[0001] Изобретение относится к устройству, а также к способу для изготовления несущего элемента, снабженного множеством пучков волокон. В случае несущего элемента речь предпочтительно идет о легком строительном несущем элементе, например, о несущем элементе из пеноматериала. Пучки волокон могут быть пропитаны пластическим материалом, например, смолой для получения композиционного строительного блока.
[0002] Такого рода несущий элемент, снабженный пучками волокон, известен из DE 10 2005 024 408 A1. При изготовлении в несущем элементе сначала проделывают отверстие, чтобы затем через проделанное отверстие протянуть пучок волокон. С этой целью используют иглу. Такой способ известен также из WO 2014/086786 A1 и DE 10 2014 015 976 A1.
[0003] В DE 10 2006 056 570 B3 описано сшивающее устройство для втягивания такого пучка волокон в несущий элемент. Сшивающее устройство содержит, в частности, иглу с ушком, которое благодаря подвижной части иглы можно открывать и соответственно закрывать на месте.
[0004] WO 2016/059110 A1 относится к устройству, а также к способу для формирования петель армирующего жгута, которые могут быть протянуты через несущий элемент. С этой целью разработан профилированный корпус с зажимами для фиксации волокнистого жгута. Из волокнистого жгута на его свободном конце, зафиксированном и, кроме этого, свободно лежащем на профилированном корпусе, посредством толкателя формируют петлю и после образования петли ее отрезают с требуемой длиной отрезным устройством. Затем петля может быть протянута иглой через несущий элемент.
[0005] Устройство и способ для протягивания петель через несущий элемент описаны в DE 10 2007 055 684 A1. В данном случае волокнистый жгут подают роликами приемного устройства. Затем приемное устройство по каретке движется линейно и параллельно продольному направлению волокнистого жгута, пока зазор приемного устройства не будет находиться в середине отрезка волокнистого жгута между его свободным концом и отрезным устройством. Игла вдвигается через несущий элемент в зазор, принимает волокнистый жгут и протягивает его через несущий элемент.
[0006] Устройство, в котором волокнистый жгут вращаемым устройством укладывают около иглы, проколовшей несущий элемент, описано в DE 10 2009 050 904 A1. Затем игла может быть вытянута назад и с образованием петли протянута через несущий элемент. Похожие устройства, предназначенные для того, чтобы волокнистый жгут вкладывать в крючок иглы известны, например, из DE 10 2007 033 869 A1, а также из DE 10 2013 111 794 A1.
[0007] В DE 2 025 915 A1 описан способ распределения армирующего материала в форме стеклянных волокон при изготовлении пластмассовых изделий. При этом ровинг 17 вносят в поток сжатого воздуха, концы ровинга разделяют и разделенные отдельные волокна дутьем направляют на перфорированный лист. На противоположной стороне перфорированного листа воздух отсасывают, чтобы обеспечить захват волокон перфорированным листом. Затем может быть нанесено пластмассовое покрытие. Подобный способ описан также в DE 2 307 490 A.
[0008] В EP 07 36 618 B1 описана подача волокнистой ленты в зажимную линию цилиндров каландра текстильной машины, перерабатывающей волокнистую ленту. Волокнистая лента направляющим воздухом проводится через зазор между каландрами и затем цилиндрами каландра может быть подана для зажатия этой введенной волокнистой ленты. В случае способа, известного из DE 10 2015 110 855 A1, ровинги перемещают ленточным конвейером и за счет пониженного давления удерживают на конвейере.
[0009] Исходя из описанного предшествующего уровня техники, в качестве задачи настоящего изобретения можно рассматривать разработку устройства и способа для более эффективного изготовления несущего элемента, снабженного множеством пучков волокон.
[0010] Эта задача решается благодаря устройству с признаками по пункту 1 формулы изобретения, а также благодаря способу с признаками по пункту 16 формулы изобретения.
[0011] Устройство имеет узел подачи пучков волокон, который служит для того, чтобы из загрузчика извлекать по меньшей мере один волокнистый жгут. Имеется по меньшей мере один подводящий канал, в который посредством узла подачи пучков волокон может быть подан волокнистый жгут. Кроме того, устройство имеет по меньшей мере один всасывающий канал, связанный по текучей среде со всасывающим узлом. Посредством всасывающего узла по меньшей мере в одном всасывающем канале может быть создан воздушный поток, который предпочтительно направлен от конца всасывающего канала, противостоящего всасывающему узлу.
[0012] По меньшей мере один всасывающий канал может перемещаться между исходным положением и рабочим положением предпочтительно линейно в продольном направлении. В исходном положении находится по меньшей мере один всасывающий канал в рабочей области устройства. В исходном положении каждый имеющийся всасывающий канал связан по текучей среде с сопряженным с ним подводящим каналом. Когда в исходном положении создается поток воздуха, то в подводящем канале образуется пониженное давление, которое обеспечивает всасывание концевого участка волокнистого жгута, находящегося в подводящем канале. В исходном положении узел подачи пучков волокон может подавать волокнистый жгут на заданную длину, так что он входит во всасывающий канал.
[0013] По меньшей мере один всасывающий канал может сдвигаться из рабочей области в рабочее положение. В рабочем положении он расположен с зазором относительно сопряженного с ним подводящего канала. В рабочем положении сохраняется течение воздушного потока. Благодаря этому имеющийся в рабочем положении концевой участок волокнистого жгута движется под действием силы всасывания и выходит за пределы всасывающего и подводящего каналов по меньшей мере частично свободным для доступа благодаря рабочему участку.
[0014] Кроме того, устройство содержит узел иглодержателя по меньшей мере с одной иглой, размещенной в нем. Каждая игла имеет крючок. Благодаря узлу иглодержателя по меньшей мере одна игла может двигаться между задвинутым положением и выдвинутым положением. Благодаря этому движению каждая игла может захватывать в рабочей области сопряженный с ней волокнистый жгут, при этом благодаря движению иглы волокнистый жгут продвигается с образованием петли через несущий элемент. Каждая игла движется между выдвинутым положением и задвинутым положением вдоль своей продольной оси. Предпочтительно имеется несколько игл, а все продольные оси расположены в одной и той же общей плоскости.
[0015] Посредством этого устройства можно на небольшом расстоянии расположить на узле иглодержателя множество игл. Волокнистые жгуты могут быть смежно размещены в рабочей области на соответствующих расстояниях. Для подготовки и подачи и соответственно перемещения отдельных волокнистых жгутов требуется небольшое конструктивное пространство перпендикулярно продольному направлению волокнистых жгутов. Поэтому в зависимости от размеров несущего элемента и требуемого расстояния между пучками волокон, размещаемыми на несущем элементе, можно очень эффективно получать большую плотность пучков волокон на несущем элементе.
[0016] Под продольным направлением следует понимать направление, в котором через рабочую область проходит прямая, связывающая обращенные друг к другу устья по меньшей мере одного подводящего канала и сопряженного с ним всасывающего канала. По меньшей мере один жгут направляют в рабочей области в продольном направлении по меньшей мере между одним подводящим каналом и сопряженным с ним всасывающим каналом до тех пор, пока он не пройдет через иглу или направляющее устройство перпендикулярно продольному направлению.
[0017] Устройство может содержать управляющее устройство, чтобы управлять отдельными приводами и соответственно отдельными узлами устройства, в частности узлом иглодержателя, всасывающим узлом, приводом для перемещения по меньшей мере одного всасывающего канала, узлом подачи и в случае необходимости другими приводами или узлами. Управляющее устройство разработано предпочтительно с целью осуществления описанного способа.
[0018] Устройство предпочтительно содержит позиционирующий узел. Позиционирующий узел служит для того, чтобы двигать несущий элемент, в частности ступенчато, в направлении перемещения и соответственно позиционировать в этом направлении. Направление перемещения проходит параллельно продольному направлению.
[0019] При этом предпочтительным является вариант, когда позиционирующий узел расположен между рабочей областью и узлом иглодержателя. Поэтому узел иглодержателя может находиться за пределами рабочей области и, если смотреть в направлении от позиционирующего узла, в стороне, противоположной рабочей области. В случае этого варианта осуществления пучок волокон посредством соответствующей иглы протягивают через несущий элемент. Альтернативно можно также располагать узел иглодержателя в рабочей области и по меньшей мере один пучок волокон посредством соответствующей иглы продвигать через несущий элемент.
[0020] По предпочтительному варианту осуществления узел подачи пучков волокон имеет роликовое устройство, например, по меньшей мере с двумя роликами. Благодаря приводу один или оба ролика могут подавать по меньшей мере один волокнистый жгут с заданной длиной. Узел подачи пучков волокон может регистрировать, например, положение вращения ролика или части, связанной с ним вращением, и из этого определять соответствующую длину подачи волокнистого жгута.
[0021] Кроме того, предпочтительным является вариант, в случае которого имеется направляющий узел с направляющим устройством. Направляющее устройство располагают в рабочей области. Направляющее устройство содержит для каждого имеющегося волокнистого жгута отдельный направляющий проход. Благодаря этому волокнистый жгут с целью подачи может быть проведен через сопряженный с ним направляющий проход.
[0022] Предпочтительным является вариант, когда по меньшей мере один всасывающий канал проходит в свое исходное положение через соответствующий направляющий проход направляющего узла. После подачи концевого участка волокнистого жгута во всасывающий канал и обратного движения всасывающего канала в его рабочее положение соответствующий отрезок волокнистого жгута проходит через направляющий проход. Посредством направляющего устройства волокнистый жгут можно двигать и соответственно позиционировать в рабочей области перпендикулярно его продольному направлению.
[0023] Кроме того, предпочтительным является вариант, когда направляющее устройство содержит два направляющих элемента. Оба направляющих элемента расположены на расстоянии относительно друг друга в области направляющего прохода с образованием промежуточного пространства. Промежуточное пространство делит направляющий проход на два соосных относительно друг друга направляющих отверстия. Каждое из направляющих отверстий проходит через один из двух направляющих элементов в продольном направлении. Промежуточное пространство может быть спроектировано и предназначено для приема свободного конца сопряженной с ним иглы для того, чтобы соответствующий волокнистый жгут зацеплять крючком иглы. Направляющие элементы выполняют, например, в виде целой детали и могут иметь форму пластинчатого конструктивного элемента. По предпочтительному примеру осуществления по меньшей мере один направляющий проход постоянно полностью закрыт по окружности, причем проход волокнистого жгута происходит по меньшей мере через один всасывающий канал.
