Область техники
Настоящее изобретение относится к герметичной однодозовой вскрываемой переламыванием упаковке, содержащей предварительно ослабленную область, устройству и способу получения ослабленной области.
Уровень техники
В патентной заявке WO 2008038074 A2 описана герметичная однодозовая вскрываемая переламыванием упаковка; герметичная упаковка содержит лист полужесткого пластикового материала и лист гибкого пластикового материала, который установлен поверх первого листа полужесткого пластикового материала и приварен к нему с получением герметичного кармана, который содержит дозу текучего продукта. Лист полужесткого пластикового материала в центре содержит предварительно ослабленную область, которая направляет контролируемое переламывание листа полужесткого пластикового материала для обеспечения образования выпускного отверстия, сквозь которое продукт выходит через сам лист полужесткого пластикового материала. Другими словами, для открывания герметичной упаковки пользователь должен держать саму герметичную упаковку пальцами одной руки и гнуть герметичную упаковку буквой «V» до переламывания листа полужесткого пластикового материала в предварительно ослабленной области. Предварительно ослабленная область содержит внутренний надрез, который выполнен сквозь внутреннюю поверхность (то есть сквозь ту, которая обращена к карману) листа полужесткого пластикового материала, и внешний надрез, который выполнен сквозь внешнюю поверхность листа полужесткого пластикового материала и выровнен с внутренним надрезом.
В патентной заявке WO 2008038074 A2 глубина надрезов варьируется с обеспечением плавного переламывания листа полужесткого пластикового материала при складывании герметичной упаковки буквой «V». Тем не менее, выполнение надрезов, глубина которых варьируется, является относительно сложным, так как требуется, чтобы перемещение ножей блока для выполнения надрезов было очень точным; помимо прочего, точность перемещения ножей блока для выполнения надрезов имеет тенденцию уменьшаться по мере увеличения рабочей скорости, и, следовательно, если необходимо обеспечить очень высокоточное перемещение ножей блока для выполнения надрезов, особенно высокие рабочие скорости могут не достигаться.
Кроме того, герметичная однодозовая упаковка, описанная в патентной заявке WO 2008038074 A2, не позволяет точно и интуитивно распределять (размазывать) сам продукт, содержащийся в упаковке, по поверхности, и, следовательно, такая упаковка не подходит для размещения в ней намазываемых продуктов (или продуктов, размазываемых по поверхности).
Для получения упаковки в патентной заявке WO 2008038074 A2 описано применение устройства, содержащего бобину для подачи полосы полужесткого материала и бобину для подачи полосы гибкого материала, блок для выполнения надреза и блок для формирования упаковки, содержащий устройство для подачи текучего вещества и сварочное устройство. Блок для выполнения надреза содержит две параллельные, обращенные друг к другу пластины, которые выполнены с возможностью перемещения в направлении друг к другу для захвата полосы полужесткого пластикового материала и которые обеспечивают опору ножам. Каждая пластина толкается в направлении к другой посредством соответствующего линейного привода для удерживания полосы полужесткого материала и выполнения надреза в каждой ее части.
Кроме того, известны герметичные однодозовые вскрываемые переламыванием упаковки, у которых в центральной области листа полужесткого пластикового материала выполнен Ω-образный надрез определенной формы. Этот надрез позволяет контролировать переламывание упаковки и выпуск продукта. После открывания Ω-образная форма надреза позволяет непосредственно распределять текучий продукт по поверхности для применения.
У этих упаковок также есть недостатки. После открывания продукт стремится вытечь из боковых сегментов надреза, и, следовательно, его распределение не контролируется должным образом.
Кроме того, известные упаковки не подходят для выпуска гранулированных или порошковых продуктов. Если продукт в гранулах, то при открывании он обычно быстро высыпается из упаковки. Если продукт в виде порошка, то внутри упаковки часто остается определенное количество оставшегося продукта.
Описание изобретения
Цель настоящего изобретения заключается в предоставлении герметичной однодозовой вскрываемой переламыванием упаковки, которая делает возможным контролируемое распределение продукта.
Согласно первому аспекту настоящего изобретения предложена герметичная однодозовая вскрываемая переламыванием упаковка, содержащая:
первый лист (2) полужесткого пластикового материала;
второй лист (3) гибкого пластикового материала, расположенный поверх первого листа (2) и приваренный к нему для получения герметичного кармана (4), содержащего дозу продукта (5);
при этом
первый лист (2) полужесткого пластикового материала содержит по меньшей мере один в целом прямой первый надрез (6), расположенный в области первого края (9) первого листа (2), и по меньшей мере один надрез (7) определенной формы, расположенный в центральной части (10) первого листа (2), сбоку и на расстоянии относительно прямого первого надреза (6);
отличающаяся тем, что первый лист (2) полужесткого пластикового материала представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом надрез определенной формы выполнен пластической деформацией материала первого листа (2), при этом в области надреза определенной формы термосвариваемый слой (25) частично или полностью разорван.
В одном предпочтительном варианте осуществления первый лист (2) содержит по меньшей мере один в целом прямой второй надрез (8), расположенный в области второго края (11) первого листа (2), напротив первого края (9), сбоку и на расстоянии относительно надреза (7) определенной формы.
В еще одном предпочтительном варианте осуществления указанный надрез (7) определенной формы выполнен на внутренней поверхности (12) первого листа (2), которая представляет собой поверхность, обращенную ко второму листу (3).
В еще одном предпочтительном варианте осуществления указанный прямой первый надрез (6) и/или прямой второй надрез (8) выполнены на внешней поверхности (13) первого листа (2), которая представляет собой поверхность, направленную противоположно относительно второго листа (3).
В еще одном предпочтительном варианте осуществления указанный надрез (7) определенной формы содержит кривую линию.
В еще одном предпочтительном варианте осуществления указанный надрез (7) определенной формы содержит линию, образованную по меньшей мере двумя направленными последовательными и невыровненными сегментами (15, 16).
В еще одном предпочтительном варианте осуществления указанный надрез (7) определенной формы содержит по меньшей мере два наклонных сегмента (15', 16'), расположенные симметрично относительно центра листа (2) и соединенные друг с другом на одном конце с образованием двух противоположных сторон треугольника.
В еще одном предпочтительном варианте осуществления указанный надрез (7) определенной формы содержит несколько смежных пар (21) наклонных сегментов (15', 16'), при этом сегменты (15', 16') в каждой паре (21) расположены симметрично друг другу и соединены друг с другом на одном конце с образованием двух противоположных сторон треугольника.
В еще одном предпочтительном варианте осуществления первый лист (2) полужесткого пластикового материала представляет собой слоистый материал и содержит:
внешний первый опорный слой (22), расположенный на стороне, противоположной карману (4); внутренний второй слой, в частности термосвариваемый слой (25), расположенный на стороне кармана (4); и барьерный слой (24), расположенный между двумя слоями (22, 25); при этом надрез (7) определенной формы выполнен во втором слое (25).
В еще одном предпочтительном варианте осуществления первый лист (2) полужесткого пластикового материала представляет собой слоистый материал и содержит:
внешний первый опорный слой (22), расположенный на стороне, противоположной карману (4); внутренний второй слой, в частности термосвариваемый слой (25), расположенный на стороне кармана (4); и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом первый прямой надрез (6) и/или второй прямой надрез (8) выполнены в первом слое (22).
В еще одном предпочтительном варианте осуществления глубина прямого надреза (6, 8) составляет приблизительно 1/3 толщины первого листа (2).
В еще одном предпочтительном варианте осуществления глубина надреза (7) определенной формы составляет приблизительно 2/3 толщины первого листа (2).
Согласно второму аспекту настоящего изобретения предложено устройство для получения ослабленной области в листе (2) полужесткого пластикового материала, при этом лист представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом устройство отличается тем, что содержит по меньшей мере одну первую пластину (41), соединенную с инструментом (51) для выполнения надрезов, содержащим по меньшей мере один прямой выступ (53) для выполнения первого надреза в первом положении листа (2) полужесткого пластикового материала; по меньшей мере одну вторую пластину (42), соединенную с по меньшей мере одним инструментом (52) для выполнения надрезов, содержащим по меньшей мере один выступ определенной формы для получения надреза определенной формы в листе (2) полужесткого пластикового материала; и пластину (44), расположенную напротив указанной второй пластины (42), при этом указанная вторая пластина (42) выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины (44), в предварительно определенное положение возле противоположной пластины (44) с выполнением надреза определенной формы в полосе полужесткого материала, размещенной между второй пластиной (42) и противоположной пластиной (44), и с деформированием тем самым полосы без ее прорезания так, что термосвариваемый слой (25) частично или полностью разорван.
В одном предпочтительном варианте осуществления первая пластина (41) соединена с инструментом (51) для выполнения надрезов, содержащим по меньшей мере два прямых выступа (53, 53'), расположенные на расстоянии друг от друга, для выполнения первого и второго надреза в листе (2) полужесткого пластикового материала.
В еще одном предпочтительном варианте осуществления первая пластина (41) и вторая пластина (42) расположены в двух разных станциях (61, 62) выполнения надреза, расположенных друг за другом.
В еще одном предпочтительном варианте осуществления станция (62) выполнения надреза, содержащая вторую пластину (42), расположена за станцией (61) выполнения надреза, содержащей первую пластину (41).
В еще одном предпочтительном варианте осуществления устройство содержит пластину (43), расположенную напротив указанной первой пластины (41), при этом указанная первая пластина (41) выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины (43), в предварительно определенное положение возле противоположной пластины (43) с выполнением в целом прямого надреза в полосе полужесткого материала, размещенной между первой пластиной (41) и противоположной пластиной (43), и с деформированием тем самым полосы без ее прорезания.
Согласно третьему аспекту настоящего изобретения предложен способ получения ослабленной области в листе (2) полужесткого пластикового материала, при этом лист (2) полужесткого пластикового материала представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25),
отличающийся тем, что включает этапы:
выполнения по меньшей мере одного в целом прямого первого надреза (6) в области первого края (9) листа (2);
выполнения по меньшей мере одного надреза (7) определенной формы в центральной части (10) листа (2), сбоку и на расстоянии относительно в целом прямого первого надреза (6);
при этом надрезы (6, 7) выполняют за счет пластической деформации материала листа (2), при этом в области надреза определенной формы термосвариваемый слой (25) частично или полностью разорван.
В одном предпочтительном варианте осуществления способ включает выполнение в целом прямого надреза (6) на первой поверхности (13) листа (2) и выполнение надреза (7) определенной формы на противоположной поверхности (12) листа (2).
В еще одном предпочтительном варианте осуществления способ включает выполнение по меньшей мере одного в целом прямого второго надреза (8) в области второго края (11) первого листа (2), напротив первого края (9), сбоку и на расстоянии относительно надреза (7) определенной формы, при этом второй надрез (8) получают за счет пластической деформации материала листа (2).
В еще одном предпочтительном варианте осуществления этапы выполнения первого в целом прямого надреза (6) и второго в целом прямого надреза (8) осуществляют одновременно.
В еще одном предпочтительном варианте осуществления этап выполнения первого в целом прямого надреза (6) и/или этап выполнения второго в целом прямого надреза (8) предшествуют этапу выполнения по меньшей мере одного надреза (7) определенной формы.
В еще одном предпочтительном варианте осуществления надрез (6, 7, 8) выполняют путем перемещения пластины (41, 42), соединенной с инструментом (51, 52) для выполнения надрезов, содержащим по меньшей мере один выступ, из первого положения, удаленного от противоположной пластины (43, 44), в предварительно определенное положение возле противоположной пластины (43, 44) с обеспечением деформации в полосе полужесткого пластикового материала, размещенной между первой пластиной (41, 42) и противоположной пластиной (43, 44).
