Настоящее изобретение относится к аппарату для изготовления фильтров для изделий, образующих аэрозоль, и, в частности, но не исключительно, для изготовления не завернутых фильтров.
В табачной промышленности известно изготовление стержней фильтров, не содержащих бумагу - также называемых не завернутыми или ацетатными фильтрами (NWA) - с использованием непрерывной полосы фильтрующего материала, как правило - ацетатцеллюлозы, которая непрерывно подается сквозь пропитывающий блок, в котором полоса пропитывается пластификатором, например триацетином, и затем преобразуется, под воздействием сжатого воздуха, в по существу цилиндрический волокнистый жгут, который принудительно продвигается в продольном направлении сквозь канал формирующего блока, содержащего первую часть, в этом случае - стабилизирующую часть, и вторую часть, в этом случае - сушильную часть. Внутри первой части вещество, способствующее отвердеванию, в волокнистом жгуте принудительно вступает в реакцию под воздействием тепла в форме струй пара или микроволн. Внутри второй части волокнистый жгут, предварительно нагретый или увлажненный, высушивается и охлаждается таким образом, чтобы выходить из формирующего блока в форме непрерывного стержня, имеющего определенное стабильное сечение и относительно высокую жесткость в осевом направлении.
Предпочтительно, этот непрерывный стержень затем подается, как и ранее, с помощью непрерывного движения, в режущий блок для разрезания на сегменты фильтра определенной длины.
Процесс, при котором фильтрующий материал обрабатывают паром с целью его отвердевания и последующего придания ему формы непрерывного относительно жесткого стержня, является относительно точным процессом, и в результате довольно большое количество материала превращается в отходы.
Следовательно, существует потребность в аппарате для изготовления компонентов фильтра, в котором сведено к минимуму количество отходов фильтрующего материала. Фильтрующий материал является довольно дорогостоящим материалом и желательно как можно меньше выбрасывать его. Кроме этого, сведение к минимуму отходов материала предпочтительно получить без существенного изменения конструкции аппарата для изготовления фильтров.
Настоящее изобретение относится к аппарату для изготовления фильтров, содержащему подающую линию, приспособленную для непрерывной подачи фильтрующего материала вдоль продольного направления транспортировки; формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала и подачи сформованного непрерывного тела из фильтрующего материала, причем формирующее устройство содержит: трубчатый элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему волокнистому материалу формы непрерывного тела из фильтрующего материала; и парогенератор, приспособленный для образования пара, при этом парогенератор присоединен с возможностью передачи текучей среды к трубчатому элементу с целью подачи пара к фильтрующему материалу. Дополнительно, аппарат согласно настоящему изобретению содержит спускной канал, присоединенный с возможностью передачи текучей среды к трубчатому элементу и приспособленный для слива текучей среды из трубчатого элемента, и клапан, приспособленный для открывания и перекрывания спускного канала с тем, чтобы обеспечивать или блокировать выпуск текучей среды из трубчатого элемента.
Несмотря на все меры предосторожности, предпринятые для удаления воды из пара, подаваемого в трубчатый элемент, пар часто представляет собой пар, перенасыщенный микроскопическими каплями взвешенной воды. Чем больше поток пара, воздействующий на эту полосу фильтрующего материала, присутствующую внутри трубчатого элемента, тем больше количество микроскопических капель воды, которые могут проникнуть в полосу фильтрующего материала. Все капли воды, проникающие в полосу фильтрующего материала, образуют влагу внутри полосы фильтрующего материала. Эта влага может привести к отбраковке фильтрующего материала или к относительно длительному времени дальнейшей обработки, поскольку удаление влаги требует относительно длительного времени высушивания. Согласно настоящему изобретению, наличие сливного канала, позволяющего сливать капли воды, которые могут конденсироваться внутри трубчатого элемента, позволяет свести к минимуму количество выброшенного фильтрующего материала.