[0024] Кроме того, предпочтительным является вариант, когда направляющий узел служит для того, чтобы двигать направляющее устройство по заданной траектории. Эта траектория проходит параллельно плоскости, направленной под прямым углом к продольному направлению. Траектория предпочтительно представляет собой замкнутую и по меньшей мере местами искривленную траекторию. Траектория может, например, иметь форму окружности и/или эллипса и/или любой другой по меньшей мере местами искривленной фигуры. Благодаря движению направляющего узла по траектории по меньшей мере один волокнистый жгут совместно движется перпендикулярно продольному направлению и может упрощать захват соответствующей иглой волокнистого жгута и, в частности, зацепление по меньшей мере одного волокнистого жгута крючком сопряженной с ним иглы.
[0025] По предпочтительному варианту осуществления предусмотрено, что игла в своем выдвинутом положении или в своем задвинутом положении пересекает идущий в продольном направлении участок, заданный траекторией, по которой движется соответствующий направляющий проход направляющего устройства. При этом игла входит в участок, сечение которого задано траекторией. В пределах этого участка может осуществляться надежный захват иглой волокнистого жгута. Благодаря последующему относительному движению направляющего устройства по траектории относительно иглы волокнистый жгут укладывается с образованием искривления или изгиба около иглы и соответственно крючка иглы.
[0026] По предпочтительному примеру осуществления устройство содержит также опорный узел. Опорный узел имеет опорный элемент, расположенный в рабочей области, и служит для того, чтобы двигать опорный элемент между начальным положением и опорным положением. В опорном элементе имеется по меньшей мере одно опорное отверстие, причем число опорных отверстий соответствует числу подводящих каналов и числу всасывающих каналов и соответственно числу волокнистых жгутов. В исходном положении по меньшей мере один всасывающий канал проходит через сопряженное с ним опорное отверстие. Аналогично направляющим каналам благодаря этому может осуществляться проход волокнистого жгута через соответствующее опорное отверстие, когда всасывающий канал движется в свое рабочее положение за пределами рабочей области.
[0027] Предпочтительным является вариант, когда плоскость, в которой продольная ось иглы, сопряженной с волокнистым жгутом, расположена приблизительно по середине между свободным концом всасывающего канала, находящегося в рабочем положении, и опорным отверстием опорного элемента, находящегося в опорном положении. Благодаря этой мере может быть получена петля пучка волокон с приблизительно равными по длине частями.
[0028] Предпочтительным является также вариант, когда направляющий проход при продвижении иглы с пучком волокон через несущий элемент находится по месту траектории, где направляющий проход расположен приблизительно как продолжение продольной оси иглы. Благодаря этому варианту осуществления можно избегать того, что пучок волокон при продвижении через несущий элемент врезается в материал несущего элемента, вследствие чего перфорация или отверстие в несущем элементе расширяется.
[0029] По другому предпочтительному примеру осуществления рядом с подводящим каналом находится первый отрезной узел. Посредством первого отрезного узла может быть отрезан по меньшей мере один волокнистый жгут рядом с устьем подводящего канала. Кроме того, предпочтительным является вариант, когда имеется второй отрезной узел. Второй отрезной узел служит для того, чтобы петлю, образованную на стороне несущего элемента, отрезать от пучка волокон, прошедшего через несущий элемент.
[0030] Ход осуществления способа изготовления несущего элемента со множеством проходящих через несущий элемент пучков волокон описан далее.
