ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ РАСКРЫТИЕ
Настоящее изобретение относится к устройству для пайки клеммы к оконному стеклу для транспортного средства и его способу.
Конкретнее, это изобретение относится к устройству для пайки клеммы к оконному стеклу для транспортного средства и его способу, использующим индукционную катушку и ферритовый сердечник.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Проводящий слой, имеющий рисунок, такой как антизапотеватель для удаления запотевания, противообледенитель для удаления льда и снега и антенна для приема радиоволн, часто образован на поверхности оконного стекла, установленного на транспортном средстве, в особенности оконного стекла, установленного в задней части транспортного средства.
В этом случае внешний источник питания или металлический терминальный вывод для соединения со схемой антенны припаян к контактной соединительной части проводящего слоя.
Однако в традиционном процессе пайки терминальный вывод и припойный сплав помещают на оконное стекло и припойный сплав расплавляют с использованием нагретого паяльника.
Подобным образом, при пайке к оконному стеклу с использованием паяльника тепло, генерируемое от паяльника, непосредственно передают в конкретную часть оконного стекла так, что в оконном стекле генерируется термическое напряжение, и присутствует остаточное напряжение даже после охлаждения припойного сплава, что может вызывать проблему в том, что оконное стекло может разбиваться.
Для того, чтобы решать такую проблему, заявитель разработал устройство для пайки терминального вывода к оконному стеклу для транспортного средства посредством индукционного нагрева припойного сплава, прикрепленного к терминальному выводу, путем использования индукционной катушки без использования паяльника при пайке терминального вывода и подал заявку на публикацию корейской выложенной полезной модели № 20-2017-0002656.
Однако при выполнении пайки с использованием паяльного устройства, использующего индукционную катушку, как описано выше, имеются проблемы в том, что весь флюс сгорает в то время, как припойный сплав, который предварительно прикреплен к терминальному выводу, расплавляется в индукционной катушке, расплавленный припой может затвердевать до опускания до целевой области (шины) или качество пайки подвергается воздействию внешней среды, поскольку расплавленный припой подвергается воздействию воздуха.
ПРЕДШЕСТВУЮЩАЯ ТЕХНИЧЕСКАЯ ЛИТЕРАТУРА
ПАТЕНТНАЯ ЛИТЕРАТУРА
Публикация корейской выложенной полезной модели № 20-2017-0002656 (опубликована 25 июля 2017 г.).
СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМА, ПОДЛЕЖАЩАЯ РЕШЕНИЮ
Задачей настоящего изобретения является обеспечение устройства для пайки терминального вывода и способа его использования, в которых индукционная катушка и ферритовый сердечник используются вместе для расплавления припоя непосредственно в целевой области для того, чтобы решать вышеуказанные традиционные технические проблемы.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Для того, чтобы решать вышеуказанные технические проблемы, настоящее изобретение может обеспечивать устройство для пайки терминального вывода к оконному стеклу для транспортного средства, причем устройство содержит: терминальный вывод, к которому прикреплен припойный сплав; блок катушки, содержащий катушку, которая генерирует индукционное тепло; прижим, который прижимает и отжимает терминальный вывод и выполнен с возможностью перемещения вверх и вниз относительно блока катушки в состоянии прижима терминального вывода; и блок ферритового сердечника, содержащий ферритовый сердечник, который выполнен с возможностью окружения блоком катушки для приема индукционного тепла и выполнен с возможностью перемещения вверх и вниз относительно блока катушки, причем припойный сплав, прикрепленный к терминальному выводу, в состоянии нахождения в контакте с оконным стеклом расплавляется индукционным теплом от блока катушки и блока ферритового сердечника так, что терминальный вывод крепится к оконному стеклу.
Здесь припойный сплав, прикрепленный к терминальному выводу, может быть расплавлен индукционным теплом в то время, как блок ферритового сердечника прижимает терминальный вывод.
В дополнение, блок катушки может содержать одну катушку, а блок ферритового сердечника может содержать один ферритовый сердечник.
В дополнение, когда блок ферритового сердечника содержит по меньшей мере два ферритовых сердечника, по меньшей мере два ферритовых сердечника могут быть расположены так, что минимальные расстояния между каждым ферритовым сердечником и катушками являются одинаковыми.
В дополнение, когда блок ферритового сердечника содержит один ферритовый сердечник, ферритовый сердечник может быть расположен так, что расстояние от ближайшей обращенной части катушки и расстояние от противоположной обращенной части катушки являются одинаковыми.
В дополнение, катушка может иметь такую форму, чтобы быть выпуклой вниз, если смотреть сбоку.
В дополнение, со ссылкой на расстояние от терминального вывода до самой нижней части выпуклой вниз катушки во время индукционного нагрева катушка может иметь такую форму, что остальная часть катушки изогнута вверх, чтобы находиться в стороне от самой нижней части больше, чем на 30% расстояния.
В дополнение, область терминального вывода, которую блок ферритового сердечника прижимает и с которой контактирует, может составлять 75~80% от вертикально спроецированной области терминального вывода.
