ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к трубопроводу для подачи топлива в двигатель в систему непосредственного впрыска топлива и, в частности, изобретение относится к автомобильному топливопроводу, выполненному из нержавеющей стали, имеющему различные возможности, такие как сопротивление напору, воздушная герметичность, и коррозионная стойкость.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[0002] В трубопроводе для подачи топлива (трубопроводе подачи под давлением) для использования в системе непосредственного впрыска топлива, изделия, изготовленные путем выполнения различных пластических операций (например, операции формирования конца трубопровода и операции изгибания), или соединительных операций (например, операции пайки твердым припоем) на материале на основе нержавеющей стали были наиболее освоенными, как имеющие характеристики с различными возможностями, такими как сопротивление напору, воздушная герметичность и коррозионная стойкость. Из них, изделие, полученное путем выполнения процесса соединения и процесса пайки твердым припоем на основном веществе из нержавеющей стали, например, трубопровод для подачи топлива высокого давления, изготовленный из нержавеющей стали, было известным (см. патентную литературу 1 и 2). Обычно соединение компонентов в этом трубопроводе для подачи топлива высокого давления, изготовленного из нержавеющей стали или подобного материала, выполнялось, в целом, посредством медной (Cu) пайки твердым припоем в атмосфере печи с газообразным водородом и газообразным азотом в качестве основы, или путем высокочастотного нагрева с использованием газообразного водорода и газообразного азота.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ИСТОЧНИКОВ
Патентные документы
[0003] Патентный документ 1: Опубликованная заявка на патент Японии № 2006-152852.
Патентный документ 2: Опубликованная заявка на патент Японии № 2002-54534.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническая задача
[0004] Как описано выше, соединение компонентов в этом трубопроводе для подачи топлива высокого давления, изготовленного из нержавеющей стали или подобного материала, выполнялось посредством медной пайки твердым припоем в атмосфере печи с газообразным водородом и газообразным азотом в качестве основы, или путем высокочастотного нагрева с использованием газообразного водорода и газообразного азота. В связи с этим, когда медная пайка твердым припоем осуществляется в атмосфере печи с газообразным водородом и газообразным азотом в качестве основы или путем высокочастотного нагрева с использованием газообразного водорода и газообразного азота, обоюдный диффузионный слой, созданный из меди и нержавеющей стали (далее именуемый как «диффузионный слой» для удобства описания) генерируется путем нагрева посередине между медным припоем и основным материалом из нержавеющей стали. В этом диффузионном слое, так как никелевый компонент основного материала из нержавеющей стали элюирует (диффундирует) в медный припой, никелевый компонент становится иссякшим и, таким образом, коррозионная стойкость имеет тенденцию к снижению. При этом, в топливопроводе из нержавеющей стали, основной материал нержавеющей стали и медный твердый припойный материал не подвержены коррозии, а коррозия происходит в концентрированном виде только в диффузионном слое, расположенном посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом части, паяной медью, что создает проблему снижения коррозионной стойкости паяной части.
[0005] Настоящее изобретение было осуществлено для решения проблемы обычной технологии, то есть проблемы, которая заключается в изготовлении трубопровода из нержавеющей стали для подачи топлива в двигатель в систему непосредственного впрыска топлива; коррозия происходит концентрированным образом только в диффузионном слое, расположенном посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом части медной пайки твердым припоем, тем самым снижая коррозионную стойкость паяной части и ухудшая характеристику пайки твердым припоем. Настоящее изобретение состоит в обеспечении автомобильного топливопровода из нержавеющей стали без элюирования никеля, включенного в основной материал нержавеющей стали, в медь, паяную во время пайки твердым припоем в печи, и способного предотвращать снижение никеля и поддерживать коррозионную стойкость диффузионного слоя.
Решение задачи
[0006] Автомобильный топливопровод, изготовленный из нержавеющей стали, согласно настоящему изобретению, представляет собой трубопровод из нержавеющей стали для подачи топлива в двигатель в систему непосредственного впрыска топлива, в котором Cu-Ni твердый припойный материал, содержащий от 3 до 10% по весу никеля, используемый в качестве медного твердого припойного материала для пайки в печи, и никелевый компонент диффузионного слоя, расположенный посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом части паяной медью, находятся в том же состоянии, что и основной материал из нержавеющей стали. Кроме того, в качестве Cu-Ni твердого припойного материала, Cu-Ni сплав в виде проволоки или Cu-Ni паста с медной пастой и никелевой пастой, смешанных друг с другом, могут быть использованы.
