Настоящее изобретение относится к способу обработки древесной стружки водой, устройству для осуществления обработки водой, способу изготовления плит ОСП на основе древесного материала и производственной линии для изготовления плит ОСП на основе древесного материала.
Описание
Ориентированно-стружечные плиты, также называемые плитами ОСП, представляют собой плиты ОСП на основе древесного материала, которые изготовлены из длинных щепок (стружки). Плиты ОСП все больше используются в строительстве деревянных и сборных домов, поскольку плиты ОСП являются легкими, но все же соответствуют установленным постоянным требованиям к строительным плитам. Таким образом, плиты ОСП используются в качестве строительных плит и в качестве деревянной обшивки стен или крыши или также в области покрытия полов.
Изготовление плит ОСП осуществляется в ходе многоэтапного способа, в котором сначала отслаивают щепки или стружку от очищенного от коры круглого лесоматериала, предпочтительно лесоматериала хвойных пород, в продольном направлении посредством вращающихся ножей. В последующем процессе высушивания уменьшается природная влажность стружки при высоких температурах. Коэффициент влажности стружки может изменяться в зависимости от используемого клеящего вещества, при этом влажность должна быть обеспечена значительно ниже 10%, чтобы предотвратить раскол при последующем прессовании. В зависимости от клеящего вещества увлажнение может быть более оптимальным на довольно мокрой стружке или на сухой стружке. Кроме того, во время процесса прессования влажность стружки должна быть как можно меньше, чтобы во время процесса прессования максимально снизить возникающее давление пара, поскольку в противном случае это может привести к трещине в необработанной плите.
После высушивания стружку подают в устройство для склеивания, в котором проклеивающий материал или клеящее вещество тонким слоем распределяется по щепкам. Для склеивания преимущественно используются проклеивающие материалы на основе PMDI (полимер дифенилметандиизоцианата) или MUPF (меламино-мочевино-фенолформальдегид). В плитах ОСП может также использоваться смесь проклеивающих материалов. Эти проклеивающие материалы применяются, поскольку плиты ОСП, как было упомянуто выше, часто используются с целью создания конструкций. В них должны применяться проклеивающие материалы, стойкие к влажности или смачиванию.
После склеивания склеенная стружка высыпается в распределительное устройство попеременно вдоль и поперек относительно направления изготовления таким образом, что стружка расположена крест-накрест в по меньшей мере три слоя (нижний наружный слой – промежуточный слой – верхний наружный слой). Направление распределения нижнего и верхнего наружного слоя при этом одинаковое, однако отличается от направления распределения промежуточного слоя. Также стружка, применяемая в наружном слое, отличается от стружки, применяемой в промежуточном слое. Таким образом, стружка, применяемая в наружных слоях, является плоской, а стружка, применяемая в промежуточном слое, является менее плоской вплоть до острой. Обычно при изготовлении плит ОСП задействовано два вида материала: один с плоской стружкой для дальнейших наружных слоев и другой с «щепками» для промежуточного слоя. Соответственно, стружка в промежуточном слое может быть худшего качества, поскольку сопротивление изгибу формируется по существу посредством наружных слоев. Поэтому мелкозернистый продукт, который образуется при нарезке стружки, также может применяться в промежуточном слое плит ОСП. Процентное распределение между промежуточным и наружными слоями составляет по меньшей мере от 70% до 30%. После распределения стружки происходит ее непрерывное прессование под высоким давлением и высокой температурой, например, от 200 до 250°C.
Плиты ОСП благодаря не только своей надежности пользуются все большей популярностью и разнообразным применением, например, в качестве элемента конструкции при строительстве домов или в качестве обшивки досками при строительстве бетонных сооружений. Однако гигроскопические свойства, присущие древесным материалам, отрицательно влияют на некоторые области применения.
В частности, при применении ОСП во внутренней части сооружения наблюдается критическое высвобождение компонентов древесины. Это является особенно проблематичным в случае плит ОСП из сосновой древесины, поскольку они характеризуются особенно высоким выделением летучих органических соединений.
В ходе изготовления плит на основе древесного материала и, в частности, в результате процесса получения древесной стружки образуется или высвобождается большое количество летучих органических соединений. Летучие органические соединения, также называемые VOC, включают летучие органические соединения, которые легко испаряются или уже существуют в виде газа при более низких температурах, как, например, при комнатной температуре.
Летучие органические соединения (VOC) либо уже присутствуют в древесном материале и высвобождаются в процессе его разделки, либо они формируются, исходя из изученности, в результате расщепления ненасыщенных жирных кислот, которые, в свою очередь, являются продуктами разложения древесины. Типичные продукты преобразования, которые возникают во время обработки, представляют собой, например, пентаналь и гексаналь, а также октаналь, 2-октеналь или 1-гептеналь. В особенности древесина хвойных пород, из которой преимущественно изготавливаются плиты ОСП, содержит большие количества смолы и жиров, приводящих к образованию летучих органических терпеновых соединений и альдегидов. Однако VOC, в виде указанных альдегидов, могут также возникать или высвобождаться при применении определенных клеящих веществ для изготовления плит на основе древесных материалов.
Выделение компонентов, находящихся в плитах ОСП на основе древесного материала, представляет собой серьезную проблему, в основном из-за того, что этот материал используется без покрытия. Это обеспечивает возможность свободного высвобождения компонентов. Кроме того, плиты ОСП часто применяются для облицовки/обшивки больших поверхностей, что чаще всего приводит к высокой объемной нагрузке (м2 ОСП/м3 воздуха помещения). Кроме того, это приводит к концентрации определенных веществ в воздухе помещения.
Для решения проблемы выделения VOC выше описаны различные подходы.
Таким образом, ранее была предпринята попытка уменьшить выделение альдегидов за счет добавления восстанавливающих средств. Однако многие эти восстанавливающие средства содержали серу, что привело к нежелательному выделению оксида серы во время производства плит и при дальнейшей эксплуатации.