Фильтрующий материал может содержать любой подходящий материал или материалы. Примеры подходящих материалов включают, но без ограничения, ацетатцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, полипропилен, бумагу, термопластичный материал, такой как крахмал, нетканые материалы и их комбинации. Один или несколько материалов могут быть выполнены в виде открытой ячеистой структуры. Предпочтительно, фильтрующий материал содержит ацетатцеллюлозный жгут.
Фильтрующий материал может содержать дополнительный материал в готовом сегменте фильтра или в одном или нескольких дополнительных элементах, включенных в фильтр. Например, дополнительный материал может быть включен в волокнистый жгут фильтрующего материала сегмента фильтра или в дополнительный элемент фильтра. Например, фильтрующий материал может включать сорбент. Термин «сорбент» относится к адсорбенту, абсорбенту или веществу, которое может выполнять обе эти функции. Сорбент может содержать активированный уголь. Сорбент может быть включен в сегмент фильтра, в который встроена капсула. Однако более предпочтительно, чтобы сорбент был включен в дополнительный элемент фильтра, находящийся выше по потоку относительно сегмента фильтра. В качестве альтернативы или дополнительно, фильтрующий материал может содержать клей, пластификатор или агент высвобождения аромата, или их сочетание.
Предпочтительно, фильтрующий материал содержит пластификатор, выполняющий функцию связующей составляющей. Как упоминалось, в не завернутых фильтрах плотность или жесткость фильтрующего материала должны быть выше, чем в стандартных завернутых фильтрах, из-за отсутствия ограничивающего действия оберточной бумаги на фильтрующий материал. Следовательно, фильтрующий материал, после придания ему стержнеобразной формы, должен сохранять хорошо обозначенную форму, с по существу неизменным диаметром, без помощи со стороны любого дополнительного внешнего материала.
Более жесткий фильтрующий материал может быть необходим не только в случае не завернутых фильтров, но и при реализации других компонентов фильтров, таких как полые штранги фильтров. В компонентах полых фильтров, компонент содержит сквозное отверстие, которое ослабляет общую структуру компонента, такого как штранг фильтра. Во избежание деформаций компонента полого фильтра, например из-за сжатия фильтра, предпочтительно, чтобы материал, из которого выполнен полый фильтр, был более жестким, чем материал, из которого выполнен стандартный штранг фильтра. С этой целью, процедура, подобная процедуре, применяемой для производства не завернутых фильтров, предпочтительно также используется для производства полых фильтров, которые могут быть завернуты или не завернуты.
Непрерывное тело из фильтрующего материала, изготовленное с помощью аппарата согласно настоящему изобретению, затем может быть разрезано на части для образования компонентов фильтра, которые таким образом могут быть завернутыми или не завернутыми.
Фильтры, реализованные с помощью аппарата согласно настоящему изобретению, преимущественным образом могут применяться в изделиях, образующих аэрозоль. Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, чтоб образовывать аэрозоль, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачного экстракта или другого источника никотина, без сжигания или нагревания. Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для предоставления собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Аппарат для изготовления фильтров содержит подающую линию для транспортировки фильтрующего материала вдоль направления транспортировки.
Для придания фильтрующему материалу, который предпочтительно содержит пластификатор, формы непрерывного стержня, применяемого в дальнейшем производстве фильтров, применяется формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы стержнеобразного непрерывного тела из фильтрующего материала и для подачи сформованного непрерывного тела из фильтрующего материала. Формирующее устройство содержит трубчатый элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала. Внутренние стенки трубчатого элемента предпочтительно образуют внешнюю поверхность непрерывного тела из фильтрующего материала и предпочтительно определяют, помимо прочего, его диаметр. Внутренние стенки трубчатого элемента ʺсжимаютʺ фильтрующий материал в стержень. Кроме этого, для придания фильтрующему материалу жесткости и по существу неизменной формы, также предусмотрен источник тепла, приспособленный для нагревания фильтрующего материала в трубчатом элементе, так что связующий материал, такой как пластификатор, который может присутствовать в фильтрующем материале, обеспечивает связывание волокон фильтрующего материала друг с другом.
