Изобретение относится к области двигателестроения, к осевым турбинам газотурбинных двигателей, в частности к способу изготовления биметаллических рабочих колес турбин газотурбинных двигателей, выполненных по типу блиска.
Из уровня техники известен способ изготовления биметаллических рабочих колес по патенту RU 2467177, выбранный в качестве ближайшего аналога. В данном способе отдельные лопатки, выполненные из одного металлического сплава, соединяют с дисковой частью, выполненной из другого металлического сплава, лопатки соединяют с дисковой частью в единую деталь горячим изостатическим прессованием (ГИП) в зоне примерно равной длительной прочности этих сплавов, при этом профильную часть, трактовую полку и часть ножки выше указанной зоны любой из лопаток располагают вне зоны воздействия ГИП, а другую часть ножки и дисковую часть капсулируют и размещают в зоне воздействия, ножки лопаток совмещают с диском, преимущественно встык, а область зоны примерно равной длительной прочности обоих сплавов определяют предварительно, например, по кривым длительной прочности Ларсона-Миллера.
При изготовлении биметаллических рабочих колес при помощи горячего изостатического прессования (ГИП) применяют промежуточную операцию пайки лопаток в технологическое кольцо и изготавливают капсулу для удержания лопаток и обеспечения герметичности при ГИП.
Недостатком способа является применение процесса пайки лопаток в технологическое кольцо и изготовления капсулы. Процесс пайки требует изготовления массивных технологических деталей капсулы (кольца и крышек) с точными размерами зазоров под пайку лопаток. Операции подбора лопаток для обеспечения точных зазоров, установка лопаток в кольцо, сборка и удаление капсулы и последующее удаление технологического кольца являются трудоемкими, они удорожают технологию. Кроме того, имеются риски брака паяных швов и неравномерной насыпной плотности порошка в капсуле, так как проконтролировать качество паяных швов и равномерность насыпной плотности порошка неразрушающими методами контроля невозможно.
Цель изобретения - обеспечить экономичность и надежность технологии, а также упростить процесс изготовления биметаллических рабочих колес турбин.
Поставленная цель достигается тем, что в предлагаемом способе изготовления биметаллического рабочего колеса турбины лопатки, выполненные из одного сплава, соединяют с заготовкой диска, выполненной из другого сплава в единую деталь горячим изостатическим прессованием, в заготовке диска выполняют полости и газоотводные отверстия, для диффузионной сварки засыпают порошок в полости, порошок компактируется прессованием, затем в полости с порошком вводятся ножки лопаток, образуя соединение с неподвижной посадкой лопаток в полостях заготовки диска, перед диффузионной сваркой из полостей через газоотводные отверстия откачивается воздух и газоотводные отверстия глушатся, затем производится диффузионная сварка при горячем изостатическом прессовании лопаток с заготовкой диска, после диффузионной сварки производится окончательная обработка, в процессе которой удаляются уступы и формируются гладкие переходы на поверхности от ножек лопаток к дисковой части.
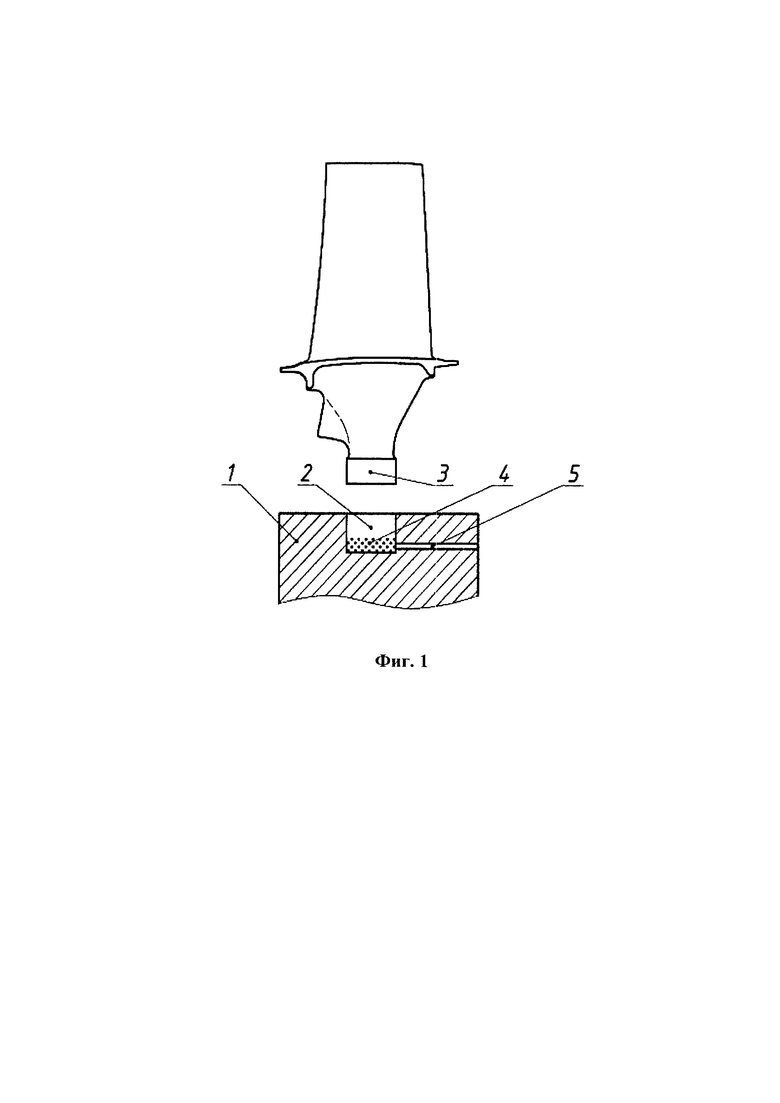
Фиг. 1 - вид сечения заготовки диска по месту посадки лопатки с газоотводным отверстием от плоской боковой поверхности.
