Предпосылки изобретения
Были приложены значительные усилия для получения полимерных материалов низкой плотности для улучшения использования природных ресурсов и снижения углеродного следа в конечных продуктах. Типичный подход в получении таких материалов низкой плотности заключается во вспенивании полимера с помощью физических или химических порообразующих средств, создающих заполненные газом поры во всем объеме. Химические порообразующие средства представляют собой соединения, подвергающиеся химической реакции, при которой выделяется газ, который создает пористую структуру по всему объему полимера. Физические порообразующие средства обычно представляют собой сжатые газы, которые диспергированы в полимере и расширяются, образуя поры. Независимо от этого, типичные процессы вспенивания вызывают ориентацию низкомолекулярных соединений, поскольку образование пор происходит, когда полимер находится в расплавленном состоянии. Это предотвращает деформационное упрочнение полимера, которое обычно происходит при температурах значительно выше температуры плавления или температуры стеклования полимера, давая продукты с низкой механической прочностью. Более того, при обычных способах вспенивания образуются ячейки больших размеров, таких как более 100 мкм. Это снижает прочность расплава, тем самым приводя к трещинам в высокопроизводительных производственных процессах с высокими скоростями деформации (например, прядении волокон, пленкообразовании, формовке и т.д.).
В международной заявке WO 2016/085711 А1 раскрыт полиолефиновый материал, содержащий термопластичную композицию, в которой определяется поровая сеть со множеством нанопор. Композиция содержит непрерывную фазу, которая включает матричный полиолефин и добавку нановключения, диспергированную в непрерывной фазе в виде дискретных доменов. Композиция дополнительно включает бета-зародышеобразователь.
В связи с этим на данный момент существует потребность в улучшенном полимерном материале, который является пористым.
Краткое описание изобретения
В соответствии с одним вариантом осуществления настоящего изобретения раскрыт полимерный материал (например, волокно, пленка, формованное изделие и т.д.), который содержит термопластичную композицию. Композиция содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент. Силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов. В термопластичной композиции определена поровая сеть, которая включает множество нанопор.
В соответствии с другим вариантом осуществления настоящего изобретения раскрыт способ образования полимерного материала, который включает образование термопластичной композиции, которая содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент, где силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов; и вытягивание в твердом состоянии термопластичной композиции с образованием поровой сети в ней, при этом поровая сеть включает множество нанопор.
В соответствии с другим вариантом осуществления настоящего изобретения раскрыт способ образования волокна, который включает образование термопластичной композиции, которая содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент, где силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов; экструдирование композиции через капилляр с образованием волокна и вытягивание волокна при температуре, которая ниже температуры плавления матричного полимера, с образованием тем самым поровой сети, которая включает множество нанопор.
Другие признаки и аспекты настоящего изобретения более подробно рассматриваются ниже.
Краткое описание графических материалов
Полное и достаточное раскрытие настоящего изобретения, включая наилучший способ его осуществления, предназначенное для специалиста средней квалификации в данной области, изложено ниже более конкретно в остальной части описания, в которой предусмотрены ссылки на прилагаемые графические материалы, при этом:
на фиг. 1 представлен вид в перспективе одного варианта осуществления впитывающего изделия, в котором можно использовать полимерный материал по настоящему изобретению;
на фиг. 2 представлена схематическая иллюстрация способа, который можно применять в соответствии с одним вариантом осуществления настоящего изобретения для образования полимерного материала;
на фиг. 3 представлена микрофотография, полученная с помощью SEM, образца волокна из примера 2, и
на фиг. 4-5 представлены микрофотографии, полученные с помощью SEM, образцов волокна из примера 3;
на фиг. 6 представлена микрофотография (3000х), полученная с помощью SEM, вытянутой пленки из примера 14;
на фиг. 7 представлена микрофотография (3000х), полученная с помощью SEM, вытянутой пленки из примера 17;
на фиг. 8 представлена микрофотография (3000х), полученная с помощью SEM, пленки из примера 18, сделанная в машинном направлении;
на фиг. 9 представлена микрофотография (3000х), полученная с помощью SEM, пленки из примера 18, сделанная в поперечном направлении;
на фиг. 10 представлена микрофотография (1000х), полученная с помощью SEM, пленки из примера 19, сделанная в поперечном направлении;
на фиг. 11 представлена микрофотография (1000х), полученная с помощью SEM, вытянутой пленки из примера 20;
на фиг. 12 представлена микрофотография (3000х), полученная с помощью SEM, вытянутой пленки из примера 20;
на фиг. 13-14 представлены микрофотографии, полученные с помощью SEM, образца из примера 33;
на фиг. 15 представлена микрофотография, полученная с помощью SEM, образца из примера 48;
на фиг. 16-17 представлены микрофотографии, полученные с помощью SEM, образца из примера 49;
на фиг. 18-19 представлены микрофотографии, полученные с помощью SEM, образца из примера 52;
на фиг. 20 представлена микрофотография, полученная с помощью SEM, образца из примера 55;
на фиг. 21-22 представлены микрофотографии, полученные с помощью SEM, образца из примера 58; и
на фиг. 23-24 представлены микрофотографии, полученные с помощью SEM, образца из примера 59.
Повторяющееся использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
Подробное описание иллюстративных вариантов осуществления
Далее будет представлено подробное описание со ссылками на различные варианты осуществления настоящего изобретения, один или более примеров которых приведены ниже. Каждый пример приведен для пояснения настоящего изобретения и не ограничивает его. В действительности специалистам в данной области техники будет понятно, что в настоящее изобретение могут быть внесены различные модификации и изменения без отступления от объема или сути настоящего изобретения. Например, признаки, проиллюстрированные или описанные как часть одного варианта осуществления, могут быть применены в другом варианте осуществления для получения дополнительного варианта осуществления. Таким образом, имеется в виду, что настоящее изобретение охватывает такие модификации и изменения, которые находятся в пределах объема прилагаемой формулы изобретения и ее эквивалентов.
В общем, настоящее изобретение направлено на полимерный материал (например, пленку, волокнистый материал, формованное изделие и т.д.), который образован посредством вытягивания термопластичной композиции (например, вытягивания в твердом состоянии), содержащей непрерывную фазу, которая включает матричный полимер и силоксановый компонент. Силоксановый компонент содержит по меньшей мере один сверхвысокомолекулярный силоксановый полимер, который из-за своего молекулярного веса и вязкости может стать диспергированным в непрерывной фазе в виде дискретных наноразмерных фазовых доменов. Кроме того, несмотря на свой высокомолекулярный вес и вязкость, цепь силоксанового полимера может при этом оставаться гибкой и обладать свободным объемом, что в свою очередь означает, что она может находиться в относительно мягком, подобном жидкому состоянии. Силоксановый полимер также является гидрофобным, что может способствовать минимизации степени трения на границе раздела с матричным полимером. Кроме того, из-за своей химической структуры и свободного объема, силоксановый полимер может характеризоваться относительно низкой прочностью сцепления и может легко образовывать пустоты при воздействии механической нагрузки и деформации.
В этом отношении, если композиция подвергается деформирующему и удлиняющему натяжению (например, во время вытягивания), авторы настоящего изобретения обнаружили, что наноразмерные фазовые домены, образованные силоксановым полимером, способны взаимодействовать уникальным образом с созданием сети пор. А именно, полагают, что удлиняющее натяжение может инициировать образование зон интенсивного локального сдвига и/или зон интенсивного напряжения (например, нормальных напряжений) вблизи дискретных фазовых доменов в результате концентраций напряжений, которые возникают в результате несовместимости силоксанового полимера и матричного полимера. Эти зоны сдвига и/или интенсивности напряжения вызывают некоторое начальное нарушение адгезии в матричном полимере, прилегающем к доменам, и внутреннюю кавитацию доменов. После образования исходных пор матрица, расположенная между доменами, может подвергаться пластической деформации с созданием внутренних областей растягивания, которые локально сужаются (или становятся более узкими) и деформационно упрочняются. Этот процесс обеспечивает образование пор по всему объему композиции, которые растут в направлении растягивания, тем самым приводя к образованию поровой сети, тогда как молекулярная ориентация приводит к деформационному упрочнению, которое увеличивает механическую прочность. Кроме того, благодаря гибкости и гидрофобной природе силоксанового полимера, поры также могут быть распределены более однородно по всей композиции.
С помощью вышеуказанных методик можно образовать стабильную поровую сеть в полимерном материале с тем, чтобы средний процентный объем, занимаемый порами внутри заданной единицы объема материала, мог составлять от приблизительно 15% до приблизительно 80% на см3, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 70% и в некоторых вариантах осуществления от приблизительно 30% до приблизительно 60% на кубический сантиметр материала. При таком объеме пор композиция может характеризоваться относительно низкой плотностью. Полиолефиновые композиции могут, например, иметь плотность приблизительно 0,90 грамма на кубический сантиметр («г/см3») или меньше, в некоторых вариантах осуществления приблизительно 0,85 г/см3 или меньше, в некоторых вариантах осуществления приблизительно 0,80 г/см3 или меньше, в некоторых вариантах осуществления от приблизительно 0,10 г/см3 до приблизительно 0,75 г/см3 и в некоторых вариантах осуществления от приблизительно 0,20 г/см3 до приблизительно 0,70 г/см3. Аналогичным образом полиэфирные композиции могут иметь плотность приблизительно 1,3 г/см3 или меньше, в некоторых вариантах осуществления от приблизительно 0,4 до приблизительно 1,1 г/см3 и в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 0,9 г/см3. Значительная часть пор в поровой сети также имеет «наноразмерный» размер («нанопоры»), как, например, поры со средним размером поперечного сечения приблизительно 800 нанометров или меньше, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 700 нанометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 нанометров. Термин «размер поперечного сечения» обычно относится к характеристическому размеру (например, ширине или диаметру) поры, который, по сути, перпендикулярен ее главной оси (например, длине) и также, как правило, в основном перпендикулярен направлению напряжения, прилагаемого во время вытягивания. Нанопоры также могут иметь средний осевой размер в диапазоне от приблизительно 100 до приблизительно 5000 нанометров, в некоторых вариантах осуществления от приблизительно 50 до приблизительно 2000 нанометров и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 1000 нанометров. «Осевой размер» представляет собой размер в направлении главной оси (например, длину), которая обычно расположена в направлении вытягивания. Такие нанопоры могут, например, составлять приблизительно 15 об. % или больше, в некоторых вариантах осуществления приблизительно 20 об. % или больше, в некоторых вариантах осуществления от приблизительно 30 об. % до 100 об. % и в некоторых вариантах осуществления от приблизительно 40 об. % до приблизительно 90 об. % от общего объема пор в полимерном материале.
Далее будут более подробно описаны различные варианты осуществления настоящего изобретения.
I. Термопластичная композиция
А. Матричный полимер
Как указано выше, термопластичная композиция содержит непрерывную фазу, в которой диспергирован сверхвысокомолекулярный силоксановый полимер. Непрерывная фаза содержит один или более матричных полимеров, которые, как правило, составляют от приблизительно 60 вес. % до приблизительно 99 вес. %, в некоторых вариантах осуществления от приблизительно 75 вес. % до приблизительно 98 вес. % и в некоторых вариантах осуществления от приблизительно 80 вес. % до приблизительно 95 вес. % термопластичной композиции. Природа матричного полимера (матричных полимеров), применяемого (применяемых) для образования непрерывной фазы, не критична, и в целом можно применять любой подходящий полимер, такой как сложные полиэфиры, полиолефины, стирольные полимеры, полиамиды и т.д.
В определенных вариантах осуществления, например, в качестве матричного полимера можно применять полиолефин. Полиолефины, как правило, имеют температуру плавления, составляющую от приблизительно 100°С до приблизительно 220°С, в некоторых вариантах осуществления от приблизительно 120°С до приблизительно 200°С и в некоторых вариантах осуществления от приблизительно 140°С до приблизительно 180°С, что определено с применением дифференциальной сканирующей калориметрии («DSC») в соответствии с ASTM D-3417. Подходящие полиолефины могут, например, включать полимеры этилена (например, полиэтилен низкой плотности («LDPE»), полиэтилен высокой плотности («HDPE»), линейный полиэтилен низкой плотности («LLDPE») и т.д.), гомополимеры пропилена (например, синдиотактический, атактический, изотактический и т.д.), сополимеры пропилена и т.п. В одном конкретном варианте осуществления полимер представляет собой полимер пропилена, такой как гомополипропилен или сополимер пропилена. Например, полимер пропилена может быть образован из, по сути, изотактического гомополимера или сополимера полипропилена, содержащего другие мономеры в количестве, равном приблизительно 10 вес. % или меньше, т.е. по меньшей мере приблизительно 90% по весу пропилена. Такие гомополимеры могут иметь температуру плавления, составляющую от приблизительно 140°С до приблизительно 170°С. Разумеется, другие полиолефины также можно применять в композиции по настоящему изобретению. В одном варианте осуществления, например, полиолефин может представлять собой сополимер этилена или пропилена и другого α-олефина, такого как С3-С20Сα-олефин или С3-С20α-олефин. Конкретные примеры подходящих α-олефинов включают 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или более метальными, этильными или пропильными заместителями; 1-гексен с одним или более метальными, этильными или пропильными заместителями; 1-гептен с одним или более метальными, этильными или пропильными заместителями; 1-октен с одним или более метальными, этильными или пропильными заместителями; 1-нонен с одним или более метальными, этильными или пропильными заместителями; этил-, метил- или диметилзамещенный 1-децен; 1-додецен и стирол. Особенно желательными α-олефиновыми сомономерами являются 1-бутен, 1-гексен и 1-октен. Содержание этилена или пропилена в таких сополимерах может составлять от приблизительно 60 мол. % до приблизительно 99 мол. %, в некоторых вариантах осуществления от приблизительно 80 мол. % до приблизительно 98,5 мол. % и в некоторых вариантах осуществления от приблизительно 87 мол. % до приблизительно 97,5 мол. %. Содержание α-олефина может подобным образом находиться в диапазоне от приблизительно 1 мол. % до приблизительно 40 мол. %, в некоторых вариантах осуществления от приблизительно 1,5 мол. % до приблизительно 15 мол. % и в некоторых вариантах осуществления от приблизительно 2,5 мол. % до приблизительно 13 мол. %.
Полиолефин может иметь показатель текучести расплава, составляющий от приблизительно 0,5 до приблизительно 80 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 20 грамм за 10 минут, определенный при нагрузке, составляющей 2160 грамм, и при температуре, по меньшей мере на приблизительно 40°С превышающей температуру плавления (например, при 230°С), в соответствии с ASTM D1238. Полиолефин также может иметь кажущуюся вязкость, составляющую от приблизительно 50 до приблизительно 600 паскаль-секунд (Па-с), в некоторых вариантах осуществления от приблизительно 100 до приблизительно 500 Па-с и в некоторых вариантах осуществления от приблизительно 200 до приблизительно 400 Па-с, как определено при температуре, по меньшей мере на приблизительно 40°С выше температуры плавления (например, при 230°С), и скорости сдвига, составляющей 1000 сек-1.
В других вариантах осуществления в качестве матричного полимера можно применять сложный полиэфир. Как правило, можно применять любой из ряда сложных полиэфиров, таких как сложные алифатические полиэфиры, такие как поликапролактон, сложные полиамидоэфиры, полимолочная кислота (PLA) и ее сополимеры, полигликолевая кислота, поли ал ки лен карбонаты (например, полиэтиленкарбонат), поли-3-гидроксибутират (РНВ), поли-3-гидроксивалерат (PHV), сополимер 3-гидроксибутирата и 4-гидроксибутирата, сополимеры 3-гидроксибутирата и 3-гидроксивалерата (PHBV), сополимер 3-гидроксибутирата и 3-гидроксигексаноата, сополимер 3-гидроксибутирата и 3-гидроксиоктаноата, сополимер 3-гидроксибутирата и 3-гидроксидеканоата, сополимер 3-гидроксибутирата и 3-гидроксиоктадеканоата и алифатические полимеры на основе сукцината (например, полибутиленсукцинат, полибутиленсукцинат/адипат, полиэтиленсукцинат и т.д.); сложные алифатически-ароматические сополиэфиры (например, полибутиленадипат/терефталат, полиэтиленадипат/терефталат, полиэтиленадипат/изофталат, полибутиленадипат/изофталат и т.д.); сложные ароматические полиэфиры (например, полиэтилентерефталат, полибутилентерефталат и т.д.) и т.п.
В определенных случаях термопластичная композиция может содержать по меньшей мере один сложный полиэфир, который является жестким по природе, такой как полиэтилентерефталат или полимолочная кислота, и, следовательно, имеет относительно высокую температуру стеклования. Например, температура стеклования («Tg») может составлять приблизительно 0°С или больше, в некоторых вариантах осуществления от приблизительно 5°С до приблизительно 120°С, в некоторых вариантах осуществления от приблизительно 30°С до приблизительно 110°С и в некоторых вариантах осуществления от приблизительно 50°С до приблизительно 100°С. Сложный полиэфир также может иметь температуру плавления, составляющую от приблизительно 140°С до приблизительно 320°С, в некоторых вариантах осуществления от приблизительно 150°С до приблизительно 300°С и в некоторых вариантах осуществления от приблизительно 160°С до приблизительно 275°С. Температуру плавления можно определять с помощью DSC в соответствии с ASTM D3417-99. Температуру стеклования можно определять с помощью динамического механического анализа в соответствии с ASTM Е1640-09. В случае использования жесткого сложного полиэфира, как правило, он имеет среднечисловой молекулярный вес («Mn») в диапазоне от приблизительно 40000 до приблизительно 180000 грамм на моль, в некоторых вариантах осуществления от приблизительно 50000 до приблизительно 160000 грамм на моль и в некоторых вариантах осуществления от приблизительно 80000 до приблизительно 120000 грамм на моль. Аналогичным образом полимер также, как правило, характеризуется средневесовой молекулярной массой («Mw») в диапазоне от приблизительно 80000 до приблизительно 250000 грамм на моль, в некоторых вариантах осуществления от приблизительно 100000 до приблизительно 200000 грамм на моль и в некоторых вариантах осуществления от приблизительно 110000 до приблизительно 160000 грамм на моль. Соотношение средневесовой молекулярной массы и среднечисловой молекулярной массы («Mw/Mn»), т.е. «коэффициент полидисперсности», также является достаточно низким. Например, коэффициент полидисперсности, как правило, находится в диапазоне от приблизительно 1,0 до приблизительно 3,0, в некоторых вариантах осуществления от приблизительно 1,1 до приблизительно 2,0 и в некоторых вариантах осуществления от приблизительно 1,2 до приблизительно 1,8. Значения средневесовой и среднечисловой молекулярной массы можно определять с помощью способов, известных специалистам в данной области.
В случае использования сложного полиэфира, он также имеет собственную вязкость, составляющую от приблизительно 0,2 до приблизительно 1,5 децилитра на грамм (дл/г), в некоторых вариантах осуществления от приблизительно 0,4 до приблизительно 1,2 дл/г и в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 0,9 дл/г. Сложный полиэфир также может иметь кажущуюся вязкость, составляющую от приблизительно 50 до приблизительно 600 паскаль-секунд (Па-с), в некоторых вариантах осуществления от приблизительно 100 до приблизительно 500 Па-с и в некоторых вариантах осуществления от приблизительно 200 до приблизительно 400 Па-с, как определено при температуре, составляющей 190°С, и скорости сдвига, составляющей 1000 сек-1. Сложный полиэфир также может иметь показатель текучести расплава в диапазоне от приблизительно 1 до 50 г/10 мин., в некоторых вариантах осуществления от приблизительно 5 до 40 г/10 мин. и в некоторых вариантах осуществления от приблизительно 15 до приблизительно 30 г/10 мин., как измерено в соответствии с ASTM, способ D1238.
Некоторые типы чистых сложных полиэфиров (например, полимолочная кислота) могут поглощать воду из окружающей среды так, что содержание влаги в них составляет от приблизительно 500 до 600 частей на миллион («ppm») или даже больше в пересчете на сухой вес исходного сложного полиэфира. Содержание влаги можно определять множеством способов, известных из уровня техники, например, в соответствии с ASTM D7191-10, как описано ниже. Поскольку присутствие воды при формовании из расплава может приводить сложный полиэфир к гидролитическому разложению и снижению его молекулярной массы, иногда желательно высушивать сложный полиэфир перед смешиванием. В большинстве вариантов осуществления, например, желательно, чтобы содержание влаги в сложном полиэфире составляло приблизительно 300 частей на миллион («ppm») или меньше, в некоторых вариантах осуществления приблизительно 200 ppm или меньше, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 100 ppm перед смешиванием со сверхвысокомолекулярным силоксановым полимером. Высушивание сложного полиэфира может проходить, например, при температуре, составляющей от приблизительно 50°С до приблизительно 160°С и в некоторых вариантах осуществления от приблизительно 100°С до приблизительно 150°С.
В. Силоксановый компонент
Как указано выше, силоксановый полимерный компонент также применяют в термопластичной композиции, которая содержит по меньшей мере один сверхвысокомолекулярный силоксановый полимер. Не желая ограничиваться какой-либо теорией, полагают, что силоксановый полимер является по меньшей мере частично несовместимым с матричным полимером в том смысле, что он может быть распределен в матрице по сути равномерно, но в форме дискретных доменов. Перед вытягиванием дискретные домены могут характеризоваться наноразмерными размерами, например, характеризоваться средним размером поперечного сечения, составляющим от приблизительно 1 до приблизительно 2500 нанометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 2000 нанометров, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 1500 нанометров и в некоторых вариантах осуществления от приблизительно 20 до приблизительно 1000 нанометров. Домены могут иметь ряд различных форм, таких как эллиптическая, сферическая, цилиндрическая, пластинчатая, трубчатая и т.д. В одном варианте осуществления, например, домены имеют по сути эллиптическую форму. Силоксановый компонент, как правило, применяют в количестве от приблизительно 0,05 вес. % до приблизительно 20 вес. %, в некоторых вариантах осуществления от приблизительно 0,1 вес. % до приблизительно 10 вес. % и в некоторых вариантах осуществления от приблизительно 0,5 вес. % до приблизительно 5 вес. %, исходя из веса матричного полимера непрерывной фазы. Концентрация силоксанового компонента во всей термопластичной композиции может аналогичным образом составлять от приблизительно 0,01 вес. % до приблизительно 15 вес. %, в некоторых вариантах осуществления от приблизительно 0,05 вес. % до приблизительно 10 вес. % и в некоторых вариантах осуществления от приблизительно 0,3 вес. % до приблизительно 6 вес. % термопластичной композиции.
