12), а также в находящийся там рабочий сектор (10) и обратно предусмотрен управляемый и приводной механизм поперечной подачи (13). Он снимает зажимную раму (6, 8) с транспортера для рам (25) и подает ее на станционную платформу (12), а также в находящееся там устройство позиционирования (11). Механизм поперечной подачи (13) возвращает использованную до этого зажимную раму (6, 8) на транспортер для рам (25). Последний может перевозить замененную зажимную раму (6, 8) дальше, к другому приемнику для рам.
Как видно на Фиг. 2, 4, 9 и 10, механизм поперечной подачи (13) имеет перемещающиеся в поперечном направлении к переходной линии (15) салазки с управляемым приводом и отрезком ветви или направляющей для приема стоящей зажимной рамы (6 – 9) с ее ходовым механизмом (28). Предпочтительно отдельный отрезок ветви или направляющей можно посадить в зазор в направляющей (27). Этого зазора в направляющей будет достаточно для опорных роликов (53, 54), чтобы осуществить движение установки по месту устройства позиционирования (11) и его позиционирующих элементов (40 - 43).
Устройство для смены (14) имеет другое указанное подающее устройство для зажимных рам (31), которое так же соединено с приемниками для рам (16 – 19), обслуживаемыми транспортером для рам (25). В представленной форме выполнения устройства для смены (14) с обеих сторон переходной линии (5) расположено по одному подающему устройству для рам (31). Одно подающее устройство для рам (31) соединено с приемниками для рам (16, 17) на одной стороне переходной линии (5). На другой стороне подающее устройство для рам (31) соединено с приемниками для рам (18, 19).
Транспортер для рам (25) и принадлежащее ему подающее устройство для рам (31) расположены на разных сторонах совместно обслуживаемых приемников (16 – 19). Транспортер для рам (25) находится, например, на передней стороне, направленной к переходной линии (5), а подающее устройство для рам (31) находится на противоположной, обратной стороне соответствующих приемников для рам (16 – 19). Подающее устройство для рам (31) можно альтернативно расположить на верхней стороне или нижней стороне соответствующих приемников для рам (16 – 19).
В другом варианте ряду приемников для рам и транспортеру для рам (25) могут принадлежать несколько подающих устройств для рам (31).
Подающее устройство для рам (31) имеет так же транспортерную ветвь (32) и приводной и управляемый транспортировочный механизм (35). Транспортерная ветвь (32) проходит вдоль переходной линии (5). Она так же может состоять из нескольких частей, имея самостоятельные направляющие средства (33, 34) для зажимных рам (6 – 9) и направляющую (36) для транспортировочного механизма (35). Направляющие средства (33, 34) могут быть выполнены в виде рельсовой конструкции и ходового механизма для зажимных рам (6 – 9). В качестве ходового механизма (34) можно использовать, при необходимости, имеющийся ходовой механизм (28) транспортера для рам (25) или дополнительный ходовой механизм, который, возможно, выполнен иначе и располагается в другом месте зажимной рамы. Направляющая (36) может быть выполнена в виде рельсовой направляющей и, при необходимости, иметь выточки (50, 51). Управляемый транспортировочный механизм (35) выполнен, например, в виде буксировочной тележки. Она может быть одна или их может быть несколько, причем по направляющей (36) передвигаются, например, одна или две буксировочные тележки.
Каждый транспортировочный механизм (29, 35) может иметь управляемое сцепляющее устройство (37) для соединения и разъединения с одной или несколькими зажимными рамами (6 – 9). Сцепляющее устройство (37) действует преимущественно как соединение с замыканием геометрического контура. У буксировочного продольного бруса (55) сцепляющее устройство (37) образовано двумя захватами (57). Благодаря раздельному направлению зажимных рам (6 – 9) и транспортировочных механизмов (29, 35) последние могут двигаться независимо от зажимных рам (6 – 9) вдоль своей транспортерной ветви (26, 32) или направляющей (30, 36).
Транспортер для рам или транспортеры для рам (25) и подающее устройство для рам или подающие устройства для рам (31) можно сконструировать аналогичным образом. Альтернативно они могут отличаться друг от друга. В конце описания указаны возможные отличия в конструкциях.