Фиг. 2 - вид сечения заготовки диска по месту посадки лопатки с газоотводным отверстием от цилиндрической ободной поверхности.
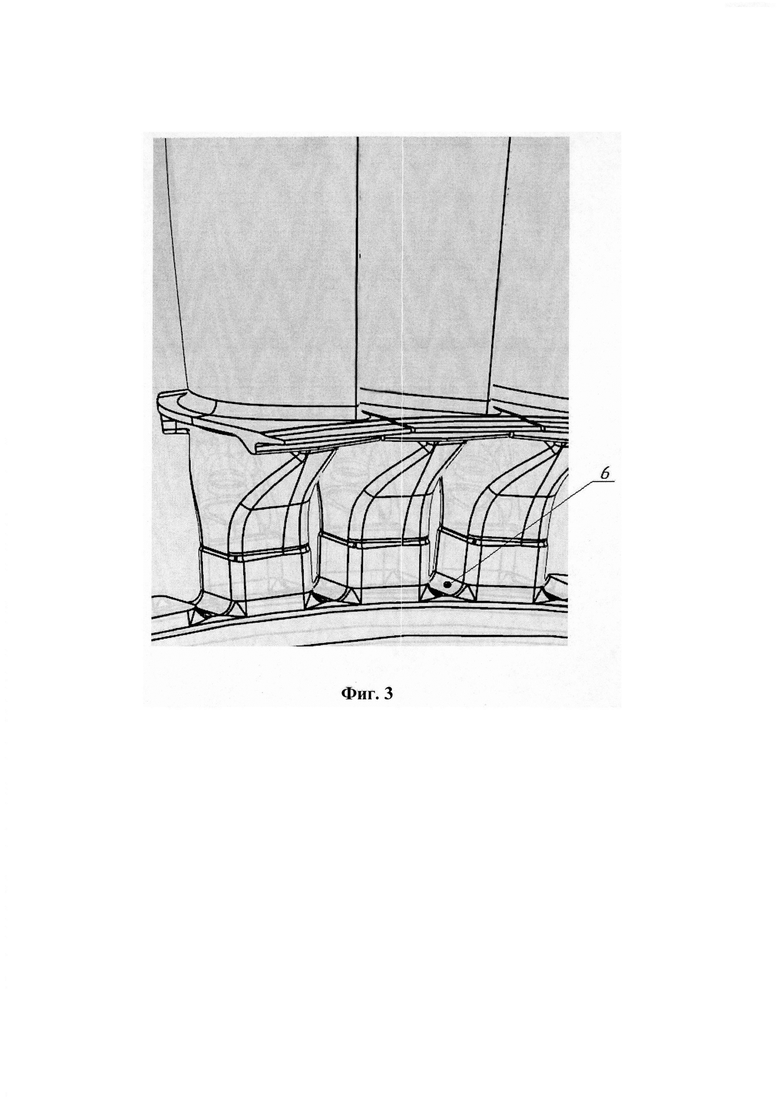
Фиг. 3 - показана трехмерная модель биметаллического рабочего колеса турбины после механической обработки с указанием гладкого перехода (галтели).
1 - кольцевая заготовка диска
2 - полости
3 - ножка (хвостовик) лопатки
4 - порошок
5 - газоотводные отверстия
6 – галтель.
