Изобретение относится к картону с высокой жесткостью и упаковке, изготовленной из него.
В частности, настоящее изобретение относится к картону с высокой жесткостью и низкой поверхностной плотностью, в то же время другие качества картона, в частности его z-прочность (прочность внутренней связи), находятся на удовлетворительном уровне.
Жесткость является наиболее важным функциональным качеством картона. Жесткость важна, в частности, для картона, используемого для упаковок, чтобы сделать его легко сцепляемым. Жесткость выражается сопротивлением изгибу или коэффициентом устойчивости к изгибу картона. Жесткость картона определяется, главным образом, за счет его поверхностной плотности, более высокая поверхностная плотность выражается в большей жесткости. В случае идентичной поверхностной плотности жесткость картона определяется несколькими параметрами, в частности его толщиной и его коэффициентом устойчивости к растяжению, который является отношением прочности на растяжение к поверхностной плотности. Большая толщина очень важна для жесткого картона. Обычное значение жесткости картона для жидких картонов имеет коэффициент прочности на изгиб около 20 Нм6/кг3 или ниже.
Поверхностная плотность, которая в соответствии с вышесказанным связана с жесткостью, является другим важным качеством картона. Низкая поверхностная плотность предполагает небольшое потребление материала, и следовательно, желательна с экономической точки зрения. Обычное значение поверхностной плотности картона для двухлитровых картонных упаковок для напитков составляет около 360 г/м2.
Дополнительно к жесткости и поверхностной плотности картон в большинстве случаев должен также удовлетворять другим требованиям. Таким образом, многие операции по обработке с преобразованием требуют определенной степени z-прочности картона. Обрабатываемость с преобразованием предполагает, что картон может складываться, пробиваться и, например, покрываться слоем пластика. В этой связи, z-прочность важна для устранения нежелательного деламинирования картона, например, когда он покрывается слоем пластика. Если картон имеет слишком малую z-прочность, охлаждающий барабан прилипает к пластику во время нанесения покрытия методом экструзии и картон деламинируется, когда снимается с охлаждающего барабана. Удовлетворительная степень z-прочности также является необходимой для получения хорошей технологичности, т. е. когда склеивание проходит гладко, так называемое склеивание ленты на ходу машины. Для картона необходимо принимать во внимание удовлетворение требований обработки с преобразованием, он должен иметь z-прочность по крайней мере около 100 Дж/м2 и предпочтительно по крайней мере около 120 Дж/м2. Обычное значение для картона составляет около 180 Дж/м2 или выше, z-прочность обычно определятся взбиванием, повышенное взбивание выражается в более высокой степени сцепления волокон и большей z-прочности. Тем не менее, в то же время возрастает плотность и уменьшаются как толщина, так и жесткость.
Помимо жесткости важна пригодность для печатания. Качествами, определяющими пригодность для печатания, являются глянец, измеряемый как глянец по ISO (международной организации по стандартизации), степень белизны и шероховатость, измеряемая как число шероховатости Бендтсена. В общем, глянец по ISO должен быть по крайней мере около 72%, а шероховатость по Бендтсену должна быть самое большое около 800 мл/мин. Более высокая шероховатость картона может допускаться, если применяется печать на слое пластика или если картон ламинируется препринтной пластиковой пленкой.
Из вышесказанного видно, что некоторые качества, как упоминалось, противопоставляются друг другу, улучшение одного качества, в то же время, приводит к ухудшению другого качества. Таким образом, понятно, что очень сложно одновременно получить в картоне максимальные значения, удовлетворяющие всем вышеупомянутым качествам, в частности значения жесткости, поверхностной плотности и z-прочности.
Следующие ссылки являются примерами технологии известного вида в этой области.
Из подробного описания патента Канады 1251718 известен многослойный картон, в котором центральный слой имеет высокую плотность около 550-770 кг/м3. Центральный слой состоит из 30-70% химически модифицированной термомеханической пульпы (СТМР) и остальной части длинноволокнистой сульфатной пульпы для получения достаточной z-прочности.
Из US-А-5244541 известно увеличение z-прочности и уменьшение плотности за счет очистки волокон механическим путем от механической пульпы и их изгибания. Эта дополнительная механическая обработка требует, тем не менее, большой затраты энергии и, кроме того, приводит к тому, что волокна обычно дают более хлопьеобразный слой, который является неполноценным образованием. Далее, волокна приводят к ухудшению прочности на изгиб, а также устойчивости к сжатию.
