Настоящее изобретение относится к способу и установке для контроля шин, например, на линии по производству шин, в частности, к установке для проверки возможного наличия дефектов рядом с боковинами шины.
Циклы изготовления шины предусматривают изготовление и/или сборку различных компонентов шины, изготавливаемых на одной или более сборочных линиях, и последующее подвергание невулканизированной шины процессу формования в пресс-форме и вулканизации, адаптированному для образования конструкции шины в соответствии с заданными геометрией и рисунком протектора.
Шина после формования в пресс-форме и вулканизации образована тороидальной конструкцией, «намотанной» вокруг оси вращения и по существу симметричной относительно осевой средней плоскости, перпендикулярной к указанной оси вращения. В частности, тороидальная конструкция содержит коронную часть, расположенную по существу перпендикулярно к осевой средней плоскости в радиально наружной зоне шины, две удерживающие части, расположенные в радиально внутренних зонах шины соответственно с противоположных сторон осевой средней плоскости, и две боковые части, которые соответственно проходят с противоположных сторон осевой средней плоскости между одной из удерживающих частей и коронной частью.
Термин «осевая средняя плоскость» предназначен для обозначения плоскости, перпендикулярной к оси вращения и расположенной на одинаковых расстояниях от аксиально наружных частей самой шины.
Термин «коронная часть» предназначен для обозначения той части шины, которая расположена по существу перпендикулярно к осевой средней плоскости в радиально наружной зоне шины и соответствует протекторному браслету и частям брекерной конструкции и каркасной конструкции, расположенным в радиальном направлении внутри по отношению к протекторному браслету.
Термин «удерживающие части» шины предназначен для обозначения радиально внутренних зон шин, обычно также называемых «бортами, соответственно расположенных с противоположных сторон осевой средней плоскости и выполненных с возможностью контактного взаимодействия с ободом колеса.
Термин «боковые части» шины предназначен для обозначения частей шины, которые соответственно проходят со сторон осевой средней плоскости, противоположных в аксиальном направлении, между каждой из удерживающих частей и коронной частью и соответствуют реальным боковинам и частям каркасной конструкции, расположенным в аксиальном направлении внутри по отношению к вышеупомянутым боковинам.
Термины «опирающаяся боковая часть» и «свободная боковая часть» шины предназначены для обозначения соответственно боковой части, опирающейся на опорную плоскость, и противоположной боковой части, расположенной на некоторой высоте по отношению к опорной плоскости.
Термины «наружная поверхность» или «внутренняя поверхность» шины предназначены для обозначения соответственно поверхности, которая остается видимой после соединения шины с соответствующим ей, монтажным ободом, и поверхности, которая больше не видна после указанного соединения. Внутренняя и наружная поверхности определяют границы шины.
Термин «измерительная поверхность» предназначен для обозначения поверхности, подвергаемой быстрому контролю и имеющей малые размеры по отношению ко всей поверхности указанных боковых частей.
Термин «профиль шины» предназначен для обозначения периферии, по меньшей мере, части поверхности шины, предпочтительно, по меньшей мере, одной из наружной поверхности и внутренней поверхности шины. Он предпочтительно означает периферию, рассматриваемую в радиальной плоскости сечения, которая содержит ось вращения шины. Более конкретно, термин «профиль» предназначен для обозначения периферии трехмерного объекта, а именно формы, отслеживаемой на плоскости проекций исходя из линий, проходящих через центр перспективы и касательных к поверхности объекта. Следовательно, профиль шины включает множество точек в системе координатных осей, показывающих положение самой шины в пространстве, при этом огибающая для всех точек определяет внутреннюю и наружную поверхности шины. Части профиля включают части внутренней и/или наружной поверхностей шины.
В публикации US 2006/0272408 описаны способ и установка для измерения однородности шины. Способ включает этапы установки шины на шпинделе, поджима окружной периферийной поверхности вращающегося барабана к поверхности протектора шины с первым усилием поджима, поворота шины вокруг ее оси и вычисления сил, действующих на первую и вторую плоскости шины, с помощью вычислительных средств во время поворота шины.
В публикации WO 2015/079370 описана установка для контроля шин, содержащее опорную плоскость, выполненную с возможностью приема шины так, чтобы осевая средняя плоскость была параллельна опорной плоскости, при этом образуются опирающаяся боковая часть и свободная боковая часть, расположенная на некоторой высоте относительно опорной плоскости. Нажимной элемент выполнен с возможностью приложения силы, направленной к опорной плоскости, к измерительной поверхности свободной боковой части. Исполнительный механизм позиционирования функционально соединен с нажимным элементом и выполнен с возможностью обеспечения перемещения нажимного элемента с, по меньшей мере, одной составляющей движения, перпендикулярной к оси вращения шины. Установка также содержит устройства для изменения углового положения измерительной поверхности. Блок управления запрограммирован для определения первого значения выходных данных в каждом положении измерительной поверхности в зависимости от первого значения входных данных, сохраняющегося по существу постоянным во время, по меньшей мере, одного полного поворота измерительной поверхности вокруг оси вращения, и определения второго значения выходных данных в каждом положении измерительной поверхности. Второе значение выходных данных соответствует второму значению входных данных, сохраняющемуся по существу постоянным во время, по меньшей мере, одного полного поворота измерительной поверхности. Блок управления содержит модуль, запрограммированный для вычисления - в каждом положении измерительной поверхности - разности второго значения выходных данных и первого значения выходных данных.
В известных производственных циклах для идентификации дефектов отформованную в пресс-форме и вулканизированную шину подвергают неавтоматизированному визуальному контролю, или она может быть подвергнута автоматизированному контролю, как описано, например, в вышеупомянутом документе.
Одна из таких операций неавтоматизированного визуального контроля направлена на отбраковку шин, в которых боковая часть имеет малую жесткость, то есть на идентификацию дефекта, представляющего собой так называемую «слабую боковину», при этом под боковиной понимается боковая часть готовой шины.
Заявитель установил в результате наблюдений, что точность неавтоматизированных операций контроля, выполняемых до настоящего времени, в значительной степени зависит от опыта рабочего, отвечающего за контроль, и имеет высокую степень субъективности.
Заявитель отметил, что внедрение более точного неавтоматизированного контроля для повышения качества готового изделия привело бы к риску значительного увеличения времени изготовления шины.
Заявитель установил в результате наблюдений, что использование автоматизированных операций контроля шины типа тех, которые проиллюстрированы в US2006/0272408, может обеспечить повышение объективности самого контроля, но вследствие большого числа действующих факторов невозможно гарантировать точность при измерении и повторяемость процесса контроля.
Как описано в документе WO 2015/079370 на имя того же Заявителя, были разработаны установка и способ обнаружения дефекта, представляющего собой «слабую боковину», которые предусматривают размещение шины, подлежащей контролю, на опорной плоскости в соответствии с неизменяющимися способами по отношению к выполняемой операции контроля, и воздействие на свободную боковую часть в течение одинаковых или разных промежутков времени с усилиями разной величины. Таким образом, могут быть уменьшены некоторые факторы, которые приводят к неопределенной повторяемости операций контроля и к их хорошему исходу.
Однако Заявитель отметил, что, несмотря на то, что контроль, описанный в WO 2015/079370, решает некоторые из проблем, указанных выше, он требует сравнительно длительного времени выполнения, поскольку для его выполнения необходимо обеспечить воздействие на свободную боковую часть шины посредством, по меньшей мере, двух сил или, по меньшей мере, двух движений, что означает повторение операции контроля, по меньшей мере, дважды на всех его этапах, что удлиняет общую продолжительность контроля.