Транспортерные ветви (26, 32) транспортера для рам (25) и, соответственно, подчиненного ему подающего устройства для рам (31) соединены с приемником для рам (16 – 19) на разном уровне. Транспортерная ветвь (26) связана, например, с нижней стороной приемников для рам (16 – 19), а транспортерная ветвь (32) – с верхней стороной приемников для рам (16 – 19). Это особенно выгодно для представленного выполнения приемников в виде горизонтально расположенных барабанных накопителей.
Транспортер для рам (25) выполнен в представленных и предпочтительных примерах выполнения как транспортер, находящийся «на земле», причем зажимные рамы (6 – 9) перемещаются по транспортерной ветви (26) в стоячем положении и там или на верхней стороне подходящим образом направляются. Подающее устройство для рам (31) выполнено как высокорасположенный подвесной конвейер, причем зажимные рамы (6 – 9) перемещаются по транспортерной ветви (36) в подвешенном состоянии. Порядок расположения может быть также обратным.
Передачу зажимных рам (6 – 9) с транспортировочных устройств (25, 31) в приемники для рам (16 – 19) и обратно можно осуществлять любым подходящим способом. Для этого в каждой секции приемников для рам имеется, например, держатель для рам (23), например, поддерживающая направляющая, принимающая зажимную раму с замыканием геометрического контура, расположенная в зависимости от поворотного положения приемника для рам (16 – 19) на одной прямой с транспортерной ветвью (26), в частности, направляющей (27) транспортера для рам (25), и транспортерной ветвью (32), в частности, опорной направляющей (23) подающего устройства для рам (31), и позволяющая сдвижение зажимной рамы (6, 9), например, ее ходового механизма (28, 34).
Держатель для рамы (23) и транспортерная ветвь (26) имеют соответствующую друг другу форму, в частности, форму рельса с выточками (50, 51). На приемниках для рам (16 – 19) можно расположить управляемые фиксаторы (38) для установки по месту и фиксирования положения держателя для рам (23) и транспортерной ветви (26) на одной прямой.
Приемники для рам (16 – 19) могут иметь, кроме того, в каждой своей секции управляемое фиксирующее устройство (24), дополнительно фиксирующее принятые зажимные рамы (6 – 9) и снова их освобождающие для отправки. Зажимную раму (6 – 9) можно зафиксировать, в частности, в лежачем положении и в таком положении удерживать. К тому же положение передачи-приема определяется относительно транспортерной ветви (26, 32).
Представленное на Фиг. 4, 7 и 8 фиксирующее устройство (24) сформировано с помощью фиксирующих элементов (45, 46) на приемнике для рам (16 – 19) и на зажимной раме (6 – 9), которые могут входить в зацепление друг с другом с замыканием геометрического контура. Фиксирующие элементы (45) на приемнике для рам (16 – 19) являются управляемыми. Они могут, при необходимости, немного сдвигать зажимную раму (6 – 9) в процессе фиксации. Фиксирующие элементы (45) выполнены, например, в виде поворотных захватов. Они входят в зацепление с фиксирующими элементами (46) в форме штифта или ролика на зажимной раме (6 – 9), которые расположены там, например, на разнесенных между собой в поперечном направлении опорах. Порядок расположения может быть также обратным.
Кроме того, в секциях приемников можно предусмотреть медиа-связи (47), которые осуществляются между приемниками для рам (16 – 19) и принятыми зажимными рамами (6 – 9). Они состоят, например, из элемента связи (48) на секции приемника и элемента связи (49) на зажимной раме (6 – 9), по одному или несколько на краю. Элементы связи (48, 49) могут служить, кроме того, механическими ограждениями для зажимных рам (6 – 9) на секции приемника.
Медиа-связи (47) могут переносить рабочие среды, например, флюиды, силовые и/или сигнальные токи. В результате можно активизировать подвижные зажимные, позиционирующие и опорные средства зажимных рам (6 – 9) и фиксировать и удерживать их в заданном положении. Это предотвращает неконтролируемые произвольные движения, приводящие к опасности столкновения, в частности, при горизонтальном положении зажимных рам в приемнике для рам (16 – 19). С помощью сигнальных токов или другим образом можно осуществлять обмен данными. Это выгодно для целей управления и идентификации. Устройство управления всегда знает, где находится та или иная зажимная рама (6 – 9).
Медиа-связи (47) могут автоматически включаться и выключаться в положении приема в секции приемника для рам благодаря фиксирующему движению фиксирующего устройства (24). Альтернативно они могут иметь свой собственный исполнительный механизм для управляемого включения и выключения.