В дополнение, прижим может быть изготовлен из пластикового материала, который не подвергается воздействию индукционного тепла.
Настоящее изобретение также может обеспечивать способ пайки терминального вывода к оконному стеклу для транспортного средства, причем способ содержит этапы, на которых: переносят терминальный вывод, к которому прикреплен припойный сплав, из блока подачи терминального вывода в целевую область оконного стекла; закрепляют терминальный вывод с помощью вертикального контакта с блоком ферритового сердечника, содержащим ферритовый сердечник, который выполнен с возможностью окружения блоком катушки, содержащим катушку, которая генерирует индукционное тепло; расплавляют припойный сплав в состоянии нахождения в контакте с оконным стеклом с помощью индукционного тепла от блока катушки и блока ферритового сердечника и затем размещают терминальный вывод на оконном стекле; и удаляют блок катушки и блок ферритового сердечника с терминального вывода после затвердевания припойного сплава.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
Так как устройство для пайки терминального вывода к оконному стеклу для транспортного средства и способ его использования настоящего изобретения совместно использует индукционную катушку и ферритовый сердечник для расплавления припоя непосредственно в целевой области, возможно решать проблему, связанную с тем, что весь флюс сгорает в то время, как припойный сплав, который предварительно прикреплен к терминальному выводу, расплавляется в индукционной катушке, возможно решать проблему затвердевания расплавленного припоя до его опускания до целевой области (шины) и, так как расплавленный припой не подвергается воздействию воздуха, качество пайки не сильно подвергается воздействию внешней среды так, что может поддерживаться хорошее качество.
В дополнение, устройство для пайки терминального вывода к оконному стеклу для транспортного средства и его способ согласно настоящему изобретению могут уменьшать количество электропитания, требуемого для индукционного нагрева, на 30-35% путем предотвращения потерь энергии при излишнем индукционном нагреве.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
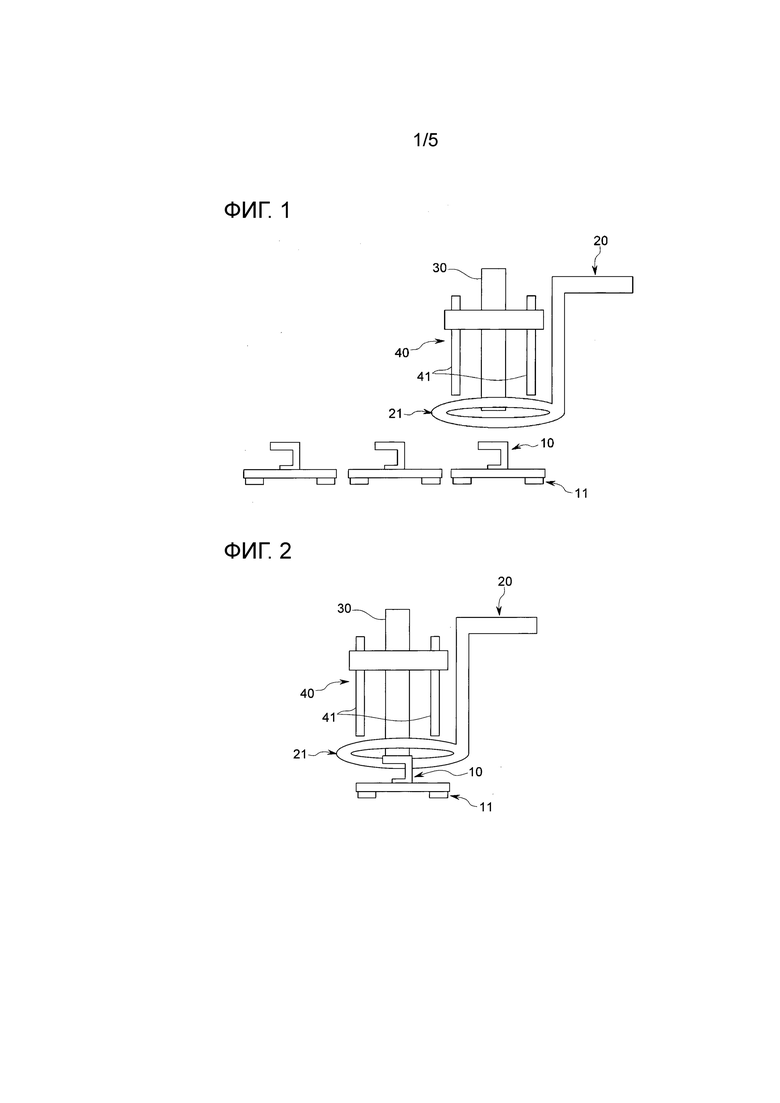
Фиг. 1 представляет собой чертеж общей конфигурации устройства для пайки терминального вывода к оконному стеклу для транспортного средства согласно варианту выполнения настоящего изобретения.