Кроме того, в WO 2015/079370 в качестве системы отсчета при оказании сжимающего воздействия на свободную боковую часть шины используется опорная плоскость, исходя из которой необходимо определить положение свободной боковой части, то есть для того, чтобы определить, где оказывать сжимающее воздействие, необходимо установить, на какой высоте относительно опорной плоскости расположена поверхность шины, подлежащая контролю. Однако система отсчета на основе «опорной плоскости» не является точной системой отсчета: для оказания надлежащего сжимающего воздействия предпочтительно знать точное положение свободной боковой части в пространстве и исходя из него установить, до какой высоты должна быть смещена сама эта часть.
Кроме того, в установке такого типа, как описанная в WO 2015/079370, необходимо устанавливать, где в пространстве расположена свободная боковина шины, и исходя из этого положения оказывать деформирующее воздействие на нее. Определение места на свободной боковине шины, в котором следует оказывать деформирующее воздействие, требует для каждой шины операции, предусматривающей контакт соответствующего «щупа» с поверхностью самой шины во время полного поворота шины, и это приводит к увеличению длительности цикла для каждой шины, подлежащей анализу.
Следовательно, Заявитель осознал, что при размещении шины, подлежащей контролю, на опорной плоскости и определении абсолютного положения свободной боковой части, на которой должна быть выполнена операции контроля, а не положения относительно других элементов установки контроля, таких как опорная плоскость, и при воздействии на такую часть с деформирующим усилием при по существу постоянном смещении во время относительного поворота шины на 360° могут быть уменьшены все факторы, которые приводят к неопределенной повторяемости операций контроля и к их хорошему исходу, а также продолжительность всего цикла контроля.
В завершение Заявитель обнаружил, что размещение шины на опорной плоскости, определение трехмерного профиля поверхности, на которой размещают инструмент для осуществления деформирования самой поверхности, и последующее обеспечение смещения проверяемой поверхности, имеющего по существу постоянную величину, позволяют решить проблемы, указанные выше, что обеспечивает возможность ограничения факторов, которые влияют на результаты контроля, что делает их надежными и повторяющимися.
Более точно, в соответствии с первым аспектом изобретение относится к способу контроля шин.
Предпочтительно предусмотрено обеспечение шины, имеющей ось вращения, на опорной плоскости, при этом образуются опирающаяся боковая часть и свободная боковая часть.
Предпочтительно предусмотрено определение, по меньшей мере, одного трехмерного профиля кольцеобразной поверхности указанной шины с центром на указанной оси вращения, при этом указанный трехмерный профиль охватывает высоту множества точек указанной кольцеобразной поверхности.
Предпочтительно предусмотрено поступательное перемещение инструмента к указанной шине, расположенной на опорной плоскости, так, чтобы он опирался на измерительную поверхность, при этом указанная измерительная поверхность представляет собой часть указанной кольцеобразной поверхности.
Предпочтительно предусмотрено вдавливание указанной измерительной поверхности посредством указанного инструмента до заданной высоты инструмента, рассчитанной в соответствии со значением, которое зависит от высоты указанной недеформированной измерительной поверхности, имеющейся в указанном трехмерном профиле указанной кольцеобразной поверхности.
Предпочтительно предусмотрено обеспечение относительного поворота указанной шины относительно указанного инструмента так, чтобы указанный инструмент последовательно контактировал с множеством разных измерительных поверхностей, а именно частей указанной кольцеобразной поверхности, разнесенных в угловом направлении, во время, по меньшей мере, одного полного относительного поворота указанной шины вокруг указанной оси вращения.
Предпочтительно предусмотрено измерение силы, приложенный указанным инструментом к указанному множеству измерительных поверхностей в множестве угловых положений указанной шины и указанного инструмента друг относительно друга во время указанного полного поворота.
Предпочтительно предусмотрено определение того, имеет ли дефект указанная шина, на основе указанной измеренной силы.
Заявитель считает, что способ согласно изобретению позволяет решить указанные проблемы благодаря разным факторам. Действительно, в соответствии с изобретением определяют трехмерный профиль шины, в частности, ее, по меньшей мере, одной кольцеобразной части. Кольцеобразная часть предпочтительно представляет собой часть наружной поверхности свободной части шины. Это определение трехмерного профиля обеспечивает возможность выбора системы «абсолютных» координат, то есть можно установить, в какой точке расположена поверхность шины, которую сжимают и деформируют посредством инструмента на последующем этапе способа, без отсчета относительно элементов установки контроля. Трехмерный профиль позволяет получить информацию о пространственном положении шины независимо от внешних элементов. Следовательно, база отсчета/ориентир для инструмента, который должен сдавливать шину, всегда задается по отношению к профилю шины, который отображает базовую «линию нулевой высоты».
Заявитель считает, что при использовании вышеуказанного решения способ контроля шин позволяет получить автоматизированную систему контроля промышленного уровня для шин, собранных/изготовленных в любой производственной установке, включая установки, которые производят большое число моделей шин, даже сильно отличающихся друг от друга, при одновременном выполнении требований, указанных выше, с особым вниманием к точности операций контроля, к совместимости с длительностью цикла сборки/производства и к гибкости и стратегии применения всей системы контроля по отношению к каждой модели шины.
В соответствии со вторым аспектом изобретение относится к установке для контроля шин.
Предпочтительно предусмотрена опорная плоскость, которая выполнена с возможностью приема шины с образованием опирающейся боковой части и свободной боковой части.
Предпочтительно предусмотрен инструмент, который выполнен с возможностью оказания деформирующего воздействия, направленного к опорной плоскости, на измерительную поверхность указанной свободной боковой части шины.
Предпочтительно предусмотрен исполнительный механизм позиционирования, функционально соединенный с инструментом и выполненный с возможностью обеспечения перемещения указанного инструмента с, по меньшей мере, одной составляющей движения, которая параллельна оси вращения шины.
Предпочтительно предусмотрено вращающее устройство для относительного изменения углового положения измерительной поверхности относительно инструмента.
Предпочтительно предусмотрен блок управления.
Блок управления предпочтительно запрограммирован для доступа к трехмерному профилю кольцеобразной поверхности указанной шины с центром на указанной оси вращения, при этом указанный трехмерный профиль охватывает высоту множества точек указанной кольцеобразной поверхности.
Блок управления предпочтительно запрограммирован для передачи команды указанному исполнительному механизму позиционирования для поступательного перемещения указанного инструмента к указанной шине, расположенной на опорной плоскости, так, чтобы он опирался на измерительную поверхность, при этом указанная измерительная поверхность представляет собой часть указанной кольцеобразной поверхности, и вдавливал указанную измерительную поверхность до заданной высоты инструмента, рассчитанной в соответствии с величиной, которая зависит от высоты указанной недеформированной измерительной поверхности, имеющейся в указанном трехмерном профиле указанной кольцеобразной поверхности.
Блок управления предпочтительно запрограммирован для передачи команды указанному вращающему устройству для обеспечения относительного поворота указанной шины относительно указанного инструмента, чтобы указанный инструмент последовательно контактировал с множеством разных измерительных поверхностей, а именно частей указанной кольцеобразной поверхности, во время, по меньшей мере, одного полного относительного поворота указанной шины вокруг указанной оси вращения, при этом указанная высота инструмента для каждой измерительной поверхности зависит от высоты недеформированной измерительной поверхности, имеющейся в указанном трехмерном профиле указанной измерительной поверхности.
Блок управления предпочтительно запрограммирован для измерения силы, приложенной к указанному множеству указанных измерительных поверхностей в множестве угловых положений указанной шины и указанного инструмента друг относительно друга во время указанного полного поворота.
Заявитель считает, что установка согласно изобретению позволяет решить указанные проблемы и обеспечивает возможность применения способа согласно первому аспекту. В частности, вычисление трехмерного профиля шины обеспечивает задание абсолютной и точной системы отсчета, и блок управления запрограммирован для получения соотношения, предпочтительно «значения расхождения», не ограниченного каждым отличающимся от других типом шины и условиями при измерениях, которые потенциально всегда являются переменными.
Настоящее изобретение в, по меньшей мере, одном из вышеуказанных аспектов может иметь, по меньшей мере, один из нижеприведенных предпочтительных отличительных признаков.
