ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления высокорастяжимой бумаги, в частности, бумаги, имеющей высокую жесткость и приемлемые свойства поверхности.
УРОВЕНЬ ТЕХНИКИ
Компания  АВ (Швеция) с 2009 года поставляет на рынок высокорастяжимую бумагу под названием FibreForm®. Растяжимость бумаги FibreForm® обеспечивает возможность ее применения во многих областях вместо пластика. FibreForm получают на бумагоделательной машине, содержащей установку Expanda, которая уплотняет/крепирует бумагу в машинном направлении для улучшения ее растяжимости.
АВ (Швеция) с 2009 года поставляет на рынок высокорастяжимую бумагу под названием FibreForm®. Растяжимость бумаги FibreForm® обеспечивает возможность ее применения во многих областях вместо пластика. FibreForm получают на бумагоделательной машине, содержащей установку Expanda, которая уплотняет/крепирует бумагу в машинном направлении для улучшения ее растяжимости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Во многих областях применения растяжимой бумаги необходима жесткость и прочность, которая обычно отражается в сопротивлении бумаги изгибу.
Задача настоящего изобретения заключается в обеспечении способа получения высокорастяжимой немелованной бумаги, которая не является обычной пористой мешочной бумагой, на бумагоделательной машине, содержащей устройство Клупак, без ухудшения печатных свойств или сопротивления изгибу.
Таким образом, предложен способ изготовления бумаги, имеющей граммаж в соответствии с ISO 536, составляющий 50-250 г/м2, воздухопроницаемость по Герли в соответствии с ISO 5636-5, составляющую более 15 с, и растяжимость в соответствии с ISO 1924-3 в машинном направлении, составляющую по меньшей мере 9%, и указанный способ включает стадии:
a) обеспечения целлюлозной массы, предпочтительно сульфатной целлюлозной массы;
b) рафинирования целлюлозной массы;
c) разбавления целлюлозной массы, полученной на стадии b), и выгрузки разбавленной целлюлозной массы на формовочную сетку с получением бумажного полотна;
d) прессования бумажного полотна, полученного на стадии с);
e) сушки бумажного полотна, полученного на стадии d);
f) уплотнения бумажного полотна, полученного на стадии е), в устройстве Клупак при содержании влаги 32-50%, предпочтительно 37-49%, более предпочтительно 41-49%;
g) каландрирования бумажного полотна, полученного на стадии f), необязательно после сушки, при содержании влаги 21-40%, предпочтительно 30-40%, более предпочтительно 32_39%;
h) сушки бумажного полотна, полученного на стадии g).
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена схематическая иллюстрация устройства Клупак.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к способу изготовления бумаги, которая предпочтительно является немелованной. После осуществления способа согласно настоящему изобретению бумагу можно меловать, например, для улучшения печатных свойств и/или для получения барьерных свойств.
Бумага, полученная предложенным способом, характеризуется своей растяжимостью, которая составляет по меньшей мере 9% в машинном направлении (МН). Предпочтительно, растяжимость в МН составляет даже более 9%, например, по меньшей мере 10% или по меньшей мере 11%. Растяжимость обеспечивает возможность получения трехмерных (с двойной кривизной) форм из бумаги, например, посредством прессования, вакуумного формования или глубокой вытяжки. Формуемость бумаги в таких процессах дополнительно улучшается, если растяжимость является относительно высокой и в поперечном направлении (ПН). Предпочтительно, растяжимость в ПН составляет по меньшей мере 7%, например, по меньшей мере 9%. Растяжимость (в МН и ПН) определяют в соответствии со стандартом ISO 1924-3. Верхний предел растяжимости в МН может составлять, например, 20% или 25%. Верхний предел растяжимости в ПН может составлять, например, 15%.
В отличие от многих видов мешочной бумаги, которая может быть высокорастяжимой, бумага согласно настоящему изобретению не является особо пористой. Напротив, в тех областях применения, для которых предназначена бумага согласно настоящему изобретению, может быть предпочтительна относительно низкая пористость. Например, клей и некоторые покрытия имеют более низкую склонность к протеканию через бумагу с низкой пористостью. Кроме того, при снижении пористости улучшаются некоторые печатные свойства.
Воздухопроницаемость по Герли, т.е. пористость по Герли, представляет собой продолжительность времени (с), необходимого для пропускания 100 мл воздуха через определенную площадь бумажного листа. Короткое время означает высокую пористость бумаги. Пористость по Герли бумаги согласно настоящему изобретению составляет более 15 с. Пористость по Герли предпочтительно составляет по меньшей мере 20 с и более предпочтительно 30 с, например, по меньшей мере 40 с. Верхний предел может составлять, например, 120 с или 150 с. Пористость по Герли (здесь и далее упоминаемую как «воздухопроницаемость по Герли») определяют в соответствии с ISO 5636-5.
Граммаж бумаги согласно настоящему изобретению составляет 50-250 г/м2. Если необходим растяжимый материал, имеющий граммаж более 250 г/м2, можно получать слоистый материал из нескольких бумажных слоев, каждый из которых имеет граммаж 50-250 г/м2. Ниже 50 г/м2 прочность и жесткость обычно являются недостаточными. Граммаж предпочтительно составляет 60-220 г/м2 и более предпочтительно 80-200 г/м2, например, 80-160 г/м2, например, 80-130 г/м2. Для определения граммажа используют стандарт ISO 536. Шероховатость по Бендтсену обычно имеет более низкое значение при меньшем значении граммажа.