Накопительное устройство (15) может иметь уже упомянутое одно или несколько других мест хранения (20) для одной или нескольких зажимных рам (6 – 9). В представленном примере выполнения транспортерные ветви (26, 32) проходят над одним или несколькими принадлежащими им приемниками для рам (16 – 19) на одном или обоих концах. На этом возвышении ветви и сформировано такое место хранения (20). Здесь можно укладывать по одной или по несколько зажимных рам (6 – 9) за пределами приемников для рам (16 – 19).
Такие возвышенные ветви и места хранения (20) можно предусмотреть на всех направляющих ветвях (26, 32). Если для установки технологической обработки (1) и соседней станции потребуется больше площади или по каким-либо другим причинам, количество мест хранения (20) можно сократить, а их конструкцию уменьшить. В представленных примерах выполнения только транспортерные ветви (32) подающего устройства для рам (31) продлены с обоих концов для формирования мест хранения (20).
Одно или несколько других мест хранения (20) можно сформировать также на транспортерной ветви (32) подающего устройства для рам (31) в свободном пространстве между разнесенными между собой вдоль переходной линии (5) соответствующими приемниками для рам (16, 17, 18, 19).
Подающее устройство для рам (31) служит для смены рам между подсоединенными приемниками для рам (16 – 19) и, при необходимости, другими местами хранения (20). Подающее устройство для рам (31) предпочтительно не привязано к рабочему сектору (10).
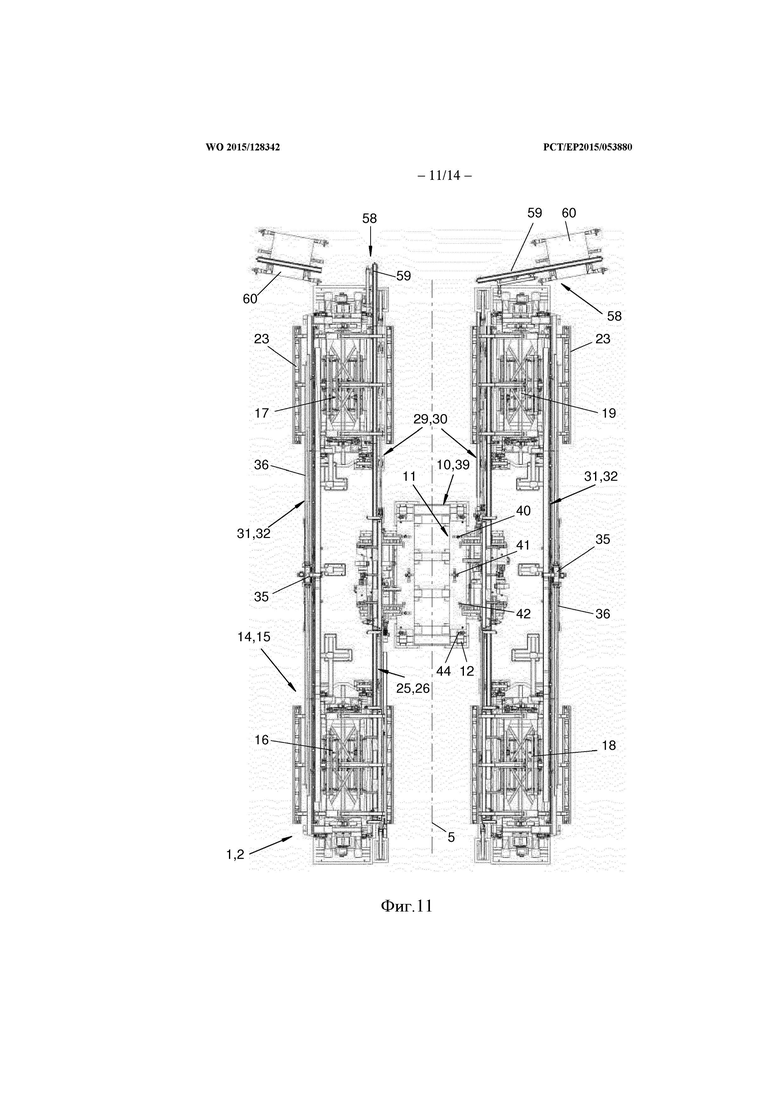
На Фиг. 11 – 14 представлен вариант станции технологической обработки (2), которая имеет приспособление для выгрузки (58) и в которой в определенных случаях нет мест хранения (20) снаружи. На фигурах показано, кроме прочего, другое выполнение и расположение медиа-связей (47). На Фиг. 12 для лучшей наглядности приемники для рам (18, 19) на правой стороне не представлены. На Фиг. 13 обобщенно представлено подробное изображение так же одной стороны.