Предпочтительно предусмотрено сохранение по существу постоянной высоты указанного инструмента во время, по меньшей мере, одного полного относительного поворота указанной шины вокруг указанной оси вращения.
В случае, когда желательно сместить участок поверхности свободной боковой части шины до постоянной высоты во время поворота шины и инструмента друг относительно друга, сначала высоту, по меньшей мере, одной точки, предпочтительно множества точек шины, определяемую профилем, определяют посредством обработки профиля, сохраненного, например, в соответствующем запоминающем устройстве. После получения данной высоты или данных высот из трехмерного профиля и после установления того, какую операцию выполнять на нем для определения высоты инструмента, измерительную поверхность деформируют для ее смещения по направлению к опорной плоскости до такой величины, то есть расстояния между опорной плоскостью и деформированной поверхностью шины, которая сохраняется по существу постоянной во время всего поворота. Это по существу постоянное значение высоты может зависеть, как указано выше, от одной высоты трехмерного профиля, то есть при учете высоты одной точки трехмерного профиля будет установлено, что высота инструмента равна такой высоте (фиксированной величине), из которой вычтена постоянная величина:
высота инструмента=высота точки 1 (q1) -постоянная величина (D).
Как будет лучше определено в дальнейшем, знак ʺ-ʺ корректен, если нуль «находится» на опорной плоскости шины, согласно предпочтительному решению, проиллюстрированному в данном случае, если, тем не менее, нуль «находился» бы над свободной поверхностью шины, имело бы место следующее:
высота инструмента=высота точки 1 (q1)+постоянная величина (D).
Высоту инструмента сохраняют неизменной для каждого момента времени t, то есть она является одинаковой для всех измерительных поверхностей.
В альтернативном варианте высота инструмента может зависеть от множества высот, то есть, например, при учете множества точек от 1 до n трехмерного профиля, рассчитывают статистическую величину для них (среднюю, медианную и т.д.), и из такой статистической величины вычитают постоянную величину:
высота инструмента=«статистическая» высота - постоянная величина (D).
Также и в данном случае, как и в вышеуказанном случае, знак «-» корректен, если нуль «находится» на опорной плоскости шины.
Эта высота инструмента сохраняется неизменной для каждого момента времени t, то есть она является одинаковой для всех измерительных поверхностей.
В обоих случаях положение инструмента, который деформирует поверхность шины, вдоль вертикальной оси остается по существу неизменным во время поворота инструмента и шины друг относительно друга на 360°.
Предпочтительно предусмотрено определение средней высоты множества точек указанного трехмерного профиля указанной кольцеобразной поверхности относительно указанной опорной плоскости.
Предпочтительно предусмотрено вдавливание указанной измерительной поверхности посредством указанного инструмента до заданной высоты инструмента, рассчитанной в соответствии с указанной средней высотой указанной кольцеобразной поверхности.
В предпочтительном примере высота инструмента, которая предпочтительно поддерживается в течение всего поворота шины и инструмента друг относительно друга, зависит от средней высоты множества точек, принадлежащих измерительным поверхностям. Высота инструмента может быть получена разными способами исходя из такой средней высоты, рассчитанной из трехмерного профиля.
В данном предпочтительном примере не получают точной разности высоты точек, образующих трехмерный профиль, и высоты, до которой желательно сместить измерительную поверхность шины, но точную высоту, которая может быть получена из множества точек, образующих профиль шины, сначала усредняют для определения одной средней высоты всей кольцеобразной поверхности, и из данной высоты вычитают значение высоты, до которой желательно сместить измерительную поверхность. Например, при величине «qmean», отображающей среднюю высоту, полученную из точек профиля, «высота инструмента» задается выражением «qmean - D», в котором D представляет собой постоянную величину для всего поворота шины, и поэтому разность также является постоянной величиной для всего поворота шины. Как и в вышеуказанном случае, знак «-» корректен, если нуль «находится» на опорной плоскости шины. Хорошая точность достигается при ограничении вычислений и необходимых функциональных возможностях контроля.
Предпочтительно предусмотрено вычисление высоты указанного инструмента в множестве точек, разнесенных в угловом направлении, при этом для каждой точки высота указанного инструмента равна разности заданной постоянной величины и высоты указанной точки, имеющейся на указанном трехмерном профиле.
В этом предпочтительном примере положение инструмента вдоль вертикальной оси может изменяться во время поворота шины и инструмента друг относительно друга. Действительно, высота инструмента для каждой точки зависит от высоты недеформированной поверхности в такой же точке, полученной из трехмерного профиля. Следовательно, в каждый момент времени t высота инструмента может различаться, то есть высота инструмента в момент времени t и в момент времени t+1 может быть разной. Например, высота инструмента в i-й точке может быть рассчитана как
i-я высота инструмента=высота i-й точки - постоянная величина (D)
При этом высота i-й точки определяется трехмерным профилем и может варьироваться от точки к точке.
Также и в таком случае, как и в вышеуказанном случае, знак «-» корректен, если нуль «находится» на опорной плоскости шины.
Простое действие, посредством которого получают высоту инструмента в некоторой i-й точке исходя из высоты такой же i-й точки, задаваемой трехмерным профилем, представляет собой вычитание постоянной величины из значения высоты, определяемого трехмерным профилем, для каждой i-й точки (то есть одной постоянной величины для всех i-х точек). Вместо высоты, получаемой из трехмерного профиля, может быть использована ее статистическая функция, то есть величина, полученная из одной или более точек трехмерного профиля.
Предпочтительно предусмотрено обеспечение базы данных, включающей множество моделей шин, при этом каждой модели шины из данного множества поставлено в соответствие значение высоты указанного инструмента.
Предпочтительно предусмотрено определение модели шины, расположенной на опорной плоскости.
Предпочтительно предусмотрено извлечение значения высоты указанного инструмента, сохраненной в указанной базе данных и поставленной в соответствие определенной модели шины.
Предпочтительно предусмотрено вдавливание указанной измерительной поверхности посредством указанного инструмента для обеспечения высоты указанного инструмента, извлеченной из указанной базы данных.
Шины с учетом их размера, модели и соотношений относительных размеров не обеспечивают все одинакового сопротивления деформированию и, следовательно, не могут деформироваться одинаковым образом. Например, чрезмерное деформирование шины может привести к тому, что она останется поврежденной, и/или к невозможности точного определения возможного наличия дефектов. Деформация, которая слишком «мала», может не позволить обнаружить дефекты малого размера. Следовательно, предпочтительно предусмотреть создание базы данных, в которой каждой модели шины поставлена в соответствие высота, до которой должна быть вдавлена измерительная поверхность, для оптимизации измерений, выполняемых в соответствии со способом по изобретению для обнаружения возможных дефектов.
Предпочтительно предусмотрено извлечение указанного трехмерного профиля из запоминающего устройства.
Определение трехмерного профиля шины или его части, такой как кольцеобразная поверхность, происходит перед деформированием измерительной поверхности шины при по существу постоянной высоте. Этот этап получения профиля может быть выполнен только для того, чтобы увидеть, имеется ли слабая боковина или нет, или он может осуществляться для поиска других типов дефектов. Действительно, трехмерный профиль шины может быть использован для мониторинга разных, отличающихся друг от друга характеристик шины. Следовательно, предпочтительно сохранить профиль шины для использования данного профиля при каждой потребности и, например, для обнаружения более чем одного дефекта в указанной шине. Сохранение может происходить, например, в соответствующем запоминающем устройстве и более предпочтительно в базе данных.
Предпочтительно предусмотрено определение трехмерного профиля всей внутренней поверхности и наружной поверхности, определяющих границы указанной шины.
Определение профиля всей шины обеспечивает возможность использования профиля для определения дефектов разного типа в разных местах шины.