Сверхвысокомолекулярные силоксановые полимеры, как правило, характеризуются средневесовой молекулярной массой, составляющей приблизительно 100000 грамм на моль или больше, в некоторых вариантах осуществления приблизительно 200000 грамм на моль или больше и в некоторых вариантах осуществления от приблизительно 500000 грамм на моль до приблизительно 2000000 грамм на моль. Силоксановый полимер также может иметь кинематическую вязкость, составляющую приблизительно 1×105 сантистоксов или больше, в некоторых вариантах осуществления приблизительно 5×105 сантистоксов или больше, в некоторых вариантах осуществления приблизительно 1×10б сантистоксов или больше и в некоторых вариантах осуществления от приблизительно 5×10б сантистоксов до приблизительно 20×106 сантистоксов. В термопластичной композиции в целом можно применять любой из ряда сверхвысокомолекулярных силоксановых полимеров. Например, в определенных вариантах осуществления силоксановый полимер может представлять собой «MQ»-смолу, которая представляет собой макромолекулярный полимер, содержащий звенья R3SiO1/2 SiO4/2 (звенья М и Q соответственно), где R представляет собой функциональную или нефункциональную органическую группу. Подходящие органофункциональные группы («R») могут включать, например, алкил (например, метил, этил, пропил, бутил и т.д.), арил (например, фенил), циклоалкил (например, циклопентил), ариленил, алкенил, циклоалкенил (например, циклогексенил), алкокси (например, метокси) и т.д., а также их комбинации. Такие смолы, как правило, получают путем химического связывания (сополимеризации) молекул MQ-смолы, характеризующихся низкой средневесовой молекулярной массой (такой как менее 100000 грамм на моль), с полисилоксановыми линкерами. В одном конкретном варианте осуществления, например, смола может быть образована путем сополимеризации низкомолекулярной MQ твердой смолы (А) с по сути линейным полидиорганосилоксановым линкером (В), таким как описанный в патенте США №6072012, выданном Juen и соавт. Смола (А) может, например, содержать силокси-звенья М и Q, характеризующиеся следующей общей формулой:
где
R1 представляет собой гидроксильную группу;
R представляет собой одновалентную углеводородную группу, содержащую по меньшей мере одну ненасыщенную углерод-углеродную связь (т.е. винил), которая способна к реакции присоединения атома водорода, связанного с кремнием;
каждый R3 независимо выбран из группы, состоящей из алкильных, арильных и арилалкильных групп;
а представляет собой число от 0 до 1 и в некоторых вариантах осуществления от 0 до 0,2;
b представляет собой число от 0 до 3 и в некоторых вариантах осуществления от 0 до 1,5; и
с представляет собой число, большее или равное 0.
По сути линейный полидиорганосилоксановый линкер (В) также может характеризоваться следующей общей формулой:

где
каждый R4 представляет собой одновалентную группу, независимо выбранную из группы, состоящей из алкильных, арильных и арилалкильных групп;
каждый R5 представляет собой одновалентную группу, независимо выбранную из группы, состоящей из водорода, гидроксила, алкокси-, оксимо-, алкилоксимо- и арилоксимо-групп, где по меньшей мере две группы R5, как правило, присутствуют в каждой молекуле и связаны с различными атомами кремния;
р равняется 0, 1, 2 или 3;
х находится в диапазоне от 0 до 200 и в некоторых вариантах осуществления от 0 до 100; и
y находится в диапазоне от 0 до 200 и в некоторых вариантах осуществления от 0 до 100.
В дополнение к сверхвысокомолекулярному силоксановому полимеру также можно применять одну или более смол-носителей в силоксановом компоненте. В случае использования смолы-носителя, как правило, она составляет от приблизительно 20 вес. % до приблизительно 80 вес. %, в некоторых вариантах осуществления от приблизительно 30 вес. % до приблизительно 70 вес. % и в некоторых вариантах осуществления от приблизительно 40 вес. % до приблизительно 60 вес. % силоксанового компонента. Аналогичным образом силоксановые полимеры также, как правило, составляют от приблизительно 20 вес. % до приблизительно 80 вес. %, в некоторых вариантах осуществления от приблизительно 30 вес. % до приблизительно 70 вес. % и в некоторых вариантах осуществления от приблизительно 40 вес. % до приблизительно 60 вес. % силоксанового компонента.
Можно применять любую из ряда смол-носителей, таких как полиолефины (полимер этилена, полимеры пропилена и т.д.), сложные полиэфиры (например, полиэтилентерефталат, сложные полиэфирные эластомеры и т.д.), полиамиды и т.д. В одном варианте осуществления, например, смола-носитель представляет собой полимер этилена, такой как сополимер этилена и α-олефина, такой как описанный выше. Плотность полимера этилена может изменяться в зависимости от типа используемого полимера, но, как правило, она находится в диапазоне от приблизительно 0,85 до приблизительно 0,96 грамма на кубический сантиметр (г/см). Полиэтиленовые «пластомеры», например, могут иметь плотность в диапазоне от приблизительно 0,85 до приблизительно 0,91 г/см. Аналогичным образом «линейный полиэтилен низкой плотности» (LLDPE) может иметь плотность в диапазоне от приблизительно 0,91 до приблизительно 0,940 г/см; «полиэтилен низкой плотности» (LDPE) может иметь плотность в диапазоне от приблизительно 0,910 до приблизительно 0,940 г/см3; и «полиэтилен высокой плотности» (HDPE) может иметь плотность в диапазоне от приблизительно 0,940 до приблизительно 0,960 г/см3, как определено в соответствии с ASTM D792-13. Разумеется, в других вариантах осуществления смола-носитель может содержать полимер пропилена, такой как гомополимер пропилена, сополимер пропилен/а-олефин и т.д., а также их комбинации. В одном конкретном варианте осуществления полимер представляет собой полимер пропилена, такой как гомополипропилен или сополимер пропилена. Например, полимер пропилена может быть образован из по сути изотактического гомополимера или сополимера полипропилена, содержащего другой мономер в количестве, равном приблизительно 10 вес. % или меньше, т.е. по меньшей мере приблизительно 90% по весу пропилена. Такие гомополимеры могут иметь температуру плавления, составляющую от приблизительно 160°С до приблизительно 170°С. Коммерчески доступные примеры подходящих маточных смесей на основе сверхвысокомолекулярного силоксанового полимера, которые можно применять, включают, например, доступные от Dow Corning под торговыми обозначениями МВ50-001 (смола-носитель представляет собой гомополимер пропилена), МВ50-313 (смола-носитель представляет собой LDPE), МВ50-010 (смола-носитель представляет собой сложный полиэфирный эластомер) и МВ50-314 (смола-носитель представляет собой HDPE).
Независимо от конкретных используемых материалов, получаемый силоксановый компонент, как правило, образуется с определенной вязкостью расплава для того, чтобы обеспечить надлежащее поддержание дискретных доменов и получаемых пор. Например, если вязкость силоксанового компонента слишком низкая (или показатель текучести расплава слишком высокий), то он проявляет склонность к нерегулируемому растеканию и диспергированию в непрерывной фазе. Это приводит к образованию многослойных пластинчатых доменов или совместных с непрерывной фазой структур, которые сложно поддерживать и которые также с большой вероятностью способны к преждевременному разрушению. Наоборот, если вязкость слишком высока (или показатель текучести расплава слишком низок), то он склонен к комкованию и образованию очень больших эллиптических доменов, которые трудно диспергировать при перемешивании. Это может вызвать неравномерное распределение силоксанового полимера во всей непрерывной фазе. Силоксановый компонент может таким образом, например, иметь показатель текучести расплава (в пересчете на сухое вещество), составляющий от приблизительно 0,1 до приблизительно 100 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 50 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 15 грамм за 10 минут, определенный при нагрузке, составляющей 2160 грамм, и при температуре, по меньшей мере на приблизительно 40°С выше температуры плавления (например, при 190°С), в соответствии с ASTM D123 8-13. Матричный полимер (например, полиолефин или сложный полиэфир) может аналогичным образом иметь показатель текучести расплава (в пересчете на сухое вещество), составляющий от приблизительно 0,5 до приблизительно 80 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 20 грамм за 10 минут, определенный при нагрузке, составляющей 2160 грамм, и при температуре, по меньшей мере на приблизительно 40°С выше температуры плавления (например, при 230°С для определенных полиолефинов или 260°С для определенных сложных полиэфиров), в соответствии с ASTM D1238-13.
С. Добавка микровключения
Хотя это не требуется, в композиции по настоящему изобретению также можно применять добавку микровключения, например, в количестве, составляющем от приблизительно 1 вес. % до приблизительно 30 вес. %, в некоторых вариантах осуществления от приблизительно 2 вес. % до приблизительно 25 вес. % и в некоторых вариантах осуществления от приблизительно 5 вес. % до приблизительно 20 вес. % в пересчете на вес матричного полимера, применяемого в композиции. Концентрация добавки микровключения во всей термопластичной композиции может аналогичным образом составлять от приблизительно 0,1 вес. % до приблизительно 30 вес. %, в некоторых вариантах осуществления от приблизительно 0,5 вес. % до приблизительно 25 вес. % и в некоторых вариантах осуществления от приблизительно 1 вес. % до приблизительно 20 вес. %.
Термин «добавка микровключения» в целом относится к любому материалу, который можно диспергировать в матричном полимере в виде дискретных микроразмерных доменов. Например, перед вытягиванием домены могут характеризоваться средним размером поперечного сечения от приблизительно 0,1 мкм до приблизительно 25 мкм, в некоторых вариантах осуществления от приблизительно 0,5 мкм до приблизительно 20 мкм и в некоторых вариантах осуществления от приблизительно 1 мкм до приблизительно 10 мкм. В случае использования микроразмерных и наноразмерных фазовых доменов, они способны взаимодействовать уникальным образом при воздействии деформирующего и удлиняющего натяжения (например, вытягивания) с созданием сети пор. А именно, полагают, что удлиняющая деформация может инициировать образование зон интенсивного локального сдвига и/или зон интенсивного напряжения (например, нормальных напряжений) вблизи микроразмерных дискретных фазовых доменов в результате концентраций напряжений, обусловленных несовместимостью материалов. Эти зоны сдвига и/или интенсивности напряжения вызывают некоторое начальное нарушение адгезии в матричном полимере, прилегающем к микроразмерным доменам, и внутреннюю кавитацию в доменах в виде мягких микровключений, например, силоксановых микроразмерных доменов. Примечательно, однако, что зоны локального сдвига и/или интенсивности напряжения, создаваемые вблизи наноразмерных дискретных фазовых доменов, могут перекрываться с микроразмерными зонами, вызывая даже дополнительное нарушение адгезии, случающееся в матрице, тем самым создавая значительное число нанопор, прилегающих к наноразмерным доменам и/или микроразмерным доменам.
Конкретная природа добавки микровключения не критична и может включать жидкости, полутвердые вещества или твердые вещества (например, аморфные, кристаллические или полукристаллические). В определенных вариантах осуществления добавка микровключения является полимерной по природе и обладает относительно высоким молекулярным весом, что способствует улучшению прочности расплава и стабильности термопластичной композиции. Как правило, полимер добавки микровключения в целом может быть несовместимым с матричным полимером. Таким образом, добавка может стать более диспергируемой в виде дискретных фазовых доменов в непрерывной фазе матричного полимера. Дискретные домены способны поглощать энергию, являющуюся результатом воздействия внешней силы, что увеличивает общее сопротивление разрыву и прочность получаемого полимерного материала. Домены могут иметь ряд различных форм, таких как эллиптическая, сферическая, цилиндрическая, пластинчатая, трубчатая и т.д. В одном варианте осуществления, например, домены имеют по сути эллиптическую форму. Физический размер отдельного домена обычно достаточно мал, чтобы минимизировать распространение трещин по материалу при приложении внешнего напряжения, но достаточно велик, чтобы инициировать микроскопическую пластическую деформацию и допустить образование зон сдвига в местах включения частиц и вокруг них.
Как указано выше, добавка микровключения также может иметь определенный показатель текучести расплава (или вязкость) для обеспечения достаточной поддержки дискретных доменов и полученных пор. Например, соотношение показателя текучести расплава добавки микровключения и показателя текучести расплава матричного полимера составляет, как правило, от приблизительно 0,2 до приблизительно 8, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно бив некоторых вариантах осуществления от приблизительно 1 до приблизительно 5. Добавка микровключения может, например, иметь показатель текучести расплава, составляющий от приблизительно 0,1 до приблизительно 250 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 200 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 150 грамм за 10 минут, определенный при нагрузке, составляющей 2160 грамм, и при температуре, по меньшей мере на приблизительно 40°С выше ее температуры плавления (например, от 120°С до 180°С).
Помимо упомянутых выше свойств, для получения желаемой поровой сети также можно выбирать механические характеристики добавки микровключения. Например, если смесь матричного полимера и добавки микровключения наносить с внешним усилием, можно инициировать концентрации напряжений (например, включая нормальные или сдвиговые напряжения) и зоны выделения сдвига и/или пластической деформации на дискретных фазовых доменах и вокруг них в результате концентраций напряжений, которые возникают из-за разницы в модулях упругости добавки и матричного полимера. Большие концентрации напряжений вызывают более интенсивную локализованную пластическую деформацию на доменах, что позволяет им становиться значительно удлиненными при приложении напряжений. Эти удлиненные домены могут позволить композиции проявлять более гибкое и мягкое поведение, чем матричный полимер, например, когда он является жесткой полиэфирной смолой (например, полиэтилентерефталатом). Для усиления концентраций напряжений добавку микровключения можно выбрать так, чтобы она имела относительно низкий модуль упругости Юнга по сравнению с матричным полимером. Например, соотношение модуля упругости матричного полимера и модуля упругости добавки составляет, как правило, от приблизительно 1 до приблизительно 250, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 100 и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 50. Модуль упругости добавки микровключения может, например, находиться в диапазоне от приблизительно 2 до приблизительно 1000 мегапаскаль (МПа), в некоторых вариантах осуществления от приблизительно 5 до приблизительно 500 МПа и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 200 МПа. Наоборот, модуль упругости полимолочной кислоты, например, составляет, как правило, от приблизительно 800 МПа до приблизительно 3000 МПа.
Хотя можно применять широкий ряд добавок микровключения, которые обладают определенными выше свойствами, особенно подходящие примеры таких добавок могут включать синтетические полимеры, такие как полиолефины (например, полиэтилен, полипропилен, полибутилен и т.д.); силоксановые полимеры (например, полидиметилсилоксан и его сополимеры); стирольные сополимеры (например, стирол-бутадиен-стирол, стирол-изопрен-стирол, стирол-этилен-пропилен-стирол, стирол-этилен-бутадиен-стирол и т.д.); политетрафторэтилены; сложные полиэфиры (например, рециклизованный сложный полиэфир, полиэтилентерефталат и т.д.); поливинилацетаты (например, поли(этиленвинилацетат), поливинилхлоридацетат и т.д.); поливиниловые спирты (например, поливиниловый спирт, поли(этиленвиниловый спирт) и т.д.); поливинилбутирали; акриловые смолы (например, полиакрилат, полиметилакрилат, полиметилметакрилат и т.д.); полиамиды (например, нейлон); поливинилхлориды; поливинилиденхлориды; полистиролы; полиуретаны и т.д. Подходящие полиолефины могут, например, включать полимеры этилена (например, LDPE, HDPE, LLDPE и т.д.), гомополимеры пропилена (например, синдиотактический, атактический, изотактический и т.д.), сополимеры пропилена и т.п.
В определенных вариантах осуществления добавка микровключения также может служить в качестве смолы-носителя для силоксанового компонента, как рассмотрено выше. В таких вариантах осуществления может быть особенно подходящим применение полиолефина для добавки микровключения. В другом варианте осуществления сложный полиэфир можно применять в качестве смолы-носителя для силоксанового компонента.
D. Другие компоненты
Другие подходящие материалы, которые также можно применять в термопластичной композиции, такие как смазывающие средства, средства улучшения совместимости, катализаторы, антиоксиданты, стабилизаторы, поверхностно-активные вещества, воски, твердые растворители, зародышеобразователи, материалы в виде частиц, нанонаполнители и другие материалы, добавляют для улучшения обрабатываемости и механических свойств термопластичной композиции. Тем не менее, один благоприятный аспект настоящего изобретения состоит в том, что можно обеспечить хорошие свойства без необходимости в различных традиционных добавках, таких как порообразующие средств (например, хлорфторуглероды, гидрохлорфторуглероды, углеводороды, диоксид углерода, сверхкритический диоксид углерода, азот и т.д.), наполнители, инициирующие образование пор (например, карбонат кальция) и гидрофобные модификаторы поверхности раздела фаз (например, простой полиэфир с концевыми гидроксильными группами). Фактически, термопластичная композиция может в целом не содержать порообразующих средств, наполнителей, инициирующих образование пор и/или модификаторов поверхности раздела фаз. Например, такие порообразующие средства, наполнители и/или модификаторы поверхности раздела фаз могут присутствовать в количестве, составляющем не более приблизительно 1 вес. %, в некоторых вариантах осуществления не более приблизительно 0,5 вес. % и в некоторых вариантах осуществления от приблизительно 0,001 вес. % до приблизительно 0,2 вес. % термопластичной композиции. Кроме того, благодаря своим свойствам отбеливания при воздействии напряжения, как описано подробнее ниже, получаемая композиция может достигать непрозрачного цвета (например, белого) без необходимости в традиционных красителях, таких как диоксид титана. В определенных вариантах осуществления, например, красители могут присутствовать в количестве, составляющем не более приблизительно 1 вес. %, в некоторых вариантах осуществления не более приблизительно 0,5 вес. % и в некоторых вариантах осуществления от приблизительно 0,001 вес. % до приблизительно 0,2 вес. % термопластичной композиции.
II. Полимерный материал
Полимерный материал, как правило, может быть образован путем вытягивания термопластичной композиции. Для образования исходной термопластичной композиции компоненты можно необязательно смешивать вместе с применением любой из ряда известных методик. В одном варианте осуществления, например, компоненты можно подавать по отдельности или в комбинации. Например, компоненты можно подавать либо одновременно, либо последовательно в устройство для формирования из расплава, в котором происходит диспергирующее смешивание материалов. Можно применять методики периодического и/или непрерывного формования из расплава. Например, для смешивания и формования из расплава материалов можно использовать смеситель/месильную машину, смеситель типа Бенбери, смеситель непрерывного действия Farrel, одношнековый экструдер, двухшнековый экструдер, вальцовую дробилку и т.д. Особенно подходящим устройством для формования из расплава может быть двухшнековый экструдер с вращающимися в одном направлении шнеками (например, экструдер ZSK-30, доступный от Werner & Pfleiderer Corporation, Рэмси, Нью-Джерси, или экструдер Thermo Prism™ USALAB 16, доступный от Thermo Electron Corp., Стоун, Англия). Такие экструдеры могут содержать загрузочные и выпускные отверстия и обеспечивать высокоинтенсивное распределительное и диспергирующее перемешивание. Например, компоненты можно загружать в одно и то же или различные загрузочные отверстия двухшнекового экструдера и смешивать в расплаве с образованием по сути однородной расплавленной смеси. При необходимости другие добавки можно также вводить в полимерный расплав и/или отдельно подавать в экструдер в другой точке вдоль его длины.
Независимо от выбранной конкретной методики обработки, получаемая посредством смешивания в расплаве композиция, как правило, содержит наноразмерные домены добавки нановключения и необязательно микроразмерные домены добавки микровключения. Степень сдвига/давления и нагрев можно регулировать для обеспечения достаточной дисперсии, но не настолько высокой, чтобы неблагоприятно снизить размер доменов до такой степени, что они будут непригодны для достижения желаемых свойств. Например, смешивание, как правило, происходит при температуре, составляющей от приблизительно 180°С до приблизительно 320°С, в некоторых вариантах осуществления от приблизительно 185°С до приблизительно 300°С и в некоторых вариантах осуществления от приблизительно 190°С до приблизительно 280°С. Аналогичным образом, кажущаяся скорость сдвига при формовании из расплава может находиться в диапазоне от приблизительно 10 секунд-1 до приблизительно 3000 секунд-1, в некоторых вариантах осуществления от приблизительно 50 секунд-1 до приблизительно 2000 секунд-1 и в некоторых вариантах осуществления от приблизительно 100 секунд-1 до приблизительно 1200 секунд-1. Кажущаяся скорость сдвига может быть равна  где Q представляет собой объемный расход («м3/с») полимерного расплава, и R представляет собой радиус («м») капилляра (например, экструзионной головки), через который течет расплавленный полимер. Конечно, для достижения желаемой степени однородности можно также регулировать другие параметры, такие как время пребывания при формовании из расплава, которое обратно пропорционально скорости пропускания материала.
где Q представляет собой объемный расход («м3/с») полимерного расплава, и R представляет собой радиус («м») капилляра (например, экструзионной головки), через который течет расплавленный полимер. Конечно, для достижения желаемой степени однородности можно также регулировать другие параметры, такие как время пребывания при формовании из расплава, которое обратно пропорционально скорости пропускания материала.
Для достижения желаемых условий сдвига (например, скорости течения, времени пребывания, скорости сдвига, температуры формования из расплава и т.д.) можно выбирать скорость вращения шнека (шнеков) экструдера в определенном диапазоне. Обычно с увеличением скорости шнека наблюдается увеличение температуры продукта вследствие дополнительного подвода в систему механической энергии. Например, скорость шнека может находиться в диапазоне от приблизительно 50 до приблизительно 600 оборотов в минуту («об/мин»), в некоторых вариантах осуществления от приблизительно 70 до приблизительно 500 об/мин и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 300 об/мин. Это может обуславливать температуру, достаточно высокую для диспергирования или распределения силоксанового компонента без неблагоприятного влияния на размер получаемых доменов. Скорость сдвига расплава и, в свою очередь, степень, в которой диспергированы добавки, также можно увеличивать посредством применения одного или более распределительных и/или диспергирующих смешивающих элементов в смесительном отсеке экструдера. Подходящие распределительные смесители для одношнековых экструдеров могут включать, например, смесители Saxon, Dulmage, Cavity Transfer и т.д. Аналогичным образом, подходящие диспергирующие смесители могут включать смесители Blister ring, Leroy/Maddock, CRD и т.д. Как хорошо известно из уровня техники, перемешивание можно дополнительно улучшить путем применения штырей в цилиндре, которые создают складчатость и переориентацию полимерного расплава, таких как применяемые в экструдерах Buss Kneader, смесителях Cavity Transfer и смесителях Vortex Intermeshing Pin (VIP).
