Изобретение относится к обработке каналов деталей и может быть использовано при полировании каналов переменного сечения, с изменяющимся направлением и профилем, а также каналов малого сечения.
Известен способ полирования изделия-анода струей электролита, подаваемого из сопла при напряжении 230-350 В и температуре 80-85°C, при котором струю направляют вертикально вверх на обрабатываемую поверхность, причем напор струи электролита регулируют в соответствии с эталонным значением тока, выбранным из пределов рабочего тока и данными датчиков тока в цепи питания-электролит-насадка (см. патент RU 2640213 от 23.12.2017). Способ струйного электролито-плазменного полирования металлических изделий сложного профиля и устройство его реализации).
Недостатком этого способа является то, что он не может быть применен для каналов сложной формы малого и переменного сечения большой длины из-за неустойчивости электролитно-плазменного процесса, неудовлетворительной стабильности образования парогазовой оболочки на поверхности каналов и невозможности поддержания режима пленочного кипения.
Известен способ анодно-абразивного полирования отверстий, включающих возвратно-поступательное перемещение и вибрацию эластичного инструмента относительно детали и одновременную электрохимическую обработку поверхности отверстия, при котором используют инструмент, состоящий из двух абразивонесущих эластичных частей и катода, повторяющий форму отверстия, с каналами для подачи электролита к обрабатываемой поверхности (см. патент RU №2588953 Способ анодно-абразивного полирования отверстий).
Недостатком способа является то, что он не может быть использован для обработки каналов переменного сечения, а также каналов малого сечения, например, 2×1 мм и большой длины.
Известен способ магнитно-абразивной обработки (см. патент SU 867619 Способ магнитно-абразивного полирования фасонных поверхностей), где для полирования используется жидкий компонент с ферромагнитной средой для безразмерной обработки деталей. Недостатком его является невозможность обработки каналов с изменяющейся геометрией малого сечения и каналы деталей, выполненных из магнитных материалов.
За прототип принят способ комбинированной обработки каналов малого сечения на основе электрохимико-абразивного полирования при одновременном воздействии низковольтного электрического поля, путем совмещения механической и электрической составляющей процесса анодно-абразивного удаления микронеровностей. В качестве электролита могут быть использованы растворы нейтральных солей NaNO3, NaNO, Na2SO4 и др., растворы кислот на основе H2SO4 и др., а абразивом может служить электрокорунд М3-М5 (см. Радионов А.О. Технологическое обеспечение эксплуатационных характеристик деталей с щелевыми каналами комбинированной обработкой. Диссертация на соискание ученой степени кандидата технических наук. Воронеж, 2014 г.).
Способ позволяет удалять избирательно микронеровности и устранять микродефекты поверхности канала токопроводящей средой с управляемой энергией ее механического воздействия за счет дозирования абразивных свойств.
Недостатком способа является сложность обеспечения равномерной и низкой шероховатости поверхности каналов сложной формы с изменяющейся геометрией и каналов малого сечения из-за трудности управления процессом анодно-абразивного полирования в канале. Кроме того, нетокопроводящие абразивные частицы не способны участвовать в дополнительном переносе электрического заряда наряду с ионами электролита, что снижает эффективность удаления микронеровностей за счет анодного растворения. Нетокопроводящие частицы не могут быть заряженными или электрически поляризованными.
Известна установка для комбинированного электрохимико-абразивного полирования, взятая за прототип (Радионов А.О. Технологическое обеспечение эксплуатационных характеристик деталей с щелевыми каналами комбинированной обработкой. Диссертация на соискание ученой степени кандидата технических наук. Воронеж, 2014 г., с. 82). Установка для полирования в проточном электролите содержит устройство для крепления обрабатываемой детали, электроды для наложения напряжения электрического поля на поток электролита, систему подачи электролита и абразивной суспензии, емкость с абразивом, емкость с электролитом, пульт управления.
Недостатком установки является то, что она не предназначена для воздействия на поток электролита магнитным полем и не способна очищать электролит от магнитоабразивных частиц и металлических частиц стружки, образующейся в процессе анодно-абразивного полирования, т.к. оснащена механическим фильтром, который может часто забиваться.
