(54) СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЗАМКОВОГО СОЕДИНЕНИЯ БУРОВОЙ ШТАНГИ | 2022 |
|
RU2797796C1 |
| Устройство для абразивной обработки в магнитном поле | 1982 |
|
SU1196235A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| Способ абразивной обработки | 1985 |
|
SU1310176A1 |
| Устройство для магнитно-абразивной обработки полых деталей типа тел вращения | 1983 |
|
SU1161352A1 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
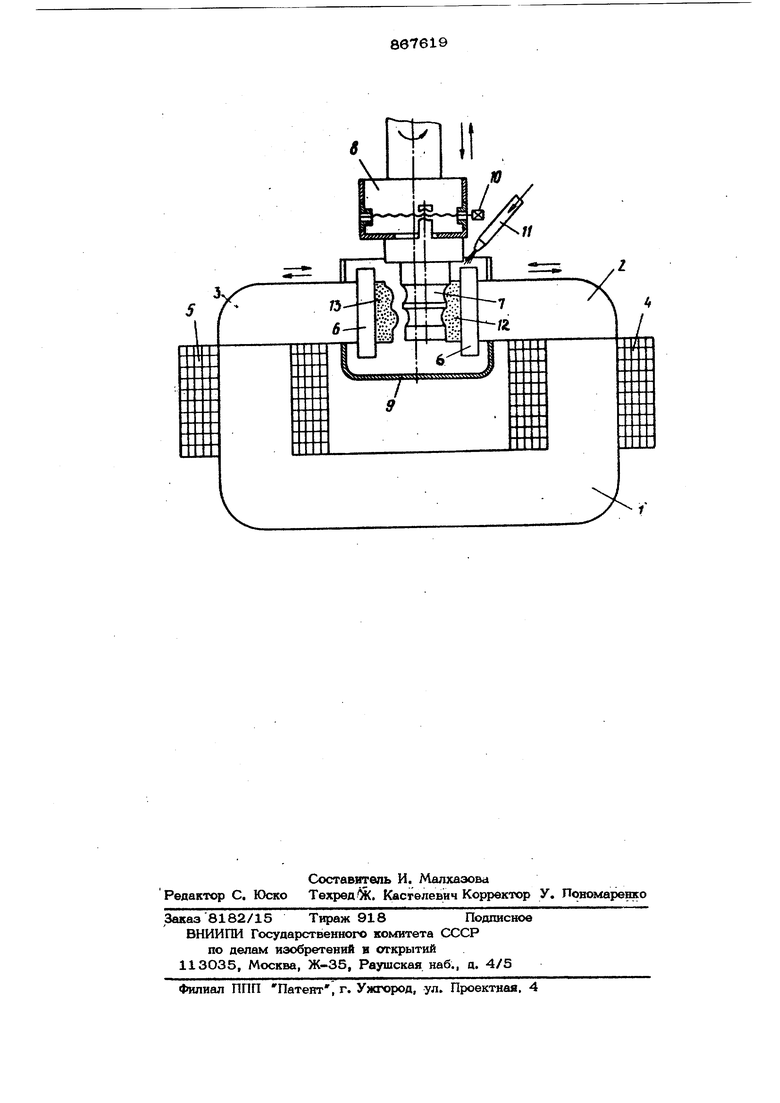
Изобретение относится к чистовой обработке поверхностей магнитно-абразивны порошком в магнитном поле и может быть использовано в машиностроении на финишных операциях. Известен способ магнито абразивной, обработки, при котором деталь помещают между полюсами магнитной системы и задают ей вращательное и осииллирукмдее движение вдоль оси в среде магнитно- . абразивного порошка Ц Недостатк известного способа является неоднородность обработки, фасонных поверхностей, возникающая из-за переменного значения величины зазора между деталью и полюсными наконечниками вдол образующей детали. При значительной глу бине профиля фасонной поверхности мапнитиая индукция на некоторых участках становится настолько мала, что обработка практически прекращается. Наиболее близким к предлагаемому по технической сущности и достигаемой цели является способ магнитно-абразивной обработки фасонных поверхностей, при котором деталь помещают между полюсами магнитной системы с профилированными наконечниками, подают магнитно-абразивный порошок и задают детали вращательное и осциллирующее движение вдоль оси Г2. Недостаток способа заключается в том, что для обработки различных фасонных поверхностей необходимо использовать раз-, лично профилированные полюсные наконечники, что целесообразно в массовом и крупносерийном производстве, во всех остальных случаях оно экономически невыгодно иэ-за трудоемкости изготовления и монтажа для .каждого профиля детали специальных полюсных наконечников, что эна« чительно сужает технологические возможности применения данного способа. Целью изобретения является расшире- ние технологических;возможностей. Указанная цель достигается тем, что перед подачей магнитно-абразивного ПО poiDKa формируют наконечники непосредст 38 венно на полюсах магнитной системы, дл чего Б пространство между ними подают смесь магнитного порошка и связующего вещества, деталь устанавливают с эксцентриситетом относительно оси ее вращения и прокатывают; по упомянутой смеси при подаче в зону формирования жидкого компонента, после чего устраняют эксцентриситет и производят обработку детали. На чертеже изображено устройстьо, реализующее предлагаемый способ. Устройство состоит из магнитопроврда 1, на котором установлены электромагнитные катушки 2 и 3, полюса 4 и 5 которого установлены с возможностью перемещения и снабжены термоэлементами 6. Деталь 7 установлена в патрон 8 и помешена в ванну 9 из немагнитного