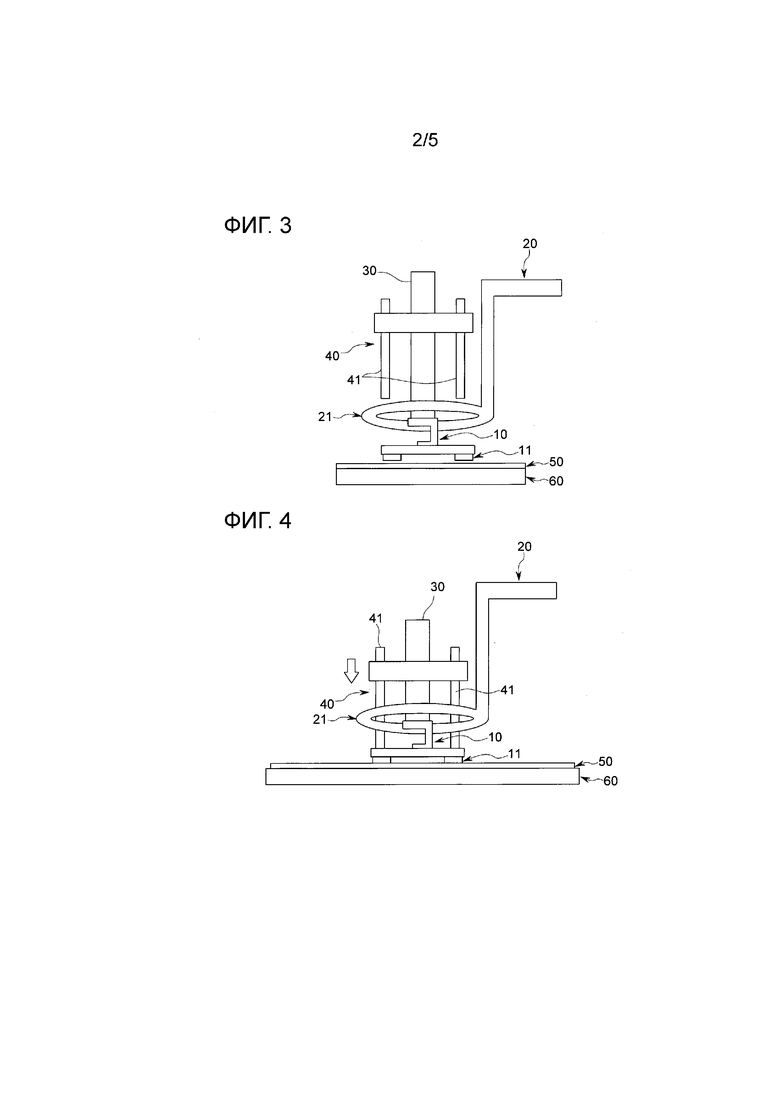
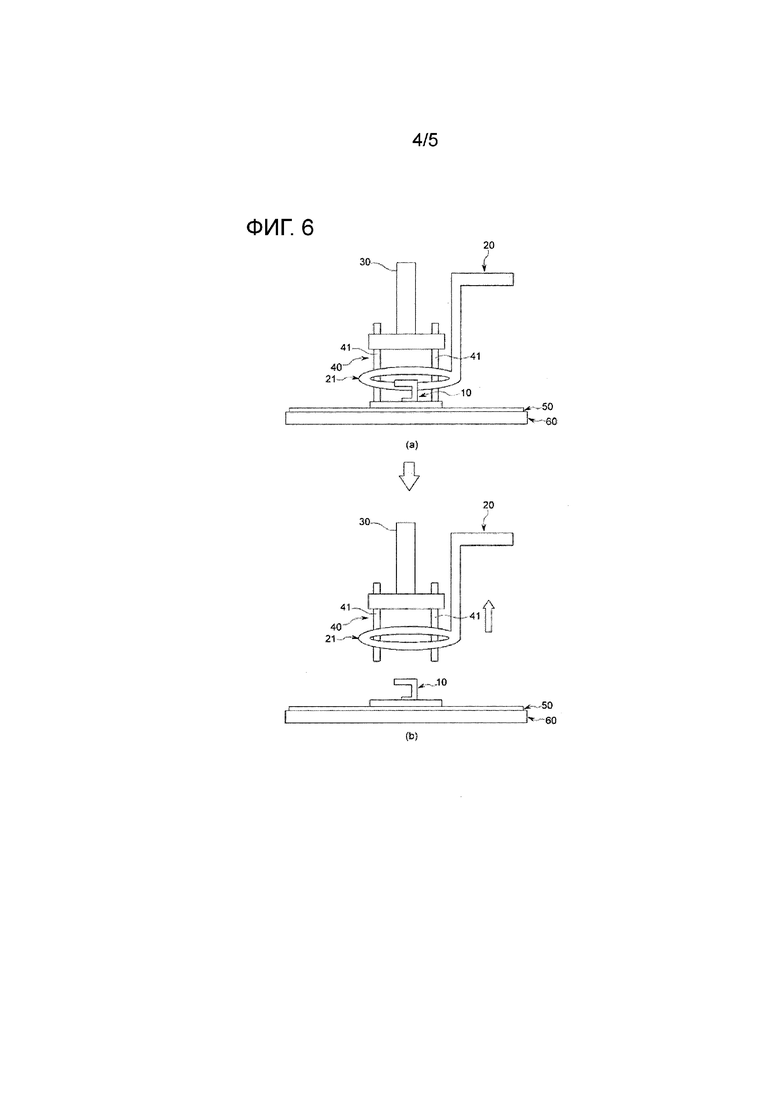
Фиг. 2-6 представляют собой чертежи, последовательно иллюстрирующие процесс пайки терминального вывода к оконному стеклу с помощью устройства для пайки терминального вывода к оконному стеклу для транспортного средства согласно варианту выполнения настоящего изобретения.
