Область изобретения
Настоящее изобретение относится к устройству и к способу производства герметичной однодозовой открываемой прорывом упаковки.
Предпосылки создания изобретения
Заявка на патент WO2008038074A2 описывает герметичную однодозовую открываемую прорывом упаковку; герметичная упаковка содержит лист полужесткого пластикового материала и лист гибкого пластикового материала, который накладывается на лист полужесткого пластикового материала и герметично соединяется с ним, образуя герметичный карман, который содержит дозу жидкого продукта. Лист полужесткого пластикового материала имеет в центральной части ослабленную зону для направления контролируемого прорыва листа полужесткого пластикового материала таким образом, чтобы вызвать образование выпускного отверстия для продукта через сам лист полужесткого пластикового материала. Другими словами, чтобы открыть герметичную упаковку, пользователь должен взять саму герметичную упаковку пальцами одной руки и сгибать герметичную упаковку в форме буквы «V», пока лист полужесткого пластикового материала не будет прорван в ослабленной зоне. Ослабленная зона содержит внутреннюю насечку, которая выполнена через внутреннюю поверхность (то есть обращенную к карману) листа полужесткого пластикового материала, и наружную насечку, которая выполнена через наружную поверхность листа полужесткого пластикового материала и выровнена с внутренней насечкой.
В заявке на патент WO2008038074A2 насечки варьируются по глубине для постепенного прорыва листа полужесткого пластикового материала во время сгибания герметичной упаковки в форме буквы «V». Однако выполнение насечек, которые варьируются по глубине, является относительно сложным процессом, поскольку он требует очень высокой точности перемещения лезвий блока выполнения насечек; среди прочего, точность перемещения лезвий блока выполнения насечек имеет тенденцию к снижению с увеличением рабочей скорости, и в результате, чтобы получить очень высокую точность перемещения лезвий блока выполнения насечек, невозможно достичь особенно высоких рабочих скоростей.