В WO 95/26441 описывается материал из многослойного картона, в котором центральная часть имеет высокий объем, имеющий низкую плотность. Это достигается посредством использования волокон целлюлозы, которые связаны между собой с помощью синтетических связующих агентов, таких как модифицированный крахмал, поливиниловый спирт, полиакрилаты, различные сополимеры акрилата и т. д.
В US-А-5147505 описывается многослойная бумага, в которой грубые волокна используются для наружных слоев и тонкие волокна используются для центральной части. В соответствии с этим патентом тонкие волокна центрального слоя оказывают влияние на бумагу, придавая ей хорошую гладкость.
Из DE 2360295 известен офсетный картон с высоким поглощением, центральная часть которого состоит из пульпы древесного волокна и растворенного в холодной воде крахмала.
В US-A-4913773 описывается многослойный картон, который отличается высокой жесткостью по отношению к поверхностной плотности. Это достигается путем использования специальных волокон в центральной части, которые изгибаются и завиваются.
Задачей изобретения является получение картона, имеющего уникальную комбинацию жесткости, поверхностной плотности и z-прочности. Это достигается путем снабжения картона центральным слоем, который имеет низкую плотность и который составляет основную часть картона, а также путем снабжения картона тонкими наружными слоями с высоким коэффициентом прочности на растяжение. Картон в соответствии с изобретением применим, в частности, как упаковочный материал, такой как картонные упаковки для напитков.
Более конкретно, изобретение позволяет получить картон с высокой жесткостью, который состоит из центральной части, окруженной по крайней мере одним наружным слоем на каждой стороне, отличающийся тем,
что картон имеет поверхностную плотность 100-300 г/м2, коэффициент прочности на изгиб по крайней мере 25 Нм6/кг3 и z-прочность связи по Скотту по крайней мере 100 Дж/м2,
что центральная часть состоит, в основном, из химической термомеханической пульпы, имеет плотность 200-450 кг/м3 и составляет 55-80% полной поверхностной плотности и
что наружный слой на каждой стороне имеет коэффициент стойкости к растяжению 7,0-9,5 кНм/г и, в основном, состоит из химической пульпы.
В соответствии с изобретением также обеспечивается упаковка, произведенная из картона в соответствии с изобретением.
Дополнительные характеристики изобретения очевидны из приведенного ниже описания и зависимых пунктов изобретения.
По сравнению с соответствующим картоном известного вида представленное изобретение обеспечивает получение картона, имеющего существенно большую жесткость. С точки зрения коэффициента прочности на изгиб картон в соответствии с изобретением обычно имеет жесткость, по крайней мере, на 50% больше и зачастую более, чем в два раза большую жесткость. Кроме того, поверхностная плотность значительно ниже поверхностной плотности соответствующего традиционного картона и ниже примерно по крайней мере на 30%. Таким образом, традиционный картон, предназначенный для порционной упаковки напитков, обычно имеет поверхностную плотность около 180 г/м2, в то время как соответствующий картон согласно изобретению может производиться с поверхностной плотностью около 115 г/м2. Соответственно, традиционный картон, предназначенный для двухлитровых картонных упаковок напитков обычно имеет поверхностную плотность около 360 г/м2, в то время как соответствующий картон согласно изобретению может производиться с поверхностной плотностью около 250 г/м2. Использование картона в соответствии с изобретением приводит к экономии материала по сравнению с использованием традиционного картона, которая предполагает, что картон в соответствии с изобретением представляет существенный экономический выигрыш. Дополнительно к этому, центральная часть картона в соответствии с изобретением предпочтительно состоит, в основном, из низкоочищенной химической термомеханической пульпы (СТМР), которая, когда производится, требует энергии примерно на 30-40% меньше, чем соответствующая более высокоочищенная химическая термомеханическая пульпа (СТМР) для традиционного картона. Эта экономия энергии также составляет существенное преимущество изобретения.
Следует подчеркнуть, что изобретение достигает вышеупомянутых преимуществ в то время, как другие качества картона, в частности z-прочность связи по Скотту, находятся на удовлетворительном уровне, по крайней мере 100 Дж/м2. Кроме z-прочности, также можно упомянуть глянец картона по ISO, который предпочтительно составляет по крайней мере около 72%, и его шероховатость по Бендтсену, которая предпочтительно составляет, самое большое, около 2000 мл/мин.
