Изобретение относится к области ядерной энергетики, к технологии изготовления тепловыделяющих элементов для высокотемпературных ядерных реакторов.
В настоящее время в высокотемпературных газоохлаждаемых реакторах (ВТГР) тепловыделяющие сборки (ТВС) представляют из себя, как правило, блок из плотного высокографитированного материала, термообработанного при температуре 2700-3000°C, имеющий каналы для размещения твэлов и для прохода теплоносителя. Монтаж ТВС заключается в размещении твэлов в соответствующих каналах блока. Тепловыделяющие элементы (твэлы) выполнены в виде шаров, цилиндров, призм и представляют собой углеграфитовую матричную композицию, содержащую микротвэлы (МТ). МТ представляют собой сферические частицы (керны) ядерного топлива диаметром 0,2-1,5 мм, покрытые оболочками из пироуглерода (PyC) и карбида кремния (SiC). В качестве исходного сырья для изготовления твердых компонентов матричной композиции обычно используют порошки природного графита, графитированный нефтяной кокс, сажу. В качестве связующего матричной композиции обычно используют раствор фенолформальдегидной смолы в метаноле или фуриловом спирте, фурфуроле. Матричную композицию получают смешиванием твердых компонентов и связующего. В процессе изготовления твэлов проводят смешение МТ и матричной композиции, заготовки твэлов прессуют и подвергают термообработке, в процессе которой происходит полимеризация и карбонизация связующего за счет пиролиза с выделением твердого коксового остатка и удаляемых газообразных продуктов пиролиза (фенол, оксид углерода, водород и др.). Последней стадией термообработки является нагрев до 1800°C для окончательного удаления газообразных продуктов (Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. М., "Металлургия", 1972).
При высоких температурах возможно разрушение покрытий из SiC и диффузия урана на поверхность МТ. По этой причине температура термообработки заготовок твэлов не должна превышать 1900°C. Углерод, полученный при коксовании связующего матричной композиции в таких условиях, имеет неупорядоченную структуру, отличную от решетки кристаллического графита. После термообработки графитовая матрица состоит из зерен кристаллического графита, соединенных мостиками из неграфитированного коксового остатка связующего. Таким образом, углеродная матрица твэла существенно отличается от высокографитированного материала блока ТВС, термообработанного при температуре 2700-3000°C и имеющего большую стойкость под облучением, высокие теплопроводность и плотность.
В процессе производства твэлов МТ подвергаются существенным нагрузкам, в результате действия которых защитные покрытия МТ могут получить дефекты в виде микротрещин или сквозных трещин. Образование и рост трещин в покрытиях МТ наиболее вероятны в случаях контакта МТ друг с другом (а также с поверхностью пресс-формы), что обусловлено следующими факторами:
- механическими напряжениями в процессе прессования заготовок твэлов;
- термическими напряжениями, возникающими в локальных зонах повышенного тепловыделения при эксплуатации твэлов с неравномерным распределением топливного материала.
Для уменьшения вероятности контактов МТ в твэле предложена конструкция углеграфитового твэла в виде втулки, которую получают, предварительно накатывая на МТ 100% графитового порошка с последующими операциями прессования и термообработки (Suzuki N and an. Present Status of HTGR fuel Fabrication Facility //International Conference on design and Safety of Advanced Nuclear Power Plants, 1992, Tokyo, p.1-9).
Недостаток конструкции и соответствующего способа изготовления заключается в невозможности получения регулярной упаковки МТ в твэле. Действительно при заполнении пресс-формы сферами из МТ с накатанным графитом примерно 40% объема занимают поры, что обусловливает степень деформации при прессовании на уровне 2,5-3,0. Эпюра напряжений при двусторонней деформации неравномерна (максимальные напряжения и соответствующие им деформации реализуются в условиях двухстороннего прессования на торцах и боковой поверхности заготовки твэла). Таким образом, высокий уровень деформации заготовки твэла при прессовании и неравномерность напряжений в твэле повышают вероятность неравномерного распределения МТ, возможность выхода МТ на поверхность твэлов и повреждение покрытий МТ.