Преимущества изобретения
[0007] В настоящем изобретении Cu-Ni твердый припойный материал, содержащий от 3 до 10% по весу никеля, используется в качестве медного твердого припойного материала для пайки в печи твердым припоем автомобильного топливопровода из нержавеющей стали, для включения никелевого компонента в медный твердый припойный материал заблаговременно, и никель, содержащийся в основном материале нержавеющей стали, таким образом, не элюирует в медный твердый припойный материал, так что падение количества никелевого компонента может быть предотвращено. Таким образом, изобретение может достичь отличных эффектов, при которых снижение коррозионной стойкости диффузионного слоя может быть предотвращено, автомобильный топливопровод из нержавеющей стали, имеющий отличную коррозионную стойкость медной паяной части, может быть получен, а также надежность системы непосредственного впрыска топлива может быть значительно повышена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
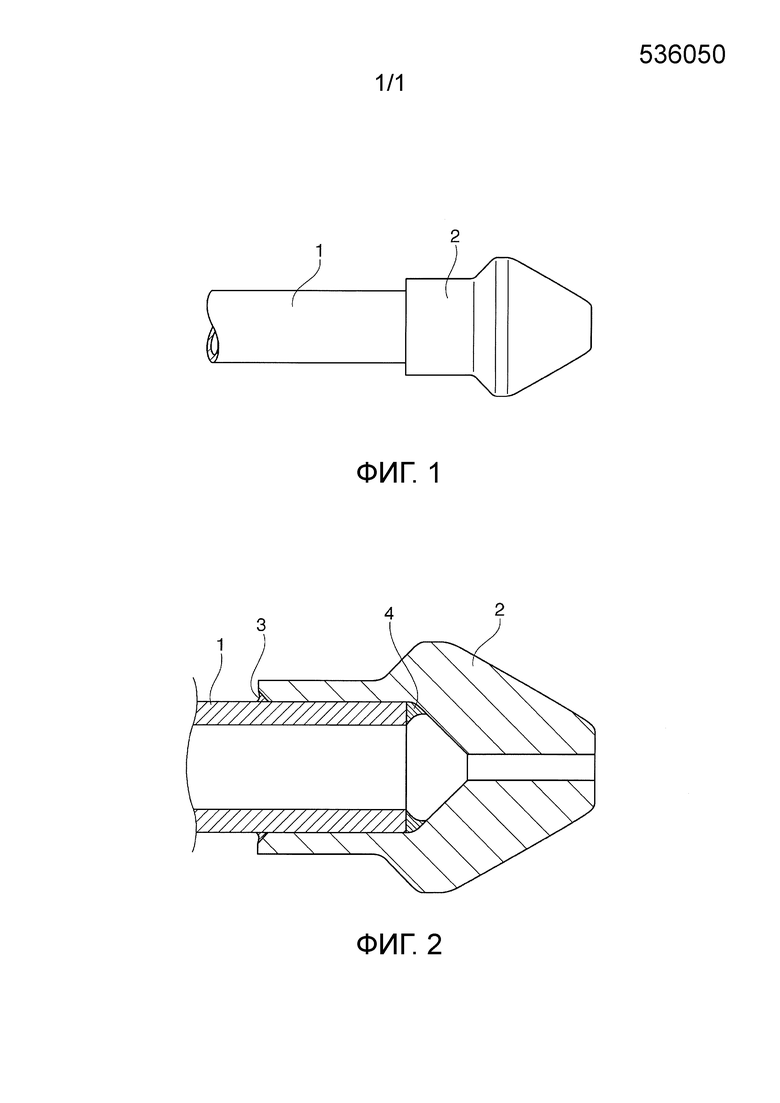
[0008] Фиг.1 представляет собой внешний вид основных частей, изображающий один вариант осуществления автомобильного топливопровода из нержавеющей стали согласно настоящему изобретению.
Фиг.2 представляет собой увеличенный вид в разрезе, иллюстрирующий основные части топливопровода, изображенного на фиг.1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0009] Фигуры 1 и 2 иллюстрируют топливопровод для использования в топливном канале высокого давления, соединяющим между топливным насосом высокого давления и направляющей-распределителем для топлива и между направляющей-распределителем для топлива и инжектором в устройстве подачи топлива для непосредственного впрыска топлива. Топливопровод выполнен посредством пайки твердым припоем к концу трубопровода 1 из нержавеющей стали терминального компонента (штуцера) 2, формирующего соединительную головку, находящуюся в контакте с компонентом ответной части трубопровода (опущенным на чертежах). Позиция 3 обозначает паяную часть между внешней поверхностью трубопровода 1 из нержавеющей стали и открытым концом терминального компонента 2, а позиция 4 обозначает паяную часть между терминальным концом трубопровода 1 из нержавеющей стали и внутренней поверхностью терминального компонента 2. В настоящем изобретении, в качестве медного твердого припойного материала для использования в соединении трубопровода 1 из нержавеющей стали и терминального компонента 2 в топливопроводе, используется Cu-Ni твердый припойный материал, содержащий от 3 до 10% по весу никеля.