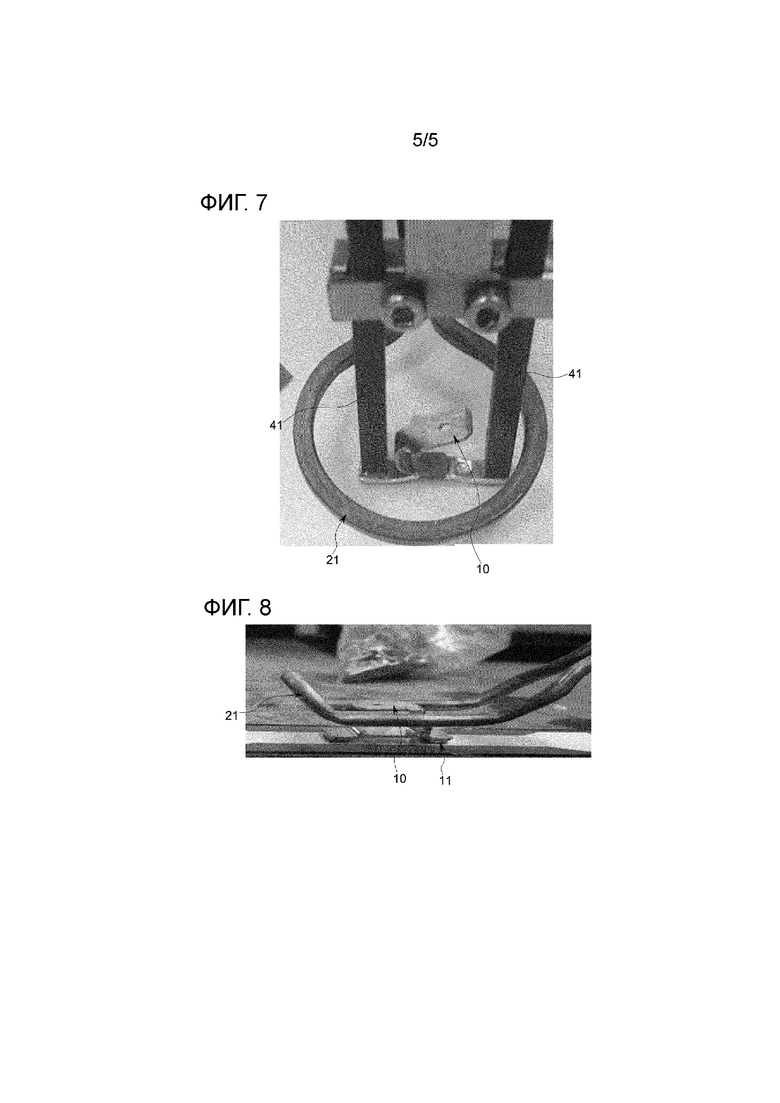
Фиг. 7 представляет собой чертеж, показывающий состояние, когда ферритовый сердечник, расположенный внутри индукционной катушки устройства для пайки терминального вывода к оконному стеклу для транспортного средства согласно варианту выполнения настоящего изобретения, находится в контакте с терминальным выводом.
Фиг. 8 представляет собой чертеж, показывающий форму индукционной катушки устройства для пайки терминального вывода к оконному стеклу для транспортного средства согласно другому варианту выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ РАСКРЫТИЯ
Ниже предпочтительные варианты выполнения настоящего изобретения будут описаны подробно со ссылкой на сопровождающие чертежи. Во-первых, при добавлении ссылочных позиций к составляющим элементам чертежей следует отметить, что одинаковые составляющие элементы обозначаются одинаковыми ссылочными позициями, даже если они показаны на разных чертежах. В дополнение, при описании настоящего варианта выполнения подробное описание известных конфигураций или функций будет исключено, если определено, что это может сделать неясной сущность настоящего варианта выполнения.
Задачей настоящего изобретения является обеспечение устройства для пайки терминального вывода и способа его использования, в котором припой непосредственно расплавляют в целевой области путем совместного использования индукционной катушки и ферритового сердечника.