Более того герметичная однодозовая упаковка, описанная в заявке на патент WO2008038074A2, не позволяет наносить (распространять) продукт, содержащийся внутри самой упаковки, на поверхность точным и интуитивно понятным образом, и, следовательно, эта упаковка не подходит для содержания намазываемых продуктов (то есть для намазывания на поверхности).
Для изготовления упаковки заявка на патент WO2008038074A2 описывает использование устройства, содержащего катушку для подачи полосы полужесткого материала и катушку для подачи полосы гибкого материала, блок выполнения насечек и секцию формирования упаковки, содержащую устройство для подачи жидкого продукта и герметизирующее устройство. Блок выполнения насечек содержит две параллельные обращенные друг к другу пластины, выполненные с возможностью перемещения друг к другу для захвата полосы полужесткого материала, которая поддерживает некоторые лезвия. Каждая пластина толкается навстречу другой, соответственно, линейным приводом, чтобы удерживать полосу полужесткого материала и делать насечку на каждой из его сторон.
В соответствии с альтернативным способом, описанным в заявке на патент WO2009040629A2, насечку V-образной формы, которая варьируется по глубине, делают на каждой стороне полосы полужесткого пластикового материала с более острым лезвием на стороне полосы, предназначенной для наружной части упаковки. Лезвия прижимают друг к другу, чтобы удерживать полосу полужесткого материала и выполнять насечки на ней. Даже с помощью этого способа перемещение лезвий оказывается затруднительным, и невозможно контролировать глубину насечки.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы предоставить устройство и способ производства герметичной однодозовой открываемой прорывом упаковки, которые не имеют вышеупомянутых недостатков.