Обеспечение шины, имеющей ось вращения, на опорной плоскости предпочтительно включает размещение указанной шины на указанной опорной плоскости так, чтобы осевая средняя плоскость была по существу параллельна опорной плоскости.
Таким образом, имеются участки наружной поверхности шины, которые по существу параллельны опорной плоскости или которые имеют по существу постоянную высоту относительно опорной плоскости на их протяженности вокруг оси вращения шины.
Указанная кольцеобразная поверхность предпочтительно представляет собой часть наружной поверхности указанной свободной боковой части указанной шины.
Инструмент предпочтительно подводят к наружной поверхности шины, доступ к которой обеспечивается легче по отношению к внутренней поверхности. Следовательно, измерительная поверхность предпочтительно представляет собой часть кольцеобразной поверхности, которая является частью наружной поверхности шины. Более предпочтительно, если она представляет собой часть наружной поверхности шины в ее свободной боковой части.
Кроме того, Заявитель смог проверить экспериментально, что такая зона представляет собой зону, которая при инструментальном анализе обеспечивает наиболее четкое выявление возможной слабины свободной боковой части.
Вдавливание указанной измерительной поверхности посредством указанного инструмента до указанной высоты инструмента предпочтительно включает вдавливание указанной измерительной поверхности посредством указанного инструмента до высоты инструмента, находящейся в диапазоне между приблизительно 5 мм и приблизительно 30 мм. Более предпочтительно, если указанная высота инструмента находится в диапазоне между приблизительно 5 мм и приблизительно 15 мм.
Посредством лабораторных испытаний Заявитель удостоверился в том, что высота, до которой должна быть смещена измерительная поверхность, - если она находится в этом заявленном диапазоне - является такой, которая обеспечивает существенное смещение свободной боковой части для оценки ее реакции, например, связанной с жесткостью, но данное смещение всегда происходит в области упругих деформаций.
Предпочтительно предусмотрено получение указанного трехмерного профиля.
Предпочтительно предусмотрено сохранение указанного трехмерного профиля в запоминающем устройстве.
Предпочтительно предусмотрено использование указанного сохраненного профиля для обнаружения более чем одного типа дефекта на указанной шине.
Определение трехмерного профиля, по меньшей мере, одной поверхности шины и, следовательно, задание системы «абсолютных» координат могут быть использованы не только для обнаружения дефекта, представляющего собой слабую боковину, но и также для обнаружения других дефектов, которые возможны в шинах. Следовательно, один этап определения профиля может быть использован для различных операций контроля самой шины.
Предпочтительно предусмотрено обеспечение поворота шины вокруг указанной оси вращения относительно указанного инструмента для изменения измерительной поверхности, находящейся в контакте с указанным инструментом.
Поворот шины относительно инструмента предусмотрен для ограничения возможных вибраций самого инструмента, и поэтому можно получить более точный результат измерения. Кроме того, обеспечение поворота шины относительно инструмента является технологически более простым.
Предпочтительно предусмотрены переворачивание шины, чтобы поменять местами свободную боковую часть и опирающуюся боковую часть, и повторение действий согласно первому аспекту изобретения.
Для обеспечения полной проверки шины сначала проверяют наружную поверхность ее боковой части, которая на начальной стадии является свободной, затем шину переворачивают перпендикулярно ее оси вращения, и проверку повторяют на той части, которая ранее представляла собой боковую часть, опирающуюся на плоскость, и которая теперь стала свободной. Таким образом, возможен контроль обеих боковин шины.
Предпочтительно предусмотрено классифицирование указанной шины как имеющей дефект, если, по меньшей мере, одно значение указанной измеренной силы, действующей на, по меньшей мере, одну измерительную поверхность при указанном полном повороте, находится за пределами заданного диапазона значений силы.
Силу, необходимую для удерживания указанной измерительной поверхности на заданной постоянной высоте, постоянно измеряют во время поворота шины и инструмента друг относительно друга. Если, по меньшей мере, одно значение указанной силы, например, в некотором угловом диапазоне находится за пределами диапазона заданных значений, например, если оно меньше минимального значения силы, это означает, что жесткость шины чрезмерно низкая в таком угловом диапазоне, и, следовательно, шина может считаться дефектной.
Предпочтительно предусмотрено накачивание указанной шины перед вдавливающим воздействием на указанную измерительную поверхность.
Указанный инструмент предпочтительно включает в себя нажимной ролик.
Более предпочтительно, если нажимной ролик установлен с возможностью свободного вращения вокруг его собственной оси.
Сдавливание предпочтительно происходит посредством ролика, опирающегося на часть наружной поверхности шины. Ролик, выполненный с возможностью вращения, удерживает данную часть сдавленной при повороте шины вокруг ее оси вращения, так что одна и та же поверхность может быть проконтролирована в любом угловом положении. При обеспечении поворота шины положение ролика остается таким же, при этом он вращается вокруг его оси вследствие поворота поверхности шины, с которой он находится в контакте.
Предпочтительно предусмотрен толкающий исполнительный механизм, функционально соединенный с инструментом и выполненный с возможностью толкания инструмента к свободной боковой части, при этом указанный толкающий исполнительный механизм включает в себя электродвигатель.
Посредством электродвигателя можно выполнить точное регулирование положения инструмента и расстояния от него до наружной поверхности шины.
Указанная измерительная поверхность предпочтительно расположена на наружной поверхности свободной боковой части шины.
Более предпочтительно, если указанная измерительная поверхность расположена в той зоне свободной боковой части шины, которая расположена на большей высоте относительно опорной плоскости перед приложением указанной силы.
Заявитель смог экспериментально проверить, что такая зона представляет собой зону, которая при инструментальном анализе обеспечивает наиболее четкое выявление возможной слабины свободной боковой части.
Предпочтительно предусмотрено запоминающее устройство, выполненное с возможностью сохранения указанного трехмерного профиля и выполненное с возможностью доступа к нему для доступа к указанному трехмерному профилю.
Дополнительные отличительные признаки и преимущества изобретения станут более ясными из нижеприведенного описания способа и установки для контроля шин согласно изобретению, выполненного для показа, а не для ограничения, со ссылкой на приложенные фигуры, на которых:
фиг.1 - схематический вид в перспективе установки согласно настоящему изобретению;
фиг.2 - схематический вид сбоку в разрезе установки по фиг.1 в другом рабочем положении;
фиг.3 - схематическое сечение шины, размещенной в установке согласно настоящему изобретению;
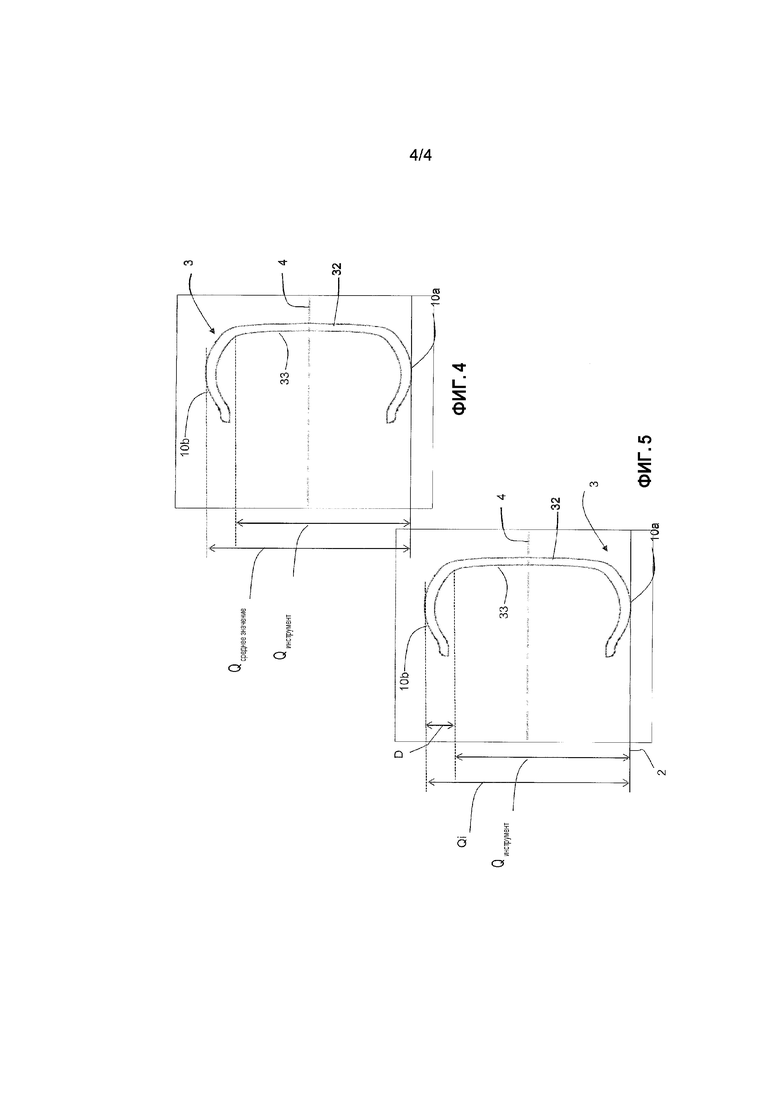
фиг.4 - схематическое сечение шины при осуществлении первого предпочтительного примера этапа способа по изобретению;
фиг.5 - схематическое сечение шины при осуществлении второго предпочтительного примера этапа способа по изобретению;
фиг.6 - схематический вид сверху шины на этапе способа по изобретению; и
фиг.7 - схематическое боковое сечение шины с фиг.6 на дополнительном этапе способа по изобретению.
