ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к способу загрузки стента в систему доставки, содержащую баллонный катетер. Более конкретно, настоящее изобретение относится к способу закрепления металлического стента на баллоне, в том числе стента с лекарственным покрытием.
УРОВЕНЬ ТЕХНИКИ
[002] Стенты обычно используются для обеспечения проходимости стенозированного сосуда пациента. Стенты предотвращают рестеноз сосудов после ангиопластики, который может развиться у некоторых пациентов. Как правило, стент в сжатой конфигурации вставляют в пораженный участок сосуда, а затем расширяют для создания или поддержания просвета сосуда, тем самым восстанавливая почти нормальный кровоток.
[003] В данной области известно множество стентов, включая саморасширяющиеся и расширяемые стенты. Стенты обоих типов обычно доставляют к пораженному участку сосуда с использованием чрескожной транслюминальной системы доставки. Расширяемые стенты обычно доставляют к пораженному участку сосуда на системе доставки, включающей баллонный катетер или другое расширяемое устройство.
[004] Баллонный катетер состоит из шафта и баллона, имеющего определенную степень твердости и эластичности. Баллон располагается на дистальном конце катетера. Баллон имеет свернутую конфигурацию для доставки со складками, которые сложены по окружности вокруг катетера. Расширяемый стент размещают поверх свернутого баллона, тем самым формируя систему стент-баллон. В шафте катетера имеется просвет для надувания и сдувания баллона. После доставки стента к месту лечения баллон надувают, в результате чего он расширяется до номинального диаметра и расширяет стент. При этом стент контактирует со стенкой сосуда, вжимаясь в нее и закрепляясь в месте имплантации. Затем баллон сдувают и вместе с катетером удаляют из сосуда. При этом стент в расширенной конфигурации остается в сосуде, поддерживая просвет сосуда.
[005] Основными проблемами, возникающими при транслюминальной доставке и развертывании стента, являются неконтролируемое преждевременное смещение стента относительно баллона и несимметричное расширение стента при имплантации. Также существенными параметрами системы стент-баллон являются гибкость и диаметр, определяющие возможность доставлять стент к месту лечения через извилистые и относительно узкие сосуды пациента.
[006] Было разработано несколько способов закрепления стента на баллоне. Один из способов заключается в том, чтобы подобрать внешний диаметр свернутого баллона и внутренний диаметр стента так, чтобы требовалось значительное усилие для размещения стента на баллоне. При таком способе закрепления стент удерживается на баллоне только за счет силы трения. Указанный способ не дает необходимый уровень надежности закрепления стента на баллоне, соответственно, стент может преждевременно смещаться с баллона во время продвижения системы доставки стента к месту лечения.
[007] Известны системы доставки со съемной оболочкой, расположенной на внешней поверхности стента, которую удаляют, как только стент достигает места лечения (US5690644A; опубл. 25.11.1997; МПК A61F2/06; A61F2/82; A61F2/84; A61M25/12). Такая оболочка защищает стент во время доставки и обеспечивает гладкую поверхность системы стент-баллон для более легкого прохождения через сосудистую сеть пациента. Однако внешняя оболочка увеличивает профиль доставки — диаметр системы стент-баллон — тем самым уменьшая способность системы продвигаться через суженную и извилистую анатомию.
[008] В заявке US6106530 (опубл. 22.08.2000; МПК A61F2/958; A61M25/00; A61M25/10; A61M29/00) описан баллонный катетер, имеющий стопоры для закрепления стента, расположенные проксимально и дистально относительно баллона. Как и в случае со съемной оболочкой, описанной выше, стопоры увеличивают профиль доставки и уменьшают гибкость системы стент-баллон.
[009] Самым популярным способом закрепления стента на баллоне является пластическая деформация стента путем его обжатия на баллоне. К стенту, размещенному поверх баллона, прикладывают сжимающую силу, направленную радиально внутрь — так называемое, усилие обжатия. В результате обжатия стент вжимается в баллон, и материал баллона хотя бы в какой-то степени выпячивается радиально наружу через промежутки между ребрами стента. Выпячивание материала баллона между ребрами стента значительно увеличивает надежность закрепления стента на баллоне, что отражается в повышенном усилии дислокации (усилии отсоединения) по сравнению со стентом, который удерживается на баллоне только за счет силы трения. Под усилием дислокации (усилием отсоединения), в общем виде, понимают силу, которую необходимо приложить к стенту в продольном направлении, чтобы сместить стент относительно баллона.
[0010] Для еще большей надежности закрепления стента на баллоне было предложено использование баллона, имеющего на наружной поверхности специальные выступы, которые при обжатии должны попадать в промежутки между ребрами стента (US6110180A; опубл. 29.08.2000; МПК A61F2/06; A61F2/84; A61M25/12; A61M29/02).