Для эстетических и печатных целей, бумага согласно настоящему изобретению предпочтительно является белой. Например, ее яркость в соответствии с ISO 2470 может составлять по меньшей мере 80%, например, по меньшей мере 82%. Однако бумага также может быть небеленой («коричневой»).
Способ согласно настоящему изобретению включает стадию: а) обеспечения целлюлозной массы.
Целлюлозная масса предпочтительно представляет собой сульфатную целлюлозную массу (иногда упоминаемую как «крафт-целлюлозная масса»), которая обеспечивает высокую прочность при растяжении. По той же причине исходный материал, используемый для получения целлюлозной массы, предпочтительно содержит хвойную древесину (которая имеет длинные волокна и образует прочную бумагу). Соответственно, целлюлозная масса может содержать по меньшей мере 50% хвойной целлюлозной массы, предпочтительно по меньшей мере 75% хвойной целлюлозной массы и более предпочтительно по меньшей мере 90% хвойной целлюлозной массы. Процентные величины приведены по отношению к сухой массе целлюлозной массы.
Прочность при растяжении представляет собой максимальную силу, которую выдерживает бумага перед разрывом. В стандартном испытании согласно ISO 1924-3 используют полоску, имеющую ширину 15 мм и длину 100 мм, при постоянной скорости растяжения.
Поглощение энергии при растяжении (tensile energy absorption, TEA) иногда рассматривают в качестве свойства бумаги, которое наилучшим образом отображает соответствующую прочность бумаги. Прочность при растяжении представляет собой один параметр при измерении TEA, а другой параметр представляет собой растяжимость. Прочность при растяжении, растяжимость и значение TEA получают в ходе одного испытания. Индекс TEA представляет собой значение TEA, деленное на граммаж. Таким же образом, индекс прочности при растяжении получают в результате деления прочности при растяжении на граммаж.
Для улучшения прочности при растяжении можно добавлять сухой упрочняющий агент, такой как крахмал. Количество крахмала может составлять, например, 1-15 кг на тонну бумаги, предпочтительно 1-10 или 2-8 кг на тонну бумаги. Крахмал предпочтительно представляет собой катионный крахмал.
В контексте настоящего изобретения «на тонну бумаги» относится к значению на тонну высушенной бумаги, полученной в бумагоделательном процессе. Такая высушенная бумага обычно имеет содержание сухого вещества (мас./мас.) 90-95%.
Индекс TEA бумаги, изготовленной способом согласно настоящему изобретению, может составлять, например, по меньшей мере 3,5 Дж/г (например, 3,5_7,0 Дж/г) в МН и/или по меньшей мере 2,8 Дж/г (например, 2,8-3,8 Дж/г) в ПН. В одном варианте реализации индекс TEA составляет более 4,5 Дж/г в МН (например, 4,6-7,0 Дж/г).
В целлюлозную массу также можно добавлять один или более проклеивающих агентов. Примерами проклеивающих агентов являются алкилкетендимер (АКД, AKD), алкенилянтарный ангидрид (АЯА, ASA) и канифольный клей. При добавлении канифольного клея предпочтительно также добавлять квасцы. Канифольный клей и квасцы предпочтительно добавляют в массовом соотношении от 1:1 до 1:2.
Канифольный клей можно добавлять, например, в количестве 0,5-4 кг на тонну бумаги, предпочтительно 0,7-2,5 кг на тонну бумаги.
Если бумага является белой, то целлюлозная масса является беленой.
Предложенный способ дополнительно включает стадию:
b) рафинирования целлюлозной массы.
Растяжимость в ПН увеличивается при рафинировании высокой консистенции. Сравнивая значения растяжимости, полученные после рафинирования при высокой консистенции при 150 и 220 кВт-ч/т бумаги, соответственно, было дополнительно показано, что более высокая степень рафинирования при высокой консистенции приводит к более высокой растяжимости в ПН. Также было показано, что растяжимость в ПН увеличивается благодаря рафинированию низкой консистенции. Сравнивая значения растяжимости, полученные после рафинирования низкой консистенции при 100, 150 и 200 кВт-ч/т бумаги, соответственно, было дополнительно показано, что более высокая степень рафинирования низкой консистенции приводит к более высокой растяжимости в ПН.
Влияние рафинирования на растяжимость особенно заметно при комбинировании рафинирования со «свободной сушкой», которая дополнительно описана ниже.
Соответственно, в одном варианте реализации предложенного способа стадия b) включает рафинирование целлюлозной массы при высокой консистенции. В альтернативном или дополнительном варианте реализации стадия b) включает рафинирование целлюлозной массы при низкой консистенции.
В предпочтительном варианте реализации стадия b) содержит подстадии:
b1) рафинирования целлюлозной массы при высокой консистенции; и
b2) рафинирования при низкой консистенции целлюлозной массы, полученной на стадии b1).
Консистенция целлюлозной массы, подвергаемой рафинированию высокой консистенции, предпочтительно составляет по меньшей мере 33% и более предпочтительно выше 36%. В особенно предпочтительных вариантах реализации консистенция целлюлозной массы, подвергаемой рафинированию высокой консистенции, составляет по меньшей мере 37%, например, по меньшей мере 38%. Обычный верхний предел консистенции может составлять 42%.