Согласно настоящему изобретению устройство и способ производства герметичной однодозовой открываемой прорывом упаковки предоставлены с прилагаемой формулой изобретения.
Краткое описание графических материалов
Настоящее изобретение будет далее описано со ссылкой на прилагаемые графические материалы, на которых показаны некоторые неограничивающие варианты осуществления самого настоящего изобретения, где:
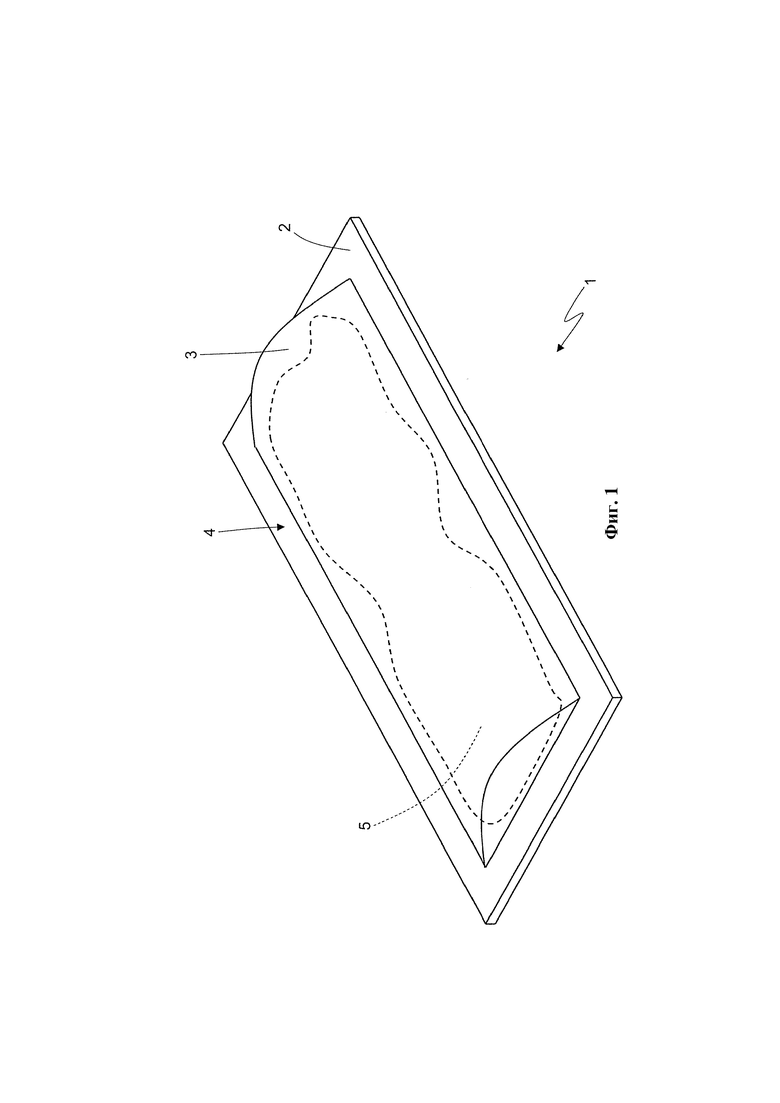
• на фиг. 1 изображен вид сверху в перспективе герметичной однодозовой открываемой прорывом упаковки, произведенной в соответствии с настоящим изобретением и в плоской конфигурации;
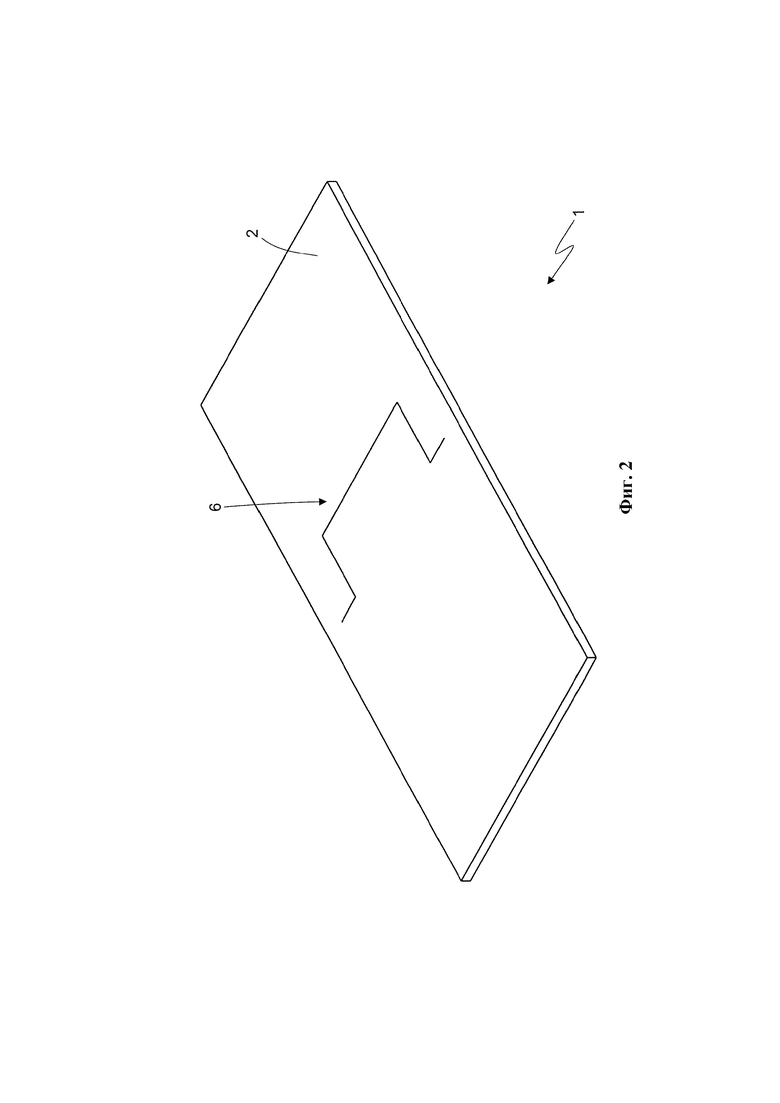
• на фиг. 2 изображен вид снизу в перспективе герметичной упаковки по фиг. 1 в плоской конфигурации;
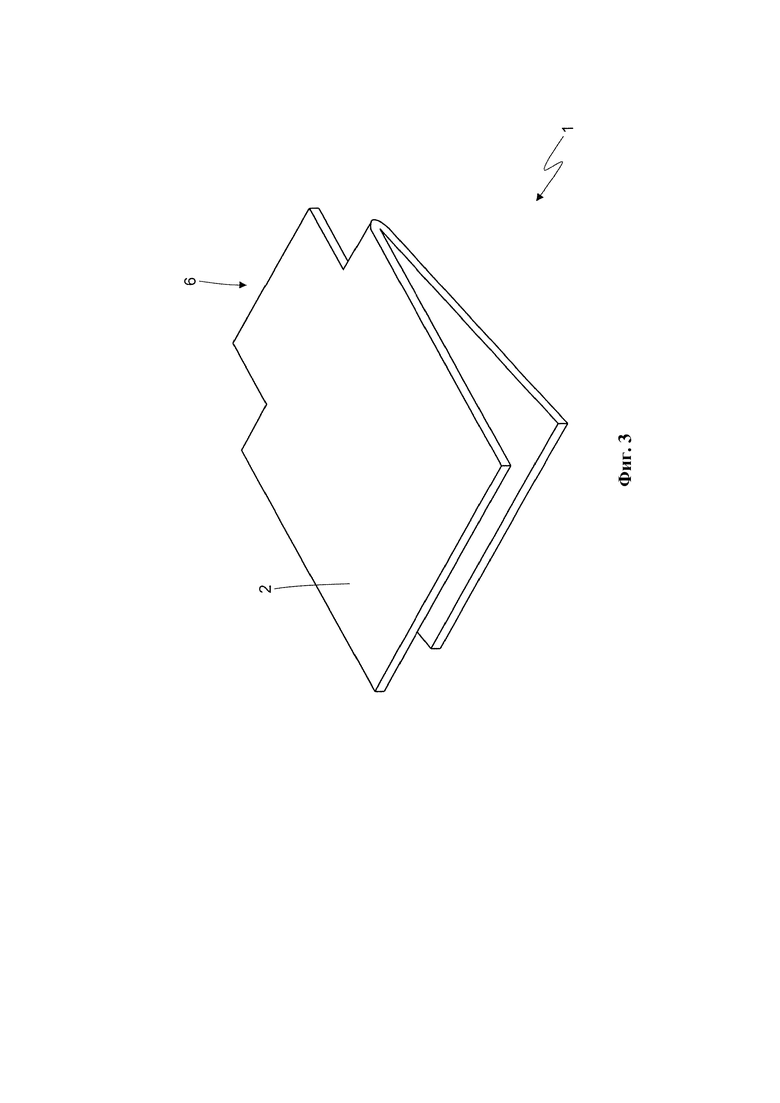
• на фиг. 3 изображен вид снизу вверх в перспективе герметичной упаковки по фиг. 1 в V-образной конфигурации;
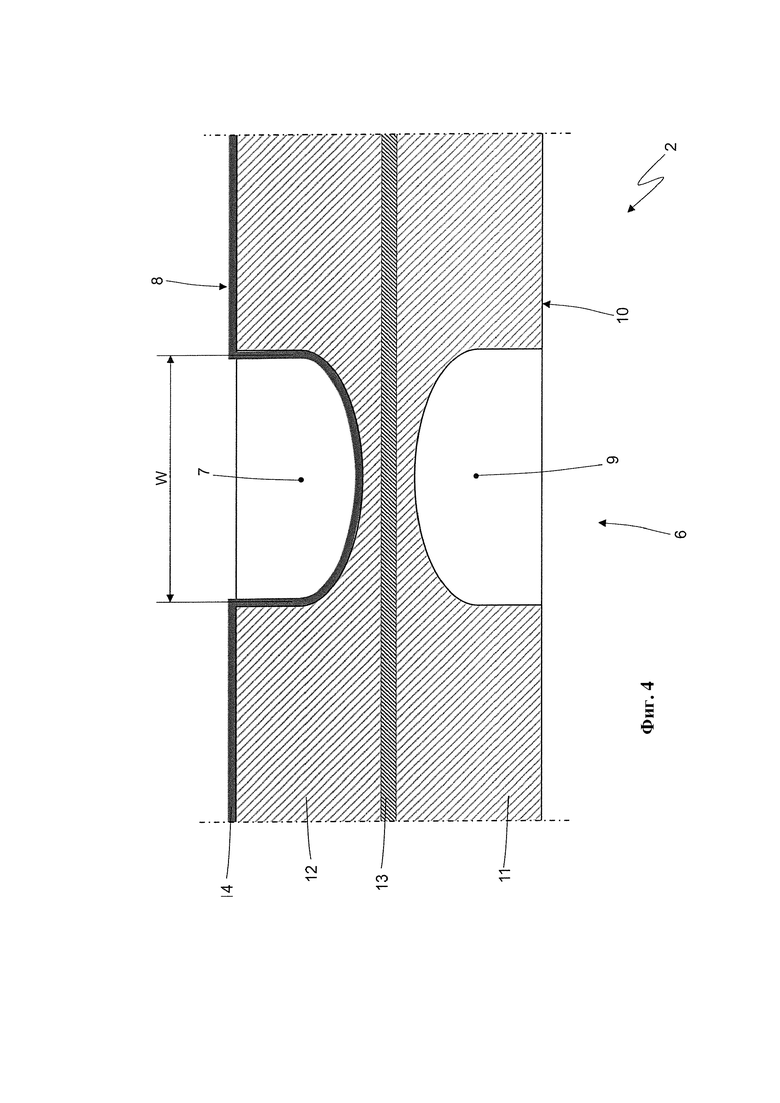
• на фиг. 4 изображен схематический вид в поперечном разрезе и в ослабленной зоне полужесткого листа герметичной упаковки по фиг. 1;
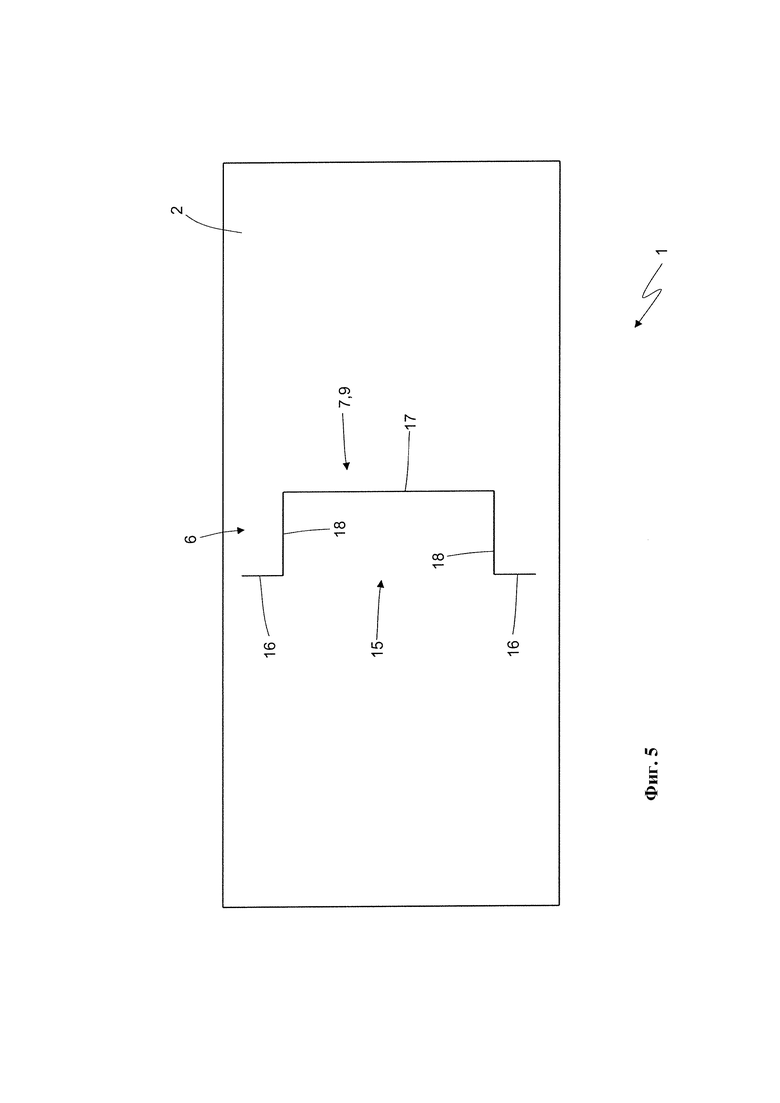
• на фиг. 5 изображен вид снизу вверх упаковки по фиг. 1;
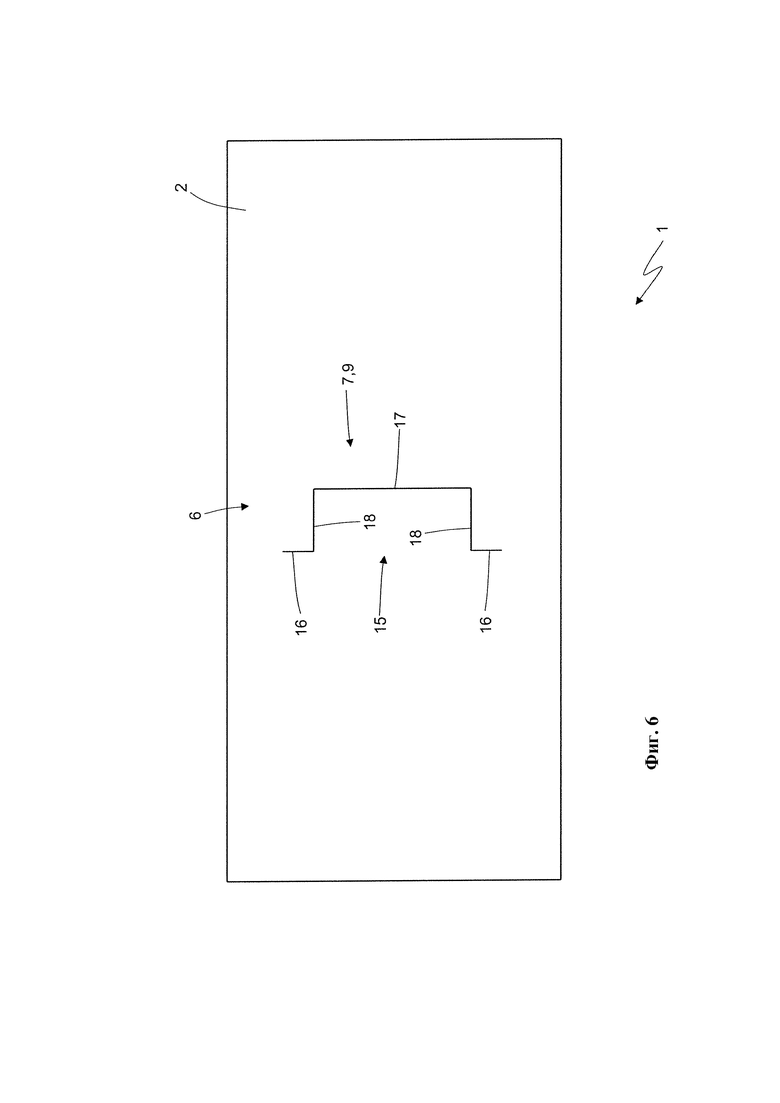
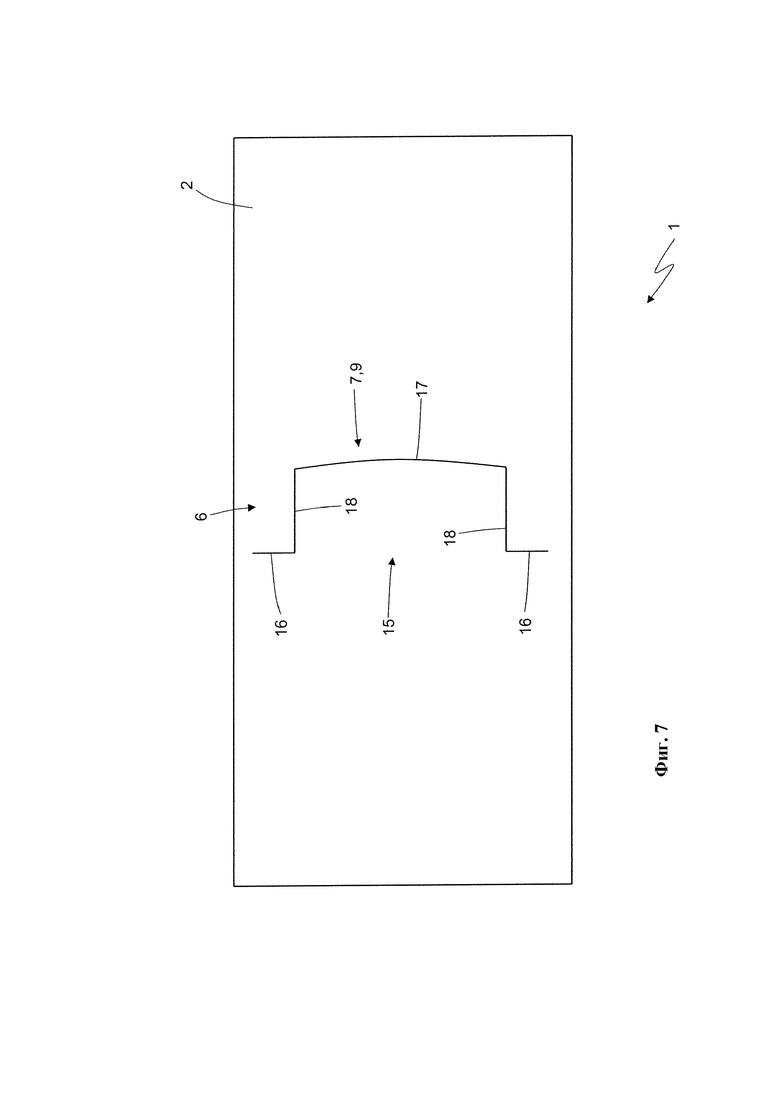
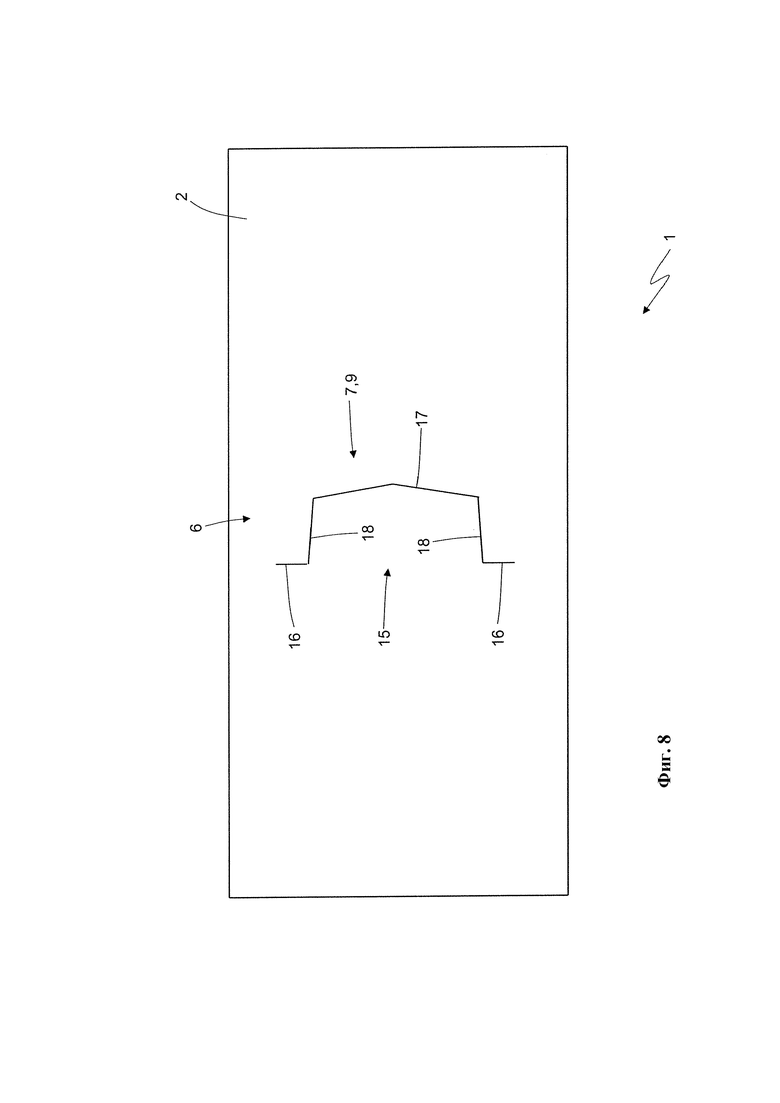
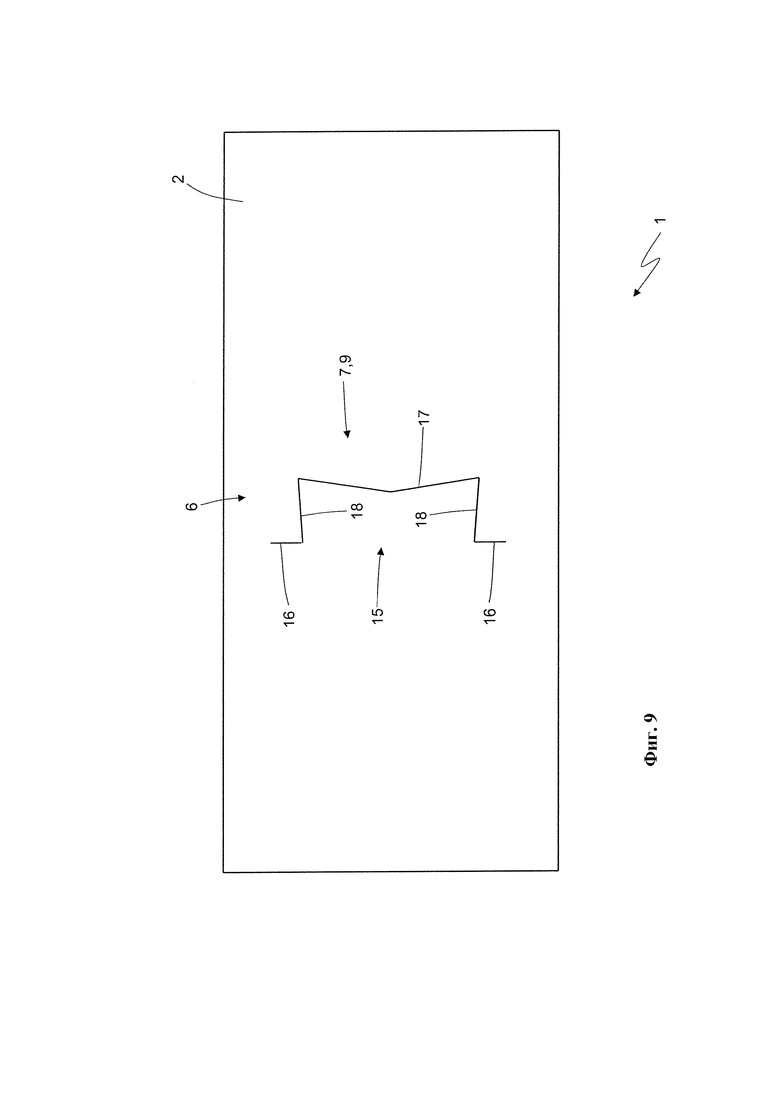
• на фиг. 6–9 изображены виды снизу вверх вариантов упаковки по фиг. 1; и
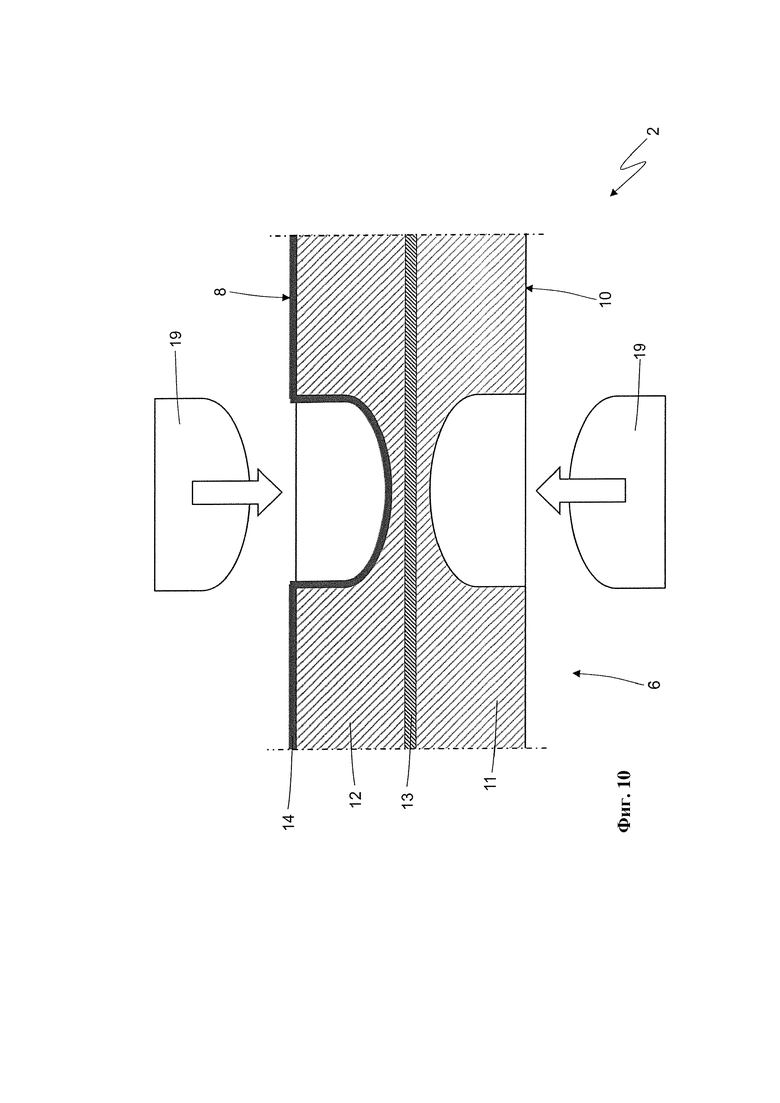
• на фиг. 10 изображен схематический вид в поперечном разрезе, на котором изображено создание ослабленной зоны полужесткого листа герметичной упаковки по фиг. 1;
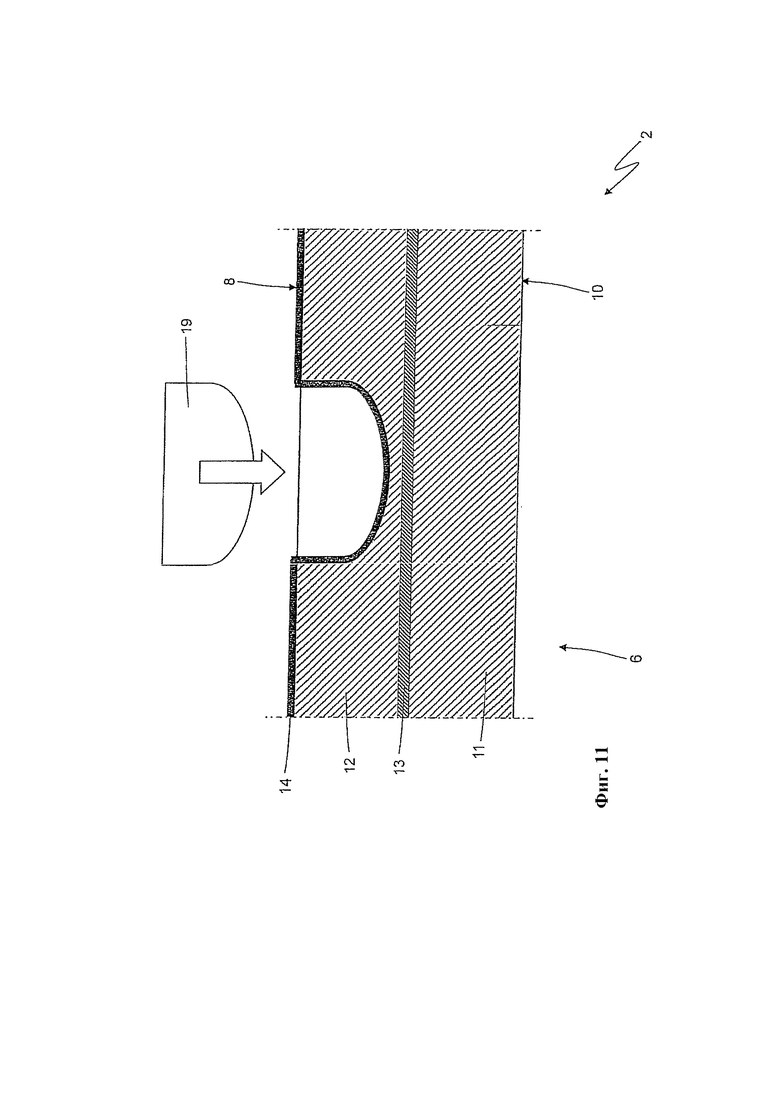