Как изложено выше, картон в соответствии с изобретением имеет поверхностную плотность 100-300 г/м2 и, предпочтительно, поверхностная плотность картона равна 120-220 г/м2.
Коэффициент прочности на изгиб картона составляет по крайней мере 30 Нм6/кг3, предпочтительно 30-60 Нм6/кг3, более предпочтительно 35-50 Нм6/кг3 и наиболее предпочтительно 40-45 Нм6/кг3.
z-Прочность картона составляет по крайней мере 100 Дж/м2, предпочтительно 100-180 Дж/м2, более предпочтительно 100-140 Дж/м2 и наиболее предпочтительно 110-120 Дж/м2.
Центральная часть картона в соответствии с изобретением может состоять из одного или нескольких слоев того же самого или разного состава, центральная часть предпочтительно состоит из 1-3 слоев.
Центральная часть должна иметь плотность 200-450 кг/м3, такую как 320-450 кг/м3, приемлемо 350-400 кг/м3. Предпочтительно, центральная часть имеет, тем не менее, плотность 200-400 кг/м3 и более предпочтительно 250-450 кг/м3. Далее, центральная часть должна составлять 55-80%, предпочтительно 65-80% полной поверхностной плотности картона, то есть центральная часть картона составляет основную часть полной массы картона и центральная часть имеет низкую плотность, которая получается, в итоге, в центральной части, имеющей высокий объем.
Даже в том случае, если не исключаются другие материалы, центральная часть изобретенного картона, в основном, состоит, то есть по крайней мере около 50% его из химической термомеханической пульпы (СТМР). В частности, предпочтительно, что около 50-90% центральной части состоит из химической термомеханической пульпы (СТМР). Эта химическая термомеханическая пульпа (СТМР), предпочтительно, имеет плотность 200-300 кг/м3, более предпочтительно 250-300 кг/м3 и наиболее предпочтительно 270-290 кг/м3. Эта плотность, а также другие плотности, изложенные здесь, определяются в соответствии с STFI, то есть с учетом шероховатости.
Чтобы связать центральную часть и улучшить z-прочность, если используется химическая термомеханическая пульпа (СТМР), соответствующая изложенной выше, предпочтительно в этом изобретении добавить крошку от картона и/или химической пульпы к химической термомеханической пульпе (СТМР). Крошка должна иметь устойчивость к дренированию 25-70oSR, в то время как химическая пульпа должна иметь устойчивость к дренированию 50-80oSR. Количество крошки предпочтительно составляет 10-40% по весу, исходя из центральной части, в то время как химическая пульпа добавляется в количестве 0-10% по весу, исходя из центральной части. Химическая пульпа здесь означает пульпу, в которой волокна были освобождены химическим способом, обычно путем варки целлюлозы. Пульпа может состоять из пульпы мягкой древесины, пульпы твердой древесины или их смесей. Пульпа также может состоять из сульфитной пульпы или, предпочтительно, сульфатной пульпы. Как химическая масса, так и химическая термомеханическая пульпа (СТМР), предпочтительно отбеливаются.
Далее, чтобы улучшить z-прочность, также предпочтительно добавить катионный крахмал, когда изготавливается центральная часть. Количество катионоактивного крахмала тогда составляет 0,2-1,5% по весу и, предпочтительно, 0,8-1,2% по весу, исходя из центральной части. Предпочтительно, степень катионизирования крахмала составляет 0,35-0,40.
Наружные слои, которые окружают центральную часть по обеим сторонам, могут так же, как центральная часть, состоять из одного или более слоев и имеют один и тот же или различный состав, но предпочтительно, центральная часть окружена одним наружным слоем с каждой стороны. В этой связи, наружный слой на одной стороне центральной части может быть идентичным или отличным от наружного слоя на другой стороне центральной части. Если, например, желательно улучшить дренирование, формование и технологичность, внешний слой по отношению к проволоке может иметь низкую степень взбивания, то есть лучшую способность к дренированию, чем другой наружный слой.