[0031] Сначала по меньшей мере один всасывающий канал сдвигают в рабочую область и связывают по текучей среде с сопряженным с ним подводящим каналом. Затем благодаря всасывающему узлу создают воздушный поток по меньшей мере в одном всасывающем канале и тем самым формируют связанный по текучей среде подводящий канал. Благодаря узлу подачи пучков волокон отрезок по меньшей мере одного волокнистого жгута с заданной длиной извлекают из загрузчика и подают в соответствующий подводящий канал и дальше в соответствующий всасывающий канал. По меньшей мере один волокнистый жгут благодаря воздушному потоку, направленному в сторону от узла подачи пучков волокон, движется под действием силы всасывания и как бы натягивается.
[0032] Затем по меньшей мере один всасывающий канал сдвигают из рабочей области в рабочее положение. Благодаря этому по меньшей мере один волокнистый жгут становится в рабочей области по меньшей мере частично доступным. В рабочем положении всасывающего канала воздушный поток сохраняется для натяжения по меньшей мере одного волокнистого жгута.
[0033] Благодаря узлу иглодержателя по меньшей мере одна игла сдвигается между задвинутым положением и выдвинутым положением. При этом движении игла дважды проходит через несущий элемент. При одном из этих движений игла захватывает в рабочей области сопряженный с ней перед этим отрезок пучка волокон и продвигает волокнистый жгут через несущий элемент, причем образуется петля. Перед продвиганием волокнистого жгута через несущий элемент предпочтительно осуществляют перерезание волокнистого жгута рядом с подводящим каналом.
[0034] Предпочтительные варианты осуществления устройства и способа представлены в зависимых пунктах формулы изобретения, в описании и на чертежах. В последующем описании предпочтительные примеры осуществления подробно поясняются приложенными чертежами. Показаны:
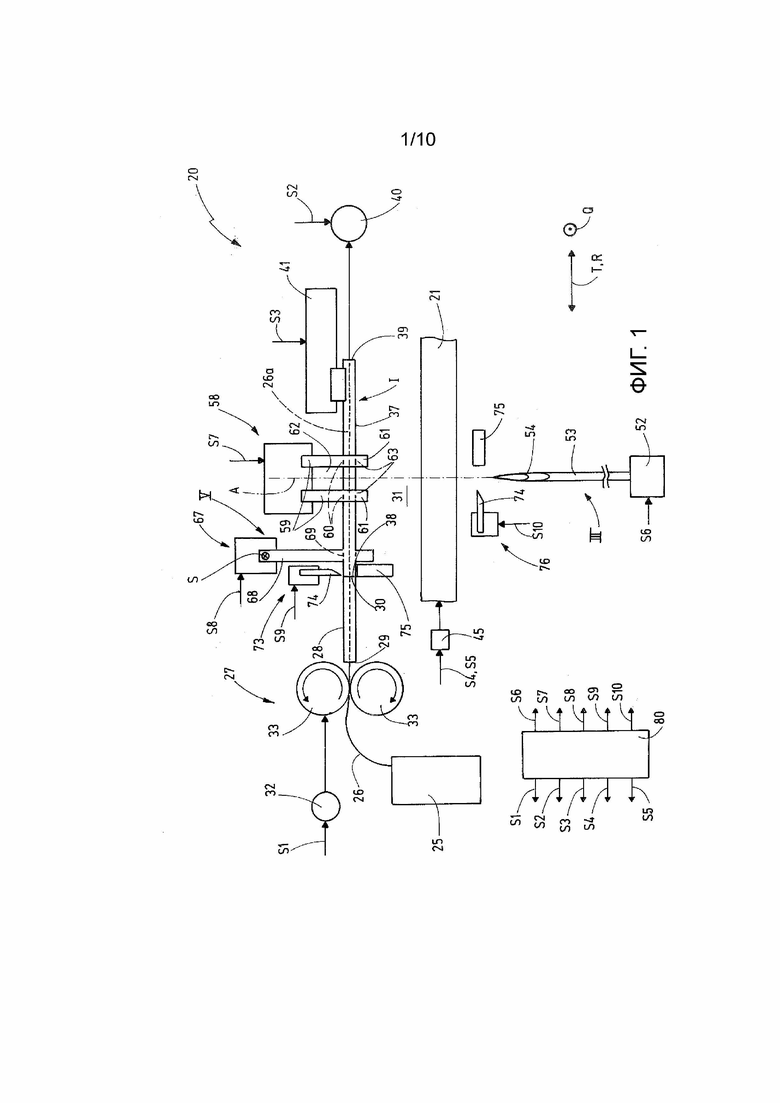
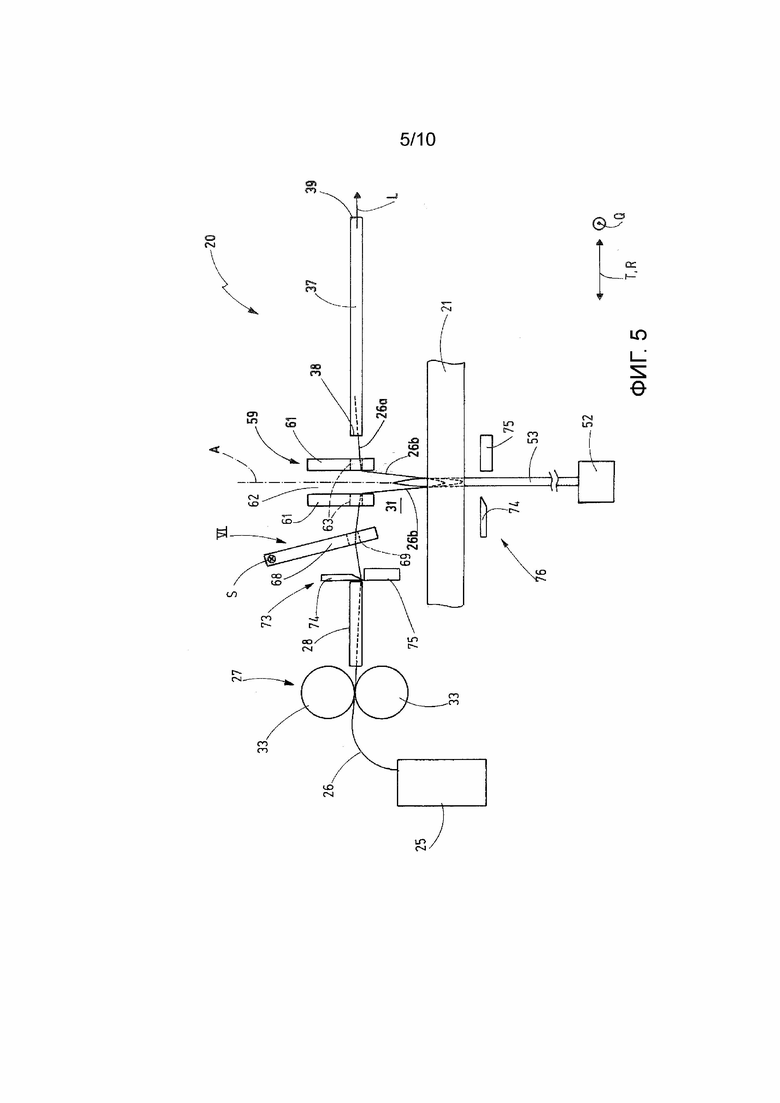
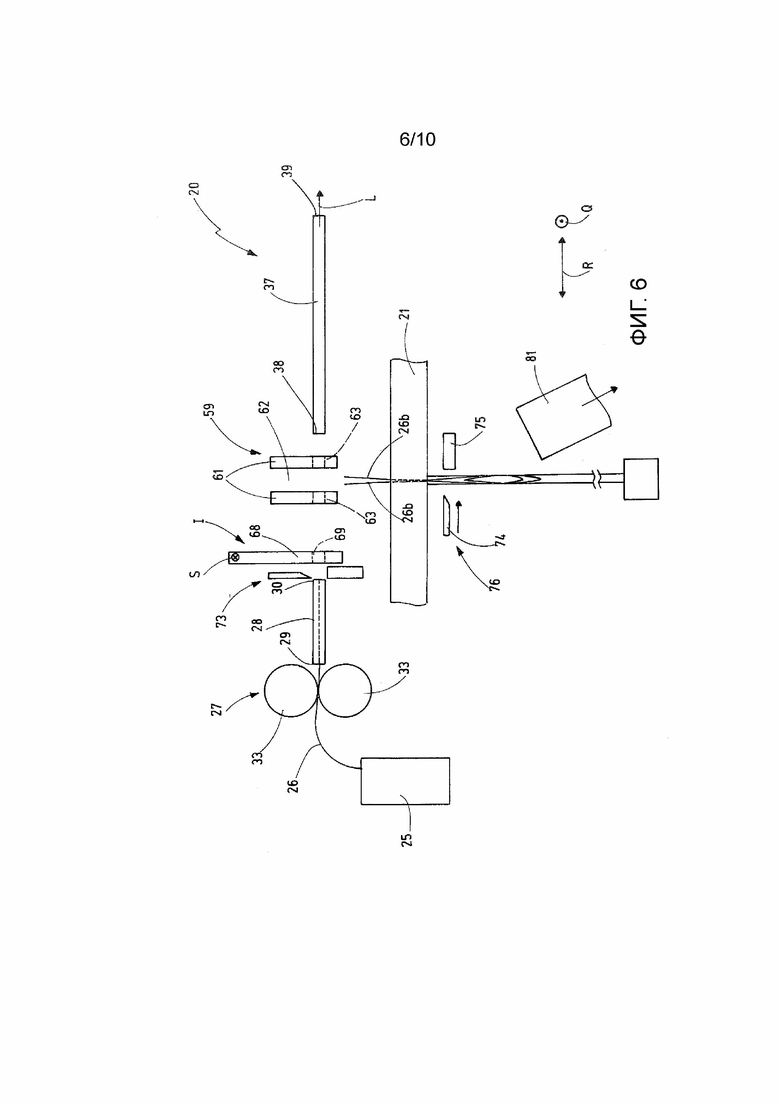
[0035] на фиг. 1-6 - пример осуществления устройства, схематически представленного в виде блок-схемы в различных ситуациях при изготовлении несущего элемента, снабженного множеством пучков волокон;
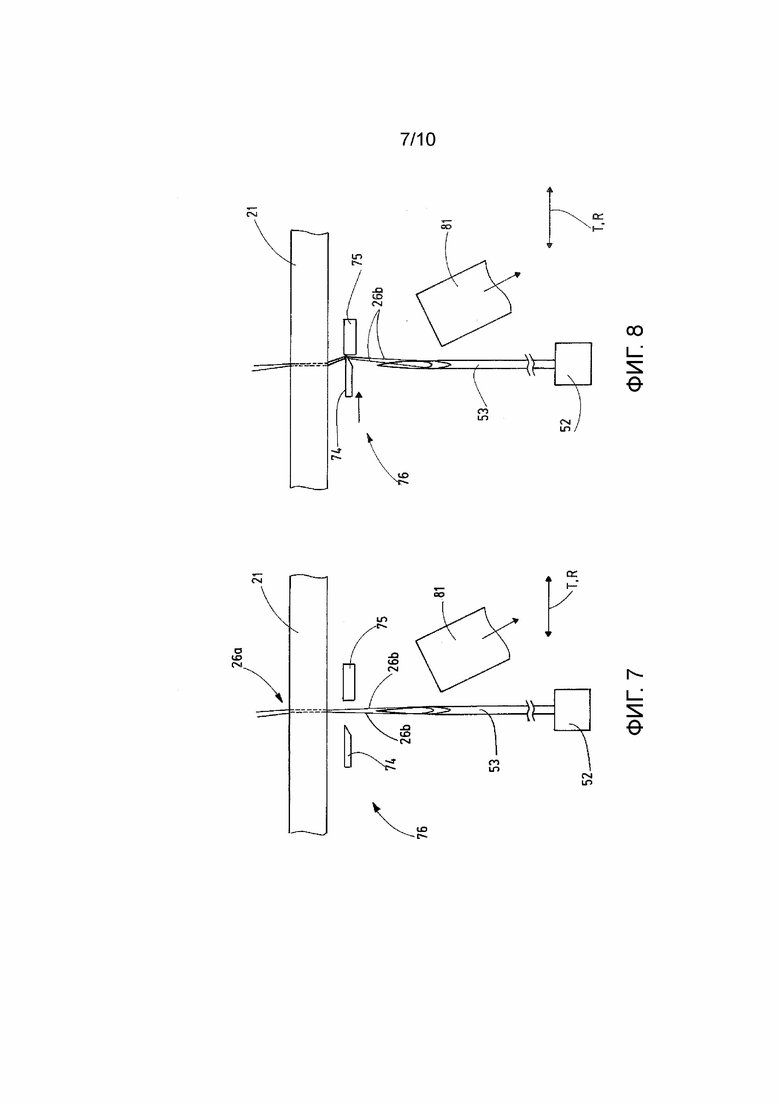
[0036] на фиг. 7 - схематическое изображение образования петли после протягивания пучка волокон через несущий элемент устройством согласно фиг. 1-6;
[0037] на фиг. 8 - схематическое изображение отрезания петли, образованной на фиг. 7;
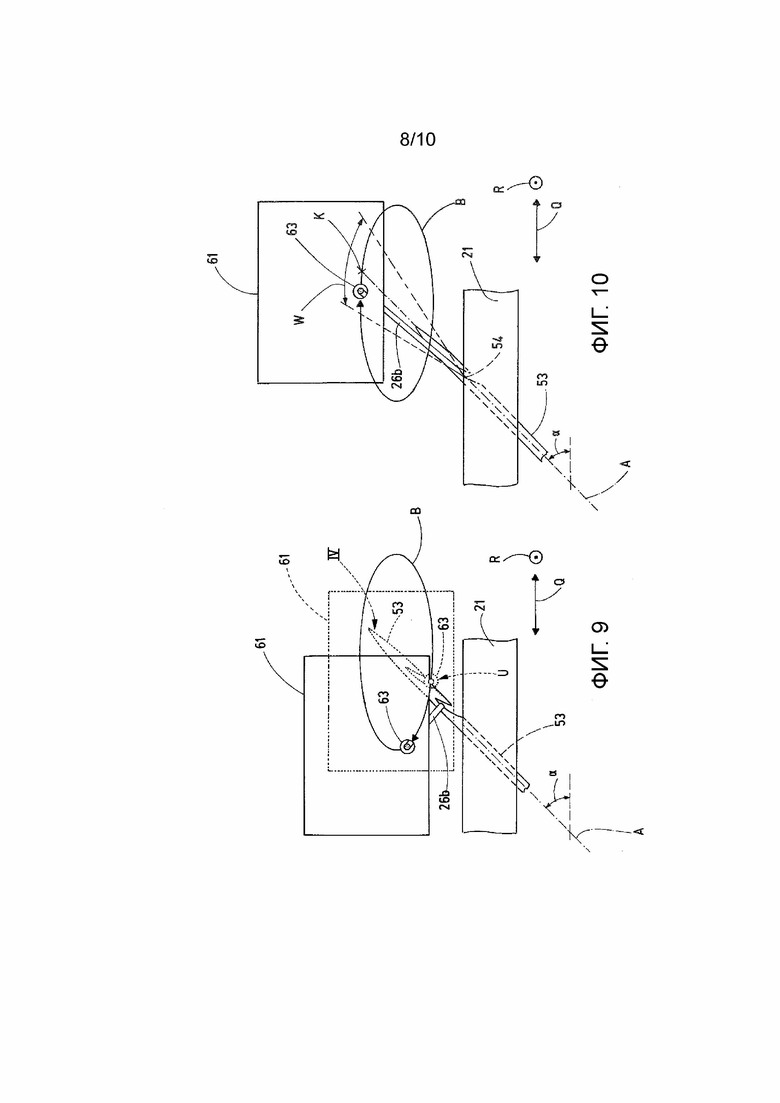
[0038] на фиг. 9 и 10 - примерное изображение положения направляющего устройства согласно фиг. 1-6 при движении по траектории относительно по меньшей мере одной иглы устройства;
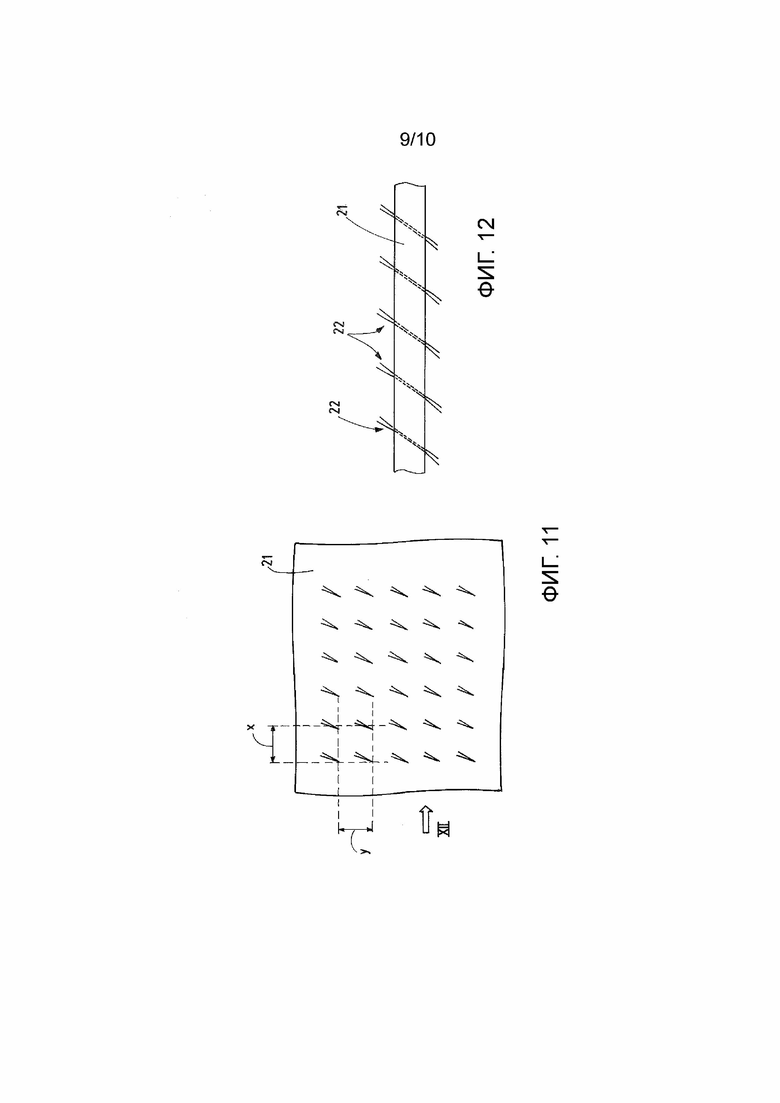
[0039] на фиг. 11 - схематический местный вид несущего элемента со множеством пучков волокон на виде сверху;
[0040] на фиг. 12 - изображение несущего элемента соответственно фиг. 11 на виде сбоку согласно стрелки XII;
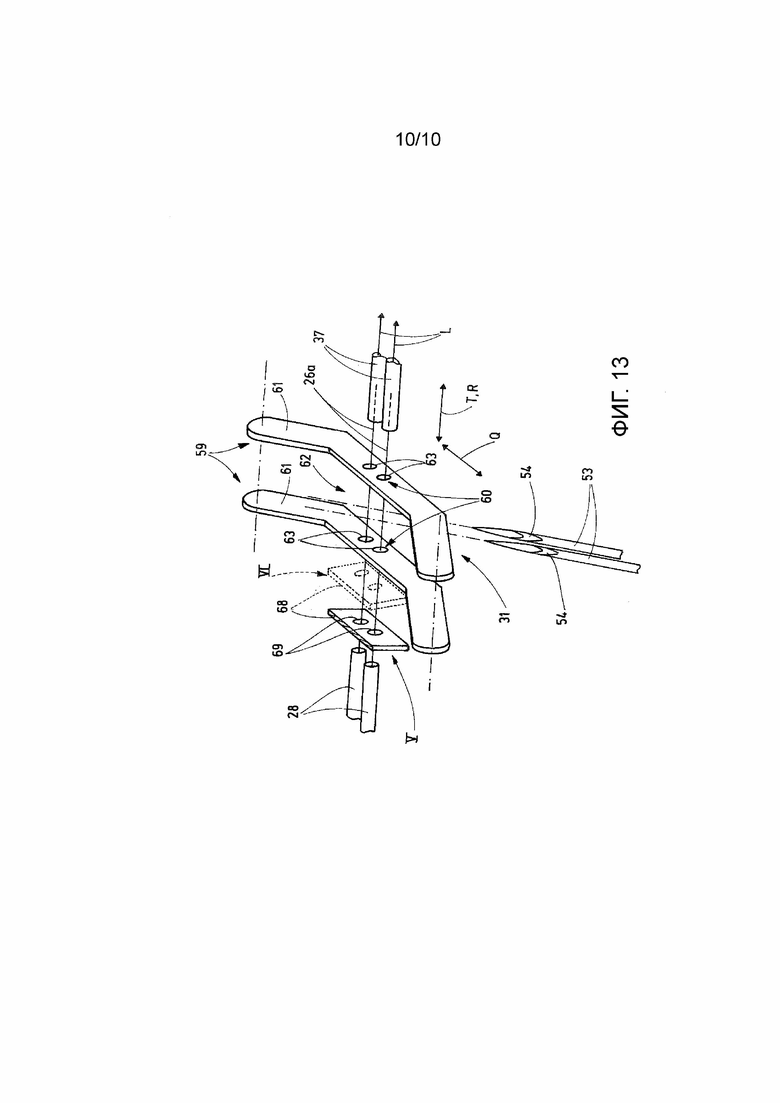
[0041] на фиг. 13 - взрыв-схема примера осуществления направляющего устройства и опорного узла устройства.
[0042] На фиг. 1-6 схематически поясняется в виде блок-схемы пример осуществления устройства 20 для изготовления несущего элемента 21 со множеством пучков 22. Пучки волокон 22 обоими своими концевыми участками могут выступать из несущего элемента 21 и таким образом выступать наружу через верхнюю и нижнюю стороны несущего элемента 21. Направление, в котором пучки волокон 22 проходят через несущий элемент 21, может идти под прямым углом и/или под углом наклонно к верхней и/или к нижней стороне несущего элемента. При этом пучки волокон 22 могут быть направлены параллельно или же проходить в разных направлениях. Например, могут быть образованы группы со множеством пучков 22, в которых пучки волокон 22 разных групп проходят в различных направлениях, а пучки волокон в пределах одной и той же группы направлены параллельно.