Однако это предъявляет повышенные требования к точности позиционирования стента на баллоне, что усложняет процедуру обжатия. Кроме того, если выступы закладываются при формировании баллона, это дополнительно усложняет процесс изготовления баллона. Если выступы не сформированы как одно целое с баллоном, существует риск того, что один или несколько выступов могут отсоединиться во время развертывания стента и попасть в кровоток. Также выступы могут снизить гибкость системы стент-баллон, тем самым уменьшая возможность доставлять стент к месту лечения через извилистые сосуды.
[0011] Для того чтобы усилить выпячивание материала баллона через промежутки между ребрами стента, баллон может быть обработан растворителем, например, ацетоном (US7886419B2; опубл. 15.02.2011; МПК B23Q3/00). Однако химическое размягчение материала баллона, вызванное действием растворителя, может приводить к появлению неоднородностей, например, различной толщины стенки баллона. Разная толщина стенки может, в свою очередь, давать участки с пониженной прочностью, которые подвержены разрыву при надувании баллона во время развертывания стента. Кроме того, химическое изменение баллона может непредсказуемо ухудшить механические характеристики баллона, что затрудняет точное и контролируемое развертывание стента. Также обработка растворителем может быть проблемой при обжатии стента с лекарственным покрытием, так как растворитель, попадая на стент, может разрушать полимерную матрицу лекарственного покрытия. Помимо прочего, обработка баллона растворителем увеличивает стоимость, сложность и время производственного процесса.
[0012] Еще одним способом размягчить материал баллона является повышение температуры во время обжатия. При этом может нагреваться как сам баллон, за счет подачи в него горячего воздуха или жидкости, так и стент, за счет нагрева обжимных лезвий или обжимной формы. Нагрев баллона (например, US5836965; опубл. 17.11.1998; МПК A61F2/06; A61F2/82; A61F2/84), может привести к локальным пластическим потокам в материале баллона, приводящим к неоднородностям, включая различную толщину стенок, повышающую риск повреждения баллона во время имплантации.
[0013] Для усиления выпячивания материала баллона через промежутки стента, в баллоне могут создавать значительное давление во время процедуры обжатия. Например, в патенте US9308106B2 (опубл. 12.04.2016; МПК A61F2/95; A61F2/958; B23P11/00) описан способ обжатия, в котором давление в баллоне составляет около 10-20 атмосфер (атм). Однако создание такого большого давления в баллоне при обжатии стента может привести, например, к возникновению точечных перфораций в материале баллона, что приводит к разрушению баллона или к невозможности создать в баллоне давление, необходимое для развертывания стента при имплантации. Кроме того, использование указанного давления может вызвать нежелательную фиксацию стента на баллоне, не позволяющую полностью отделить стент от баллона во время развертывания стента при имплантации.
[0014] Описанный способ обжатия (US9308106B2) также предполагает нагрев стента до 170ºF (77ºC). Однако столь высокая температура может быть разрушительной для биодеградируемого полимерного лекарственного покрытия, расположенного на поверхности стентов типа DES (drug-eluting stent). Стоит отметить, что стенты с антипролиферативным лекарственным покрытием являются наиболее популярными в настоящее время, так как их использование значительно снижает частоту рестеноза после имплантации.
[0015] Еще одна проблема, которая возникает при обжатии стентов с лекарственным покрытием — это истирание или прилипание фрагментов покрытия к обжимным лезвиям или внутренней поверхности обжимной формы. Для решения этой проблемы используют защитную оболочку, покрывающую стент во время обжатия. Защитную оболочку изготавливают из материала, который не будет прилипать к стенту или пагубно влиять на терапевтические агенты, содержащиеся в лекарственном покрытии. Часто защитная оболочка представляет собой трубку, которую надевают поверх стента перед загрузкой системы стент-баллон в обжимное устройство (например, US10166131B2; опубл. 01.01.2019; МПК A61F2/06; A61F2/90; A61F2/915; A61F2/958; A61F2/91; A61F2/95; A61M25/10;). Однако использование защитной оболочки в виде трубки неудобно, так как под каждый размер стента требуется подбирать трубку с определенным диаметром. Кроме того, высок риск брака, вызванный смещением необжатого стента.
[0016] В настоящий момент существует необходимость разработки способа надежного закрепления стента на баллоне при таких параметрах, которые позволяли бы использовать данный способ для обжатия как простых металлических стентов типа BMS (bare metal stent), так и стентов с полимерным лекарственным покрытием.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0017] Задачей настоящего изобретения является создание системы стент-баллон, подходящей для чрескожной транслюминальной доставки стента, в том числе стента с лекарственным покрытием, к месту имплантации и расправления стента путем надувания баллона.
[0018] Данная задача решается заявляемым изобретением за счет достижения такого технического результата, как разработка способа закрепления стента на баллоне, позволяющего создавать системы стент-баллон, обладающую низким профилем доставки и высокой надежностью закрепления стента на баллоне, где стент является металлическим стентом, в том числе, стентом с полимерным лекарственным покрытием.