Как изложено выше, наружный слой должен иметь коэффициент устойчивости к растяжению 7,0-9,5 кНм/г. Предпочтительно, наружный слой имеет коэффициент прочности на растяжение 7,5-9,0 кНм/г и наиболее предпочтительно 7,5-8,5 кНм/г. Прочность на растяжение внешнего слоя важна для получения желаемой жесткости в готовом картоне. Коэффициент прочности на растяжение определяется для первоначальной массы внешнего слоя, то есть не на наружном слое готового картона. Если коэффициент устойчивости к растяжению определяется на наружном слое готового картона, получается значение примерно на 15-20% меньше за счет поперечной усадки готового картона.
Наружный слой делается из химической пульпы, которая может состоять из одного типа химической пульпы или смеси различных типов химической пульпы. Химическая пульпа может выбираться из сульфатной пульпы и сульфитной пульпы, которая, в свою очередь, может выбираться из пульпы мягкой древесины и пульпы твердой древесины. Предпочтительно, отбеливается химическая пульпа, отбеливание пульпы наружного слоя и пульпы центральной части производится так, что совместно они придают картону глянец по ISO, предпочтительно по крайней мере 72%. Пульпа наружного слоя также должна иметь устойчивость к дренированию 20-35oSR, предпочтительно 25-30oSR. Поверхностная плотность наружного слоя изменяется с параметрами, изложенными ранее для картона и центральной части, но она обычно равна примерно 25-30 г/м2 для картона, имеющего поверхностную плотность около 100-150 г/м2.
Чтобы увеличить устойчивость картона в отношении влияния влаги или других жидкостей, которая представляет интерес, когда он используется, как упаковочный материал для жидкости, картон надлежащим образом снабжается пластиковым покрытием, например путем экструзивного нанесения покрытия из полиэтилена, на наружной стороне каждого наружного слоя. С целью дальнейшего улучшения устойчивости к жидкости картон может ламинироваться металлической фольгой, например алюминиевой фольгой. Предпочтительно, это ламинирование производится таким образом, что металлическая фольга располагается на внутренней стороне картона, т. е. на стороне, обращенной к жидкости.
Для дальнейшей иллюстрации изобретения и упрощения его понимания ниже приводится несколько иллюстрирующих, но не ограничивающих примеров совместно с сопоставимым примером. Качественные параметры, изложенные выше и ниже, определяются как следующие:
Коэффициент прочности на изгиб: определенный в соответствии с SCAN-P 29: 95,
z-прочность: определенная в соответствии с прочностью по Скотту, TAPPI UM403(1991),
плотность: определенная в соответствии с предложением SCAN P 141 X,
коэффициент прочности на растяжение: определенный в соответствии с SCAN-P 67,
устойчивость к дренированию: определенная в соответствии с SCAN-C 19,
глянец по ISO: определенный в соответствии с ISO 2470,
шероховатость: определенная в соответствии с Бендтсеном, ISO 8791/2.
Картон в следующих примерах был изготовлен на четырехдренажной бумагоделательной машине. Машина имела многослойный головной бокс для трех слоев, и проволочный отсек следовал за прессовым отсеком с одним войлочным мокрым прессом, сопровождаемым традиционным сушильным отсеком, состоящим из нескольких сушильных цилиндров. Когда производился картон, давление мокрого пресса поддерживалось на низком уровне (менее 80 бар) для устранения сдвига центральной части картона с последующим уменьшением z-прочности.
Состав и качества различных картонов, которые были произведены, указываются в примерах ниже. В этой связи различные пульпы, составляющие слои картона, также содержат шлихту, крахмал и удерживающие агенты прежнего типа и в прежних количествах.