Также было испытано добавление активированного угля, но с технологической и ценовой точки зрения результат был неудовлетворительным.
Добавление подходящих веществ в качестве улавливающих реагентов VOC происходило обычно сразу после процесса высушивания стружки, поскольку он или также температурная нагрузка в прессе считались причинами инициирования большей части выделения. Добавление улавливающих реагентов VOC происходило в жидкой форме посредством системы нанесения клея, твердые вещества добавляли в разные моменты процесса (например, при распределении). Это требовало дополнительной установки станций дозировки для обеспечения однородного распределения.
С настоящего момента изобретение основывается на технической цели улучшить известный способ изготовления плит ОСП на основе древесного материала надлежащим образом для изготовления простым и надежным образом плит ОСП на основе древесного материала со значительно сниженным выделением летучих органических соединений (VOC). При этом должно быть уменьшено по меньшей мере выделение терпенов. По возможности способ изготовления должен быть изменен настолько незначительным образом, насколько это возможно, и затраты не должны слишком вырасти. Кроме того, решение должно предполагать максимально большую гибкость. В конечном счете, должны быть приняты во внимание экологические аспекты, т. е. решение не должно приводить к дополнительному потреблению энергии или обуславливать дополнительные отходы.
Эта задача достигается согласно настоящему изобретению посредством способа обработки древесной стружки водой с признаками пункта 1 формулы изобретения, устройства для обработки водой по пункту 7 формулы изобретения, способа изготовления плит ОСП на основе древесного материала с признаками пункта 8 формулы изобретения и подходящей для него производственной линией по пункту 13 формулы изобретения.
Соответственно, предусмотрен способ обработки древесной стружки, подходящей для изготовления плит ОСП, в частности, с целью уменьшения выделения VOC из данной древесной стружки, при этом древесную стружку обрабатывают в воде с температурой от 50°C до 100°C, предпочтительно от 60°C до 90°C, особенно предпочтительно от 70 до 90°C.
В одном варианте осуществления настоящего способа обработка древесной стружки водой происходит таким образом, что обработка водой древесной стружки происходит в течение периода времени, составляющего от 10 до 60 мин, предпочтительно от 15 до 45 мин, особенно предпочтительно от 20 до 30 мин.
Таким образом, древесная стружка подвергается обработке горячей водой в течение заданного периода времени, при этом длительность обработки зависит от температуры воды. Обработанную горячей водой древесную стружку затем добавляют в дополнение или в качестве альтернативы к необработанной древесной стружке в известном способе изготовления ОСП.
Кроме того, в воду могут добавляться вспомогательные вещества, что улучшает растворимость летучих соединений в теплой воде или приводит к частичной или полной химической конверсии летучих соединений в нелетучие.
Обработка горячей водой способствует уменьшению летучих органических соединений в древесной стружке, поскольку по меньшей мере те соединения, которые характеризуются растворимостью в теплой воде, вымываются за счет обработки и приводят к уменьшенному выделению на ОСП. Обработка водой по настоящему изобретению может, например, происходить по принципу противотока.
Настоящая обработка водой древесной стружки осуществляется в отдельном устройстве для обработки водой. Обработка водой происходит за пределами стружечного станка (например, стружечного станка с кольцевой ножевой головкой или дискового стружечного станка) и, таким образом, не является частью процесса резания или дробления древесины для изготовления древесной стружки. Также немаловажно, чтобы обработка водой могла быть совершена еще до высушивания древесной стружки.
В одном варианте осуществления настоящего способа обработка водой древесной стружки происходит таким образом, что древесная стружка во время обработки полностью покрыта водой, предпочтительно полностью погружена в воду.
В другом варианте осуществления настоящего способа древесную стружку для обработки водой непрерывно направляют посредством по меньшей мере одного подающего устройства через содержащее воду устройство (емкость, резервуар).
Предпочтительно воду выводят из устройства после прохождения через древесную стружку. Выведенная из устройства вода обладает химической потребностью в кислороде от 300–100 мг/л, предпочтительно от 500 до 700 мг/л и считается только умеренно насыщенной органическими соединениями.
Выведенная из устройства вода может подвергаться этапу очистки и после очистки вводиться в устройство для обработки водой. Этапы очистки включают предпочтительно фильтрацию для извлечения взвешенных веществ и легких частиц и/или осаждения растворенных компонентов с использованием подходящих осаждающих средств.
Древесная стружка, применяемая согласно настоящему изобретению, может иметь длину от 50 до 200 мм, предпочтительно от 70 до 180 мм, особенно предпочтительно от 90 до 150 мм; ширину от 5 до 50 мм, предпочтительно от 10 до 30 мм, особенно предпочтительно от 15 до 20 мм; и толщину от 0,1 и 2 мм, предпочтительно от 0,3 до 1,5 мм, особенно предпочтительно от 0,4 до 1 мм.
В одном варианте осуществления древесная стружка имеет, например, длину от 150 до 200 мм, ширину от 15 до 20 мм, толщину от 0,5 до 1 мм и содержание влаги, составляющее максимум 50%.
Обработка водой древесной стружки осуществляется в устройстве (блоке смачивания), которое содержит следующие элементы или признаки:
- по меньшей мере одну заполненную водой емкость;
- по меньшей мере одно подающее устройство для транспортировки древесной стружки через емкость; и
- по меньшей мере одно устройство для погружения древесной стружки в воду.
В одном варианте заполненная водой емкость может быть выполнена в виде бассейна для пропитки с по меньшей мере одним подводом воды и по меньшей мере одним отводом воды. Как изложено выше, вода для промывания может быть отведена после очистки (фильтрации, осаждения) снова в емкость для воды; другими словами, вода в устройстве по настоящему изобретению циркулирует.