[0043] Несущий элемент 21 в примере осуществления имеет форму плиты и схематически показан на фиг. 11 и 12. Этот несущий элемент 21, снабженный пучками волокон 22, служит в качестве полуфабриката при изготовлении композиционного строительного блока. Пучки волокон 22 предпочтительно изготавливают из отрезков ровинга. Например, пучки волокон 22, протянутые через несущий элемент 21, могут быть пропитаны или обработаны пластмассой или смолой. На верхней и/или на нижней стороне несущего элемента 21 могут быть размещены другие пучки волокон или волокнистые маты и пропитаны смолой или пластмассой для получения композиционного строительного блока, армированного волокном. Как можно видеть на фиг. 11 и 12, оба концевых участка пучков волокон 22, протянутых через несущий элемент 21, выступают наружу из несущего элемента и поэтому могут быть неразъемно связаны с пучками волокон или волокнистыми матами, размещенными на верхней или на нижней стороне несущего элемента 21.
[0044] Например, пучки волокон располагаются на несущем элементе в виде матрицы и размещаются в одном направлении на расстоянии x, а в другом направлении под прямым углом на расстоянии y. Расстояния x и y могут быть одинаковыми или разными по величине.
[0045] В случае несущего элемента 21 речь предпочтительно идет о легкой строительной плите, например о плите из пеноматериала.
[0046] Существенные узлы устройства 20 поясняются фиг. 1. Устройство 20 содержит загрузчик 25 по меньшей мере для одного волокнистого жгута 26. Каждый волокнистый жгут 26 сформирован, например, из ровинга со множеством элементарных нитей. По меньшей мере от одного волокнистого жгута 26 посредством устройства 20 отделяют пучок волокон 22 и продвигают или протягивают через несущий элемент 21.
[0047] Узел подачи пучков волокон 27 служит для того, чтобы из загрузчика 25 извлекать по меньшей мере один волокнистый жгут 26 и каждый волокнистый жгут 26 подавать в отдельный подводящий канал 28. Каждый подводящий канал 28 может быть выполнен в виде трубки. Первый конец 29 подводящего канала 28 сопряжен с узлом подачи пучков волокон 27, в то время как противоположный второй конец 30 подводящего канала 28 сопряжен с рабочей областью 31 устройства 20. Узел подачи пучков волокон 27 в примере осуществления имеет первый управляемый привод 32. Первый привод 32 приводит в движение роликовое устройство, снабженное по меньшей мере двумя роликами 33. По меньшей мере один волокнистый жгут 26 удерживается между двух роликов за счет усилия или трения и через первый конец 29 подается в подводящий канал 28. Узел подачи пучков волокон 27 в примере осуществления служит для того, чтобы подавать все имеющиеся волокнистые жгуты 26.
[0048] Устройство 20 содержит по меньшей мере один всасывающий канал 37. Число подводящих каналов 28 равно числу всасывающих каналов 37 и соответствует числу подаваемых волокнистых жгутов 26. По меньшей мере один всасывающий канал 37 имеет сопряженный с ним первый конец 38, сопряженный с подводящим каналом 28, и противоположный второй конец 39. Второй конец 39 по меньшей мере одного всасывающего канала 37 связан по текучей среде со всасывающим узлом 40. Всасывающий узел 40 служит для того, чтобы по меньшей мере в одном всасывающем канале 37 создавать воздушный поток L, который протекает от первого конца 38 ко второму концу 39.
[0049] Посредством второго привода 41 по меньшей мере один всасывающий канал 37 может двигаться между исходным положением I (показано на фиг. 1) и рабочим положением II (показано на фиг. 2-6) и, например, линейно сдвигаться в продольном направлении R. В исходном положении I по меньшей мере один всасывающий канал 37 связан по текучей среде с сопряженным с ним подводящим каналом 28 так, что всасывающий узел 40 создает в подводящем канале 28 пониженное давление. Другими словами, в исходном положении I по меньшей мере через один подводящий канал 28 и связанный с ним по текучей среде по меньшей мере один всасывающий канал 37 может быть организован воздушный поток L. Как наглядно показано на фиг. 1, по меньшей мере один всасывающий канал 37 в исходном положении I входит в рабочую область 31. При этом первый конец 38 каждого всасывающего канала 37 лежит напротив второго конца 30 сопряженного с ним подводящего канала 28 на небольшом расстоянии или на небольшом расстоянии.