Примеры 1-9
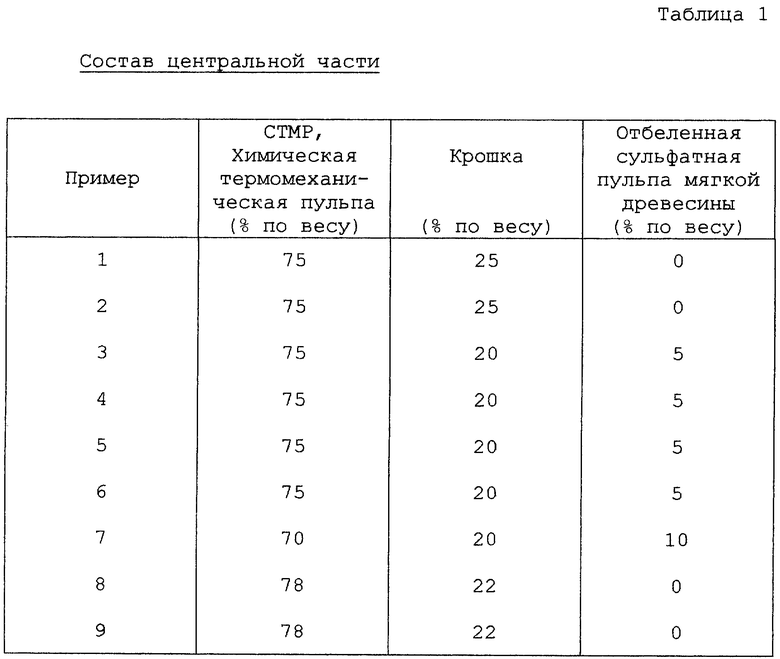
Был произведен трехслойный картон, имеющий центральную часть, которая была окружена наружным слоем на каждой стороне. Центральная часть состояла из 70-80% по весу отбеленной химической термомеханической пульпы (СТМР), 20-25% по весу крошки со степенью взбивания 65oSR и 0-10% по весу отбеленной сульфатной пульпы мягкой древесины со степенью взбивания 75o SR. В примерах 1 и 2 внешние слои, которые были идентичными, состояли из смеси 70% по весу отбеленной сульфатной пульпы мягкой древесины "STORA 32" и 30% по весу березовой сульфатной пульпы "STORA 61", которые взбивались вместе со степенью взбивания 25-27oSR, в то время как наружные слои в примерах 3-9 состояли из смеси 70% по весу отбеленной сульфатной пульпы мягкой древесины и 30% по весу березовой сульфатной пульпы, которые взбивались совместно до степени взбивания 25-27 oSR. Детальный состав центральной части указан в таблице 1.
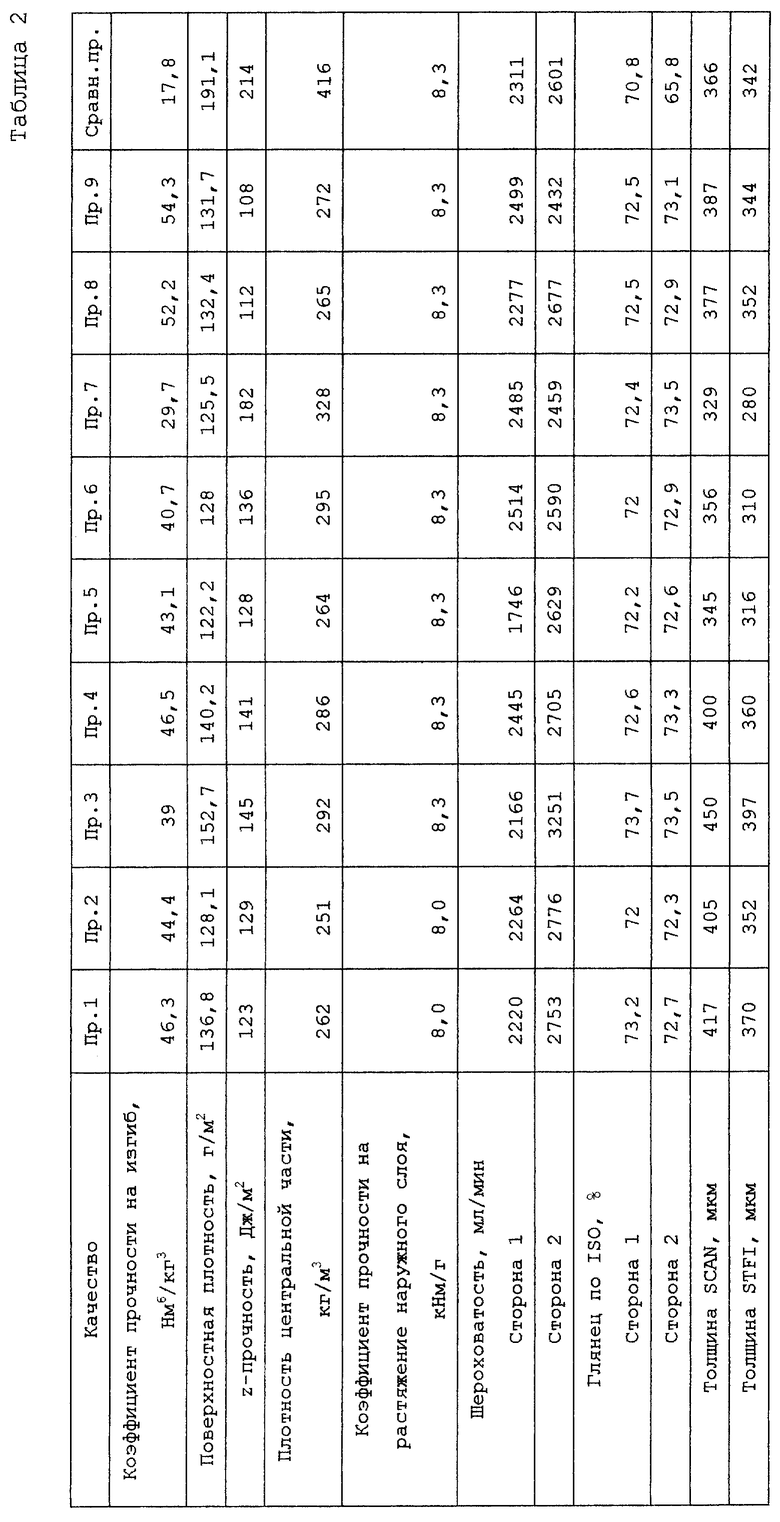
Качества произведенного картона определялись в соответствии с вышеизложенным для различных примеров и значения представлены в таблице 2.
Сравнительный пример
Для сравнения был произведен трехслойный картон, центральная часть которого состояла из 50% по весу неотбеленной химической термомеханической пульпы (СТМР), 10% по весу неотбеленной сульфатной пульпы мягкой древесины со степенью взбивания 80oSR, 20% по весу неотбеленной сульфатной пульпы мягкой древесины со степенью взбивания 25oSR и 20% по весу крошки со степенью взбивания 30o SR. Внешние слои состояли из 40% по весу эвкалиптовой пульпы со степенью взбивания 30o SR и 60% по весу сульфатной пульпы мягкой древесины со степенью взбивания 25oSR.
Сравнительный картон был произведен вышеизложенным способом, и качества готового картона определялись в соответствии с вышеизложенным. Значения различных качеств указаны в таблице 2.