Пластификаторы являются добавками, которые увеличивают пластичность или текучесть материала.
В контексте данного документа термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
Источник тепла представляет собой источник пара, такой как источник водяного пара, который распыляет или иным образом впрыскивает пар внутрь трубчатого элемента.
Для выпуска из трубчатого элемента воды, которая может образоваться из-за конденсации пара, в трубчатом элементе выполнен проем, например этот проем выполнен во внутренней поверхности сквозного отверстия трубчатого элемента. Проем соединен с возможностью передачи текучей среды со спускным каналом, который направляет текучую среду, которая может конденсироваться внутри трубчатого элемента, и выводит ее наружу трубчатого элемента. Для регулировки давления и количества пара внутри трубчатого элемента, проем и выпуск текучей среды не всегда являются возможными. Для открывания и перекрывания выпуска воды из спускного канала предусмотрен клапан.
Обеспечение выпуска воды из трубчатого элемента повышает сухость внутренней части трубчатого элемента и сводит к минимуму риск намокания фильтрующего материала, проходящего сквозь трубчатый элемент. Количество пара и величина давления внутри трубчатого элемента, параметры, важные для хорошего отвердевания фильтрующего материала, по-прежнему можно регулировать благодаря наличию клапана, определяющего время осуществления выпуска текучей среды.
Предпочтительно, трубчатый элемент содержит внутреннюю периферическую поверхность, приспособленную для контакта с фильтрующим материалом, и причем конец спускного канала открыт во внутренней периферической поверхности трубчатого элемента для слива сконденсированной жидкости из внутренней части трубчатого элемента. Фильтрующий материал транспортируется внутри трубчатого элемента, где, благодаря наличию пара, он отвердевает для образования непрерывного тела из фильтрующего материала, «жесткого» в осевом направлении. Фильтрующий материал внутри трубчатого элемента находится в контакте с внутренней поверхностью трубчатого элемента. Предпочтительно, во внутренней поверхности расположен проем, от которого проходит спускной канал. Клапан предпочтительно расположен на конце спускного канала, где он соприкасается с трубчатым элементом.
Предпочтительно, трубчатый элемент содержит внутреннюю периферийную поверхность, приспособленную для контакта с фильтрующим материалом, и конденсационную камеру, присоединенную с возможностью передачи текучей среды ко внутренней периферийной поверхности, и причем конец спускного канала открывается в конденсационную камеру для слива сконденсированной жидкости из внутренней части конденсационной камеры. Спускной канал может не открываться непосредственно внутри трубчатого элемента, но он может сливать воду из конденсационной камеры, соединенной с возможностью передачи текучей среды с трубчатым элементом. Сконденсированная текучая среда в трубчатом элементе течет в конденсационную камеру, например с помощью отверстия во внутренней поверхности трубчатого элемента. В свою очередь, конденсационная камера может включать в себя дополнительное отверстие, например в нижней поверхности камеры, от которого проходит конец спускного канала.
Преимущественным образом, спускной канал содержит второй конец, присоединенный с возможностью передачи текучей среды к сливному резервуару. Сконденсированная вода, удаленная через спускной канал из трубчатого элемента или конденсационной камеры, предпочтительно сливается в резервуар, например расположенный в нижней части аппарата для изготовления фильтров.
Предпочтительно, клапан выполнен с возможностью открывания и перекрывания спускного канала с предопределенной частотой. Клапаном для открывания или перекрывания соединения между внутренней частью трубчатого элемента и спускным каналом можно управлять автоматически. Например, клапан может открываться и закрываться с предопределенной частотой. Клапан также может открываться вручную оператором. Предпочтительно, клапан может быть открыт при обнаружении текучей среды, такой как вода, внутри трубчатого элемента или в конденсационной камере, и может находиться в закрытом состоянии, когда внутри трубчатого элемента обнаружен лишь пар, с тем, чтобы предпочтительно избегать открывания клапана при наличии лишь пара в трубчатом элементе.