Материал можно вытягивать в линии или после его образования с образованием стабильной поровой сети. Как правило, вытягивание происходит в «твердом состоянии» в продольном направлении (например, машинном направлении), боковом направлении (например, поперечном направлении) и т.д., а также в их комбинациях. Под вытягиванием «в твердом состоянии» обычно подразумевается, что композицию выдерживают при температуре ниже температуры плавления матричного полимера. Помимо прочего, это способствует обеспечению того, что полимерные цепи не изменятся до такой степени, чтобы поровая сеть стала нестабильной. Например, композицию можно вытягивать при температуре от приблизительно -50°С до приблизительно 150°С, в некоторых вариантах осуществления от приблизительно -40°С до приблизительно 100°С, в некоторых вариантах осуществления от приблизительно -20°С до приблизительно 90°С и в некоторых вариантах осуществления от приблизительно 20°С до приблизительно 80°С. В определенных случаях температура вытягивания может необязательно составлять по меньшей мере на приблизительно 10°С, в некоторых вариантах осуществления по меньшей мере на приблизительно 20°С и в некоторых вариантах осуществления по меньшей мере на приблизительно 30°С ниже температуры стеклования компонента, имеющего наивысшую температуру стеклования (например, матричного полимера, силоксанового полимера, добавки микровключения и т.д.).
Для выполнения желаемого вытягивания термопластичную композицию можно формовать в первичную форму, вытягивать и после этого преобразовывать в желаемый материал (например, пленку, волокно, литое изделие и т.д.). В одном варианте осуществления первичной формой может быть пленка толщиной от приблизительно 1 до приблизительно 5000 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 4000 микрометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 2500 микрометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 микрометров. В качестве альтернативы к образованию первичной формы, термопластичную композицию также можно вытягивать на месте по мере ее формовки в желаемую форму для полимерного материала. В одном варианте осуществления, например, термопластичную композицию можно вытягивать по мере ее формовки в пленку или волокно.
Независимо от этого можно использовать различные методики вытягивания, такие как аспирация (например, в блоках для вытягивания волокон), вытягивание на раме для растяжения, двухосевое вытягивание, многоосевое вытягивание, вытягивание профиля, вакуумное вытягивание и т.д. В одном варианте осуществления, например, композиция может быть в форме пленки, которую вытягивают с помощью ориентирующего устройства машинного направления («MDO»), такого как коммерчески доступное от Marshall and Willams, Со. из Провиденс, Род-Айленд. Блоки MDO, как правило, имеют множество вытягивающих вальцов (например, от 5 до 8), которые поступательно вытягивают и утончают пленку в машинном направлении. Композицию можно вытягивать либо в одной, либо в нескольких отдельных операциях вытягивания. Следует отметить, что некоторые из вальцов в аппарате MDO могут не работать при поступательно возрастающих скоростях. Для вытягивания композиции описанным выше образом обычно желательно, чтобы вальцы MDO не были нагреты или были нагреты ниже температуры стеклования матричного полимера.
В других вариантах осуществления композиция может быть в форме волокна, которое вытягивают с образованием требуемой поровой сети. Применяемый в данном документе термин «волокно», как правило, относится к удлиненному экструдату, образуемому посредством прохождения полимера через формообразующее выходное отверстие, такое как в головке. Если не указано иное, термин «волокно» включает как дискретные волокна, характеризующиеся определенной длинной, так и по сути непрерывные элементарные нити. В основном элементарные нити могут, например, иметь длину, которая значительно больше их диаметра, как, например, отношение длины к диаметру («отношение сторон») больше приблизительно 15000 к 1 и в некоторых случаях больше приблизительно 50000 к 1.
Волокна, образованные из термопластичной композиции, могут обычно иметь любую желаемую конфигурацию, включая однокомпонентную и многокомпонентную (например, конфигурацию «оболочка-сердцевина», конфигурацию «бок-о-бок», конфигурацию «сегментированный пирог», конфигурацию «остров-в-море» и т.п.). Полые волокна (однокомпонентные и/или многокомпонентные) также можно применять, как, например, описано в патенте США №6642429, выданном Carter и соавт. В некоторых вариантах осуществления волокна могут содержать один или более дополнительных полимеров в качестве компонента (например, двухкомпонентное) или составляющей (например, двусоставное) для дополнительного улучшения прочности, обрабатываемости и/или других свойств. Например, термопластичная композиция может образовывать компонент ядра двухкомпонентного волокна типа «оболочка-сердцевина», тогда как дополнительный полимер может образовывать оболочечный компонент, или наоборот. Дополнительный полимер может быть каким-либо желаемым полимером, таким как сложные полиэфиры, например, полимолочная кислота, полиэтилентерефталат и т.д.; полиолефины, например, полиэтилен, полипропилен, полибутилен и так далее; политетрафторэтилен; поливинилацетат; поливинилхлоридацетат; поливинилбутираль; акриловые смолы, например, полиакрилат, полиметилакрилат, полиметилметакрилат и так далее; полиамиды, например, нейлон; поливинилхлорид; поливинилиденхлорид; полистирол; поливиниловый спирт и полиуретаны.
Для образования волокон можно применять любой из ряда способов. Например, термопластичную композицию, описанную выше, можно экструдировать через фильеру и быстро охлаждать. Как видно на фиг. 2, например, более подробно показан один вариант осуществления способа формирования волокон. В данном конкретном варианте осуществления термопластичную композицию можно подавать в экструдер 12 из загрузочной воронки 14. Смесь можно загружать в загрузочную воронку 14 с применением любой традиционной методики. Экструдер 12 нагревают до температуры, достаточной для экструдирования расплавленного полимера. Экструдированную композицию затем пропускают через трубопровод для полимера 16 в фильеру 18. Например, фильера 18 может содержать корпус, содержащий фильерный комплект, содержащий множество пластин, уложенных одна поверх другой, и характеризующийся конфигурацией отверстий, расположенных для создания путей потоков для направления полимерных компонентов. Фильера 18 также содержит отверстия, расположенные в один или более рядов. Отверстия образуют полотно экструдируемых сверху вниз элементарных нитей при экструдировании полимеров через них. В способе 10 также используют охлаждающую воздуходувку 20, расположенную в непосредственной близости к полотну волокон, выходящих из фильеры 18. Воздух из охлаждающей воздуходувки 20 охлаждает волокна, выходящие из фильеры 18. Охлаждающий воздух может быть направлен с одной стороны полотна волокон, как показано на фиг. 2, или с обеих сторон полотна волокон, или воздух может быть направлен на волокна радиально либо с внутренней, либо с внешней стороны волокон. В качестве альтернативы волокна можно резко охлаждать с помощью среды, отличной от воздуха, такой как вода, водяная пыль или другие жидкости.
Для образования волокна желаемой длины, охлажденные волокна, как правило, вытягивают из расплава, например, с применением блока 22 для вытягивания волокон, как показано на фиг. 2. Блоки для вытягивания волокна, или аспираторы, для использования в формовании из расплава полимера хорошо известны из уровня техники. Подходящие блоки для вытягивания волокна для применения в способе согласно настоящему изобретению включают линейный аспиратор для волокна типа, показанного в патентах США №3802817 и №3423255. Блок 22 для вытягивания волокна, как правило, содержит удлиненный вертикальный канал, через который волокна вытягивают всасываемым воздухом, поступающим с боков канала и протекающим сверху вниз по каналу. Нагреватель или воздуходувка 24 подают всасываемый воздух в блок 22 для вытягивания волокон. Всасываемый воздух протягивает расплав волокон и воздух из окружающей среды через блок 22 для вытягивания волокон. Поток газа обуславливает вытягивание из расплава или утончение волокон, что повышает молекулярную ориентацию или степень кристалличности полимеров, образующих волокна. При использовании блока для вытягивания волокон можно выбирать «коэффициент вытягивания» для способствования достижению требуемой длины волокна. «Коэффициент вытягивания» представляет собой линейную скорость движения волокон после вытягивания (например, линейную скорость вращения прядильного вальца 42 или перфорированной поверхности (не показано), деленную на линейную скорость движения волокон после экструзии). Например, коэффициент вытягивания при вытягивании из расплава можно рассчитать следующим образом:

где
А представляет собой линейную скорость движения волокна после вытягивания из расплава (например, скорость вращения прядильного вальца) и измеряется непосредственно; и
В представляет собой линейную скорость движения экструдированного волокна и может быть рассчитано следующим образом:

где
С представляет собой пропускную способность одного отверстия (граммов в минуту);
D представляет собой плотность расплава полимера (граммов на кубический сантиметр); и
Е представляет собой диаметр выходного отверстия (в сантиметрах), через которое экструдируют волокно. В определенных вариантах осуществления коэффициент вытягивания может составлять от приблизительно 2:1 до приблизительно 4000:1, в некоторых вариантах осуществления от приблизительно 5:1 до приблизительно 2000:1, и в некоторых вариантах осуществления от приблизительно 10:1 до приблизительно 1000:1, и в некоторых вариантах осуществления от приблизительно 15:1 до приблизительно 800:1.
После образования волокна можно пропускать через выпускное отверстие блока 22 для вытягивания волокон и укладывать на прядильный валец 42. При необходимости волокна, собранные на прядильном вальце 42, можно необязательно подвергать дополнительным этапам обработки и/или превращения в линии (не показано), что будет понятно специалистам в данной области техники. Например, волокна можно собирать и после этого извивать, текстурировать и/или разрезать со средней длиной волокна в диапазоне от приблизительно 3 до приблизительно 80 миллиметров, в некоторых вариантах осуществления от приблизительно 4 до приблизительно 65 миллиметров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 50 миллиметров. Штапельные волокна можно затем включить в состав нетканого полотна, известного из уровня техники, такого как соединенные кардочесанные полотна, соединенные полотна, полученные воздушной набивкой, и т.д. Полученные волокна затем можно подвергать отжигу и вытягивать в их твердом состоянии с образованием требуемой поровой сети.
Степень вытягивания зависит, в частности, от природы вытягиваемого материала (например, волокно, пленка и т.д.). Композицию обычно вытягивают (например, в машинном направлении) до степени вытягивания от приблизительно 1,1 до приблизительно 25, в некоторых вариантах осуществления от приблизительно 1,5 до приблизительно 15 и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 10. Степень вытягивания можно определять делением длины вытянутого материала на его длину до вытягивания. Скорость вытягивания можно также изменять для способствования достижению желаемых свойств, например, в диапазоне от приблизительно 5% до приблизительно 1500% за минуту деформации, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 1000%) за минуту деформации и в некоторых вариантах осуществления от приблизительно 25% до приблизительно 850%) за минуту деформации. Хотя композицию, как правило, вытягивают без приложения внешнего тепла (например, нагретых вальцов), такое тепло можно необязательно использовать для улучшения обрабатываемости, уменьшения силы вытягивания, увеличения скоростей вытягивания и улучшения однородности волокна.
Вытягивание может происходить в одну или множество стадий. В соответствии с фиг. 2, например, волокна можно сначала вытягивать из расплава с помощью блока 22 для вытягивания волокон, переносить в зажимное приспособление (не показано), где обеспечивают охлаждение матричного полимера до температуры, которая ниже его температуры плавления, и после этого подвергать дополнительной стадии вытягивания перед укладыванием на прядильный валец 42. Однако в других случаях волокна можно удалять из оборудования для образования волокна и подвергать дополнительному этапу вытягивания. Независимо от этого можно использовать различные методики вытягивания, такие как аспирация (например, в блоках для вытягивания волокон), вытягивание на раме для растяжения, двухосевое вытягивание, многоосевое вытягивание, вытягивание профиля, вакуумное вытягивание и т.д.
Вытягивание способом, описанным выше, может приводить в результате к образованию пор, которые имеют «наноразмерный» размер поперечного сечения («нанопор»), такой как приблизительно 800 нанометров или меньше, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 700 нанометров и в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 нанометров. Нанопоры также могут иметь средний осевой размер (например, длину) от приблизительно 100 до приблизительно 5000 нанометров, в некоторых вариантах осуществления от приблизительно 50 до приблизительно 2000 нанометров и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 1000 нанометров. При вытягивании также могут образовываться микропоры, которые имеют средний размер поперечного сечения приблизительно 0,2 микрометра или больше, в некоторых вариантах осуществления приблизительно 0,5 микрометра или больше и в некоторых вариантах осуществления от приблизительно 0,5 микрометра до приблизительно 5 микрометров. В определенных случаях осевой размер микропор и/или нанопор может быть больше, чем размер поперечного сечения, так что соотношение сторон (соотношение осевого размера и размера поперечного сечения) составляет от приблизительно 1 до приблизительно 30, в некоторых вариантах осуществления от приблизительно 1,1 до приблизительно 15 и в некоторых вариантах осуществления от приблизительно 1,2 до приблизительно 5. Например, осевой размер микропор может составлять 1 микрометр или больше, в некоторых вариантах осуществления приблизительно 1,5 микрометра или больше и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 30 микрометров.
Независимо от их конкретного размера поры (например, нанопоры, микропоры или и те и другие) могут быть распределены практически однородно по всему материалу. Например, поры могут быть распределены колонками, ориентированными в направлении, обычно перпендикулярном направлению, в котором прилагают напряжение. Эти колонки, как правило, могут быть параллельными друг другу по всей ширине материала. Не ограничиваясь теорией, полагают, что наличие такой однородно распределенной поровой сети может приводить к высокому тепловому сопротивлению, а также к хорошим механическим свойствам (например, рассеиванию энергии под нагрузкой и прочности при ударе). Это кардинально отличается от традиционных методик создания пор, включающих применение порообразующих средств, результатом чего является возникновение тенденции к неконтролируемому распределению пор и неудовлетворительным механическим свойствам.
Помимо образования поровой сети посредством вытягивания также можно значительно увеличить осевой размер определенных дискретных доменов так, что они обычно характеризуются линейной, удлиненной формой. Например, удлиненные микроразмерные домены могут иметь средний осевой размер, который приблизительно на 10% или больше, в некоторых вариантах осуществления от приблизительно 20% до приблизительно 500% и в некоторых вариантах осуществления от приблизительно 50% до приблизительно 250% больше, чем осевой размер доменов до вытягивания. Осевой размер (например, длина) после вытягивания может, например, находиться в диапазоне от приблизительно 1 мкм до приблизительно 400 мкм, в некоторых вариантах осуществления от приблизительно 5 мкм до приблизительно 200 мкм и в некоторых вариантах осуществления от приблизительно 10 мкм до приблизительно 150 мкм. Микроразмерные домены могут также быть относительно тонкими и поэтому иметь малый размер поперечного сечения, такой как от приблизительно 0,02 до приблизительно 20 микрометров, в некоторых вариантах осуществления от приблизительно 0,1 до приблизительно 10 микрометров и в некоторых вариантах осуществления от 0,4 до приблизительно 5 микрометров. Это может обуславливать соотношение сторон для доменов (соотношение осевого размера и размера, перпендикулярного осевому размеру) от приблизительно 2 до приблизительно 150, в некоторых вариантах осуществления от приблизительно 3 до приблизительно 100 и в некоторых вариантах осуществления от приблизительно 4 до приблизительно 50. Благодаря своему малому размеру наноразмерные домены обычно не удлиняются таким же образом, как микроразмерные домены. Таким образом, наноразмерные домены могут сохранять средний осевой размер (например, длину) от приблизительно 1 до приблизительно 1000 нанометров, в некоторых вариантах осуществления от приблизительно 5 до приблизительно 800 нанометров, в некоторых вариантах осуществления от приблизительно 10 до приблизительно 500 нанометров и в некоторых вариантах осуществления от приблизительно 20 до приблизительно 200 нанометров.
Полученный полимерный материал не является хрупким и, таким образом, при приложении натяжения может деформироваться, а не разрушаться. В этом отношении полимерный материал способен проявлять улучшенные свойства «максимального удлинения», т.е. процента удлинения при его максимальной нагрузке. Например, материал может проявлять максимальное удлинение, составляющее приблизительно 50% или больше, в некоторых вариантах осуществления приблизительно 100% или больше и в некоторых вариантах осуществления от приблизительно 80% до приблизительно 500%>, как определено в соответствии с ASTM D638-14 при 23°С. Таких значений удлинения можно достичь для материалов, характеризующихся широким спектром значений средних диаметров (например, диаметра волокна), таких как в диапазоне от приблизительно 0,1 до приблизительно 50 микрометров, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 микрометров, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 25 микрометров и в некоторых вариантах осуществления от приблизительно 5 до приблизительно 15 микрометров. Хотя материал обладает способностью удлиняться при натяжении, он также может оставаться относительно прочным. Например, материал может проявлять максимальное напряжение растяжения, составляющее от приблизительно 20 до приблизительно 600 мегапаскалей («МПа»), в некоторых вариантах осуществления от приблизительно 25 до приблизительно 450 МПа и в некоторых вариантах осуществления от приблизительно 30 до приблизительно 350 МПа, как определено в соответствии с ASTM D638-14 при 23°С. Если материал находится в форме волокон, другим параметром, отражающим относительную прочность, является «прочность на разрыв», который указывает на прочность волокна на растяжение, выраженную в виде силы на единицу линейной плотности. Например, волокна могут иметь прочность на разрыв составляющую от приблизительно 0,75 до приблизительно 10 грамм-силы («гс») на денье, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 8 гс на денье и в некоторых вариантах осуществления от приблизительно 1,5 до приблизительно 6 гс на денье. Толщину нити в денье для волокон можно менять в зависимости от желаемого применения. Как правило, образуют волокна, имеющие номер в денье на элементарную нить (т.е. единица линейной плотности, равная массе в граммах на 9000 метров волокна) менее приблизительно 30, в некоторых вариантах осуществления менее приблизительно 15 и в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 10.
Хотя это никоим образом не обязательно, полимерный материал может быть преобразован в другую форму перед применением в конечном изделии или продукте. При формировании волокон, например, они могут последовательно образовать структуру нетканого полотна путем произвольного нанесения волокон на формующую поверхность (необязательно с помощью вакуума) и затем связывания полученного полотна с применением какой-либо известной методики. Нетканое полотно можно образовать до или после вытягивания волокон. В определенных вариантах осуществления, например, может быть желательным образование нетканого полотна из множества волокон и вытягивание волокон после этого путем растягивания нетканого полотна до степени, желаемой для образования поровой сети. В альтернативном варианте осуществления бесконечная формообразующая поверхность может попросту располагаться под аспирационным блоком для волокон, в котором волокна вытягиваются до желаемой степени перед образованием полотна.
После образования нетканое полотно затем можно соединить с применением какой-либо традиционной методики, как, например, с помощью клея или самопроизвольно (например, посредством сплавления и/или аутогезии волокон без применения внешнего клея). Самопроизвольного соединения, например, можно достигнуть посредством приведения в контакт волокон, пока они являются полурасплавленными или клейкими, или попросту путем смешивания смолы, повышающей клейкость, и/или растворителя с полимером, применяемым для образования волокон. Подходящие методики самопроизвольного соединения могут включать ультразвуковую сварку, термосварку, соединение путем воздушной набивки, каландровое соединение и т.д. Например, полотно можно дополнительно соединить или на нем можно выполнить тиснение рисунком посредством термомеханического способа, при котором полотно пропускают между нагретым гладким опорным вальцом и нагретым вальцом для тиснения. Валец для тиснения может иметь любой рельефный рисунок, который обеспечивает желаемые свойства или внешний вид полотна. В соответствии с необходимостью на вальце для тиснения определяется рельефный рисунок, который определяет множество мест соединения, которые определяют площадь соединения от приблизительно 2% до 30% от общей площади вальца. Приводимые в качестве примера рисунки для соединения включают, например, описанные в патенте США №3855046, выданном Hansen и соавт.. патенте США №5620779, выданном Levy и соавт.. патенте США №5962112, выданном Haynes и соавт., патенте США №6093665, выданном Sayovitz и соавт., а также патентах США на промышленный образец №428267, выданном Romano и соавт.; №390708 выданном Brown; №418305, выданном Zander и соавт.; №384508, выданном Zander и соавт.; №384819, выданном Zander и соавт.; №358035, выданном Zander и соавт.; и №315990, выданном Blenke и соавт. Давление между вальцами может составлять от приблизительно 5 до приблизительно 2000 фунтов на погонный дюйм. Давление между вальцами и температуру вальцов балансируют для получения желаемых свойств или внешнего вида полотна, сохраняя при этом свойства тканеподобного материала. Как хорошо известно специалистам в данной области техники, необходимые температуру и давление можно менять в зависимости от многих факторов, включающих без ограничения площадь соединения рисунком, свойства полимеров, свойства волокон и свойства нетканого материала.
В дополнение к полотнам спанбонд, из термопластичной композиции в соответствии с настоящим изобретением также можно образовать ряд других нетканых полотен, таких как полотна мелтблаун, соединенные кардочесанные полотна, полотна, полученные влажным холстоформованием, полотна, полученные аэродинамическим холстоформованием, полотна коформ, гидравлически сплетенные полотна и т.д. Например, термопластичную композицию можно экструдировать через множество мелких капиллярных головок в сходящиеся высокоскоростные потоки газа (например, воздуха), которые утончают волокна с уменьшением их диаметра. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. В качестве альтернативы из полимера можно образовать кардочесанное полотно путем помещения пакетов волокон, сформированных из термопластичной композиции, в трепальную машину, которая разделяет волокна. Затем волокна пропускают через блок гребнечесания или кардного прочеса, в котором волокна дополнительно разъединяют и выравнивают в машинном направлении, так чтобы образовать ориентированное в машинном направлении волокнистое нетканое полотно. После образования нетканое полотно обычно стабилизируют посредством одной или более известных методик соединения, описанных выше, с образованием соединенного кар дочесанного полотна. Композиционные материалы и/или слоистые материалы также могут быть образованы из волокон.