Из таблицы 2 видно, что картон в соответствии с изобретением (примеры 1-9) имеет значительно больший коэффициент прочности на изгиб, чем картон в соответствии со сравнительным примером. Правда, z-прочность картона в соответствии с изобретением несколько ниже, чем z-прочность картона в соответствии со сравнительным примером, но она все же является удовлетворительной.
Изобретенный картон сверху был покрыт методом экструзии на каждой стороне полиэтиленом для создания материала для картонной упаковки жидкости. Картонные упаковки жидкости были изготовлены из этого материала. В этой связи не возникало проблем деламинирования картона, то есть z-прочность картона была удовлетворительной.
Изобретение предназначено для использования при производстве картона с высокой жесткостью и упаковки из него. Картон состоит из центральной части, которая окружена по крайней мере одним, преимущественно 1-3 наружными слоями на каждой стороне. Картон имеет поверхностную плотность 100-300 г/м2, коэффициент прочности на изгиб по крайней мере 25 Нм6/кг3, предпочтительно 30-60 Нм6/кг3 и z-прочность связи по Скотту по крайней мере 100 Дж/м2. Центральная часть картона состоит, главным образом, из химической термомеханической пульпы и имеет плотность 200-450 кг/м3 и центральная часть составляет 55-80% от полной поверхностной плотности картона. Наружные слои имеют коэффициент устойчивости к растяжению 7,0-9,5 кг•Нм/г и состоят, главным образом, из химической пульпы. Обеспечивается получение картона с уникальной комбинацией жесткости, поверхностной плотности и z-прочности при экономии энергии при производстве. 2 с. и 7 з. п. ф-лы, 2 табл.
| CА 1251718 А, 28.03.1989 | |||
| US 4913773 А, 03.04.1990 | |||
| Способ производства многослойного коробочного картона | 1985 |
|
SU1328417A1 |