Предпочтительно, формирующее устройство содержит датчик давления, способный измерять давление внутри трубчатого формирующего элемента. Таким образом, можно регулировать давление внутри трубчатого элемента, например стравливая пар, если давление слишком высокое.
Предпочтительно, трубчатый элемент содержит множество разделенных трубчатых элементов, причем спускной канал соединен с возможностью передачи текучей среды с первым из множества разделенных трубчатых элементов в продольном направлении транспортировки фильтрующего материала. Преимущественным образом, аппарат для изготовления фильтров содержит охлаждающую секцию, расположенную ниже по потоку относительно формирующего устройства, для охлаждения полого стержнеобразного тела из фильтрующего материала. В формирующем устройстве тепло передается к непрерывному телу из фильтрующего материала с целью связывания фильтрующего материала благодаря присутствию пластификатора. Для ускорения процесса формирования фильтра, тепло от тела из фильтрующего материала необходимо как можно быстрее рассеивать с целью получения окончательного тела из фильтрующего материала, пригодного для дальнейшей обработки. Для максимально быстрого охлаждения тела из фильтрующего материала предусмотрена охлаждающая секция. Охлаждение также улучшает качество поверхностей тела из фильтрующего материала. Охлаждение полого тела из фильтрующего материала ниже по потоку относительно формирующего устройства может осуществляться потоком воздуха комнатной температуры, например под давлением в диапазоне от приблизительно 0,4 бар до приблизительно 1 бар, предпочтительнее - под давлением приблизительно 0,5 бар.
Предпочтительно, аппарат для изготовления фильтров содержит секцию обертывания, расположенную ниже по потоку относительно формирующего устройства для заворачивания полого тела из фильтрующего материала в оберточный лист. Преимущественным образом, полое тело из фильтрующего материала, выходящее из формирующего устройства, заворачивают в оберточный лист, такой как оберточная бумага, так что его диаметр, измеренный устройством для измерения диаметра, не может впоследствии изменяться или может изменяться лишь на очень ограниченную величину.
Предпочтительнее, секция обертывания содержит клеевое сопло для нанесения клея на оберточный лист с тем, чтобы сомкнуть оберточный лист вокруг полого тела из фильтрующего материала.
Преимущественным образом, аппарат для изготовления фильтров содержит нагревающую секцию, расположенную ниже по потоку относительно секции обертывания для нагревания обернутого полого тела из фильтрующего материала. Нагревающая секция предпочтительно предусмотрена ниже по потоку относительно клеевых сопел, наносящих клей на оберточный лист. Клей предпочтительно применяется для того, чтобы плотно сомкнуть оберточный лист вокруг тела из фильтрующего материала, так, чтобы он не разомкнулся повторно. Предпочтительно применяется холодный клей, которому необходимо тепло для правильного соединения разных частей оберточного листа друг с другом. Виды холодного клея обычно представляют собой водные растворы. Твердые частицы клея растворяются в воде, обычно в процессе варки. Связь образуется, когда почти вся вода проникает или абсорбируется в субстраты, например посредством нагревания.
Преимущественным образом, аппарат для изготовления фильтров содержит блок добавления пластификатора, расположенный выше по потоку относительно впускного отверстия трубчатого элемента и приспособленный для испускания пластификатора с целью добавления пластификатора к фильтрующему материалу. Для получения по существу жесткого тела из фильтрующего материала на выпуске из формирующего устройства применяется пластификатор с целью пропитывания волокон фильтра и их дальнейшего отвердевания при воздействии тепла.
Преимущественным образом, трубчатый элемент содержит коническую часть, причем ее внутренний диаметр уменьшается вдоль продольного направления транспортировки. Коническая часть сжимает фильтрующий материал, так что стержень может быть образован благодаря давлению внутренней стенки трубчатого элемента.