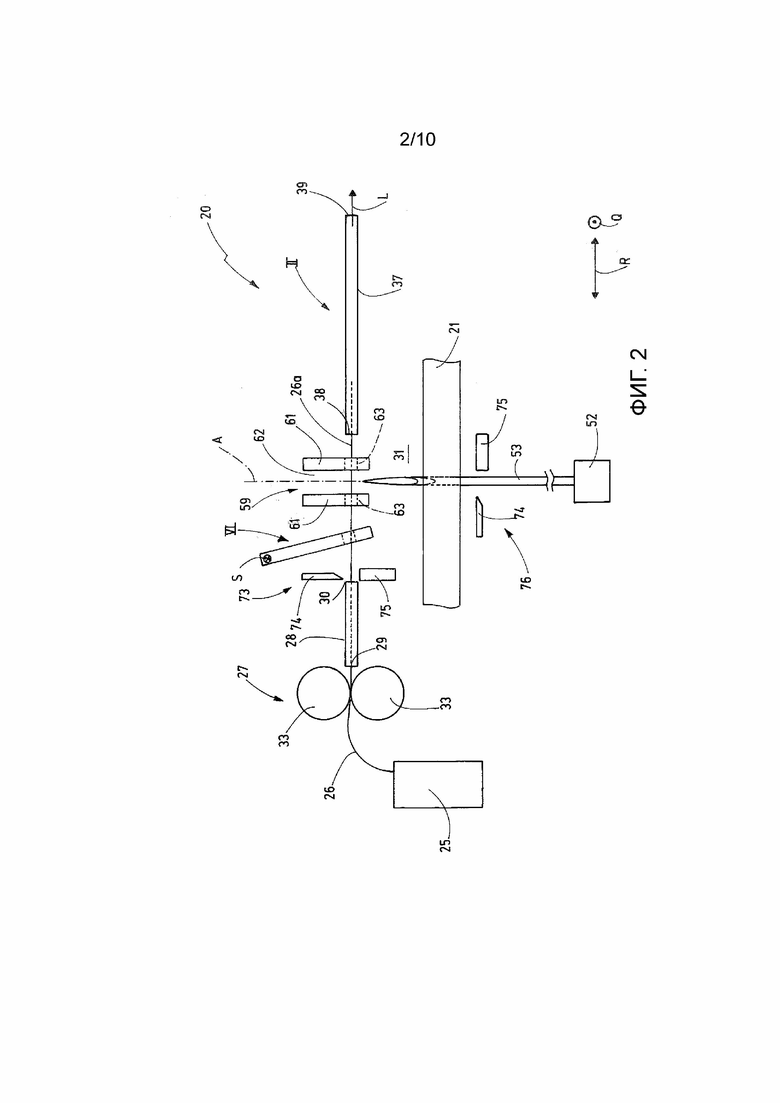
[0050] В рабочем положении II по меньшей мере один всасывающий канал 37 расположен за пределами рабочей области 31. Второй конец 30 по меньшей мере одного подводящего канала 28 и сопряженный с ним первый конец 38 всасывающего канала 37 лежат напротив в продольном направлении R на противоположных сторонах рабочей области 31 на расстоянии (ср. фиг. 2-6). Если по меньшей мере один всасывающий канал 37 сдвигается в исходное положение I, то благодаря узлу подачи пучков волокон 27 концевой участок 26a заданной длины по меньшей мере одного волокнистого жгута 26 по меньшей мере через один подводящий канал 28 может быть подан по меньшей мере в один всасывающий канал 37. Этот концевой участок 26a показан на фиг. 1 штриховой линией. Благодаря воздушному потоку L, создаваемому всасывающим узлом 40, обеспечивается подача концевого участка 26a волокнистого жгута 26 в соответствующий всасывающий канал 37. Как только узел подачи пучков волокон 27 оказывается поданным на заданную длину во всасывающий канал 37, узел подачи пучков волокон 27 останавливается, и дальнейшая подача по меньшей мере одного волокнистого жгута 26 прекращается. При сохранении воздушного потока L по меньшей мере один всасывающий канал 37 может сдвигаться в рабочее положение II, так что концевой участок 26a волокнистого жгута 26 проходит по меньшей мере частично свободным для доступа между соответствующим подводящим каналом 28 и соответствующим всасывающим каналом 37 сначала в продольном направлении R через рабочую область 31. При этом воздушный поток L обеспечивает достаточно хорошее вытягивание концевого участка 26a каждого волокнистого жгута 26. В рабочем положении II часть концевого участка 26a входит в сопряженный с ним всасывающий канал 37 (см. фиг. 2). Для ускорения хода движение всасывающего канала 37 в рабочее положение II может начинаться также уже тогда, когда действует узел подачи пучков волокон 27. При этом порядке действий нужно только обеспечивать, чтобы внутри всасывающего канала 37 находилась достаточная по длине часть волокнистого жгута 26, так чтобы происходило перемещение воздушным потоком концевого участка волокнистого жгута 26a в вытянутом положении.
[0051] Рядом с рабочей областью 31 находится позиционирующий узел 45 для сдвигания и позиционирования несущего элемента 21. Позиционирующий узел 45 служит для того, чтобы ступенчато двигать несущий элемент 21 в направлении перемещения T, которое проходит параллельно продольному направлению R, и позиционировать несущий элемент 21. Конкретный вариант осуществления позиционирующего узла 45 может изменяться и зависит, например, от того, идет ли речь в случае несущего элемента 21 о жесткой на изгиб плите или об эластичном гибком несущем элементе 21, таком как, например, плоское текстильное изделие, мат или полотно.
[0052] На стороне несущего элемента 21, противоположной рабочей области 31, находится узел иглодержателя 52. Узел иглодержателя 52 несет по меньшей мере одну иглу 53. Число игл 53 соответствует числу имеющихся волокнистых жгутов 26. С каждым волокнистым жгутом 26 сопряжена одна игла 53. Каждая игла 53 проходит вдоль своей продольной оси A и в примере осуществления снабжена крючком 54, предназначенным для того, чтобы захватывать соответствующий концевой участок 26a волокнистого жгута 26 и удерживать его на игле 53 так, что концевой участок 26a может быть протянут через несущий элемент 21. Продольная ось A каждой иглы 53 проходит через рабочую область 31 и расположена, например, в плоскости, которая направлена под прямым углом к направлению перемещения T и соответственно к продольному направлению R.
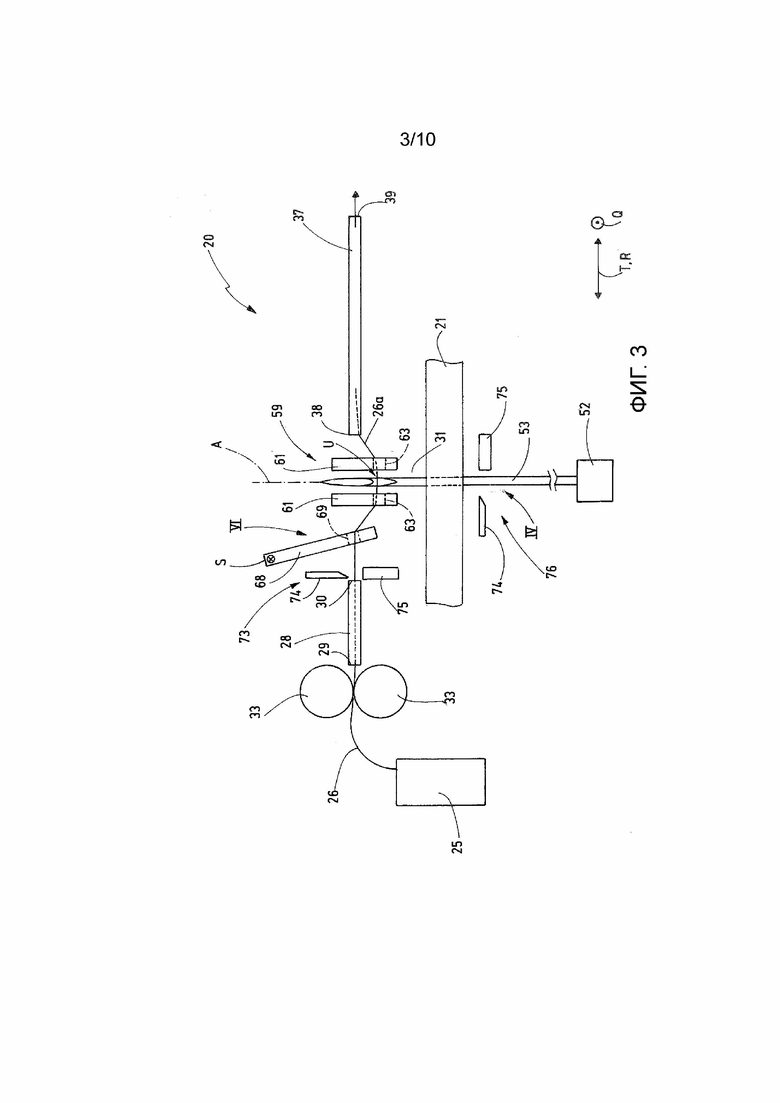
[0053] Благодаря узлу иглодержателя 52 по меньшей мере одна игла 53 может двигаться вдоль своей продольной оси A между задвинутым положением III (см. фиг. 1) и выдвинутым положением IV (см. фиг. 3). В выдвинутом положении IV крючок 54 иглы 53 находится в рабочей области 31. В задвинутом положении III игла находится полностью за пределами рабочей области 31 и не проходит через несущий элемент 21 и соответственно не входит в несущий элемент 21. При движении из задвинутого положения III в выдвинутое положение IV носик иглы 53 прокалывает несущий элемент 21 и движется дальше, пока не достигнет выдвинутого положения IV в рабочей области 31. При движении из выдвинутого положения IV назад в задвинутое положение III концевой участок 26a волокнистого жгута 26 протягивается через отверстие в несущем элементе 21, которое образовалось при прокалывании иглой 53.
[0054] Из фиг. 9 и 10 следует, что продольная ось A каждой иглы 53 наклонена под углом наклона α относительно поперечного направления Q и в пределах плоскости под прямым углом к продольному направлению R. Угол наклона α может находиться, например, в интервале от 15 до 90 градусов. Предпочтительно он находится в интервале от 30 до 60 градусов.