[0019] Заявленный технический результат достигается за счет того, что способ получения системы стент-баллон включает следующие этапы:
- формируют систему стент-баллон путем размещения баллона во внутренней полости стента таким образом, что баллон контактирует с внутренней поверхностью стента;
- размещают систему стент-баллон в обжимную полость, образованную обжимными лопастями и имеющую первый внутренний диаметр;
- уменьшают внутренний диаметр обжимной полости до второго внутреннего диаметра;
- подают повышенное давление в баллон;
- увеличивают внутренний диаметр обжимной полости до третьего внутреннего диаметра при непрерывной подаче давления в баллон;
- уменьшают внутренний диаметр обжимной полости до четвертого внутреннего диаметра;
при этом первый внутренний диаметр больше третьего внутреннего диаметра, а третий внутренний диаметр больше второго внутреннего диаметра и четвертого внутреннего диаметра.
[0020] В предпочтительном варианте реализации баллон предварительно сворачивают с образованием 3-5 складок перед созданием системы стент-баллон. Сворачивание баллона с образованием складок, симметрично обернутых вокруг катетера, позволяет уменьшить профиль доставки и способствует правильному развертыванию стента при имплантации.
[0021]
[0022] При формировании системы стент-баллон в баллоне может быть создано давление ниже атмосферного или равное атмосферному. Таким образом, при размещении внутри стента баллон не надут. Это позволяет легко позиционировать стент относительно баллона с минимальным риском истирания материала баллона или замятия складок предварительно свернутого баллона.
[0023] В одном из вариантов реализации, когда стент содержит полимерное лекарственное покрытие, температура обжимных лопастей составляет от приблизительно 20ºС до приблизительно 70ºС. Такой температурный режим препятствует разрушению полимерной матрицы лекарственного покрытия.
[0024] Циклическое изменение внутреннего диаметра обжимной полости при непрерывной подаче давления в баллон приводит к тому, что больше материала баллона выпячивается между ребрами стента. Это позволяет увеличить усилие дислокации (усилие отсоединения), при этом не увеличивая время выдержки этапов обжатия и, соответственно, всего процесса. Также циклическое изменение внутреннего диаметра обжимной полости воздействует на материал стента таким образом, что уменьшает отдачу стента, когда внутренний диаметр обжимной полости окончательно расширяют. Это позволяет уменьшить профиль доставки системы стент-баллон.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
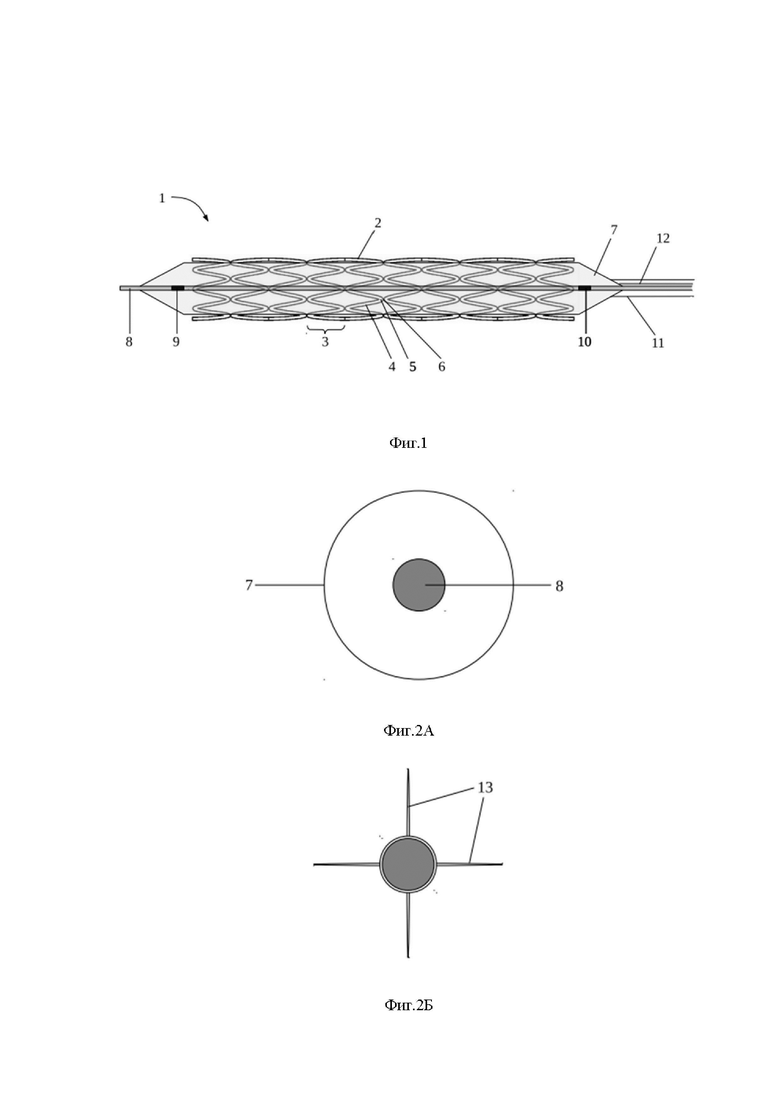
[0025] На Фиг. 1 показана система стент-баллон.