Краткое описание графических материалов
Далее настоящее изобретение будет описано со ссылками на прилагаемые графические материалы, в которых показано несколько неограничивающих примеров вариантов осуществления, при этом:
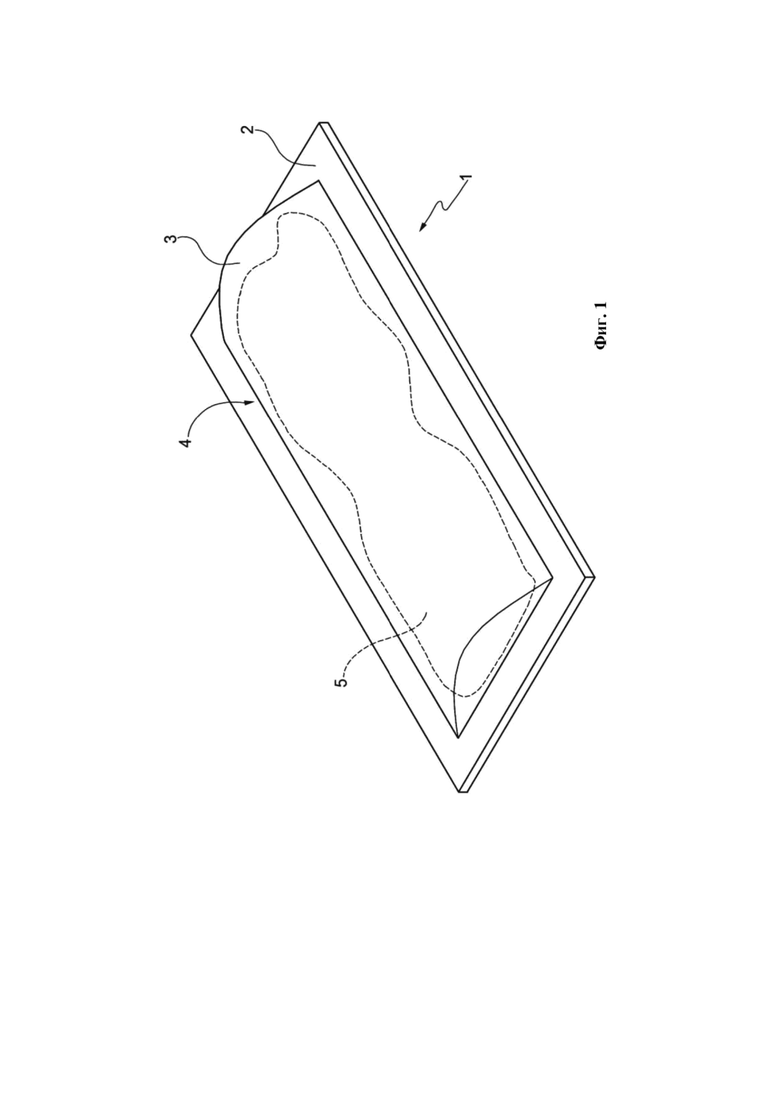
• на фиг. 1 представлено изображение в перспективе герметичной однодозовой вскрываемой переламыванием упаковки, полученной согласно настоящему изобретению;
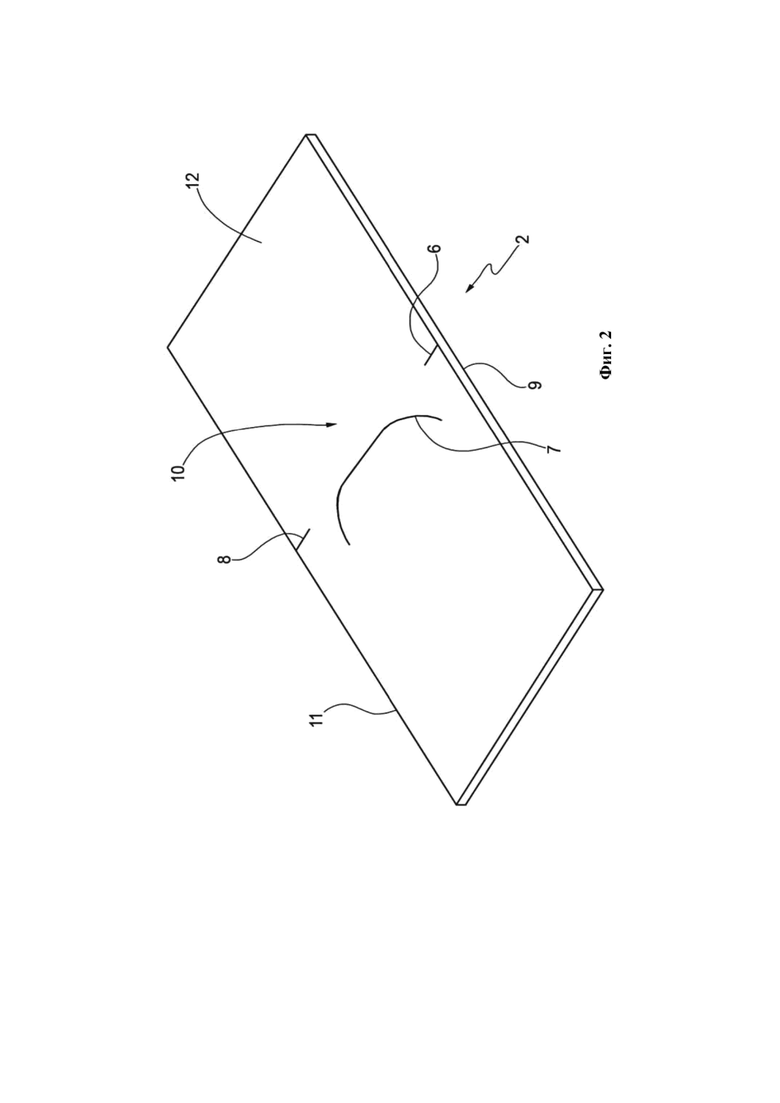
• на фиг. 2 представлено изображение в перспективе первого листа герметичной упаковки на фиг. 1 в первом варианте осуществления;
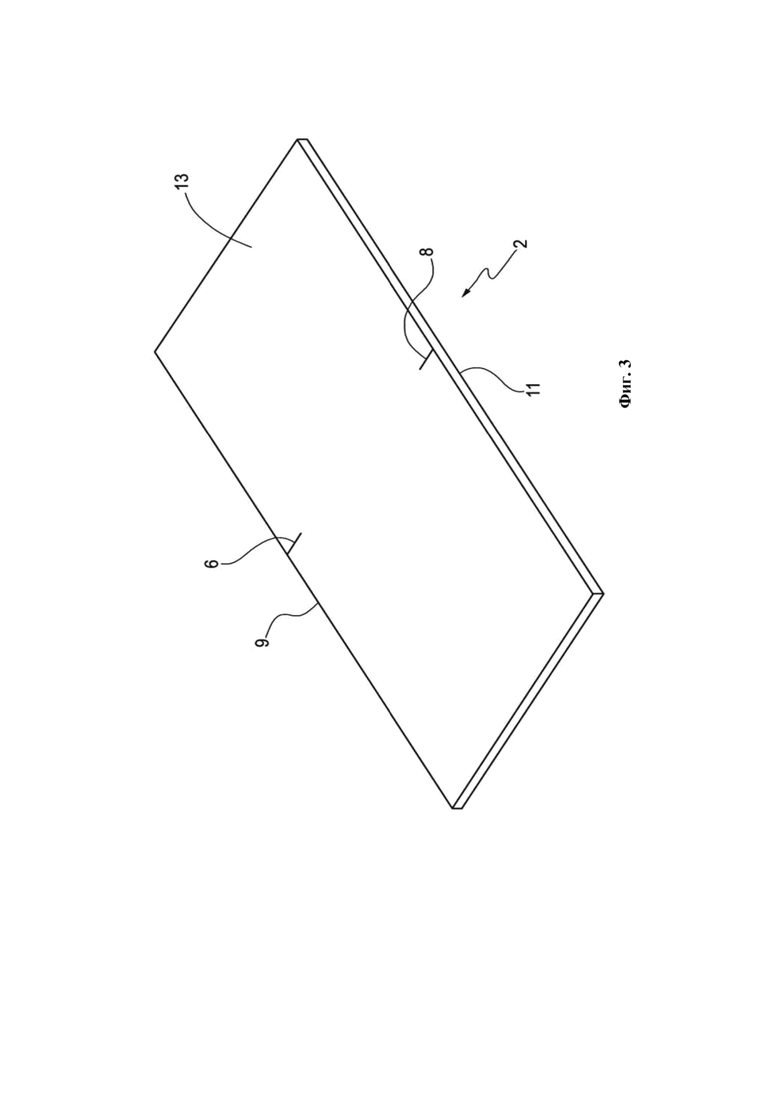
• на фиг. 3 представлено изображение в перспективе внешней поверхности первого листа герметичной упаковки на фиг. 1 во втором варианте осуществления;
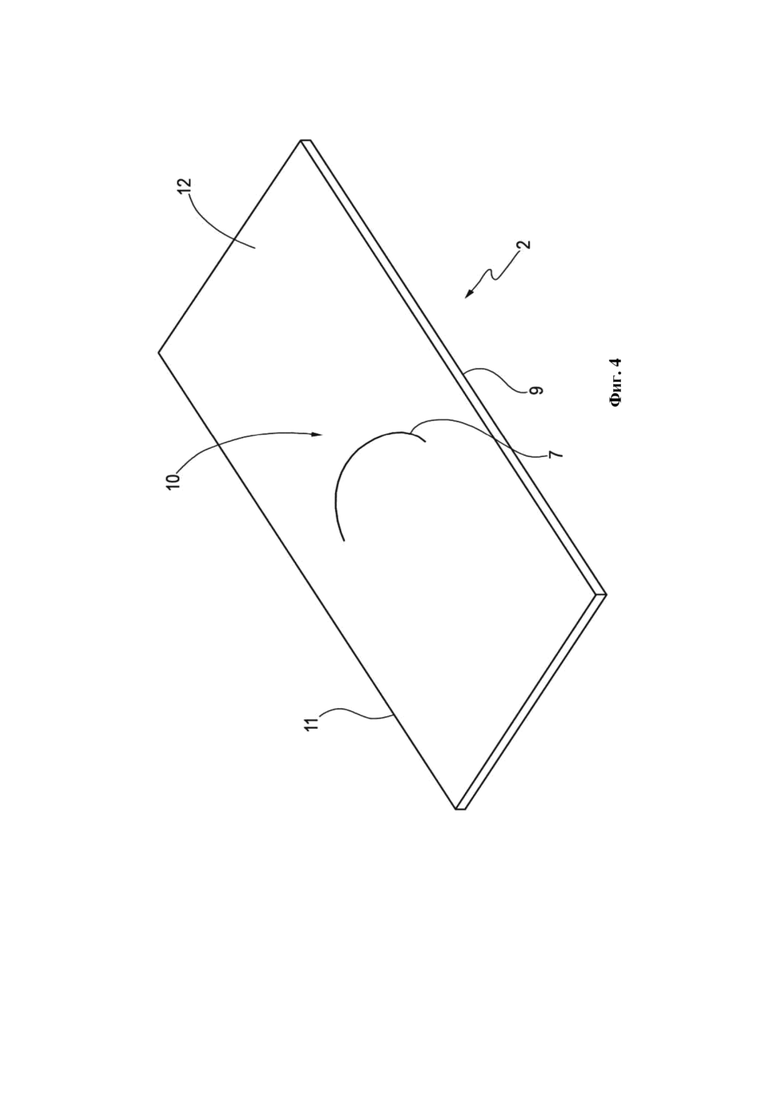
• на фиг. 4 представлено изображение в перспективе внутренней поверхности первого листа герметичной упаковки на фиг. 1 во втором варианте осуществления;
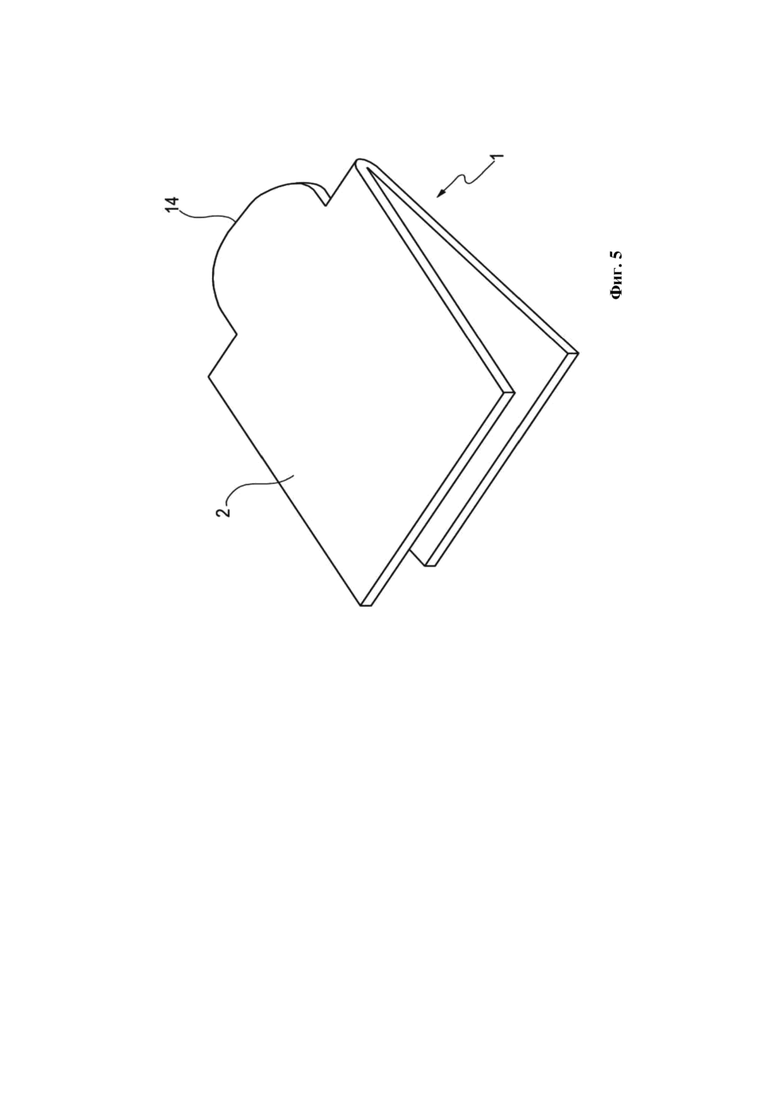
