Изобретение относится к способу изготовления герметичной порошковой проволоки для внепечной обработки стали, состоящей из металлической оболочки и экзотермической порошковой шихты.
Известен и является наиболее близким к предлагаемому способ изготовления порошковой проволоки для внепечной обработки стали, состоящей из металлической оболочки и порошкообразной шихты, включающий профилирование металлической холоднокатаной ленты в желоб, заполнение желоба порошкообразной шихтой, доформофку желоба в трубчатое сечение, соединение металлической оболочки в замок и протяжку трубчатой заготовки на диаметр готовой проволоки (патент РФ 2086380, МПК 7 В 23 К 34/40, B 22 F 5/12, 1997).
Недостатком данного способа является невозможность использования в качестве наполнителя проволоки экзотермической порошкообразной шихты для внепечной обработки сталей, поскольку во время инициирования реакции восстановления, при погружении такой проволоки в расплав стали, реакция, проходящая с большим выделением количества тепла с развитием высокой температуры, распространяется со скоростью, превышающей скорость подачи порошковой проволоки в ковш, по всему объему проволоки - от расплава к трайб-аппарату и далее - в бухту с проволокой, что может привести к аварийному выходу из строя всей установки. Аварийная ситуация так же возникает в случае непредвиденной остановки трайб-аппарата, подающего проволоку в ковш со сталью.
Изобретение направлено на исключение распространения восстановительной экзотермической реакции по всей длине проволоки в трайб-аппарат и бухту с проволокой.
Техническое решение заключается в том, что в отличие от прототипа используют экзотермическую порошкообразную шихту, при этом перед заполнением желоба упомянутой шихтой в него периодически через заданные интервалы помещают эндотермические пробки для отделения заполняемых экзотермической шихтой объемов проволоки друг от друга.
В качестве эндотермической пробки используют инертный порошок.
На фигуре 1 показано устройство для осуществления предлагаемого способа.
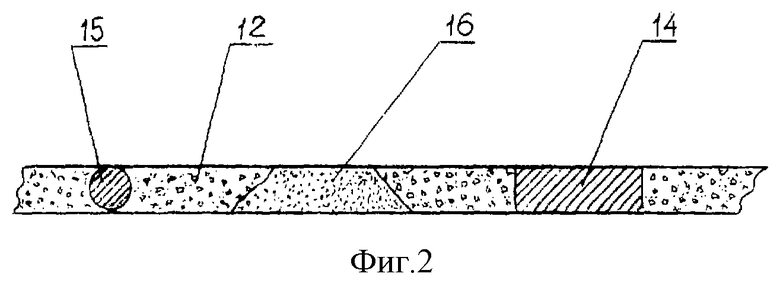
На фигуре 2 показаны разновидности эндотермических пробок.
Способ осуществляется следующим образом. Плоская металлическая лента 2 с разматывателя 1 подается в клети формовочного стана 3. С помощью калибровочных роликов 4 осуществляется последовательное формообразование профиля ленты в желоб, в который сверху вниз по заданной программе из автоматически работающего бункера 5 периодически загружаются разделительные эндотермические пробки, например цилиндрические или шарообразные 14, 15 (фиг. 2), с диаметрами, равными конечному внутреннему диаметру готовой проволоки. Пробки могут быть выполнены из металла, дерева, керамики и т.д.
Возможно использование в качестве пробки порционной засыпки из инертного порошка 16 (фиг. 2), например оксида кальция, фтористого кальция и т.д., играющего роль шлакообразующей добавки.
Далее сформированная в желоб лента вместе с пробками поступает на позицию загрузки экзотермической порошкообразной шихты 12 под бункер 6. На этой же позиции сборником 7 осуществляется сбор просыпавшейся в момент прохождения пробок шихты, которая вновь подается в бункер 6.
Последующее формирование желоба в трубу, образование и закрытие замка и окончательное обжатие трубы в размер осуществляется известным способом валками клетей образования замка 8, 9 прямоточным волочением 10.
Готовая порошковая проволока с помещенными внутрь ее разделительными пробками наматывается на бухту 11.
Таким образом, заполненные экзотермичной реакционной шихтой участки проволоки посредством эндотермических пробок отделены друг от друга, что предотвращает инициирование восстановительной реакции шихты в тело проволоки при погружении последней в ковш.
При анализе научно технической и патентной литературы использование эндотермических пробок порошковой проволоки для предотвращения воспламенения ее экзотермической шихты-наполнителя не выявлено, что подтверждает новизну и неочевидность заявляемого технического решения.
Пример осуществления способа.
Из стальной ленты толщиной 0,4 мм и шириной 60 мм, на устройстве, аналогичном изображенному на фиг. 1, последовательно формовали желоб, замок и оболочку проволоки диаметром 16 мм.
В желоб через равные интервалы длины помещали эндотермические пробки. Интервалы длин выбирали в зависимости от скоростей подачи проволоки в ковш, определяемых паспортными данными изготавливаемого на ОАО "ЧМЗ" трайб-аппарата. Интервалы длин брали в пределах 0,5-1 м.
В качестве материала эндотермических пробок использовали: железо (длина пробки - 5 мм), дерево (длина пробки - 10 мм), алюминий (длина пробки - 5 мм), а так же навеску фтористого кальция (15 г). В качестве экзотермической шихты использовали смесь порошка оксида железа и гранулы кальция.
Результаты испытаний приготовленной порошковой проволоки с экзотермической шихтой показали, что распространение экзотермической реакции прекращалось на границе раздела заполненных шихтой участков проволоки при использовании эндотермических пробок.
Изобретение может быть использовано в металлургии при изготовлении порошковой проволоки с экзотермической шихтой для внепечной обработки стали. Холоднокатаную металлическую ленту профилируют в желоб. Заполняют желоб экзотермической порошкообразной шихтой. Предварительно через заданные интервалы в желоб помещают эндотермические пробки для отделения заполняемых упомянутой шихтой объемов проволоки друг от друга. В качестве эндотермической пробки могут быть использованы инертные порошки. Изобретение позволяет исключить распространение восстановительной экзотермической реакции по всей длине проволоки в трайб-аппарат и бухту с проволокой. 1 з.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| КОМПОЗИЦИОННОЕ ИЗДЕЛИЕ ДЛЯ ОБРАБОТКИ ЖИДКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2048537C1 |
| Полый электрод | 1969 |
|
SU337028A1 |
| Порошковая проволока для сварки и наплавки | 1987 |
|
SU1459873A1 |
| Способ изготовления порошковой проволоки | 1990 |
|
SU1754382A1 |
| US 4235007, 25.11.1980. | |||