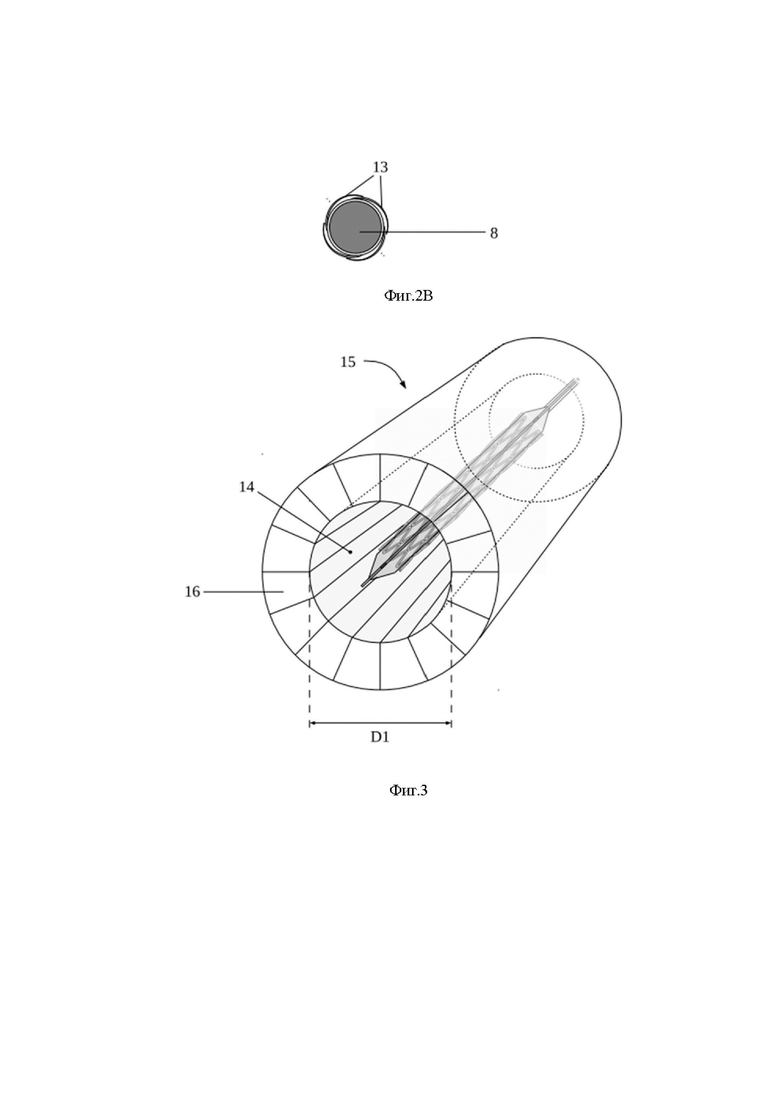
[0026] Фиг. 2А-В иллюстрируют процесс сворачивания баллона.
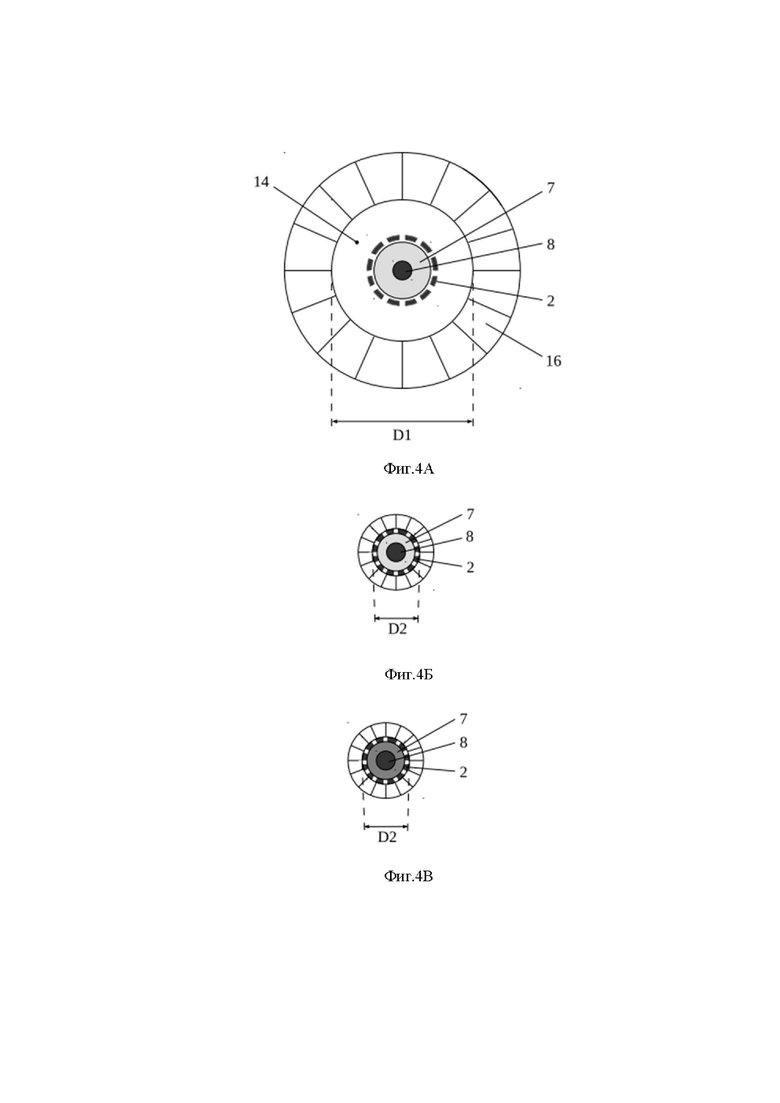
[0027] На Фиг. 3 показана система стент-баллон, размещенная в обжимной полости.