Задачей настоящего изобретения является:
- повышение равномерности микропрофиля и снижение шероховатости на труднообрабатываемых поверхностях каналов сложной конфигурации и в каналах малого сечения;
- уменьшение электрической мощности и величины снимаемого припуска при полировании каналов с сохранением исходной точности.
Поставленная задача решается тем, что в известном способе комбинированной обработки канала сложной формы в делали, включающем анодно-абразивную обработка канала в проточном электролите с абразивными частицами, согласно изобретению, в качестве абразивных частиц применяют токопроводящие электрически поляризованные магнитоабразивные заряженные частицы, выполненные на основе композиционных материалов, включающих ферромагнитные или магнитотвердые материалы, модифицированные высокотокопроводящими наночастицами графена и/или графеновых нанотрубок, на которые воздействуют внешним магнитным полем, обеспечивающим возникновение вибрационных колебаний либо у магнитоабразивных электрически поляризованных заряженных частиц, либо у обрабатываемой детали.
В качестве токопроводящих электрически поляризованных заряженных магнитоабразивных частиц используют металлические частицы с магнитными свойствами, в пористую поверхность которых имплантированы высокотокопроводящие наночастицы.
Для магнитного воздействия на токопроводящие электрически поляризованные заряженные магнитоабразивные частицы применяют постоянное или переменное, а также осциллирующее или вращающееся магнитное поле.
Для электрического воздействия используют постоянное, переменное, импульсное электрическое поле, а также как низковольтное, так и высоковольтное электрическое напряжение.
Известная установка для комбинированной обработки канала сложной формы в детали, содержащая устройство крепления обрабатываемой детали, систему подачи электролита и абразивных частиц в обрабатываемый канал, включающую емкость с абразивными частицами и емкость с электролитом, электроды, выполненные с возможностью наложения напряжения электрического поля на обрабатываемую деталь и подаваемый поток электролита, и пульт управления, согласно изобретению, что дополнительно снабжена внешним магнитным устройством, выполненным для обеспечения вибрационных колебаний или магнитоабразивных частиц или обрабатываемой детали, а система подачи электролита снабжена магнитным сепаратором, причем электроды, несущие отрицательный заряд, выполнены кольцевыми и изолированными.
В качестве внешнего магнитного устройства применен постоянный неодимовый магнит, обеспечивающий вибрационные колебания магнитоабразивных электрически поляризованных заряженных частиц.
В качестве внешнего магнитного устройства, применено устройство с линейным электромагнитным вибратором или платформенным электромагнитным вибратором, обеспечивающими наложение продольных или поперечных вибрационных колебаний на обрабатываемую деталь, при этом устройство крепления обрабатываемой детали дополнительно снабжено пружинным подвесом.
Технический результат достигается за счет того, что абразивные частицы, выполнены из материала с магнитными свойствами, например, из ферромагнитных и твердых магнитных материалов, модифицированных наночастицами меди, графена или углеродных нанотрубок, ферромагнитных материалов Fe3C, FeB, FeB2, магнитотвердых редкоземельных материалов NbC-Fe, что делает электролит не только токопроводящей средой, но и средой, обладающей магнитными свойствами. Это позволяет управлять процессами полирования поверхности в технологически труднодоступных зонах, на переходных и сложных участках, путем воздействия на магнитоабразивную массу внешним магнитным полем, совершающим вращательное или осциллирующее движение. При этом может создаваться электрически поляризованная токопроводящая магнитно-абразивная концентрация абразивных частиц, как на сложных участках обрабатываемой поверхности, так и на всей обрабатываемой поверхности, что позволяет управлять процессом механического воздействия на микронеровности, а также их анодным растворением, за счет применения заряженных магнитоабразивных частиц, способных локально усиливать анодное растворение микронеровностей обрабатываемой поверхности и ускорять избирательный процесс снятия материала с микровыступов.