III. Изделия
Благодаря своим уникальным и выгодным свойствам полученный полимерный материал по настоящему изобретению хорошо подходит для применения во множестве различных типов изделий, таких как впитывающее изделие, упаковочная пленка, барьерная пленка, медицинское изделие (например, халат, хирургическая простыня, дыхательная маска, головной убор, хирургический колпак, бахилы, стерилизационная обертка, грелка одеяло, грелка-матрац и т.д.) и т.п. Например, полимерный материал можно включать во «впитывающее изделие», способное поглощать воду или другие жидкости. Примеры некоторых впитывающих изделий включают без ограничения впитывающие изделия личной гигиены, такие как подгузники, трусы, для приучения к горшку, впитывающие трусы, изделия, применяемые при недержании, женские гигиенические продукты (например, гигиенические прокладки), купальники, детские влажные салфетки, салфетки для рук и т.п.; медицинские впитывающие изделия, такие как одежда, материалы для фенестрации, подкладные пеленки, наматрасники, перевязочные материалы, впитывающие хирургические салфетки и медицинские салфетки; салфетки для использования в сфере общественного питания; швейные изделия; сумки и т.п. Материалы и способы, подходящие для получения таких изделий, хорошо известны специалистам в данной области. Например, впитывающие изделия, как правило, включают по сути непроницаемый для жидкости слой (например, наружное покрытие), проницаемый для жидкости слой (например, подкладку со стороны тела, принимающий слой и т.д.) и впитывающую сердцевину. В одном варианте осуществления, например, полимерный материал может быть в форме волокнистого материала (например, нетканого полотна) и применяться для образования внешнего покрытия впитывающего изделия. При необходимости нетканое полотно можно наслаивать на непроницаемую для жидкости пленку, являющуюся либо проницаемой для паров, либо непроницаемой для паров. Аналогично полимерный материал может быть в форме пленки, применяемой во впитывающем изделии, такой как непроницаемая для жидкости пленка наружного покрытия, которая либо проницаема для паров, либо непроницаема для паров.
Впитывающие изделия, например, в целом включают впитывающий элемент (например, сердцевинный слой, принимающий слой, слой задержки переноса, оберточный лист, вентиляционный слой и т.д.), расположенный между тыльным листом и верхним листом. Впитывающее изделие также может содержать другие компоненты, известные из уровня техники, такие как боковые панели, герметичные отвороты, ушки, ленты для талии или ног и т.д. В общем, полимерный материал по настоящему изобретению можно применять в любом слое или компоненте впитывающего изделия, таком как верхний лист, тыльный лист и/или впитывающий элемент. В случае использования в определенных слоях или компонентах (например, тыльном листе), необходимым может быть наслоение полимерного материала по настоящему изобретению на другой слой (например, пленку).
В связи с этим будут описаны различные приводимые в качестве примера варианты осуществления впитывающего изделия. Как видно на фиг. 1, например, на ней показан один конкретный вариант осуществления впитывающего изделия 201 в виде подгузника. Однако, как указано выше, настоящее изобретение можно осуществлять в других видах впитывающих изделий таких, как изделия, применяемые при недержании, гигиенические прокладки, трусы-подгузники, женские прокладки, трусы для приучения к горшку и т.п. В иллюстративном варианте осуществления показано впитывающее изделие 201, имеющее форму песочных часов в расстегнутом виде. Однако, конечно, можно использовать другие формы, такие как в целом прямоугольная форма, Т-образная форма или I-образная форма. Как показано, впитывающее изделие 201 включает основу 202, образованную различными компонентами, включая тыльный лист 217, верхний лист 205 и впитывающий элемент, который содержит впитывающий сердцевинный слой 203 и принимающий слой 207. Однако следует понимать, что другие слои также можно применять в настоящем изобретении. Аналогичным образом, в определенных вариантах осуществления настоящего изобретения также можно исключить один или более слоев, указанных на фиг. 1.
Как указано выше, тыльный лист 217 может содержать полимерный материал по настоящему изобретению. При необходимости, нетканое полотно может быть расположено таким образом, что оно определяет обращенную к одежде поверхность 333 впитывающего изделия 201. Впитывающее изделие 201 также включает верхний лист 205. Верхний лист 205 обычно предназначен для контакта с телом пользователя и является проницаемым для жидкости. Например, верхний лист 205 может определять обращенную к телу поверхность 218, которая обычно является эластичной, мягкой на ощупь и не вызывает раздражение кожи носящего. При необходимости, верхний лист 205 может содержать полимерный материал (например, нетканое полотно) по настоящему изобретению. Например, при необходимости, нетканое полотно может быть расположено таким образом, что оно определяет обращенную к телу поверхность 218. Верхний лист может окружать впитывающий сердцевинный слой 203 так, что он полностью покрывает впитывающее изделие. В качестве альтернативы верхний лист 205 и тыльный лист 217 могут выступать за пределы впитывающего элемента, и на периферии их можно соединить друг с другом полностью либо частично, применяя известные методики, такие как склеивающее соединение, ультразвуковая сварка и т.д. Как указано выше, верхний лист 205 может содержать полимерный материал (например, нетканое полотно) по настоящему изобретению. Верхний лист 205 может также включать традиционное нетканое полотно (например, полотно спанбонд, полотно мелтблаун или соединенное кардочесанное полотно). Другие приводимые в качестве примеров конструкции верхнего листа, которые содержат нетканое полотно, описаны в патентах США №№5192606; 5702377; 5931823; 6060638 и 6150002, а также в публикациях заявок на патент США №№2004/0102750, 2005/0054255 и 2005/0059941. Верхний лист 205 может также содержать множество отверстий, образованных в нем, чтобы, таким образом, позволить биологической жидкости легче проходить во впитывающий сердцевинный слой 203. Отверстия могут быть в произвольном порядке или равномерно распределены по всему верхнему листу 205 или они могут быть расположены только на узкой продольной линии или полосе, расположенной вдоль продольной оси впитывающего изделия. Отверстия позволяют биологической жидкости быстро проникать вниз во впитывающий элемент. Размер, форму, диаметр и количество отверстий можно изменять для соответствия конкретным требованиям.
Впитывающее изделие также содержит впитывающий элемент, расположенный между верхним листом и тыльным листом. Впитывающий элемент может быть образован из одного впитывающего слоя или композиционного материала, содержащего отдельный и отличный впитывающий слой. Однако следует понимать, что в настоящем изобретении можно использовать любое количество впитывающих слоев. На фиг. 1, например, впитывающий элемент содержит впитывающий сердцевинный слой 203 и принимающий слой 207, который способствует замедлению распространения и разбрызгивания выбросов или излияний жидкости, которые могут быстро поступать во впитывающий сердцевинный слой 203. Желательно, чтобы принимающий слой 207 быстро принимал и временно удерживал жидкость перед ее высвобождением в части впитывающего сердцевинного слоя 203 для хранения или удерживания. В иллюстративном варианте осуществления, например, принимающий слой 207 размещен между обращенной внутрь поверхностью 216 верхнего листа 205 и впитывающим сердцевинным слоем 203. В качестве альтернативы принимающий слой 207 может быть расположен на обращенной наружу поверхности 218 верхнего листа 205. Принимающий слой 207 обычно выполнен из высокопроницаемых для жидкости материалов. Подходящие материалы могут включать пористые тканые материалы, пористые нетканые материалы и пленки с отверстиями. В одном варианте осуществления принимающий слой 207 может содержать полимерный материал по настоящему изобретению. Другие примеры подходящих принимающих слоев описаны в патентах США №5486166, выданном Ellis и соавт., и №5490846, выданном Ellis и соавт.
При необходимости впитывающий элемент может также содержать слой задержки переноса, расположенный вертикально ниже принимающего слоя. Слой задержки переноса может содержать материал, который является менее гидрофильным, чем другие впитывающие слои, и может в целом характеризоваться как, по сути, гидрофобный. Например, слой задержки переноса может представлять собой полимерный материал (например, нетканое полотно), образованный в соответствии с настоящим изобретением. Волокна могут быть круглыми, трехлепестковыми или многолепестковыми по форме поперечного сечения, и они могут быть полыми или цельными по структуре. Как правило, полотна соединены, например, с помощью термосварки, на площади от приблизительно 3% до приблизительно 30% площади полотна. Другие примеры подходящих материалов, которые можно применять для слоя задержки переноса, описаны в патентах США №4798603, выданном Meyer и соавт.. и №5248309, выданном Serbiak и соавт. Для корректировки эффективности настоящего изобретения слой задержки переноса можно также обработать выбранным количеством поверхностно-активного вещества для увеличения его изначальной смачиваемости.
Слой задержки переноса в целом может иметь любой размер, такой как длина от приблизительно 150 мм до приблизительно 300 мм. Как правило, длина слоя задержки переноса примерно равна длине впитывающего изделия. Слой задержки переноса может также быть равным по ширине принимающему слою, но обычно является более широким. Например, ширина слоя задержки переноса может составлять от приблизительно 50 мм до приблизительно 75 мм и, в частности, приблизительно 48 мм. Как правило, слой задержки переноса имеет меньший базовый вес, чем таковой у других впитывающих элементов. Например, базовый вес слоя задержки переноса обычно составляет менее приблизительно 150 грамм на квадратный метр (г/м) и в некоторых вариантах осуществления от приблизительно 10 г/м2 до приблизительно 100 г/м2. При необходимости, слой задержки переноса может содержать полимерный материал (например, нетканое полотно) по настоящему изобретению.
Помимо вышеупомянутых компонентов, впитывающее изделие 201 может также содержать различные другие компоненты, известные из уровня техники. Например, впитывающее изделие 201 может также содержать, по сути, гидрофильный оберточный лист (не проиллюстрирован), который способствует поддержанию целостности волокнистой структуры впитывающего сердцевинного слоя 203. Оберточный лист обычно размещен вокруг впитывающего сердцевинного слоя 203 по меньшей мере поверх его двух основных лицевых поверхностей и состоит из впитывающего целлюлозного материала, такого как крепированная вата или ткань с высокой влагопрочностью. Оберточный лист может быть выполнен с возможностью создания влагоотводящего слоя, который способствует быстрому распределению жидкости по всей массе впитывающих волокон впитывающего сердцевинного слоя 203. Материал оберточного листа с одной стороны впитывающей волокнистой массы может быть соединен с оберточным листом, расположенным на противоположной стороне волокнистой массы, для эффективного удерживания впитывающего сердцевинного слоя 203. Кроме того, впитывающее изделие 201 может также содержать вентиляционный слой (не показан), который расположен между впитывающим сердцевинным слоем 203 и тыльным листом 217. В случае использования вентиляционный слой может способствовать изоляции тыльного листа 217 от впитывающего сердцевинного слоя 203, снижая тем самым влажность в тыльном листе 217. Примеры таких вентиляционных слоев могут включать нетканое полотно, наслоенное на воздухопроницаемую пленку, так как описано в патенте США №6663611, выданном Blaney и соавт. При необходимости, оберточный лист и/или вентиляционный слой может содержать полимерный материал по настоящему изобретению.
В некоторых вариантах осуществления впитывающее изделие 201 может также содержать пару ушек (не показаны), которые проходят от боковых кромок 232 впитывающего изделия 201 к одному из участков, прилегающих к талии. Ушки могут быть образованы как единое целое с выбранным компонентом подгузника. Например, ушки могут быть сформированы в единое целое с тыльным листом 217 или из материала, применяемого для создания верхней поверхности, который может включать полимерный материал по настоящему изобретению, если это необходимо. В альтернативных конфигурациях ушки могут быть представлены элементами, соединенными и скомпонованными с тыльным листом 217, верхней поверхностью, расположенными между тыльным листом 217 и верхней поверхностью или в различных других конфигурациях. Как указано выше, ушки могут содержать полимерный материал по настоящему изобретению, если это необходимо.
Как иллюстративно показано на фиг. 1, впитывающее изделие 201 может также содержать пару герметичных отворотов 212, которые выполнены для обеспечения создания барьера и сдерживания растекания выделений организма в поперечном направлении. Герметичные отвороты 212 могут быть размещены вдоль противолежащих в поперечном направлении боковых кромок 232 верхнего листа 205 и прилегать к боковым кромкам впитывающего сердцевинного слоя 203. Герметичные отвороты 212 могут проходить в продольном направлении по всей длине впитывающего сердцевинного слоя 203 или могут проходить по длине впитывающего сердцевинного слоя 203 лишь частично. Если герметичные отвороты 212 имеют меньшую длину, чем впитывающий сердцевинный слой 203, они могут быть избирательно расположены в любом месте вдоль боковых кромок 232 впитывающего изделия 201 в области промежности 210. В одном варианте осуществления герметичные отвороты 212 проходят вдоль всей длины впитывающего сердцевинного слоя 203 для лучшего сдерживания выделений организма. Такие герметичные отвороты 212, как правило, хорошо известны специалистам в данной области техники. Например, подходящие конструкции и варианты расположения герметичных отворотов 212 описаны в патенте США №4704116, выданном Enloe. При необходимости, герметичные отвороты могут содержать полимерный материал по настоящему изобретению.
Впитывающее изделие 201 может содержать различные упругие или растягиваемые материалы, такие как пара упругих элементов 206 для ног, прикрепленных к боковым кромкам 232, для дополнительного предотвращения просачивания выделений организма и для поддержания впитывающего сердцевинного слоя 203. Кроме того, пара упругих элементов 208 для талии может быть прикреплена к противолежащим в продольном направлении кромкам 215, прилегающим к талии, впитывающего изделия 201. Упругие элементы 206 для ног и упругие элементы 208 для талии, как правило, приспособлены для плотного облегания ног и талии носящего при применении для поддержания положительной контактной связи с носящим и для эффективного снижения или устранения просачивания выделений организма из впитывающего изделия 201. Впитывающее изделие 201 также может содержать одну или более креплений 230. Например, два гибких крепления 130, проиллюстрированные на фиг. 1 на противоположных боковых кромках участков, прилегающих к талии, предусмотрены для создания отверстия для талии и пары отверстий для ног носящего. Форма креплений 230, как правило, может варьировать, но может включать, например, в целом прямоугольные формы, квадратные формы, округлые формы, треугольные формы, овальные формы, линейные формы и т.п. Крепления могут включать, например, материал с крючками. В одном конкретном варианте осуществления каждое крепление 230 включает отдельный кусок материала с крючками, прикрепленный к внутренней поверхности гибкой подкладки. При необходимости упругие элементы (например, для ног, для талии и т.д.) и/или крепления могут содержать полимерный материал по настоящему изобретению.
Различные участки и/или компоненты впитывающего изделия 201 могут быть скомпонованы вместе с применением какого-либо известного механизма скрепления, такого как клей, ультразвуковая сварка, термосварка и т.д. Подходящие клеи могут включать, например, термоплавкие клеи, клеи, склеивающие при надавливании, и т.п. При использовании клей можно наносить в виде равномерного слоя, структурированного слоя, рисунка распыления или в виде любых отдельных линий, спиралей или точек. В иллюстративном варианте осуществления, например, тыльный лист 217 и верхний лист 205 скомпонованы друг с другом и с впитывающим сердцевинным слоем 203 с применением клея. В качестве альтернативы впитывающий сердцевинный слой 203 может быть соединен с тыльным листом 217 с применением традиционных креплений, таких как кнопки, крючки и крепления петлевого типа, крепления типа клейкой ленты и т.п. Аналогично другие компоненты подгузника, такие как упругие элементы 206 для ног, упругие элементы 208 для талии и крепления 230, также могут быть скомпонованы во впитывающее изделие 201 с применением любого механизма скрепления.
Хотя выше были описаны различные конфигурации подгузника, следует понимать, что другие конфигурации подгузника и впитывающего изделия также включены в объем настоящего изобретения. Кроме того, настоящее изобретение никоим образом не ограничено подгузниками. В действительности какие-либо другие впитывающие изделия можно образовать согласно настоящему изобретению, включая без ограничения другие впитывающие изделия для личной гигиены, такие как трусы для приучения к горшку, впитывающие трусы, продукты для взрослых, применяемые при недержании, гигиенические продукты для женщин (например, гигиенические прокладки), купальные костюмы, детские салфетки и т.п.; медицинские впитывающие изделия такие, как предметы одежды, материалы для фенестрации, подкладные пеленки, перевязочные материалы, впитывающие хирургические салфетки и медицинские салфетки; салфетки для использования в сфере общественного питания; швейные изделия и т.п.
Полимерный материал также можно применять в широком спектре других типов изделий. Неограничивающие примеры включают, например, изоляционные материалы для холодильных установок (например, холодильников, морозильников, аппаратов для продажи напитков и закусок и т.д.); автомобильных компонентов (например, передние и задние сидения, подголовники, подлокотники, дверные панели, задние полки/отделения для вещей, рулевые колеса и отделка салона, приборные доски и т.д.); строительных панелей и секций (например, кровельные покрытия, выемки в стенах, материалы под полом и т.д.); предметов одежды (например, верхняя одежда, рубашки, брюки, перчатки, передники, комбинезоны, туфли, ботинки, головные уборы, стельки и т.д.); мебели и постельных принадлежностей (например, спальные мешки, пледы и т.д.); систем хранения/транспортировки жидкостей (например, трубы или цистерны для жидких/газообразных углеводородов, жидкого азота, кислорода, водорода или сырой нефти); экстремальных сред (например, под водой или космос); пищевых и питьевых продуктов (например, чашки, подставки для чашек, тарелки и т.д.); контейнеров и бутылок; промышленных тканей; изоляционных тканей и т.п. Полимерный материал также можно применять в «одежде», что обычно означает включение любого изделия, которому придана форма для надевания на часть тела. Примеры таких изделий включают без ограничения одежду (например, рубашки, брюки, джинсы, широкие брюки, юбки, верхнюю одежду, спортивную одежду, одежду для атлетики, аэробики и упражнений, одежду для купания, трикотаж для велоспорта или шорты, купальник/купальный костюм, гоночный костюм, гидрокостюм, гимнастический костюм и т.д.), обувь и чулочно-носочные изделия (например, туфли, носки, ботинки и т.д.), защитную одежду (например, пожарный костюм), аксессуары для одежды (например, ремни, бретели, боковые вставки, перчатки, чулочные изделия, гетры, ортопедические скобы и т.д.), нательную одежду (например, нижнее белье, футболки и т.д.), компрессионную одежду, драпированную одежду (например, набедренные повязки, шотландские юбки, тоги, пончо, накидки, шали и т.д.) и так далее.
Ссылка на следующие примеры может способствовать лучшему пониманию настоящего изобретения.
Способы испытания
Показатель текучести расплава
Показатель текучести расплава («MFR») представляет собой вес полимера (в граммах), продавливаемого через выходное отверстие экструзионного пластометра (диаметр 0,0825 дюйма) при воздействии нагрузки, составляющей 2160 грамм в течение 10 минут, например, при 190°С, 210°С, 230°С или 260°С. Если не указано иное, показатель текучести расплава измеряют в соответствии со способом испытания ASTM D1238-13 с помощью экструзионного пластометра Tinius Olsen.
Термические свойства
Температуру стеклования (Tg) можно определять с помощью динамического механического анализа (DMA) в соответствии с ASTM Е1640-13. Можно применять прибор Q800 от ТА Instruments. Экспериментальные прогоны можно выполнять с использованием конфигурации натяжение/натяжение в режиме сканирования с температурой в диапазоне от -120°С до 150°С со скоростью нагревания 3°С/мин. Частоту для амплитуды натяжения во время испытания можно поддерживать постоянной (2 Гц). Можно проводить испытания трех (3) независимых образцов для получения средней температуры стеклования, которую определяют по максимальному значению кривой tan δ, где tan δ определяют как соотношение модуля потерь и модуля накопления (tan δ=Е''/Е').
Температуру плавления можно определять с помощью дифференциальной сканирующей калориметрии (DSC). Дифференциальный сканирующий калориметр может представлять собой дифференциальный сканирующий калориметр DSC Q100, который может быть оснащен вспомогательным устройством для охлаждения с помощью жидкого азота и аналитическим программным обеспечением UNIVERSAL ANALYSIS 2000 (версия 4.6.6), оба из которых доступны от ТА. Instruments Inc., Нью-Касл, Делавэр. Во избежание непосредственного контакта с образцами можно применять щипцы или другие инструменты. Образцы можно помещать в алюминиевую чашку и взвешивать с точностью до 0,01 миллиграмма на аналитических весах. Чашку с образцом материала можно закрыть обжимной крышкой. Как правило, гранулы смолы можно размещать непосредственно в чашке для взвешивания.
Дифференциальный сканирующий калориметр можно откалибровать с использованием в качестве стандарта металлического индия и можно выполнять коррекцию базовой линии, как описано в руководстве по эксплуатации дифференциального сканирующего калориметра. Образец материала для испытаний можно поместить в испытательную камеру дифференциального сканирующего калориметра, а в качестве эталона можно использовать пустую чашку. Все испытания можно проводить с продувкой испытательной камеры азотом (техническим) при расходе 55 кубических сантиметров в минуту. Для образцов гранул смолы программа нагрева и охлаждения представляет собой 2-цикловое испытание, начинающееся с уравновешивания камеры до -30°С, с последующим первым периодом нагревания со скоростью нагревания 10°С в минуту до температуры испытания (например, 200°С или 300°С), с последующим уравновешиванием образца при температуре испытания в течение 3 минут, с последующим первым периодом охлаждения со скоростью охлаждения 10°С в минуту до температуры -30°С, с последующим уравновешиванием образца при -30°С в течение 3 минут, а затем вторым периодом нагревания со скоростью нагревания 10°С в минуту до температуры испытания. Для образцов волокна программа нагревания и охлаждения может представлять собой 1-цикловое испытание, начинающееся с уравновешивания камеры до -25°С, с последующим периодом нагревания со скоростью нагревания 10°С в минуту до температуры испытания, с последующим уравновешиванием образца при температуре испытания в течение 3 минут, а затем периодом охлаждения со скоростью охлаждения 10°С в минуту до температуры -30°С. Все испытания можно проводить с продувкой испытательной камеры азотом (техническим) при расходе 55 кубических сантиметров в минуту.