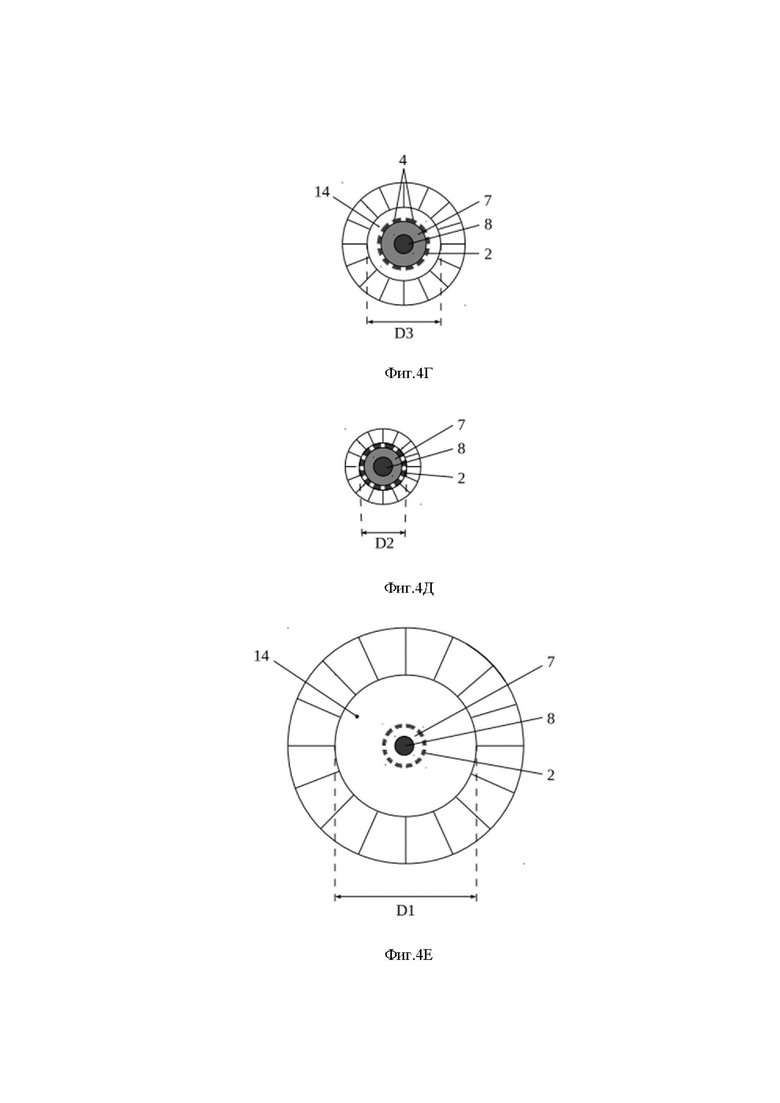
[0028] Фиг. 4А-Е иллюстрируют процесс обжатия стента на баллоне.