[0010] В настоящем изобретении Cu-Ni твердый припойный материал, содержащий от 3 до 10% по весу никеля, используется в качестве медного твердого припойного материала для пайки в печи твердым припоем топливопровода из нержавеющей стали по следующей причине.
То есть, в случае нормального медного твердого припойного материала, не содержащего никель, никель, содержащийся в основном материале из нержавеющей стали, элюирует в медный твердый припой во время пайки в печи твердым припоем, как описано выше. Следовательно, никелевый компонент диффузионного слоя из меди и нержавеющей стали, генерируемый посередине между медным твердым припоем и основным материалом из нержавеющей стали, становится недостаточным, и коррозионная стойкость имеет тенденцию к снижению. При этом в топливопроводе из нержавеющей стали, диффузионный слой, расположенный посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом части, паяной медью, корродирует в первую очередь, и коррозионная стойкость паяной части уменьшается. Для решения этой проблемы, в качестве способа предотвращения элюирования никеля из основного материала нержавеющей стали в медный твердый припойный материал, настоящее изобретение предлагает средство, при котором никель примешивается заблаговременно в медный твердый припойный материал.
При использовании медного твердого припойного материала, содержащего никель, в качестве медного твердого припойного материала для пайки в печи твердым припоем топливопровода из нержавеющей стали, так как никель, содержащийся заблаговременно в твердом припойном материале уже присутствует в качестве элюирующего, когда Cu-Ni твердый припойный материал нагревается в печи для пайки твердым припоем для элюирования в соединительную часть, никель в основном материале из нержавеющей стали не элюирует в медный твердый припойный материал, и уменьшение никеля в основном материале из нержавеющей стали, таким образом, предотвращается. В результате, снижение коррозионной стойкости диффузионного слоя, расположенного посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом части, паяной медью, может быть предотвращено.
В связи с этим, содержание никеля в Cu-Ni твердом припойном материале для пайки в печи твердым припоем по настоящему изобретению ограничивается от 3 до 10% по весу, так как достаточный профилактический эффект на элюирование никеля из основного материала нержавеющей стали в медный твердый припойный материал не может быть получен, если содержание составляет менее 3% по весу, и, с другой стороны, если содержание превышает 10% по весу, температура плавления твердого припойного материала становится 1140°С или выше, тем самым, затрудняя выполнение работ в печи непрерывного действия.
Следует отметить, что, так как твердые припойные материалы для нержавеющей стали, включающие Cr, Fe, Mn, Al, Si, P, и бор (В), кроме меди и никеля были известны, однако, само собой разумеется, что эти твердые припойные материалы являются отличными от медного твердого припойного материала (Cu-Ni твердого припойного материала, содержащего от 3 до 10% по весу никеля) для пайки в печи твердым припоем топливопровода из нержавеющей стали согласно настоящему изобретению.
Примеры
[0011] Настоящее изобретение, более конкретно описано основываясь на примерах ниже. В связи с этим, настоящее изобретение не ограничивается следующими примерами и модификациями и реализациями в пределах объема, не отклоняясь от сущности настоящего изобретения, всех включенных в технический объем настоящего изобретения.
В примерах, относительно эффектов, представленных посредством Cu-Ni твердого припойного материала для топливопровода из нержавеющей стали для соединения между топливным насосом высокого давления и направляющей-распределителем для топлива устройства подачи топлива для типа непосредственного впрыска топлива, изображенного на фигурах 1 и 2, когда трубопровод 1 из нержавеющей стали и штуцер 2 подвергаются пайке в печи твердым припоем, компонентный анализ паяной части и коррозионной стойкости по отношению к коррозионностойкому топливу были выполнены, и коррозионные условия (коррозионная стойкость) наблюдались визуально и с помощью микроскопа для оценки.
[0012] [Примеры 1-4]
При использовании материала для трубопровода из нержавеющей стали, имеющего наружный диаметр 8 мм и толщину 1,2 мм (SUS304) в качестве основного материала трубопровода, штуцера для 8-мм трубопровода (SUS304), и Cu-Ni твердых припойных материалов, представленных в Таблице 1, пайка твердым припоем осуществлялась в печи для непрерывной пайки твердым припоем, в которой нагрев осуществлялся за счет теплоты излучения от стенки печи, для изготовления топливопровода из нержавеющей стали. Температура в печи во время пайки твердым припоем в примерах была от 1108 до 1140°С, а рабочая скорость перемещения была 250 мм/мин. В примерах, использовалась Cu-Ni паста, изготовленная путем добавления никелевой пасты в медную пасту, в качестве Cu-Ni твердого припойного материала.