Подлежащая промыванию стружка для ОСП перемещается через емкость для воды посредством одного или нескольких транспортирующих валиков. Предпочтительно используются три или более транспортирующих валиков в зависимости от размера емкости для воды и количества стружки для ОСП.
Объем блока смачивания, в частности емкости для воды, может составлять от 20 м3 до 100 м3, предпочтительно от 30 м3 до 80 м3, особенно предпочтительно от 50 м3 до 70 м3. С производством 1600 м³ ОСП в день, что значит приблизительно 66 м³/ч, и временем выдержки приблизительно 15 мин требуется, например, размер резервуара по меньшей мере 50 м³, при условии полной обработки всей стружки для ОСП. Если необходимо обработать DS- или MS-стружку, требуется соответственно меньший объем резервуара. Размер резервуара учитывает также «кажущуюся плотность» стружки в воде.
Время выдержки стружки для ОСП в емкости для воды составляет от 10 до 30 мин, предпочтительно от 15 до 20 мин. В случае предполагаемой площади в 20 м² (длины: 8 м, ширины: 2,5 м, высоты: 2,5 м), время выдержки в 15 мин соответствует скорости в приблизительно 0,5 м/мин.
Поскольку вода служит в качестве вещества-переносчика, скорость течения воды также удерживается в диапазоне от 0,2 до 1 м/мин, предпочтительно на приблизительно 0,5 м/мин.
Устройство для погружения древесной стружки в воду может, например, быть выполнено в виде прижимного устройства, которое обеспечивает нахождение древесной стружки полностью под водой.
Загрузка стружки для ОСП в емкость для воды и выгрузка из нее происходят подходящим образом посредством наклонных поверхностей, которые находятся под подходящим углом в емкости для воды.
На выходе из устройства для обработки водой обработанная водой стружка имеет температуру, составляющую от 50 до 70°C. С данной температурой древесная стружка из устройства для обработки водой поступает в сушильную установку (как часть производственной линии для плит ОСП), что приводит к повышению производительности сушильной установки. К тому же, будет использоваться энергия, необходимая для удаления компонентов древесины для процесса сушки. В ходе обычного процесса температура на входе в сушильную установку составляет приблизительно 25°C.
Также предоставлен способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), который включает следующие этапы:
a) получение древесной стружки из подходящей древесины;
b) обработку по меньшей мере части древесной стружки водой согласно описанному выше способу;
c) высушивание обработанной водой древесной стружки;
d) склеивание обработанной водой и высушенной древесной стружки и факультативное склеивание необработанной водой древесной стружки с использованием по меньшей мере одного связующего вещества;
e) распределение склеенной древесной стружки на конвейерной ленте и
f) прессование склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
Способ по настоящему изобретению обеспечивает возможность изготовления плит ОСП на основе древесного материала с использованием обработанной водой древесной стружки, которая вводится в известный способ изготовления дополнительно или в качестве альтернативы к необработанной древесной стружке. Плита ОСП на основе древесного материала, изготовленная способом согласно изобретению, которая состоит из обработанной водой древесной стружки, характеризуется уменьшенным выделением летучих органических соединений, в частности терпенов и альдегидов.
Благодаря предоставлению данного способа возникают разные преимущества. Таким образом, обеспечивается возможность легкого изготовления плит ОСП на основе древесного материала без существенного влияния на общепринятую цепь технологического процесса со значительно уменьшенным выделением летучих органических соединений из ОСП. В дополнение, расход энергии для высушивания древесной стружки может быть уменьшен, поскольку древесная стружка на входе в сушильную установку уже имеет повышенную температуру (например, приблизительно 50–70°C); другими словами, потребление энергии, осуществленное при обработке водой, способствует процессу высушивания.
Изготовление ОСП согласно настоящему способу по сравнению с традиционным способом изготовления ОСП изменено таким образом, что по меньшей мере одна часть примененной стружки после изготовления обрабатывается еще перед высушиванием водой. Стружка может быть такой, которая служит для предусмотренных наружного или промежуточного слоев. После обработки стружку подают для высушивания, осуществляемого стандартным образом. Это происходит, например, непосредственно перед склеиванием, при этом может происходить полная замена или даже частичная замена стандартной стружки.
В еще одном варианте осуществления настоящего способа применяют обработанную водой древесную стружку или смесь из обработанной водой древесной стружки и необработанной водой древесной стружки в качестве промежуточного слоя и/или наружного слоя плиты ОСП на основе древесного материала.
Следовательно, в одном варианте возможна полная замена древесной стружки, при этом обработанную водой древесную стружку применяют в промежуточном слое, и в одном или двух наружных слоях, или также во всех слоях.
В другом варианте возможно выполнение исключительно промежуточного слоя из обработанной водой древесной стружки и применение для одного или двух наружных слоев необработанной водой древесной стружки. Поскольку обработанная водой древесная стружка светлого цвета, может быть соответственно предпочтительным использовать обработанную водой древесную стружку в наружном слое. Это придает ОСП привлекательный цвет.
В еще одном варианте возможно выполнение исключительно одного или двух наружных слоев из обработанной водой древесной стружки, и для промежуточного слоя применяют высушенную и необработанную водой древесную стружку.
В еще одном варианте допустимо и возможно применять для промежуточного и наружных слоев соответственно смесь с любым соотношением обработанной водой древесной стружки и необработанной водой древесной стружки. В таком случае смесь может содержать от 10 до 50 вес. %, предпочтительно от 20 до 30 вес. % необработанной или необработанной водой древесной стружки и от 50 до 90 вес. %, предпочтительно от 70 до 80 вес. % обработанной водой древесной стружки.