Со ссылкой на Фиг. 1, устройство для пайки терминального вывода к оконному стеклу для транспортного средства согласно варианту выполнения настоящего изобретения содержит терминальный вывод (10), к которому прикреплен припойный сплав (11), блок (20) катушки, содержащий катушку для генерации индукционного тепла, прижим (30), способный прижимать и отжимать терминальный вывод и выполненный с возможностью перемещения вверх и вниз относительно блока катушки в состоянии удержания терминального вывода и выполненный с возможностью его окружения блоком катушки для приема индукционного тепла от блока катушки, и блок (40) ферритового сердечника, содержащий ферритовый сердечник (41), выполненный с возможностью перемещения вверх и вниз относительно блока катушки.
Припойный сплав (11), прикрепленный к терминальному выводу в состоянии нахождения в контакте с оконным стеклом, расплавляется индукционным теплом от блока (20) катушки и блока (40) ферритового сердечника так, что терминальный вывод крепится к оконному стеклу.
Здесь ферритовый сердечник (40) может быть единственным или может состоять из по меньшей мере двух наборов.
Ниже это будет описано более подробно.
Припойный сплав (11) предварительно крепится к нижней части терминального вывода (10), и терминальный вывод (10) переносится в целевую область оконного стекла, припойный сплав (11) расплавляется, и терминальный вывод (10) размещается на целевой области оконного стекла.
Блок (20) катушки содержит катушку (21), которая снабжается электропитанием и генерирует индукционное тепло.
Ферритовый сердечник (41) расположен внутри катушки (21) для перемещения вверх и вниз так, что индукционное тепло может передаваться.
В процессе расплавления припоя (11) терминального вывода (10) для размещения терминального вывода (10) на целевой области оконного стекла ферритовый сердечник (41), расположенный внутри катушки (21), прижимает терминальный вывод (10), и индукционное тепло передается от индукционной катушки (21) ферритовому сердечнику (41) и затем интенсивно припойному сплаву (11) под терминальным выводом (10).
Когда индукционная катушка (21) подводится вблизи терминального вывода к припойному сплаву (11) для расплавления припойного сплава (11), как в традиционном случае, проводящий слой, образованный на поверхности оконного стекла вокруг припойного сплава (11), то есть серебряный слой шины, может излишне нагреваться и ломаться, или в стекле оконного стекла может быть образована трещина.
Однако, согласно настоящему изобретению, с помощью контакта ферритового сердечника (41) в форме стержня с терминальным выводом (10), расположенным на оконном стекле, в то время, как индукционная катушка (21) удерживается на подходящем расстоянии от оконного стекла, так, что проводящий слой на поверхности оконного стекла излишне не нагревается, индукционное тепло может интенсивно передаваться припойному сплаву (11), при этом уменьшая передачу излишнего индукционного тепла проводящему слою на поверхности оконного стекла.
В варианте выполнения на Фиг. 1 индукционная катушка (21) имеет круглую форму, и два ферритовых сердечника (41) выполнены в форме стержня.
Со ссылкой на Фиг. 7 предпочтительно, чтобы два ферритовых сердечника (41) были расположены внутри круглой индукционной катушки (21) и были расположены так, что расстояния между соответственными ферритовыми сердечниками (41) и индукционными катушками (21) являются одинаковыми, чтобы уравнивать индукционное тепло, передаваемое от катушки (21) каждому ферритовому сердечнику (41).
Посредством этого возможно равномерно распределить индукционное тепло, передаваемое от каждого ферритового сердечника (41) каждому паяльному сплаву (11) терминального вывода, тем самым предотвращая неравномерное расплавление паяльного сплава (11).
Даже когда число ферритовых сердечников составляет по меньшей мере три, необходимо располагать ферритовые сердечники так, чтобы минимальные расстояния между соответственными ферритовыми сердечниками и катушками были равны друг другу для равномерного распределения количества индукционного тепла, передаваемого каждому ферритовому сердечнику.
Несмотря на то, что вышеприведенный вариант выполнения описывает случай, когда индукционная катушка (21) круглая, даже когда индукционная катушка (21) не является круглой, как показано на Фиг. 8, посредством расположения ферритовых сердечников так, чтобы минимальное расстояние между каждым из двух или более ферритовых сердечников и катушками было одинаковым, количество индукционного тепла, передаваемого каждому ферритовому сердечнику, может быть равномерным.
Если имеется только один припойный сплав, прикрепленный к нижней части терминального вывода, может быть обеспечен только один ферритовый сердечник, и в этом случае ферритовый сердечник расположен в центре круглой индукционной катушки так, что индукционное тепло от индукционной катушки равномерно и эффективно передается ферритовому сердечнику.
Если форма индукционной катушки не является круглой (смотри Фиг. 8), ферритовый сердечник расположен так, что расстояние между блоком катушки, обращенным к ближайшей катушке, и блоком катушки, обращенным к блоку катушки, обращенному к ближайшей катушке, является одинаковым, обеспечивая возможность равномерной и эффективной передачи индукционного тепла.
Индукционная катушка (21), которая генерирует индукционное тепло, должна быть размещена как можно дальше от оконного стекла для предотвращения передачи излишнего индукционного тепла оконному стеклу или на проводящий слой (например, серебряный слой на шине), образованный на поверхности оконного стекла.