[0055] Устройство 20 содержит также направляющий узел 58 с направляющим устройством 59, расположенным в рабочей области 31. Направляющее устройство 59 имеет направляющий проход 60, который проходит через концевой участок 26a в рабочей области 31. Направляющее устройство 59 может двигаться параллельно плоскости, направленной под прямым углом к продольному направлению R, по траектории B (см. фиг. 9, 10 и 13). Благодаря этому концевой участок 26a может отклоняться в рабочей области 31 перпендикулярно от своего первоначального направления, проходящего по существу прямолинейно в продольном направлении R (см. фиг. 3).
[0056] Направляющее устройство 59 в случае приведенного в данном описании предпочтительного примера осуществления образовано двумя направляющими элементами 61. В продольном направлении R оба направляющих элемента 61 отделены друг от друга расстоянием и благодаря этому образуют границы промежуточного пространства 62. Промежуточное пространство 62 делит по меньшей мере один направляющий проход 60 на два направляющих отверстия 63. В каждом направляющем элементе 61 расположено одно из двух направляющих отверстий 63 общего направляющего прохода 60. Направляющие отверстия 63 направляющего прохода 60 в продольном направлении R расположены соосно. Оба направляющих элемента 61 расположены относительно друг друга неподвижно. При движении по траектории B направляющие элементы 61 движутся синхронно относительно друг друга. На фиг. 13 наглядно пояснен пример осуществления в случае варианта осуществления направляющих элементов 61 направляющего устройства 59. Направляющие элементы 61 в продольном направлении R могут иметь форму тонких пластин. В примере осуществления каждый направляющий элемент 61 имеет форму скобообразной пластины со средней полкой и двумя наклоненными к ней боковыми полками, причем в средней полке имеется по меньшей мере одно направляющее отверстие 63. Благодаря боковым полкам каждый направляющий элемент 61 может быть выставлен для движения по траектории B.
[0057] Размер промежуточного пространства 62 в продольном направлении R является достаточно большим, чтобы в промежуточное пространство 62 могла входить по меньшей мере одна игла 53. При этом продольная ось A каждой имеющейся иглы 53 проходит предпочтительно в плоскости, которая проходит через промежуточное пространство 62 по центру (см. фиг. 1-6).
[0058] Устройство 20 в случае приведенного в данном описании предпочтительного примера осуществления содержит опорный узел 67. Опорный узел 67 имеет опорный элемент 68, расположенный в рабочей области 31. Через опорный элемент 68 проходит по меньшей мере одно опорное отверстие 69. Число опорных отверстий 69 соответствует числу имеющихся волокнистых жгутов 26. Опорный узел 67 служит для того, чтобы двигать опорный элемент 68 между начальным положением V и опорным положением VI и, например, чтобы поворачивать поворотную ось S. Поворотная ось S проходит под прямым углом к продольному направлению R в поперечном направлении Q. На фиг. 1-6 поперечное направление Q проходит перпендикулярно к плоскости чертежа. Если имеется несколько волокнистых жгутов 26 и соответственно несколько подводящих каналов 28, всасывающих каналов 37, игл 53, направляющих каналов 60 и опорных отверстий 69, то они расположены параллельно в поперечном направлении Q (см. фиг. 13). Благодаря варианту осуществления устройства 20 может быть обеспечено маленькое расстояние между волокнистыми жгутами 26 и иглами 53 в поперечном направлении Q. Благодаря этому может быть достигнута высокая плотность по пучкам волокон 22 на несущем элементе 21. Поперечное направление Q и по меньшей мере одна продольная ось A по меньшей мере одной иглы 53 проходят в плоскости, которая движется параллельно направляющему устройству 59 по траектории B и под прямым углом к продольному направлению R.
[0059] Опорный элемент 68 благодаря опорному узлу 67 может двигаться между начальным положением V (см. фиг. 1, 6 и 13) и опорным положением VI (см. фиг. 2-5 и 13). Например, опорный элемент 68 располагают в рабочей области 31 между направляющим устройством 59 и по меньшей мере одним подводящим каналом 28. В начальном положении V опорный элемент 68 находится ближе по меньшей мере к одному подводящему каналу 28, чем в опорном положении VI. В опорном положении VI проходящая под прямым углом к продольному направлению R плоскость, в которой проходит по меньшей мере одна продольная ось A по меньшей мере одной иглы 53, расположена приблизительно посередине между опорным элементом 68 и по меньшей мере одним всасывающим каналом 37. Благодаря этому улучшается симметричное образование петель при захватывании концевого участка 26a по меньшей мере одной иглой 53, так что обе части пучка волокон 22, протянутые через несущий элемент 21, приблизительно равны по длине. В начальном положении V по меньшей мере одно опорное отверстие 69 располагается соосно с устьями по меньшей мере одного сопряженного с ним подводящего канала 28 и по меньшей мере одного сопряженного с ним всасывающего канала 37 (см. фиг. 1 и 6). Благодаря поворачиванию опорный элемент 68 в опорном положении VI направлен наклонно к продольному направлению R. По меньшей мере одно опорное отверстие 69 предпочтительно выполнено по размеру так, чтобы концевой участок 26a сопряженного с ним волокнистого жгута 26 мог бы проходить по-прежнему прямолинейно от подводящего канала 28 через опорное отверстие 69 во всасывающий канал 37.
[0060] Рядом со вторым концом 30 по меньшей мере одного подводящего канала 28 расположен первый отрезной узел 73. Первый отрезной узел 73 имеет по меньшей мере один нож 74, который для перерезания по меньшей мере одного волокнистого жгута 26 может двигаться под прямым углом к продольному направлению R. На стороне подводящего канала 28, противоположной ножу 74, расположена взаимодействующая с ножом 74 ответная режущая пластина 75 первого отрезного узла 73.
[0061] Кроме того, устройство 20 имеет второй отрезной узел 76. Второй отрезной узел 76 расположен в области позиционирующего узла 45. Он находится на стороне позиционирующего устройства 45, сдвинутого в сторону от рабочей области 31. Второй отрезной узел 76 содержит аналогично первому отрезному узлу 73 подвижный нож 74 и ответную режущую пластину 75, работающую совместно с подвижным ножом 74. Нож 74 второго отрезного узла 76 может двигаться, например, в продольном направлении R. По меньшей мере один нож 74 и ответная режущая пластина 75 второго отрезного узла 76 лежат на противоположных сторонах относительно продольной оси A сопряженной с ними иглы 53.
[0062] На фиг. 1 наглядно пояснено также управляющее устройство 80 устройства 20. Управляющее устройство 80 разработано для того, чтобы управлять согласованно друг с другом различными узлами и приводами устройства 20 с целью эксплуатации устройства 20 при осуществлении технологического процесса. Для этого на узлы и приводы передаются соответствующие управляющие сигналы. Например, управляющее устройство 80 передает следующие управляющие сигналы:
- первый управляющий сигнал S1 на первый привод 32 узла подачи пучков волокон 27;
- второй управляющий сигнал S2 на всасывающий узел 40;
- третий управляющий сигнал S3 на второй привод 41 для перемещения по меньшей мере одного всасывающего канала 39;
- четвертый управляющий сигнал S4 и/или пятый управляющий сигнал S5 для позиционирования несущего элемента 21 позиционирующим узлом 45;
- шестой управляющий сигнал S6 на узел иглодержателя 52 для движения по меньшей мере одной иглы 53 вдоль ее соответствующей продольной оси A между задвинутым положением III и выдвинутым положением IV;
- седьмой управляющий сигнал S7 на направляющий узел 58 для движения направляющего устройства 59 по траектории B;
- восьмой управляющий сигнал S8 на опорный узел 67 для движения по меньшей мере одного опорного элемента 68 между начальным положением V и опорным положением VI;
- девятый управляющий сигнал S9 для управления первым отрезным узлом 73;
- десятый управляющий сигнал S10 для управления вторым отрезным узлом 76.
[0063] Управляющее устройство 80 и соответствующие управляемые узлы по соображениям наглядности показаны только на фигуре 1, а на фиг. 2-6 не показаны.
[0064] Для осуществления способа изготовления несущего элемента 21, снабженного множеством пучков волокон 22, описанное устройство 20 работает указанным далее образом.
[0065] Подающим механизмом 45 несущий элемент 21 перемещается в требуемое положение относительно по меньшей мере одной иглы 53, так что игла 53 прокалывает несущий элемент 21 в требуемом месте. По меньшей мере один всасывающий канал 39 перемещается в его исходное положение I и благодаря всасывающему узлу 40 создается поток воздуха L. Узел подачи пучков волокон 27 приводится в движение для того, чтобы подавать на заданную длину концевой участок 26a по меньшей мере одного волокнистого жгута 26 через соответствующий подводящий канал 28 в связанный с ним по текучей среде всасывающий канал 37. Эта подача обеспечивается воздушным потоком L, так что концевой участок 26a проходит по существу в продольном направлении R через подводящий канал 28 и всасывающий канал 37, находящийся в исходном положении I (см. фиг. 1).
[0066] Затем при сохранении потока воздуха L по меньшей мере один всасывающий канал 37 отводят из рабочей области 31 и по меньшей мере от одного подводящего канала 28, пока он не придет в свое рабочее положение II (см. фиг. 2). Благодаря этому по меньшей мере часть концевого участка 26a свободно лежит в рабочей области 31. Часть концевого участка 26a в рабочем положении II по меньшей мере одной всасывающей трубки 37 проходит также во всасывающую трубку 37, при этом сохраняется воздушный поток L. Дальнейшая подача по меньшей мере одного волокнистого жгута 26 прерывается вследствие остановки узла подачи пучков волокон 27. Свободный конец концевого участка 26a всасывается благодаря силе всасывания и соответственно воздушному потоку L, так что концевой участок 26a удерживается во время дальнейшего технологического процесса с некоторым натяжением.
[0067] Узел иглодержателя 52 движет по меньшей мере одну иглу 53 из задвинутого положения III, так что по меньшей мере одна игла 53 прокалывает несущий элемент 21 и попадает в рабочую область 31 (см. фиг. 2). После того или до того, как по меньшей мере одна игла 53 полностью проходит вдоль своей продольной оси A и, таким образом, достигает выдвинутого положения IV, направляющее устройство 59 движется по траектории B. Движение по траектории схематически пояснено на фиг. 9 и 10 одним из двух направляющих элементов 61.