Между электрически поляризованными заряженными магнитоабразивными частицами, несущими отрицательный заряд и микронеровностями обрабатываемой поверхности канала, будет протекать более интенсивно анодный процесс растворения микронеровностей, а за счет удаления анодной пленки будет происходить активация обрабатываемых гребешков микронеровностей, с одновременным срезанием их микрорезанием. Это позволит снизить удаляемый припуск для достижения, установленного Ra при полировании и обеспечить сохранение исходной точности канала в пределах принятого допуска, а также повысить эффективность процесса полирования, за счет избирательного анодного растворения микронеровностей, в связи с тем, что электрический заряд преимущественно концентрируется на них, и механического воздействия абразива с токопроводящими магнитными свойствами.
Для повышения плотности электрического заряда путем переноса к микронеровностям, в поры поверхности абразивных заряженных частиц имплантируется высокотокопроводящее металлическое вещество, например, медь, или наноутлеродные графеновые нанотрубки или графен. При взаимодействии электрически поляризованных абразивных частиц с магнитными свойствами с микронеровностями в среде электролита будет происходить более интенсивное анодное растворение под действием электрического поля. Электролит в свою очередь будет являться переносчиком ионов, магнитоабразивных электрически поляризованных заряженных частиц и смазкой при магнитно-абразивном процессе удаления микронеровностей. В качестве электролита может применяться 15% NaNO3) который обладает пассивирующими свойствами, электрическое поле может быть низкого напряжения 4-20 В или высокого 230-350 В, в зависимости от электропроводности электролита, габаритов обрабатываемого канала и свойств обрабатываемого металла.
Магнитоабразивные токопроводящие электрически поляризованные частицы могут быть выполнены на основе ферромагнитных материалов Fe3C, FeB, FeB2, или магнитотвердых редкоземельных материалов NbC-Fe (см. патент SU 763161), а также других композиционных материалов, модифицированных высокотокопроводящими металлическими частицами, например, медью, углеродными нанотрубками (УНТ), графеном, обладающими высокой электропроводностью. Магнитно-абразивные токопроводящие частицы могут быть также выполнены самостоятельно в виде многослойных углеродных нанотрубок, содержащих металлические частицы с магнитными свойствами, например, железо, никель, кобальт (см. Юрков Г.Ю., Фионова А.С., Кошкаров и др. Электрические и магнитные свойства наноматериалов / Неорганические материалы, РАН, Том 43, №8, 2007, с. 936-947).
Механическая прочность углеродных нанотрубок в сотни раз превосходит прочность стали. Нанотрубки отличаются высокими эмиссионными характеристиками (при U=500 В, i=0,l А/см3), которые активизируются при U=3 В, а также магнитными свойствами при модификации металлическими частицами с магнитными свойствами (Со, Fe, Ni) (см текст http://perst.issp.ras.ru/Control/Inform/perst/2006/6_04/n.php?file=perst.htm&label=D 06 4 4) при магнитной индукции 25 Тл, намагниченность более 2,5*103 см3/г (см. А.С. Соенко, A.M. Зиатдинов. Строение и магнитные свойства многослойных углеродных нанотрубок, полученных каталитическим пиролизом метана / Вестник ДВО РАН, 2012, №5). При использовании углеродных нанотрубок энергоемкость ионной жидкости (электролита) возрастает за счет уникальной токопроводящей добавки в электролит (электропроводность углеродных нанотрубок в несколько раз выше, чем у меди, поэтому они способны эффективно переносить электрический заряд и усиливать процесс анодного растворения при контакте с микронеровностями, при этом усилие контакта с микровыступами может снижаться). В этом случае возрастает скорость удаления микронеровностей при полировании за счет повышения концентрации заряда и анодного растворения. Магнитное поле при этом позволяет концентрировать электрически поляризованные заряженные магнитные частицы в труднодоступных местах и механически воздействовать на гребешки микрошероховатости.
Поверхностное модифицирование углеродных нанотрубок фрагментами валентных оксидов железа обеспечивает создание упорядоченной структуры нанотрубок в магнитной жидкости при наложении постоянного магнитного поля определенной направленности (см. П.В. Запороцков. Полупроводящие модифицированные структуры на основе углеродных нанотрубок. Диссертация к.ф.м.н., Москва, 2016). В качестве постоянных магнитов могут применяться магнитотвердые редкоземельные неодимовые магниты NdFeB.