С этой целью предпочтительно, чтобы индукционная катушка (21) имела выпуклую вниз форму, если смотреть сбоку, как в варианте выполнения на Фиг. 8.
Посредством этого растрескивание оконного стекла из-за чрезмерного индукционного нагрева и сгорание проводящего слоя (например, серебряного слоя на шине) на стеклянной оконной поверхности могут быть предотвращены, и эффективность индукционного нагрева может быть увеличена.
Форма индукционной катушки согласно варианту выполнения на Фиг. 8 будет теперь описана более подробно.
То есть предпочтительно, чтобы, со ссылкой на расстояние от терминального вывода (10) до самой нижней части выпуклой вниз индукционной катушки (21) во время индукционного нагрева, индукционная катушка (21) имела такую форму, чтобы остальная часть катушки была изогнута вверх, чтобы находиться в стороне от самой нижней части больше, чем на 30% расстояния.
Например, индукционная катушка может быть образована так, чтобы быть изогнутой вверх в U-образной форме или V-образной форме.
С другой стороны, когда область контакта ферритового сердечника (41), прижимающего терминальный вывод (10), слишком маленькая, количество передачи индукционного тепла уменьшается во время индукционного нагрева так, что припойный сплав не расплавляется должным образом, а если область контакта слишком большая, индукционное тепло может излишне передаваться проводящему слою, образованному на поверхности оконного стекла, то есть серебряному слою шины, так, что серебряная пленка может быть сломана, или в оконном стекле могут возникать трещины.
В связи с этим предпочтительно, чтобы область контакта ферритового сердечника при прижиме терминального вывода составляла 75-80% от вертикально спроецированной области терминального вывода, к которой применяется 75-80% от вертикально спроецированной области терминального вывода.
С другой стороны, так как необходимо позволять индукционному нагреву концентрироваться в припойном сплаве (11) терминального вывода путем предотвращения передачи индукционного тепла прижиму (30), предпочтительно, чтобы прижим (30) был изготовлен из материала, который не подвергается влиянию индукционного нагрева. Например, он может быть изготовлен из конструкционного пластикового материала, такого как полиэфирэфиркетон, или может быть изготовлен из другого материала, который не подвергается воздействию индукционного нагрева или улучшает эффективность индукции.
Способ пайки терминального вывода к оконному стеклу для транспортного средства согласно настоящему изобретению содержит этапы, на которых: переносят терминальный вывод (10), к которому прикреплен припойный сплав (11), из блока подачи терминального вывода в целевую область (50) оконного стекла; закрепляют терминальный вывод (10) с помощью вертикального контакта с блоком (40) ферритового сердечника, содержащим ферритовый сердечник (41), который выполнен с возможностью окружения блоком (20) катушки, содержащим катушку (21), которая генерирует индукционное тепло; расплавляют припойный сплав (11) в состоянии нахождения в контакте с оконным стеклом с помощью индукционного тепла от блока (20) катушки и блока (40) ферритового сердечника и затем размещают терминальный вывод (10) на оконном стекле; и удаляют блок (20) катушки и блок ферритового сердечника (40) от терминального вывода (10) после затвердевания припойного сплава (11).
Ниже способ пайки терминального вывода к оконному стеклу для транспортного средства согласно настоящему изобретению будут описан подробно со ссылкой на Фиг. 1-Фиг. 6.
Терминальный вывод (10), к которому был предварительно прикреплен припойный сплав (11), подают из части подачи терминального вывода (смотри Фиг. 1), блок (20) индукционной катушки устройства для пайки терминального вывода и прижим (30) опускают по направлению к подаваемому терминальному выводу, и терминальный вывод (10) переносят в целевую область (50) (например, шину) оконного стекла вместе с индукционной катушкой (20) и прижимом (30) после того, как прижим (30) захватывает терминальный вывод (10) (смотри Фиг. 2 и Фиг. 3).
Когда терминальный вывод (10) расположен в целевой области (50) оконного стекла, ферритовый сердечник (41) опускают, и он контактирует с терминальным выводом (10) (смотри Фиг. 4).
Ферритовый сердечник (41) в контакте с терминальным выводом (10) снабжают питанием в то время, как терминальный вывод (10) прижимают и фиксируют на месте так, что индукционное тепло, генерируемое в индукционной катушке (21), передают ферритовому сердечнику (41) и затем передают припойному сплаву (11) нижней части терминального вывода для расплавления припойного сплава (11) (смотри Фиг. 5).
Индукционное тепло передают от индукционной катушки (21) и ферритового сердечника (41) припойному сплаву (11).
Здесь, если прижим (30) изготовлен из материала, который не подвергается воздействию индукционного нагрева (например, конструкционного пластика), индукционный нагрев продолжается в состоянии, когда прижим (30) прижимает терминальный вывод (10), а если он изготовлен из материала, который подвергается воздействию индукционного нагрева (например, металла), индукционный нагрев продолжается после поднятия прижима (30).