Известен углеграфитовый цилиндрический твэл (патент РФ №2314581, опубл. 14.01.2005, МПК G21C 21/02). Предложены конструкция углеграфитового цилиндрического твэла и способ его получения для изготовления твэлов без поверхностных дефектов. В основу данного изобретения поставлена задача уменьшения дефектов защитных покрытий МТ в процессе изготовления твэла, создания регулярной упаковки МТ в объеме твэла и обеспечения высокой теплопроводности твэла. Согласно известному изобретению задача решается тем, что предварительно накатывают на твэлы графитовый порошок, смешивают оставшийся графит, МТ и связующее, прессуют и термообрабатывают заготовки твэлов, причем на МТ накатывают 0,3-0,4 долей графита, а 0,03-0,06 долей графита используют как торцевые прокладки. Полученные таким образом твэлы в основном не имеют выходов МТ на поверхность твэла, однако характеризуются неравномерным расположением МТ в графитированной матрице, что повышает вероятность образования микротрещин или разрушения покрытий в процессах получения и эксплуатации твэлов, вследствие возникновения локальных механических и термических напряжений. Это снижает практический ресурс твэла при работе реактора.
Наиболее близким по технической сущности и решаемой задаче является пластинчатый твэл (патент US №3855061, опубл. 17.12.1974). Известный твэл представляет из себя пластины из плотного, химически неактивного и устойчивого при облучении материала, со сквозными отверстиями с квадратным сечением со стороной квадрата, равной диаметру МТ. Способ его получения включает изготовление матрицы на основе пластин из углеродных материалов, в которой выполняют сквозные отверстия и закладывают в них МТ с нанесенными на них защитными покрытиями. Для фиксации МТ пластины с двух сторон закрыты и обжаты плоскими оболочками из такого же материала. В результате МТ расположены в квадратных отверстиях и фиксированы поверхностями пластин и оболочек. Недостатками известной конструкции и способа ее получения являются возможность повреждения покрытий МТ в процессе обжатия твэла с целью полной фиксации МТ в отверстиях, а также неоптимальные условия теплообмена, которые могут привести к локальному перегреву и разгерметизации МТ в процессе эксплуатации. В данной конструкции МТ касаются твердого материала пластин только в четырех точках по диаметру МТ и в двух точках верха и низа. Теплоотдача от остальной части МТ, составляющей более 95% поверхности, осуществляется через газовую прослойку, теплопроводность которой, как правило, намного ниже, чем у твердого материала.
Задача и технический результат, обеспечиваемый заявленным изобретением, - увеличение прочности твэла и его теплопроводности за счет снижения объема пустот в матрице твэла, что в конечном итоге снижает вероятность возникновения сквозных дефектов в покрытиях МТ и, соответственно, уменьшает выход продуктов деления.
Поставленная задача и технический результат достигаются предложенным способом получения тепловыделяющего элемента высокотемпературного ядерного реактора. Способ включает изготовление матрицы на основе пластин из углеродных материалов, в которых выполнены посадочные места с заложенными в них микротвэлами с защитными покрытиями. Согласно изобретению в качестве углеродного материала используют высокоплотный изотропный графит, пластины выполняют толщиной 2÷3 диаметра микротвэла, посадочные места в пластинах выполняют в виде углублений с округлым днищем для каждого микротвэла, диаметром, равным 1,4÷1,6 диаметра микротвэла, с шагом 2,5÷3,5 диаметра микротвэла и глубиной 1,6÷2,2 диаметра микротвэла, на микротвэлы с защитными покрытиями наносят матричную композицию толщиной слоя 150÷250 мкм, далее микротвэлы помещают до упора в выполненные углубления, каждое из которых после размещения микротвэла заполняют матричной композицией до верха пластины, после чего пластины скрепляют между собой углеродным связующим в количестве 0,02÷0,06 от массы пластин и термообрабатывают при температуре 1800-1900°C.
Сущность изобретения поясняется чертежом, на котором изображен твэл, состоящий из двух пластин, где 1 - микротвэл, 2 - пластина с углублениями, 3 - матричная композиция.