В еще одном варианте осуществления этап обработки водой древесной стружки может быть осуществлен отдельно от процесса изготовления плит ОСП на основе древесного материала. Следовательно, обработку водой в этом варианте осуществления настоящего способа осуществляют вне общего процесса или технологической линии. При этом процесс изготовления древесной стружки останавливают и ее подают в устройство для обработки водой (например, бассейн для пропитки). Затем обработанная водой древесная стружка при необходимости после промежуточного хранения, например, сразу перед склеиванием может быть снова подвержена обычному процессу получения. В процессе получения это обеспечивает возможность высокой гибкости.
Обработка водой древесной стружки в еще одном варианте осуществления может быть включена в способ изготовления плит ОСП на основе древесного материала, т. е. этап обработки водой внедряют в общий процесс или технологическую линию и осуществляют в режиме реального времени.
В этом случае обработку водой могут осуществлять i) сразу после нарезки и предоставления стружки или ii) только после просеивания и разделения древесной стружки в соответствии с применением древесной стружки для промежуточного слоя или наружных слоев. В последнем случае могут осуществлять отдельную обработку водой древесной стружки в соответствии с требованиями для древесной стружки, применяемой в промежуточном и наружных слоях.
В другом варианте способа по настоящему изобретению обработку водой древесной стружки осуществляют по меньшей мере в одном устройстве для обработки водой, предпочтительно в двух устройствах для обработки водой. Устройство для обработки водой, применяемое согласно настоящему изобретению, может быть предоставлено в виде установки периодического действия или в виде установки непрерывного действия, при этом предпочтительной является установка непрерывного действия.
Как было упомянуто выше, обработку водой древесной стружки, применяемой для промежуточного слоя и наружных слоев плиты ОСП на основе древесного материала, можно осуществить в каждом случае отдельно в по меньшей мере двух устройствах для обработки водой. Это позволяет приспосабливать степень обработки водой древесной стружки, обрабатываемой водой, применяемой в промежуточном и/или наружных слоях, под соответствующие требования и пожелания потребителей. Два применяемых устройства для обработки водой соединены или расположены в этом случае предпочтительно параллельно.
Приведение древесной стружки в контакт с по меньшей мере одним связующим веществом на этапе d) осуществляют предпочтительно путем разбрызгивания или распыления связующего вещества на древесную стружку. Таким образом, многие ОСП-устройства работают за счет вращающихся катушек (барабанов с распылителями для склеивания). Также возможно склеивание посредством смешивающего аппарата. Стружку тщательно перемешивают в смешивающем аппарате с проклеивающим материалом посредством вращающихся лопастей.
В одном варианте осуществления настоящего способа в качестве связующего вещества предпочтительно применяют полимерное клеящее вещество, которое выбрано из группы, состоящей из клеящего вещества на основе формальдегида, такого как клеящее вещество на основе мочевино-формальдегидной смолы (UF) и/или клеящее вещество на основе меламино-формальдегидной смолы (MF), клеящего вещества на основе полиуретана, клеящего вещества на основе эпоксидной смолы, клеящего вещества на основе сложного полиэфира. В данном случае предпочтительным является применение клеящего вещества на основе полиуретана, при этом клеящее вещество на основе полиуретана представлено на основе ароматических полиизоцианатов, в частности полидифенилметандиизоцианата (PMDI), толуилендиизоцианата (TDI) и/или дифенилметандиизоцианата (MDI), при этом PMDI является особенно предпочтительным.
В варианте настоящего способа обработанную водой и необработанную водой древесную стружку склеивают с использованием связующего вещества в количестве от 1,0 до 5,0 вес. %, предпочтительно от 2 до 4 вес. %, в частности 3 вес. % (в пересчете на общее количество древесной стружки).
Также возможно снабжать древесную стружку по меньшей мере одним огнезащитным веществом вместе со связующим веществом или отдельно от него. Огнезащитное вещество может, как правило, добавляться в количестве от 1 до 20 вес. %, предпочтительно от 5 до 15 вес. %, особенно предпочтительно больше либо ровно 10 вес. %, в пересчете на общее количество древесной стружки. Обычные огнезащитные вещества выбраны из группы, состоящей из фосфатов, боратов сульфата, в частности, полифосфата аммония, трис(трибромнеопентил)фосфата, бората цинка или комплексов борной кислоты многоатомных спиртов.
Склеенную (обработанную водой и/или необработанную водой) древесную стружку высыпают на конвейерную ленту с образованием первого наружного слоя вдоль направления перемещения, далее с образованием промежуточного слоя поперечно направлению перемещения и затем с образованием второго наружного слоя вдоль направления перемещения.
После распределения осуществляют прессование склеенной древесной стружки при температурах от 200 до 250°C, предпочтительно от 220 до 230°C для получения плиты ОСП на основе древесного материала.
В первом предпочтительном варианте осуществления настоящий способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением VOC включает следующие этапы:
- получение древесной стружки из подходящей древесины, в частности посредством нарезания стружки из подходящей древесины;
- обработку древесной стружки водой с температурой от 70°C до 90°C;
- высушивание обработанной водой древесной стружки;
- просеивание и разделение обработанной водой древесной стружки на древесную стружку, подходящую для использования в качестве промежуточного слоя и наружного слоя;
- склеивание разделенной древесной стружки;
- распределение склеенной обработанной водой древесной стружки на конвейерной ленте в следующем порядке: первый нижний наружный слой, промежуточный слой и второй верхний наружный слой; и
- прессование склеенной древесной стружки с получением плиты ОСП на основе древесного материала.
Во втором предпочтительном варианте осуществления настоящий способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением VOC включает следующие этапы:
- получение древесной стружки из подходящей древесины, в частности посредством нарезания стружки из подходящей древесины;
- просеивание и разделение древесной стружки на древесную стружку, подходящую для применения в качестве промежуточного слоя и наружного слоя;
- обработку древесной стружки, предусмотренной для промежуточного слоя, и/или древесной стружки, предусмотренной для наружного слоя (слоев), водой с температурой от 70°C до 90°C;
- высушивание обработанной водой древесной стружки;
- склеивание отделенной обработанной водой древесной стружки и склеивание необработанной водой древесной стружки;
- распределение склеенной обработанной водой и необработанной водой древесной стружки на конвейерной ленте в следующем порядке: первый нижний наружный слой, промежуточный слой и второй верхний наружный слой; и
- прессование склеенной древесной стружки с получением плиты ОСП на основе древесного материала.