На приложенных чертежах и, в частности, на рассматриваемых сначала фиг.1-3 ссылочная позиция 1 обозначает в целом установку для контроля шин в соответствии с настоящим изобретением.
Ссылочная позиция 2 обозначает опорную плоскость, предпочтительно горизонтальную, выполненную с возможностью приема шины 3, размещаемой так, чтобы ее осевая средняя плоскость 4 (показанная только на фиг.2) была по существу параллельна опорной плоскости.
Шина 3, имеющая ось Х вращения, содержит (см., в частности, фиг.3) коронную часть 5, расположенную по существу перпендикулярно к осевой средней плоскости в радиально наружной зоне шины. Такая коронная часть 5 соответствует протекторному браслету 6, частям брекерной конструкции 7 и частям каркасной конструкции 8, расположенным в радиальном направлении внутри по отношению к протекторному браслету 6.
Шина 3 также содержит две удерживающие части 9, расположенные в радиальном направлении внутри и соответственно с противоположных сторон осевой средней плоскости. Удерживающие части 9 выполнены с возможностью контактного взаимодействия с ободом колеса.
Шина 3 также содержит две боковые части 10а, 10b, которые проходят соответственно со сторон осевой средней плоскости, противоположных в аксиальном направлении, между каждой из удерживающих частей 9 и коронной частью 5. Каждая боковая часть соответствует боковине 11 и частям 12 каркаса, расположенным в аксиальном направлении внутри по отношению к боковине 11.
Когда шина 3 опирается на опорную плоскость 2, одна из двух боковых частей шины находится в прямом контакте с вышеупомянутой опорной плоскостью 2, образуя опирающуюся боковую часть 10а. Другая из двух боковых частей шины расположена на некоторой высоте по отношению к опорной плоскости и образует свободную боковую часть 10b.
Опорная плоскость 2 расположена внутри рамы 13, которая показана схематически и частично видна на фиг.1 и относительно которой она может поворачиваться вокруг оси, совпадающей с осью Х вращения шины, которая опирается на нее. Установка 1 также содержит непроиллюстрированные устройства для обеспечения поворота опорной плоскости 2 относительно рамы 13.
Установка 1 для контроля шин включает в себя помимо рамы 13 и опорной плоскости 2 инструмент, такой как толкающий/нажимной элемент 23, выполненный с возможностью опирания на часть шины 3 и вдавливания/деформирования части шины 3 и, в частности, с возможностью опирания на часть свободной боковой части 10b и деформирования данной части свободной боковой части 10b.
Нажимной элемент 23 предпочтительно содержит ролик 25, расположенный так, что его ось 24 вращения предпочтительно является горизонтальной и при использовании ориентирована по существу в соответствии с радиальным направлением шины, опирающейся на опорную плоскость 2 (см., например, конфигурацию, показанную на фиг.2).
Нажимной элемент 23, включающий в себя, например, толкающий исполнительный механизм, выполнен с возможностью него поджима к свободной боковой части 10b вдоль направления толкания/вдавливания для оказания деформирующего воздействия с силой F, которая должна быть определена, на свободную часть шины. Направление толкания/вдавливания предпочтительно содержит составляющую, проходящую вдоль вертикальной оси, например, параллельную оси Z, показанной на фиг.2. Такая ось обозначена 26 на той же фигуре и в дальнейшем названа «направлением приближения».
Установка 1 также содержит блок 180 управления (видный только на фиг.1), в котором трехмерный профиль, по меньшей мере, одной части шины 3 сохранен, например, в соответствующем запоминающем устройстве, которое нельзя увидеть. Как показано на фиг.6 и 7, такая часть содержит, по меньшей мере, одну кольцеобразную поверхность 31, имеющую по существу форму сечения тора, которая лучше описана в дальнейшем.
Как можно видеть на схематическом изображении по фиг.6, границы шины 3 определяются наружной поверхностью 32 и внутренней поверхностью 33, которые в каждом сечении шины образуют ее периферийный край. Нажимной элемент 23 и, в частности, ролик 25 выполнен с возможностью входа в контакт с частью наружной поверхности 32 в свободной боковой части 10b. Кроме того, поскольку во время контроля предпочтительно обеспечивается поворот шины относительно нажимного элемента 23, как подробно разъяснено в дальнейшем, кольцеобразная поверхность из наружной поверхности свободной боковой части 10b входит в контакт с роликом 25.
Следовательно, для того чтобы ролик 25 касался шины на части поверхности, для которой был получен трехмерный профиль, такой профиль содержит, по меньшей мере, кольцеобразную поверхность 31.
Блок 180 управления предпочтительно также выполнен с возможностью приведения инструмента 23 в движение по направлению к шине 3 и от шины 3, а также с возможностью регулирования высоты, до которой должен быть поступательно перемещен инструмент вдоль вертикальной оси Z для смещения поверхности шины 3, к которой прилегает инструмент, до той же высоты. Высота, до которой должна быть смещена поверхность шины, зависит, среди прочего, предпочтительно от типа и/или модели шины. Следовательно, например, в том же запоминающем устройстве, в котором хранится трехмерный профиль шины, также хранится база данных, в которой каждому типу и/или каждой модели шины поставлено в соответствие значение высоты инструмента, до которой должна быть смещена поверхность шины.
Трехмерный профиль, сохраненный в запоминающем устройстве блока 180 управления, включает в себя, например, множество сечений, подобных сечению по фиг.7, которые могут состоять из непрерывных линий или из множества дискретных точек, например, обозначенных 35, при этом контурная линия, соединяющая их, описывает кольцеобразную поверхность 31. Трехмерный профиль всей внутренней поверхности 33 и всей наружной поверхности 32 предпочтительно имеется в запоминающем устройстве блока 180 управления.
В запоминающем устройстве блока управления также сохранены одна или более функций, которые связывают высоту инструмента, до которой должна быть смещена поверхность, с каждой высотой трехмерного профиля. Другими словами, для каждой модели шины, которая соответствует вышеупомянутой базе данных, для каждой точки i поверхности шины, к которой может прилегать инструмент, имеется зависимость:
высота инструмента в i-й точке=f (высота i-й точки в соответствии с профилем).