Рафинирование высокой консистенции обычно проводят до такой степени, что целлюлозная масса приобретает значение Шоппера-Риглера (SR) 13-19, например, 13-18. Значение SR измеряют в соответствии с ISO 5267-1. Для достижения требуемого значения SR подача энергии на рафинирование высокой консистенции может составлять по меньшей мере 100 кВт-ч на тонну бумаги, например, более 150 кВт-ч на тонну бумаги. Обычный верхний предел может составлять 220 кВт-ч на тонну бумаги.
Консистенция целлюлозной массы, подвергаемой рафинированию низкой консистенции, обычно составляет 2-6%, предпочтительно 3-5%. Рафинирование низкой консистенции обычно проводят до такой степени, что целлюлозной массы приобретает значение Шоппера-Риглера (SR) 18-40, предпочтительно 19-35, например, 23-35. Для достижения требуемого значения SR подача энергии на рафинирование низкой консистенции может составлять 20-200 кВт-ч на тонну бумаги, например, 30-200 кВт-ч на тонну бумаги, например, 40-200 кВт-ч на тонну бумаги. Как известно специалистам в данной области техники, рафинирование низкой консистенции увеличивает значение SR.
В одном варианте реализации предложенный способ дополнительно включает стадию добавления целлюлозного брака к целлюлозной массе на стадии b) или между стадией b) и стадией с) (стадия с) описана ниже). Целлюлозный брак предпочтительно получен таким же способом.
Предложенный способ дополнительно включает стадию:
c) разбавления целлюлозной массы, полученной на стадии b), и выгрузки разбавленной целлюлозной массы на формовочную сетку с получением бумажного полотна.
Таким образом, разбавленную целлюлозную массу обезвоживают на формовочной сетке и получают бумажное полотно. Разбавленная целлюлозная масса обычно имеет рН 5-6 и консистенцию 0,2-0,5%.
Бумажное полотно, полученное на стадии с), может, например, иметь содержание сухого вещества 15-25%, например, 17-23%.
Предложенный способ дополнительно включает стадию:
d) прессования бумажного полотна, полученного на стадии с), например, до содержания сухого вещества 30-50%, например, 39-46%.
Прессовальная секция, используемая для стадии d), обычно содержит один, два или три прижимных пресса. В одном варианте реализации используют башмачный пресс. В таком случае щель башмачного пресса может быть единственной щелью прессовальной секции. Преимущество использования башмачного пресса заключается в улучшенной жесткости готового продукта.
Предложенный способ дополнительно включает стадию:
e) сушки бумажного полотна, полученного на стадии d); и
f) уплотнения бумажного полотна, полученного на стадии е), в устройстве Клупак при содержании влаги 32-50%, предпочтительно 37-49%, более предпочтительно 41-49%.
Уплотнение в устройстве Клупак повышает растяжимость бумаги, в частности, в МН, а также в ПН. Для улучшения поверхностных/печатных свойств содержание влаги в бумаге составляет по меньшей мере 32%, предпочтительно по меньшей мере 37%, более предпочтительно по меньшей мере 41% при подаче в устройство Клупак. Было показано, что более высокое содержание влаги также коррелирует с более высокой растяжимостью в МН.
Кроме того, авторами настоящего изобретения обнаружено, что при высоком содержании влаги свойства поверхности улучшаются при увеличении линейной нагрузки прижимного в устройстве Клупак. Обнаружено также, что повышенная линейная нагрузка прижимного валика улучшает растяжимость в МН и ПН. Соответственно, линейная нагрузка прижимного валика в устройстве Клупак может составлять по меньшей мере 22 кН/м. Предпочтительно, линейная нагрузка прижимного валика составляет по меньшей мере 28 кН/м или по меньшей мере 31 кН/м. Типичный верхний предел может составлять 38 кН/м. В устройстве Клупак линейную нагрузку прижимного валика определяют регулируемым давлением гидравлического цилиндра, действующего на прижимной валик. Прижимной валик иногда называют «прижимным роликом».
В одном варианте реализации натяжение резиновой ленты в устройстве Клупак составляет по меньшей мере 5 кН/м (например, от 5 до 9 кН/м), предпочтительно по меньшей мере 6 кН/м (например, от 6 до 9 кН/м), например, примерно 7 кН/м. В устройстве Клупак натяжение резиновой ленты определяют регулируемым давлением гидравлического цилиндра, действующим на натяжной ролик, растягивающий резиновую ленту.
Устройство Клупак обычно содержит стальной цилиндр или хромированный цилиндр. Когда бумажное полотно уплотняют посредством сокращения/сжатия резиновой ленты в устройстве Клупак, оно перемещается относительно стального/хромированного цилиндра. Для уменьшения трения между бумажным полотном и стальным/хромированным цилиндром оказывается предпочтительным добавление смазочной жидкости. Смазочная жидкость может представлять собой воду или иметь водную основу. Смазочная жидкость на водной основе может содержать снижающее трение вещество, такое как полиэтиленгликоль, или вещество на кремнийорганической основе. В одном варианте реализации смазочная жидкость представляет собой воду, содержащую по меньшей мере 0,5%, предпочтительно по меньшей мере 1%, например, от 1 до 4% полиэтиленгликоля.