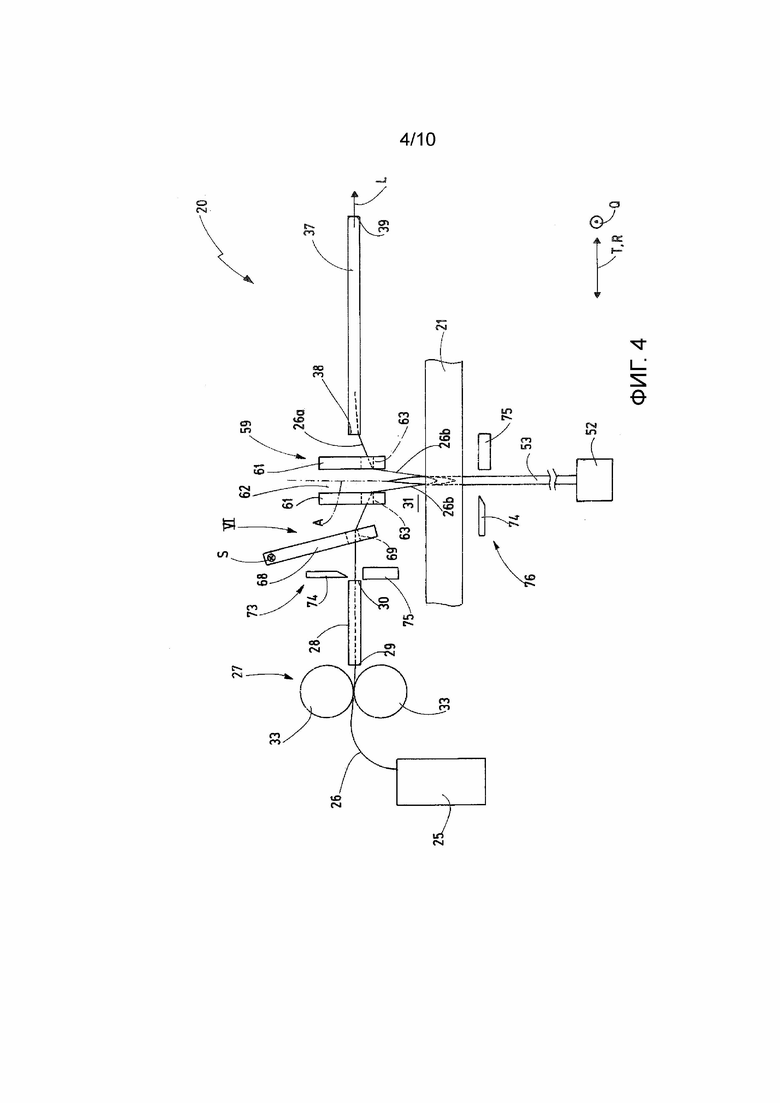
[0068] Траектория B представляет собой замкнутую траекторию и может описываться, например, эллипсом, овалом, окружностью или иной по меньшей мере местами криволинейной фигурой. По меньшей мере одна игла 53 крючком 54 входит в промежуточное пространство 62 между двух направляющих элементов 61. В месте стыковки U траектории B крючок иглы 54 находится в положении в пределах идущего в продольном направлении R участка, сечение которого задано траекторией B направляющих отверстий 63. Часть концевого участка 26a, который проходит между направляющими отверстиями 63 через промежуточное пространство 62, движется по траектории B и входит в месте стыковки U в контакт с сопряженной с ним иглой 53. К этому моменту крючок иглы 54 находится в пределах участка или в месте стыковки U (на фиг. 9 показано пунктиром). Отходя от места стыковки U траектория B идет наклонно или перпендикулярно от продольной оси A соответствующей иглы 53. Благодаря этому часть концевого участка 26a, входящая в промежуточное пространство 62, как бы обходит около иглы 53 и образует две части 26b, каждая из которых проходит от иглы 53 к одному из направляющих отверстий (см. фиг. 4 и 5). Части 26b расположены около иглы 53 как бы в форме буквы U или V и образуют острый угол. Благодаря этому концевой участок 26a может надежно захватываться и соответственно удерживаться крючком иглы 54. Узел иглодержателя 52 согласованно осуществляет обратное движение из выдвинутого положения IV (см. фиг. 9) для позиционирования направляющего устройства и соответственно направляющих элементов 61 по траектории B. Перед обратным движением по меньшей мере одной иглы 53 из выдвинутого положения IV или с его началом опорный элемент 68 движется в свое опорное положение VI (см. фиг. 3).
[0069] При обратном движении по меньшей мере одной иглы 53 направляющее устройство 59 одновременно сдвигается дальше по траектории B. В момент, когда крючок иглы 54 доходит до несущего элемента 21 и втягивает концевой участок 26a волокнистого жгута 26 в несущий элемент 21, направляющий проход 60 и соответственно направляющие отверстия 63 находятся в положении траектории B приблизительно на продолжении продольной оси A, если смотреть в продольном направлении R (см. фиг. 10). Прямая линия, которая связывает концы частей 26b, прилегающие к направляющим отверстиям 63, к моменту, в который крючок иглы 54 и соответственно концевой участок 26a волокнистого жгута 26 входят в несущий элемент 21, находится в пределах зоны допуска или угловой области W около точки пересечения K (см. фиг. 10). Точка пересечения K представляет собой место участка, заданного траекторией B, в котором продольная ось A пересекает этот участок, причем в качестве точки пересечения K предпочтительно принимают точку пересечения, наиболее удаленную от несущего элемента 21 и иглы 53. В идеальном случае направляющий проход 60 и соответственно направляющие отверстия 63 при входе крючка иглы 54 и соответственно концевого участка 26a волокнистого жгута 26 в несущий элемент 21 находятся в точке пересечения K. Затем обе части 26b концевого участка 26a проходят относительно плоскости, ориентированной под прямым углом к поперечному направлению Q, почти параллельно продольной оси A иглы 53 (см. фиг. 10). Благодаря этому удается избегать ситуации, когда части концевого участка 26a надрезают отверстие, образуемое иглой в несущем элементе 21, и вследствие этого расширяют его. До тех пор пока направляющий проход 60 и соответственно направляющие отверстия 63 находятся в зоне допуска или угловой области W траектории B, обеспечивается достаточно небольшое отклонение расположения частей 26b концевого участка 26a относительно продольной оси A иглы 53 и имеется возможность протягивания частей концевого участка 26a волокнистого жгута 26. Зона допуска или угловая область W, начиная от места выхода иглы 53 из несущего элемента 21, в плоскости под прямым углом к продольному направлению R может максимально занимать сектор в 10 или 15, или 20 градусов. Эта зона допуска или угловая область W может проходить симметрично или асимметрично относительно продольной оси A около точки пересечения K.
[0070] До начала или во время обратного движения по меньшей мере одной иглы 53 из выдвинутого положения IV в задвинутое положение III срабатывает первый отрезной узел 73 и отделяет концевой участок 26a волокнистого жгута 26 рядом со вторым концом 30 по меньшей мере одного подводящего канала 28. Отделение схематически показано на фиг. 5 в момент, после того как крючок иглы 54 вошел в несущий элемент 21. Когда достигается это положение, то обратное движение иглы 53 может быть прекращено, а игла 53 сначала останавливается в этом положении, которое представляет собой промежуточное положение. Благодаря этому обеспечивается то, что в этом положении предпочтительно равные по длине части 26b волокнистого жгута 26 удерживаются и соответственно фиксируются в несущем элементе. В примере осуществления перерезание волокнистого жгута 26 осуществляют первым отрезным узлом 73 только в случае, когда игла достигает промежуточного положения. Равная длина частей 26b затем сохраняется при дальнейшем движении иглы 53 из промежуточного положения в задвинутое положение III. Перерезание альтернативно может осуществляться также в более ранний момент обратного движения по меньшей мере одной иглы 53.
[0071] При движении иглы 53 из выдвинутого положения IV в промежуточное положение происходит относительное движение концевого участка 26a волокнистого жгута 26 в направлении прохода относительно крючка иглы 54. При этом сдвигается место контакта между концевым участком 26a волокнистого жгута 26 и крючком иглы 54 вдоль концевого участка 26a. Этого относительного движения в примере осуществления можно избежать для экономии волокнистого жгута 26. Это может быть достигнуто благодаря тому, что первый привод 32 срабатывает от первого управляющего сигнала S1 так, что дополнительная длина подаваемого концевого участка 26a составляет точно столько, сколько требуется для образования петли при движении иглы 53 из выдвинутого положения IV в промежуточное положение. Дополнительно требуемая длина может соответствовать пути, который крючок иглы 54 проходит из выдвинутого положения IV в промежуточное положение.
[0072] На фиг. 6 наглядно показано, как отделенный концевой участок 26a и соответственно обе части 26b протягивают с образованием петли через несущий элемент 21. После образования петли включают в работу второй отрезной узел 76, чтобы перерезать петлю и, таким образом, отделить друг от друга обе части 26b концевого участка 26a, протянутого через несущий элемент 21, для образования пучка волокон 22. Эта ситуация схематически пояснена на фиг. 6 стрелкой под ножом 74 второго отрезного узла 76.
[0073] На фиг. 7 и 8 изображена предпочтительная последовательность действий при перерезании петли, образованной частями 26b, вторым отрезным узлом 76. После того как узел иглодержателя 52 полностью протягивает через несущий элемент 21 по меньшей мере одну иглу 53, части 26b перерезают. При срабатывании второго отрезного узла 76 нож 74 сначала нажимает на обе части 26b концевого участка 26a перпендикулярно ответной режущей пластине 75 до перерезания обеих частей 26b ножом 74 и ответной режущей пластиной 75 (см. фиг. 8).
[0074] Как схематически показано на фиг. 6-8, в области второго отрезного узла 76 может находиться вытяжное устройство 81. Петля, отделенная вторым отрезным узлом 76, засасывается вытяжным устройством 81.