Необходимым условием реализации предложенного способа является анодно-абразивное равномерное воздействие на микронеровности обрабатываемого канала сложной формы и малого сечения, а также рациональный выбор рабочей среды и режимов анодно-магнитно-абразивного полирования.
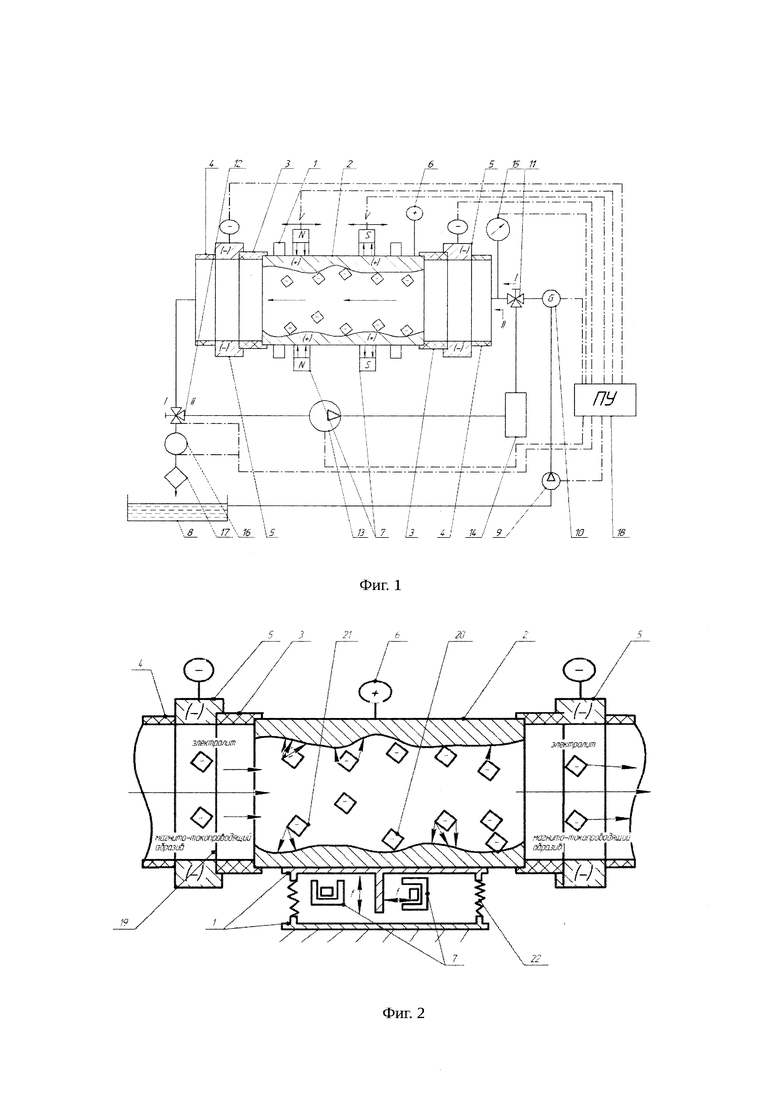
На фиг. 1 представлен способ и установка для комбинированного электрохимико-магнитно-абразивного полирования при воздействии на процесс внешнего магнитного поля.
На фиг. 2 изображена схема процесса, реализующего способ комбинированного электрохимико-магнитно-абразивного полирования канала, выполненного из ферромагнитного материала.
Установка для комбинированной электрохимико-магнитно-абразивной обработки (фиг. 1) содержит: устройство для крепления 1 детали, обрабатываемый канал детали 2, кольцевые изоляторы 3 и 4, кольцевые электроды 5, несущие отрицательный заряд, электрод 6 для подачи электрического напряжения на обрабатываемый канал (положительный заряд), внешняя магнитная система 7, емкость с электролитом 8, емкость с магнитоабразивом 14, систему подачи электролита и абразива, в составе насоса для подачи электролита 9, расходомера 10, вентилей стендовых трехходовых 11, 12, насоса для подачи магнитоабразивной токопроводящей суспензии 13, манометра 15, магнитный сепаратор 16, фильтр 17. Управление работой установки осуществляется с пульта управления 18.