Кроме того, вариант может совпадать с описанными выше примерами выполнения согласно Фиг. 1 – 10. Это относится, в частности, к конструкции транспортера для рам (25) и подающего устройства для рам (31), а также к устройству позиционирования (11) и механизму поперечной подачи (13).
На Фиг. 11 – 14 представлены детали отдельного транспортировочного механизма (29) с буксировочным продольным брусом (55) вместе с приводом (56) и транспортерной ветвью (30), а также отдельной буксировочной тележки (35) вместе с направляющей ветвью (36). Направляющие ветви (30, 36) отделены от транспортерных ветвей (26, 32), каждая из которых опять же выполнена в виде отдельной направляющей (27, 33) для ходовых механизмов (28) для рам с вильчатыми рычагами (52) и опорными роликами (53, 54). Устройство позиционирования (11) оснащено описанными выше позиционирующими элементами (41 – 43) и средствами фиксации (44).
Приспособление для выгрузки (58) служит для погрузки и выгрузки зажимных рам (6 – 9) и может быть единственным или не единственным. Оно может примыкать к одной транспортерной ветви или к обеим транспортерным ветвям (26) с одного или обоих торцов. Альтернативно или дополнительно оно может взаимодействовать с транспортерной ветвью обратной подачи.
Приспособление для выгрузки (58) имеет подвижную ветвь для выгрузки (59), которая приводится в движение предпочтительно с помощью устройства управления, выполнена, например, в форме отрезка рельса и может размещаться, с одной стороны, для транспортировки зажимных рам на одной прямой с транспортерной ветвью (26, 32), а с другой стороны, для смены зажимных рам может переходить в наклонное положение, например, наклоняться к мобильной выгружной тележке (60). Ветвь для выгрузки (59) расположена на раме приемника (22) с возможностью поворота за счет шарнирно-рычажного механизма и в результате, занимая мало места, может качаться между положениями, показанными на Фиг. 11.
Выгружная тележка (60) может примыкать в наклонном положении к ветви для выгрузки (59). Предпочтительно она регулируется по высоте. Она так же имеет отрезок ветви или направляющей для приема зажимной рамы (6 – 9) или ее ходового механизма (28). Ее можно приводить в движение вручную или с помощью устройства управления.
Ширина ходового механизма меньше ширины зажимной рамы. Поэтому отрезки направляющей устройства для выгрузки (58) можно выполнить короткими в целях экономии места. То же относится и к механизму поперечной подачи (13) и его отрезку ветви или направляющей.
Медиа-связи (47) в этом варианте выполнены и расположены иначе. Как видно на Фиг. 13 и 14, элементы связи (48, 49) отделены от механических ограждений и расположены по центру на зажимных рамах (6 – 9) и секциях приемников для рам (16 – 19). При этом каждый элемент связи (48, 49) находится на опоре зажимных рам (6 – 9) и секций приемников для рам.
Представленные и описанные формы выполнения изобретения могут иметь разные вариации. В частности, признаки примеров выполнения и указанных вариантов можно комбинировать любым образом и, при необходимости, менять.
Приемники для рам (16 – 19) можно выполнить и расположить иначе. Их можно выполнить, например, в виде поворотных столов с несколькими приемными секциями и вертикальной или стоячей поворотной осью, например, в соответствии с патентом ЕР 1 858 750 В1. Но и при таком выполнении приемников рекомендуется четное число их секций.
Кроме того, в качестве варианта представленных форм выполнения приемники для рам (16 – 19), транспортеры для рам (25) и подающие устройства для рам (31), а также механизм поперечной подачи (13) и устройство позиционирования (11) можно расположить только на одной стороне переходной линии (5). К тому же вместо представленного размещения приемников для рам (16 – 19) попарно по обеим сторонам находящегося между ними рабочего сектора (10) можно выбрать другое расположение приемников. При этом, например, только один приемник для рам можно привязать к рабочему сектору (10). С другой стороны, количество приемников для рам, привязанных к рабочему сектору (10) на одной стороне, может составлять больше двух.