Устройство Клупак также описано ниже со ссылкой на фиг. 1.
Предложенный способ дополнительно включает стадию:
g) каландрирование бумажного полотна, полученного на стадии f), необязательно после сушки, при содержании влаги 21-40%, предпочтительно 30-40%, более предпочтительно 32-39%. Каландр, используемый на стадии g), предпочтительно представляет собой каландр с мягким валом. Каландр с мягким валом содержит твердый вал, обычно стальной вал. Стальной вал может быть нагрет, например, до температуры 75-150°С, предпочтительно 90-130°С.
Неожиданно было обнаружено, что «влажное» каландрирование на стадии g) существенно улучшает свойства поверхности без значительного снижения жесткости/сопротивления изгибу бумаги (оно может даже увеличивать жесткость/сопротивление изгибу). Указанный эффект дополнительно описан ниже в разделе «Примеры». Такой неожиданный эффект особенно выражен при более низкой линейной нагрузке, такой как 15-50 кН/м, предпочтительно 15-42 кН/м, более предпочтительно 15-40 кН/м, наиболее предпочтительно 17-35 кН/м.
Скорость бумажного полотна при каландрировании на стадии g) предпочтительно на 8-14% ниже скорости бумажного полотна, подаваемого в устройство Клупак на стадии f). Причина такого снижения скорости заключается в сохранении растяжимости в МН, приобретенной бумажным полотном в устройстве Клупак.
После «влажного» каландрирования бумажное полотно подвергают дополнительной сушке. Таким образом, предложенный способ дополнительно включает стадию
h) сушки бумажного полотна, полученного на стадии g).
Бумажное полотно предпочтительно оставляют свободно высыхать на протяжении части стадии h) и/или между стадией f) и стадией g). Во время такого «свободного высыхания», которое улучшает растяжимость, бумажное полотно не приводят в контакт с сушильным ситом (зачастую упоминаемым как сушильная сетка). Во время свободного высыхания можно использовать принудительный, необязательно нагретый поток воздуха, что означает, что свободная сушка может включать сушку вентилятором.
Как упомянуто выше, «влажное» каландрирование на стадии g) улучшает свойства поверхности без существенного снижения жесткости бумаги при изгибе. Фактически, оно может даже улучшать жесткость при изгибе.
Соответственно, показатель сопротивления изгибу бумаги может составлять по меньшей мере 38 Нм6/кг3 в машинном направлении (МН) и/или в поперечном направлении (ПН).
В МН показатель сопротивления изгибу бумаги предпочтительно составляет по меньшей мере 43 Нм6/кг3, например, по меньшей мере 48 Нм6/кг3. Типичный верхний предел может составлять 60 или 62 Нм6/кг3.
В ПН показатель сопротивления изгибу бумаги предпочтительно составляет по меньшей мере 42 Нм6/кг3, например, по меньшей мере 47 Нм6/кг3, например, по меньшей мере 52 Нм6/кг3. Типичный верхний предел может составлять 60 или 65 Нм6/кг3.
Показатель сопротивления изгибу получают делением сопротивления изгибу на куб граммажа. Сопротивление изгибу измеряют в соответствии с ISO 2493, используя угол изгиба 15° и длину изгиба 10 мм.
Одно из свойств поверхности, которое улучшается при «влажном» каландрировании, представляет собой шероховатость по Бендтсену. В одном варианте реализации шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 1200 мл/мин. или менее, например, 1000 мл/мин. или менее, например, 900 мл/мин. или менее, например, 810 мл/мин. или менее (см. ниже таблицы 1 и 2).
Значения шероховатости по Бендтсену обычно ниже для более низких значений граммажа. Если граммаж бумаги в соответствии с ISO 536 составляет 80-130 г/м2, то шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 может составлять 800 мл/мин. или менее, например, 600 мл/мин или менее, например, 500 мл/мин или менее (см., например, ниже таблицу 3). В таких вариантах реализации нижний предел может составлять, например, 300 мл/мин, или 350 мл/мин. Если граммаж составляет более 130 г/м2, то нижний предел может составлять, например, 500 мл/мин или 600 мл/мин.
Специалистам в данной области техники понятно, что вышеуказанные значения шероховатости по Бендтсену относятся к немелованной бумаге.
Как показано ниже в разделе «Примеры», та сторона бумаги, которую приводят в контакт со стальным валом в каландре с мягким валом, имеет более мелкозернистую поверхность, чем другая сторона бумаги. Соответственно, обычно предпочтительно печатать на той стороне бумаги, которую приводят в контакт со стальным валом.
Таким образом, при использовании каландра с мягким валом для стадии g), предложенный способ может дополнительно включать стадию:
i) печати на той стороне бумаги, которую приводят в контакт со стальным валом на стадии g). Стальной вал иногда упоминают как стальной цилиндр.
На фиг. 1 представлено устройство Клупак 105, содержащее бесконечную резиновую ленту 107 (иногда называемую «резиновым полотном»), с которой находятся в контакте два разгонных валика 108, 109, направляющий валик 110, натяжной валик 111 и прижимной валик 112. Первое гидравлическое устройство 113 оказывает давление в отношении натяжного валика 111 для растяжения резиновой ленты 107. Второе гидравлическое устройство 114 оказывает давление в отношении прижимного валика 112 для прижатия резиновой ленты 107, которая, в свою очередь, прижимает бумажное полотно 117 к стальному цилиндру 115. Распыляющее смазочную жидкость сопло 116 предназначено для нанесения смазочной жидкости на стальной цилиндр 115.