Соответственно, способ по настоящему изобретению обеспечивает возможность изготовления плиты ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), которая содержит обработанную водой древесную стружку.
Плита ОСП на основе древесного материала по настоящему изобретению может при этом полностью состоять из обработанной водой древесной стружки или из смеси обработанной водой и необработанной водой древесной стружки. В одном варианте осуществления оба из наружных слоев и промежуточный слой ОСП состоят из обработанной водой древесной стружки, в другом варианте осуществления оба из наружных слоев состоят из необработанной водой древесной стружки, а промежуточный слой состоит из обработанной водой древесной стружки, и в еще одном варианте осуществления оба наружных слоя состоят из обработанной водой древесной стружки, а промежуточный слой состоит из необработанной водой древесной стружки.
Плита ОСП на основе древесного материала по настоящему изобретению может иметь кажущуюся плотность от 300 до 1000 кг/м3, предпочтительно от 500 до 800 кг/м3, в частности, предпочтительно от 500 до 650 кг/м3.
Толщина плиты ОСП на основе древесного материала по настоящему изобретению может составлять от 5 до 50 мм, предпочтительно от 10 до 40 мм, при этом предпочтительна, в частности, толщина от 15 до 25 мм.
Изготовленная с применением настоящего способа плита ОСП на основе древесного материала характеризуется, в частности, уменьшенным выделением альдегидов, в частности пентаналя или гексаналя, и/или терпенов, в частности карена и пинена, выделяющихся во время гидролиза древесины.
Высвобождение альдегидов происходит во время процесса резания и связанных с ним водной обработки и очистки древесной стружки. В этом случае конкретные альдегиды могут быть образованы из структурных единиц целлюлозы или гемицеллюлозы. Таким образом, например, альдегид фурфурол образуется из моно- и дисахаридов целлюлозы или гемицеллюлозы при условиях кислой среды и температурного воздействия, тогда как ароматические альдегиды могут высвобождаться из лигнина. Алифатические альдегиды (насыщенные и ненасыщенные) образуются посредством фрагментации жирных кислот при участии кислорода.
По причине применения обработанной водой древесной стружки происходит уменьшение выделения C2-C10-альдегидов, особенно предпочтительно ацетальдегида, пентаналя, гексаналя или также фурфурола, а также уменьшение выделяемых терпенов, в частности C10-монотерпенов и C15-сесквитерпенов, особенно предпочтительно ациклических или циклических монотерпенов в плитах ОСП на основе древесного материала.
Обычными ациклическими терпенами являются терпеновые углеводороды, такие как мирцен, терпеновые спирты, такие как герианол, линалоол, ипсинол и терпеновые альдегиды, такие как цитраль. Обычными представителями моноциклических терпенов являются п-ментан, терпенинол, лимонен или карвон, а обычными представителями бициклических терпенов являются каран, пинан, борнан, в частности 3-карен и α-пинен. Терпены являются компонентами древесных смол и поэтому присутствуют, в частности, в очень смолистых древесных породах, таких как сосна или ель.
В частности, резкое уменьшение альдегидов (а также ацетона) для специалиста не было прогнозируемым ни в коей мере. Поэтому можно предположить, что во время обработки водой вода присоединяется к двойным связям ненасыщенных жирных кислот и, таким образом, исключается образование альдегидов. Однако такие присоединения обычно обусловлены низкой электрофильностью воды только в присутствии минеральных кислот (серной кислоты, фосфорной кислоты и т. д.) при более высоких температурах. Кроме того, вода не известна как хорошая восстанавливающая среда.
Способ по настоящему изобретению осуществляют в производственной линии для изготовления плиты ОСП и он включает представленные элементы:
- по меньшей мере одно устройство для окорки подходящих стволов деревьев;
- по меньшей мере один стружечный станок для измельчения окоренных стволов деревьев в древесную стружку;
- по меньшей мере одно описанное выше устройство для обработки водой по меньшей мере части древесной стружки;
- по меньшей мере одну сушильную установку для высушивания обработанной водой древесной стружки;
- по меньшей мере одно устройство для просеивания и разделения древесной стружки (обработанной водой и необработанной водой);
- по меньшей мере одно устройство для склеивания древесной стружки;
- по меньшей мере одно устройство для распределения склеенной древесной стружки на конвейерной ленте, и
- по меньшей мере один пресс для прессования распределенной древесной стружки с получением ОСП.
Как было упомянуто выше, устройство для обработки водой может быть разработано непрерывным. Для этой цели деревянную стружку распределяют на конвейерную ленту, которая направляет деревянную стружку с заданной скоростью через устройство для обработки водой (например, в виде ванны для окунания). Во время прохождения через устройство для обработки водой древесная стружка равномерно погружается в горячую воду.
Устройство для обработки водой может быть предусмотрено перед устройством для просеивания и разделения древесной стружки (выше по потоку относительно него). В данном случае вся древесная стружка подвергается обработке водой.
Также возможно, чтобы два устройства для обработки водой были предусмотрены позади устройства для просеивания и разделения древесной стружки (ниже по потоку относительно него). В данном случае одно устройство для обработки водой предназначено для обработки водой древесной стружки, которая предусмотрена для промежуточного слоя, а другое устройство для обработки водой предназначено для обработки водой древесной стружки, которая предусмотрена для наружных слоев. Это обеспечивает возможность выборочной обработки водой древесной стружки для промежуточного слоя или древесной стружки для наружных слоев.