• на фиг. 11 изображен схематический вид в поперечном разрезе, на котором изображено создание ослабленной зоны полужесткого листа герметичной упаковки по фиг. 1 в альтернативном варианте осуществления;
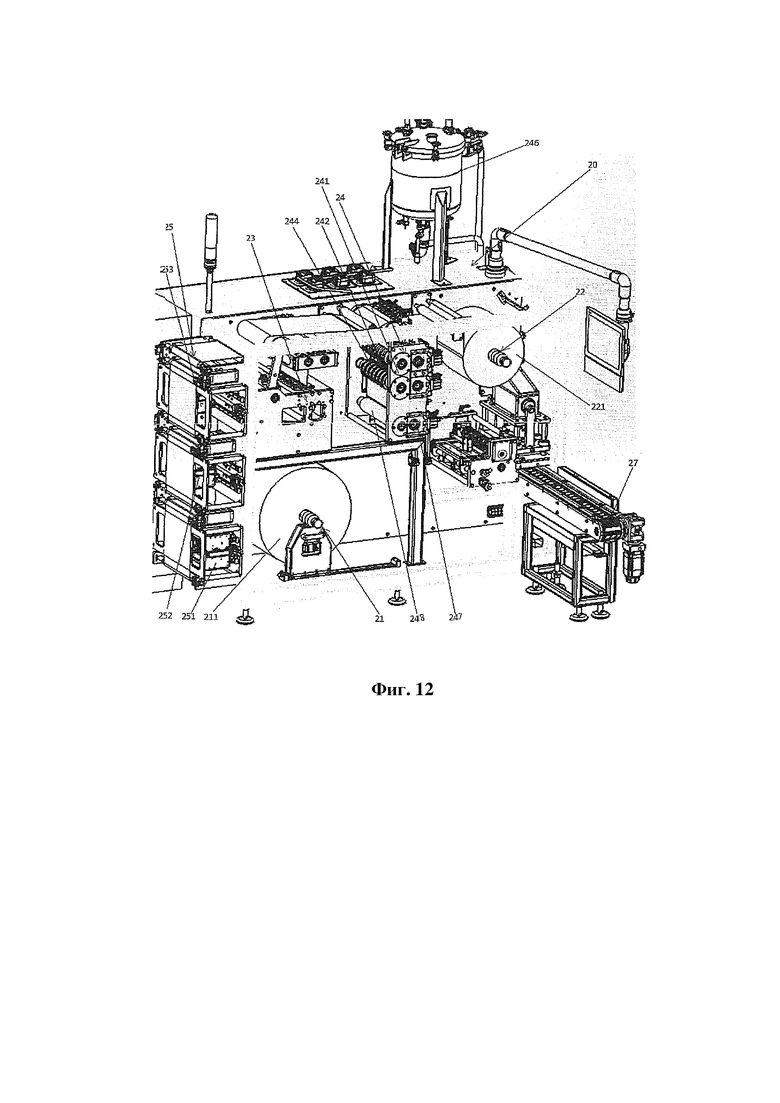
• на фиг. 12 изображено устройство для производства герметичной однодозовой открываемой прорывом упаковки в варианте осуществления настоящего изобретения;
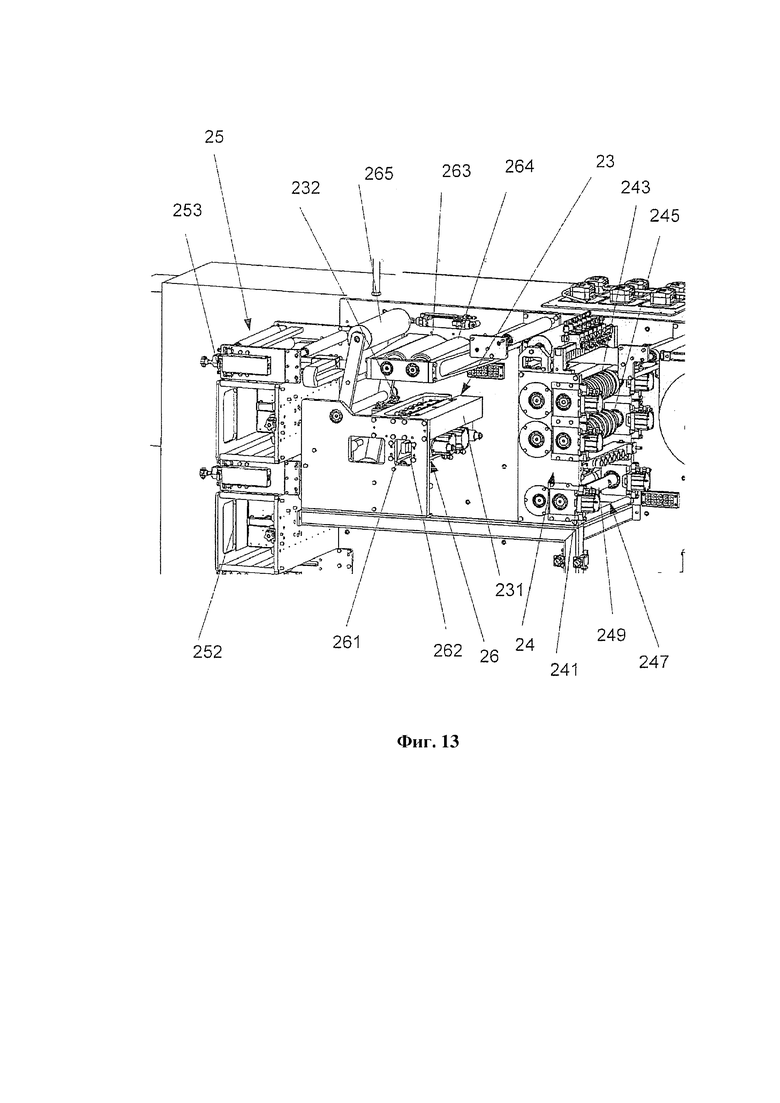
• на фиг. 13 изображен блок выполнения насечек и герметизирующий и наполняющий блок устройства по фиг. 12;
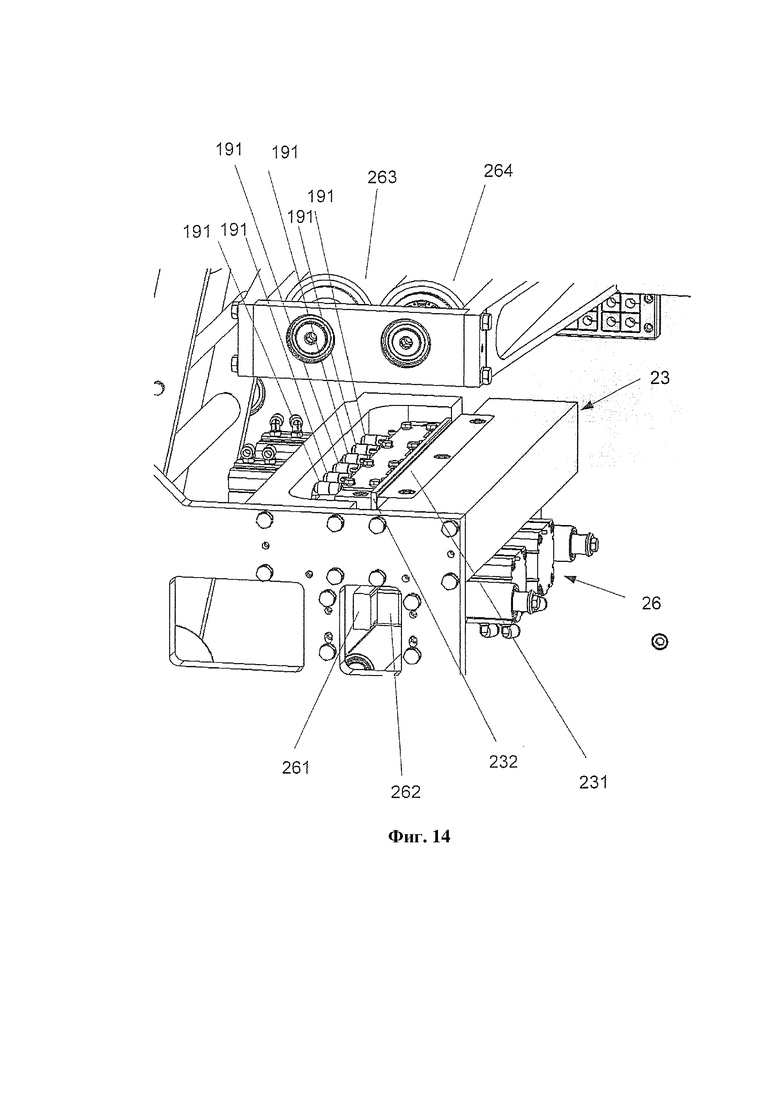
• на фиг. 14 изображен блок выполнения насечек устройства по фиг. 12;
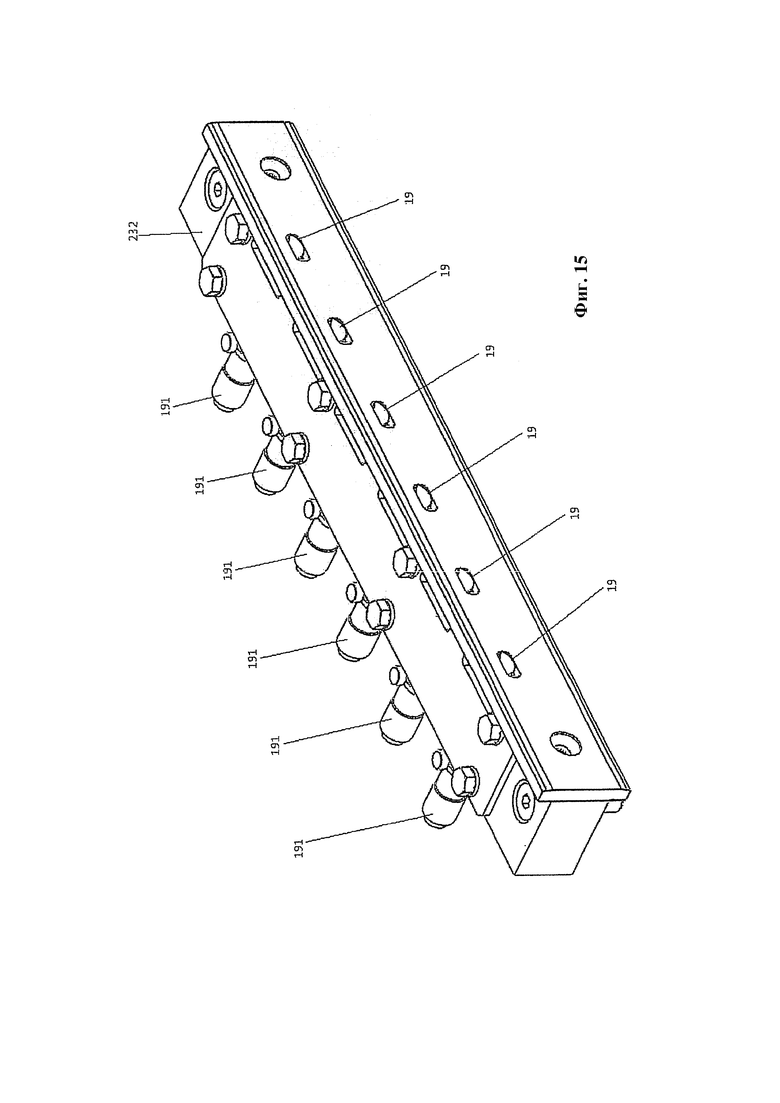
• на фиг. 15 изображена деталь блока выполнения насечек устройства по фиг. 12.
Подробное описание предпочтительного варианта осуществления настоящего изобретения
Цифра 1 на фиг. 1 и 2 указывает на герметичную однодозовую открываемую прорывом упаковку в целом. Герметичная однодозовая упаковка 1 содержит прямоугольный лист 2 из полужесткого пластикового материала и прямоугольный лист 3 из гибкого пластикового материала, наложенного на лист 2 полужесткого пластикового материала и герметично соединенного с ним для образования (между листами 2 и 3) герметичного кармана 4, содержащего дозу жидкого продукта 5.
Лист 2 полужесткого пластикового материала может иметь правильную или неправильную форму, а лист 3 гибкого пластикового материала может иметь правильную или неправильную форму, симметричную полужесткому пластиковому материалу.
Лист 2 полужесткого пластикового материала имеет ослабленную зону 6 в центральной части для направления контролируемого прорыва листа 2 полужесткого пластикового материала таким образом, чтобы вызвать образование выпускного отверстия для продукта 5 через лист 2 полужесткого пластикового материала. Другими словами, чтобы открыть герметичную