Настоящее изобретение будет дополнительно описано исключительно для примера, со ссылками на сопроводительные графические материалы, на которых:
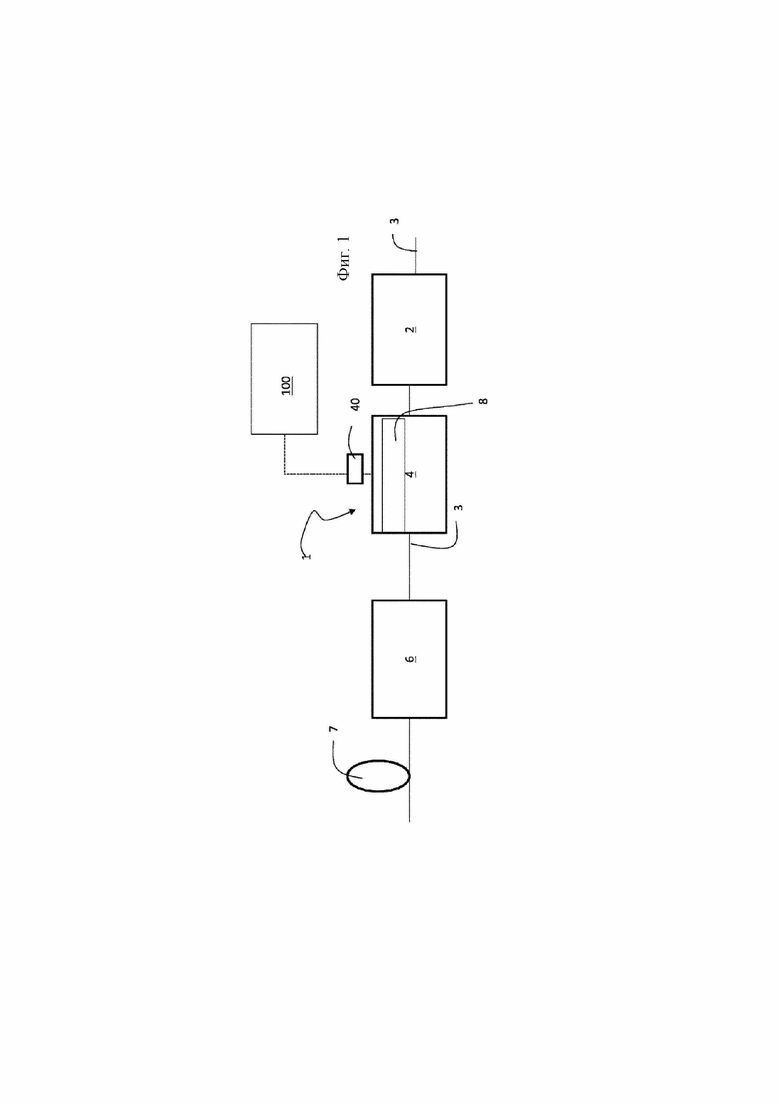
- на фиг. 1 показан схематичный вид аппарата для формирования фильтров согласно настоящему изобретению;
- на фиг. 2 показан вид в перспективе части аппарата по фиг. 1;
- на фиг. 3 показан еще один вид в перспективе части аппарата по фиг. 1;
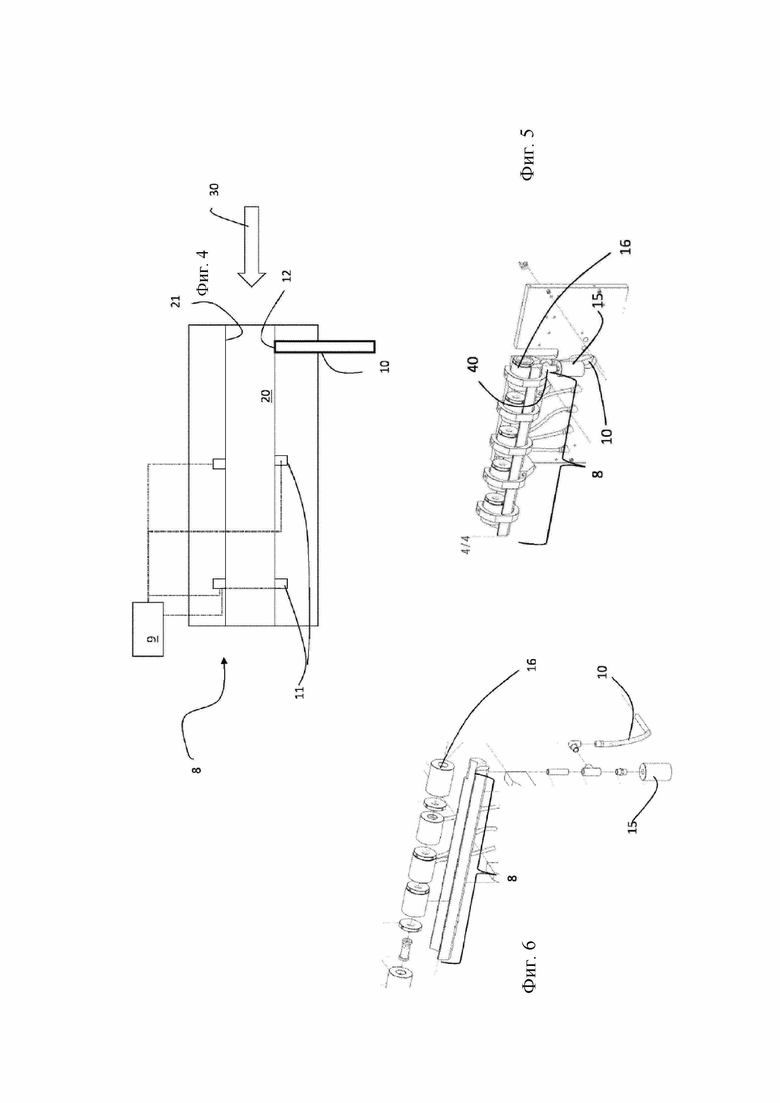
- на фиг. 4 показан схематический вид сбоку в сечении одного элемента аппарата, изображенного на фиг. 1;
- на фиг. 5 показан вид в перспективе другого варианта осуществления элемента, изображенного на фиг. 4, в частично разобранном состоянии; и
- на фиг. 6 показан вид в перспективе элемента, изображенного на фиг. 5, в частично разобранном состоянии.
Номером 1 на фиг. 1 в целом обозначено аппарат для производства стержней фильтров (не изображены) или компонентов фильтров, предпочтительно для изделий, генерирующих аэрозоль.
Аппарат 1 содержит транспортировочное устройство 3 для транспортировки вдоль направления транспортировки или подачи фильтрующего материала, например ацетатцеллюлозы или жгута фильтрующего материала. Дополнительно, аппарат 1 содержит впускной блок 2, приспособленный для формирования непрерывного потока или полосы фильтрующего материала, увлажненного текучей средой, способствующей отвердеванию, или пластификатором, таким как триацетин. Транспортировочное устройство 3 подает фильтрующий материал во впускной блок 2. Увлажнение фильтрующего материала пластификатором осуществляется в блоке пластификации, не изображенном на графических материалах и известном в данной области техники. Блок пластификации расположен выше по потоку относительно впускного блока 2. Ниже по потоку относительно впускного блока 2, аппарат содержит блок 4 формирования стержня, расположенный последовательно относительно впускного блока 2 и приспособленный для получения потока или полосы фильтрующего материала и для инициирования реакции материала, способствующего отвердеванию, с целью преобразования фильтрующего материала в непрерывный стержень фильтра, жесткий в осевом направлении.