Результаты можно оценивать с помощью аналитического программного обеспечения UNIVERSAL ANALYSIS 2000, которое идентифицирует и определяет значение температуры стеклования (Tg) в точке перегиба, эндотермические и экзотермические пики и площади под пиками на графиках DSC. Температуру стеклования можно идентифицировать как область на линии графика, где происходит выраженное изменение уклона, а температуру плавления можно определить с помощью автоматического подсчета точек перегиба.
Свойства пленки при растяжении
Пленки можно подвергать испытаниям на свойства при растяжении (максимальное напряжение, модуль, растяжение при разрыве и энергия при разрыве на единицу объема) на раме для растяжения MTS Synergie 200. Испытание можно проводить в соответствии с ASTM D638-14 (при приблизительно 23°С). Образцы пленки перед испытанием можно нарезать в формы с заплечиками с шириной в центре 3,0 мм. Образцы пленки с заплечиками можно удерживать на месте с использованием зажимов на устройстве MTS Synergie 200 с рабочей длиной 18,0 мм. Образцы пленки можно растягивать при скорости перемещения траверсы 5,0 дюйм/мин. до возникновения разрыва. Можно провести испытание пяти образцов для каждой пленки как в машинном направлении (MD), так и в поперечном направлении (CD). Для сбора данных при проведении испытания и для получения кривой зависимости напряжения от деформации, из которой можно определить ряд свойств, включая модули, максимальное напряжение, удлинение и энергию при разрыве, можно использовать компьютерную программу (например, TestWorks 4).
Свойства волокна при растяжении
Свойства волокна при растяжении можно определить в соответствии с ASTM D638-14 при 23°С. Например, отдельные образцы волокон можно вначале укоротить (например, обрезать ножницами) до длины 38 миллиметров по длине и поместить по отдельности на черную бархатную ткань. Таким образом, можно собрать от 10 до 15 образцов волокон. Затем образцы волокон можно зафиксировать в по сути выпрямленном состоянии на прямоугольной бумажной раме, имеющей внешние размеры 51 миллиметр×51 миллиметр и внутренние размеры 25 миллиметров ×25 миллиметров. Концы каждого образца волокна можно функционально прикрепить к раме, осторожно закрепляя концы волокон на сторонах рамы клейкой лентой. Для каждого образца волокна можно измерить его внешний, относительно меньший, поперечный размер волокна, применяя традиционный лабораторный микроскоп, который можно откалибровать должным образом и установить на увеличение 40Х. Поперечный размер волокна можно записать как диаметр отдельного образца волокна. Рама помогает закрепить концы образцов волокна в верхнем и нижнем зажимах прибора для испытания на растяжение с постоянной скоростью удлинения способом, предотвращающим избыточное повреждение образцов волокон.
Для испытания можно применять прибор для испытания на растяжение с постоянной скоростью удлинения и соответствующий датчик нагрузки. Датчик нагрузки (например, ЮН) можно выбрать так, чтобы испытательное значение попадало в пределы 10-90% полной шкалы нагрузки. Прибор для испытания на растяжение (т.е. MTS SYNERGY 200) и датчик нагрузки можно приобрести у MTS Systems Corporation, Иден-Прери, Мичиган. Образцы волокон в раме в сборе можно затем зафиксировать между зажимами прибора для испытания на растяжение так, чтобы концы волокон можно было функционально удерживать зажимами прибора для испытания на растяжение. Затем стороны бумажной рамы, проходящие параллельно длине волокна, можно отрезать или отделить иным образом так, чтобы прибор для испытания на растяжение прикладывал испытательное усилие только к волокнам. Волокна можно подвергать испытанию на разрыв при скорости вытягивания и скорости движения зажима 12 дюймов в минуту. Полученные данные можно анализировать с применением программного обеспечения TESTWORKS 4 от MTS Corporation со следующими настройками для испытания.
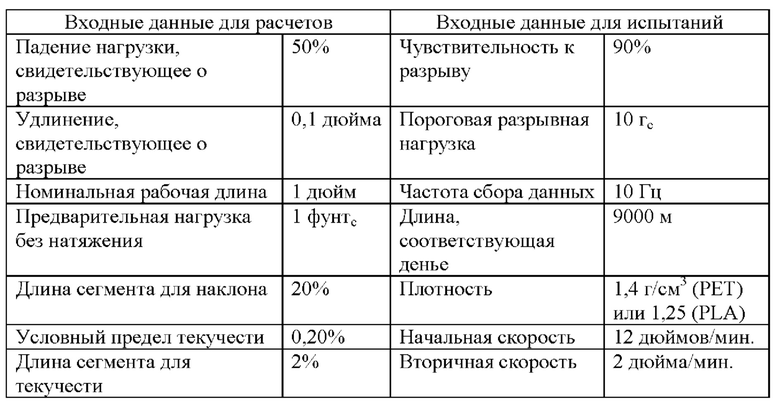
Значения прочности на разрыв можно выражать в единицах грамм-силы на толщину нити в денье. Можно также измерять максимальное удлинение (% натяжения при разрыве) и максимальное напряжение.
Коэффициент удлинения, плотность и объемная пористость в процентах
Для определения коэффициента удлинения, плотности и объемной пористости в процентах, вначале можно измерить ширину (Wi) и толщину (Ti) образца до вытягивания. Длину (Li) до вытягивания можно также определить путем измерения расстояния между двумя отметками на поверхности образца. После этого образец можно вытягивать для инициирования порообразования. Затем можно измерить ширину (Wf), толщину (Tf) и длину (Lf) образца с точностью до 0,01 мм, применяя штангенциркуль Digimatic (Mitutoyo Corporation). Объем (Vj) до вытягивания можно рассчитать по формуле Wi×Ti×Li=Vi. Объем (Vf) после вытягивания также можно рассчитать по формуле Wf×Tf×Lf=Vf. Коэффициент удлинения (Ф) можно рассчитать по формуле Ф=Vf/Vi; плотность (Pf) можно рассчитать по формуле Pf=Pi/Ф, где Pi представляет собой плотность материала заготовки; и объемную пористость в процентах (% Vv) можно рассчитать по формуле %Vv=(1-1/Ф)×100.
Содержание пустот также может быть измерено с помощью суспензии в растворах с точно установленной плотностью. Плотность может быть определена с помощью характеристики погружения или удерживания на поверхности в растворителях известной плотности. Например, отрезки длиной примерно 10 мм вытянутого пучка волокон можно погружать в ряд растворителей или смесей растворителей известной плотности. Плотность смесей растворителей (показанных в таблице 1) может быть определена с помощью стеклянных ареометров. Образец будет либо погружаться, либо суспендироваться, либо держаться на поверхности в растворителе. Плотность равна плотности растворителя, в котором образец суспендирован. Если образец не был суспендирован в каком-либо растворителе, плотность можно определять путем взятия средней плотности растворителя, в котором образец погружался и держался на поверхности. Снижение плотности в процентах можно рассчитать путем вычитания исходной плотности из плотности после вытягивания, затем деления на исходную плотность и умножения на 100. Объем пор в процентах (например, в сердцевине) можно определить путем деления снижения плотности в процентах на долю сердцевины в двухкомпонентном волокне.
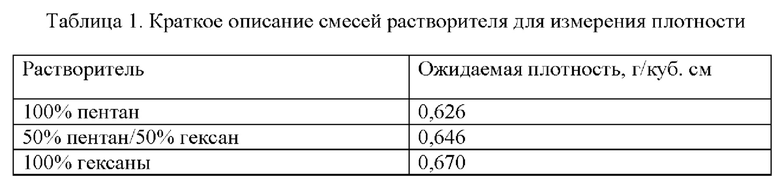
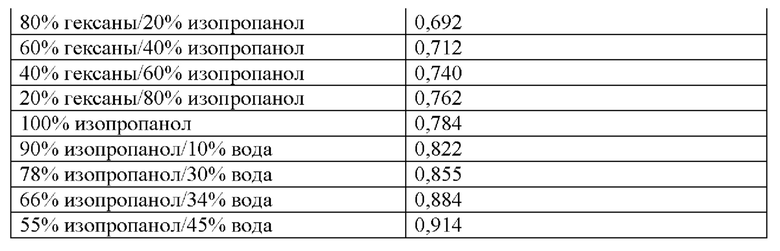
ПРИМЕР 1
Возможность получения волокна из смеси 93 вес. % полукристаллического полиэтилентерефталата (PET 7200 Auriga) и 7 вес. % маточной смеси на основе кремнийорганического соединения и PET (маточной смеси на основе 50 вес. % кремнийорганического соединения в 0,84 IV PET, МВ-ХХЗ DowCorning). Для смешивания полимеры подавали в двухшнековый экструдер с вращающимися в одном направлении шнеками (ZSK-30, диаметр 30 мм, длина 1328 миллиметров), произведенный Werner and Pfleiderer Corporation, Рэмси, Нью-Джерси. Экструдер имел 14 зон, пронумерованных последовательно 1-14 от загрузочной воронки к головке. Первая зона №1 цилиндра получала смолы через весовой дозатор с общей подающей способностью 20 фунтов в час. Головка, применяемая для экструзии смолы, имела 3 отверстия головки (6 миллиметров в диаметре), разделенные расстояниями 4 миллиметра. При образовании экструдированную смолу охлаждали на охлаждаемой вентилятором транспортерной ленте и формовали в гранулы с помощью гранулятора Conair. Скорость шнеков экструдера составляла 200 оборотов в минуту («об./мин.»). Гранулы высушивали посредством осушки при 140°С в течение 12 часов.
ПРИМЕР 2
Высушенные гранулы из примера 1 затем экструдировали в виде сердцевины двухкомпонентного волокна с применением линии для прядения двухкомпонентного многофиламентного волокна (лабораторной многофункциональной системы для прядения из расплава FET-100 Series), изготовленной Fibre Extrusion Technologies, Лидс, Великобритания. Гранулы подавали в виде потока в шнековый экструдер с сигнальным устройством, нагретый до температуры 275°С, который формировал сердцевину двухкомпонентного волокна. Одношнековый экструдер для нанесения оболочки покрывал смесь полимера чистым полукристаллическим полиэтилентерефталатом (PET 7200 Auriga). Соотношение сердцевины и оболочки составляло 70% сердцевины и 30% оболочки по объему. Затем объединенную конфигурацию «оболочка-сердцевина» экструдировали через фильеру для волокон с 24 отверстиями, имеющими диаметр 0,40 мм, с длиной капилляра 0,8 мм. Общая толщина пучка в денье составляла примерно 1306 грамм на 9000 метров.
ПРИМЕР 3
Пучок волокон из примера 2 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 10 метров в минуту (м/мин.). Затем пучок пропускали вокруг двух валов, погруженных в водяную баню, имеющих диаметр 19 мм. Два вала располагали в примерно 87 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом из водяной бани. Температура водяной бани составляла 25°С. Скорость вытягивания пучка составляла 40 метров в минуту с получением коэффициента вытягивания 4,Ох. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 4
Волокна формировали как в примере 3, за исключением того, что скорость вытягивания составляла 42 метров в минуту, с получением коэффициента вытягивания 4,2х. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 5
Волокна формировали как в примере 3, за исключением того, что скорость вытягивания составляла 45 метров в минуту, с получением коэффициента вытягивания 4,5х. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 6
Волокна формировали как в примере 3 за исключением того, что воду удаляли из водяной бани и среда для вытягивания представляла собой воздух. Наблюдали средний уровень разрывов в волокнах.
ПРИМЕР 7
Монокомпонентные волокна получали из сухой смеси 94 вес. % полукристаллического полиэтилентерефталата (PET 7200 Auriga) и 6 вес. % маточной смеси на основе кремнийорганического соединения и PET (МВ-ХХЗ). Высушенные гранулы из примера 1 затем экструдировали в виде монокомпонентного волокна с применением линии для прядения многофиламентного волокна, изготовленной Davis Standard Pawcatuck, Коннектикут, США. Сухие смешанные гранулы подавали в виде потока в шнековый экструдер с сигнальным устройством, нагретый до температуры 275°С, и экструдировали через фильеру для волокон с 48 отверстиями, имеющими диаметр 0,3 мм, с капиллярной длиной 0,6 мм. Общая толщина пучка в денье составляла примерно 1824 грамма на 9000 метров. Затем полученный пучок волокон растягивали одноосно при 50 метрах в минуту до удлинения, составляющего 200%, с применением гидравлической рамы для удлинения MTS 810. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 8
Монокомпонентные волокна получали из сухой смеси 90 вес. % полукристаллического полиэтилентерефталата (PET 7200 Auriga) и 10 вес. % маточной смеси на основе кремнийорганического соединения и PET (МВ-ХХЗ). Высушенные гранулы из примера 1 затем экструдировали в виде монокомпонентного волокна с применением линии для прядения многофиламентного волокна, изготовленной Davis Standard Pawcatuck, Коннектикут, США. Сухие смешанные гранулы подавали в виде потока в шнековый экструдер с сигнальным устройством, нагретый до температуры 275°С, и экструдировали через фильеру для волокон с 48 отверстиями, имеющими диаметр 0,3 мм, с капиллярной длиной 0,6 мм. Общая толщина пучка в денье составляла примерно 1824 грамма на 9000 метров. Затем полученный пучок волокон растягивали одноосно при 100 метрах в минуту до удлинения, составляющего 200%, с применением гидравлической рамы для удлинения MTS 810. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 9
Волокна формировали как в примере 8, за исключением того, что скорость растяжения составляла 15 метров в минуту. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 10
Волокна формировали как в примере 8, за исключением того, что скорость растяжения составляла 50 метров в минуту. Наблюдали ограниченные разрывы в волокнах.
ПРИМЕР 11
Монослойную пленку получали из сухой смеси 95 вес. % полукристаллического линейного полиэтилена низкой плотности (LLDPE Dowlex 2047g Dow Chemicals) и 5 вес. % маточной смеси на основе кремнийорганического соединения и LLDPE (МВ50-313). Гранулы подавали в виде потока в приемное отверстие одношнекового экструдера Thermo-Scientific Rheomex 252 и экструдировали через щелевую головку для отлива пленки шириной 200 мм с зазором головки 1 мм при температуре, составляющей 200°С. Пленку отливали на нагретый валик для вытягивания, установленный на 50°С, при скорости 20 оборотов в минуту. В результате обработки получали тонкую пленку толщиной 50 микрон с полупрозрачным внешним видом.
ПРИМЕР 12
Получали пленку, как описано в примере 11, за исключением того, что концентрация кремнийорганического соединения МВ50-313 составляла 7%.
ПРИМЕР 13
Получали пленку, как описано в примере 11, за исключением того, что концентрация кремнийорганического соединения МВ50-311 составляла 10%.
ПРИМЕР 14
Пленку из примера 13 растягивали в машинном направлении (MD) с применением рамы до растяжения MTS Synergie до растяжения, составляющего 300%), со скоростью 50 миллиметров в минуту. Изображение, полученное с помощью SEM, полученной вытянутой пленки показано на фиг. 6.
ПРИМЕР 15
Получали пленку, как описано в примере 11, за исключением того, что концентрация кремнийорганического соединения МВ50-311 составляла 20%.
ПРИМЕР 16
Монослойную пленку получали из сухой смеси 90 вес. % полукристаллического линейного полиэтилена низкой плотности (LLDPE Dowlex 2047g Dow Chemicals) и 10 вес. % маточной смеси на основе кремнийорганического соединения и HDPE (МВ50-314). Гранулы подавали в виде потока в приемное отверстие одношнекового экструдера Thermo-Scientific Rheomex 252 и экструдировали через щелевую головку для отлива пленки шириной 200 мм с зазором головки 1 мм при температуре, составляющей 220°С. Пленку отливали на нагретый валик для вытягивания, установленный на 50°С, при скорости 20 оборотов в минуту. В результате обработки получали тонкую пленку толщиной 50 микрон с полупрозрачным внешним видом.
ПРИМЕР 17
Пленку из примера 16 растягивали в машинном направлении (MD) с применением рамы до растяжения MTS Synergie до растяжения, составляющего 300%), со скоростью 50 миллиметров в минуту. Изображение, полученное с помощью SEM, полученной вытянутой пленки показано на фиг. 7.
ПРИМЕР 18
Монослойную пленку получали из сухой смеси 75 вес. % полукристаллического линейного полиэтилена низкой плотности (LLDPE Dowlex 2047g Dow Chemicals), и 10 вес. % маточной смеси на основе кремнийорганического соединения и LLDPE (МВ50-313), и 15 вес. % полимолочной кислоты (PLA Ingeo 4043D). Гранулы подавали в виде потока в приемное отверстие одношнекового экструдера Thermo-Scientific Rheomex 252 и экструдировали через щелевую головку для отлива пленки шириной 200 мм с зазором головки 1 мм при температуре, составляющей 220°С. Пленку отливали на нагретый валик для вытягивания, установленный на 50°С, при скорости 20 оборотов в минуту. В результате обработки получали тонкую пленку толщиной 50 микрон с полупрозрачным внешним видом. Изображения, полученные с помощью SEM, пленки показаны на фиг. 8-9.
ПРИМЕР 19
Пленку из примера 18 растягивали в машинном направлении (MD) с применением рамы до растяжения MTS Synergie до растяжения, составляющего 300%, со скоростью 50 миллиметров в минуту. Изображение, полученное с помощью SEM, пленки показано на фиг. 10.
ПРИМЕР 20
Пленку из примера 18 растягивали в поперечном направлении (CD) с применением рамы до растяжения MTS Synergie до растяжения, составляющего 300%), со скоростью 50 миллиметров в минуту. Изображения, полученные с помощью SEM, пленки показаны на фиг. 11-12.
ПРИМЕР 21
Получали двухкомпонентные волокна типа «оболочка/сердцевина», в которых материал оболочки представлял собой чистый полукристаллический полиэтилен (РЕ 6835А от Dow Chemicals) и материал сердцевины состоял из смеси 93 вес. % полукристаллического полипропилена (РР) М3661 от Total Petrochemicals и 7 вес. % Lotader® АХ8900 (статистического тройного сополимера этилена, акрилового сложного эфира и глицидилметакрилата от Arkema). Гранулы РР М3661 и Lotader® АХ8900 смешивали в барабане и подавали в виде потока в одношнековый экструдер машины для прядения двухкомпонентного волокна, который доставляет материал сердцевины. Смешивание РР М3661 и Lotader® АХ8900 происходило непосредственно в экструдере линии для прядения. Чистый РЕ 6835А подавали в виде потока во второй одношнековый экструдер, который доставлял материал оболочки. Оба экструдера имели 4 зоны, пронумерованных последовательно 1-4 от загрузочной воронки к насосу для расплава. Экструдер для сердцевины нагревали до температурного профиля 240°С. Экструдер для оболочки нагревали до температурного профиля 220°С. Насосы для экструзии расплава дозировали материалы оболочки и сердцевины в соотношении 30% и 70% по объему соответственно. Затем объединенную конфигурацию «оболочка-сердцевина» экструдировали через фильеру для волокон с 288 отверстиями, имеющими диаметр 0,35 мм, с длиной капилляра 1,4 мм. Общая толщина пучка волокон в денье составляла примерно 8000 грамм на 9000 метров. Средняя скорость воздуха для охлаждения составляла 0,55 метра в секунду при температуре, составляющей 16±0,5°С.
Механические свойства отдельных волокон-предшественников тестировали при трех различных температурах (10°С, 23°С и 80°С) с применением камеры искусственного климата. Десять отдельных волокон-предшественников испытывали с применением рабочей длины 25 мм и скорости направляющей головки 300 мм/мин., при этом диаметр волокна-предшественника (определен посредством оптической микроскопии) составлял примерно 63 микрона. Кривые зависимости деформации от напряжения для отдельных волокон-предшественников демонстрировали предел текучести, область пластической деформации (рост шейки), область деформационного упрочнения и разрыв. При 10°С напряжение растяжения и относительное удлинение при пределе текучести составляли 22,1 МПа и удлинение на 7,4% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 17,9 МПа и удлинение на 430% соответственно, и предельные максимальное напряжение и растяжение составляли 40,8 МПа и удлинение на 810% соответственно. При 23°С напряжение растяжения и относительное удлинение при пределе текучести составляли 18,71 МПа и удлинение на 8,7% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 18,3 МПа и удлинение на 430% соответственно, и предельные максимальное напряжение и растяжение составляли 44 МПа и удлинение на 815%) соответственно. При 80°С напряжение растяжения и относительное удлинение при пределе текучести составляли 14,4 МПа и удлинение на 5,8% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 6,89 МПа и удлинение на 370% соответственно, и предельные максимальное напряжение и растяжение составляли 18,6 МПа и удлинение на 740% соответственно.
ПРИМЕР 22
Волокна формировали, как описано в примере 21, за исключением того, что материал сердцевины состоял из смеси 95 вес. % (РР) М3661 и 5 вес. % маточной смеси МВ-50-001 Dow Corning (состоящей из 50 вес. % сверхвысокомолекулярного силоксанового полимера и 50 вес. % носителя, представляющего собой гомополимер РР, 12 MFI). Ожидалось, что при 5% концентрации МВ-50 количество материала, представляющего собой кремнийорганическое соединение, в сердцевине волокна составит 2,5 вес. %. Общая толщина пучка волокон в денье составляла примерно 8000 грамм на 9000 метров. Средняя скорость воздуха для охлаждения составляла 0,65 метра в секунду при температуре, составляющей 14,5±,5°С.
ПРИМЕР 23
Волокна формировали, как описано в примере 22, за исключением того, что материал сердцевины состоял из 93 вес. % РР М3661 и 7 вес. % маточной смеси МВ-50-001 Dow Corning. При данной концентрации маточной смеси ожидалось, что общее количество полимера на основе кремнийорганического соединения в сердцевине составит 3,5 вес. %.