ПРИМЕРЫ
Проводили полномасштабные испытания для изготовления белой растяжимой бумаги на бумагоделательной машине, которую используют также для получения мешочной бумаги. Получали влажно-каландрированную (согласно изобретению) бумагу и некаландрированную (эталонную) бумагу.
Получение описано ниже.
Получали беленую хвойную сульфатную целлюлозную массу. Целлюлозную массу подвергали рафинированию высокой консистенции (180 кВт-ч на тонну бумаги), составляющей примерно 39%, и рафинированию низкой консистенции (65 кВт-ч на тонну бумаги), составляющей примерно 4,3%. В целлюлозную массу добавляли катионный крахмал (7 кг на тонну бумаги), канифольный клей (2,4 кг на тонну бумаги) и квасцы (3,5 кг на тонну бумаги). В напорном ящике значение рН целлюлозной массы/композиции бумажной массы составляло примерно 5,8, и консистенция целлюлозной массы/композиции бумажной массы составляла примерно 0,3%. Формование бумажного полотна осуществляли в сеточной секции. Содержание сухого вещества в бумажном полотне, выходящем из сеточной секции, составляло примерно 19%. Бумажное полотно обезвоживали в прессовальной секции, имеющей два пресса, с получением содержания сухого вещества, составляющего примерно 38%. Обезвоженное бумажное полотно затем сушили в последующей сушильной секции, имеющей девять сушильных групп, включая одно устройство Клупак, в последовательном расположении. В данном контексте устройство Клупак считали «сушильной группой». Устройство Клупак устанавливали как седьмую сушильную группу, что означает, что бумажное полотно сушили в сушильной секции как до, так и после уплотнения в устройстве Клупак.
При введении в устройство Клупак влагосодержание бумажного полотна составляло 40%. Давление гидравлического цилиндра, действующее на прижимной валик, устанавливали на уровне 30 бар, получая в результате линейную нагрузку, составляющую 33 кН/м. Давление гидравлического цилиндра для растяжения резиновой ленты устанавливали на уровне 31 бар, получая в результате натяжение ленты, составляющее 7 кН/м. Для уменьшения трения между бумажным полотном и стальным цилиндром в устройстве Клупак добавляли смазочную жидкость (1,5% полиэтиленгликоль) в количестве 250 л/час. Скорость бумажного полотна в восьмой сушильной группе, которая представляет собой сушильную группу, расположенную непосредственно после устройства Клупак, была на 11% меньше скорости бумажного полотна, подаваемого в устройство Клупак.
Следующую часть восьмой сушильной группы перестраивали так, что она содержала каландр с мягким валом (т.е. щель между валом с твердой (стальной) поверхностью и валом с мягкой (резиновой) поверхностью). Таким образом, бумажное полотно слегка подсушивали между устройством Клупак и каландром с мягким валом, так что полотно бумаги согласно настоящему изобретению подвергали каландрированию при содержании влаги 35%. Линейная нагрузка составляла 40 кН/м. Температура стального вала каландра с мягким валом составляла примерно 100°С. Эталонную бумагу не каландрировали.