Преимущественным образом, аппарат 1 дополнительно содержит оберточный блок 6 для заворачивания полого стержнеобразного фильтра в оберточную бумагу 90. Дополнительно, аппарат может содержать режущий блок 7, обычно - вращающуюся режущую головку известного типа, расположенную ниже по потоку относительно блока 4 формирования стержня и оберточного блока 6 и приспособленную для разрезания полого стержня фильтрующего материала в поперечном направлении на сегменты фильтра (не изображены). Желаемую длину сегментов, на которые разрезается тело из фильтрующего материала, например получают с помощью измерительного аппарата (также не изображено). Разрезанные сегменты становятся доступными на следующих этапах обработки или отправляются в резервный запас.
Оберточный блок 6, транспортировочное устройство 3 и режущий блок 7 известны в данной области техники и не будут подробно описаны в дальнейшем.
Блок 4 формирования стержня содержит трубчатый элемент 8, показанный на увеличенном виде на фиг. 4, приспособленный для получения фильтрующего материала, насыщенного материалом, способствующим отвердеванию, например в направлении, указанном стрелкой 30, изображенной на фиг. 4, которое является направлением транспортировки в транспортировочном устройстве 3, и для придания формы фильтрующему материалу в поперечном направлении с тем, чтобы преобразовать его во влажное, в общем цилиндрическое тело из фильтрующего материала и продвигать волокнистое тело в направлении подачи, обозначенном стрелкой, к дальнейшим компонентам аппарата 1.
Предпочтительно, фильтрующий материал проталкивается внутри трубчатого элемента 8 в направлении, указанном стрелкой 30, посредством струи текучей среды, например струи сжатого воздуха, созданной генератором сжатой текучей среды (не изображен на графических материалах).
Трубчатый элемент 8 образует сквозное отверстие 20, сквозь которое может проходить фильтрующий материал. Предпочтительно, сквозное отверстие 20 содержит внутреннюю поверхность 21, которая сжимает фильтрующий материал для формирования по существу цилиндрической стержнеобразной непрерывной полосы материала. Кроме этого, предпочтительно трубчатый элемент 8 содержит парогенератор 9, содержащий одно или несколько сопел 11, способных испускать пар внутрь трубчатого элемента 8, то есть в сквозное отверстие 20. Пар может приводить к отвердеванию пластификатора, присутствующего в фильтрующем материале, и преобразовывать его в по существу жесткий стержень или тело из фильтрующего материала.
Аппарат 1 дополнительно содержит спускной канал 10, соединенный с возможностью передачи текучей среды с трубчатым элементом 8. Спускной канал 10 способен сливать текучую среду, такую как вода, которая может конденсироваться внутри трубчатого элемента, так что фильтрующий материал, текущий в трубчатый элемент 8, не увлажняется каплями воды. В варианте осуществления, изображенном на фиг. 4, спускной канал 10 содержит проем 12 во внутренней поверхности 21 трубчатого элемента 8. Спускной канал открывается и перекрывается посредством клапана 40.
Предпочтительно, аппарат 1 содержит центральный блок 100, приспособленный для приема сигналов от блока 4 формирования стержня и для управления открыванием и закрыванием клапана 40. В варианте осуществления, изображенном на фиг. 5 и фиг. 6, трубчатый элемент 8 выполнен в виде множества разделенных элементов 16, расположенных последовательно вдоль направления подачи фильтрующего материала. Первый из разделенных элементов 16 в направлении подачи фильтрующего материала соединен с возможностью передачи текучей среды с конденсационной камерой 15, которая присоединена к части сквозного отверстия 20 разделенного элемента 16. Предпочтительно, одно из сопел 11 для выпуска пара также выполнено в первом из разделенных элементов 16. В камере 15 собирается сконденсированная текучая среда. Следовательно, спускной канал 10 проходит от камеры 15, например от ее нижней поверхности, для слива собранной текучей среды. В этом варианте осуществления также присутствует клапан 40, имеющий такую же функцию, что и в вышеописанном варианте осуществления.