Коррозионные стойкости паяной части (паяной части 3 трубопровода, показанной на фиг.1 и фиг.2) топливопровода из нержавеющей стали и количество никелевого компонента в диффузионном слое в примерах, приведены в Таблице 2. Коррозионные стойкости паяной части были определены путем проверки коррозионной стойкости диффузионного слоя, расположенного посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом паяной части на основе ССТ испытания (циклическое испытание на коррозию). Кроме того, количество никелевого компонента диффузионного слоя было измерено путем компонентного анализа паяной части.
Как видно из результатов, представленных в Таблице 2, в любом топливопроводе из нержавеющей стали из примеров от 1 до 4, в которых использовались Cu-Ni твердые припойные материалы, содержащие от 3 до 10% по весу никеля, увеличение концентрации никеля было подтверждено в диффузионном слое, расположенном посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом паяной части, и коррозия не была подтверждена в паяной части. Кроме того, количество элюирования никелевых компонентов из основного материала из нержавеющей стали, было почти не подтверждено.
[0013] [Сравнительные примеры 1 и 2]
Материал трубопровода из нержавеющей стали, имеющий наружный диаметр 8 мм и толщину 1,2 мм (SUS304) и штуцер (SUS304) использовались, как и в примерах от 1 до 4, были использованы Cu-Ni твердые припойные материалы, не содержащие заданного количества никеля по настоящему изобретению, и пайка твердым припоем проводилась в той же печи для непрерывной пайки твердым припоем, что и в примерах от 1 до 4, при температуре в печи от 1090 до 1098°С и рабочей скоростью перемещения 250 мм/мин для изготовления топливопровода из нержавеющей стали. Коррозионные стойкости паяной части изготовленного топливопровода и количество никелевого компонента в диффузионном слое, также представлены в Таблице 2. Следует отметить, что условия коррозии паяной части были определены тем же самым способом, что и в примерах с 1 по 4. Кроме того, то же самое касается количества никелевых компонентов в диффузионном слое.
Как видно из результатов, приведенных в Таблице 2, в случае любого из топливопроводов из нержавеющей стали, полученных из пайки твердым припоем с использованием Cu-Ni твердого припойного материала с содержанием никеля вне указанных значений по настоящему изобретению, так как количество никелевого компонента в диффузионном слое, расположенном посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом паяной части было незначительным, коррозия была подтверждена в паяной части, которая была, поэтому, с низкой коррозионной стойкостью. Таким образом, сложно принять эти сравнительные примеры в качестве топливопровода.
[0014] [Обычный пример]
Материал трубопровода из нержавеющей стали, имеющий наружный диаметр 8 мм и толщину 1,2 мм (SUS304) и штуцер (SUS304) были использованы, как и в примерах от 1 до 4, был использован медный твердый припойный материал, не содержащий никель, и пайка твердым припоем проводилась в той же печи для непрерывной пайки твердым припоем, что и в примерах от 1 до 4, при температуре в печи от 1083°С и рабочей скорости перемещения 250 мм/мин для изготовления топливопровода из нержавеющей стали. Коррозионные стойкости паяной части 3, и количество никелевого компонента в диффузионном слое, также представлены в Таблице 2. Следует отметить, что условия коррозии паяной части были определены тем же самым способом, что и в примерах с 1 по 4. Кроме того, то же самое касается количества никелевых компонентов в диффузионном слое.
Как видно из результатов, приведенных в Таблице 2, в случае топливопровода из нержавеющей стали, полученного из пайки твердым припоем с использованием медного твердого припойного материала, не содержащего никель, было подтверждено, что основной материал из нержавеющей стали, и медный твердый припойный материал не корродируют, а коррозия происходит в концентрированном виде только в диффузионном слое, расположенном посередине между основным материалом из нержавеющей стали и медным твердым припойным материалом паяной медью части. Фактор, ответственный за это может быть представлен так, что, так как никелевый компонент основного материала из нержавеющей стали элюирует в медный твердый припой, никелевый компонент в диффузионном слое истощается со снижением коррозионной стойкости.