Изобретение будет объяснено более подробно ниже со ссылкой на графические материалы в отношении варианта осуществления. На графических материалах:
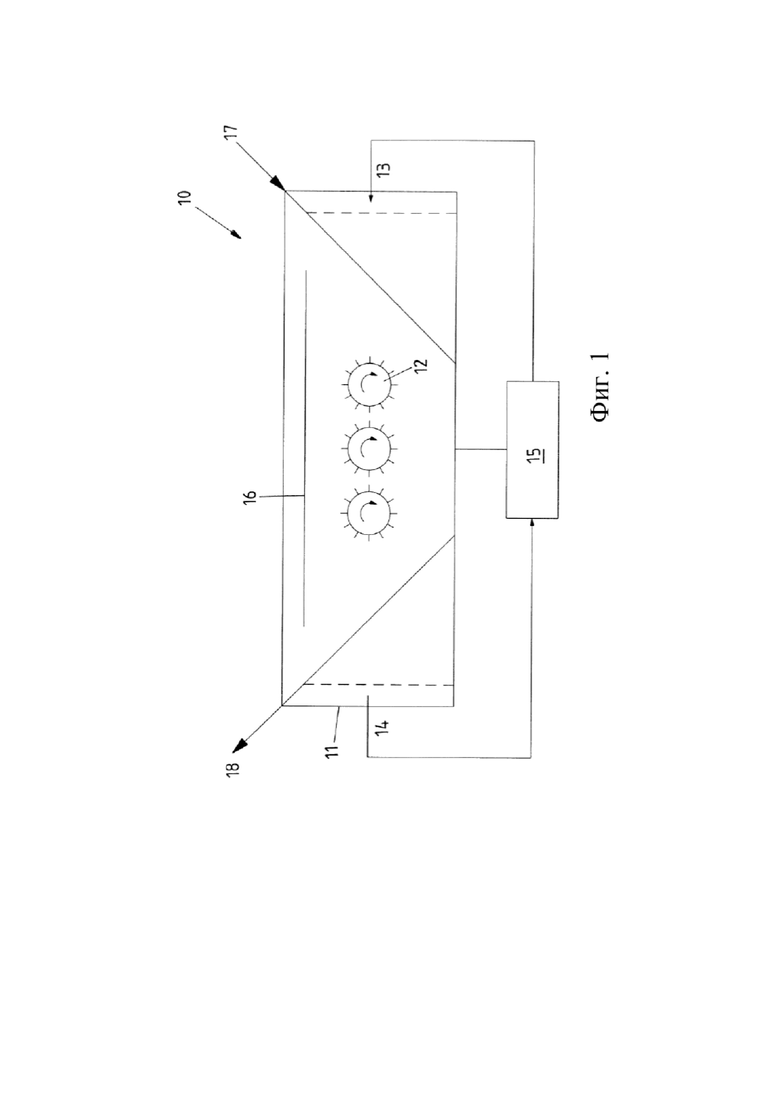
фиг. 1 представляет собой схематическое изображение одного варианта осуществления устройства для обработки водой древесной стружки;
фиг. 2 представляет собой схематическое изображение первого варианта осуществления способа изготовления плит ОСП согласно настоящему изобретению, и
фиг. 3 представляет собой схематическое изображение второго варианта осуществления способа согласно настоящему изобретению.
На фиг. 1 показан вариант устройства (блока смачивания) 10 для обработки водой древесной стружки. Устройство содержит заполненный водой бассейн 11 для пропитки, а также подающее устройство в виде трех транспортирующих валиков 12.
Настоящее устройство 10 дает возможность обрабатывать водой стружку еще перед высушиванием стружки в сушильном барабане. При этом обрабатывается вся или часть стружки, которая предусмотрена для последующего изготовления ОСП.
Бассейн 11 для пропитки содержит подвод 13 воды и отвод 14 воды. Вода, выведенная через отвод 14 воды, в устройстве 15 очистки может подвергаться этапу очистки (такому как фильтрация или осаждение примесей), при этом одновременно нагреваться и снова возвращаться через подвод 13 воды в бассейн для пропитки.
Применение прижимного устройства 16 обеспечивает нахождение древесной стружки полностью под водой и, таким образом, полностью окруженной водой.
Загрузка стружки для ОСП в бассейн 11 для пропитки и выгрузка из него происходят подходящим образом посредством наклонных поверхностей 17, 18, которые находятся под подходящим углом в бассейне 11 для пропитки. Перфорированные листы обеспечивают возможность отделения воды от стружки.
Первый вариант осуществления способа согласно изобретению, показанный на фиг. 2, описывает отдельные этапы способа, начиная с предоставления древесного исходного продукта до получения готовой плиты ОСП на основе древесного материала.
Соответственно, сначала на этапе 1 предоставляют подходящее древесное исходное сырье для получения древесной стружки. В качестве древесного исходного сырья подходят все хвойные породы, лиственные породы или также их смеси.
Окорка (этап 2) и нарезание стружки (этап 3) из древесного исходного сырья происходит в подходящих для этого стружечных станках, причем размер древесной стружки может контролироваться соответствующим образом. После измельчения и предоставления древесной стружки ее необязательно подвергают процессу предварительной сушки, при котором содержание влаги в 5–10% устанавливают относительно исходного содержания влаги древесной стружки (не показано).
В случае варианта осуществления, показанного на фиг. 2, древесную стружку подают в устройство для обработки водой (этап 4). Обработка водой древесной стружки происходит с использованием горячей воды в диапазоне температур от 70°C до 90°C.
Возникающая при этом вода для промывания может выводиться из процесса и после одного или нескольких этапов очистки при обработке водой снова может подводиться и, таким образом, возвращаться в оборот.
После завершения обработки водой, которая в данном случае длится приблизительно 15–30 минут, обработанная водой древесная стружка высушивается (этап 9), просеивается и разделяется (этап 5).