Конструктивные изменения возможны также в отношении транспортера для рам (25) и подающего устройства для рам (31). Зажимные рамы (6 – 9) могут удерживаться и опираться на транспортировочный механизм (29, 35), причем их можно загружать и выгружать, например, с помощью подходящего устройства для подачи. Зажимные рамы (6 – 9) больше не направляются самостоятельно, так что соответствующая транспортерная ветвь (26, 32) сокращена, т.е., при необходимости, отсутствует направляющая ветвь (30, 36) транспортера для рам (25) и/или подающего устройства для рам (31).
В зависимости от формы выполнения приемников транспортер для рам (25) и подающее устройство для рам (31) можно расположить на одном уровне относительно соответствующего приемника для рам или приемников для рам (16 – 19). Это в том случае, если приемники для рам выполнены, например, в форме поворотных столов или вертикальных стоек.
Фиксирующее устройство (24) и медиа-связи (47) на приемниках для рам (16 – 19) имеют самостоятельное изобретательское значение. Их можно применять на выбор комбинаторно или альтернативно.
Кроме того, возможно также применение со всеми указанными выше вариантами приемников для рам (16 – 19) с подающим устройством для рам (31) или без него.
В остальном упомянутые варианты могут иметь то же или соответствующее выполнение, что и представленные выше примеры выполнения.
Перечень позиций
1 установка технологической обработки
2 станция технологической обработки, станция соединения, геостанция
3 устройство для обработки, робот
4 обрабатываемое изделие, деталь кузова
5 переходная линия
6 зажимная рама
7 зажимная рама
8 зажимная рама
9 зажимная рама
10 рабочий сектор
11 устройство позиционирования
12 платформа
13 механизм поперечной подачи
14 устройство смены для зажимных рам
15 накопительное устройство
16 приемник для рам, барабанный накопитель
17 приемник для рам, барабанный накопитель
18 приемник для рам, барабанный накопитель
19 приемник для рам, барабанный накопитель
20 место хранения
21 ось вращения
22 рама приемника
23 держатель для рамы, опорная направляющая
24 фиксирующее устройство
25 транспортер для рам, главный транспортер
26 транспортерная ветвь, направляющая, рельсовая направляющая
27 направляющее средство, рельс
28 направляющее средство, ходовая тележка
29 транспортировочный механизм, буксировочная тележка
30 направляющая ветвь
31 подающее устройство для рам, вспомогательный транспортер, подвесной транспортер
32 транспортерная ветвь, направляющая, рельсовая направляющая
33 направляющее средство, рельс
34 направляющее средство, ходовая тележка
35 транспортировочный механизм, буксировочная тележка
36 направляющая ветвь
37 сцепное устройство
38 фиксаторы
39 устройство предварительного позиционирования
40 позиционирующий элемент, роликовая опора
41 позиционирующий элемент, роликовая опора
42 позиционирующий элемент, роликовая опора
43 позиционирующий элемент, крепление в виде меча для придания жесткости
44 средство фиксации, зажим
45 фиксирующий элемент, захват
46 фиксирующий элемент, штифт
47 медиа-связи
48 элемент связи на приемнике
49 элемент связи на зажимной раме
50 выточка в направляющей вверху
51 выточка в направляющей внизу
52 опорный рычаг, вильчатый рычаг
53 опорный ролик вертикальный
54 опорный ролик горизонтальный
55 продольный брус, буксировочный продольный брус