При этом высота инструмента в точке i представляет собой высоту, до которой поверхность с i-й точкой поступательно перемещают посредством инструмента.
Такая зависимость может быть, например, такой:
высота инструмента в i-й точке=(высота i-й точки в соответствии с профилем) -D.
При этом D является константой.
Отмечается, что знак «-» корректен, если нуль как база отсчета «находится» на уровне опорной плоскости, то есть, по меньшей мере, ниже деформированной свободной поверхности 10b. В противоположном случае, если нуль как база отсчета «находился» бы над свободной поверхностью 10b, имело бы место следующее:
высота инструмента в i-й точке=(высота i-й точки в соответствии с профилем)+D.
Такая функция представлена, например, на фиг.5, при этом для каждой точки i высота Qi известна из трехмерного профиля и постоянная величина D (одинаковая для каждой i-й точки) вычитается из нее, исходя из чего получают значение высоты инструмента, до которой должна быть смещена i-я точка. Следовательно, такое значение высоты инструмента может варьироваться от точки к точке.
В альтернативном варианте, показанном на фиг.4, для каждой i-й точки поверхности шины, деформированной посредством инструмента, высота, до которой ее смещают, является постоянной и задана выражением:
высота инструмента=средняя высота - D,
где
средняя высота=вычисленное значение средней высоты i-х точек поверхностей, подлежащих деформированию, в соответствии с трехмерным профилем,
и D является константой.
Такое значение высоты инструмента является одинаковым для каждой i-й точки.
Также и в этом случае справедливо предыдущее соображение, приведенное выше в отношении корректности знака ʺ-ʺ.
При использовании шину 3 размещают на опорной плоскости 2 так, чтобы осевая средняя плоскость была по существу параллельна самуй опорной плоскости, для образования опирающейся боковой части 10а и свободной боковой части 10b.
Поскольку трехмерный профиль шины 3 известен, ее положение в пространстве известно, и, следовательно, также известно ее положение относительно опорной плоскости 2.
Для оказания деформирующего воздействия, направленного к опорной плоскости 2, на измерительную поверхность свободной боковой части 10b, а именно часть кольцеобразной поверхности 31, нажимной элемент 23 устанавливают в заданном положении на измерительной поверхности по вертикали относительно свободной боковой части 10b. Позиционирование не требует определения положения «верхнего края» шины, поскольку такое положение известно из трехмерного профиля. После этого инициируют ход приближения к свободной боковой части 10b, обеспечивая подвод нажимного элемента 23 к шине 3. В завершение инициируют ход надавливания нажимного элемента 23 на свободную боковую часть 10b.
Более подробно, оказываемое деформирующее воздействие имеет, по меньшей мере, одну составляющую движения, параллельную оси Х вращения шины.
Перемещение инструмента 23 может происходить, например, посредством первого радиального поступательного перемещения и второго поступательного перемещения вдоль оси 26 к шине.
Первоначальное радиальное поступательное перемещение инструмента 23 выполняют на основе размера проверяемой шины до тех пор, пока нажимной элемент 23 не окажется расположенным на выбранной измерительной поверхности по вертикали относительно свободной боковой части 10b. Другими словами, поступательное перемещение выполняют, пока он не достигнет радиального положения, соответствующего заданной измерительной поверхности. Измерительная поверхность расположена, например, в той зоне свободной боковой части 10b шины, которая расположена на большей высоте относительно опорной плоскости 2 перед оказанием деформирующего воздействия. Измерительная поверхность предпочтительно расположена в аксиально наружной зоне свободной боковой части 10b шины.
После достижения заданного радиального положения ход приближения к свободной боковой части 10b инициируют посредством исполнительного механизма приближения, обеспечивая подвод нажимного элемента 23 к шине 3 вдоль направления 26 приближения.
Ход приближения прекращается, когда будет достигнута наружная поверхность 32 шины 3, высота которой известна, поскольку известен трехмерный профиль шины.
Такое положение позволяет нажимному элементу 23 входить в контакт со свободной боковой частью 10b. Таким образом, обеспечивают поступательное перемещение толкающего исполнительного механизма для смещения поверхности, в которую упирается инструмент, до заданной высоты инструмента. Значение высоты инструмента определяют, например, путем извлечения такого значения из базы данных, имеющейся в блоке 180 управления. Значение высоты зависит от типа и/или модели шины, которая опирается на опорную плоскость 2, и от типа выбранной функции, связывающей значение высоты инструмента со значением высоты недеформированной поверхности, полученным из трехмерного профиля. Тем не менее, можно предусмотреть ручной ввод значения высоты инструмента или изменение заданного значения высоты. Измерительная поверхность М соответствует той поверхности свободной боковой части 10b, которая находится в контакте с нажимным элементом 23.
В возможном варианте шина может быть как спущена и установлена на соответствующем ей, монтажном ободе, так и накачана перед вдавливающим воздействием на указанную измерительную поверхность М для ее смещения до высоты инструмента.
Обеспечивают поворот опорной плоскости 2 вокруг оси Х вращения шины 3 при сохранении контакта между нажимным элементом 23 и свободной боковой частью 10b шины, подлежащей контролю. Нажимной элемент 23 сохраняет свое положение, и ролик 25 вращается на свободной боковой части 10b.
Предпочтительно, чтобы измерительная поверхность была расположена на по существу постоянном расстоянии от оси вращения. Следовательно, ролик 25 входит в контакт с множеством измерительных поверхностей М, все из которых представляют собой часть кольцеобразной поверхности 31. Таким образом задается множество измерительных поверхностей М, которые разнесены в угловом направлении, как проиллюстрировано в качестве примера на фиг.6, на которой каждая измерительная поверхность показана прямоугольником.
В соответствии с возможным вариантом осуществления высоту инструмента сохраняют по существу постоянной на разных этапах контроля шины подобно тому, что показано в примере по фиг.4. В альтернативном примере, аналогичном примеру по фиг.5, такая высота инструмента изменяется во время поворота шины 3, и только деформация D является постоянной. В любом случае во время деформирующего воздействия, оказываемого для смещения измерительной поверхности М до высоты инструмента, силу F, действующую со стороны инструмента на измерительную поверхность М для ее смещения до такой высоты, определяют в каждом положении, занимаемом роликом на отличной от других, измерительной поверхности М.
Например, для определения высоты свободной боковой части 10b установка 1 может содержать датчик линейных перемещений (непроиллюстрированный), выполненный с возможностью определения положений нажимного элемента 23.
Таким образом, посредством проверки значения силы F, которая приложена, определяют, имеются ли дефекты на шине или нет. Действительно, если значение силы F для одной или более точек измерительной поверхности находится за пределами заданного диапазона, например, между приблизительно 10 Н и приблизительно 150 Н, шина считается дефектной из-за наличия дефекта, представляющего собой так называемую слабую боковину.
Другими словами, участок поверхности, для которого профиль определен, содержит, по меньшей мере, одну кольцеобразную поверхность, проходящую вокруг оси вращения шины. Профиль кольцевой поверхности определен так, чтобы обеспечить возможность выполнения относительного поворота шины на 360° относительно инструмента, при этом местоположение поверхности шины, подлежащей контролю, известно в каждом угловом положении во время вышеупомянутого поворота, поскольку поверхность, подлежащая контролю, представляет собой часть кольцеобразной поверхности, для которой определен трехмерный профиль.
Однако трехмерный профиль может быть определен для всей шины, а не только для ее части, например, может быть определен профиль всей внутренней поверхности и/или всей наружной поверхности шины.
Инструмент, который выполняет деформирование, опирается на данную кольцеобразную поверхность и, более конкретно, на ее часть, называемую измерительной поверхностью. В таком случае обеспечивают поворот шины и инструмента друг относительно друга, так что инструмент в каждый момент времени t выполняет деформирование отличной от других, измерительной поверхности, которая продолжает быть частью кольцеобразной поверхности, будучи смещенной в угловом направлении по отношению к измерительной поверхности, с которой инструмент находился в контакте в момент времени t-1. Это деформирование заканчивается, когда вся кольцеобразная поверхность будет «пройдена» (то есть будет выполнен поворот, по меньшей мере, на 360°) и деформирована посредством инструмента.