На схеме (фиг. 2) показаны устройство для крепления детали 1, деталь 2 из ферромагнитного магнитомягкого материала с обрабатываемым каналом, кольцевые изоляторы 3, кольцевые электроды 5 с отрицательным зарядом, электрод 6 для подачи электрического напряжения (+) на обрабатываемый канал, внешняя электромагнитная система 7; электролит 19, содержащий токопроводящие электрически поляризованные заряженные магнитоабразивные частицы 20, модифицированные наночастицами меди или графена, или углеродных нанотрубок, обладающие собственным магнитным полем, например, пористые металлокерамические магниты, изготовленные из порошков сплавов Cu-Ni-Fe или Cu-Ni-Co путем прессования с пористостью 3-40%, наномодифицированные углеродными материалами (графеном или углеродными нанотрубками, или наночастицами меди); силовые магнитные линии 21 токопроводящих электрически поляризованных заряженных магнитоабразивных частиц, пружинный подвес 22.
При необходимости могут применяться источники тока высокого напряжение 230-350 В. Для накопления электрического заряда в микропоры поверхности магнитоабразивной частицы могут имплантировать вещество с высокой электропроводностью, например, могут применяться медь или графен или графеновые нанотрубки.
Способ комбинированного полирования и работа установки (фиг. 1) состоят в следующем: обрабатываемую деталь 2, выполненную из неферромагнитного материала (медь, латунь) помещают в устройство для крепления детали 1. Вентиль 12 переводят в положение I, включают насос 9, для подачи электролита, давление которого отслеживают по манометру 15, определяют расход жидкости расходомером 10 и выбирают режим обработки. Для проведения комбинированной электрохимико-магнитно-абразивной обработки вентиль 12 переводят в положение II, включают насос 13 и направляют поток электролита в емкость 14 с ферромагнитными наномодифицированными частицами из высокотокопроводящего материала, которые добавляют в рабочую жидкость в требуемой концентрации 2-4% в зависимости от материала обрабатываемого канала. Включают установку для комбинированной обработки, для этого подают напряжение электрического тока на электроды 5 и 6, а также приводы электромагнитов 7 и проводят обработку канала в течение установленного времени. Токопроводящие магнитоабразивные частицы проходят через кольцевые электроды 5 электрически поляризуются и получают заряд (-). Магнитное поле, создаваемое внешними магнитами 7, может быть осциллирующим или вращающимся.
Магниты 7 выполнены постоянными из неодимового магнитотвердого редкоземельного магнита Nd2Fe14B (ru.wikipedia.org / Неодимовые магниты) и устанавливаться на сложных участках для полирования, дополнительно притягивать и воздействовать магнитным полем на электрически поляризованные заряженные магнитоабразивные частицы, например, модифицированные углеродными нанотрубками магнитные частицы типа NbC-Fe или частицы на основе самих нанотрубок, модифицированных металл о содержащими частицами (Fe, Со, Fe3C) с магнитными свойствами. При обработке деталей из немагнитного материала возникают вибрационные колебания магнитоабразивных частиц за счет воздействия внешнего магнитного поля. Вибрация магнитоабразивных частиц происходит за счет периодического изменения индукции магнитного поля в зазоре между магнитом и обрабатываемой деталью. Магнитоабразивные частицы могут концентрироваться в труднодоступных местах обрабатываемой поверхности, например, таких, как изгибы и повороты, скрутки, обеспечивать стабильный процесс полирования и равномерную шероховатость поверхности. При этом будут усиливаться не только механическая составляющая, но и электрохимическая составляющая процесса анодно-абразивного полирования за счет повышения электрического заряда магнитно-абразивных заряженных частиц при взаимодействии их с микронеровностями обрабатываемой поверхности, что позволит повысить качество полирования, снизить давление жидкоабразивной рабочей жидкости при обработке каналов малого сечения и большой длины, в том числе на труднообрабатываемых участках. Все процессы комбинированной обработки проходят автоматизировано при помощи пульта управления 17, при использовании которого устанавливаются, и контролируются технологические режимы. После обработки установку выключают, стендовый вентиль 12 переводят в положение I и проводят промывку системы, магнитный сепаратор 16, фильтр 17 служит для очистки технологической жидкости при промывке системы от магнитных абразивных частиц.