После завершения индукционного нагрева ферритовый сердечник (41) остается в контакте с терминальным выводом(10) до тех пор, пока припойный сплав (11) не затвердеет, и, когда припойный сплав (11) полностью затвердеет, ферритовый сердечник (41) поднимают, чтобы он находился в стороне от терминального вывода (10), и затем ферритовый сердечник (41) охлаждают с помощью внешней системы охлаждения (смотри Фиг. 6).
Когда вышеуказанный процесс завершен, индукционная катушка (21) и ферритовый сердечник (41) возвращаются в первоначальное положение для следующего хода.
Вышеприведенное описание является только иллюстрацией технической идеи настоящего изобретения, и для специалистов в данной области техники различные модификации, изменения и замены будут возможны без отклонения от существенных характеристик настоящего изобретения.
В связи с этим описание не предназначено для ограничения объема настоящего изобретения, и объем настоящего изобретения не ограничен этими вариантами выполнения.
Объем защиты настоящего изобретения должен быть истолкован согласно следующей формуле изобретения, и все технические идеи в пределах объема ее эквивалентов должны быть истолкованы как включенные в объем настоящего изобретения.
Описание символов
10: Терминальный вывод
11: Припойный сплав
20: Блок катушки
21: Индукционная катушка
30: Прижим
40: Блок ферритового сердечника
41: Ферритовый сердечник
50: Целевая область
60: Оконное стекло.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ С ЭЛЕКТРИЧЕСКИМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СОЕДИНИТЕЛЬНЫМ КАБЕЛЕМ | 2019 |
|
RU2756295C1 |
| СВАРОЧНАЯ УСТАНОВКА ДЛЯ СВАРИВАЕМЫХ МЕТОДОМ ЭЛЕКТРОСОПРОТИВЛЕНИЯ ТРУБ | 2010 |
|
RU2503527C2 |
| УСТРОЙСТВО И СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С НАКЛОННО РАСПОЛОЖЕННЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2737067C1 |
| СИСТЕМА ОКОННОГО СТЕКЛА С АВАРИЙНОЙ СИГНАЛИЗАЦИЕЙ | 2016 |
|
RU2699827C1 |
| КОНДИЦИОНЕР | 2010 |
|
RU2482402C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ПОДВИЖНЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2735331C1 |
| ЛАМПА С НЕСКОЛЬКИМИ КОНСТРУКТИВНЫМИ ИСПОЛНЕНИЯМИ И СТРУКТУРАМИ КОМПОНЕНТОВ | 2017 |
|
RU2732001C2 |
| ИНДУКЦИОННАЯ ПАЙКА НЕОРГАНИЧЕСКИХ ПОДЛОЖЕК | 2012 |
|
RU2638070C2 |
| АВТОМОБИЛЬНЫЙ ТОПЛИВОПРОВОД ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2015 |
|
RU2655549C2 |
| КОНДИЦИОНЕР | 2010 |
|
RU2484390C1 |

Изобретение относится к области электротехники, а именно, к устройству для пайки клеммы к оконному стеклу для транспортного средства и его способу, использующим индукционную катушку и ферритовый сердечник. Снижение термического напряжения стекла после его охлаждения является техническим результатом изобретения, который обеспечивается устройством для пайки терминального вывода, к которому прикреплен припойный сплав, к оконному стеклу для транспортного средства. Устройство содержит: терминальный вывод, к которому прикреплен припойный сплав, блок катушки, содержащий катушку, которая генерирует индукционное тепло, прижим, который прижимает и отжимает терминальный вывод и выполнен с возможностью перемещения вверх и вниз относительно блока катушки в состоянии прижима терминального вывода, и блок ферритового сердечника, содержащий ферритовый сердечник, который выполнен с возможностью окружения блоком катушки для приема индукционного тепла и выполнен с возможностью перемещения вверх и вниз относительно блока катушки, при этом припойный сплав, прикрепленный к терминальному выводу, в состоянии нахождения в контакте с оконным стеклом расплавляется индукционным теплом от блока катушки и блока ферритового сердечника так, что терминальный вывод крепится к оконному стеклу. 2 н. и 13 з.п. ф-лы, 8 ил.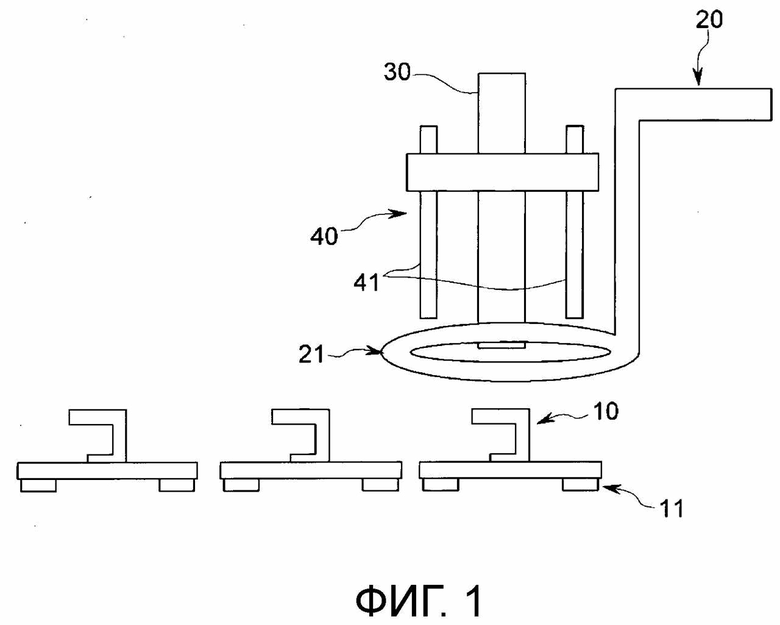
1. Устройство для пайки терминального вывода, к которому прикреплен припойный сплав, к оконному стеклу для транспортного средства, причем устройство содержит:
блок катушки, содержащий катушку, которая генерирует индукционное тепло;
прижим, который прижимает и отжимает терминальный вывод и выполнен с возможностью перемещения вверх и вниз относительно блока катушки в состоянии прижима терминального вывода; и
блок ферритового сердечника, содержащий ферритовый сердечник, который выполнен с возможностью окружения блоком катушки для приема индукционного тепла и выполнен с возможностью перемещения вверх и вниз относительно блока катушки,
причем припойный сплав, прикрепленный к терминальному выводу в состоянии нахождения в контакте с оконным стеклом, расплавляется индукционным теплом от блока катушки и блока ферритового сердечника так, что терминальный вывод крепится к оконному стеклу.