56 привод
57 сцепляющий элемент, захват
58 приспособление для выгрузки
59 ветвь для выгрузки, отрезок направляющей
60 выгружная тележка
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПАКЕТОВ ЛЕСОМАТЕРИАЛА ИЗ ОТДЕЛЬНЫХ КУСКОВ ДРЕВЕСИНЫ И ИХ ТРАНСПОРТИРОВКИ | 2013 |
|
RU2528568C1 |
| ТРАНСПОРТИРУЮЩЕЕ СРЕДСТВО ДЛЯ ТРАНСПОРТИРОВКИ БУМАЖНЫХ РУЛОНОВ | 1997 |
|
RU2162433C2 |
| СТАНЦИЯ ОБРАБОТКИ ЗАГОТОВОК ПРЕИМУЩЕСТВЕННО КУЗОВОВ АВТОМОБИЛЕЙ НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1993 |
|
RU2100168C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ СТОЯЩИХ ЕМКОСТЕЙ МЕЖДУ ЗАЖИМНЫМИ РЕМНЯМИ | 2019 |
|
RU2774337C1 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2571972C2 |
| ТРАНСПОРТЕР ДЛЯ ТРАНСПОРТИРОВКИ СЫПУЧИХ МАТЕРИАЛОВ | 2011 |
|
RU2537893C2 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ТРЕСТЫ ЛЬНЯНОЙ С ТРАНСПОРТЕРА СУШИЛКИ | 2006 |
|
RU2318929C1 |
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОЙ ПРОБОРКИ ОСНОВНЫХ НИТЕЙ | 1991 |
|
RU2083740C1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ЗАГОТОВОК ДЛЯ ЗАЖИМНЫХ ИЛИ ЦЕНТРОВАЛЬНЫХ УЗЛОВ | 2015 |
|
RU2607059C2 |
| Мобильный буксировочный бугельный подъемник | 2016 |
|
RU2619352C1 |
Группа изобретений относится к области транспортного машиностроения. Устройство для смены зажимных рам на станции технологической обработки деталей кузова имеет накопительное устройство для зажимных рам с несколькими управляемыми подвижными приемниками и транспортер для транспортировки зажимных рам между приемниками и рабочим сектором станции обработки. Зажимные рамы поступают в приемники в зафиксированном положении. Устройство для смены имеет другое подающее устройство, которое связано с приемниками. Станция технологической обработки деталей кузова содержит упомянутое устройство для смены зажимных рам. Способ смены зажимных рам для деталей кузова на станции технологической обработки заключается в том, что зажимные рамы хранят в накопительном устройстве, зажимные рамы транспортируют и меняют между приемниками и рабочим сектором, зажимные рамы поступают в зафиксированном положении в приемники и с помощью другого подающего устройства их транспортируют и меняют между приемниками. Достигается улучшение организации транспортировки и хранения зажимных рам. 3 н. и 34 з.п. ф-лы, 14 ил.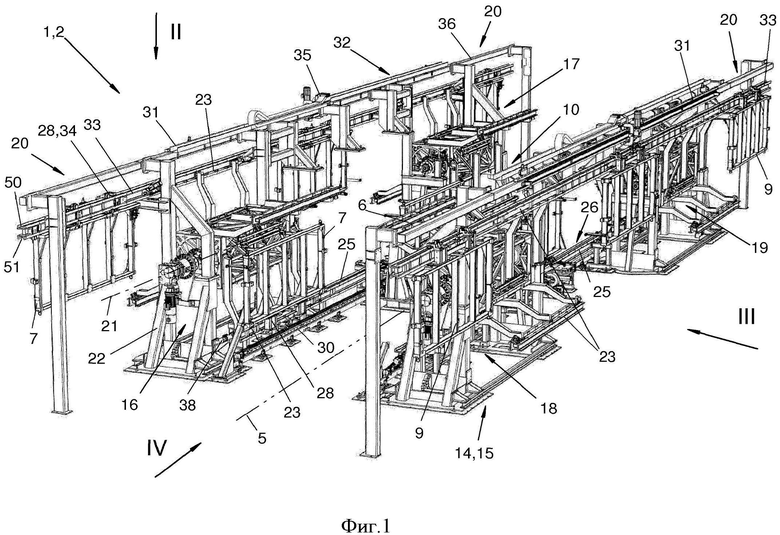
1. Устройство для смены зажимных рам (6 – 9) на станции технологической обработки (2), в частности станции соединения, для деталей кузова (4), причем устройство для смены (14) имеет накопительное устройство (15) для зажимных рам (6 – 9) с несколькими управляемыми подвижными, в частности поворачивающимися приемниками для рам (16 – 19) и транспортер для рам (25), предусмотренный и выполненный для транспортировки зажимных рам (6 – 9) между приемниками для рам (16 – 19) и рабочим сектором (10) станции обработки (2), отличающееся тем, что зажимные рамы (6 – 9) поступают в приемники (16 – 19) в зафиксированном положении и устройство для смены (14) имеет другое подающее устройство для рам (31), которое также связано с приемниками для рам (16 – 19), обслуживаемыми транспортером для рам (25).
2. Устройство по п.1, отличающееся тем, что приемники для рам (16 – 19) имеют управляемое фиксирующее устройство (24) и/или медиа-связи (47) для зажимных рам (6 – 9).