Процесс обработки деталей из ферромагнитного материала показан на фиг. 2. В устройство для крепления детали 1 устанавливают трубную деталь 2 с обрабатываемым каналом из ферромагнитного материала, например, магнитомягкого сплава 32НКД. На кольцевые электроды 5, расположенные между изоляторами 3, подают потенциал (-) от источника технологического напряжения 4-12 В, при низком напряжении (на схеме не показан). В канал детали 2 подают электролит 19 под давлением 0,1-0,4 МПа с токопроводящими магнитными абразивонесущими частицами 20, которые создают магнитные силовые линии 21. Абразивонесущие частицы электрически поляризуются и отрицательно заряжаются, проходя через кольцевые электроды 5, в обрабатываемый канал детали 2, на которую подают потенциал (+) через электрод 6. В качестве источника внешнего магнитного поля 7 может быть использован горизонтально расположенный электромагнит, представляющий собой линейный электромагнитный вибратор, который позволяет создавать продольные колебания обрабатываемой детали, или вертикально установленный электромагнит, представляющий собой платформенный вибратор, который создает поперечные колебания детали. Внешним электромагнитным импульсным полем 7 воздействуют на обрабатываемую деталь, которая начинает совершать механические колебания в приспособлении с пружинным подвесом 22, например, частотой 1-50 Гц, амплитудой 2-15 мм, создавая механогальванический эффект, который генерирует дополнительно электрическое поле в электролите у поверхности микронеровностей. При этом возникают периодически микроскопические объемные заряды между магнитоабразивными электрически поляризованными заряженными частицами и активированными микровыступами обрабатываемой поверхности. Магнитоабразивные заряженные частицы более интенсивно механически и электрически взаимодействуют с микровыступами за счет вибрации обрабатываемой детали, что позволяет снизить удаляемый припуск при полировании и повысить точность геометрических размеров канала. У поверхностного обрабатываемого слоя происходит лучшая циркуляция электролита и снижаются диффузионные ограничения в двойном электрическом слое, что позволяет также повысить эффективность электролитов на основе нейтральных солей, например 15% NaNO3 при полировании, (см. Надараиа Ц.Г. Электрохимическое полирование в водных растворах нейтральных солей с вибрацией электрода: моногр. /, Ц.Г. Надараиа, Л.А. Бабкина, И.Я. Шестаков; Сиб.гос.аэрокосмич. ун-т. - Красноярск, 2014. - 63-65 с.). Электрически поляризованные магнитные частицы своим магнитным полем с силовыми линиями 21, воздействуют на микронеровности канала с ферромагнитными свойствами за счет собственного магнитного поля токопроводящей магнито-абразивной жидкости, содержащей электрически поляризованные заряженные магнитоабразивные частицы, например, металлокерамические магниты Cu-Ni-Fe или Cu-Ni-Co, модифицированные углеродными наночастицами (графен и/или углеродные нанотрубки), обладающие невысокой коэрцитивной силой, позволяющей потоку электролита перемещать магнитные частицы по обрабатываемому каналу. Магнитоабразивные электрически поляризованные заряженные частицы приобретают кинетическую энергию путем воздействия на них потока электролита, электрического и собственного магнитного полей, за счет которых происходит воздействие на микронеровности обрабатываемой поверхности. При взаимодействии с микронеровностями электрически поляризованных заряженных ферромагнитных абразивных частиц происходит механическое резание и анодное растворение микровыступов, которое усиливается за счет заряда (-), которые несут поляризованные электрически заряженные магнитоабразивные частицы, а также ионы электролита, при этом более интенсивно снижается шероховатость обрабатываемой поверхности, чем при воздействии абразива и электрического поля через электролит.
Таким образом, предлагаемый способ и устройство для его реализации позволяют обработать каналы сложной формы, с изменяющейся геометрией, малого сечения и большой длины. За счет изменения концентрации, магнитных и электрических свойств абразивных частиц, напряжения электрического тока, воздействия внешнего магнитного поля, магнитного поля самих абразивных частиц, а также давления и скорости потока электролита можно управлять процессом формирования микрогеометрии поверхности обрабатываемого канала с заданными характеристиками.