2. Устройство по п. 1,
в котором припойный сплав, прикрепленный к терминальному выводу, расплавляется индукционным теплом в то время, как блок ферритового сердечника прижимает терминальный вывод.
3. Устройство по п. 1,
в котором блок катушки содержит одну катушку, а блок ферритового сердечника содержит один ферритовый сердечник.
4. Устройство по п. 1,
в котором, когда блок ферритового сердечника содержит по меньшей мере два ферритовых сердечника, по меньшей мере два ферритовых сердечника расположены так, что минимальные расстояния между каждым ферритовым сердечником и катушкой являются одинаковыми.
5. Устройство по п. 1,
в котором, когда блок ферритового сердечника содержит один ферритовый сердечник, ферритовый сердечник расположен так, что расстояние от ближайшей обращенной к нему части катушки и расстояние от противоположной обращенной к нему части катушки являются одинаковыми.
6. Устройство по п. 1,
в котором катушка является выпуклой вниз, если смотреть сбоку.
7. Устройство по п. 2,
в котором область терминального вывода, которую блок ферритового сердечника прижимает и с которой контактирует, составляет 75~80% от вертикально спроецированной области терминального вывода.
8. Устройство по п. 1,
в котором прижим изготовлен из пластикового материала, который не подвергается воздействию индукционного тепла.
9. Способ пайки терминального вывода к оконному стеклу для транспортного средства, причем способ содержит этапы, на которых:
переносят терминальный вывод, к которому прикреплен припойный сплав, из блока подачи терминального вывода в целевую область оконного стекла;
закрепляют терминальный вывод с помощью вертикального контакта с блоком ферритового сердечника, содержащим ферритовый сердечник, который выполнен с возможностью окружения блоком катушки, содержащим катушку, которая генерирует индукционное тепло;
расплавляют припойный сплав в состоянии нахождения в контакте с оконным стеклом с помощью индукционного тепла от блока катушки и блока ферритового сердечника и затем размещают терминальный вывод на оконном стекле; и
удаляют блок катушки и блок ферритового сердечника с терминального вывода после затвердевания припойного сплава.
10. Способ по п. 9,
в котором блок катушки содержит одну катушку, а блок ферритового сердечника содержит один ферритовый сердечник.
11. Способ по п. 9,
в котором, когда блок ферритового сердечника содержит по меньшей мере два ферритовых сердечника, по меньшей мере два ферритовых сердечника расположены так, что минимальные расстояния между каждым ферритовым сердечником и катушкой являются одинаковыми.
12. Способ по п. 9,
в котором, когда блок ферритового сердечника содержит один ферритовый сердечник, ферритовый сердечник расположен так, что расстояние от ближайшей обращенной к нему части катушки и расстояние от противоположной обращенной к нему части катушки являются одинаковыми.
13. Способ по п. 9,
в котором катушка является выпуклой вниз, если смотреть сбоку.
14. Способ по п. 9,
в котором область терминального вывода, которую блок ферритового сердечника прижимает и с которой контактирует, составляет 75~80% от вертикально спроецированной области терминального вывода.
15. Способ по п. 9,
в котором прижим изготовлен из пластикового материала, который не подвергается воздействию индукционного тепла.
| US 20110062148 A1, 17.03.2011 | |||
| KR 20170002656 U, 25.07.2017 | |||
| JP 2011025257 A, 10.02.2011 | |||
| US 20160183330 A1, 23.06.2016 | |||
| JP 2012243903 A, 10.12.2012 | |||
| СПОСОБ ПАЙКИ | 1992 |
|
RU2095206C1 |