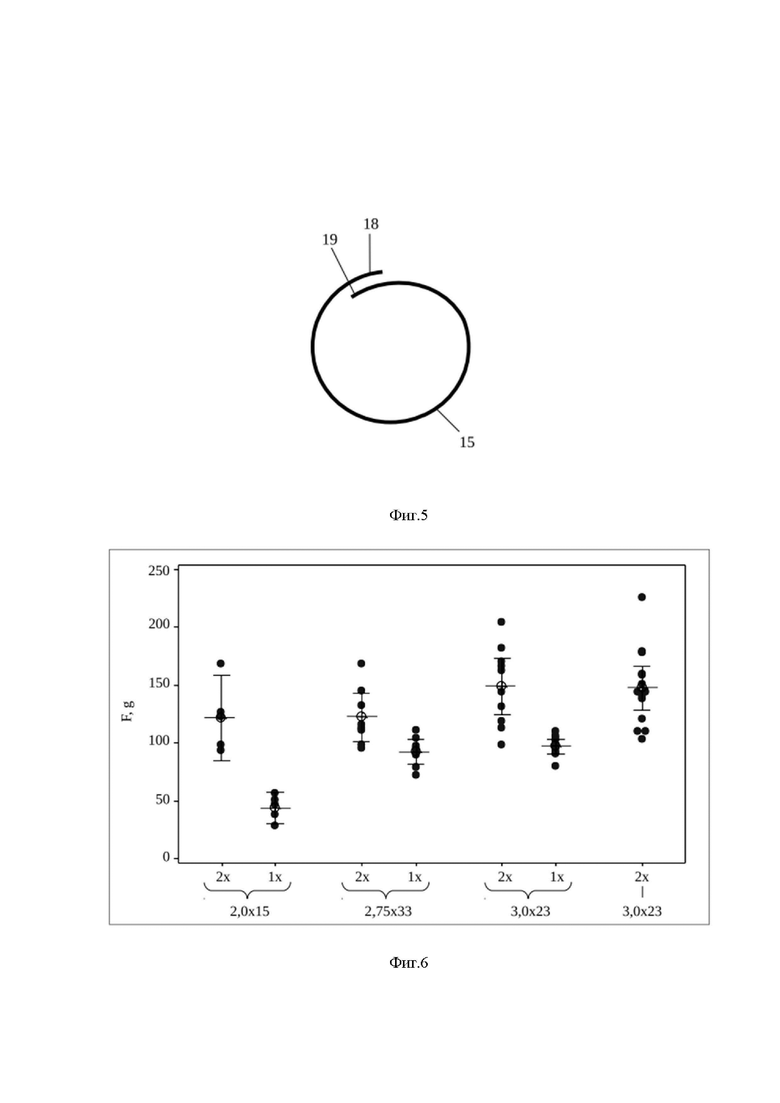
[0029] На Фиг. 5 показана форма защитной оболочки внутри обжимной полости.
[0030] На Фиг. 6 показаны результаты измерения усилия дислокации (усилия отсоединения) для сборок стент-баллон, полученных при разных режимах обжатия.
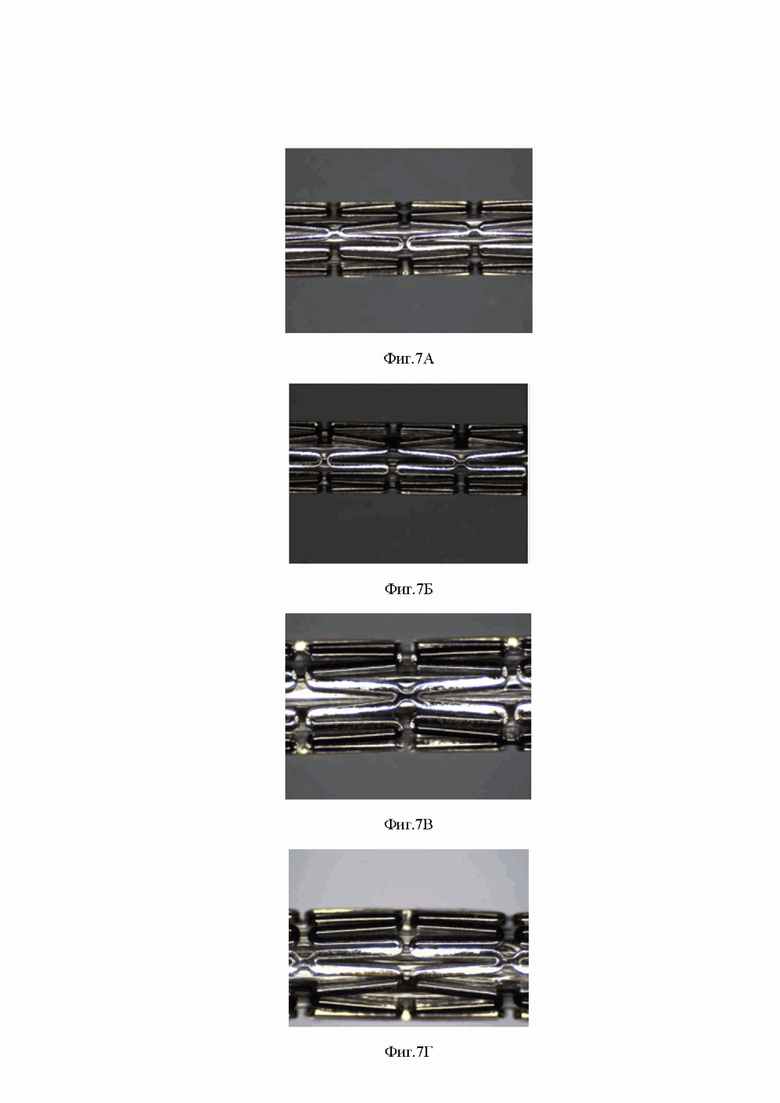
[0031] На Фиг. 7А-Г показано состояние полимерного лекарственного покрытия до нагревания стента, а также после нагревания стента до 40ºС, 60ºС и 70ºС.