Механические свойства отдельных волокон-предшественников тестировали при трех различных температурах (10°С, 23°С и 80°С) с применением камеры искусственного климата. Десять отдельных волокон-предшественников испытывали с применением рабочей длины 25 мм и скорости направляющей головки 300 мм/мин., при этом диаметр волокна-предшественника (определен посредством оптической микроскопии) составлял примерно 63 микрона. Кривые зависимости деформации от напряжения для отдельных волокон-предшественников демонстрировали предел текучести, область пластической деформации (рост шейки), область деформационного упрочнения и разрыв. При 10°С напряжение растяжения и относительное удлинение при пределе текучести составляли 23 МПа и удлинение на 6% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 18,9 МПа и удлинение на 370% соответственно, и предельные максимальное напряжение и растяжение составляли 60,8 МПа и удлинение на 820% соответственно. При 23°С напряжение растяжения и относительное удлинение при пределе текучести составляли 18,3 МПа и удлинение на 9,8% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 17,6 МПа и удлинение на 350% соответственно, и предельные максимальное напряжение и растяжение составляли 57,8 МПа и удлинение на 820% соответственно. При 80°С напряжение растяжения и относительное удлинение при пределе текучести составляли 12,1 МПа и удлинение на 6,7% соответственно; номинальное напряжение и натяжение в начале деформационного упрочнения составляли 6,4 МПа и удлинение на 270% соответственно, и предельные максимальное напряжение и растяжение составляли 23,3 МПа и удлинение на 820% соответственно.
ПРИМЕР 24
Волокна формировали, как описано в примере 22, за исключением того, что материал сердцевины состоял из 90 вес. % РР М3661 и 10 вес. % маточной смеси МВ-50-001 Dow Corning. При данной концентрации маточной смеси ожидалось, что общее количество полимера на основе кремнийорганического соединения в сердцевине составит 5 вес. %.
ПРИМЕР 25
Волокна формировали, как описано в примере 23, за исключением того, что средняя скорость охлаждающего воздуха уменьшалась до 0,55 метра в секунду, а температура охлаждающего воздуха повышалась до 17±0,5°С. Кроме того, неподвижная зона, состоящая из металлического экрана длиной 100 мм, была присоединена к поверхности фильеры, окружающей выходные отверстия фильеры.
ПРИМЕР 26
Пучок волокон-предшественников из примера 21 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 31 метр в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 125 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 181 метре в минуту, обеспечивали получение коэффициента вытягивания 5,8х. Плотность полученного волокна составляла 0,695 г/куб. см (24% уменьшение плотности, 35% объем пустот в сердцевине).
ПРИМЕР 27
Пучок волокон-предшественников из примера 22 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 150 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,0х. Плотность полученного волокна составляла 0,755 г/куб. см (18% уменьшение плотности, 26% объем пустот в сердцевине).
ПРИМЕР 28
Пучок волокон-предшественников из примера 23 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 150 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,0х. Плотность полученного волокна составляла 0,737 г/куб. см (20% уменьшение плотности, 28% объем пустот в сердцевине).
ПРИМЕР 29
Пучок волокон-предшественников из примера 24 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 150 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,0х. Плотность полученного волокна составляла 0,737 г/куб. см (20% уменьшение плотности, 28% объем пустот в сердцевине).
ПРИМЕР 30
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 135 метрах в минуту, обеспечивали получение коэффициента вытягивания 4,5х. Плотность полученного волокна составляла 0,851 г/куб. см (8% уменьшение плотности, 11% объем пустот в сердцевине).
ПРИМЕР 31
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 150 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,0х. Плотность полученного волокна составляла 0,732 г/куб. см (20% уменьшение плотности, 29% объем пустот в сердцевине).
ПРИМЕР 32
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 156 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,2х. Плотность полученного волокна составляла 0,687 г/куб. см (25% уменьшение плотности, 36% объем пустот в сердцевине).
ПРИМЕР 33
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,646 г/куб. см (30% уменьшение плотности, 43% объем пустот в сердцевине).
На фиг. 13-14 также показаны изображения, полученные с помощью SEM, вытянутых волокон (волокна с пустотами). Поперечные сечения получали путем разрезания замороженных волокон в жидком азоте с помощью лезвия бритвы. Затем волокна устанавливали в стойки для SEM и покрывали методом напыления 4-нанометовым слоем иридия и анализировали с помощью SEM FEI Quanta 650 при различных увеличениях с применением напряжения, составляющего 2,5 кВ. Как показано, в сердцевине волокон присутствовала пористая структура.
ПРИМЕР 34
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 165 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,5х. Плотность полученного волокна составляла 0,637 г/куб. см (31% уменьшение плотности, 44% объем пустот в сердцевине).
ПРИМЕР 35
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 168 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,6х. Плотность полученного волокна составляла 0,626 г/куб. см (32% уменьшение плотности, 46% объем пустот в сердцевине).
ПРИМЕР 36
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 20°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,764 г/куб. см (17% уменьшение плотности, 24% объем пустот в сердцевине).
ПРИМЕР 37
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 16°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,700 г/куб. см (24% уменьшение плотности, 34% объем пустот в сердцевине).
ПРИМЕР 38
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 13°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,647 г/куб. см (30% уменьшение плотности, 42% объем пустот в сердцевине).
ПРИМЕР 39
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 8°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,626 г/куб. см (32% уменьшение плотности, 46% объем пустот в сердцевине).
ПРИМЕР 40
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 4°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,626 г/куб. см (32% уменьшение плотности, 46% объем пустот в сердцевине).
ПРИМЕР 41
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 5 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 27 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,700 г/куб. см (24% уменьшение плотности, 34% объем пустот в сердцевине).
ПРИМЕР 42
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 10 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 54 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,674 г/куб. см (27% уменьшение плотности, 38% объем пустот в сердцевине).
ПРИМЕР 43
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 20 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 108 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,647 г/куб. см (30% уменьшение плотности, 42% объем пустот в сердцевине).
ПРИМЕР 44
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 145 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,647 г/куб. см (30% уменьшение плотности, 42% объем пустот в сердцевине).
ПРИМЕР 45
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 80 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,661 г/куб. см (28% уменьшение плотности, 40% объем пустот в сердцевине).
ПРИМЕР 46
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 25 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 180 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,661 г/куб. см (28% уменьшение плотности, 40% объем пустот в сердцевине).
ПРИМЕР 47
Пучок волокон-предшественников из примера 25 подавали на растягивающую линию через квинтет валиков при скорости подачи, составляющей 30 метров в минуту. Затем пучок оборачивали вокруг двух приводных валов, погруженных в воду, вращающихся со скоростью на 2% быстрее, чем скорость подачи. Два вала располагали в примерно 124 сантиметрах от входного отверстия водяной бани и фиксировали в положении, обеспечивающем поворот на 120 градусов перед выходом пучка волокон из водяной бани. Температура водяной бани составляла 10°С. После выхода из водяной бани 2 квинтета валиков, применяемых для вытягивания пучка волокон, с валиками, вращающимися при 162 метрах в минуту, обеспечивали получение коэффициента вытягивания 5,4х. Плотность полученного волокна составляла 0,647 г/куб. см (30% уменьшение плотности, 42% объем пустот в сердцевине).
ПРИМЕР 48
Предварительно составленную смесь получали из 95 вес. % изотактического гомополимера пропилена (М3661, показатель текучести расплава 14 г/10 при 210°С и температура плавления 150°С, Total Petrochemicals) и 5 вес. % маточной смеси на основе сверхвысокомолекулярного (UHMW) силоксанового полимера, гранулированного полидиметилсилоксана (PDMS), и полипропилена (РР) с содержанием силоксана 50 вес. % (МВ50-001, показатель текучести расплава РР 12 г/10 при 190°С). Компоненты смешивали во вращающемся в одном направлении двухшнековом экструдере (ZSK-26 с диаметром шнека 26 мм и L/D=48). Экструдер имел тринадцать зон нагревания. Температура в экструдере находилась в диапазоне от 195°С до 220°С. Через загрузочную воронку полимер гравиметрически подавали в экструдер при 15 фунтах в час. Экструдер работал при 200 оборотах в минуту (об./мин.). Головка, применяемая для экструзии смолы, имела 4 отверстия головки (6 мм в диаметре), разделенные расстояниями 4 мм. При экструзии экструдат охлаждали воздухом на охлаждаемой вентилятором транспортерной ленте и гранулировали с помощью гранулятора Conair.
Затем гранулы подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D) и формовали в изделия, выполненные в форме с заплечиками. Экструдер имел 4 зоны нагревания. Температура в экструдере находилась в диапазоне от 185°С до 230°С. Температура формы была равной 70°С, и время цикла составляло приблизительно 45 секунд. Изображение, полученное с помощью SEM, полученного образца показано на фиг. 15.
ПРИМЕР 49
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением, как описано в примере 48, за исключением того, что 7 вес. % маточной смеси на основе UHMW PDMS применяли для получения исходной смеси. Изображения, полученные с помощью SEM, полученного образца показаны на фиг. 16-17. Образец также исследовали в отношении уменьшения плотности. Исходная плотность составляла 0,9033 г/см3, плотность после растягивания составляла <0,655 г/см и уменьшение плотности составляло >27%.
ПРИМЕР 50
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением, как описано в примере 48, за исключением того, что 10 вес. % маточной смеси на основе UHMW PDMS применяли для получения исходной смеси.
ПРИМЕР 51
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением за исключением того, что вместо применения предварительно составленной смеси, описанной в примере 48, за исключением того, что смесь гранул, содержащую 95 вес. % изотактического гомополимера полипропилена (М3661) и 5 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D).
ПРИМЕР 52
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением, как описано в примере 51, за исключением того, что смесь гранул, содержащую 93 вес. % изотактического гомополимера полипропилена (М3661) и 7 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D). Изображения, полученные с помощью SEM, полученного образца показаны на фиг. 18-19.
ПРИМЕР 53
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением, как описано в примере 51, за исключением того, что смесь гранул, содержащую 90 вес. % изотактического гомополимера полипропилена (М3661) и 10 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D).
ПРИМЕР 54
Смесь гранул, содержащую 95 вес. % изотактического гомополимера полипропилена (М3661) и 5 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в одношнековый экструдер НААКЕ (соотношение длины и диаметра 24:1) с 6-дюймовой щелевой головкой для отлива пленки. Экструдер имел 3 зоны нагревания. Температура в экструдере находилась в диапазоне от 220°С до 235°С. Головку выдерживали при температуре 240°С. При экструзии к расплавленной пленке прилагали силу вытягивания расплава для снижения толщины до примерно 102 микрометров (4 мил) путем регулирования скорости охлаждающих вальцов. Затем пленку охлаждали на воздухе и собирали.
ПРИМЕР 55
Пленку получали, как описано в примере 54, за исключением того, что смесь гранул, содержащую 93 вес. % изотактического гомополимера полипропилена (М3661) и 7 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в одношнековый экструдер НААКЕ. Изображение, полученное с помощью SEM, полученного образца показано на фиг. 20.
ПРИМЕР 56
Пленку получали, как описано в примере 54, за исключением того, что 90 вес. % гранул изотактического гомополимера полипропилена (М3661) и 10 вес. % МВ50-001, маточной смеси на основе силоксанового UHMW-полимера, подавали в виде потока в одношнековый экструдер НААКЕ.
ПРИМЕР 57
Гранулы изотактического гомополимера пропилена (М3661, показатель текучести расплава 14 г/10 при 210°С и температура плавления 150°С, Total Petrochemicals) подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D) и формовали в изделия, выполненные в форме с заплечиками. Экструдер имел 4 зоны нагревания. Температура в экструдере находилась в диапазоне от 185°С до 230°С. Температура формы была равной 70°С, и время цикла составляло приблизительно 45 секунд.
ПРИМЕР 58
Исходную смесь получали из 93 вес. % изотактического гомополимера пропилена (М3661, показатель текучести расплава 14 г/10 мин. при 210°С и температура плавления 150°С, Total Petrochemicals) и 7 вес. % сополимера этилена, метилакрилата и глицидилметакрилата (LOTADER® АХ8900, Arkema), с показателем текучести расплава 6 г/10 мин. (190°С/2160 г), содержанием глицидилметакрилата, составляющим 8 вес. %, содержанием метилакрилата, составляющим 24 вес. %, и содержанием этилена, составляющим 68 вес. %. Компоненты смешивали во вращающемся в одном направлении двухшнековом экструдере (ZSK-26 с диаметром шнека 26 мм и L/D=48). Экструдер имел тринадцать зон нагревания. Температура в экструдере находилась в диапазоне от 195°С до 220°С. Через загрузочную воронку полимер гравиметрически подавали в экструдер при 15 фунтах в час. Экструдер работал при 200 оборотах в минуту (об./мин.). Головка, применяемая для экструзии смолы, имела 4 отверстия головки (6 мм в диаметре), разделенные расстояниями 4 мм. При экструзии экструдат охлаждали воздухом на охлаждаемой вентилятором транспортерной ленте и гранулировали с помощью гранулятора Conair. Затем гранулы подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D) и формовали в изделия, выполненные в форме с заплечиками. Экструдер имел 4 зоны нагревания. Температура в экструдере находилась в диапазоне от 185°С до 230°С. Температура формы была равной 70°С, и время цикла составляло приблизительно 45 секунд.
Изображения, полученные с помощью SEM, полученного образца показаны на фиг. 21-22. Образец также исследовали в отношении уменьшения плотности. Исходная плотность составляла 0,9028 г/см3, плотность после растягивания составляла <0,655 г/см3 и уменьшение плотности составляло >27%.
ПРИМЕР 59
Изделия, выполненные в форме с заплечиками, формовали литьем под давлением, как описано в примере 58, за исключением того, что вместо применения исходной смеси, смесь гранул, содержащую 93 вес. % изотактического гомополимера полипропилена (М3661) и 7 вес. % сополимера этилена, метилакрилата и глицидилметакрилата (LOTADER® АХ8900, Arkema) подавали в виде потока в устройство для литья под давлением (Spritzgiessautomaten BOY22D). Изображения, полученные с помощью SEM, полученного образца показаны на фиг. 23-24.
ПРИМЕР 60
Гранулы изотактического гомополимера пропилена (М3661, показатель текучести расплава 14 г/10 при 210°С и температура плавления 150°С, Total Petrochemicals) подавали в виде потока в одношнековый экструдер НААКЕ (соотношение длины и диаметра 24:1) с 6-дюймовой щелевой головкой для отлива пленки. Экструдер имел 3 зоны нагревания. Температура в экструдере находилась в диапазоне от 220°С до 235°С. Головку выдерживали при температуре 240°С. При экструзии к расплавленной пленке прилагали силу вытягивания расплава для снижения толщины до примерно 102 (4 мил) микрометров путем регулирования скорости охлаждающих вальцов. Затем пленку охлаждали на воздухе и собирали.
ПРИМЕР 61
Смесь гранул, содержащую 93 вес. % изотактического гомополимера полипропилена (М3661) и 7 вес. % сополимера этилена, метилакрилата и глицидилметакрилата (LOTADER® АХ8900, Arkema), с показателем текучести расплава 6 г/10 мин. (190°С/2160 г), содержанием глицидилметакрилата, составляющим 8 вес. %, содержанием метилакрилата, составляющим 24 вес. %, и содержанием этилена, составляющим 68 вес. %, подавали в виде потока в одношнековый экструдер НААКЕ (соотношение длины и диаметра 24:1) с 6-дюймовой щелевой головкой для отлива пленки. Экструдер имел 3 зоны нагревания. Температура в экструдере находилась в диапазоне от 220°С до 235°С. Головку выдерживали при температуре 240°С. При экструзии к расплавленной пленке прилагали силу вытягивания расплава для снижения толщины до примерно 102 (4 мил) микрометров путем регулирования скорости охлаждающих вальцов. Затем пленку охлаждали на воздухе и собирали.
Формованные образцы в форме с заплечиками (тип V) из 48-53 и 57-59 испытывали в отношении механических свойств в соответствии с ASTM 638-14. Результаты изложены ниже.
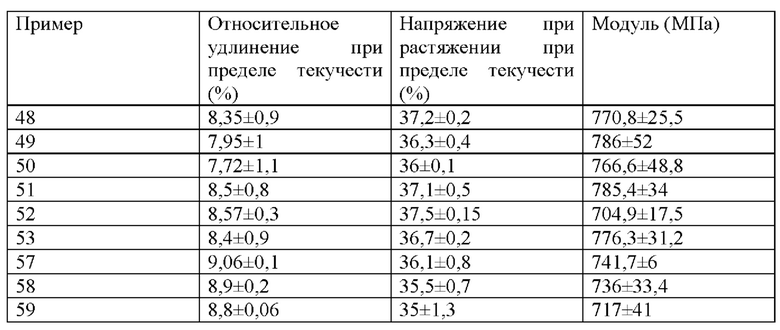
Образцы пленки из 54-56 и 60-61 испытывали в отношении механических свойств в машинном и поперечном направлениях в соответствии с ASTM 638-14. Более конкретно, образцы в форме с заплечиками с центральной шириной 3 мм вырезали из пленки в машинном направлении (MD) и поперечном направлении (CD) для испытания. Образцы пленки в форме с заплечиками удерживали на месте с применением зажимов на устройстве MTS Synergie 200 с рабочей длиной 18,0 мм. Образцы пленки растягивали при скорости перемещения траверсы 127 мм/мин. Результаты изложены ниже.