• на фиг. 5 представлено изображение в перспективе упаковки на фиг. 2 в согнутом состоянии;
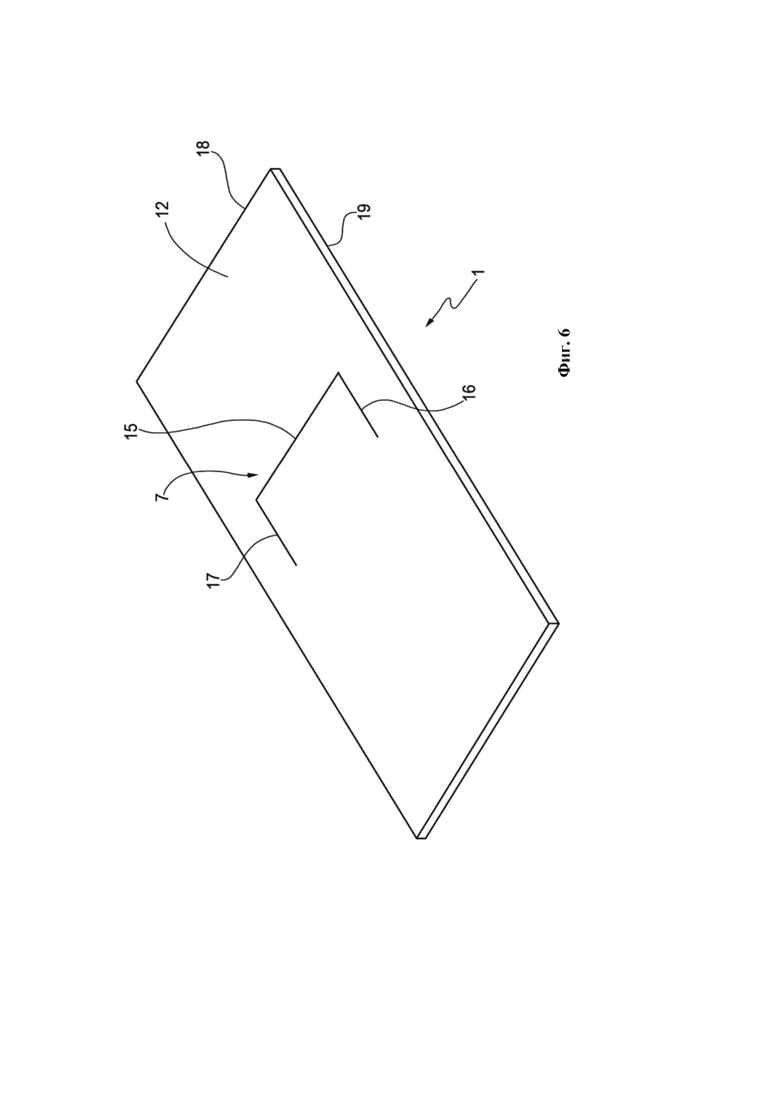
• на фиг. 6 представлено изображение в перспективе поверхности первого листа герметичной упаковки в третьем варианте осуществления;
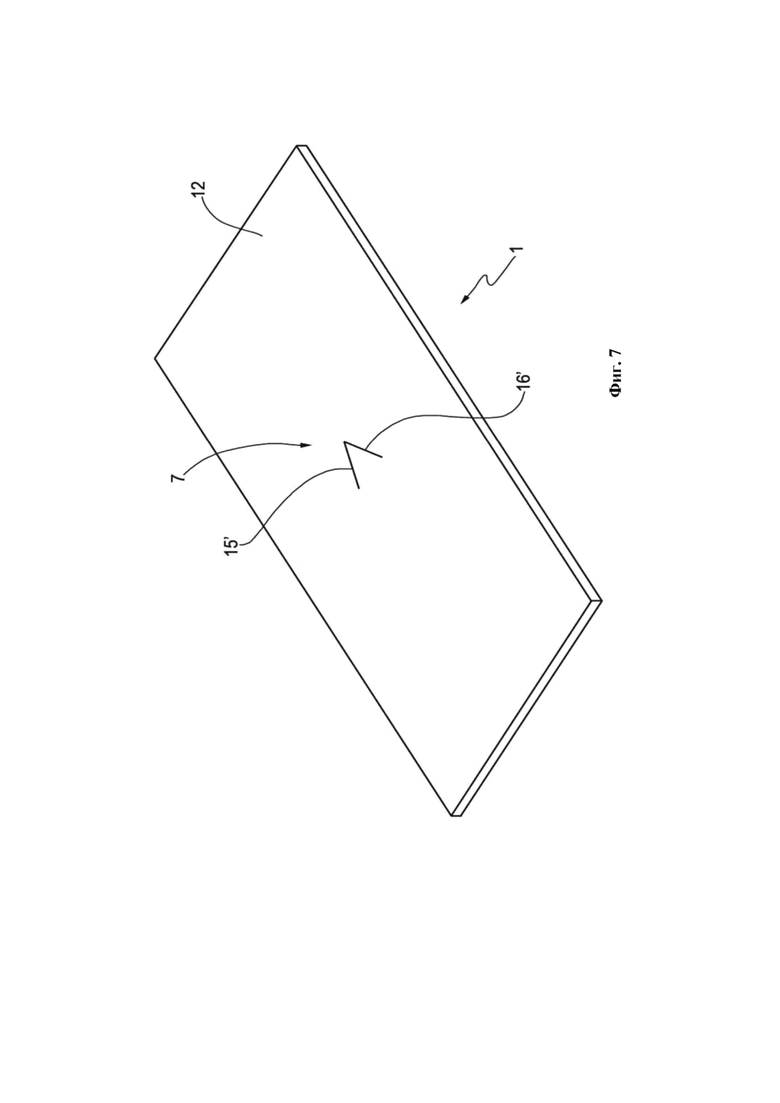
• на фиг. 7 представлено изображение в перспективе поверхности первого листа герметичной упаковки в четвертом варианте осуществления;
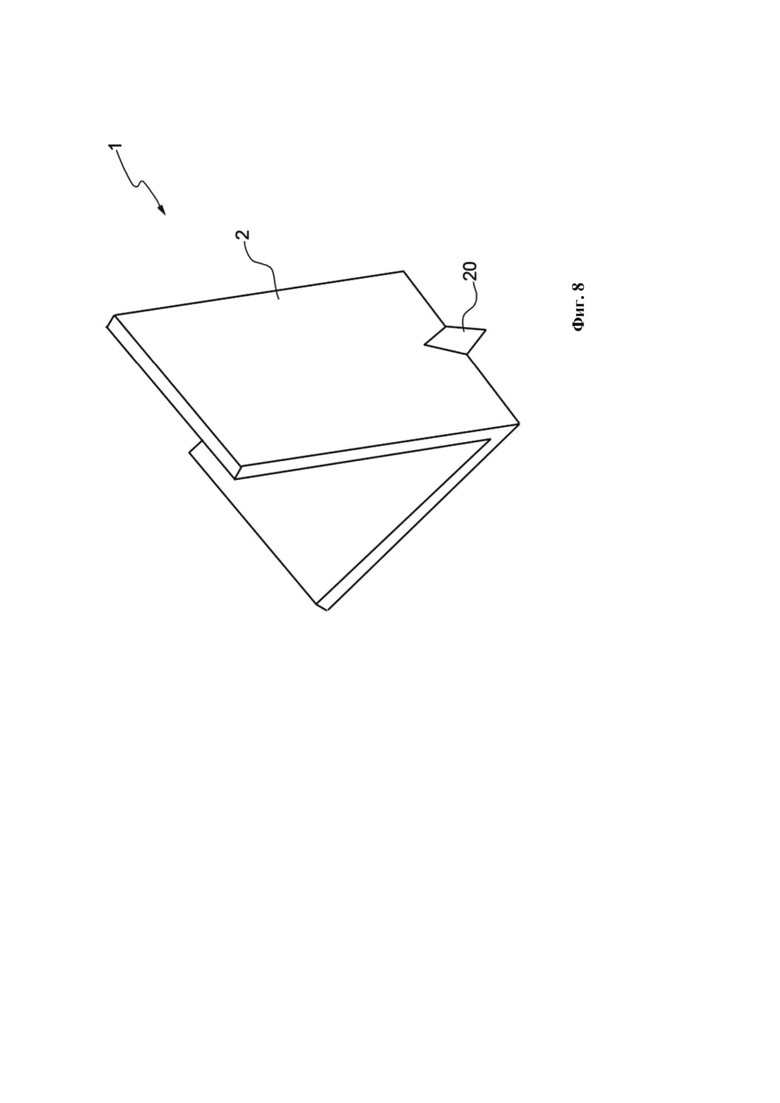
• на фиг. 8 представлено изображение в перспективе упаковки на фиг. 7 в согнутом состоянии;
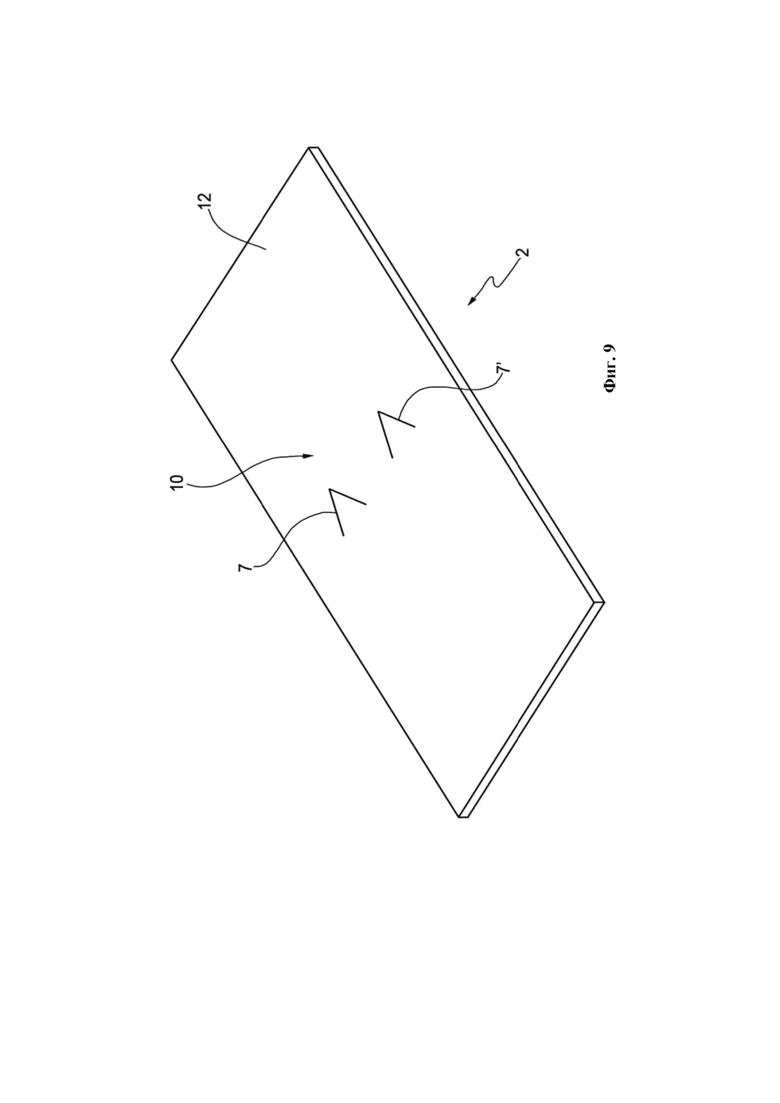
• на фиг. 9 представлено изображение в перспективе поверхности первого листа герметичной упаковки для двойной дозы;
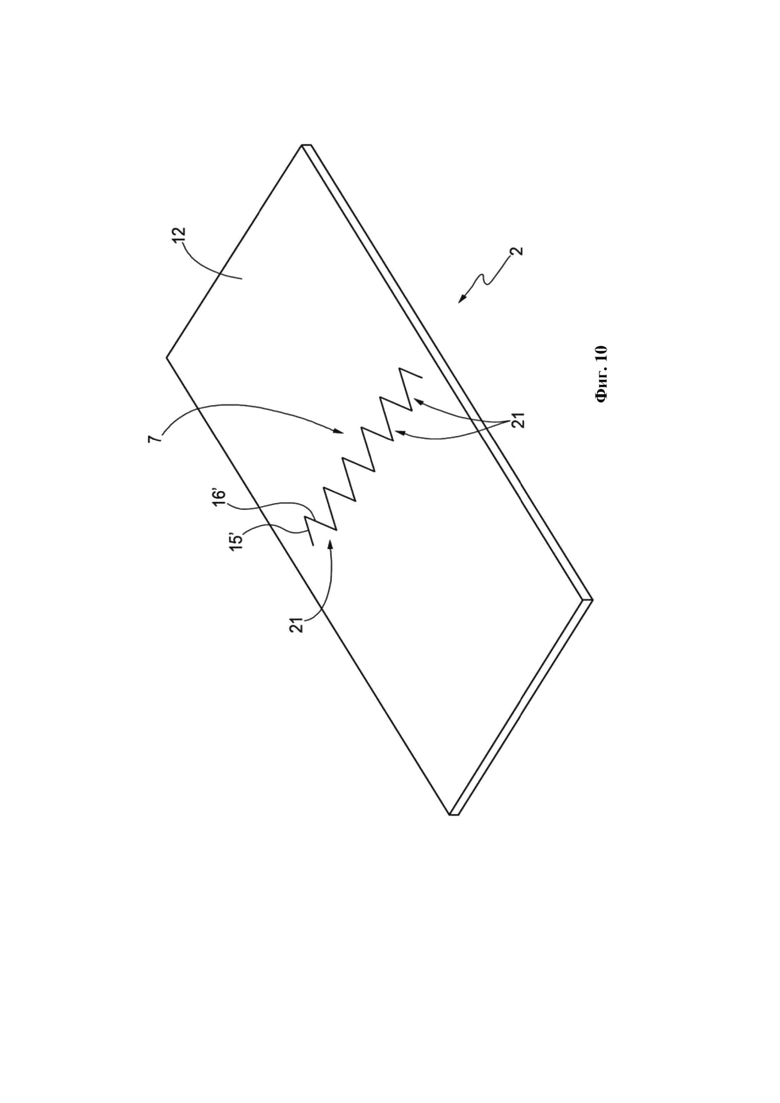
• на фиг. 10 представлено изображение в перспективе поверхности первого листа герметичной упаковки в пятом варианте осуществления;
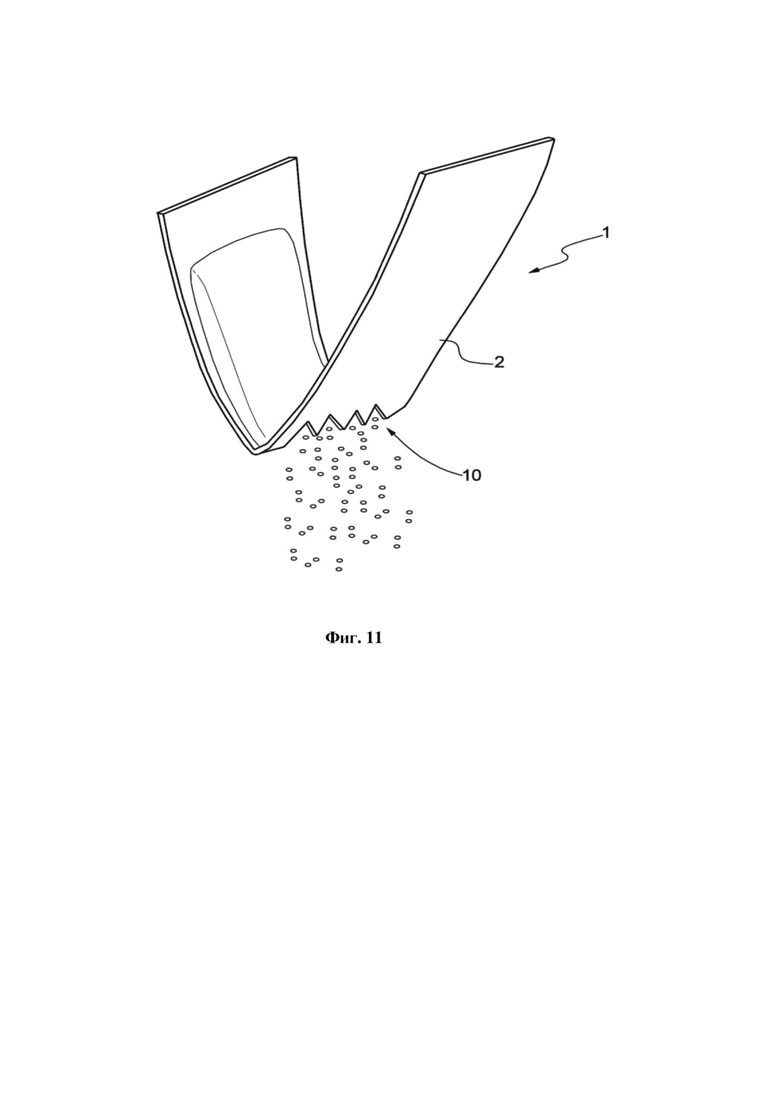
• на фиг. 11 представлен первый этап открывания упаковки на фиг. 10;