3. Устройство по п.1, отличающееся тем, что транспортер для рам (25) и связанное с ним подающее устройство для рам (31) расположены по разные стороны общих обслуживаемых приемников для рам (16 – 19).
4. Устройство по п.1, отличающееся тем, что транспортер для рам (25) и связанное с ним подающее устройство для рам (31) расположены параллельно друг другу.
5. Устройство по п.1, отличающееся тем, что накопительное устройство (15) имеет другое место хранения (20) для зажимной рамы (6 – 9) наряду с приемником для рам (16 – 19), которое связано с транспортером для рам (25) и/или с подающим устройством для рам (31).
6. Устройство по п.1, отличающееся тем, что транспортер для рам (25) и подающее устройство для рам (31) имеют по одной транспортерной ветви (26, 32) и по одному приводному, управляемому транспортировочному механизму (29, 35) для зажимных рам (6 – 9).
7. Устройство по п.6, отличающееся тем, что транспортировочный механизм (29, 35) выполнен в виде управляемой буксировочной тележки или в виде направляющего продольного бруса (55) со стационарным управляемым приводом (56).
8. Устройство по п.1, отличающееся тем, что транспортер для рам (25) и/или подающее устройство для рам (31) имеют несколько, в частности два отдельных и самостоятельно движущихся, а также управляемых транспортировочных механизма (29, 35).
9. Устройство по п.6, отличающееся тем, что транспортировочный механизм (29, 35) имеет управляемый сцепляющий элемент (37, 57) для соединения с одной или несколькими зажимными рамами (6 – 9) или разъединения с ними.
10. Устройство по п.6, отличающееся тем, что транспортерные ветви (26, 32) транспортера для рам (25) и подчиненного ему подающего устройства для рам (31) присоединены к приемнику для рам (16 – 19) на разном уровне, в частности к его нижней и верхней стороне.
11. Устройство по п.1, отличающееся тем, что транспортер для рам (25) выполнен как транспортер, находящийся «на земле», а подающее устройство для рам (31) выполнено как высокорасположенный подвесной конвейер, или наоборот.
12. Устройство по п.6, отличающееся тем, что транспортерная ветвь (26, 32) имеет направляющее средство (27, 33) для зажимных рам (6 – 9) и предпочтительно отдельную от нее направляющую ветвь (30, 36) для транспортировочного механизма (29, 35).
13. Устройство по п.12, отличающееся тем, что направляющее средство (27, 33) направляющей ветви (26, 32) для зажимных рам (6 – 9) имеет отдельный рельс с несколькими выточками (50 – 51).
14. Устройство по п.1, отличающееся тем, что зажимные рамы (6 – 9) имеют ходовой механизм (28) и устойчиво направлены по своей направляющей ветви (26, 32) без возможности опрокидывания.
15. Устройство по п.1, отличающееся тем, что приемники для рам (16 – 19) выполнены как барабанные накопители с горизонтальной осью вращения (21) или как поворотные столы с вертикальной осью вращения.
16. Устройство по п.1, отличающееся тем, что приемники для рам (16 – 19) имеют по несколько секций для зажимной рамы (6 – 9).
17. Устройство по п.1, отличающееся тем, что каждый приемник для рам (16 – 19) имеет четное число секций для зажимной рамы (6 – 9).
18. Устройство по п.1, отличающееся тем, что приемники для рам (16 – 19) расположены парами, причем между ними находится рабочий сектор (10).
19. Устройство по п.1, отличающееся тем, что приемники для рам (16 – 19) и рабочий сектор (10) расположены по обе стороны переходной линии (5) для деталей кузова (4).
20. Устройство по п.1, отличающееся тем, что устройство для смены (14) имеет механизм поперечной подачи (13) с отдельным отрезком ветви или рельса для доставки зажимной рамы (6 – 9) с транспортера для рам (25) к рабочему сектору (10).
21. Устройство по п.1, отличающееся тем, что устройство для смены (14) имеет устройство позиционирования (11) для неподвижной установки по месту и опирания, а также, при необходимости, медиа-обеспечение зажимной рамы (6 – 9) в рабочем секторе (10).
22. Устройство по п.21, отличающееся тем, что устройство позиционирования (11) имеет несколько позиционирующих элементов (40 – 43), в частности роликовые опоры и крепление в виде меча для придания жесткости, для установки по месту зажимной рамы (6 – 9) в трех направлениях в пространстве x, y, z.