При предложенном способе получения тепловыделяющего элемента высокотемпературного ядерного реактора получается конструкция, в которой нет необходимости осуществлять воздействие высоким давлением на МТ при заполнении матричной композицией углублений под МТ. Основная масса графита твэл представляет собой высокоплотный графит с малой дисперсией рабочих характеристик. МТ расположены в регулярной решетке, гарантирующей одинаковые зазоры между МТ и равномерный теплоотвод. Продольное сечение полученного предложенным способом твэла, состоящего из двух пластин, показано на чертеже. Полученный заявленным способом твэл высокотемпературного реактора позволяет обеспечить существенное повышение работоспособности и ресурса топливной загрузки и снижение радиоактивных продуктов в теплоносителе за счет низких нагрузок и повреждаемости покрытий МТ при изготовлении твэлов и существенного снижения температуры МТ в рабочих режимах, обусловленного хорошей длительной теплопроводностью твэл в условиях облучения.
Давно и устойчиво достигнутый рабочий уровень температур для МТ из урана с четырехслойным покрытием на основе пиролитического углерода и карбида кремния - 1200-1250°C. Полученный предложенным способом твэл позволяет перейти от «обычного» ВТГР с температурой гелия на выходе 850°C к сверхвысокотемпературному реактору с температурой на выходе 950-1050°C. На отметках ниже центральной части активной зоны ВТГР при температуре гелия 700-750°C, температура МТ по расчету достигает разрешенного максимума.
Получение предложенным способом топливных элементов ВТГР позволяет существенно повысить выходную температуру и надежность работы активных зон, обеспечивая переход к диапазону сверхвысоких температур.
Рассматриваемая технология позволяет оптимизировать конструкции активных зон ВТГР, придав им новые характеристики.
Пример осуществления изобретения.
При обычно используемых микротвэлах со средним диаметром 1 мм, пластины выполняют толщиной 2,8 мм, в пластинах выполняют посадочные места в виде углублений с округлым днищем для каждого микротвэла диаметром, равным 1,5 мм, с шагом 3 мм и глубиной 2 мм. На микротвэлы наносят матричную композицию толщиной слоя от 200 мкм до 250 мкм.
В качестве матричной композиции использовали состав из углеродного связующего (30% раствор связующего фенолформальдегидного марки СФП-012А в ацетоне) в количестве 30% от общей массы состава и углеродного наполнителя (графит аккумуляторный марки ГАК-2 и углерод технический марки П-803 в соотношении 4:1) в количестве 70% от общей массы состава. Далее микротвэлы помещали до упора в выполненные углубления, каждое из которых после размещения микротвэла заполняли матричной композицией до верха пластины, после чего пластины скрепляли между собой углеродным связующим в количестве от 2,0% до 2,5% от массы пластин и термообрабатывали при температуре 1800°C.
Все заявленные размерные и температурные показатели были получены в результате экспериментальных исследований.