В кольцевой заготовке диска 1, показанной на фиг. 1 и 2, выполняются полости 2 по размерам ножек лопаток 3. В полости насыпается порошок 4 из жаропрочного гранулированного никелевого сплава для диффузионной сварки при ГИП. Порошок компактируется прессованием. Затем в полости с порошком вводятся ножки лопаток, образуя соединение с неподвижной посадкой лопаток (посадкой с натягом) в полостях заготовки диска. Допускается выполнять прессование порошка при помощи ножек лопаток. Высыпанию порошка при поворачивании заготовки диска препятствуют торцы ножек лопаток. В заготовке диска предусмотрено выполнение газоотводных отверстий 5 для откачки воздуха из полостей с порошком. Газоотводные отверстия 5 могут выполняться как перед запрессовкой порошка, так и после запрессовки порошка, или после запрессовки лопаток. Газоотводные отверстия могут располагаться как на плоской боковой поверхности заготовки диска, так и на цилиндрической ободной поверхности заготовки диска, под углом к оси лопатки, как показано на фиг. 2
Лопатки в заготовке диска удерживаются неподвижной посадкой. Перед диффузионной сваркой из полостей через газоотводные отверстия откачивается воздух после чего газоотводные отверстия 5 глушатся. Затем производится операция диффузионной сварки в процессе горячего изостатического прессования (ГИП) лопаток с заготовкой диска при давлении 150…200 МПа, и при температуре выше 1250 градусов. После диффузионной сварки производится окончательная обработка биметаллического рабочего колеса турбины, в процессе которой удаляются уступы и формируются гладкие переходы (галтели) 6 на поверхности от ножек лопаток к дисковой части, как показано на фиг. 3.
Форма ножки лопатки и полости в заготовке диска должна обеспечивать герметичность соединения. Установлено, что оптимальным вариантом формы поперечного сечения ножки лопатки и полости в заготовке диска является круг, поскольку такая форма может быть выполнена с высокой точностью, высокой повторяемостью, при минимальных затратах на изготовление и является самой простой формой для расчета неподвижной посадки.
В отличие от прототипа где при диффузионной сварке лопаток, впаянных в технологическое кольцо с заготовкой диска, где порошок расположен во всем кольцевом зазоре между лопатками и заготовкой диска, в предлагаемой технологии порошок засыпается в полости, площадь поперечного сечения которых приблизительно равна площади поперечного сечения торцов ножек лопаток. Этим достигается максимальная экономия порошка для диффузионной сварки.
Изобретение предполагается использовать в области авиационного двигателестроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С НЕОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ИНТЕГРАЛЬНЫЙ БЛИСК | 2011 |
|
RU2467177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ИЗ РАЗЛИЧНЫХ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2576558C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ЛОПАТОК ПРИ ИЗГОТОВЛЕНИИ ИНТЕГРАЛЬНОГО МОНОКОЛЕСА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2595331C1 |
| КОРПУС ТУРБИНЫ С ТУГОПЛАВКИМИ СКОБАМИ, ИЗГОТОВЛЕННЫЙ СПОСОБОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2372496C2 |
| СПОСОБ ДИФФУЗИОННОЙ ПАЙКИ РОТОРА ГТД КОНСТРУКЦИИ "БЛИСК" ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2414350C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСКОВ С ЛОПАТКАМИ | 1989 |
|
SU1739585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ОТЛИВОК ТУРБИННЫХ ЛОПАТОК ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2014 |
|
RU2556178C1 |

Изобретение относится к области двигателестроения, к осевым турбинам газотурбинных двигателей, в частности к способу изготовления биметаллических рабочих колес турбин газотурбинных двигателей, выполненных по типу блиска. Способ изготовления биметаллического рабочего колеса турбины, в котором лопатки, выполненные из одного сплава, соединяют с заготовкой диска, выполненной из другого сплава в единую деталь горячим изостатическим прессованием, в заготовке диска выполняют полости и газоотводные отверстия, для диффузионной сварки засыпают порошок в полости, порошок компактируется прессованием, затем в полости с порошком вводятся ножки лопаток, образуя соединение с неподвижной посадкой лопаток в полостях заготовки диска, перед диффузионной сваркой из полостей через газоотводные отверстия откачивается воздух и газоотводные отверстия глушатся, затем производится диффузионная сварка при горячем изостатическом прессовании лопаток с заготовкой диска, после диффузионной сварки производится окончательная обработка, в процессе которой удаляются уступы и формируются гладкие переходы на поверхности от ножек лопаток к дисковой части. Позволяет обеспечить экономичность и надежность технологии, а также упростить процесс изготовления биметаллических рабочих колес турбин. 3 ил. 
Способ изготовления биметаллического рабочего колеса турбины включает: лопатки, выполненные из одного сплава, соединяют с заготовкой диска, выполненной из другого сплава, в единую деталь горячим изостатическим прессованием, отличающийся тем, что в заготовке диска выполняют полости и газоотводные отверстия, для диффузионной сварки засыпают порошок в полости, порошок компактируется прессованием, затем в полости с порошком вводятся ножки лопаток, образуя соединение с неподвижной посадкой лопаток в полостях заготовки диска, перед диффузионной сваркой из полостей через газоотводные отверстия откачивается воздух и газоотводные отверстия глушатся, затем производится диффузионная сварка при горячем изостатическом прессовании лопаток с заготовкой диска, после диффузионной сварки производится окончательная обработка, в процессе которой удаляются уступы и формируются гладкие переходы на поверхности от ножек лопаток к дисковой части.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2478796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 9938831 B2, 10.04.2018 | |||
| US 4864706 A, 12.09.1989. | |||