ПОДРОБНОЕ ОПИСАНИЯ ИЗОБРЕТЕНИЯ
[0032] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту, очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0033] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0034] На Фиг. 1 в общем виде показана система стент-баллон 1. Для создания системы стент-баллон 1 формируют металлический стент 2, например, из нержавеющей стали L306 или L316, или сплава кобальт-хром. Стент 2 включает в себя множество корон 3, состоящих из ребер 4, продолжающихся по окружности стента 2 и соединенных между собой в области вершин 5. Каждая из множества корон 3 соединена с соседней короной посредством перемычек 6.
[0035] Стент 2 может содержать полимерное лекарственное покрытие. Лекарственное покрытие включает в себя по меньшей мере один терапевтический агент и полимерную матрицу. Лекарственное покрытие может быть биостабильным или биодеградируемым. Полимерная матрица биодеградируемого лекарственного покрытия может включать полилактиды.
[0036] Для создания системы стент-баллон 1 формируют баллон 7 методом экструзионно-выдувного формования. Баллон 7 может быть изготовлен из полиэтилентерефталата (ПЭТ), нейлона или полиэфирблокамида. В предпочтительном варианте реализации баллон 7 изготовлен из полиэфирблокамида PEBAX®. Этот материал позволяет создать баллон 7 с оптимальными упругостью, эластичностью и износостойкостью, позволяющих в дальнейшем сворачивать баллон 7 и обжимать на нем стент 2 с получением желаемого профиля доставки. Кроме того, такой баллон 7 способен выпячиваться радиально наружу через промежутки между ребрами 4 стента при обжатии, как будет описано ниже. Также поверхность баллона 7, выполненного из PEBAX®, обладает достаточно большим коэффициентом трения, по сравнению с другими материалами, что дополнительно улучшает сцепление стента 2 с баллоном 7. Баллон 7 сконструирован так, что при повышении давления в баллоне 7 увеличивается его диаметр. Давление, при котором баллон 7 раздувается так, что расправляет стент 2 до номинального диаметра, составляет приблизительно 9 атм. Давление разрыва баллона составляет не менее 14 атм.
[0037] Полученный баллон 7 сваривают с дистальным концом катетера 11, предназначенного для чрезкожной транслюминальной доставки стента к месту имплантации. Баллон 7 могут прикреплять к катетеру 11 с помощью клея или припоя. В предпочтительном варианте реализации баллон 7 прикрепляют к катетеру 11 с помощью сварки. При этом внутри баллона оказывается внутренняя трубка 8 катетера 11. Нa внутренней трубке 8 катетера 11, расположенной внутри баллона 7, есть одна (центральная) или две рентгеноконтрастные метки — дистальная 9 и проксимальная 10 — для точного позиционирования стента 2. В шафте катетера 11 имеется просвет 12 для надувания и сдувания баллона 7 за счет подачи или откачивания среды для надувания. Такой средой может быть газ или газовая смесь, а также жидкость, например, вода или физиологический раствор. В предпочтительном варианте реализации в качестве среды для надувания используют воздух.
[0038] Баллон 7, прикрепленный к катетеру 11, предпочтительно сворачивают перед созданием системы стент-баллон 1. На Фиг. 2А-В схематично изображен поперечный срез баллона 7 и внутренней трубки 8 катетера 11. Процесс сворачивания баллона 7 имеет два основных этапа. На первом этапе (Фиг. 2А) в баллоне 7 создают давление выше атмосферного и помещают в устройство, где изогнутые сходящиеся лопасти формируют складки 13 баллона 7. При этом лопасти имеют температуру приблизительно 60-90ºС. После этого в баллоне 7 сбрасывают давление ниже атмосферного. В результате формируются радиально вытянутые складки 13, как показано на Фиг. 2Б. На втором этапе сворачивания складки баллона оборачиваются вокруг внутренней трубки 8 катетера 11, как показано на Фиг. 2В. Затем свернутый баллон 7 помещают в защитный чехол, который снимают перед размещением баллона 7 внутри стента 2 для формирования системы стент-баллон 1.
[0039] Формирование складок 13 и их оборачивание вокруг внутренней трубки 8 катетера 11 позволяют уменьшить диаметр баллона 7 и при этом избежать неконтролируемого замятия материала баллона 7, которое могло бы привести к неравномерному расправлению баллона 7 и, соотетственно, стента 2 во время имплантации. Принципиально важным параметром свернутого баллона 7 является симметричность расположения складок 13, обернутых вокруг внутренней трубки 8 катетера 11. Показано, что несимметричное сворачивание баллона оказывает более значительное влияние на поведение стента при расширении, чем структура самого стента (Geith et al., 2019). Для того чтобы обеспечить симметричность расположения складок 13, необходимо сформировать по меньшей мере две складки 13. Но две складки 13 имеют слишком большую длину в радиальном направлении и при оборачивании вокруг внутренней трубки 8 катетера 11 будут слишком сильно перекрываться. Это приведет к увеличению диаметра свернутого баллона 7 и, соответственно, к увеличению профиля доставки. Кроме того, чем больше радиальная длина складок 13, тем больше вероятность, что они будут неплотно обернуты вокруг внутренней трубки 8 катетера, что будет дополнительно увеличивать диаметр свернутого баллона 7. Исходя из этих соображений, логично сформировать столько складок 13, чтобы в свернутом состоянии они вообще не перекрывались друг с другом. Однако при слишком большом количестве складок 13 каждая складка 13 будет иметь слишком маленькую длину в радиальном направлении, и значительная часть материала баллона 7 не войдет в эти складки и будет неконтролируемо сминаться во время обжатия стента 2. Исходя из того, что диаметр несвернутого баллона 7 составляет от приблизительно 1,5 мм до приблизительно 7,0 мм, а толщина стенок баллона 7 составляет 15-45 мкм, оптимальным является количество складок от 3 до 5. Именно такое количество складок 13 позволяет расположить их симметрично по окружности и в дальнейшем, после обжатия стента 2, получить систему стент-баллон 1 с профилем доставки не более 1,35 мм.