Свойства бумаги, изготовленной в испытаниях, представлены ниже в таблице 1.

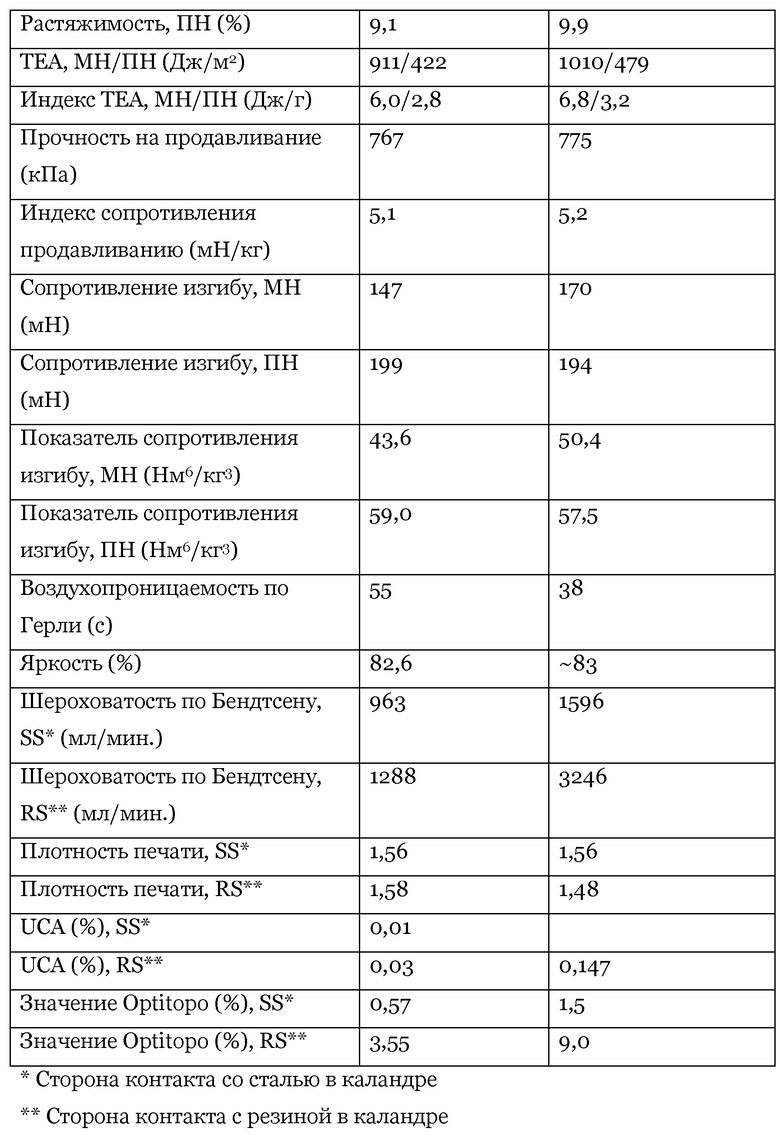
Как показано в таблице 1, изготавливали высокорастяжимую немелованную белую бумагу с высоким значением воздухопроницаемости по Герли (т.е. низкой пористостью). В таблице 1 дополнительно показано, что «влажное» каландрирование существенно улучшает свойства поверхности - шероховатость по Бендтсену и значение Optitopo, а также качество печати, измеренное по UCA. Та сторона бумаги, которую приводили в контакт с (твердым) стальным валом, демонстрировала лучшие свойства поверхности и печати, чем сторона, которую приводили в контакт с (мягким) валом с резиновым покрытием. Таким образом, «сторона контакта со сталью» лучше подходит для печати. «Влажное» каландрирование лишь в небольшой степени снижает сопротивление изгибу в МН и в действительности немного улучшает сопротивление изгибу в ПН.
Проводили другое испытание, в котором изменяли линейную нагрузку в каландре с мягким валом. В остальном бумагу получали в соответствии с полномасштабными испытаниями, описанными выше. Свойства полученной бумаги представлены ниже в таблице 2.
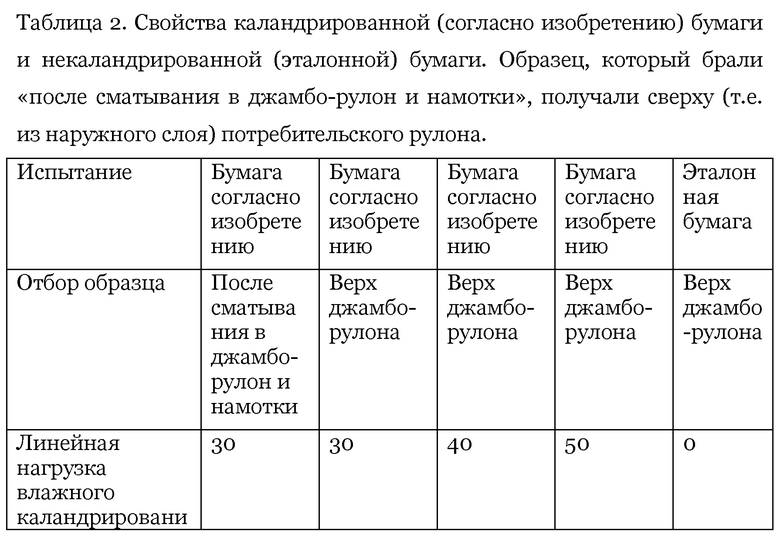

Как показано в таблице 2, снова получали высокорастяжимую немелованную белую бумагу с высоким значением воздухопроницаемости по Герли (т.е. низкой пористостью). Таблица 2 также подтверждает, что влажное каландрирование существенно улучшает свойства поверхности. В частности, та сторона бумаги, которую приводят в контакт с (твердым) стальным валом на стадии влажного каландрирования, обеспечивает получение мелкозернистой поверхности (с низкой шероховатостью по Бендтсену), независимо от линейной нагрузки. Таким образом, неожиданно сделан вывод, что необязательно использовать высокую линейную нагрузку для получения существенно сниженной шероховатости по Бендтсену. Более неожиданно, было обнаружено, что влажное каландрирование, в целом, не приводит к снижению жесткости (измеренной по сопротивлению изгибу) бумаги. Более низкая линейная нагрузка (≤40 кН/м) даже увеличивает сопротивление изгибу в МН и ПН, несмотря на увеличение плотности.
В таблице 2 показано также, что сматывание бумаги на джамбо-рулон и последующая намотка на потребительский рулон улучшает свойства поверхности. Свойства образцов бумаги, взятых сверху джамбо-рулона, не являются точной репрезентацией бумаги, отгружаемой потребителю. Однако эффект, наблюдаемый при сравнении образцов бумаги, взятых из одного и того же места, является достоверным.
Проводили другой набор испытаний, в которых граммаж составлял 100 г/м2, а содержание влаги и давление вала в устройстве Клупак варьировали. В остальном бумагу получали в соответствии с полномасштабными испытаниями, описанными выше. Свойства полученной бумаги представлены ниже в таблице 3.