однодозовую упаковку 1, пользователь должен схватить герметичную однодозовую упаковку 1 пальцами одной руки и согнуть герметичную упаковку 1 в форме буквы «V» (как показано на фиг. 3), пока лист 2 полужесткого пластикового материала не будет прорван в ослабленной зоне 6. Прорыв листа 2 полужесткого пластикового материала в ослабленной зоне 6 обеспечит равномерный и гигиеничный выход продукта 5 из герметичной однодозовой упаковки 1.
Согласно фиг. 4, ослабленная зона 6 содержит одну внутреннюю насечку 7 (не проходящую насквозь, т. е. она не проходит полностью через лист 2 полужесткого пластикового материала), которая выполнена через внутреннюю поверхность 8 (т. е. ориентированную в направлении кармана 4 или обращенную к карману 4) листа 2 полужесткого пластикового материала, и наружную насечку 9 (не проходящую насквозь, т. е. она не проходит полностью через лист 2 полужесткого пластикового материала), которая выполнена через наружную поверхность 10 (т. е. снаружи кармана 4) листа 2 полужесткого пластикового материала. Две насечки 7 и 9 идентичны (то есть форма и размеры внутренней насечки 7 равны форме и размерам наружной насечки 9), выровнены и наложены друг на друга (то есть две насечки 7 и 9 размещены точно в том же положении на противоположных поверхностях 8 и 10 листа 2 полужесткого пластикового материала). Две насечки 7 и 9 не касаются, т. е. оставшаяся часть листа 2 полужесткого пластикового материала располагается между двумя насечками 7 и 9, чтобы сохранить целостность герметичного кармана 4. Более того, лист 2 полужесткого пластикового материала и лист 3 гибкого пластикового материала в этом примере варианта осуществления изготовлены таким образом, что насечки 7 и 9 определяют требуемый прорыв 2 полужесткого пластикового материала при воздействии сил, создаваемых сгибанием в форме буквы «V» (показано на фиг. 3).