Происходит разделение древесной стружки для применения в качестве промежуточного слоя (этап 6а) или в качестве наружного слоя (этап 6b) с соответствующим склеиванием.
Склеенную обработанную водой древесную стружку распределяют на конвейерную ленту в последовательности первый нижний наружный слой, промежуточный слой и второй верхний наружный слой (этап 7), а затем прессуют для получения плиты ОСП на основе древесного материала (этап 8).
Во втором варианте осуществления, показанном на фиг. 3, сначала осуществляют предоставление древесного исходного сырья (этап 1), окорку (этап 2) и нарезку стружки (этап 3) по аналогии с фиг. 1. Древесная стружка может быть подвергнута процессу предварительной сушки, при этом содержание влаги в 5–10% устанавливают относительно исходного содержания влаги древесной стружки (этап 3а).
В отличие от варианта осуществления, показанного на фиг. 2, разделение древесной стружки для применения в качестве промежуточного слоя или в качестве наружного слоя происходит уже после дополнительного высушивания (этап 5).
Затем происходит обработка водой древесной стружки, предусмотренной для промежуточного слоя (этап 4a), и/или обработка водой древесной стружки, предусмотренной для наружного слоя (наружных слоев) (этап 4b), в подходящем, соответственно, устройстве для обработки водой. Обработка водой древесной стружки происходит в диапазоне температур от 70° до 90°C.
Также возможно, чтобы лишь древесная стружка для промежуточного слоя подвергалась обработке водой, тогда как древесная стружка для наружных слоев остается необработанной.
После завершения обработки водой, которая в данном случае длится приблизительно 15–30 минут, обработанная водой древесная стружка высушивается (этапы 9a, 9b) и склеивается (этапы 6 a, b).
Склеенную обработанную водой древесную стружку распределяют на конвейерную ленту в последовательности первый нижний наружный слой, промежуточный слой и второй верхний наружный слой (этап 7), а затем прессуют для получения плиты ОСП на основе древесного материала (этап 8).
Во время заключительной обработки в каждом случае полученная плита ОСП на основе древесного материала обрезается надлежащим образом.
Пример осуществления 1
Стружку получают из сосновых бревен (длина: максимум 200 мм, ширина: 20 мм, толщина: максимум 1 мм, содержание влаги: максимум 50%) и обрабатывают в ходе непрерывного рабочего процесса горячей водой в 90°C. Обработка происходит в емкости, через которую медленно перемещают стружку. Благодаря прижимному устройству обеспечивают полное нахождение стружки под водой. Длительность обработки/время выдержки в резервуаре составляет приблизительно 15 мин.
Вода, находящаяся в резервуаре, непрерывно выводится из процесса и посредством фильтрации взвешенных веществ и легких частиц очищается. Кроме того, растворенные компоненты осаждаются и вода затем снова возвращается в процесс. Выведенная вода обладает при этом ХПК (химической потребностью в кислороде) 700 мг/л. Таким образом, она умеренно насыщена органическими соединениями и может быть относительно легко очищена.
После этого стружку высушивают в сушильном барабане. Расход энергии сушильного барабана при этом значительно снижен, поскольку на входе в сушильную установку стружка уже имеет температуру приблизительно 70°C. Затем ее склеивают в устройстве с валками с использованием PMDI (приблизительно 3 вес. % проклеивающего материала для стружки в абсолютно сухом состоянии).
Склеенную стружку распределяют в ОСП-устройстве в качестве наружных и промежуточного слоев. Процентное распределение между промежуточным и наружными слоями составляет по меньшей мере от 70% до 30%. Стружку прессуют для получения плит, которые имеют кажущуюся плотность приблизительно 570 кг/м3. После периода хранения приблизительно в одну неделю проводят испытание испытываемых плит вместе со стандартной плитой с той же прочностью в микрокамере на выделение VOC.
Параметры камеры: температура: 23°C; содержание влаги: 0%; расход воздуха: 150 мл/мин; воздухообмен: 188/ч; нагрузка: 48,8 м²/м³; поверхность образца: 0,003 м²; объем камеры: 48 мл.
Значения наиболее важных в количественном отношении параметров приведены в следующей таблице.
[мкг/м² x ч]
[мкг/м² x ч]
Как видно из таблицы, в отношении наиболее важных параметров наблюдается значительное уменьшение выделения. Значения уменьшены примерно вдвое.
Пример осуществления 2
Стружку получают из сосновых бревен (длина: максимум 200 мм, ширина: 20 мм, толщина: максимум 1 мм, содержание влаги: максимум 50%) и обрабатывают в ходе непрерывного рабочего процесса горячей водой в 70°C. Обработка происходит в емкости, через которую медленно перемещают стружку. Благодаря прижимному устройству обеспечивают полное нахождение стружки под водой. Длительность обработки/время выдержки в резервуаре составляет приблизительно 30 мин.
Вода, находящаяся в резервуаре, непрерывно выводится из процесса и посредством фильтрации взвешенных веществ и легких частиц очищается. Кроме того, растворенные компоненты осаждаются и вода затем снова возвращается в процесс. Выведенная вода обладает при этом ХПК (химической потребностью в кислороде) 545 мг/л. Таким образом, она умеренно насыщена органическими соединениями и может быть относительно легко очищена.
После этого стружку высушивают в сушильном барабане. Расход энергии сушильного барабана при этом значительно снижен, поскольку на входе в сушильную установку стружка уже имеет температуру приблизительно 60°C. Затем ее склеивают в устройстве с валками с использованием PMDI (приблизительно 3 вес. % проклеивающего материала для стружки в абсолютно сухом состоянии).
Склеенную стружку распределяют в ОСП-устройстве в качестве наружных и промежуточного слоев. Процентное распределение между промежуточным и наружными слоями составляет по меньшей мере от 70% до 30%. Стружку прессуют для получения плит, которые имеют кажущуюся плотность приблизительно 590 кг/м3. После периода хранения приблизительно в одну неделю проводят испытание испытываемых плит вместе со стандартной плитой с той же прочностью в микрокамере на выделение VOC.