В таблице 3 показано, что все виды бумаги согласно настоящем изобретению имеют более низкие значения Optitopo («меньшее количество глубоких впадин») и более мелкозернистую поверхность (меньшие значения шероховатости по Бендтсену), чем все эталонные виды бумаги на обеих сторонах бумаги. Дополнительно показано, что увеличение содержание влаги в бумажном полотне, подаваемом в устройство Клупак, существенно улучшает свойства поверхности. Показано также, что увеличение линейной нагрузки прижимного валика в устройстве Клупак улучшает свойства поверхности. Наилучшие значения получены при влагосодержании бумаги, подаваемой в устройство Клупак, более 40% и при линейной нагрузке прижимного валика в устройстве Клупак более 27,5 кН/м.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ ВЫСОКОРАСТЯЖИМОЙ БУМАГИ С ПРИЕМЛЕМЫМИ СВОЙСТВАМИ ПОВЕРХНОСТИ | 2018 |
|
RU2765135C2 |
| БУМАГА ДЛЯ УПАКОВКИ ЖИДКОСТЕЙ | 2017 |
|
RU2696469C1 |
| ВЫСОКОРАСТЯЖИМАЯ МЕШОЧНАЯ БУМАГА | 2017 |
|
RU2726529C1 |
| КАБЕЛЬНАЯ БУМАГА | 2024 |
|
RU2829388C1 |
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2721834C1 |
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2721850C1 |
| КАРТОН С ВЫСОКОЙ ЖЕСТКОСТЬЮ И УПАКОВКА, ИЗГОТОВЛЕННАЯ ИЗ НЕГО | 1998 |
|
RU2178817C2 |
| ПРОИЗВОДСТВО МЕШОЧНОЙ БУМАГИ | 2015 |
|
RU2676290C9 |
| БУМАГА ДЛЯ ГОРЯЧЕГО ЭКСТРАГИРОВАНИЯ | 2019 |
|
RU2782768C1 |
| ЛИСТ С УЛУЧШЕННОЙ СПОСОБНОСТЬЮ СОХРАНЯТЬ НЕСМИНАЕМЫЕ СКЛАДКИ | 2017 |
|
RU2706064C1 |

Изобретение относится к способу изготовления бумаги, имеющей граммаж в соответствии с ISO 536, составляющий 50-250 г/м2, воздухопроницаемость по Герли в соответствии с ISO 5636-5, составляющую более 15 с, и растяжимость в соответствии с ISO 1924-3 в машинном направлении, составляющую по меньшей мере 9%, и указанный способ включает стадии: a) обеспечения целлюлозной массы, предпочтительно сульфатной целлюлозной массы; b) рафинирования целлюлозной массы; c) разбавления целлюлозной массы, полученной на стадии b), и выгрузки разбавленной целлюлозной массы на формовочную сетку с получением бумажного полотна; d) прессования бумажного полотна, полученного на стадии с); e) сушки бумажного полотна, полученного на стадии d); f) уплотнения бумажного полотна, полученного на стадии е), в устройстве Клупак при содержании влаги 32-50%, предпочтительно 37-49%, более предпочтительно 41-49%; g) каландрирования бумажного полотна, полученного на стадии f), необязательно после сушки, при содержании влаги 21-40%, предпочтительно 30-40%, более предпочтительно 32_39%; h) сушки бумажного полотна, полученного на стадии g). Изобретение обеспечивает получение высокорастяжимой немелованной бумаги, которая не является обычной пористой мешочной бумагой, на бумагоделательной машине, содержащей устройство Клупак, без ухудшения печатных свойств или сопротивления изгибу. 41 з.п. ф-лы, 3 табл., 1 ил.
1. Способ изготовления бумаги, имеющей граммаж в соответствии с ISO 536, составляющий 50-250 г/м2, воздухопроницаемость по Герли в соответствии с ISO 5636-5, составляющую более 15 с, и растяжимость в соответствии с ISO 1924-3 в машинном направлении, составляющую по меньшей мере 9%, и указанный способ включает стадии:
a) обеспечения целлюлозной массы;
b) рафинирования целлюлозной массы;
c) разбавления целлюлозной массы, полученной на стадии b), и выгрузки разбавленной целлюлозной массы на формовочную сетку с получением бумажного полотна;
d) прессования бумажного полотна, полученного на стадии c);
e) сушки бумажного полотна, полученного на стадии d);
f) уплотнения бумажного полотна, полученного на стадии e), в устройстве Клупак при содержании влаги 32-50%;
g) каландрирования бумажного полотна, полученного на стадии f), при содержании влаги 21-40%;
h) сушки бумажного полотна, полученного на стадии g).
2. Способ по п. 1, в котором целлюлозная масса представляет собой сульфатную целлюлозную массу.
3. Способ по п. 1 или 2, в котором содержание влаги на стадии f) составляет 37-49%.
4. Способ по любому из предшествующих пунктов, в котором содержание влаги на стадии f) составляет 41-49%.
5. Способ по любому из предшествующих пунктов, в котором содержание влаги на стадии g) составляет 30-40%.
6. Способ по любому из предшествующих пунктов, в котором содержание влаги на стадии g) составляет 32-39%.
7. Способ по п. 1, в котором линейная нагрузка при каландрировании на стадии g) составляет 15-50 кН/м.
8. Способ по любому из предшествующих пунктов, в котором линейная нагрузка при каландрировании на стадии g) составляет 15-42 кН/м.