23. Устройство по п.21, отличающееся тем, что устройство позиционирования (11) имеет управляемые средства фиксации (44) для фиксирования установленной по месту зажимной рамы (6 – 9) на неподвижной платформе (12) в рабочем секторе (10).
24. Устройство по п.1, отличающееся тем, что зажимные рамы (6 – 9) устройства для смены (14), циркулирующие между объединенными в линию приемниками для рам (16 – 19), выполнены по-разному и приспособлены к разным типам кузовов и к разным деталям кузовов (4).
25. Устройство по п.1, отличающееся тем, что устройство для смены (14) имеет приспособление для выгрузки (58) зажимных рам (6 – 9).
26. Устройство по одному из пп.1-25, отличающееся тем, что приспособление для выгрузки (58) расположено на конце транспортерной ветви (26, 32) для зажимных рам (6 – 9).
27. Станция технологической обработки, в частности станция соединения деталей кузова (4), с устройством для смены зажимных рам (6 – 9), имеющим накопитель (15) для зажимных рам (6 – 9) с несколькими подвижными, в частности поворачивающимися приемниками для рам (16 – 19) и транспортер для рам (25), предусмотренный и выполненный для транспортировки зажимных рам (6 – 9) между приемниками для рам (16 – 19) и рабочим сектором (10) станции соединения (2), отличающаяся тем, что устройство для смены (14) выполнено, по меньшей мере, по одному из пп.1-26.
28. Станция по п.27, отличающаяся тем, что станция технологической обработки (2) подсоединена к переходной линии (5) для деталей кузова (4).
29. Станция по п.27, отличающаяся тем, что станция технологической обработки (2) имеет в рабочем секторе (10) устройство для обработки (3), в частности промышленный робот.
30. Станция по п.27, отличающаяся тем, что станция технологической обработки (2) имеет стационарную платформу (12) в рабочем секторе (10).
31. Станция по одному из пп.27-30, отличающаяся тем, что станция технологической обработки (2) соединена с другой станцией и выполнена как составная часть установки технологической обработки (1).
32. Способ смены зажимных рам (6 – 9) для деталей кузова (4) на станции технологической обработки (2), в частности станции соединения, причем зажимные рамы (6 – 9) хранят в накопительном устройстве (15), имеющем несколько управляемых, подвижных, в частности поворачивающихся приемников для рам (16 – 19), и транспортируют и меняют между приемниками для рам (16 – 19) и рабочим сектором (10) станции технологической обработки (2) с помощью транспортера для рам (25), отличающийся тем, что зажимные рамы (6 – 9) поступают в зафиксированном положении в приемники (16 – 19) и с помощью другого подающего устройства для рам (31) их транспортируют и меняют между приемниками для рам (16 – 19), обслуживаемыми транспортером для рам (25).
33. Способ по п.32, отличающийся тем, что зажимные рамы (6 – 9) поступают в приемники для рам (16 – 19) в зафиксированном положении благодаря управляемому фиксирующему устройству (24) и/или медиа-связи (47).
34. Способ по п.32, отличающийся тем, что зажимные рамы (6 – 9) при транспортировке по направляющей ветви (26, 32) устойчиво направлены с помощью отдельного рельса (27, 33) без возможности опрокидывания.
35. Способ по п.32, отличающийся тем, что при транспортировке по направляющей ветви (26, 32) две зажимные рамы (6 – 9) вместе двигаются с помощью буксировочного продольного бруса (55), имеющего присоединяемое и отсоединяемое сцепляющее устройство с захватами (37, 57) и направленного по отдельно проходящей направляющей ветви (30).
36. Способ по п.32, отличающийся тем, что зажимные рамы (6 – 9) доставляют в рабочий сектор (10) с помощью механизма поперечной подачи (13) по отдельному отрезку ветви или рельса.
37. Способ по одному из пп.32-36, отличающийся тем, что зажимные рамы (6 – 9) устанавливают в рабочем секторе (10) по месту неподвижно и с опорой и в трех направлениях в пространстве x, y, z с помощью устройства позиционирования (11), имеющего несколько позиционирующих элементов (40 – 43), в частности роликовые опоры и крепление в виде меча для придания жесткости.
| EP 1858750 B1, 15.04.2009 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ КОНСТРУКЦИЙ | 1992 |
|
RU2062687C1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1974 |
|
SU516336A3 |
| US 5174488 A1, 29.12.1992. | |||