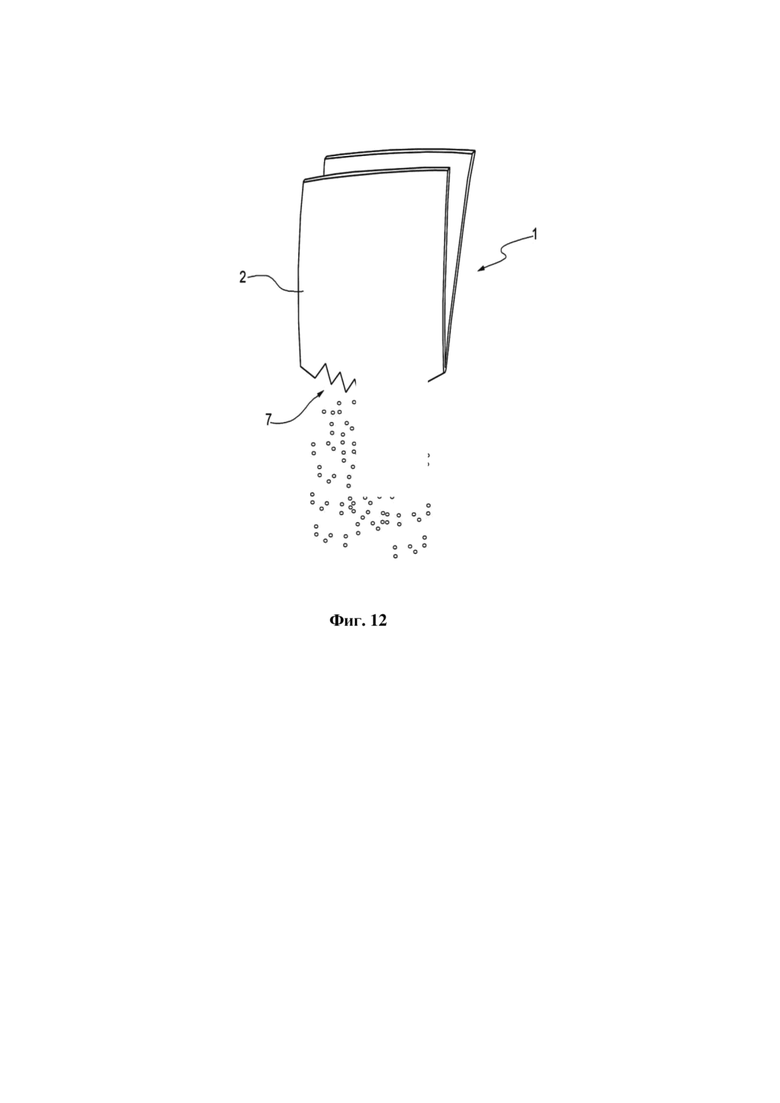
• на фиг. 12 представлен второй этап открывания упаковки на фиг. 10;
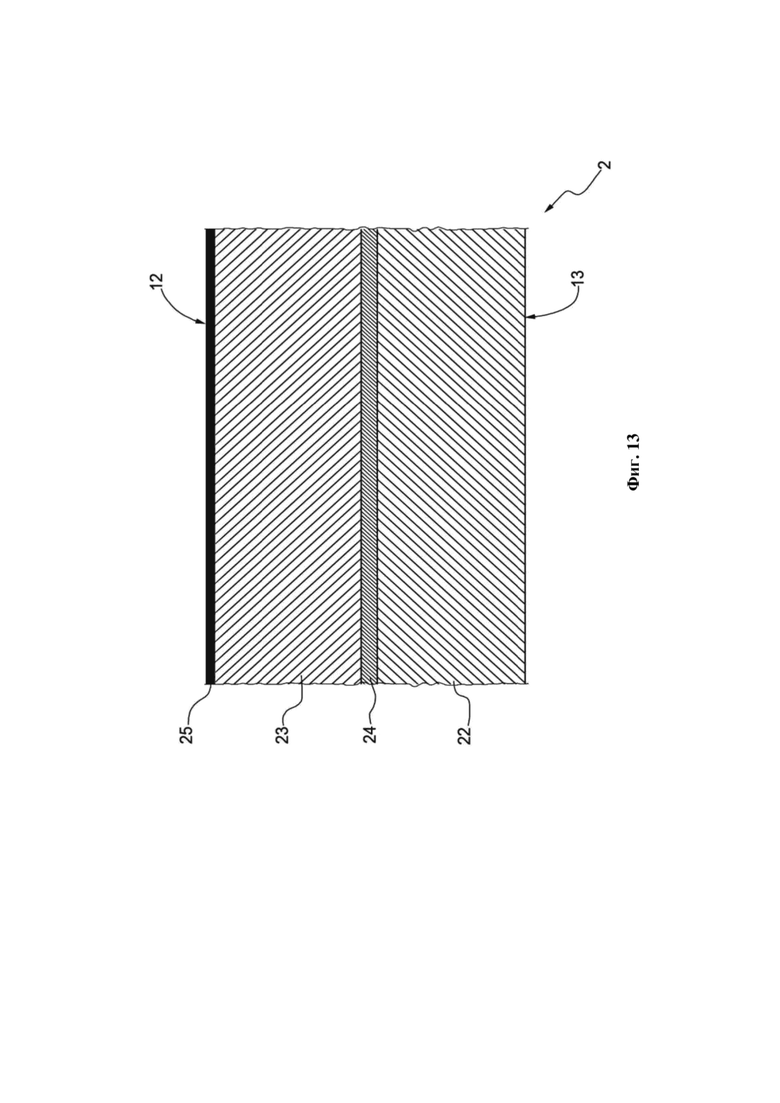
• на фиг. 13 представлено схематическое изображение в разрезе полужесткого листа, составляющего часть герметичной упаковки;
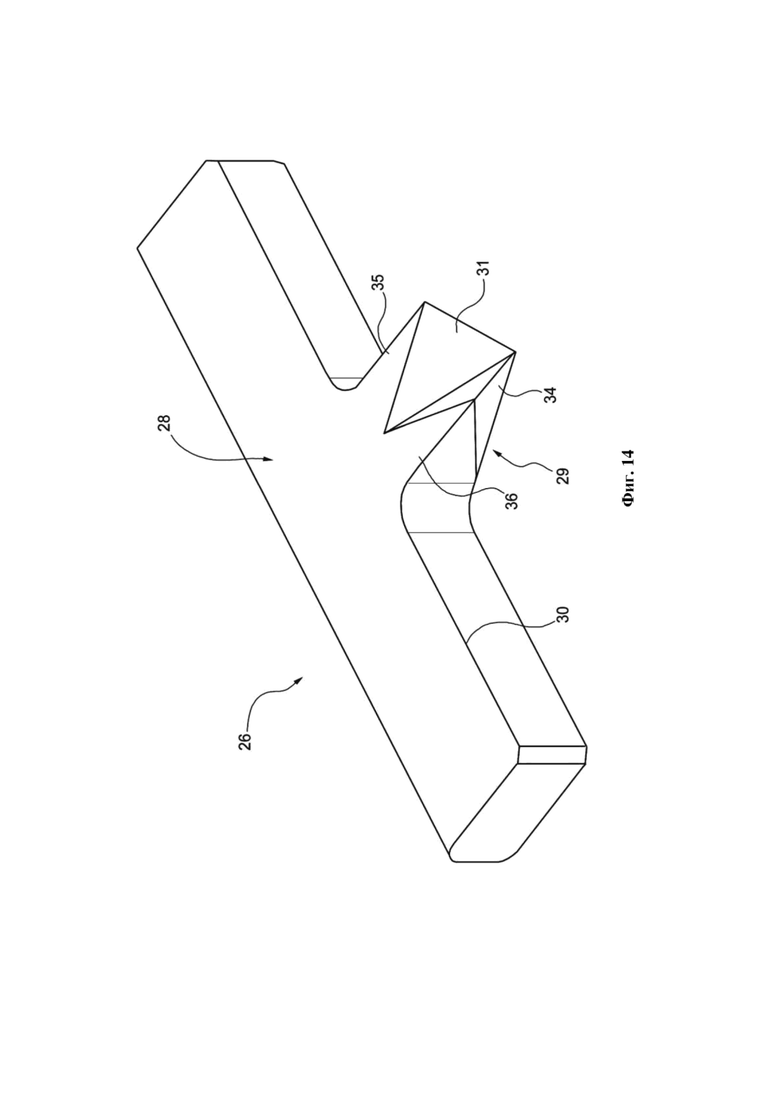
• на фиг. 14 представлено изображение в перспективе верхней части инструмента для выполнения надрезов для получения V-образного надреза определенной формы;
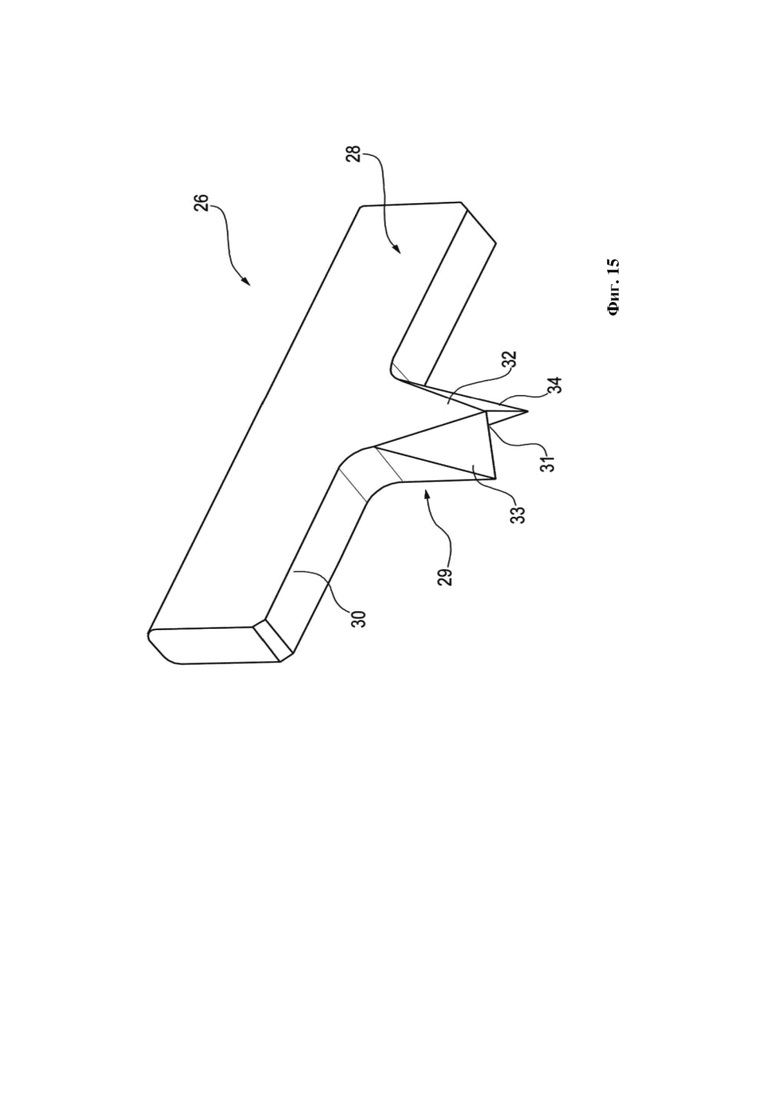
• на фиг. 15 представлено изображение в перспективе нижней части инструмента для выполнения надрезов для получения V-образного надреза определенной формы;
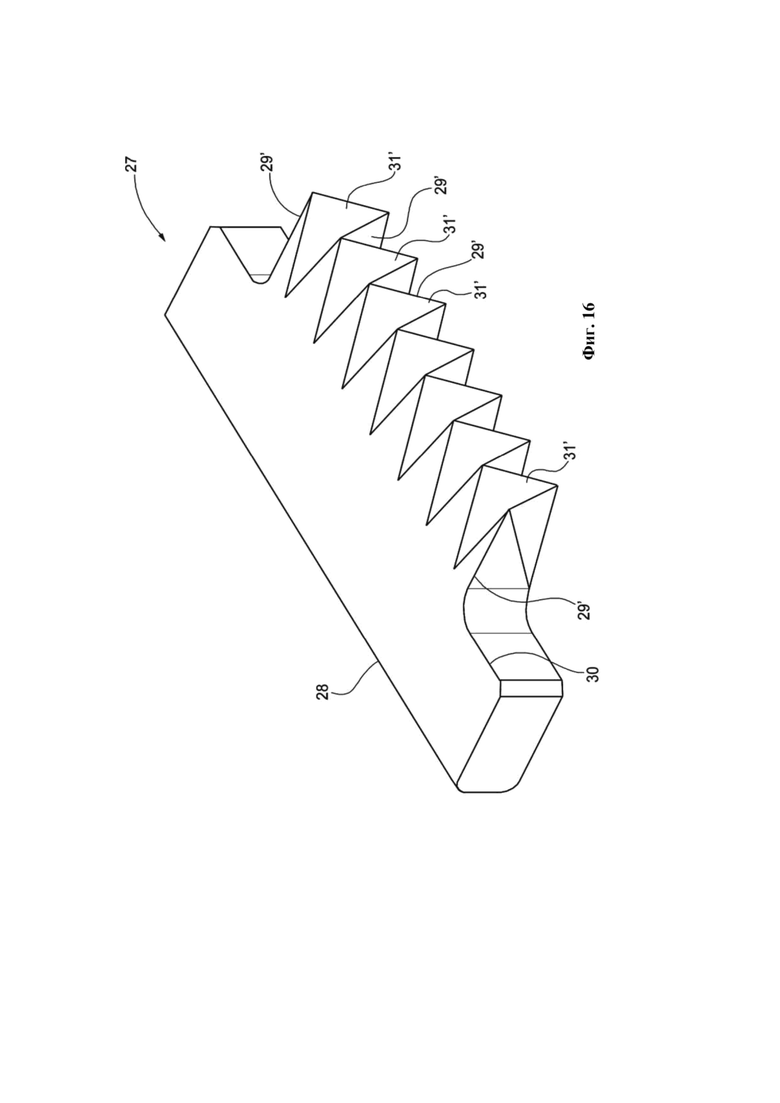
• на фиг. 16 представлено изображение в перспективе верхней части инструмента для выполнения надрезов для получения «зигзагообразного» надреза;
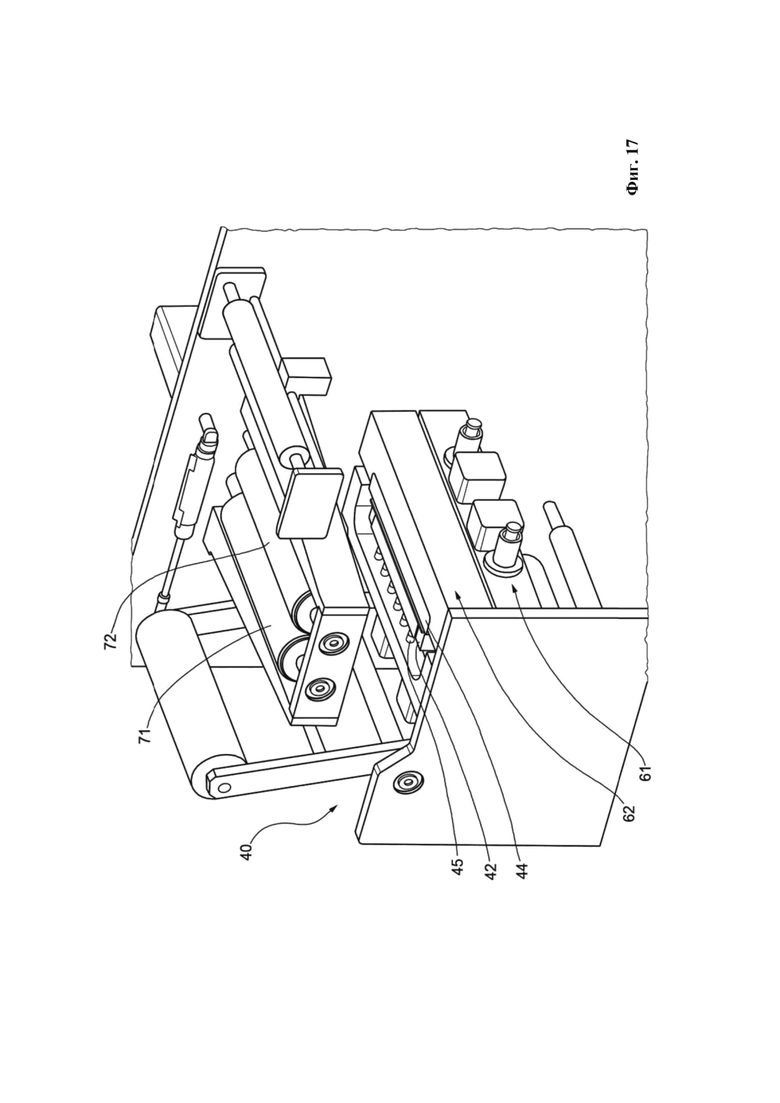
• на фиг. 17 представлено изображение в перспективе устройства для получения ослабленной области в листе в предпочтительном варианте осуществления;