Угловая скорость поворота шины и инструмента друг относительно друга предпочтительно по существу постоянна. Окружная скорость шины предпочтительно по существу постоянна и предпочтительно зависит от наружного диаметра проверяемой шины.
Следовательно, отсутствует необходимость в каком-либо этапе исследования, предшествующем деформированию, для определения пространственного положения шины, например, относительно опорной плоскости для обеспечения правильного опирания инструмента на нее. Положение шины и, следовательно, измерительной поверхности всегда известно благодаря тому, что известен ее трехмерный профиль, то есть высота, по меньшей мере, одного множества точек кольцеобразной поверхности.
Упругое деформирование поверхности шины посредством инструмента приводит к изменению высоты точки, в которой выполняется деформирование. Поскольку инструмент имеет конечный размер, высота одной точки не изменяется, а изменяется высота поверхности шины. Высота, до которой поверхность шины смещается вследствие деформирования, зависит от исходной высоты (то есть перед деформированием) точки, в которой оказывается деформирующее воздействие. Исходная высота точки, в которой выполняется деформирование, является «абсолютной», поскольку она получена из трехмерного профиля шины. Таким образом, такая исходная высота известна из трехмерного профиля шины. Деформирование шины посредством инструмента происходит так, что высота, до которой смещается измерительная поверхность, - называемая высотой инструмента, - задана и зависит от исходной высоты измерительной поверхности, то есть от высоты перед деформированием. Высота перед деформированием представляет собой исходную высоту измерительной поверхности, которая задана трехмерным профилем шины.
Высота, до которой смещают поверхность шины, может быть, например, по существу одинаковой для всех измерительных поверхностей, которые деформируются, то есть для всех точек поверхности шины, которые входят в контакт с инструментом, или она может варьироваться от точки к точке. Такая высота представляет собой, например, расстояние между опорной плоскостью и деформированной поверхностью. В любом случае высота, до которой измерительную поверхность смещают посредством деформирования, всегда зависит от или, другими словами, является функцией от исходной высоты деформируемой поверхности, которая определена перед деформированием и имеется в трехмерном профиле.
Во время поворота инструмент вводят в контакт с множеством участков поверхности, каждый из которых деформируется во время поворота. Эти деформируемые участки поверхности, разнесенные в угловом направлении, предпочтительно находятся все на одном и том же осевом расстоянии от оси вращения шины.
Во время деформирования измерительных поверхностей при повороте инструмента и шины друг относительно друга на 360° определяют силу, которая приложена инструментом для смещения части деформируемой поверхности шины до требуемой высоты инструмента, которая зависит от исходной высоты измерительной поверхности перед деформированием. Эту силу определяют или непрерывно (то есть, при получении непрерывной линии высот), или с интервалами, предпочтительно равными, например, через каждые 0,1 радиана, или даже эквивалентным образом через каждые 0,2 секунды с учетом по существу постоянной скорости поворота шины.
Это множество сил, которые измеряют для каждой из измерительных поверхностей, деформированных инструментом, по существу соответствует реакциям, которые каждая измерительная поверхность проявляла по отношению к деформации. Деформирующее воздействие, то есть сила, которая должна быть приложена инструментом для смещения измерительной поверхности от исходной высоты до заданной высоты инструмента, характеризует реакцию - возможно, различающуюся от точки к точке, - части шины, реагирующей на такое деформирующее воздействие. Однако шина имеет отпечаток, который различается в каждый момент t, и поэтому разная измеренная сила также обусловлена характеристиками шины, различающимися между одной ее частью и другой, то есть между одной измерительной поверхностью и другой. При проверке этих различий, например, с учетом приемлемой «минимальной» силы, можно в любом случае выявить возможные дефекты шины, подобные, например, слабой боковине.
Определение трехмерного профиля шины позволяет установить высоту геометрических точек, образующих трехмерный профиль, и исходя из этого определить высоту инструмента, до которой должна быть смещена поверхность шины, а именно высоту инструмента, которая не ограничена каждым, отличающимся от других типом шины, характеристиками опорной плоскости и условиями на периферии зоны измерений, которые потенциально всегда являются переменными.
После определения высоты инструмента измеряют силу, необходимую для смещения каждой измерительной поверхности шины до такой высоты. На основе измеренной силы можно очень точно определить дефекты шины.
Таким образом, для деформирования используется абсолютная система отсчета, что позволяет получить оценку того, имеются ли дефекты или нет, при одном полном повороте шины. Таким образом, длительность цикла уменьшается, и одновременно измерение является более точным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ КОНТРОЛЯ ШИН | 2017 |
|
RU2733305C2 |
| СПОСОБ КОНТРОЛЯ ШИН | 2017 |
|
RU2743772C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ШИН | 2018 |
|
RU2761673C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ КОНТРОЛЯ ШИН | 2016 |
|
RU2733978C2 |
| УСТАНОВКА И СПОСОБ КОНТРОЛЯ ШИН | 2016 |
|
RU2722984C2 |
| ФРИКЦИОННОЕ СЦЕПЛЕНИЕ | 1995 |
|
RU2143619C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ШИН | 2016 |
|
RU2732671C2 |
| УСТРОЙСТВО И СПОСОБ КОНТРОЛЯ ШИН | 2017 |
|
RU2728848C2 |
| КОЛЕСО И СПОСОБ ЕГО ПРИВЕДЕНИЯ ВО ВРАЩЕНИЕ | 2015 |
|
RU2658530C2 |
| БРЕКЕРНЫЙ БАРАБАН ДЛЯ ШИН | 2005 |
|
RU2381899C2 |



Настоящее изобретение относится к автомобильному транспорту. Способ контроля шин включает поступательное перемещение инструмента (23, 25) к шине, расположенной на опорной плоскости, так, чтобы он опирался на измерительную поверхность (М). Измерительная поверхность представляет собой часть кольцеобразной поверхности (31). Далее происходит вдавливание измерительной поверхности посредством инструмента (23, 25) до заданной высоты инструмента. Затем происходит поворот шины (3) относительно инструмента (23, 25) так, чтобы инструмент последовательно контактировал с множеством разных измерительных поверхностей (М). Далее происходит измерение силы (F), приложенной инструментом (23, 25) к множеству измерительных поверхностей в множестве угловых положений шины и инструмента друг относительно друга во время полного поворота, и определение того, имеет ли дефект шина, на основе измеренной силы (F). Технический результат – уменьшение времени и повышение качества контроля шин. 2 н. и 21 з.п. ф-лы, 7 ил.
1. Способ контроля шин, включающий:
i. обеспечение шины (3), имеющей ось (Х) вращения, на опорной плоскости (2), при этом образуются опирающаяся боковая часть (10а) и свободная боковая часть (10b) шины;
ii. определение, по меньшей мере, одного трехмерного профиля кольцеобразной поверхности (31) шины с центром на указанной оси (Х) вращения, при этом трехмерный профиль охватывает высоту множества точек указанной кольцеобразной поверхности (31), и хранение трехмерного профиля в запоминающем устройстве, выполненном с возможностью доступа к нему для доступа к указанному трехмерному профилю;
iii. обеспечение инструмента (23, 25), выполненного с возможностью оказания деформирующего воздействия, ориентированного по направлению к опорной плоскости (2), на измерительную поверхность (М) свободной боковой части (10b), и перемещение инструмента (23, 25) к шине, расположенной на опорной плоскости (2), таким образом, чтобы он опирался на измерительную поверхность (М), при этом измерительная поверхность (М) представляет собой часть кольцеобразной поверхности (31);
iv. вдавливание измерительной поверхности (М) посредством инструмента (23, 25) до заданной высоты инструмента, рассчитанной в соответствии с величиной, которая зависит от высоты, определяемой указанным трехмерным профилем кольцеобразной поверхности (31) для измерительной поверхности (М) до деформации;
v. обеспечение относительного поворота шины (3) относительно инструмента (23, 25) таким образом, чтобы инструмент последовательно контактировал с множеством разных измерительных поверхностей (М), частями кольцеобразной поверхности (31), разнесенных в угловом направлении, во время, по меньшей мере, одного полного относительного поворота шины вокруг оси (Х) вращения;
vi. измерение силы (F), приложенной инструментом (23, 25) к указанному множеству измерительных поверхностей (М) в множестве угловых положений шины и инструмента друг относительно друга во время указанного полного поворота; и
vii. определение того, имеет ли дефект шина (3) на основе измеренной силы (F).