[0075] Настоящее изобретение относится к устройству 20 и к способу для изготовления несущего элемента 21, снабженного множеством пучков волокон 22. Из загрузчика 25 посредством узла подачи пучков волокон 27 извлекают по меньшей мере один волокнистый жгут 26 и подают в сопряженный с ним подводящий канал 28. Каждый подводящий канал 28 сопряжен со всасывающим каналом 37, который в исходном положении I связан по текучей среде с сопряженным с ним подводящим каналом 28. Благодаря всасывающему узлу 40 во всасывающем канале 37 создается воздушный поток L от подводящего канала 28, а концевой участок 26a по меньшей мере одного волокнистого жгута 26, поддерживаемый благодаря силе всасывания, подается во всасывающий канал. Благодаря сдвиганию по меньшей мере одного всасывающего канала 37 в рабочее положение II по меньшей мере часть концевого участка 26a по меньшей мере одного волокнистого жгута 26 свободно лежит в рабочей области 31 устройства 20. Узел иглодержателя 52 по меньшей мере с одной иглой 53 может захватывать по меньшей мере один концевой участок 26a в рабочей области 31 и при продвижении через несущий элемент 21 по меньшей мере одной иглы 53 протягивать или продвигать его через несущий элемент 21.
Перечень обозначений
Изобретение относится к устройству и к способу для изготовления несущего элемента, снабженного множеством пучков волокон. Из загрузчика посредством узла подачи пучков волокон извлекают по меньшей мере один волокнистый жгут и подают в сопряженный с ним подводящий канал. Каждый подводящий канал сопряжен с всасывающим каналом, который в исходном положении I связан по текучей среде с сопряженным с ним подводящим каналом. Благодаря всасывающему узлу во всасывающем канале создается воздушный поток L от подводящего канала, а концевой участок по меньшей мере одного волокнистого жгута, поддерживаемый благодаря силе всасывания, подается во всасывающий канал. Благодаря сдвиганию по меньшей мере одного всасывающего канала в рабочее положение (II) по меньшей мере часть концевого участка по меньшей мере одного волокнистого жгута свободно лежит в рабочей области устройства. Узел иглодержателя по меньшей мере с одной иглой может захватывать по меньшей мере один концевой участок в рабочей области и при продвижении через несущий элемент по меньшей мере одной иглы протягивать или продвигать его через несущий элемент. Группа изобретений обеспечивает повышение эффективности изготовления несущего элемента, снабженного множеством пучков волокон. 2 н. и 14 з.п. ф-лы, 13 ил.
1. Устройство (20) для изготовления несущего элемента (21), снабженного множеством пучков волокон (22), содержащее:
узел подачи пучков волокон (27), служащий для того, чтобы из загрузчика (25) извлекать по меньшей мере один волокнистый жгут (26) и подавать в сопряженный с ним подводящий канал (28);
по меньшей мере один всасывающий канал (37), который выполнен с возможностью движения между исходным положением (I) и рабочим положением (II), причем каждый всасывающий канал (37) в исходном положении (I) расположен в пределах рабочей области (31) и связан по текучей среде с соответствующим подводящим каналом (28), а в рабочем положении (II) отдален от подводящего канала (28) и расположен за пределами рабочей области (31);
всасывающий узел (40), связанный по текучей среде по меньшей мере с одним всасывающим каналом (37) и служащий для того, чтобы по меньшей мере в одном всасывающем канале (37) создавать воздушный поток (L) для того, чтобы в исходном положении (I) концевой участок (26a) по меньшей мере одного волокнистого жгута (26) вводить из соответствующего подводящего канала (28) благодаря поддержке воздушным потоком (L) и в рабочем положении (II) подавать за счет силы всасывания концевой участок (26a) по меньшей мере одного волокнистого жгута (26), имеющийся во всасывающем канале (37);
по меньшей мере одну размещенную на узле иглодержателя (52) иглу (53), имеющую крючок (54), причем узел иглодержателя (52) служит для того, чтобы по меньшей мере одну иглу (53) двигать между задвинутым положением (III) и выдвинутым положением (IV), чтобы крючком (54) каждой иглы (53) захватывать соответствующий свободно лежащий в рабочей области (31) в рабочем положении (II) всасывающего канала (37) и проходящий в продольном направлении (R) по меньшей мере один волокнистый жгут (26) и посредством иглы (53) продвигать его через несущий элемент (21).
2. Устройство по п. 1, отличающееся тем, что оно содержит позиционирующий узел (45), служащий для того, чтобы двигать и/или позиционировать несущий элемент (21) в направлении перемещения (T).
3. Устройство по п. 2, отличающееся тем, что позиционирующий узел (45) расположен между рабочей областью (31) и узлом иглодержателя (52).
4. Устройство по любому из предыдущих пунктов, отличающееся тем, что узел подачи пучков волокон (27) служит для того, чтобы в исходном положении (I) по меньшей мере одной всасывающей трубки (37) подавать на заданную длину по меньшей мере один волокнистый жгут (26) через сопряженный с ней подводящий канал (28) в связанный с ним по текучей среде всасывающий канал (37).
5. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно содержит направляющий узел (58), который для подачи концевого участка (26a) по меньшей мере одного волокнистого жгута (26) содержит расположенное в рабочей области (31) направляющее устройство (59), содержащее соответствующий отдельный направляющий проход (60) для каждого концевого участка (26a) по меньшей мере одного волокнистого жгута (26).
6. Устройство по п. 5, отличающееся тем, что по меньшей мере один всасывающий канал (37) проходит в свое исходное положение (I) через соответствующий направляющий проход (60) направляющего узла (59).
7. Устройство по п. 5 или 6, отличающееся тем, что направляющее устройство (59) содержит два направляющих элемента (61), которые расположены на расстоянии относительно друг друга с образованием в продольном направлении (R) промежуточного пространства (62), причем по меньшей мере один направляющий проход (60) образован двумя соосными относительно друг друга направляющими отверстиями (63), причем каждое направляющее отверстие (63) общего направляющего прохода (60) расположено в одном из двух направляющих элементов (61).
8. Устройство по любому из пп. 5-7, отличающееся тем, что направляющий узел (58) служит для того, чтобы двигать направляющий проход (60) направляющего устройства (59) по заданной траектории (B) параллельно плоскости, направленной под прямым углом к продольному направлению (R).
9. Устройство по п. 8, отличающееся тем, что траектория (B) представляет собой замкнутую, по меньшей мере местами искривленную траекторию (B).
10. Устройство по любому из предыдущих пунктов, отличающееся тем, что узел иглодержателя (52) выполнен так, что по меньшей мере одна игла (53) в своем выдвинутом положении (IV) или в своем задвинутом положении (III) пересекает участок, заданный траекторией (B) и идущий в продольном направлении (R).
11. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно содержит опорный узел (67), служащий для того, чтобы двигать опорный элемент (68), расположенный в рабочей области (31), между начальным положением (V) и опорным положением (VI), причем в опорном элементе (68) для каждого концевого участка (26a) волокнистого жгута (26) имеется соответствующее опорное отверстие (69).
12. Устройство по п. 11, отличающееся тем, что по меньшей мере один всасывающий канал (37) проходит в свое исходное положение (I) через соответствующее опорное отверстие (69).
13. Устройство по п. 11 или 12, отличающееся тем, что по меньшей мере одно опорное отверстие (69) опорного элемента (68) в опорном положении (VI) имеет приблизительно такое же расстояние до плоскости, в которой узел иглодержателя (52) движет сопряженную с ним иглу (53), что и соответствующий сопряженный с ним всасывающий канал (37), находящийся в рабочем положении (II).
14. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно содержит рядом с подводящим каналом (28) первый отрезной узел (73), служащий для того, чтобы отделять концевой участок (26a) по меньшей мере одного волокнистого жгута (26).
15. Устройство по любому из предыдущих пунктов, отличающееся тем, что оно содержит второй отрезной узел (76), служащий для того, чтобы отделять петлю концевого участка (26a) волокнистого жгута (26), протянутого по меньшей мере одной иглой (53) через несущий элемент (21).
16. Способ изготовления снабженного множеством пучков волокон (22) несущего элемента (21), в котором применяют устройство (20), содержащее загрузчик (25) по меньшей мере с одним волокнистым жгутом (26), узел подачи пучков волокон (27) для подачи по меньшей мере одного волокнистого жгута (26), по меньшей мере один подводящий канал (28), по меньшей мере один всасывающий канал (37), всасывающий узел (40), связанный по текучей среде по меньшей мере с одним всасывающим каналом (37), и по меньшей мере одну расположенную на узле иглодержателя (52) иглу (53), имеющую крючок (54), имеющий следующие стадии, на которых:
- двигают по меньшей мере один всасывающий канал (37) в исходное положение (I) в рабочей области (31), причем каждый всасывающий канал (37) связан по текучей среде с соответствующим подводящим каналом (28);
- создают воздушный поток (L) по меньшей мере в одном всасывающем канале (37) посредством всасывающего узла (40) для того, чтобы в исходном положении (I) засасывать концевой участок (26a) волокнистого жгута (26), находящийся в сопряженном с ним подводящем канале (28), благодаря поддержке воздушным потоком (L);
- подают на заданную длину по меньшей мере один концевой участок (26a) волокнистого жгута (26) через соответствующий подводящий канал (28) в связанный с ним по текучей среде всасывающий канал (37) посредством узла подачи пучков волокон (27);
- двигают по меньшей мере один всасывающий канал (37) из рабочей области (31) в рабочее положение (II), отдаляя от подводящего канала (28), причем воздушный поток (L) во всасывающем канале (37) в рабочем положении (II) сохраняется;
- двигают по меньшей мере одну иглу (53) между задвинутым положением (III) и выдвинутым положением (IV), для того чтобы крючком (54) каждой иглы (53) захватывать соответствующий свободно лежащий в рабочей области (31) в рабочем положении (II) всасывающего канала (37) и проходящий в продольном направлении (R) концевой участок (26a) волокнистого жгута (26) и посредством иглы (53) продвигать его через несущий элемент (21).
| WO 2016092194 A1, 16.06.2016 | |||
| СТАБИЛИЗИРОВАННЫЙ ИСТОЧНИК ПИТАНИЯ | 1999 |
|
RU2159460C1 |
| WO 2008111997 A1, 18.09.2008 | |||
| DE 102005024408 A1, 30.11.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ЯЧЕИСТОГО МАТЕРИАЛА И ТРЕХСЛОЙНЫЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2408461C2 |