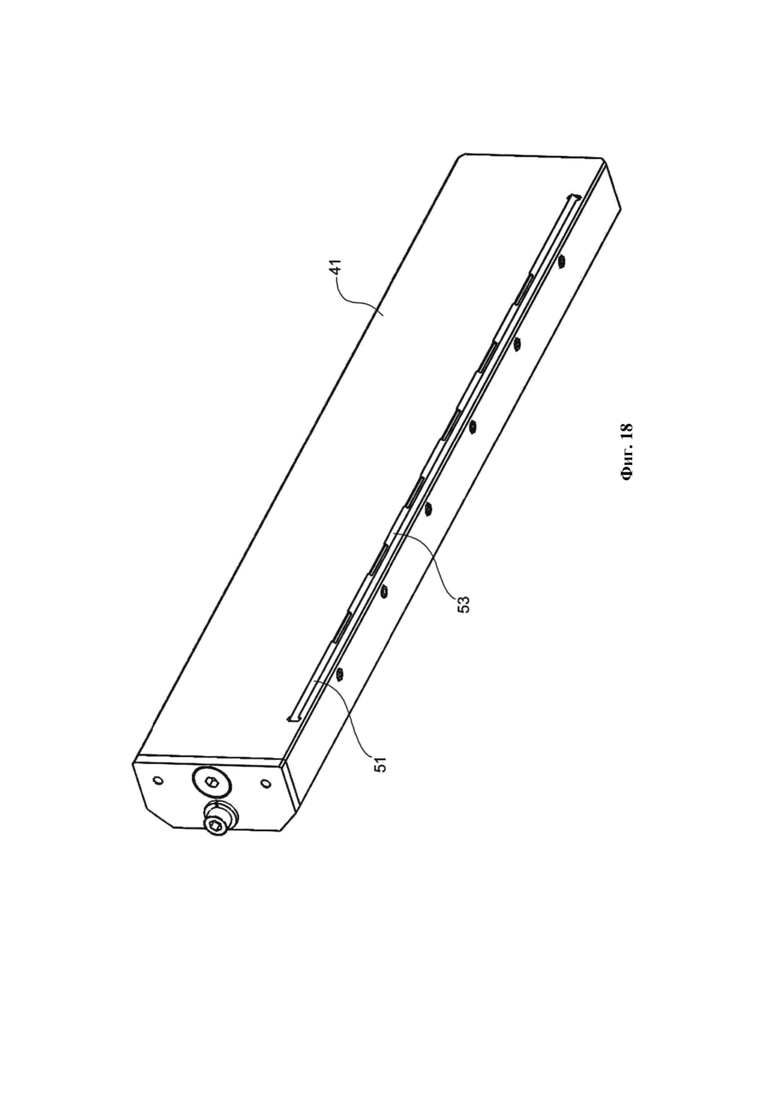
• на фиг. 18 представлено изображение в перспективе пластины, прикрепленной к инструменту для выполнения надрезов для получения прямого надреза, в предпочтительном варианте осуществления;
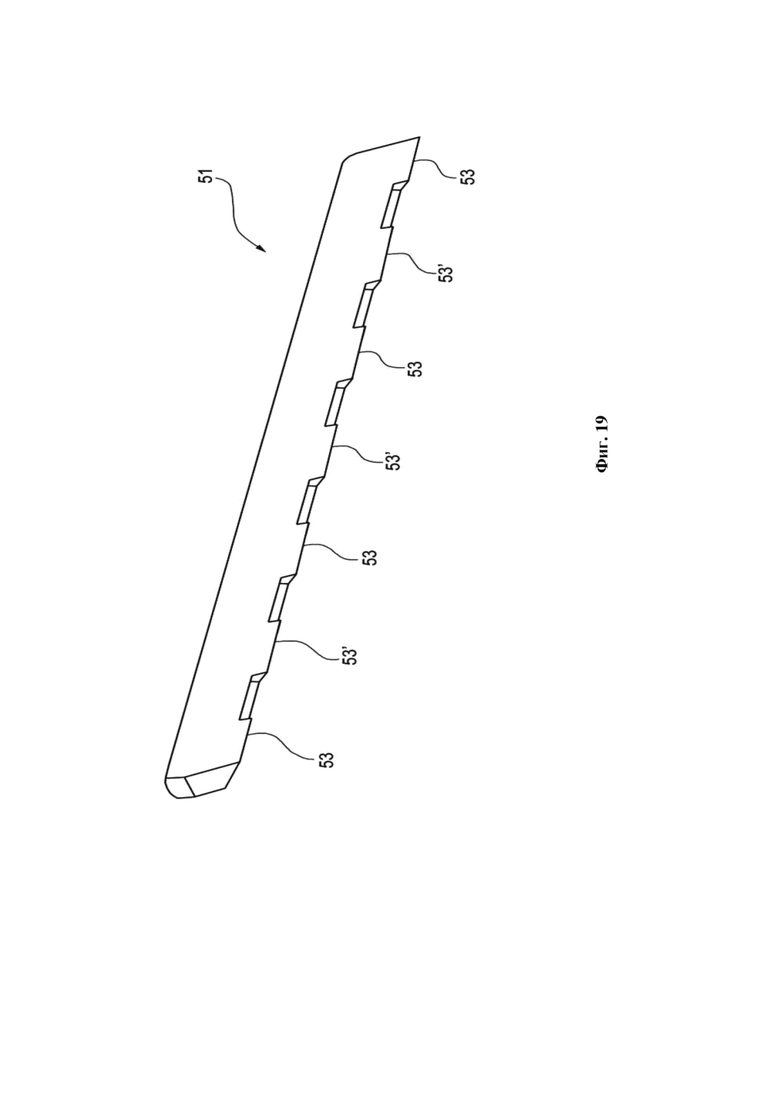
• на фиг. 19 представлено изображение в перспективе инструмента для выполнения надрезов для получения прямого надреза в предпочтительном варианте осуществления;
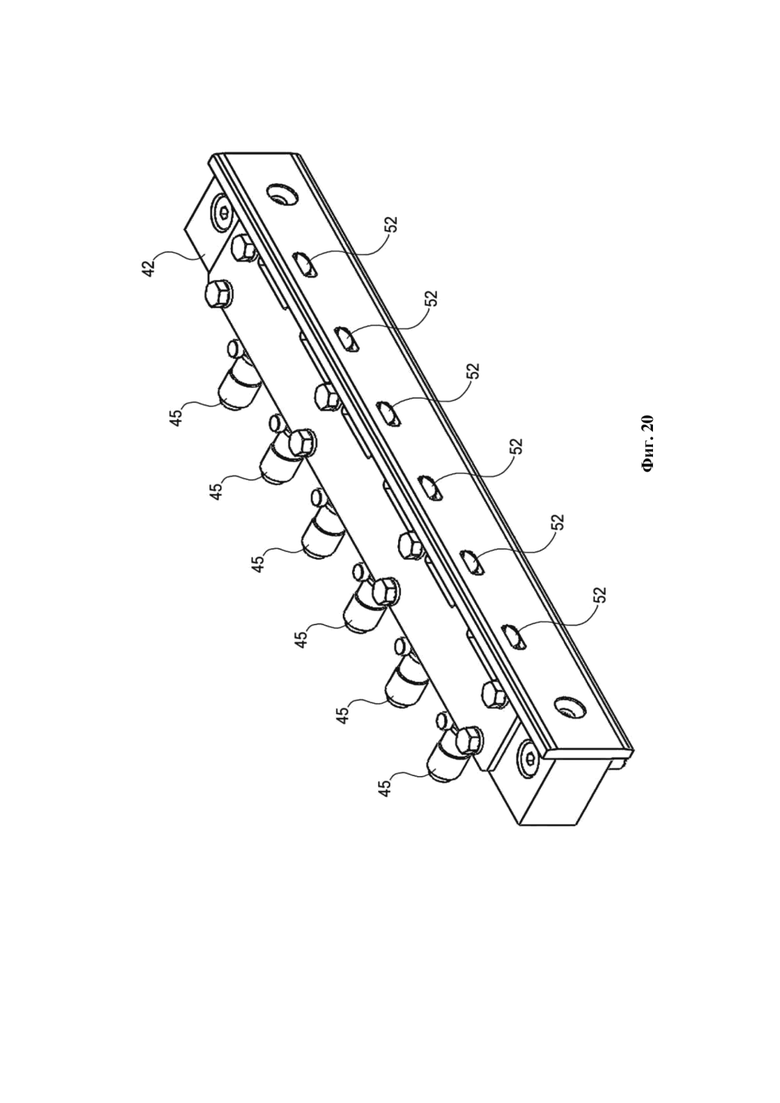
• на фиг. 20 представлено изображение в перспективе пластины, прикрепленной к инструменту для выполнения надрезов для получения надреза определенной формы, в предпочтительном варианте осуществления;
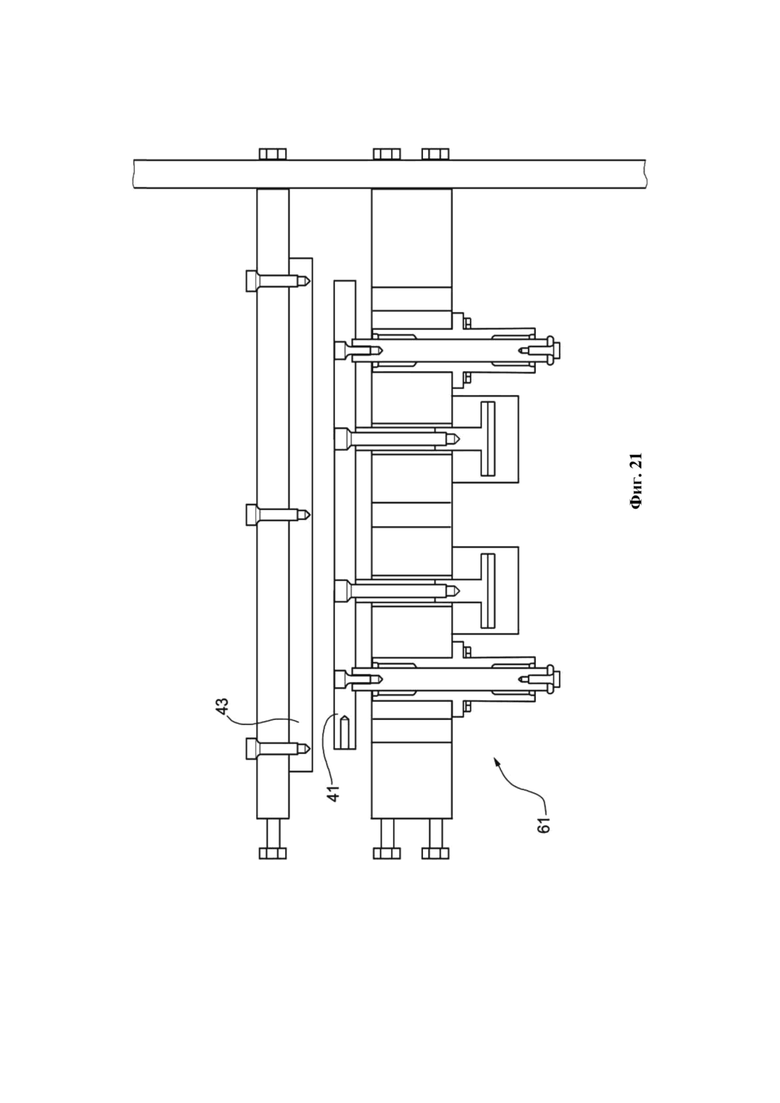
• на фиг. 21 представлено изображение сверху первой станции выполнения надреза устройства на фиг. 17;
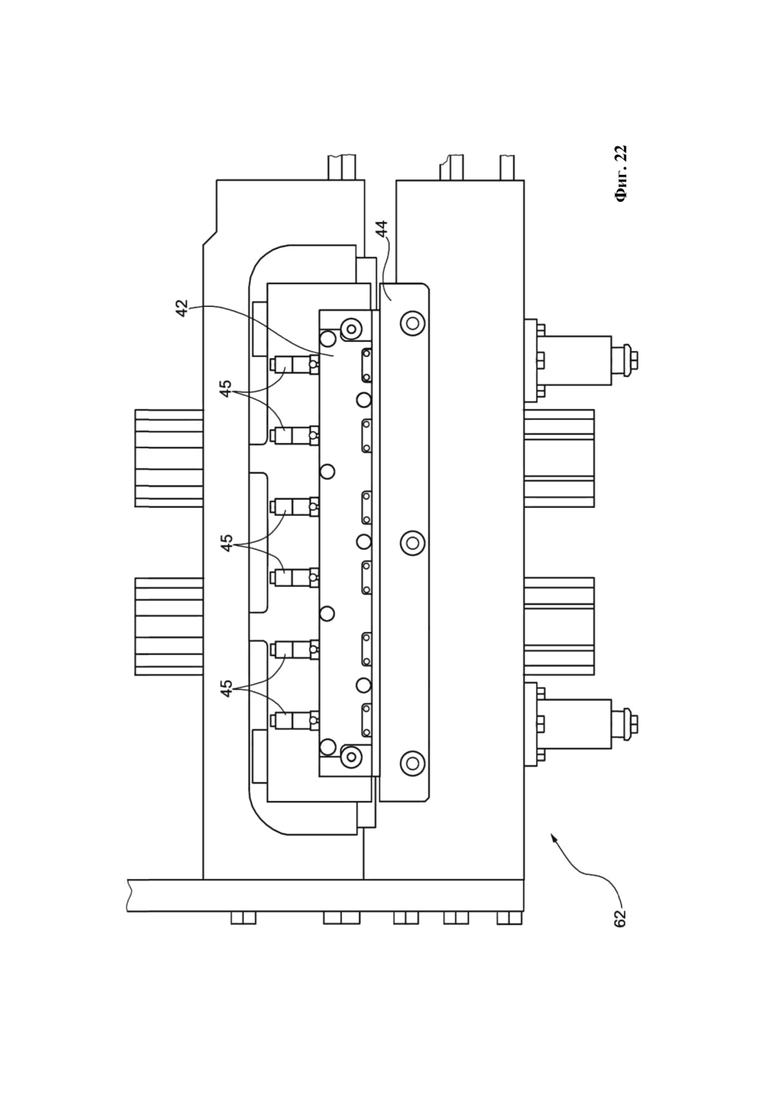
• на фиг. 22 представлено изображение сверху второй станции выполнения надреза устройства на фиг. 17.