Полученный по такой технологии четырехслойный «сэндвич» толщиной 8-10 мм (2-2,5 мм на слой) обеспечивает высокую жесткость и хорошие условия теплоотвода. Количество матричной композиции, которое при известной технологии составляет основную долю твэла (74-85% мас.), в данном изобретении существенно меньше (в среднем в 8 раз), так как матричная композиция используется только для заполнения зазоров между микротвэлами и поверхностями углублений, обусловленных допусками на изготовление микротвэлов и углублений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения уранграфитового твэла | 2022 |
|
RU2787077C1 |
| УГЛЕГРАФИТОВЫЙ ЦИЛИНДРИЧЕСКИЙ ТВЭЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2314581C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2230380C2 |
| СПОСОБ ИССЛЕДОВАНИЯ РАДИАЦИОННОГО ПОВЕДЕНИЯ МИКРОТВЭЛОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2357302C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2259258C1 |
| ВОДООХЛАЖДАЕМЫЙ ЯДЕРНЫЙ РЕАКТОР | 1992 |
|
RU2032946C1 |
| МИКРОТВЭЛ ДЛЯ СВЕРХВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2333551C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТОВОГО ПОКРЫТИЯ НА СФЕРИЧЕСКИХ МИКРОТВЭЛАХ | 2022 |
|
RU2790857C1 |
| ШАРОВОЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2080663C1 |
| МИКРОТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2015 |
|
RU2578680C1 |
Изобретение относится к технологии изготовления тепловыделяющих элементов для высокотемпературных ядерных реакторов. Способ включает изготовление матрицы на основе пластин(2) из углеродных материалов, в которых выполнены посадочные места с заложенными в них микротвэлами (1) с защитными покрытиями. Согласно изобретению в качестве углеродного материала используют высокоплотный изотропный графит, пластины выполняют толщиной 2÷3 диаметра микротвэла, посадочные места в пластинах выполняют в виде углублений с округлым днищем для каждого микротвэла, диаметром, равным 1,4÷1,6 диаметра микротвэла, с шагом 2,5÷3,5 диаметра микротвэла и глубиной 1,6÷2,2 диаметра микротвэла, на микротвэлы с защитными покрытиями наносят матричную композицию (3) толщиной слоя 150÷250 мкм. Далее микротвэлы помещают до упора в выполненные углубления, каждое из которых после размещения микротвэла заполняют матричной композицией до верха пластины. Затем пластины скрепляют между собой углеродным связующим в количестве 0,02÷0,06 от массы пластин и термообрабатывают при температуре 1800-1900°C. Технический результат заключается в увеличении прочности твэла и его теплопроводности за счет снижения объема пустот в матрице твэла, а также снижении вероятности возникновения сквозных дефектов в покрытиях микротвэла и уменьшении выхода продуктов деления. 1 з.п. ф-лы, 1 ил.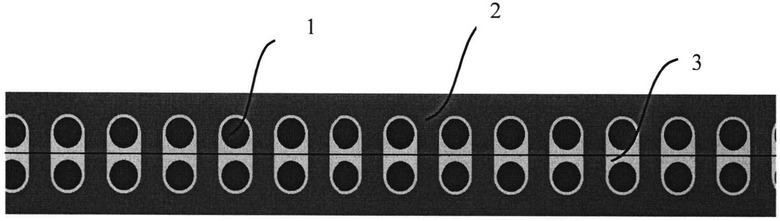
1. Способ получения тепловыделяющего элемента высокотемпературного ядерного реактора, включающий изготовление матрицы на основе пластин из углеродных материалов, в которых выполнены посадочные места с заложенными в них микротвэлами с нанесенными на них защитными покрытиями, отличающийся тем, что в качестве углеродного материала используют высокоплотный изотропный графит, пластины выполняют толщиной 2÷3 диаметра микротвэла, посадочные места в пластинах выполняют в виде углублений с округлым днищем для каждого микротвэла диаметром, равным 1,4÷1,6 диаметра микротвэла, с шагом 2,5÷3,5 диаметра микротвэла и глубиной 1,6÷2,2 диаметра микротвэла, на микротвэлы с защитными покрытиями наносят матричную композицию толщиной слоя 150÷250 мкм, далее микротвэлы помещают до упора в выполненные углубления, каждое из которых после размещения микротвэла заполняют матричной композицией до верха пластины, после чего пластины скрепляют между собой углеродным связующим в количестве 0,02÷0,06 от массы пластин и термообрабатывают при температуре 1800-1900°C.
2. Способ по п.1, отличающийся тем, что в качестве матричной композиции используют смесь, состоящую из углеродного связующего и углеродного наполнителя.
| УГЛЕГРАФИТОВЫЙ ЦИЛИНДРИЧЕСКИЙ ТВЭЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2314581C2 |
| ЯДЕРНЫЙ РЕАКТОР (ВАРИАНТЫ), СПОСОБ ЭКСПЛУАТАЦИИ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) И АКТИВНАЯ ЗОНА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1996 |
|
RU2176826C2 |
| US3855061 A, 17.12.1974 | |||
| Устройство для флотационной очистки сточных вод | 1987 |
|
SU1432444A1 |