Настоящее изобретение относится к аппарату для изготовления фильтров, содержащему: подающую линию, приспособленную для непрерывной подачи фильтрующего материала вдоль продольного направления транспортировки; формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала и для подачи сформированного непрерывного тела из фильтрующего материала, причем формирующее устройство содержит: трубчатый элемент (8), приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему волокнистому материалу формы непрерывного тела из фильтрующего материала; и парогенератор (9), приспособленный для образования пара, при этом парогенератор присоединен с возможностью передачи текучей среды к трубчатому элементу с целью подачи пара в фильтрующий материал; спускной канал (10), присоединенный с возможностью передачи текучей среды к трубчатому элементу и приспособленный для слива текучей среды из трубчатого элемента; клапан, приспособленный для открывания и перекрывания спускного канала с тем, чтобы обеспечивать или блокировать выпуск текучей среды из трубчатого элемента. 8 з.п. ф-лы, 6 ил.
1. Аппарат для изготовления фильтров, содержащий:
- подающую линию, приспособленную для непрерывной подачи фильтрующего материала вдоль продольного направления транспортировки;
- формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала и для подачи сформированного непрерывного тела из фильтрующего материала, причем формирующее устройство содержит:
- трубчатый элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему волокнистому материалу формы непрерывного тела из фильтрующего материала; и
- парогенератор, приспособленный для образования пара, при этом парогенератор присоединен с возможностью передачи текучей среды к трубчатому элементу с целью подачи пара в фильтрующий материал;
- спускной канал, присоединенный с возможностью передачи текучей среды к трубчатому элементу и приспособленный для слива текучей среды из трубчатого элемента;
- клапан, приспособленный для открывания и перекрывания спускного канала с тем, чтобы обеспечивать или блокировать выпуск текучей среды из трубчатого элемента.
2. Аппарат для изготовления фильтров по п. 1, отличающийся тем, что трубчатый элемент содержит внутреннюю периферическую поверхность, приспособленную для контакта с фильтрующим материалом, и причем конец спускного канала открыт к внутренней периферической поверхности трубчатого элемента для слива сконденсированной жидкости из внутренней части трубчатого элемента.
3. Аппарат для изготовления фильтров по п. 1, отличающийся тем, что трубчатый элемент содержит внутреннюю периферийную поверхность, приспособленную для контакта с фильтрующим материалом, и конденсационную камеру, присоединенную с возможностью передачи текучей среды к внутренней периферийной поверхности, и причем конец спускного канала открывается в конденсационную камеру для слива сконденсированной жидкости из внутренней части конденсационной камеры.
4. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что спускной канал содержит второй конец, присоединенный с возможностью передачи текучей среды к сливному резервуару.
5. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что клапан выполнен с возможностью открывания и перекрывания спускного канала с предопределенной частотой.
6. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что формирующее устройство содержит датчик давления, способный измерять давление внутри трубчатого элемента.
7. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что трубчатый элемент содержит множество разделенных трубчатых элементов, причем спускной канал соединен с возможностью передачи текучей среды с первым из множества разделенных трубчатых элементов в продольном направлении транспортировки фильтрующего материала.
8. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что содержит:
блок добавления пластификатора, расположенный выше по потоку относительно впускного отверстия трубчатого элемента и приспособленный для испускания пластификатора с целью добавления пластификатора к фильтрующему материалу.
9. Аппарат для изготовления фильтров по любому из предыдущих пунктов, отличающийся тем, что трубчатый элемент содержит коническую часть, причем ее внутренний диаметр уменьшается вдоль продольного направления транспортировки.
| Винтовой домкрат | 1984 |
|
SU1169932A2 |
| US 2013231232 A1, 05.09.2013 | |||
| Новые пространственно-затрудненные фенолы, содержащие бензофуроксановые фрагменты, обладающие противоопухолевой активностью | 2022 |
|
RU2796810C1 |