Предпочтительные варианты осуществления изобретения
На фиг. 1 числом 1 обозначена готовая герметичная однодозовая вскрываемая переламыванием упаковка. Герметичная однодозовая упаковка 1 содержит лист 2 полужесткого пластикового материала и лист 3 гибкого пластикового материала, который установлен поверх листа 2 полужесткого пластикового материала и приварен к нему с получением (между двумя листами 2 и 3) герметичного кармана 4, который содержит дозу продукта 5.
В показанном варианте осуществления лист 2 полужесткого пластикового материала и лист 3 гибкого пластикового материала выполнены в целом прямоугольной формы. Герметичная однодозовая упаковка 1 может иметь любую другую форму: круглую, эллиптическую, форму «бутылки», ромбовидную, пятиугольную, шестиугольную, треугольную, квадратную, форму «кости». Лист 2 полужесткого пластикового материала и лист 3 гибкого пластикового материала являются в целом плоскими. Лист 2 полужесткого пластикового материала получен из полосы полужесткого пластикового материала. Полоса полужесткого пластикового материала предпочтительно имеет толщину от приблизительно 200 микрон до приблизительно 500 микрон, в частности от приблизительно 200 микрон до приблизительно 450 микрон.
На фиг. 2 показан один вариант осуществления настоящего изобретения.
Согласно изобретению первый лист 2 упаковки 1 содержит по меньшей мере один в целом прямой надрез 6 в предварительно ослабленной области, расположенный в области первого края 9 первого листа 2, и по меньшей мере один надрез 7 определенной формы, расположенный в центральной части 10 первого листа 2, сбоку и на расстоянии относительно в целом прямого первого надреза 6.
В частности, первый прямой надрез 6 начинается на первом краю 9 и проходит в направлении центра упаковки 1. Первый прямой надрез 6 является в целом перпендикулярным первому краю 9 упаковки 1.
Надрезы 6, 7 предназначены для направления, по сгибу в герметичной упаковке 1, контролируемого переламывания первого листа 2 для обеспечения образования выпускного отверстия для самостоятельного выхода продукта 5 через первый лист 2.
Предпочтительно упаковка 1 содержит по меньшей мере один в целом прямой второй надрез 8, расположенный в области второго края 11 первого листа 2, напротив первого края 9, сбоку и на расстоянии относительно надреза 7 определенной формы.
В частности, второй прямой надрез 8 начинается на втором краю 11 и проходит в направлении центра упаковки 1. Второй прямой надрез 8 является в целом перпендикулярным второму краю 11 упаковки 1.
В частности, два боковых надреза 6, 8 состоят из двух соответствующих прямых сегментов, которые идентичны по размеру и выровнены относительно друг друга. Два боковых надреза 6, 8 не соединены с центральным надрезом 7 определенной формы, а образованы из сегментов, расположенных на расстоянии от него. Другими словами, остальная часть листа 2 полужесткого пластикового материала находится между двумя прямыми боковыми надрезами 6, 8 и центральным надрезом 7 определенной формы.
Надрез 7 определенной формы не представляет собой сквозной надрез, то есть он не проходит сквозь первый лист 2 полужесткого пластикового материала. В частности, надрез 7 получен за счет пластической деформации полужесткого пластикового материала, из которого состоит первый лист 2.
Предпочтительно прямой надрез 6 и/или прямой надрез 8 не представляют собой сквозной надрез, то есть не проходят сквозь первый лист 2 полужесткого пластикового материала. В частности, прямой надрез 6 и/или прямой надрез 8 получены за счет пластической деформации полужесткого пластикового материала, из которого состоит первый лист 2.
В показанном варианте осуществления надрезы 6, 7, 8 не представляют собой сквозные надрезы, то есть они не проходят сквозь первый лист 2 полужесткого пластикового материала.
В варианте осуществления, показанном на фиг. 2, первый лист 2 содержит центральный надрез 7, имеющий форму кривой линии, первый прямой надрез 6 на первом крае 9 и второй прямой надрез 8 на противоположном крае 11.
В первом варианте осуществления центральный надрез 7 и боковой надрез 6 выполнены на одной и той же поверхности листа 2 полужесткого пластикового материала, предпочтительно на внутренней поверхности 12, обращенной к карману 4, как показано на фиг. 2.
В одном предпочтительном варианте осуществления центральный надрез 7 определенной формы получен на внутренней поверхности 12 (а именно на той, которая обращена к карману 4) листа 2 полужесткого пластикового материала, тогда как прямой боковой надрез 6 получен на внешней поверхности 13 (а именно на той, которая обращена от кармана 4) листа 2 полужесткого пластикового материала.
В варианте осуществления, показанном на фиг. 3 и 4, центральный надрез 7 определенной формы получен на внутренней поверхности 12 листа 2 полужесткого пластикового материала, тогда как прямые надрезы 6, 8 получены на внешней поверхности 13 листа 2 полужесткого пластикового материала.
При использовании, чтобы открыть герметичную однодозовую упаковку 1, пользователь должен держать саму упаковку 1 пальцами одной руки и гнуть ее буквой «V» (как показано на фиг. 5) в области боковых надрезов 6, 8 до переламывания листа полужесткого пластикового материала 2 в области центрального надреза 7. При переламывании листа 2 полужесткого пластикового материала в области центрального надреза 7 часть, ограниченная кривой, отделяется от полужесткого листа с образованием выступа 14, имеющего в целом форму дуги окружности или полуэллиптическую форму, в области выпуска продукта. Тогда продукт 5 может быть просто и гигиенично выпущен из герметичной однодозовой упаковки 1.
Согласно изображениям на фиг. 6-9 центральный надрез 7 проходит вдоль одной ломаной или зигзагообразной линии, то есть линии, состоящей из по меньшей мере двух направленных последовательных и невыровненных сегментов 15, 16 (то есть так, что второй конец одного сегмента совпадает с первым концом следующего сегмента).
В варианте осуществления на фиг. 6 центральный надрез 7 определенной формы состоит из основного сегмента 15, который является в целом параллельным меньшей стороне 18 прямоугольной упаковки 1, и двух сегментов 16, 17, которые являются в целом параллельными друг другу и в целом перпендикулярными основному сегменту 15 и большей стороне 19 прямоугольной упаковки 1. В таком варианте осуществления при открывании упаковки 1 часть, ограниченная сегментами 15, 16, 17, отделяется от полужесткого листа 2 с образованием в целом прямоугольного выступа в области выпуска продукта.
Упаковки, показанные на фиг. 2-6, особенно подходят для плотных текучих продуктов, таких как кремы и клеи, поскольку после открывания выступ позволяет распределить продукт по поверхности.
В вариантах осуществления, показанных на фиг. 7-9, надрез 7 определенной формы содержит по меньшей мере два наклонных сегмента 15', 16', расположенные симметрично относительно центра листа 2 и соединенные друг с другом на одном конце с образованием двух противоположных сторон треугольника, в частности равнобедренного треугольника.
В варианте осуществления на фиг. 7 два наклонных сегмента 15', 16' образуют две противоположные стороны равнобедренного треугольника. В этом варианте осуществления при открывании упаковки 1 часть, ограниченная сегментами 15, 16, отделяется от полужесткого листа 2 с образованием в целом треугольного выступа 20 в области выпуска продукта (фиг. 8). Эта конфигурация особенно подходит для жидких продуктов, которые должны быть распределены в каплях, поскольку треугольный выступ 21 позволяет выпускать жидкость за счет ее скольжения вдоль треугольника к вершине, откуда она отделяется с образованием капли.
В одном варианте осуществления V-образный надрез определенной формы выполнен без выполнения боковых надрезов, хотя это все равно позволяет распределять продукт в каплях. Таким образом, получена герметичная однодозовая вскрываемая переламыванием упаковка, которая содержит первый лист 2 полужесткого пластикового материала; второй лист 3 гибкого пластикового материала, установленный поверх первого листа 2 полужесткого пластикового материала и приваренный к нему с получением герметичного кармана 4, который содержит дозу продукта 5; при этом первый лист 2 полужесткого пластикового материала содержит по меньшей мере один надрез 7 определенной формы, который расположен в центральной части 10 первого листа 2 и содержит по меньшей мере два наклонных сегмента 15', 16', расположенные симметрично относительно центра листа 2 и соединенные друг с другом на одном конце с образованием двух противоположных сторон треугольника.
На фиг. 9 показан вариант осуществления упаковки для двойной дозы, при этом получены два кармана. Такая упаковка подходит для двухкомпонентных продуктов, которые получают путем смешивания после открывания. В этих упаковках два центральных надреза 7, Т определенной формы выполнены на расстоянии друг от друга. Центральный надрез может быть разной формы, например V-образной, полуэллиптической или прямоугольной.
В варианте осуществления на фиг. 10 надрез 7 определенной формы содержит несколько смежных пар 22 наклонных сегментов 15', 16', при этом сегменты 15', 16' в каждой паре 22 расположены симметрично друг другу и соединены друг с другом на одном конце с образованием двух противоположных сторон треугольника. Другими словами, пары 22 наклонных сегментов 15', 16' образуют «зигзагообразный» профиль, который проходит в центральную часть 10 упаковки.
В этом варианте осуществления упаковка 1 может быть открыта в два этапа. На первом этапе упаковка 1 сгибается вдоль двух прямых боковых сегментов 6, 8 так, что центральный надрез 7 раскрывается с представлением ряда смежных треугольников, из которых продукт медленно выходит (фиг. 11). На втором этапе за счет перпендикулярного воздействия относительно прямых боковых сегментов 6, 8 выполняется полное открывание в области центрального надреза 7 так, что продукт выходит полностью (фиг. 12). Эта конфигурация особенно подходит для гранулированных или порошковых продуктов, поскольку она позволяет выпускать продукт на первом этапе и, при необходимости, позволяет полностью опорожнять упаковку на втором этапе.
Размеры снабженных надрезами частей варьируются согласно размерам упаковки и/или количеству и плотности продукта, который она содержит.
В одном варианте осуществления «зигзагообразный» надрез выполнен без получения боковых надрезов, хотя это все равно позволяет контролируемо распределять продукт.
Предпочтительно надрез 7 определенной формы вдоль своей длины имеет в целом постоянную глубину (без учета обязательных проектировочных допусков).
Предпочтительно первый прямой надрез 6 и/или второй прямой надрез 8 вдоль своей длины имеют в целом постоянную глубину (без учета обязательных проектировочных допусков).
Предпочтительно глубина надреза 7 определенной формы больше, чем глубина первого прямого надреза 6 или второго прямого надреза 8.
Предпочтительно глубина первого прямого надреза 6 и/или второго прямого надреза 8 составляет приблизительно 1/3 толщины первого листа 2. Предпочтительно глубина надреза 7 определенной формы составляет приблизительно 2/3 толщины первого листа 2.
В еще одном предпочтительном варианте осуществления глубина надреза 7 определенной формы больше или равна 70% толщины первого листа 2 полужесткого пластикового материала. Надрез 7 определенной формы не представляет собой сквозной надрез, то есть он не проходит сквозь первый лист 2 полужесткого пластикового материала.
Глубина первого надреза определенной формы 6 и/или второго прямого надреза 8 меньше или равна 40% толщины первого листа 2 полужесткого пластикового материала. В частности, глубина первого надреза определенной формы 6 и/или второго прямого надреза 8 составляет от 20% до 40% толщины первого листа 2 полужесткого пластикового материала.
Первый лист 2 полужесткого пластикового материала получен из одной полосы материала. Полоса материала, из которой получен лист 2, предпочтительно получена из слоистого материала.
Слоистый материал содержит по меньшей мере один опорный слой 22, один термосвариваемый слой 25 и один изолирующий слой 24, расположенный между опорным слоем 22 и термосвариваемым слоем 25. Изолирующий, или барьерный, слой 24 предназначен для обеспечения непроницаемости для воздуха и/или света. В листе 2, который является частью упаковки 1, опорный слой 22 расположен снаружи (а именно на стороне, противоположной карману 4 на внешней поверхности 13), а термосвариваемый слой 25 расположен внутри (а именно на той же стороне, что и карман 4 на внутренней поверхности 12).