2. Способ по п.1, включающий сохранение по существу постоянной высоты инструмента во время, по меньшей мере, одного полного относительного поворота шины (3) вокруг указанной оси (Х) вращения.
3. Способ по п.1 или 2, включающий:
определение средней высоты множества точек трехмерного профиля кольцеобразной поверхности (31) относительно опорной плоскости (2);
при этом заданную высоту инструмента рассчитывают в соответствии со средней высотой кольцеобразной поверхности (31).
4. Способ по любому из предшествующих пунктов, включающий вычисление высоты инструмента в множестве точек, разнесенных в угловом направлении, при этом для каждой точки высота инструмента равна разности заданной постоянной величины и высоты указанной точки, определяемой трехмерным профилем.
5. Способ по любому из предшествующих пунктов, включающий:
обеспечение базы данных, включающей множество моделей шин, при этом каждой модели шины из данного множества поставлено в соответствие значение высоты инструмента;
определение модели шины, расположенной на опорной плоскости (2);
извлечение значения высоты инструмента, сохраненной в базе данных и поставленной в соответствие определенной модели шины (3);
причем вдавливание измерительной поверхности (М) посредством инструмента (23, 25) осуществляют до высоты инструмента, извлеченной из базы данных.
6. Способ по любому из предшествующих пунктов, включающий извлечение трехмерного профиля из запоминающего устройства.
7. Способ по любому из предшествующих пунктов, включающий определение трехмерного профиля всей внутренней поверхности (32) и наружной поверхности (33), определяющих границы шины.
8. Способ по любому из предшествующих пунктов, в котором размещение шины (3), имеющей ось (Х) вращения, на опорной плоскости включает размещение шины (3) на опорной плоскости так, чтобы осевая средняя плоскость (4) была по существу параллельна опорной плоскости (2).
9. Способ по любому из предшествующих пунктов, в котором указанная кольцеобразная поверхность (31) представляет собой часть наружной поверхности (32) свободной боковой части (10b) шины (3).
10. Способ по любому из предшествующих пунктов, в котором вдавливание измерительной поверхности (М) посредством инструмента (23, 25) до высоты инструмента включает вдавливание измерительной поверхности (М) посредством инструмента до высоты инструмента, находящейся в диапазоне между приблизительно 5 мм и приблизительно 30 мм.
11. Способ по любому из предшествующих пунктов, включающий:
получение трехмерного профиля;
сохранение трехмерного профиля в запоминающем устройстве;
использование сохраненного профиля для обнаружения более чем одного типа дефекта на шине.
12. Способ по любому из предшествующих пунктов, включающий обеспечение поворота шины (3) вокруг оси (Х) вращения относительно инструмента (23, 25) для изменения измерительной поверхности (М), находящейся в контакте с инструментом (23, 25).
13. Способ по любому из предшествующих пунктов, включающий:
переворачивание шины (3), чтобы поменять местами свободную боковую часть (10b) и опирающуюся боковую часть (10а);
повторение действий ii)-vii).
14. Способ по любому из предшествующих пунктов, включающий классифицирование шины (3) как имеющей дефект, если, по меньшей мере, одно значение измеренной силы, действующей на, по меньшей мере, одну измерительную поверхность при полном повороте, находится за пределами заданного диапазона значений силы (F).
15. Способ по любому из предшествующих пунктов, включающий накачивание шины перед вдавливающим воздействием на измерительную поверхность (М).
16. Установка (1) для контроля шин, содержащая:
опорную плоскость (2), выполненную с возможностью приема шины (3) с образованием опирающейся боковой части (10а) и свободной боковой части (10b);
инструмент (23, 25), выполненный с возможностью оказания деформирующего воздействия, ориентированного в направлении к опорной плоскости (2), на измерительную поверхность (М) свободной боковой части (10b) шины (3);
исполнительный механизм позиционирования, функционально соединенный с инструментом (23, 25) и выполненный с возможностью перемещения инструмента с, по меньшей мере, одной составляющей движения, которая параллельна оси (Х) вращения шины (3);
вращающее устройство для относительного изменения углового положения измерительной поверхности (М) относительно инструмента (23, 25);
блок (180) управления, запрограммированный для:
доступа из запоминающего устройства к хранящемуся трехмерному профилю кольцеобразной поверхности (31) с центром на указанной оси вращения шины (3) до деформации, при этом трехмерный профиль охватывает высоту множества точек указанной кольцеобразной поверхности (31);
передачи команды исполнительному механизму позиционирования для перемещения инструмента (23 25) к шине (3), расположенной на опорной плоскости (2), таким образом, чтобы он опирался на измерительную поверхность (М), при этом измерительная поверхность представляет собой часть кольцеобразной поверхности (31), и вдавливания измерительной поверхности (М) до заданной высоты инструмента, которая рассчитана в соответствии с величиной, зависящей от высоты, определяемой указанным трехмерным профилем кольцеобразной поверхности (31) до деформации;
передачи команды вращающему устройству для обеспечения относительного поворота шины (3) относительно инструмента (23, 25), чтобы инструмент последовательно контактировал с множеством разных измерительных поверхностей (М), которые являются частями кольцеобразной поверхности (31), во время, по меньшей мере, одного полного относительного поворота шины (3) вокруг оси (Х) вращения, причем высота инструмента для каждой измерительной поверхности (М) зависит от высоты, определяемой трехмерным профилем измерительной поверхности (М) до деформации; и
измерения силы (F), приложенной к множеству измерительных поверхностей (М) в множестве угловых положений шины (3) и инструмента (23, 25) друг относительно друга во время указанного полного поворота.
17. Установка (1) по п.16, в которой инструмент (23, 25) включает в себя нажимной ролик.
18. Установка (1) по п.17, в которой нажимной ролик (25) установлен с возможностью свободного вращения вокруг его собственной оси (24).
19. Установка (1) по любому из пп.16-18, содержащая толкающий исполнительный механизм, функционально соединенный с инструментом и выполненный с возможностью толкания инструмента к свободной боковой части, при этом толкающий исполнительный механизм включает в себя электродвигатель.
20. Установка (1) по любому из пп.16-19, в которой кольцеобразная поверхность (31) представляет собой часть наружной поверхности (32) свободной боковой части (10b) шины.
21. Установка (1) по любому из пп.16-20, в которой измерительная поверхность (М) расположена на наружной поверхности (32) свободной боковой части (10b) шины (3).
22. Установка (1) по п.21, в которой измерительная поверхность (М) расположена в зоне свободной боковой части (10b) шины, расположенной на большей высоте относительно опорной плоскости (2) перед приложением силы (F).
23. Установка по любому из пп.16-22, в которой запоминающее устройство выполнено с возможностью хранения трехмерного профиля и выполнено с возможностью доступа для доступа к трехмерному профилю.
| WO 2015079370 A1, 04.06.2015 | |||
| WO 2017141094 A1, 24.08.2017 | |||
| WO 2015004587 A1, 15.01.2015 | |||
| Устройство для контроля автомобильных и авиационных шин без разрушения образца | 1978 |
|
SU1088674A3 |