Параметры камеры: температура: 23°C; содержание влаги: 0%; расход воздуха: 150 мл/мин; воздухообмен: 188/ч; нагрузка: 48,8 м²/м³; поверхность образца: 0,003 м²; объем камеры: 48 мл.
Значения наиболее важных в количественном отношении параметров приведены в следующей таблице.
[мкг/м² x ч]
[мкг/м² x ч]
Благодаря увеличению длительности обработки горячей водой наблюдается значительное снижение наиболее важных параметров. Это особенно заметно в отношении терпенов. С ними выделение снижается до 95%.


Группа изобретений относится к деревообрабатывающей промышленности, в частности к изготовлению плит. Обрабатывают часть древесной стружки в воде при температуре от 50°C до 100°C в течение 10-60 мин. Высушивают обработанную в воде стружку. Склеивают обработанную водой и высушенную стружку и склеивают необработанную водой стружку с использованием связующего. Распределяют склеенную стружку на конвейерной ленте и прессуют для получения плиты. Производственная линия для изготовления плиты содержит устройство для окорки стволов деревьев, стружечный станок, устройство для обработки водой стружки, сушильную установку для высушивания обработанной водой стружки, устройство для просеивания и разделения стружки, устройство для склеивания стружки, устройство для распределения склеенной стружки на конвейерной ленте и пресс для прессования распределенной стружки. Устройство для обработки водой стружки содержит емкость с водой, подающее устройство для транспортировки стружки через емкость и устройство для погружения стружки в воду. Упрощается процесс, повышается надежность изготовления плит, снижается выделение летучих органических соединений. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ изготовления плит ОСП на основе древесного материала, в частности плит ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), включающий этапы: a) получения древесной стружки из подходящей древесины; b) обработки по меньшей мере части древесной стружки в воде при температуре от 50°C до 100°C в течение периода времени, составляющего от 10 до 60 мин; c) высушивания обработанной в воде древесной стружки; d) склеивания обработанной водой и высушенной древесной стружки и факультативного склеивания необработанной водой древесной стружки с использованием по меньшей мере одного связующего вещества; e) распределения склеенной древесной стружки на конвейерной ленте и f) прессования склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
2. Способ по п. 1, отличающийся тем, что древесную стружку обрабатывают в воде с температурой от 60°C до 90°C, предпочтительно от 70 до 90°C.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что обработка водой древесной стружки происходит в течение периода времени, составляющего от 15 до 45 мин, предпочтительно от 20 до 30 мин.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что древесная стружка во время обработки полностью покрыта водой, предпочтительно полностью погружена в воду.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что древесную стружку для обработки водой непрерывно направляют посредством по меньшей мере одного подающего устройства через содержащее воду устройство.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что воду выводят из устройства после прохождения через древесную стружку.
7. Способ по п. 6, отличающийся тем, что выведенную из устройства воду подвергают этапу очистки и вводят обратно в устройство.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что в качестве промежуточного слоя и/или наружного слоя плиты ОСП на основе древесного материала используют обработанную водой древесную стружку или смесь из обработанной водой древесной стружки и необработанной водой древесной стружки.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что этап обработки водой древесной стружки осуществляют отдельно от способа изготовления плит ОСП или его включают в способ изготовления плит ОСП.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что обработанную водой и необработанную водой древесную стружку склеивают с использованием связующего вещества в количестве от 1,0 до 5,0 вес. %, предпочтительно от 2 до 4 вес. %, в частности 3 вес. % (в пересчете на общее количество древесной стружки).
11. Способ по любому из предыдущих пунктов, отличающийся тем, что склеенную древесную стружку прессуют при температурах от 200 до 250°C, предпочтительно от 220 до 230°C с получением плиты ОСП на основе древесного материала.
12. Производственная линия для изготовления плиты ОСП согласно способу по любому из предыдущих пунктов, содержащая: по меньшей мере одно устройство (2) для окорки подходящих стволов (1) деревьев; по меньшей мере один стружечный станок (3) для измельчения окоренных стволов деревьев в древесную стружку; по меньшей мере одно устройство (4, 4a, 4b) для обработки водой по меньшей мере части древесной стружки, содержащее по меньшей мере одну заполненную водой емкость; по меньшей мере одно подающее устройство для транспортировки древесной стружки через емкость; и по меньшей мере одно устройство для погружения древесной стружки в воду; по меньшей мере одну сушильную установку (9, 9a, 9b) для высушивания обработанной водой древесной стружки; по меньшей мере одно устройство (5) для просеивания и разделения древесной стружки; по меньшей мере одно устройство (6a, 6b) для склеивания древесной стружки; и по меньшей мере одно устройство (7) для распределения склеенной древесной стружки на конвейерной ленте, и по меньшей мере один пресс (8) для прессования распределенной древесной стружки с получением плиты ОСП.
13. Производственная линия по п. 12, отличающаяся тем, что по меньшей мере одно устройство для обработки водой расположено выше по потоку перед устройством для просеивания и разделения.
14. Производственная линия по п. 12, отличающаяся тем, что два устройства для обработки водой предусмотрены ниже по потоку за устройством для просеивания и разделения древесной стружки.
| US 20090095694 A1, 16.04.2009 | |||
| CN 106272873 A, 04.01.2017 | |||
| WO 2013107599 A1, 25.07.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ И ИЗГОТОВЛЕННАЯ СОГЛАСНО СПОСОБУ ПАНЕЛЬ | 2010 |
|
RU2540663C2 |
| ПЛИТА, СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЛИТ И ПАНЕЛЬ, СОДЕРЖАЩАЯ МАТЕРИАЛ ТАКОЙ ПЛИТЫ | 2008 |
|
RU2471619C2 |