Как представлено в качестве примера в варианте осуществления, показанном на фиг. 13, лист 2 полужесткого пластикового материала представляет собой слоистый материал и содержит опорный слой 22, расположенный снаружи (а именно на стороне, противоположной карману 4 на внешней поверхности 13), и опорный слой 23 расположенный внутри (а именно на той же стороне, что и карман 4 на внутренней поверхности 12). Между двумя опорными слоями 22 и 23 предусмотрен изолирующий, или барьерный, слой 24, предназначенный для обеспечения непроницаемости для воздуха и/или света; другими словами, барьерный слой 24 размещен между двумя опорными слоями 22 и 23 и отделяет опорные слои 22 и 23 друг от друга. Предпочтительно опорный слой 23 выполнен в термосвариваемом слое 25, который расположен внутри (а именно на той же стороне, что и карман 4, и в контакте с листом 3 гибкого пластикового материала для осуществления термосваривания вместе с самим листом 3 гибкого пластикового материала).
Согласно некоторым вариантам осуществления, показанным на прилагаемых фигурах, два опорных слоя 22 и 23 могут иметь одинаковую толщину; однако согласно другим вариантам осуществления два опорных слоя 22 и 23 могут иметь разную толщину, то есть толщина опорного слоя 22 может отличаться от толщины опорного слоя 23.
В качестве неограничивающего примера лист 2 полужесткого пластикового материала может быть состоящим из: опорного слоя 22 из белого полистирола (PS) с толщиной от 100 микрон до 200 микрон (±10%); барьерного слоя 24 из EVOH или диалюминия с толщиной 10 микрон (±10%); опорного слоя 23 из белого полистирола (PS) с толщиной от 100 микрон до 200 микрон (±10%); и термосвариваемого слоя 25 из полиэтилена (РЕ) с толщиной 50 микрон (±10%). В качестве альтернативы опорные слои 22 и 23 могут быть получены из предпочтительно двухосноориентированной полимолочной кислоты (PLA) и/или термосвариваемый слой 25 может быть получен из полипропилена (РР). Полимолочная кислота (PLA) является в целом термосвариваемой, и, следовательно, если опорные слои 22 и 23 получены из полимолочной кислоты (PLA), термосвариваемый слой 25 может отсутствовать, поскольку лист 3 гибкого пластикового материала может быть непосредственно термосвариваемым в отношении опорного слоя 23 из полимолочной кислоты (PLA). Кроме того, когда для получения опорных слоев 22 и 23 используется полимолочная кислота (PLA) или полипропилен (РР), толщина опорных слоев 22 и 23 может быть уменьшена, поскольку полимолочная кислота (PLA) и полипропилен (РР) делают возможным получение довольно жестких опорных слоев 22 и 23 даже там, где они умеренной толщины. Например, когда опорные слои 22 и 23 получены из полистирола (PS), общая толщина опорных слоев 22 и 23 должна быть больше чем 350 380 микрон, при том, что когда опорные слои 22 и 23 получены из полимолочной кислоты (PLA) или полипропилена (РР), общая толщина опорных слоев 22 и 23 может быть всего лишь 200 микрон.
Согласно другому варианту осуществления (не показан) лист 2 полужесткого пластикового материала не содержит опорный слой 23 (то есть барьерный слой 24 находится в непосредственном контакте с термосвариваемым слоем 25). Опорный слой 22 имеет двойную толщину (то есть опорный слой 23 «встроен» в опорный слой 22).
Прямые надрезы 6, 8, полученные на внешней поверхности 13 листа 2 полужесткого пластикового материала, предпочтительно получены путем локального деформирования листа 2 полужесткого пластикового материала и, в частности, опорного слоя 22 листа 2 полужесткого пластикового материала. Предпочтительно прямые надрезы 6, 8 заканчиваются перед барьерным слоем 24 и поэтому не влияют на сам барьерный слой 24.
Надрез 7 определенной формы, полученный на внутренней поверхности 12 листа 2 полужесткого пластикового материала, предпочтительно получен путем локального деформирования листа 2 полужесткого пластикового материала и, в частности, опорного слоя 23 листа 2 полужесткого пластикового материала. Предпочтительно надрез 7 определенной формы заканчивается перед барьерным слоем 24 и поэтому не влияет на сам барьерный слой 24.
В области центрального надреза 7 определенной формы термосвариваемый слой 25 может быть деформирован или разорван (частично или полностью); в любом случае в области надреза 7 определенной формы, полученного на внутренней поверхности 12, между листом 2 полужесткого пластикового материала и листом 3 гибкого пластикового материала нет какого-либо шва, и, следовательно, любое локальное повреждение термосвариваемого слоя 25 не имеет каких-либо последствий.
В некоторых вариантах осуществления барьерный слой 24 может быть размещен между двумя опорными слоями 22 и 23 для получения барьера для продукта, содержащегося в герметичном кармане 4. В некоторых вариантах осуществления надрезы 6, 7, 8 не могут влиять на барьерный слой 24. В некоторых вариантах осуществления барьерный слой 24 может иметь достаточную толщину или прочность, позволяющие надрезам частично проходить в них, если при этом барьерный слой 24 способен продолжать выполнять свою функцию как барьера. Целостность барьерного слоя 24 листа 2 полужесткого пластикового материала в некоторых вариантах осуществления обеспечивает барьер и, следовательно, герметичность в отношении содержимого герметичного кармана 4 также и в области надрезов 6, 7, 8, и, следовательно, герметичный карман 4 также подходит для размещения в нем скоропортящихся продуктов и/или продуктов с контролируемой бактериальной нагрузкой, таких как пищевые продукты, лекарства или косметика. При открывании герметичной однодозовой упаковки 1 путем формирования V-образной складки в самой герметичной однодозовой упаковке 1 все из опорных слоев 22 и 23, барьерного слоя 24 и термосвариваемого слоя 25 листа 2 из материала из полужесткого пластика должны быть переломаны в области центрального надреза.
В еще одном варианте осуществления надрез 7 определенной формы выполнен на той же стороне, что и карман 4 на внутренней поверхности 12 листа 2 полужесткого пластикового материала, так, чтобы он проходил сквозь барьерный слой 24. Надрез 7 определенной формы тогда проходит сквозь термосвариваемый слой 25, внутренний опорный слой 23, при его наличии, барьерный слой 24 и доходит до внешнего опорного слоя 22.
В одном предпочтительном варианте осуществления лист 2 полужесткого пластикового материала состоит из опорного слоя 22, барьерного слоя 24 и термосвариваемого слоя 25. Надрез 7 определенной формы проходит сквозь термосвариваемый слой 25, барьерный слой 24 и доходит до внешнего опорного слоя 22.
Опорный слой 22 предпочтительно получен из полистирола (PS), или полимолочной кислоты (PLA), или полипропилена (РР). Опорный слой 22 предпочтительно имеет толщину от приблизительно 100 микрон до приблизительно 500 микрон (±10%), в частности от приблизительно 150 микрон до приблизительно 400 микрон. Опорный слой 22 по-прежнему образует барьер, даже когда барьерный слой 24 прорезан в области надреза 7 определенной формы при получении самого надреза.
Предпочтительно глубина надреза 7 определенной формы больше или равна 70%) толщины первого листа 2 полужесткого пластикового материала. Надрез 7 определенной формы не представляет собой сквозной надрез, то есть он не проходит сквозь первый лист 2 полужесткого пластикового материала.
Первый прямой надрез 6 и/или второй прямой надрез 8 выполнены на той же стороне, что и карман 4 на внешней поверхности 13 листа 2 полужесткого пластикового материала.
Глубина первого прямого надреза 6 и/или второго прямого надреза 8 меньше или равна 40% толщины первого листа 2 полужесткого пластикового материала. В одном предпочтительном варианте осуществления глубина первого прямого надреза 6 и/или второго прямого надреза 8 составляет от 20% до 40% толщины первого листа 2 полужесткого пластикового материала.
Предпочтительно глубина первого прямого надреза 6 и/или второго прямого надреза 8 меньше, чем толщина опорного слоя 22.
Предпочтительно надрезы 6, 7, 8 вдоль своей длины имеют в целом постоянную глубину (без учета обязательных проектировочных допусков).
Предпочтительно надрезы 6, 7, 8 получены за счет пластической деформации материала с применением соответствующих инструментов для выполнения надрезов, которые снабжены закругленным, незаточенным концом для деформирования без прорезания опорных слоев 22 и 23 листа 2 полужесткого пластикового материала.
Согласно одному аспекту настоящего изобретения предусмотрен инструмент 26, 27 для выполнения надрезов, предназначенный для выполнения надреза в листе, в частности в листе полужесткого пластикового материала 2.
Инструмент 26, 27 для выполнения надрезов содержит пластинчатую основную часть 28, в частности в целом прямоугольную, и по меньшей мере один выступ 29, прикрепленный к одной стороне 30, предпочтительно к более длинной стороне, пластины 28, при этом выступ 29 содержит в целом V-образное углубление 31.
На фиг. 14-15 представлен один вариант осуществления инструмента 26 для выполнения надрезов, используемого для получения V-образного надреза определенной формы.
Выступ 29 инструмента 26 для выполнения надрезов имеет в целом треугольную нижнюю стенку 32. На каждой стороне треугольника треугольная боковая стенка 33, 34 проходит в направлении верхней части выступа 29 под наклоном наружу для создания в целом V-образного углубления. От края каждой боковой стенки 33, 34 параллельно нижней стенке 32 выступа 29 проходит в целом треугольная часть 35, 36.
На фиг. 16 представлен вариант осуществления инструмента 27 для выполнения надрезов, используемого для получения «зигзагообразного» надреза. Инструмент содержит несколько выступов 29', каждый из которых содержит в целом V-образное углубление 31'. Каждый выступ 29' выполнен так же, как и один выступ 29 для получения V-образного надреза определенной формы. Предпочтительно выступы 29' являются смежными относительно друг друга.
На фиг. 17 представлен предпочтительный вариант осуществления устройства 40 для получения ослабленной области в листе 2 полужесткого пластикового материала. На фиг. 18-22 представлены подробности касательно устройства 40.
Согласно изобретению устройство 40 содержит по меньшей мере одну первую пластину 41, соединенную с по меньшей мере первым инструментом 51 для выполнения надрезов, содержащим по меньшей мере один прямой выступ 53 для получения в целом прямого первого надреза на листе полужесткого пластикового материала; и по меньшей мере одну вторую пластину 42, соединенную с по меньшей мере вторым инструментом 52 для выполнения надрезов, содержащим по меньшей мере один выступ определенной формы для получения надреза определенной формы на листе полужесткого пластикового материала.
Предпочтительно первая пластина 41 прикреплена к инструменту 51 для выполнения надрезов с двумя прямыми выступами 53, 53', расположенными на расстоянии друг от друга, для одновременного выполнения двух прямых надрезов, расположенных на расстоянии друг от друга. В варианте осуществления на фиг. 19 инструмент 51 для выполнения надрезов содержит несколько прямых выступов 53, 53' для получения надреза или надрезов в полосе полужесткого пластикового материала, из которой в последующем получают больше упаковок.
Для получения упаковок для двойной дозы вторая пластина 42 прикреплена к инструменту для выполнения надрезов с двумя прямыми выступами, расположенными на расстоянии друг от друга.
Предпочтительно прямой выступ 53, 53' первого инструмента 51 для выполнения надрезов имеет постоянную длину для выполнения надреза с постоянной глубиной в листе полужесткого пластикового материала 2.
Выступ определенной формы второго инструмента 52 для выполнения надрезов имеет постоянную длину для выполнения надреза определенной формы с постоянной глубиной в листе полужесткого пластикового материала 2.
Устройство 40 выполнено с возможностью вставься в устройство для изготовления герметичной однодозовой вскрываемой переламыванием упаковки 1, при этом полоса полужесткого пластикового материала предпочтительно с толщиной от приблизительно 200 микрон до приблизительно 500 микрон, в частности от 200 микрон до 450 микрон, собирается посредством блока подачи (не показан).
Предпочтительно устройство 40 содержит первую станцию 61 выполнения надреза для получения прямого надреза 6, 8 и вторую станцию 62 выполнения надреза для получения надреза 7 определенной формы.
Первая станция 61 выполнения надреза (фиг. 21) содержит пластину 43, расположенную напротив первой пластины 41, при этом первая пластина 41 выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины 43, в предварительно определенное положение возле противоположной пластины 43 с выполнением в целом прямого надреза 6, 8 в полосе полужесткого материала, расположенного между первой пластиной 41 и противоположной пластиной 43, и, таким образом, с деформированием полосы без ее прорезания.
Вторая станция 62 выполнения надреза (фиг. 22) содержит пластину 44, расположенную напротив второй пластины 42, при этом вторая пластина 42 выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины 44, в предварительно определенное положение возле противоположной пластины 44 с выполнением надреза 7 определенной формы в полосе полужесткого материала, расположенного между второй пластиной 42 и противоположной пластиной 44, и, таким образом, с деформированием полосы без ее прорезания.
Предпочтительно вторая пластина 42 содержит по меньшей мере один инструмент 45 для измерений на уровне микрометров, расположенный на стороне напротив противоположной пластины 43, который регулирует шаг инструмента 52 для выполнения надрезов для получения надреза определенной формы. Инструмент 45 для измерений на уровне микрометров может быть ручным или приводимым от двигателя. Предпочтительно шаг инструмента 52 для выполнения надрезов регулируется относительно второй пластины 42, и вторая пластина 42 выполнена с возможностью перемещения относительно противоположной пластины 43, которая является фиксированной.
В варианте осуществления, показанном на фиг. 17, полоса полужесткого материала проходит через первую станцию 61 выполнения надреза, в которой боковые надрезы 6, 8 выполняются на поверхности полосы, которая будет образовывать внешнюю поверхность 13 листа упаковки, а именно на той, которая обращена от кармана 4, содержащего продукт 5. Полоса проходит между первой пластиной 41 и противоположной пластиной 43 в целом в вертикальном направлении снизу вверх.
С помощью по меньшей мере одного линейного привода или двигателя первая опорная пластина 41 инструмента 51 для выполнения надрезов перемещается в направлении противоположной пластины 43 так, что один конец инструмента 51 для выполнения надрезов проходит на предварительно определенное расстояние в направлении противоположной опорной пластины 43 с обеспечением деформации в полосе полужесткого материала. Таким образом, деформация происходит с постоянной глубиной.