материала. Патрон 8 снабжен механизмом 10 смещения оси детали 7 относительно оси вращения патрона и детали. ванной 9 расположен патрубок 11 для подачи и идкости. Способ реализуется следующим образом. В пространстве между полюсами 4 и 5подают смесь магнитного порощка и связующего вещества, например гипса или термореакти1шой смолы. Деталь 7 устанавливают с эксцентриситетом относитель но оси ее вращения и прокатывают ее по упомянутой смеси, удерживаемой на полюсах 4 и 5 силами магнитного поля. В зону формирования подают при этом, жидкий компонент, зависящий от материала следующего вещества (например, вода для гипса). Деталь 7 своей поверхностью фор мирует на полюсах 4 и 5 из смеси фасонные полюсные наконечники 12 и 13, конируюшие ее профиль, а термоэлементы 6свособствуют отверденшо сформированных полюсных наконечников. Затем устраняют эксцентриситет, подают в зону обработки магнитно-абразивный порошок и производят обработку детали. Для обработки иного профиля фасонной поверхности достаточно удалить (например скалыванием) полюсные наконечники 12 и 13 и вышеописанным способом сформировать другие. При описываемом способе профилиров{.н ные наконечники формируют непосредствен 0 но на устройстве, что значительно удешевляет обработку, так как высвобождает оысококвалифицированных рабочих (токарей, шлифовщиков, слесарей), занятых изготовлением сменных профилированных наконечников. Поскольку обрабатываемая деталь сама формирует прсфилировьлные наконечники, высвобождается . так же слесарь-наладчик, предлагаемый способ позволяет на одном и том же устройстве обрабатывать детали различной конфигурации в Ш1ФОКОМ диапазоне размеров, что расширяет технологические возможнооти применения способа и позволяет использовать его при любом характере произ водства от массового до единичного. Простота конструкции и обслуживааия не требует от работающего высокой квалификации. Данное техническое решение может быть реализовано Е виде наладки на любом металлорежущем станке, например сверлильном. ормула изобретения Способ магнит1О-абразивной обработки фасонных .поверхностей, при котором деталь помещают между полюсами магнитной системы с профилированными наконечниками, подаюТ; магнитно-абразивный порошок и задают детали рабочее движение, отличающийся тем, что, с целью расширения технологических возможностей, перед подачей магнитно-абразивного порошка формируют наконечники непосредственно на полюсах магнитной системы, для чего в пространстве между ними подают смесь магнитного порошка и связующего вещества, деталь устанавливают с эксцентриситетом относительно оси ее вращения и прокатывают по упомянутой смеси при подаче в зону формирования жидкого компонента, после чего устраняют эксцентриситет и производят обработку детали. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 165651, кл. В 24 В 1/О4, 1962. 2.Барон Ю. М. Технология абразив Машиной обработки в магнитном поле, ностроение, 1975, с. 79. . Y