9. Способ по любому из предшествующих пунктов, в котором линейная нагрузка при каландрировании на стадии g) составляет 15-40 кН/м.
10. Способ по любому из предшествующих пунктов, в котором линейная нагрузка при каландрировании на стадии g) составляет 17-35 кН/м.
11. Способ по любому из предшествующих пунктов, в котором каландр с мягким валом используют на стадии g).
12. Способ по любому из предшествующих пунктов, в котором линейная нагрузка на прижимной валик в устройстве Клупак составляет по меньшей мере 22 кН/м.
13. Способ по любому из предшествующих пунктов, в котором линейная нагрузка на прижимной валик в устройстве Клупак составляет по меньшей мере 28 кН/м.
14. Способ по любому из предшествующих пунктов, в котором линейная нагрузка на прижимной валик в устройстве Клупак составляет по меньшей мере 31 кН/м.
15. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в машинном направлении (МН) в соответствии с ISO 2493 составляет по меньшей мере 38 Нм6/кг3, и при этом сопротивление изгибу измеряют, используя угол изгиба 15° и длину изгиба 10 мм.
16. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в машинном направлении (МН) в соответствии с ISO 2493 составляет по меньшей мере 43 Нм6/кг3.
17. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в машинном направлении (МН) в соответствии с ISO 2493 составляет по меньшей мере 48 Нм6/кг3.
18. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в поперечном направлении (ПН) в соответствии с ISO 2493 составляет по меньшей мере 42 Нм6/кг3, и при этом сопротивление изгибу измеряют, используя угол изгиба 15° и длину изгиба 10 мм.
19. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в поперечном направлении (ПН) в соответствии с ISO 2493 составляет по меньшей мере 47 Нм6/кг3.
20. Способ по любому из предшествующих пунктов, в котором показатель сопротивления изгибу бумаги в поперечном направлении (ПН) в соответствии с ISO 2493 составляет по меньшей мере 52 Нм6/кг3.
21. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 1200 мл/мин или менее.
22. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 1000 мл/мин или менее.
23. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 900 мл/мин или менее.
24. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 810 мл/мин или менее.
25. Способ по любому из предшествующих пунктов, в котором граммаж бумаги в соответствии с ISO 536 составляет 80-130 г/м2, и шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 800 мл/мин или менее.
26. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 600 мл/мин или менее.
27. Способ по любому из предшествующих пунктов, в котором шероховатость по Бендтсену по меньшей мере одной стороны бумаги в соответствии с ISO 8791-2 составляет 500 мл/мин или менее.
28. Способ по любому из предшествующих пунктов, в котором растяжимость в соответствии с ISO 1924-3 в машинном направлении составляет по меньшей мере 10%.
29. Способ по любому из предшествующих пунктов, в котором растяжимость в соответствии с ISO 1924-3 в машинном направлении составляет по меньшей мере 11%.
30. Способ по любому из предшествующих пунктов, в котором растяжимость в соответствии с ISO 1924-3 в поперечном направлении составляет по меньшей мере 7%.
31. Способ по любому из предшествующих пунктов, в котором растяжимость в соответствии с ISO 1924-3 в поперечном направлении составляет по меньшей мере 9%.
32. Способ по любому из предшествующих пунктов, в котором граммаж бумаги в соответствии с ISO 536 составляет 60-220 г/м2.
33. Способ по любому из предшествующих пунктов, в котором граммаж бумаги в соответствии с ISO 536 составляет 80-200 г/м2.
34. Способ по любому из предшествующих пунктов, в котором граммаж бумаги в соответствии с ISO 536 составляет 80-160 г/м2.
35. Способ по любому из предшествующих пунктов, в котором граммаж бумаги в соответствии с ISO 536 составляет 80-130 г/м2.
36. Способ по любому из предшествующих пунктов, в котором воздухопроницаемость бумаги по Герли в соответствии с ISO 5636-5 составляет по меньшей мере 20 с.
37. Способ по любому из предшествующих пунктов, в котором воздухопроницаемость бумаги по Герли в соответствии с ISO 5636-5 составляет по меньшей мере 30 с.
38. Способ по любому из предшествующих пунктов, в котором воздухопроницаемость бумаги по Герли в соответствии с ISO 5636-5 составляет по меньшей мере 40 с.
39. Способ по любому из предшествующих пунктов, в котором яркость бумаги в соответствии с ISO 2470 составляет по меньшей мере 80%.
40. Способ по любому из предшествующих пунктов, в котором яркость бумаги в соответствии с ISO 2470 составляет по меньшей мере 82%.
41. Способ по любому из предшествующих пунктов, в котором скорость бумажного полотна на стадии g) на 8-14% ниже скорости бумажного полотна, подаваемого в устройство Клупак на стадии f).
42. Способ по любому из предшествующих пунктов, в котором показатель TEA бумаги в соответствии с ISO 1924-3 составляет по меньшей мере 3,5 Дж/г в машинном направлении и/или по меньшей мере 2,8 Дж/г в поперечном направлении бумаги.
| WO 2011151239 A2, 08.12.2011 | |||
| US 20160355985 A1, 08.12.2016 | |||
| БУМАГА КАБЕЛЬНАЯ | 2013 |
|
RU2531295C1 |
| DE 102008043727 A1, 20.05.2010 | |||
| WO 2016083170 A1, 02.06.2016. | |||