В соответствии с примером варианта осуществления, показанным на фиг. 3, лист 2 полужесткого пластикового материала представляет собой слоистый пластик и содержит наружный поддерживающий слой 11 (т. е. на стороне, противоположной карману 4, в области наружной поверхности 10) и внутренний поддерживающий слой 12 (т. е. на стороне кармана 4 в области внутренней поверхности 8). Изолирующий или барьерный слой 13 предусмотрен между двумя поддерживающими слоями 11 и 12 для обеспечения непроницаемости для воздуха и/или света; другими словами, барьерный слой 13 закрыт двумя поддерживающими слоями 11 и 12 и сам отделяет поддерживающие слои 11 и 12 друг от друга. Поддерживающий слой 12 покрыт термосвариваемым слоем 14, который расположен внутри (т. е. на той же стороне кармана 4 и в контакте с листом 3 гибкого пластикового материала, чтобы обеспечить возможность термосваривания с самим листом 3 гибкого пластикового материала).
Согласно некоторым графическим материалам, показанным на прилагаемых фигурах, два поддерживающих слоя 11 и 12 могут иметь одинаковую толщину (т. е. являются зеркальными или двойными); однако согласно другим вариантам осуществления два поддерживающих слоя 11 и 12 могут иметь различную толщину, то есть толщина поддерживающего слоя 11 отличается от толщины поддерживающего слоя 12.
В качестве неограничивающего примера лист 2 полужесткого пластикового материала может состоять из: поддерживающего слоя 11 из белого полистирола (PS) с толщиной 200 микрон (± 10%), барьерного слоя 13 «Evoh» или из диалюминия толщиной 10 микрон (± 10%), поддерживающего слоя 12 из белого полистирола (PS) с толщиной 200 микрон (± 10%) и термосвариваемого слоя 14 из полиэтилена (PE) с толщиной 50 микрон (± 10%). Альтернативно поддерживающие слои 11 и 12 могут состоять из полимолочной кислоты (PLA), предпочтительно двухосно ориентированной, и/или термосвариваемый слой 14 может состоять из полипропилена (PP). Полимолочная кислота (PLA) обычно является термосвариваемой, поэтому, когда опорные слои 11 и 12 изготовлены из полимолочной кислоты (PLA), термосвариваемый слой 14 может отсутствовать, поскольку лист 3 гибкого пластикового материала может быть термосварен непосредственно с поддерживающим слоем 12 полимолочной кислоты (PLA). Более того, когда поддерживающие слои 11 и 12 изготовлены из полимолочной кислоты (PLA) или полипропилена (PP), можно уменьшить толщину самих поддерживающих слоев 11 и 12, поскольку полимолочная кислота (PLA) и полипропилен (PP) позволяют получить достаточно жесткие поддерживающие слои 11 и 12 даже при небольшой толщине. Например, если поддерживающие слои 11 и 12 изготовлены из полистирола (PS), то общая толщина поддерживающих слоев 11 и 12 должна быть выше, чем 350–380 микрон, тогда как если поддерживающие слои 11 и 12 изготовлены из полимолочной кислоты (PLA) или полипропилена (PP), то общая толщина поддерживающих слоев 11 и 12 может достигать даже 200 микрон.
Каждая насечка 7 или 9 имеет на поверхности (т. е. на поверхности соответствующего поддерживающего слоя 11 или 12) ширину W, которая может варьироваться в зависимости от пластикового материала, используемого для изготовления поддерживающих слоев 11 и 12: с белым полистиролом (PS) ширина W каждой насечки 7 или 9 может находиться в диапазоне от 0,5 до 1,5 мм, в то время как с двуосно ориентированной полимолочной кислотой (PLA) или с полипропиленом (PP) ширина W каждой насечки 7 или 9 может находиться в диапазоне от 2 до 4 мм. В результате ширина W каждой насечки 7 или 9 при использовании двухосно ориентированной полимолочной кислоты (PLA) или полипропилена (PP) превышает ширину W каждой насечки 7 или 9 при использовании полистирола (PS). Эти различия обусловлены тем фактом, что двухосно ориентированная полимолочная кислота (PLA) и полипропилен (PP) становятся хрупкими (т. е. легко разрушаемыми) при раздавливании (деформации при сжатии), как это происходит при выполнении насечек 7 и 9, и в результате более удобно иметь относительно широкие насечки 7 и 9 для получения в поддерживающих слоях 11 и 12 оставшихся частей (т. е. того, что осталось от поддерживающих слоев 11 и 12 в области насечек 7 и 9) с высокой хрупкостью, что способствует прорыванию упаковки 1, когда ее сгибают в форме буквы «V» (как показано на фиг. 3). Согласно другому варианту осуществления, который не показан, в листе 2 полужесткого пластикового материала поддерживающий слой 12 отсутствует (т. е. барьерный слой 13 непосредственно контактирует с термосвариваемым слоем 14), а поддерживающий слой 11 имеет двойную толщину (т. е. поддерживающий слой 12 «включен» в поддерживающий слой 11).
Наружная насечка 9 выполнена через наружную поверхность 10 листа 2 полужесткого пластикового материала и может быть выполнена посредством локальной деформации листа 2 полужесткого пластикового материала и, в частности, поддерживающего слоя 11 листа 2 полужесткого пластикового материала; наружная насечка 9 заканчивается перед барьерным слоем 13 и, следовательно, она не влияет на сам барьерный слой 13.
Внутренняя насечка 7 выполнена на внутренней поверхности 8 листа 2 полужесткого пластикового материала и может быть выполнена посредством локальной деформации листа 2 полужесткого пластикового материала и, в частности, поддерживающего слоя 12 листа 2 полужесткого пластикового материала; внутренняя насечка 7 заканчивается перед барьерным слоем 13 и, следовательно, она не влияет на сам барьерный слой 13.
В области внутренней насечки 7 термосвариваемый слой 14 может быть деформирован или разорван (частично или полностью); в любом случае на внутренней насечке 7 отсутствует какая-либо герметизация между листом 2 полужесткого пластикового материала и листом 3 гибкого пластикового материала и, следовательно, возможное локальное повреждение термосвариваемого слоя 14 не несет за собой каких-либо последствий.
В предпочтительном варианте осуществления насечка 7 выполнена только на внутренней поверхности 8 листа 2 полужесткого пластикового материала посредством локальной деформации листа 2 полужесткого пластикового материала и, в частности, поддерживающего слоя 12 листа 2 полужесткого пластикового материала; внутренняя насечка 7 заканчивается перед барьерным слоем 13 и, следовательно, она не влияет на сам барьерный слой 13 (фиг. 11).
В некоторых вариантах осуществления барьерный слой 13 может быть расположен между двумя поддерживающими слоями 11 и 12 для создания барьера для продукта внутри герметичного кармана 4. В некоторых вариантах осуществления насечки 7 и 9 могут не воздействовать на барьерный слой 13. В некоторых вариантах осуществления барьерный слой 13 может быть толстым и достаточно твердым для обеспечения возможности частичного проникновения насечек 7 и 9 при условии, что барьерный слой 13 предназначен для поддержания его барьерной функции. В некоторых вариантах осуществления целостность барьерного слоя 13 листа 2 полужесткого пластикового материала обеспечивает барьерную функцию и, следовательно, герметичность для содержимого герметичного кармана 4 даже в области насечек 7 и 9, и, следовательно, герметичный карман 4 подходит для содержания также скоропортящихся продуктов и/или продуктов с контролируемой бактериальной нагрузкой, таких как еда, лекарства или косметика. Во время вскрытия посредством прорыва герметичной однодозовой упаковки 1 с помощью сгибания герметичной однодозовой упаковки 1 в форме буквы «V» (как показано на фиг. 3) необходимо прорвать в ослабленной области 6 все поддерживающие слои 11 и 12, барьерный слой 13 и термосвариваемый слой 14 листа 2 полужесткого пластикового материала.
В некоторых вариантах осуществления внутренняя насечка 7 и наружная насечка 9 могут иметь по существу постоянную глубину по длине (за вычетом неизбежных допусков конструкции).
Как показано на фиг. 5, каждая насечка 7 и 9 (две насечки 7 и 9 идентичны и наложены друг на друга и, следовательно, не различимы на фиг. 5) продолжается по одной линии с неровной формой (т. е. одной зигзагообразной линии), то есть линии, состоящей из упорядоченного множества последовательных ориентированных сегментов (т. е. так, что второй конец сегмента совпадает с первым концом последующего сегмента) и не являющихся смежными (т. е. так, чтобы сегмент и последующий сегмент не принадлежали одной прямой линии). Кроме того, каждая насечка 7 и 9 продолжается по одной линии с неровной формой (т. е. одной зигзагообразной линии), которая является открытой (т. е. первый конец и последний конец не совпадают) и не переплетается (т. е. стороны линии не имеют точки пересечения). Согласно некоторым вариантам осуществления сегменты одной линии с неровной формой (т. е. зигзагообразной линии), по которой продолжаются насечки 7 и 9, по существу параллельные или по существу перпендикулярные и, следовательно, сегмент всегда образует по существу прямой угол со следующим сегментом.
Каждая насечка 7 и 9 имеет U-образную центральную часть 15 и две боковые части 16, которые расположены на противоположных сторонах центральной части 15 и соединены с самой центральной частью 15. Две боковые части 16 состоят из двух соответствующих отрезков прямой линии, которые имеют одинаковый размер и выровнены друг с другом (т. е. одна лежит на продолжении другой). Центральная часть состоит из основного сегмента 17, который по существу параллелен и смещен (т. е. не выровнен) от двух боковых частей 16, и двух соединительных сегментов 18, которые по существу параллельны и смещены друг от друга (т. е. не выровнены), по существу перпендикулярны основному сегменту 17 и по существу перпендикулярны двум боковым частям 16; каждый соединительный сегмент 18 соединяет боковую часть 16 с одним концом основного сегмента 17.
В целом каждая насечка 7 и 9 имеет квадратную форму в виде буквы «Ω» (т. е. состоящую только из сегментов, по существу параллельных или по существу перпендикулярных друг другу).