Предложенный комбинированный способ электрохимико-магнитно-абразивного полирования каналов дает возможность снизить шероховатость обрабатываемой поверхности и повысить равномерность микропрофиля, увеличить эффективность процесса полирования за счет повышения производительности в 1,5-2 раза и качества обработки деталей ответственного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛА СЛОЖНОЙ ФОРМЫ | 2022 |
|
RU2782814C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СИСТЕМА ЭНЕРГООБЕСПЕЧЕНИЯ АЭРОКОСМИЧЕСКИХ ЛЕТАТЕЛЬНЫХ ЭЛЕКТРОДИНАМИЧЕСКИХ АППАРАТОВ | 2020 |
|
RU2746355C1 |
| СПОСОБ ЗАЩИТЫ ОТ ЗАРЯЖЕННЫХ ЧАСТИЦ КОСМИЧЕСКОЙ РАДИАЦИИ | 2019 |
|
RU2714411C1 |
| РЕКУПЕРАТОР ЭНЕРГИИ ПОЛОЖИТЕЛЬНО ЗАРЯЖЕННЫХ ИОНОВ | 2016 |
|
RU2617689C1 |
| ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОГО ТОКА НА ПОТОКЕ ПЛАЗМЫ | 2015 |
|
RU2597205C1 |
| Способ создания многоступенчатой рекуперации энергии заряженных частиц и устройство для его реализации | 2018 |
|
RU2700583C1 |
| РЕКУПЕРАТОР ЭНЕРГИИ ПУЧКА ЗАРЯЖЕННЫХ ЧАСТИЦ | 2015 |
|
RU2625325C2 |
| Способ создания электрореактивной тяги | 2016 |
|
RU2635951C1 |
Изобретение относится к обработке каналов сложной формы в детали и может быть использовано при полировании каналов переменного сечения с изменяющимся направлением и профилем, а также каналов малого сечения. Способ включает анодно-абразивную обработку канала в проточном электролите с магнитоабразивными заряженными частицами, выполненными на основе композиционных материалов, включающих ферромагнитные или магнитные материалы, модифицированные высокотокопроводящими наночастицами графена и/или графеновых нанотрубок, на которые воздействуют внешним магнитным полем с обеспечением возникновения вибрационных колебаний магнитоабразивных электрически поляризованных заряженных частиц или обрабатываемой детали. Установка содержит устройство крепления обрабатываемой детали, систему подачи электролита и магнитоабразивных частиц в обрабатываемый канал, включающую емкость с магнитоабразивными частицами, емкость с электролитом и магнитный сепаратор, электроды для наложения напряжения электрического поля на обрабатываемую деталь и подаваемый поток электролита, внешнее магнитное устройство, выполненное с возможностью обеспечения возникновения вибрационных колебаний магнитоабразивных частиц или обрабатываемой детали и пульт управления. Электроды, несущие отрицательный заряд, выполнены кольцевыми и изолированными. Обеспечивается повышение равномерности микропрофиля и снижение шероховатости труднообрабатываемых поверхностей каналов сложной формы при уменьшении электрической мощности и величины снимаемого припуска. 2 н. и 5 з.п. ф-лы, 2 ил.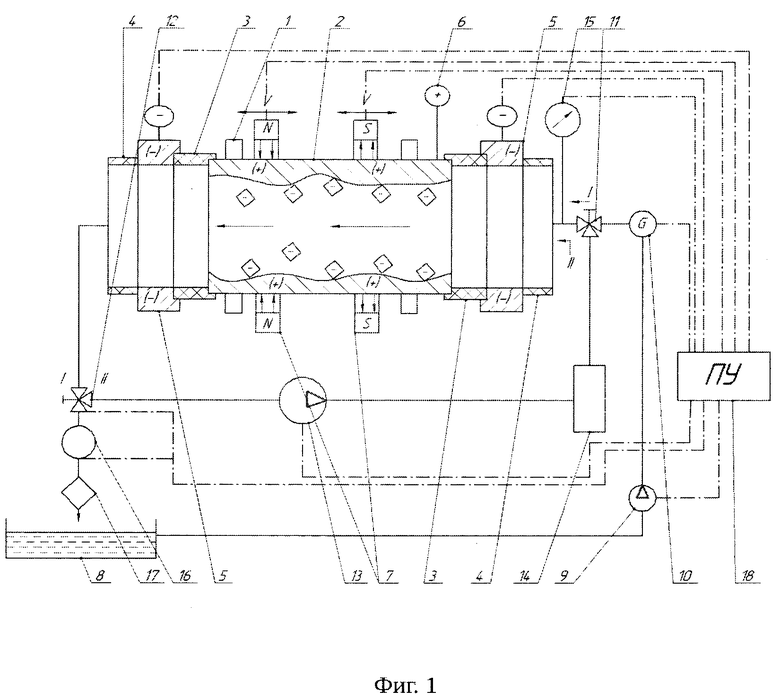