Полоса перемещается вверх во второй станции 62 выполнения надреза, в которой центральный надрез 7 определенной формы выполняется на поверхности, противоположной полужесткому листу, а именно на той, которая будет образовывать внутреннюю поверхность 12 листа и которая обращена к карману 4, содержащему продукт 5.
Пока надрез находится в первой станции 61 и/или во второй станции 62, полоса остается неподвижной, будучи размещенной на противоположной пластине 43, 44.
Предпочтительно вторая пластина 42 содержит несколько инструментов 52 для выполнения надрезов, расположенных в линию, каждый из которых прикреплен к соответствующему ручному или приводимому от двигателя инструменту 45 для измерений на уровне микрометров.
Разматывание полосы контролируется посредством приводимого от двигателя разматывателя, размещенного над устройством выполнения надрезов и содержащего два ролика 71, 72, которые также предназначены для сохранения полосы в натяжении, чтобы удерживать ее на месте в ходе этапа нахождения машины в неподвижном состоянии, на котором выполняются надрезы.
Следовательно, полоса полужесткого пластикового материала, в которой были выполнены надрезы, перемещается в станцию приваривания и заполнения (не показана), в которой полоса полужесткого пластикового материала сначала соединяется с полосой гибкого пластикового материала, после чего осуществляется заполнение соответствующим образом.
Согласно изобретению один способ получения ослабленной области в листе 2 полужесткого пластикового материала включает этапы выполнения по меньшей мере одного в целом прямого первого надреза 6 в области первого края 7 листа 2; выполнения по меньшей мере одного надреза 7 определенной формы в центральной части 10 листа 2 сбоку и на расстоянии относительно прямого первого надреза 6, при этом надрезы 6, 7 получены за счет пластической деформации материала листа 2.
Предпочтительно согласно способу выполняют по меньшей мере один в целом прямой второй надрез 8 в области второго края 11 первого листа 2, напротив первого края 9, сбоку и на расстоянии относительно надреза 7 определенной формы, при этом второй надрез 8 получают за счет пластической деформации материала листа 2.
Описанная выше герметичная однодозовая упаковка 1 имеет множество преимуществ.
Прежде всего, герметичная однодозовая упаковка 1 проще и дешевле в изготовлении, чем подобная известная упаковка 1 (например, такого типа, как описан в патентной заявке WO 2008038074 A2), поскольку надрезы 6, 7 и 8 имеют постоянную глубину и, следовательно, проще в получении даже при работе с высокими скоростями изготовления.
Выполнение бокового надреза в области ее края делает возможным контролируемое открывание, которое в этом случае выполняется переламыванием листа в области центрального надреза определенной формы. Следовательно, продукт выходит из центральной области, а не из бокового сегмента, который служит только для направления складывания упаковки.
Кроме того, центральный надрез определенной формы позволяет пользователю контролировать выход продукта, который выпускается правильно.
В случае плотных текучих продуктов прямоугольная или полуэллиптическая часть, которая отделяется от остального листа после открывания, делает возможным распределение продукта по поверхности.
В случае жидких продуктов треугольная часть, полученная после открывания, позволяет выпускать продукт в каплях. В случае порошковых или гранулированных продуктов «зигзагообразная» часть делает возможным, прежде всего, контролируемый выход продукта и затем его полное распределение.
Герметичная однодозовая вскрываемая переламыванием упаковка (1), содержащая первый лист (2) полужесткого пластикового материала; второй лист (3) гибкого пластикового материала, расположенный поверх первого листа (2) и приваренный к нему с получением герметичного кармана (4), содержащего дозу продукта (5); при этом первый лист (2) полужесткого пластикового материала содержит по меньшей мере один в целом прямой первый надрез (6), расположенный в области первого края (9) первого листа (2), и по меньшей мере один надрез (7) определенной формы, расположенный в центральной части (10) первого листа (2), сбоку и на расстоянии относительно прямого первого надреза (6); согласно изобретению первый лист (2) полужесткого пластикового материала представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом надрез определенной формы выполнен пластической деформацией материала первого листа (2), при этом в области надреза определенной формы термосвариваемый слой (25) частично или полностью разорван. 3 н. и 20 з.п. ф-лы, 22 ил.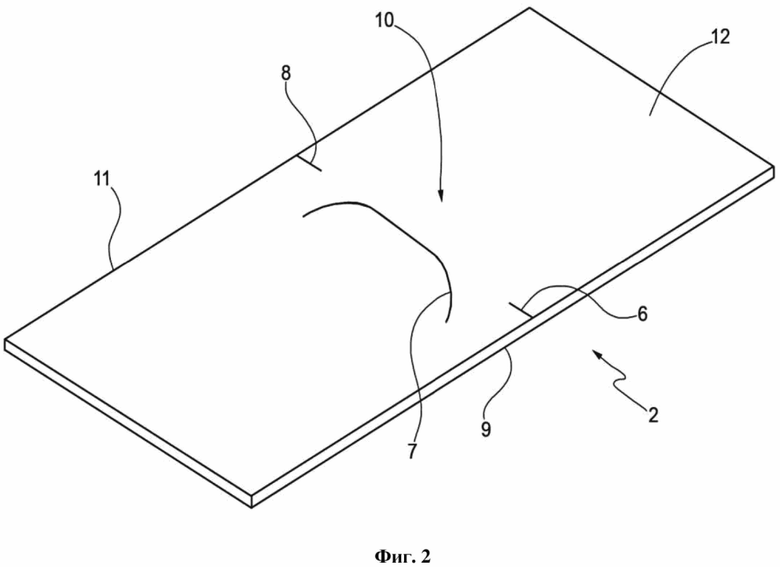
1. Герметичная однодозовая вскрываемая переламыванием упаковка (1), содержащая:
первый лист (2) полужесткого пластикового материала;
второй лист (3) гибкого пластикового материала, расположенный поверх первого листа (2) и приваренный к нему для получения герметичного кармана (4), содержащего дозу продукта (5);
при этом
первый лист (2) полужесткого пластикового материала содержит по меньшей мере один в целом прямой первый надрез (6), расположенный в области первого края (9) первого листа (2), и по меньшей мере один надрез (7) определенной формы, расположенный в центральной части (10) первого листа (2), сбоку и на расстоянии относительно прямого первого надреза (6),
отличающаяся тем, что первый лист (2) полужесткого пластикового материала представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом надрез определенной формы выполнен пластической деформацией материала первого листа (2), при этом в области надреза определенной формы термосвариваемый слой (25) частично или полностью разорван.
2. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по п. 1, отличающаяся тем, что первый лист (2) содержит по меньшей мере один в целом прямой второй надрез (8), расположенный в области второго края (11) первого листа (2), напротив первого края (9), сбоку и на расстоянии относительно надреза (7) определенной формы.
3. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по п. 1 или 2, отличающаяся тем, что указанный надрез (7) определенной формы выполнен на внутренней поверхности (12) первого листа (2), которая представляет собой поверхность, обращенную ко второму листу (3).
4. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по п. 1, или 2, или 3, отличающаяся тем, что указанный прямой первый надрез (6) и/или прямой второй надрез (8) выполнены на внешней поверхности (13) первого листа (2), которая представляет собой поверхность, направленную противоположно относительно второго листа (3).
5. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из предыдущих пунктов, отличающаяся тем, что указанный надрез (7) определенной формы содержит кривую линию.
6. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из пп. 1-5, отличающаяся тем, что указанный надрез (7) определенной формы содержит линию, образованную по меньшей мере двумя направленными последовательными и невыровненными сегментами (15, 16).
7. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из пп. 1-6, отличающаяся тем, что указанный надрез (7) определенной формы содержит по меньшей мере два наклонных сегмента (15', 16'), расположенные симметрично относительно центра листа (2) и соединенные друг с другом на одном конце с образованием двух противоположных сторон треугольника.
8. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из пп. 1-6, отличающаяся тем, что указанный надрез (7) определенной формы содержит несколько смежных пар (21) наклонных сегментов (15', 16'), при этом сегменты (15', 16') в каждой паре (21) расположены симметрично друг другу и соединены друг с другом на одном конце с образованием двух противоположных сторон треугольника.
9. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из предыдущих пунктов, отличающаяся тем, что первый лист (2) полужесткого пластикового материала представляет собой слоистый материал и содержит:
внешний первый опорный слой (22), расположенный на стороне, противоположной карману (4); внутренний второй слой, в частности термосвариваемый слой (25), расположенный на стороне кармана (4); и барьерный слой (24), расположенный между двумя слоями (22, 25); при этом надрез (7) определенной формы выполнен во втором слое (25).
10. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из предыдущих пунктов, отличающаяся тем, что первый лист (2) полужесткого пластикового материала представляет собой слоистый материал и содержит:
внешний первый опорный слой (22), расположенный на стороне, противоположной карману (4); внутренний второй слой, в частности термосвариваемый слой (25), расположенный на стороне кармана (4); и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом первый прямой надрез (6) и/или второй прямой надрез (8) выполнены в первом слое (22).
11. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из предыдущих пунктов, отличающаяся тем, что глубина прямого надреза (6, 8) составляет приблизительно 1/3 толщины первого листа (2).
12. Герметичная однодозовая вскрываемая переламыванием упаковка (1) по любому из предыдущих пунктов, отличающаяся тем, что глубина надреза (7) определенной формы составляет приблизительно 2/3 толщины первого листа (2).
13. Устройство для получения ослабленной области в листе (2) полужесткого пластикового материала, при этом лист представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25), при этом устройство отличается тем, что содержит по меньшей мере одну первую пластину (41), соединенную с инструментом (51) для выполнения надрезов, содержащим по меньшей мере один прямой выступ (53) для выполнения первого надреза в первом положении листа (2) полужесткого пластикового материала; по меньшей мере одну вторую пластину (42), соединенную с по меньшей мере одним инструментом (52) для выполнения надрезов, содержащим по меньшей мере один выступ определенной формы для получения надреза определенной формы в листе (2) полужесткого пластикового материала; и пластину (44), расположенную напротив указанной второй пластины (42), при этом указанная вторая пластина (42) выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины (44), в предварительно определенное положение возле противоположной пластины (44) с выполнением надреза определенной формы в полосе полужесткого материала, размещенной между второй пластиной (42) и противоположной пластиной (44), и с деформированием тем самым полосы без ее прорезания так, что термосвариваемый слой (25) частично или полностью разорван.
14. Устройство по п. 13, отличающееся тем, что первая пластина (41) соединена с инструментом (51) для выполнения надрезов, содержащим по меньшей мере два прямых выступа (53, 53'), расположенные на расстоянии друг от друга, для выполнения первого и второго надрезов в листе (2) полужесткого пластикового материала.
15. Устройство по п. 13 или 14, отличающееся тем, что первая пластина (41) и вторая пластина (42) расположены в двух разных станциях (61, 62) выполнения надреза, расположенных друг за другом.
16. Устройство по п. 15, отличающееся тем, что станция (62) выполнения надреза, содержащая вторую пластину (42), расположена за станцией (61) выполнения надреза, содержащей первую пластину (41).
17. Устройство по любому из пп. 13-16, отличающееся тем, что содержит пластину (43), расположенную напротив указанной первой пластины (41), при этом указанная первая пластина (41) выполнена с возможностью перемещения из первого положения, удаленного от противоположной пластины (43), в предварительно определенное положение возле противоположной пластины (43) с выполнением в целом прямого надреза в полосе полужесткого материала, размещенной между первой пластиной (41) и противоположной пластиной (43), и с деформированием тем самым полосы без ее прорезания.
18. Способ получения ослабленной области в листе (2) полужесткого пластикового материала, при этом лист (2) полужесткого пластикового материала представляет собой слоистый материал, содержащий по меньшей мере один опорный слой (22), термосвариваемый слой (25) и барьерный слой (24), расположенный между двумя слоями (22, 25),
отличающийся тем, что включает этапы:
выполнения по меньшей мере одного в целом прямого первого надреза (6) в области первого края (9) листа (2);
выполнения по меньшей мере одного надреза (7) определенной формы в центральной части (10) листа (2), сбоку и на расстоянии относительно в целом прямого первого надреза (6);
при этом надрезы (6, 7) выполняют за счет пластической деформации материала листа (2), при этом в области надреза определенной формы термосвариваемый слой (25) частично или полностью разорван.
19. Способ получения ослабленной области по п. 18, отличающийся тем, что включает выполнение в целом прямого надреза (6) на первой поверхности (13) листа (2) и выполнение надреза (7) определенной формы на противоположной поверхности (12) листа (2).
20. Способ получения ослабленной области по п. 18 или 19, отличающийся тем, что включает выполнение по меньшей мере одного в целом прямого второго надреза (8) в области второго края (11) первого листа (2), напротив первого края (9), сбоку и на расстоянии относительно надреза (7) определенной формы, при этом второй надрез (8) получают за счет пластической деформации материала листа (2).
21. Способ получения ослабленной области по п. 20, отличающийся тем, что этапы выполнения первого в целом прямого надреза (6) и второго в целом прямого надреза (8) осуществляют одновременно.
22. Способ получения ослабленной области по любому из пп. 18-21, отличающийся тем, что этап выполнения первого в целом прямого надреза (6) и/или этап выполнения второго в целом прямого надреза (8) предшествуют этапу выполнения по меньшей мере одного надреза (7) определенной формы.
23. Способ получения ослабленной области по любому из пп. 18-22, отличающийся тем, что надрез (6, 7, 8) выполняют путем перемещения пластины (41, 42), соединенной с инструментом (51, 52) для выполнения надрезов, содержащим по меньшей мере один выступ, из первого положения, удаленного от противоположной пластины (43, 44), в предварительно определенное положение возле противоположной пластины (43, 44) с обеспечением деформации в полосе полужесткого пластикового материала, размещенной между первой пластиной (41, 42) и противоположной пластиной (43, 44).
| WO 2007145535 A2, 21.12.2007 | |||
| WO 2013054169 A1, 18.04.2013 | |||
| EP 2944579 A2, 18.11.2015 | |||
| WO 2014141728 A1, 18.09.2014 | |||
| УСОВЕРШЕНСТВОВАННАЯ РАБОТА ПТИЦЕФЕРМЫ | 2013 |
|
RU2628691C2 |
| Опорожняемая упаковка для текучих веществ | 1983 |
|
SU1336945A3 |