Как лучше показано на прилагаемых фигурах, ослабленная зона 6 не влияет на всю ширину листа 2 полужесткого пластикового материала, а влияет только на центральную часть листа 2 полужесткого пластикового материала, оставляя целыми (т. е. без ослабленной зоны 6) две боковые части листа 2 полужесткого пластикового материала, симметрично расположенные на противоположных сторонах самой ослабленной зоны 6.
Согласно возможному варианту осуществления ослабленная зона 6 (т. е. две наложенных друг на друга насечки 7 и 9) увеличивается с увеличением плотности продукта 5, содержащегося в кармане 4 герметичной однодозовой упаковки 1, т. е. ослабленная зона 6 (т. е. две наложенных друг на друга насечки 7 и 9) уменьшаются по мере того, как уменьшается плотность продукта 5, содержащегося в кармане 4 герметичной однодозовой упаковки 1. В результате вариант осуществления, показанный на фиг. 5, может быть пригоден для продуктов с более высокой плотностью, таких как кремы или гранулированные продукты, в то время как вариант осуществления, показанный на фиг. 6, может быть пригоден для продуктов с более низкой плотностью, таких как жидкости.
Согласно различным вариантам осуществления, показанными на фиг. 5–9, основной сегмент 17 может быть линейным, угловым (неровным) или изогнутым. Аналогично, боковые части 16 или соединительные сегменты 18 также могут быть линейными, угловыми (неровными) или изогнутыми.
Согласно возможному варианту осуществления, показанному на фиг. 10, насечки 7 и 9 выполняют посредством пластической деформации материала с использованием соответствующих инструментов 19 для выполнения насечек, каждый из которых имеет наконечник, который не является острым, т. е. такой, который имеет округлую форму (а именно закругленный наконечник) для деформации, а не для резки поддерживающих слоев 11 и 12 листа 2 полужесткого пластикового материала.
Согласно предпочтительному варианту осуществления, показанному на фиг. 11, только одна насечка 7 выполнена на внутренней поверхности 8 листа 2 полужесткого пластикового материала посредством локальной деформации листа 2 полужесткого пластикового материала и, в частности, поддерживающего слоя 12 листа 2 полужесткого пластикового материала; посредством инструмента 19 для выполнения насечек, имеющего наконечник, который не является острым, т. е. такой, который имеет округлую форму (а именно закругленный наконечник). В частности, наконечник может иметь разную степень остроты и может иметь любую форму в зависимости от продукта, содержащегося в упаковке.
В соответствии с примером варианта осуществления, показанным на приложенных фигурах, герметичная однодозовая упаковка 1 имеет прямоугольную форму; очевидно, что по эстетическим причинам герметичная однодозовая упаковка 1 может иметь различную форму: округлую, эллиптическую, в форме бутылки, ромбовидную, пятиугольную, шестиугольную, треугольную, квадратную, в форме косточки.
Описанная выше герметичная однодозовая упаковка 1 имеет множество преимуществ.
Во-первых, описанную выше герметичную однодозовую упаковку 1 легче и дешевле изготовить, чем аналогичную известную упаковку 1 (например, типа, описанного в заявке на патент WO2008038074A2), поскольку насечки 7 и 9 имеют постоянную глубину и, следовательно, их легче выполнить даже с высокой скоростью работы.
Более того, описанная выше упаковка 1 позволяет простым и эффективным способом дозировать все виды текучих (жидких или кремообразных), порошкообразных или гранулированных продуктов, и она особенно подходит для распределения продукта 5 на поверхности благодаря площади листа 2 полужесткого пластикового материала, окруженного центральной частью 15 насечек 7 и 9, которая может быть отделена (перемещена) от остальной части листа 2 полужесткого пластикового материала, превращаясь в шпатель, полезный для распределения самого продукта 5. Другими словами, центральная часть на основном сегменте 17 между соединительными сегментами 18 предназначена для расширения, когда упаковка 1 изогнута в форме буквы «V» по траектории за смежными конструкциями листа 2 полужесткого пластикового материала, чтобы работать в качестве ковша для распределения продукта, который выходит из отверстия (как показано на фиг. 3).
На фиг. 12 позиция 20 отображает устройство для производства герметичной однодозовой открываемой прорывом упаковки 1 в варианте осуществления настоящего изобретения.
Устройство 20 содержит первый блок 21 подачи первой полосы полужесткого пластикового материала, второй блок 22 подачи второй полосы гибкого пластикового материала, блок 23 выполнения насечек для создания деформации в полосе полужесткого пластикового материала и герметизирующий и наполняющий блок 24 для герметизации по меньшей мере одной части полосы полужесткого материала с соответствующей частью полосы гибкого материала для создания кармана 4 и для заполнения кармана 4.
В проиллюстрированном варианте осуществления устройство 20 также содержит блок 25 печати, расположенный между первым блоком 21 подачи первой полосы полужесткого пластикового материала и блоком 23 выполнения насечек.
Первый блок 21 подачи содержит катушку 211, с которой разматывается полоса полужесткого пластикового материала. Катушка 211 предпочтительно приводится в движение бесщеточным двигателем. Полоска пластикового материала имеет толщину предпочтительно в диапазоне от 200 микрон до 450 микрон.
Полоса полужесткого пластикового материала поступает в блок 25 печати, который содержит по меньшей мере термотрансферный принтер для печати штрих-кода, указания партии и т. д. на стороне полосы, которая будет образовывать наружную поверхность упаковки. Блок 25 печати преимущественно содержит несколько принтеров 251, 252, 253, установленных в линию.
После блока 25 печати полоса полужесткого пластикового материала перемещается в блок 23 выполнения насечек, где согласно настоящему изобретению происходит деформация или образование стороны полосы, которая будет образовывать внутреннюю поверхность полужесткого листа, на которой расположен термосвариваемый слой.
Согласно настоящему изобретению, как показано на фиг. 13, 14, блок 23 выполнения насечек содержит первую пластину 231 и вторую пластину 232, расположенную напротив первой пластины 231, при этом вторая пластина 232 содержит по меньшей мере один инструмент 19 для выполнения насечек, при этом инструмент 19 для выполнения насечек может перемещаться из первого положения вдали от первой пластины 231 в положение контакта с первой пластиной 231 для получения деформации в полосе полужесткого материала, помещенной между первой пластиной 231 и второй пластиной 232. В частности инструмент 19 для выполнения насечек имеет наконечник с различной степенью остроты и может иметь любую форму.
Поверхность первой пластины 231 и/или второй пластины 232 предпочтительно является шлифованной. Первая пластина 231 представляет опорную поверхность для полосы, подлежащей деформации.
Как подробно показано на фиг. 15, вторая пластина 232 содержит по меньшей мере один микрометрический измерительный инструмент 191, расположенный на противоположной стороне от первой пластины 231, который регулирует диапазон инструмента 19 для выполнения насечек. Инструмент 191 может быть ручным или снабжен двигателем. Предпочтительно, диапазон инструмента 19 для выполнения насечек регулируется по отношению ко второй пластине 232, и вторая пластина 232 является подвижной по отношению к первой пластине 231, которая зафиксирована.
С помощью линейного привода или двигателя вторую опорную пластину 232 инструмента 19 для выполнения насечек перемещают к первой пластине 231 так, чтобы один конец инструмента 19 для выполнения насечек перемещался в соответствии с предварительно заданным расстоянием к первой опорной пластине 231 для создания деформации в полосе полужесткого материала. Таким образом, деформация или формирование производится с постоянной глубиной.
Конец инструмента 19 для выполнения насечек преимущественно имеет форму насечки, которую надлежит выполнить на листе полужесткого материала.
Предпочтительно вторая пластина 232 содержит несколько инструментов 19 для выполнения насечек, расположенных в линию, каждый из которых соединен с соответствующим микрометрическим измерительным инструментом 191, ручным или снабженным двигателем.
Формирование выполняют преимущественно только на той стороне полосы, которая станет внутренней поверхностью 8 полужесткого листа 2.
Таким образом, можно точно контролировать диапазон инструмента для выполнения насечек и, следовательно, глубину деформации так, чтобы полужесткий лист не повреждался при резке. В частности, если он имеет внутренний барьерный слой, то выполнение насечек посредством устройства согласно настоящему изобретению позволяет контролировать процесс так, чтобы барьер не повреждался.
Фактически, больше не нужно управлять лезвием во время выполнения насечек, чтобы варьировать глубину резания вдоль полосы, а достаточно лишь регулировать диапазон инструмента 19 для выполнения насечек так, чтобы это создавало деформацию с постоянной глубиной и с предварительно определенной формой на внутренней поверхности 8 полужесткого листа 2.
В варианте осуществления, показанном на фиг. 12, 13 и 14, полосу полужесткого материала устанавливают между первой пластиной 231 и второй пластиной 232 с по существу вертикальным направлением снизу вверх.
Во время формирования полоса останавливается и опирается на первую пластину 231.
Чтобы выполнить эту прерывистую операцию в устройстве с непрерывным циклом, устройство 20 преимущественно содержит блокирующее устройство 26, которое определяет остановку и восстановление в отношении непрерывного цикла. Предпочтительно блокирующее устройство 26 позволяет изменять положение деформации от оси мешка. В проиллюстрированном варианте осуществления блокирующее устройство 26 содержит пару блокирующих пластин 261, 262, одну подвижную, а другую фиксированную, расположенных выше по потоку относительно блока 23 выполнения насечек, в частности ниже первой пластины 231 и второй пластины 232, для формирования, пару резиновых валиков 263, 264, расположенных ниже по потоку относительно блока 23 выполнения насечек, в частности выше первой пластины 231 и второй пластины 232, и активный плавающий валик 265 с пневматическим или электронным управлением. В соответствии с размерами, установленными пользователем в программном обеспечении устройства, плавающий валик 265 выполняет двойную функцию, т. е. позволяет определять длину мешка и положение насечки от оси мешка и выполнять механическую остановку, не прерывая непрерывный цикл устройства.
После формирования полоса полужесткого материала перемещается в герметизирующий и наполняющий блок 24, где она соединяется с полосой гибкого материала, поступающей с катушки 221, предпочтительно приводимой в движение бесщеточным двигателем, второго блока 22 подачи. Полоса гибкого материала имеет толщину предпочтительно в диапазоне от 62 микрон до 100 микрон.