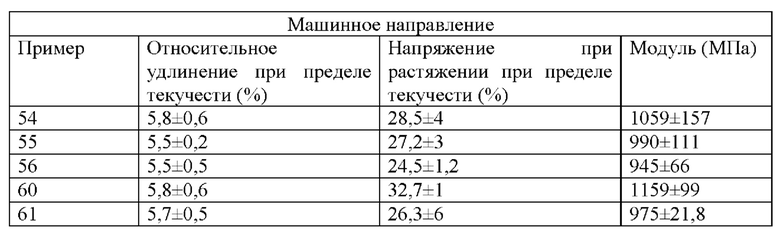
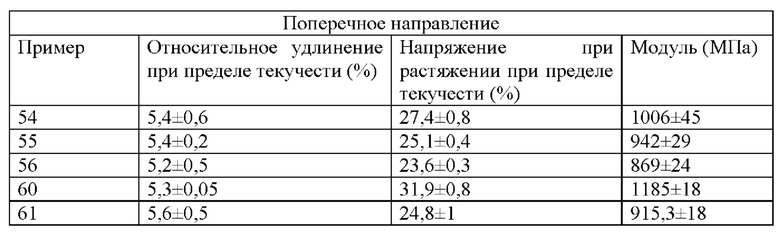
Несмотря на то, что настоящее изобретение было подробно описано относительно его конкретных вариантов осуществления, следует понимать, что специалисты в данной области техники при достижении понимания вышеизложенного смогут легко представить себе изменения, вариации и эквиваленты этих вариантов осуществления. Соответственно, объем настоящего изобретения следует определять как объем прилагаемой формулы изобретения и любых ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 2018 |
|
RU2761619C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОРИСТЫХ ВОЛОКОН | 2016 |
|
RU2672141C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ НЕТКАНОЕ ПОЛОТНО, ОБРАЗОВАННОЕ ИЗ ПОРИСТЫХ ПОЛИОЛЕФИНОВЫХ ВОЛОКОН | 2014 |
|
RU2641861C2 |
| ПОРИСТЫЕ ПОЛИОЛЕФИНОВЫЕ ВОЛОКНА | 2014 |
|
RU2622431C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОРИСТЫХ ВОЛОКОН | 2018 |
|
RU2739906C1 |
| ПОЛИОЛЕФИНОВЫЙ МАТЕРИАЛ С НИЗКОЙ ПЛОТНОСТЬЮ | 2014 |
|
RU2643956C2 |
| МНОГОСТАДИЙНЫЙ СПОСОБ ВЫТЯГИВАНИЯ ДЛЯ ФОРМОВАНИЯ ПОРИСТЫХ ВОЛОКОН | 2016 |
|
RU2749032C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ПОРИСТУЮ ПОЛИОЛЕФИНОВУЮ ПЛЕНКУ | 2014 |
|
RU2622830C1 |
| МЯГКОЕ И ДОЛГОВЕЧНОЕ НЕТКАНОЕ ПОЛОТНО | 2014 |
|
RU2689784C2 |
| СИСТЕМА ДОСТАВКИ ДЛЯ АКТИВНЫХ СРЕДСТВ | 2014 |
|
RU2634255C2 |
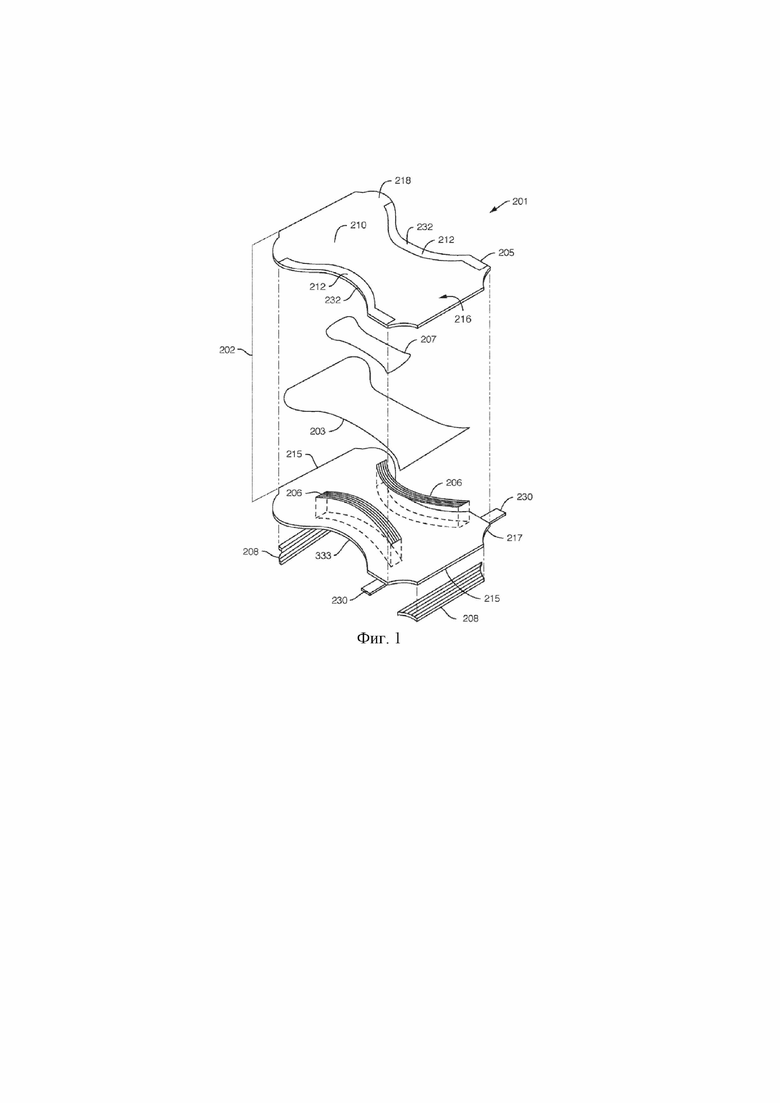
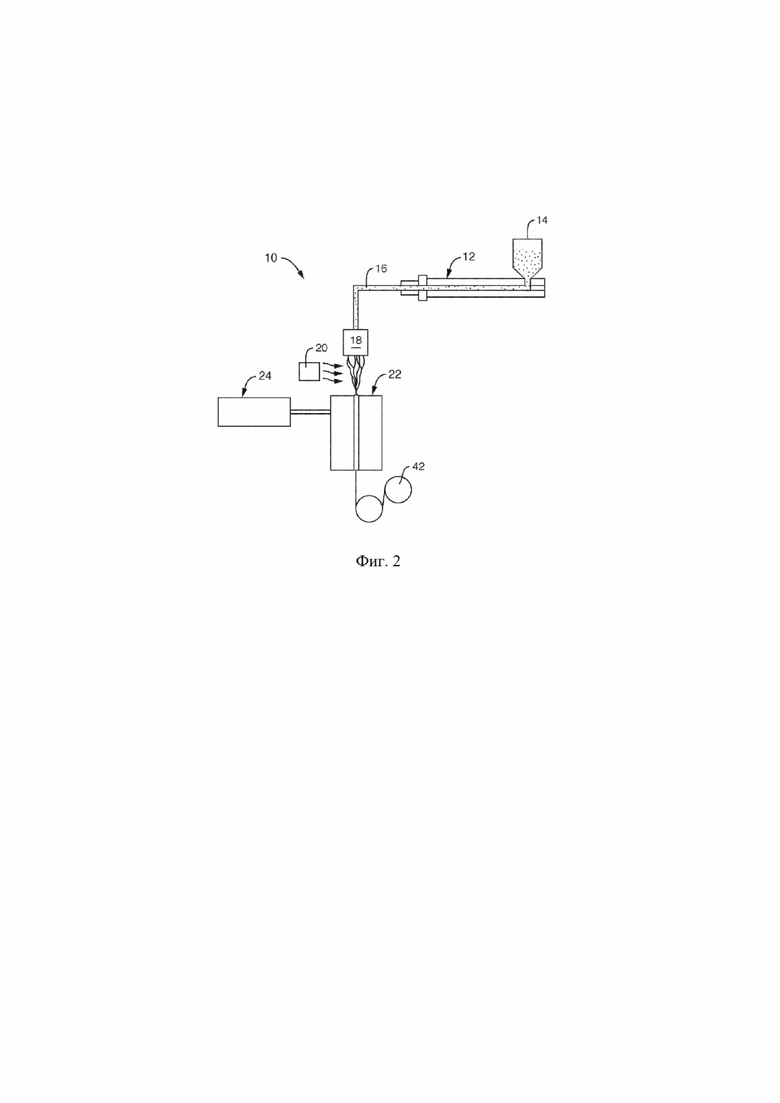
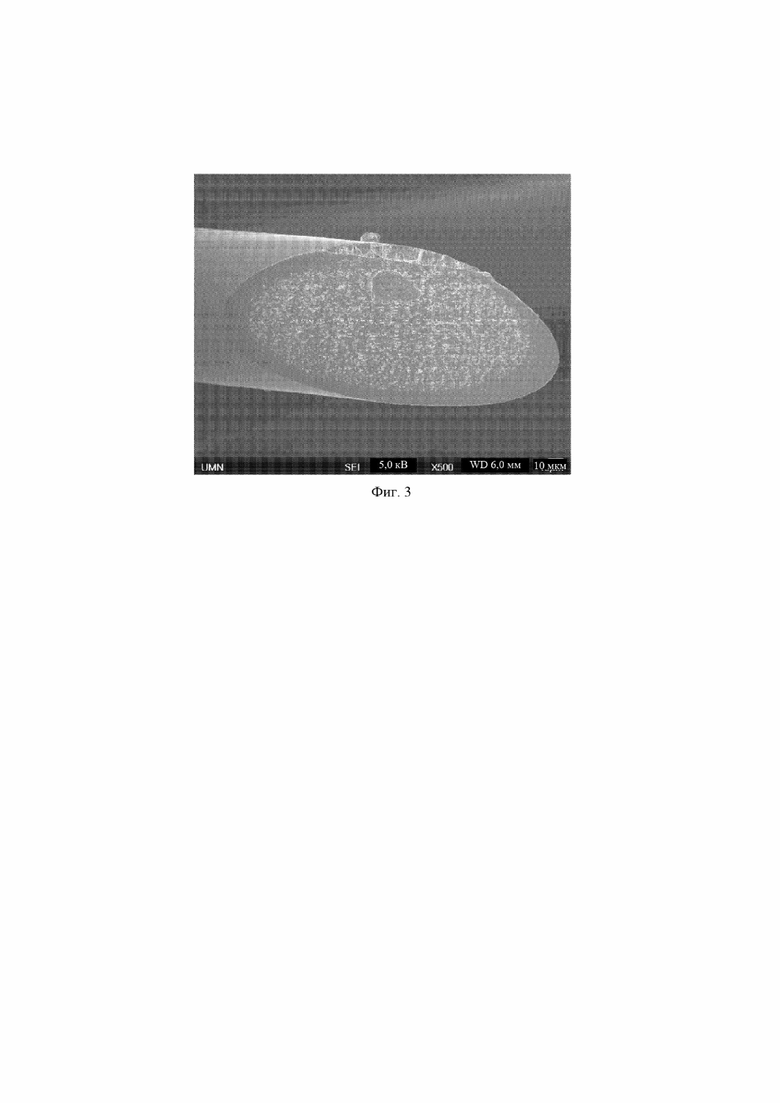
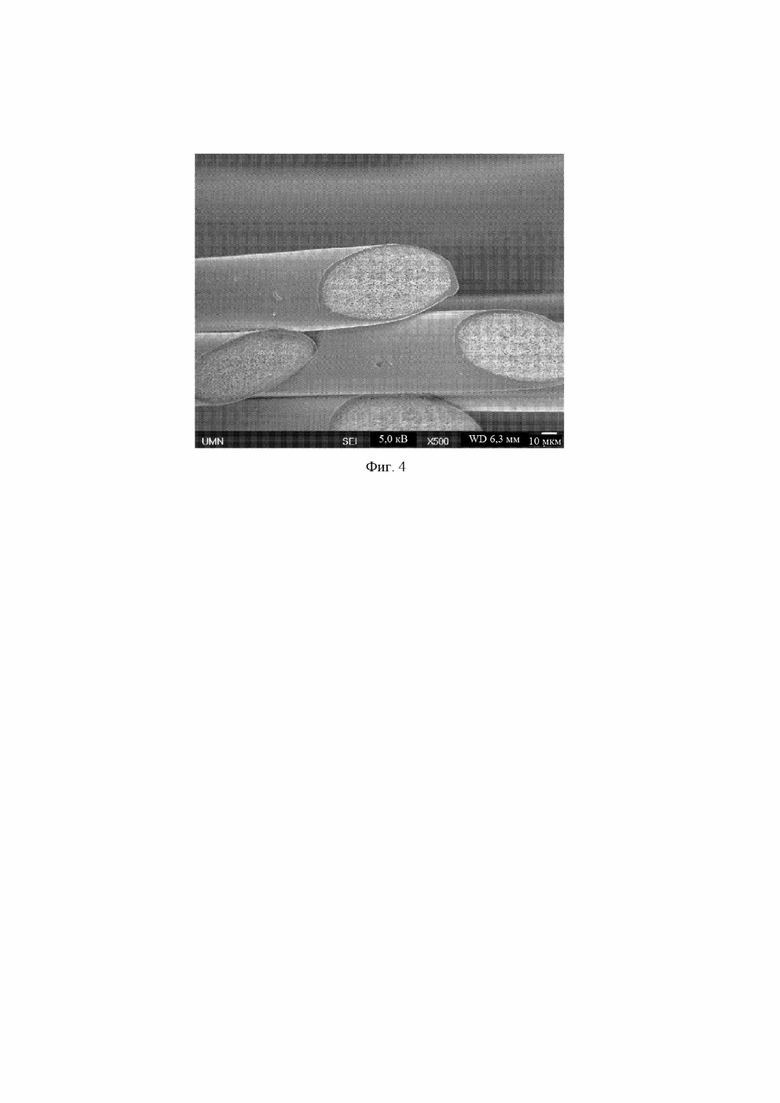
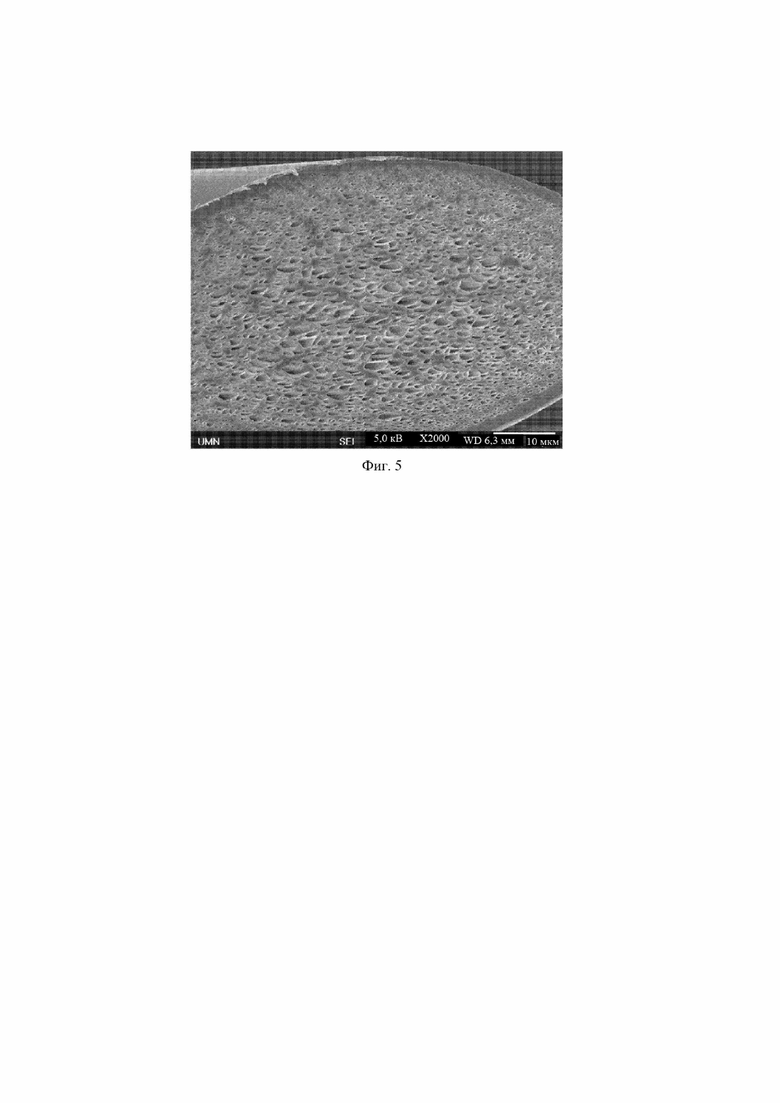
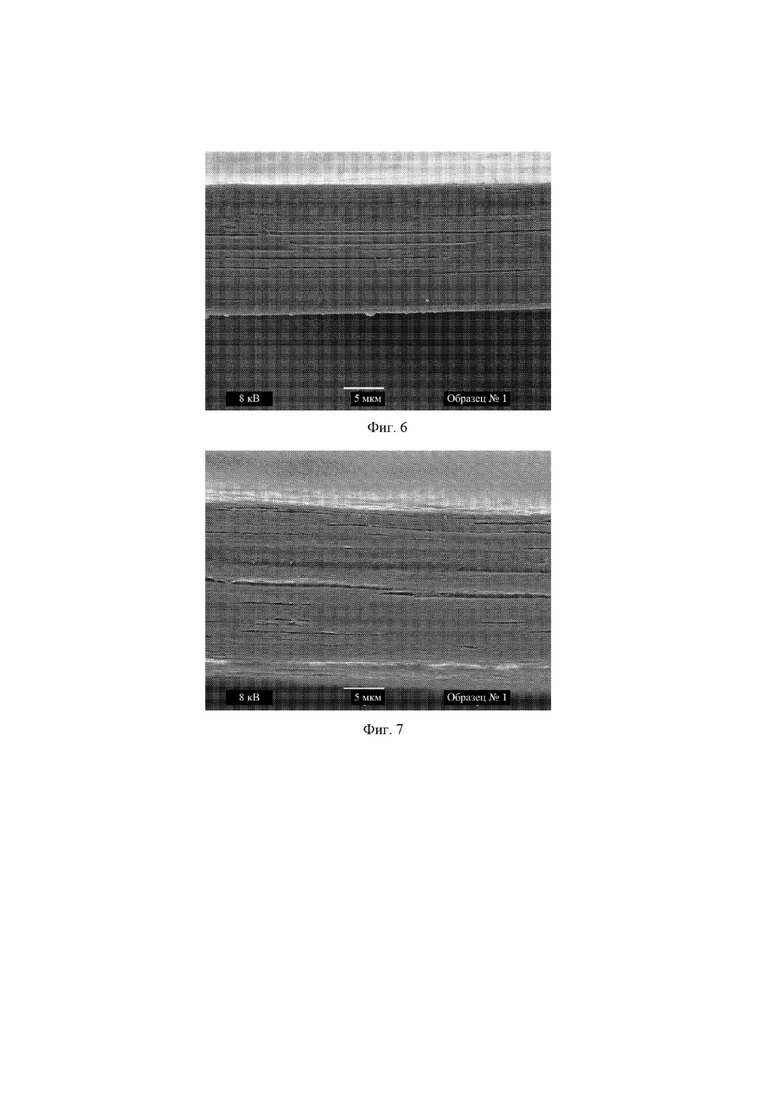
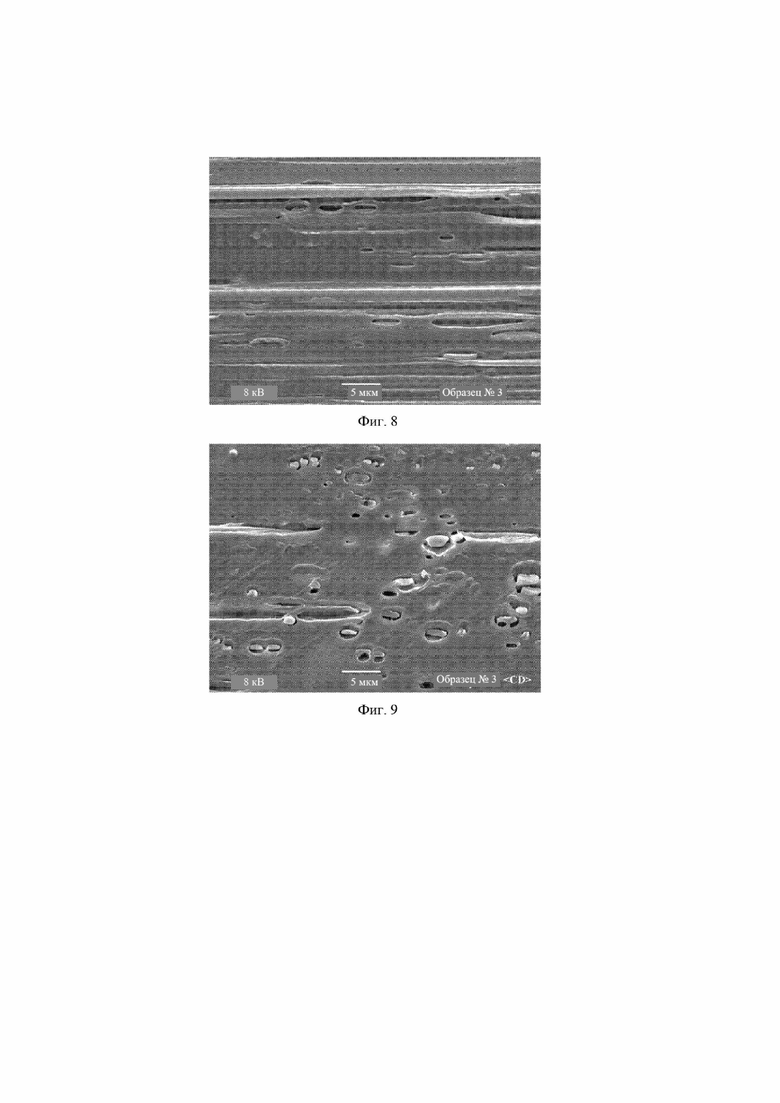
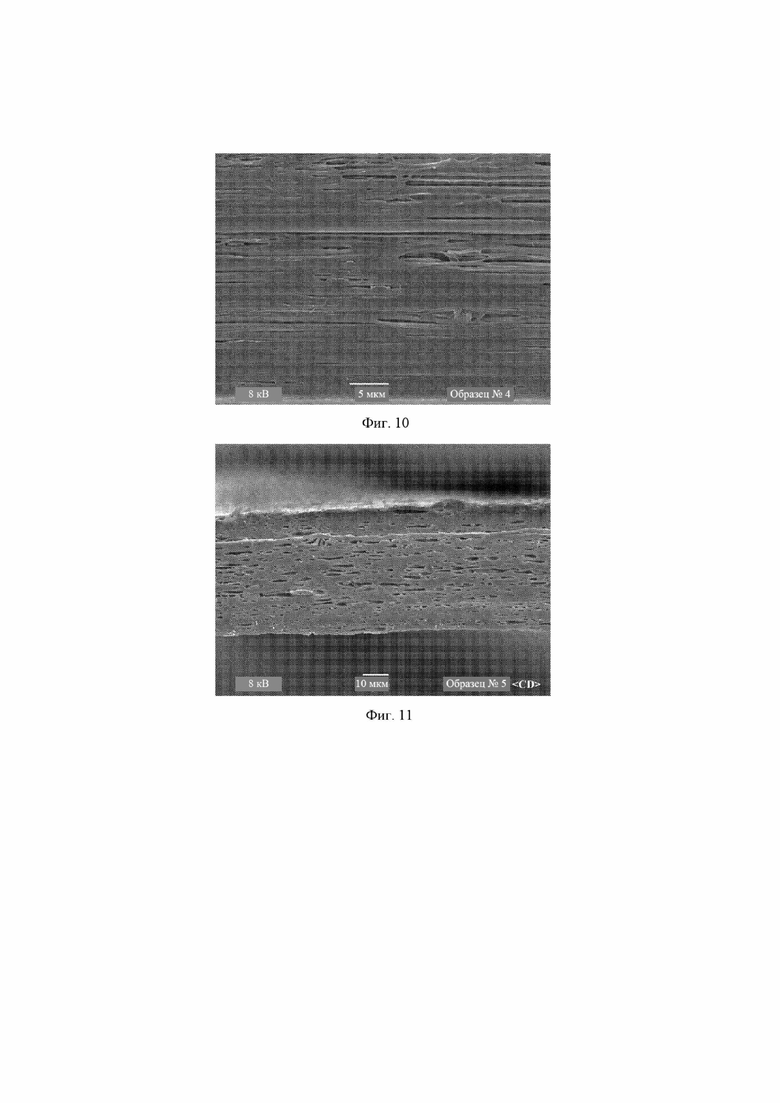
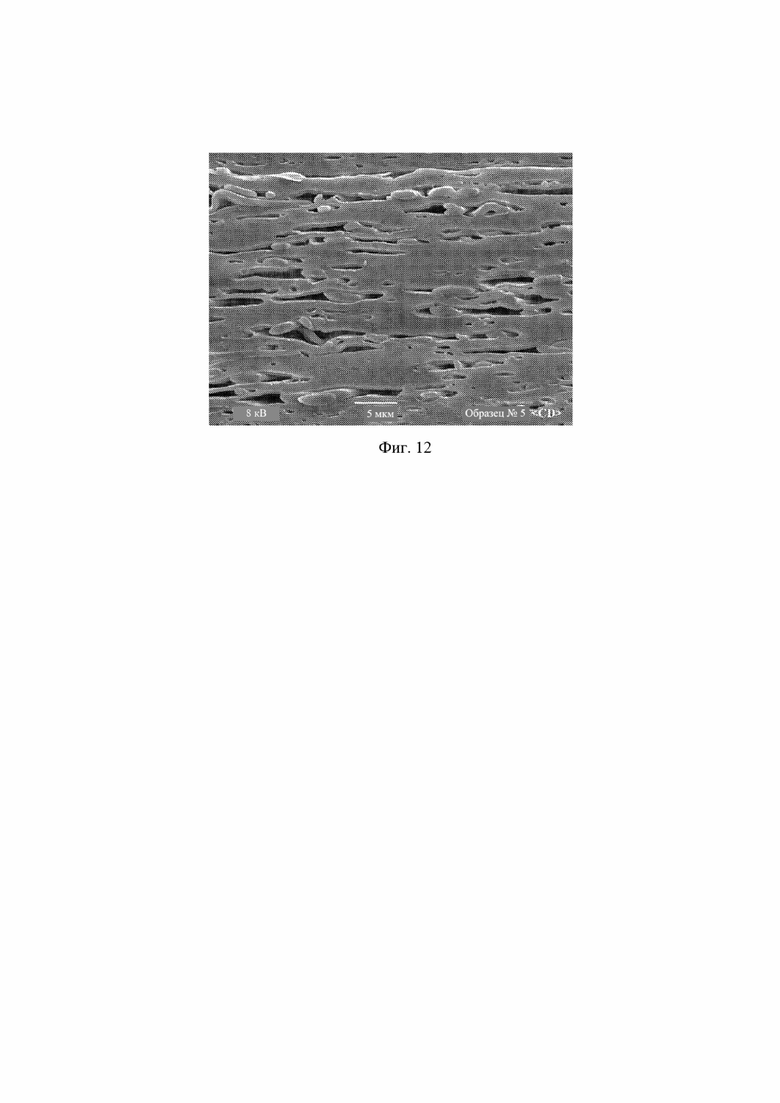
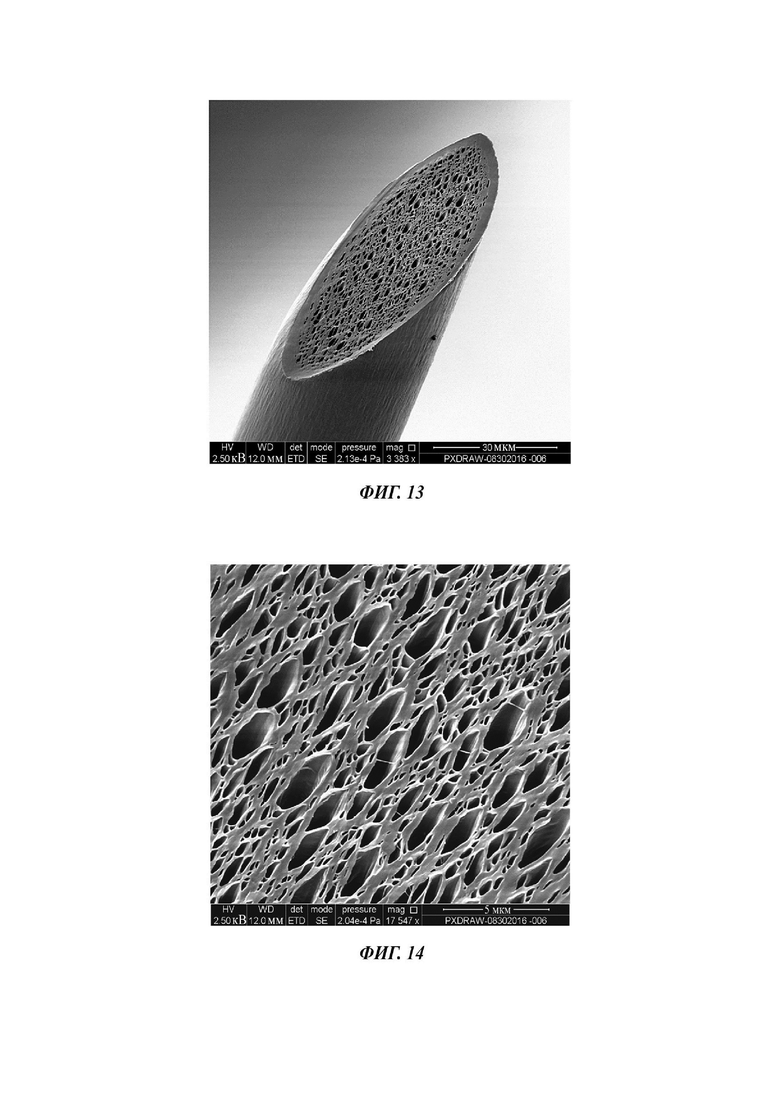
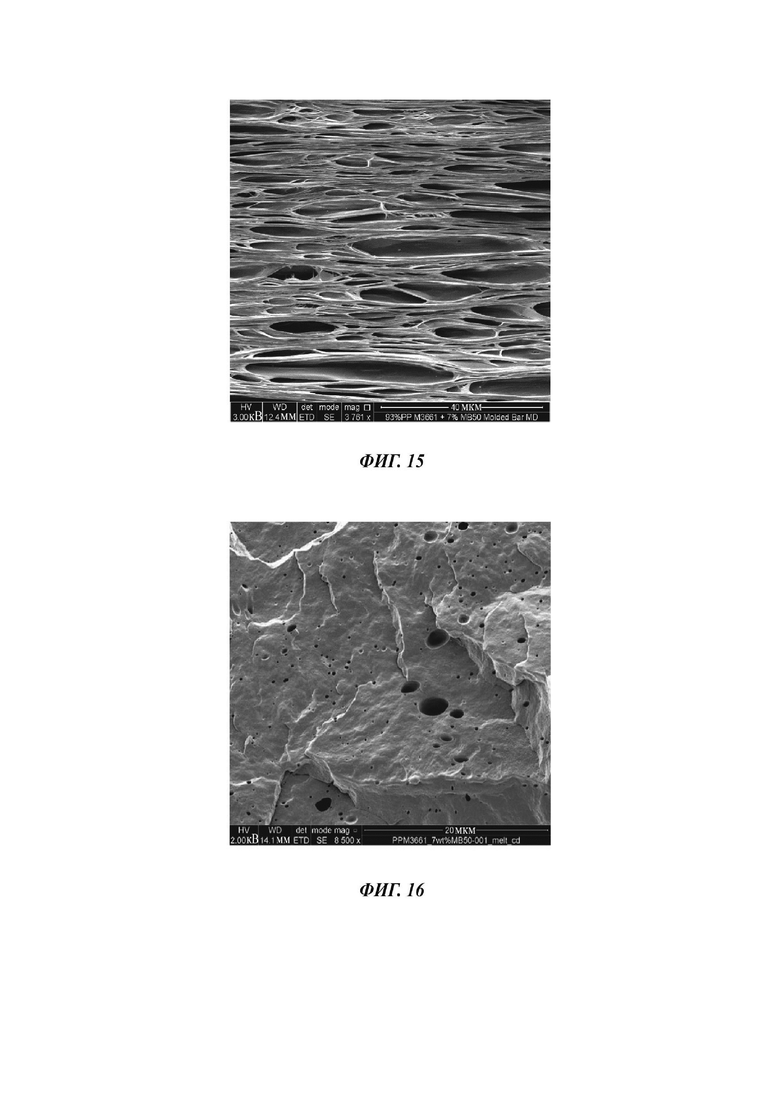
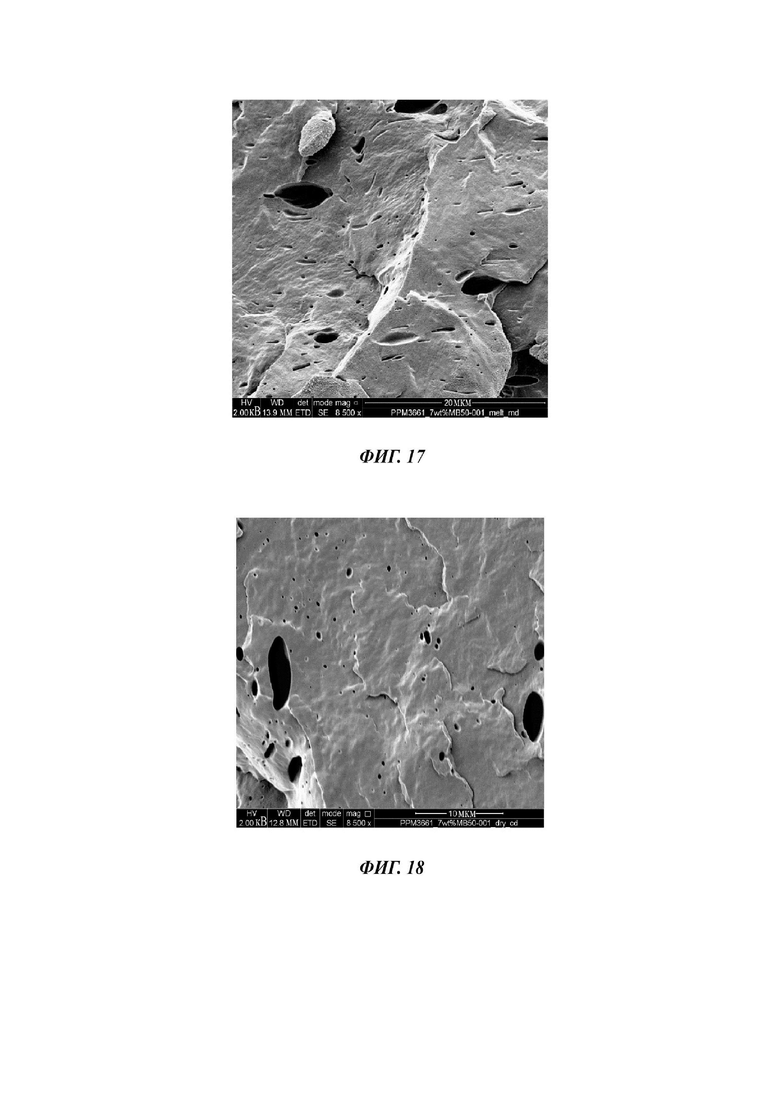
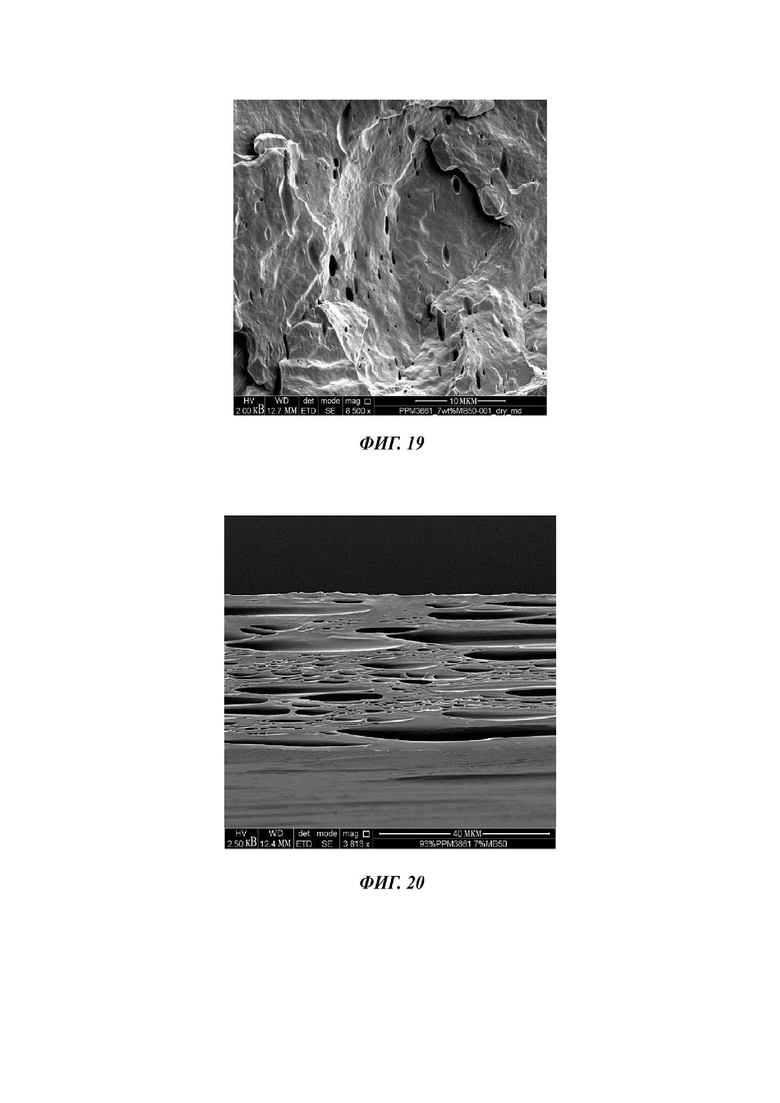
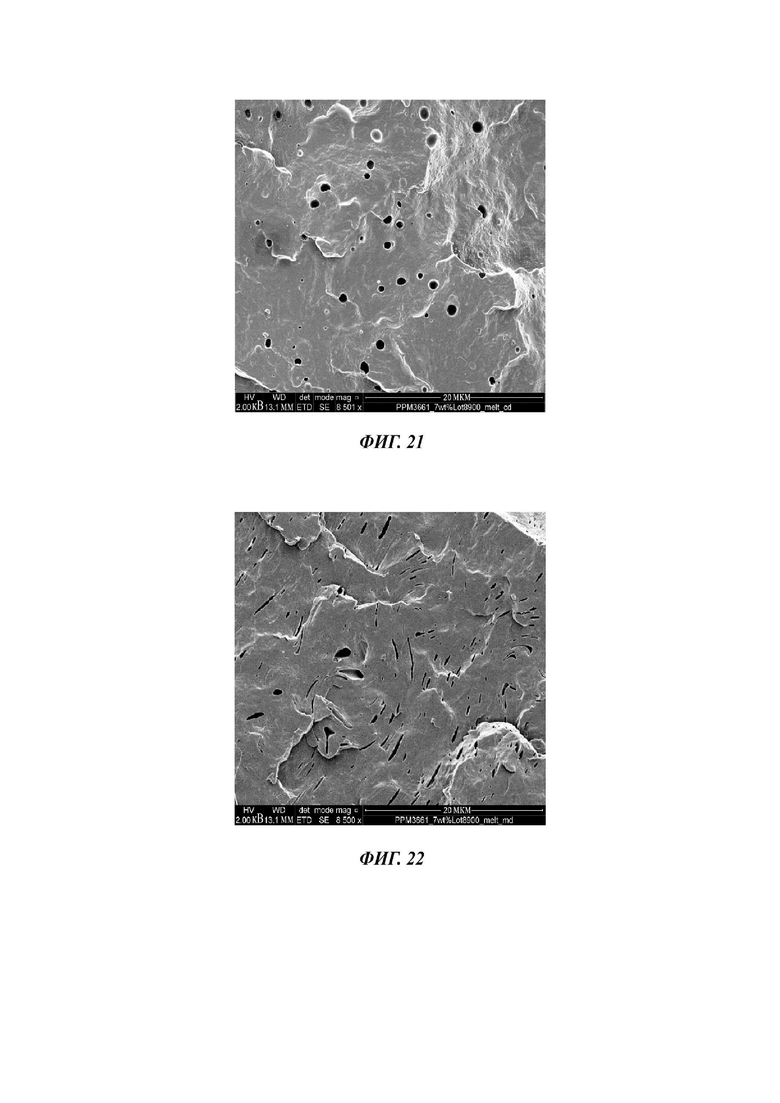
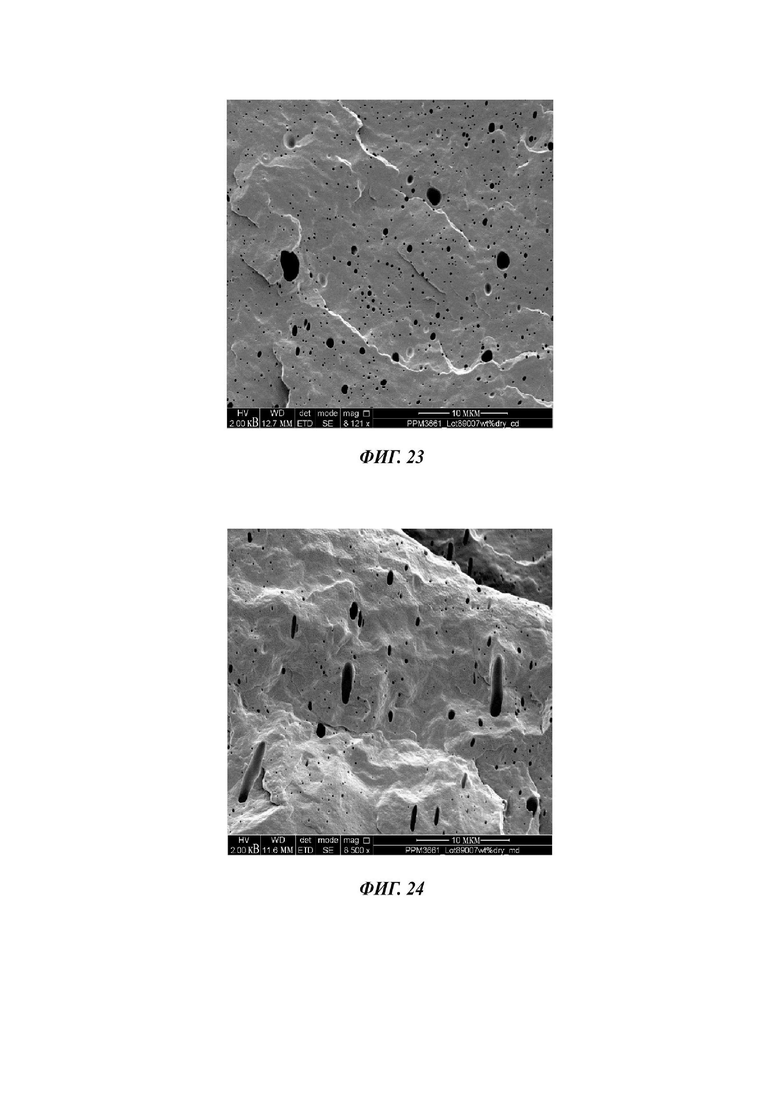
Изобретение имеет отношение к полимерному материалу для изготовления волокна, пленки или впитывающего изделия, волокну, нетканому полотну и впитывающему изделию, которые включают указанный полимерный материал, а также к способам образования полимерного материала и волокна. Полимерный материал содержит термопластичную композицию. Композиция содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент. Силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов. В термопластичной композиции определена поровая сеть, которая включает множество нанопор. Силоксановый полимер характеризуется средневесовой молекулярной массой, составляющей приблизительно 100000 г/моль или больше. Матричный полимер включает сложный полиэфир или полиолефин. Технический результат – получение улучшенного полимерного материала, который является пористым. 6 н. и 20 з.п. ф-лы, 1 табл., 61 пр., 24 ил.
1. Полимерный материал для изготовления волокна, пленки или впитывающего изделия, который содержит термопластичную композицию, при этом композиция содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент, где силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов, где в термопластичной композиции определена поровая сеть, которая включает множество нанопор,
где силоксановый полимер характеризуется средневесовой молекулярной массой, составляющей приблизительно 100000 г/моль или больше, и
где матричный полимер включает сложный полиэфир или полиолефин.
2. Полимерный материал по п. 1, где силоксановый компонент составляет от приблизительно 0,01 вес. % до приблизительно 15 вес. % термопластичной композиции.
3. Полимерный материал по п. 1, где силоксановый полимер характеризуется кинематической вязкостью, составляющей приблизительно 1×105 сСт или больше.
4. Полимерный материал по п. 1, где силоксановый полимер содержит звенья R3SiO1/2 и SiO4/2, где R представляет собой функциональную или нефункциональную органическую группу.
5. Полимерный материал по п. 4, где R представляет собой алкил, арил, циклоалкил, ариленил, алкенил, циклоалкенил, алкокси или их комбинацию.
6. Полимерный материал по п. 1, где силоксановый компонент дополнительно содержит смолу-носитель.