1. Способ комбинированной обработки канала сложной формы в детали, включающий анодно-абразивную обработку канала в проточном электролите с абразивными частицами, отличающийся тем, что в качестве абразивных частиц используют токопроводящие электрически поляризованные магнитоабразивные заряженные частицы, выполненные на основе композиционных материалов, включающих ферромагнитные или магнитные материалы, модифицированные высокотокопроводящими наночастицами графена и/или графеновых нанотрубок, на которые воздействуют внешним магнитным полем с обеспечением возникновения вибрационных колебаний магнитоабразивных электрически поляризованных заряженных частиц или обрабатываемой детали.
2. Способ по п. 1, отличающийся тем, что в качестве токопроводящих электрически поляризованных заряженных магнитоабразивных частиц используют металлические частицы с магнитными свойствами, в пористую поверхность которых имплантированы высокотокопроводящие наночастицы.
3. Способ по п. 1, отличающийся тем, что для управления магнитным воздействием на магнитоабразивные электрически поляризованные заряженные частицы на них воздействуют постоянным или переменным, а также осциллирующим или вращающимся магнитным полем.
4. Способ по п. 1, отличающийся тем, что для анодного растворения использовано постоянное, переменное или импульсное электрическое поле, как низковольтное, так и высоковольтное электрическое напряжение.
5. Установка для комбинированной обработки канала сложной формы в детали, содержащая устройство крепления обрабатываемой детали, систему подачи электролита и абразивных частиц в обрабатываемый канал, включающую емкость с абразивными частицами и емкость с электролитом, электроды, выполненные с возможностью наложения напряжения электрического поля на обрабатываемую деталь и подаваемый поток электролита, и пульт управления, отличающаяся тем, что она дополнительно снабжена внешним магнитным устройством, выполненным с возможностью обеспечения возникновения вибрационных колебаний абразивных частиц в виде электрически поляризованных магнитоабразивных частиц или обрабатываемой детали, а система подачи электролита снабжена магнитным сепаратором, причем электроды, несущие отрицательный заряд, выполнены кольцевыми и изолированными.
6. Установка по п. 5, отличающаяся тем, что в качестве внешнего магнитного устройства содержит постоянный неодимовый магнит, обеспечивающий вибрационные колебания магнитоабразивных частиц.
7. Установка по п. 5, отличающаяся тем, что в качестве внешнего магнитного устройства содержит устройство с линейным электромагнитным вибратором или платформенным электромагнитным вибратором, обеспечивающими наложение продольных или поперечных вибрационных колебаний на обрабатываемую деталь, при этом устройство крепления обрабатываемой детали дополнительно снабжено пружинным подвесом.
| Радионов А.О | |||
| Технологическое обеспечение эксплуатационных характеристик деталей с щелевыми каналами комбинированной обработкой | |||
| Диссертация на соискание ученой степени кандидата технических наук | |||
| Воронеж, 2014, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Способ магнитно-абразивной обработки фасонных поверхностей | 1980 |
|
SU867619A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
| Способ электрохимикомеханической обработки | 1982 |
|
SU1085734A2 |
| US 3533928 A1, | |||