Герметизирующий и наполняющий блок 24 содержит вертикальное герметизирующее устройство 241, заполняющее устройство 246 и горизонтальное герметизирующее устройство 247.
В герметизирующем и наполняющем блоке 24 пакет или пакеты термосварены, предпочтительно посредством сжатого воздуха. По сравнению с известными устройствами, в которых используются пружины, использование сжатого воздуха позволяет выполнять постоянную герметизацию и сокращать объем работ по техническому обслуживанию.
Вертикальное герметизирующее устройство 241 содержит первую пару валиков, включающую первый резиновый валик 242 и второй теплый валик 243, оба из которых снабжены канавками, и вторую пару холодных валиков 244, 245 для склепки герметизации, выполненной предыдущей парой валиков 242, 243, также снабженных канавками и расположенных под первой парой валиков 242, 243 в вертикальном направлении.
Горизонтальное герметизирующее устройство 247 имеет один вращаемый герметизатор, состоящий из пары валиков, включающих первый резиновый валик 248 и второй теплый валик 249. Горизонтальное герметизирующее устройство 246 закрывает заполненные упаковки и в то же время во время вращения оно образовывает закрытое основание упаковок, которые все еще подлежат заполнению.
По порядку сначала делают вертикальные пломбы упаковки, после чего упаковку заполняют, затем закрывают, создавая тем же движением основание для следующей упаковки.
Устройство 20 содержит режущий блок, расположенный после герметизирующего и наполняющего блока 24, при этом каждая упаковка отделена от материала, выходящего за пределы герметизации (обрезки). Одиночные упаковки затем помещают на ленту 27, которая передает их на следующий этап производства.
Изобретение относится к устройству и способу производства герметичной однодозовой открываемой прорывом упаковки (1), которая содержит первый лист (2) полужесткого пластикового материала, второй лист (3) гибкого пластикового материала, наложенный на первый лист (2) полужесткого пластикового материала и герметично соединенный с ним для образования герметичного кармана (4), содержащего дозу продукта (5), и ослабленную зону (6), выполненную в центральной зоне первого листа (2) для направления управляемого прорыва первого листа (2) в ослабленной зоне (6) после сгибания герметичной упаковки (1), таким образом, чтобы вызвать образование выпускного отверстия для продукта (5) через первый лист (2). Способ производства включает этап выполнения на поверхности (8, 10) первого листа (2) по меньшей мере одной насечки (7, 9), которая составляет ослабленную зону (6), при этом насечку (7, 9) выполняют посредством пластической деформации материала с использованием инструмента (19) для выполнения насечек, имеющего наконечник, который не является острым, т. е. такой, который имеет округлую форму для деформации, а не для резки. Причем инструмент для выполнения насечек может перемещаться из первого положения вблизи первой пластины для выполнения деформации в полосе полужесткого материала, помещенной между первой пластиной и второй пластиной, при этом первая пластина зафиксирована, а вторая пластина выполнена с возможностью перемещения, чтобы пододвинуть инструмент для выполнения насечек на предварительно определенное расстояние от первой пластина для создания деформации в полосе полужесткого материала. 2 н. и 8 з.п. ф-лы, 15 ил. 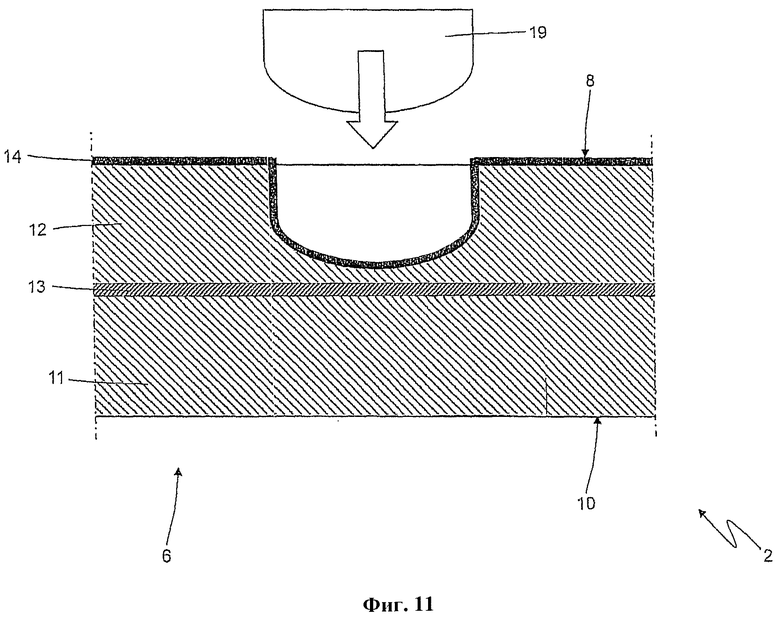
1. Способ производства герметичной однодозовой открываемой прорывом упаковки (1), содержащей первый лист (2) полужесткого пластикового материала, второй лист (3) гибкого пластикового материала, наложенный на первый лист (2) полужесткого пластикового материала и герметично соединенный с ним для образования герметичного кармана (4), содержащего дозу продукта (5), и ослабленную зону (6), выполненную в центральной зоне первого листа (2) для направления управляемого прорыва первого листа (2) в ослабленной зоне (6) после сгибания герметичной упаковки (1), таким образом, чтобы вызвать образование выпускного отверстия для продукта (5) через сам первый лист (2), при этом способ производства включает этап выполнения на поверхности (8, 10) первого листа (2) по меньшей мере одной насечки (7, 9), которая составляет ослабленную зону (6), при этом насечку (7, 9) выполняют посредством пластической деформации материала с использованием инструмента (19) для выполнения насечек, имеющего наконечник, который не является острым, т. е. такой, который имеет округлую форму для деформации, а не для резки, отличающийся тем, что инструмент (19) для выполнения насечек может перемещаться из первого положения вдали от первой пластины (231) в предварительно определенное положение вблизи первой пластины (231) для выполнения деформации в полосе полужесткого материала, помещенной между первой пластиной (231) и второй пластиной (232), при этом первая пластина (231) зафиксирована, а вторая пластина (232) выполнена с возможностью перемещения, чтобы пододвинуть инструмент (19) для выполнения насечек на предварительно определенное расстояние от первой пластины (231) для создания деформации в полосе полужесткого материала.
2. Способ производства по п. 1, отличающийся тем, что включает дополнительный этап варьирования ширины (W) насечки (7, 9) на поверхности в зависимости от пластикового материала, из которого состоит первый лист (2).
3. Способ производства по п. 1 или 2, отличающийся тем, что насечка имеет постоянную глубину.
4. Способ производства по п. 1, или 2, или 3, отличающийся тем, что насечку выполняют на внутренней поверхности (8), обращенной к карману (4), первого листа (2) полужесткого пластикового материала посредством локальной деформации первого листа (2) полужесткого пластикового материала.
5. Способ производства по любому из предыдущих пунктов, отличающийся тем, что инструмент (19) для выполнения насечек имеет один конец, форма которого соответствует форме насечки, которую надлежит выполнить на поверхности листа.
6. Устройство для производства герметичной однодозовой открываемой прорывом упаковки (1), содержащей первый лист (2) полужесткого пластикового материала, второй лист (3) гибкого пластикового материала, наложенный на первый лист (2) и герметично соединенный с ним для образования герметичного кармана (4), содержащего дозу продукта (5), и ослабленную зону (6), выполненную в центральной зоне первого листа (2) для направления управляемого прорыва первого листа (2) в ослабленной зоне (6) после сгибания герметичной упаковки (1) таким образом, чтобы вызвать образование выпускного отверстия для продукта (5) через сам первый лист (2), при этом устройство содержит по меньшей мере первый блок (21) подачи первой полосы полужесткого пластикового материала, по меньшей мере второй блок (22) подачи второй полосы гибкого пластикового материала, по меньшей мере один блок (23) выполнения насечек, и по меньшей мере один герметизирующий и наполняющий блок (24) для герметизации по меньшей мере одной части полосы полужесткого материала с соответствующей частью полосы гибкого материала для образования кармана (4) и заполнения кармана (4), при этом блок (23) выполнения насечек содержит первую пластину (231) и вторую пластину (232), расположенную напротив первой, при этом вторая пластина (232) содержит по меньшей мере один инструмент (19) для выполнения насечек, отличающееся тем, что инструмент (19) для выполнения насечек может перемещаться из первого положения вдали от первой пластины (231) в предварительно определенное положение вблизи первой пластины (231) для выполнения деформации в полосе полужесткого материала, помещенной между первой пластиной (231) и второй пластиной (232), при этом первая пластина (231) зафиксирована, а вторая пластина (232) выполнена с возможностью перемещения, чтобы пододвинуть инструмент (19) для выполнения насечек на предварительно определенное расстояние от первой пластины (231).
7. Устройство по п. 6, отличающееся тем, что поверхность первой пластины (231) и/или второй пластины (232), ориентированная к полосе полужесткого материала, является шлифованной.
8. Устройство по п. 6 или 7, отличающееся тем, что оно содержит по меньшей мере один микрометрический измерительный инструмент (191) для регулирования диапазона инструмента (19) для выполнения насечек, в частности, относительно второй пластины (232).
9. Устройство по любому из предыдущих пп. 6–8, отличающееся тем, что оно содержит множество инструментов для выполнения насечек, расположенных на одной линии и соединенных с соответствующими микрометрами.
10. Устройство по любому из предыдущих пп. 6–9, отличающееся тем, что оно содержит блокирующее устройство (26), которое содержит пару блокирующих пластин (261, 262), расположенных выше по потоку относительно блока (23) выполнения насечек, пару резиновых валиков (263, 264), расположенных ниже по потоку относительно блока (23) выполнения насечек, и активный плавающий валик (265) с пневматическим или электронным управлением.
| WO 2008038074 A2, 03.04.2008 | |||
| WO 2009040629 A2, 02.04.2009 | |||
| Навесной тракторный погрузчик | 1961 |
|
SU144071A1 |