7. Полимерный материал по п. 6, где смола-носитель составляет от приблизительно 30 вес. % до приблизительно 70 вес. % силоксанового компонента и силоксановый полимер составляет от приблизительно 30 вес. % до приблизительно 70 вес. %.
8. Полимерный материал по п. 6, где смола-носитель включает полиолефин, сложный полиэфир или их комбинацию.
9. Полимерный материал по п. 1, где нанопоры характеризуются средним размером поперечного сечения, составляющим приблизительно 800 нм или меньше.
10. Полимерный материал по п. 1, где нанопоры характеризуются средним осевым размером, составляющим от приблизительно 100 до приблизительно 5000 нм.
11. Полимерный материал по п. 1, где матричный полимер включает сложный полиэфир.
12. Полимерный материал по п. 11, где сложный полиэфир представляет собой полиэтилентерефталат.
13. Полимерный материал по п. 1, где матричный полимер включает полиолефин.
14. Полимерный материал по п. 13, где полиолефин представляет собой гомополимер пропилена.
15. Полимерный материал по п. 13, где полиолефин представляет собой полимер этилена.
16. Полимерный материал по п. 1, где непрерывная фаза составляет от приблизительно 60 вес. % до приблизительно 99 вес. % термопластичной композиции.
17. Полимерный материал по п. 1, где силоксановый полимер диспергирован в форме наноразмерных доменов.
18. Полимерный материал по п. 1, где композиция дополнительно содержит добавку микровключения, диспергированную в непрерывной фазе в форме дискретных доменов.
19. Полимерный материал по п. 1, где поровая сеть дополнительно включает микропоры.
20. Волокно, содержащее полимерный материал по любому из пп. 1-19.
21. Нетканое полотно, содержащее волокно по п. 20.
22. Впитывающее изделие, которое включает по сути непроницаемый для жидкости слой, проницаемый для жидкости слой и впитывающую сердцевину, где по сути непроницаемый для жидкости слой, проницаемый для жидкости слой или оба из них включают полимерный материал по любому из пп. 1-19.
23. Способ образования полимерного материала, при этом способ включает:
образование термопластичной композиции, которая содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент, где силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов; и
вытягивание в твердом состоянии термопластичной композиции с образованием поровой сети в ней, при этом поровая сеть включает множество нанопор;
где силоксановый полимер характеризуется средневесовой молекулярной массой, составляющей приблизительно 100000 г/моль или больше, и
где матричный полимер включает сложный полиэфир или полиолефин.
24. Способ по п. 23, где термопластичную композицию вытягивают до степени вытягивания, составляющей от приблизительно 1,1 до приблизительно 25.
25. Способ по п. 23, где термопластичную композицию вытягивают при температуре, составляющей от приблизительно -50°С до приблизительно 150°С.
26. Способ образования волокна, при этом способ включает:
образование термопластичной композиции, которая содержит непрерывную фазу, которая включает матричный полимер и силоксановый компонент, где силоксановый компонент содержит сверхвысокомолекулярный силоксановый полимер, который диспергирован в непрерывной фазе в форме дискретных доменов;
экструдирование композиции через капилляр с образованием волокна; и
вытягивание волокна при температуре, которая ниже температуры плавления матричного полимера, с образованием тем самым поровой сети, которая включает множество нанопор;
где силоксановый полимер характеризуется средневесовой молекулярной массой, составляющей приблизительно 100000 г/моль или больше, и
где матричный полимер включает сложный полиэфир или полиолефин.
| WO 2016085711 A1, 02.06.2016 | |||
| US 4640962 A1, 03.02.1987 | |||
| US 20160101208 A1, 14.04.2016 | |||
| US 20150025197 A1, 22.01.2015 | |||
| EP 15507746 A1, 06.07.2005 | |||
| СТРОИТЕЛЬНЫЙ ИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2014 |
|
RU2621112C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ТКАНЬ | 2014 |
|
RU2617356C1 |
| МИКРОЧАСТИЦЫ, ХАРАКТЕРИЗУЮЩИЕСЯ МНОГОМОДАЛЬНЫМ РАСПРЕДЕЛЕНИЕМ ПОР | 2014 |
|
RU2630135C2 |