[0015][Таблица 1]
[0016] Таблица 2
ССТ результат испытания ○: Без коррозии △: С незначительной коррозией x: С коррозией
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0017]
1 - трубопровод их нержавеющей стали
2 - терминальный компонент (штуцер)
3, 4 - паяная часть
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДЫЙ ПРИПОЙ НА ЖЕЛЕЗОХРОМОВОЙ ОСНОВЕ | 2010 |
|
RU2550471C2 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ С ВЫСОКИМ ИНТЕРВАЛОМ ПЛАВЛЕНИЯ, ПРИГОДНЫЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СУПЕРАУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2716966C2 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
| ТВЕРДЫЙ ПРИПОЙ НА ЖЕЛЕЗОХРОМОВОЙ ОСНОВЕ | 2009 |
|
RU2496626C2 |
| Припой для пайки никелевых сплавов | 1991 |
|
SU1780966A1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2469829C2 |
| Способ соединения корундовой керамики с металлом | 1988 |
|
SU1606502A1 |
Изобретение может быть использовано при изготовлении автомобильного топливопровода подачи топлива в систему непосредственного его впрыска, выполненного из нержавеющей стали. Трубопровод соединен со штуцером паяными швами, полученными пайкой в печи с использованием Cu-Ni твердого припоя, содержащего от 3 до 10% по весу никеля. Между нержавеющей сталью трубопровода и Cu-Ni твердым припоем расположен диффузионный слой, в котором содержание никеля выше, чем в Cu-Ni твердом припое. Никель из нержавеющей стали практически не диффундирует в Cu-Ni твердый припой. Припойный материал может быть выполнен в виде проволоки из Cu-Ni сплава или в виде Cu-Ni пасты. Паяная часть трубопровода имеет отличную коррозионную стойкость. 1 з.п. ф-лы, 2 ил., 2 табл., 4 пр. 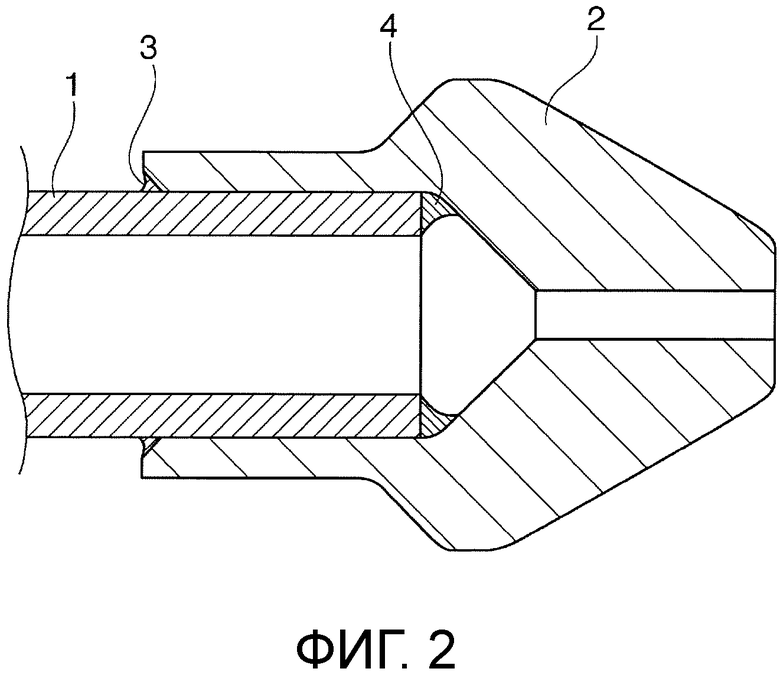
1. Автомобильный топливопровод из нержавеющей стали для подачи топлива в систему непосредственного впрыска топлива, содержащий трубопровод и штуцер, соединенные паяными швами, полученными пайкой в печи с использованием Cu-Ni твердого припоя, содержащего от 3 до 10% по весу никеля, а между нержавеющей сталью трубопровода и Cu-Ni твердым припоем расположен диффузионный слой, в котором содержание никеля выше, чем в Cu-Ni твердом припое, при этом Cu-Ni твердый припой по существу не содержит никель, диффундирующий из нержавеющей стали.
2. Автомобильный топливопровод из нержавеющей стали по п.1, в котором паяные швы получены с использованием Cu-Ni твердого припоя в виде проволоки из Cu-Ni сплава или в виде Cu-Ni пасты из смешанных друг с другом медной и никелевой пасты.
| JP 2010007651 A, 14.01.2010 | |||
| JP 2003230981 A, 19.08.2003 | |||
| JP 2007239025 A, 20.09.2007 | |||
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| Плавучий складной мост | 1926 |
|
SU4122A1 |