[0040] Перед формированием системы стент-баллон 1 проводят тест на герметичность баллона 7. Для этого в баллоне создают давление, составляющее от приблизительно 70% до приблизительно 90% от давления разрыва баллона, после чего просвет 12 для надувания баллона 7 в шафте катетера 11 герметично закрывают и измеряют давление в баллоне 7. Для создания системы стент-баллон 1 выбирают такой баллон 7, который способен сохранять повышенное давление при закрытом просвете 12 для надувания. Во второй части теста создают в баллоне 7 давление, ниже атмосферного, и убеждаются, что баллон 7 способен сохранять заданное пониженное давление при закрытом просвете 12 для надувания.
[0041] После проведения теста на герметичность баллон 7 в защитном чехле инкубируют при температуре от приблизительно 50ºС до приблизительно 100ºС в течение 20-180 мин для запоминания формы.
[0042] После подготовки стента 2 и баллона 7 формируют систему стент-баллон 1. Для этого размещают баллон 7 во внутренней полости стента 2 так, что стент оказывается между рентгеноконтрастных меток 9 и 10, расположенных на внутренней трубке 8 катетера 11. Для удобства позиционирования баллона 7 внутри стента 2 в баллоне может быть предварительно создано давление меньше или равное атмосферному. То есть при размещении баллона 7 внутри стента 2 баллон 7 не надут. Это позволяет легко перемещать баллон 7 внутри стента 2 без риска повредить или смять складки 13 баллона 7. Затем в баллоне 7 создают давление превышающее атмосферное.
[0043] Благодаря этому баллон 7 несколько расширяется и прижимается ко внутренней поверхности стента 2. Это не позволяет стенту 2 легко смещаться относительно баллона 7 при дальнейших манипуляциях.
[0044] Систему стент-баллон 1 помещают в обжимную полость 14, образованную обжимными лопастями 16 обжимного устройства 15 (Фиг. 3). При этом обжимная полость 14 имеет первый внутренний диаметр D1, который составляет величину, достаточную для беспрепятственного размещения системы стент-баллон. Систему стент-баллон устанавливают на специальный держатель и закрепляют на нем так, чтобы воспрепятствовать смещению катетера 11 относительно держателя. В обжимную полость 14 систему стент-баллон 1 заводят, плавно перемещая держатель с закрепленным на нем катетером 11. Это позволяет разместить систему стент-баллон 1 точно по центру обжимной полости 14. Такое центрирование обеспечивает равномерность распределения усилия обжатия на последующих этапах и, соответственно, симметричность обжатия.
[0045] На Фиг. 4А-Е схематично показан поперечный срез части обжимного устройства 15, включающей обжимную полость 14, и системы стент-баллон 1 на разных этапах предпочтительного варианта реализации процесса обжатия. Цвет баллона 7 отображает величину давления в баллоне — чем темнее цвет, тем выше давление. На Фиг. 4А показан этап, когда система стент-баллон 1 размещена в обжимной полости 14, имеющей первый внутренний диаметр D1.
[0046] Далее уменьшают внутренний диаметр обжимной полости 14 до второго внутреннего диаметра D2, который зависит от размеров стента 2, и лежит в диапазоне от приблизительно 0,8 мм до приблизительно 1,60 мм (Фиг. 4Б).
[0047] Затем в баллон 7 подают повышенное давление, значение которого лежит в диапазоне от приблизительно 3 атм до приблизительно 12 атм (Фиг. 4В). В предпочтительном варианте реализации повышенное давление составляет от приблизительно 3 атм до приблизительно 9 атм. Подача такого давления при постоянном направленном радиально внутрь усилии обжатия, приложенном к стенту 2, приводит к тому, что материал баллона 7 выпячивается через промежутки между ребрами 4 стента 2. Таким образом на внешней поверхности баллона 7 образуется «отпечаток» стента 2. При этом суммарное усилие обжатия составляет величину от приблизительно 20 Н до приблизительно 200 Н. Нижняя граница диапазона повышенного давления, равная приблизительно 3 атм, обусловлена тем, что при более низком давлении (например, 2 атм), баллон 7 будет недостаточно плотно прилегать к ребрам 4 стента 2, не обеспечивая достаточного сцепления баллона 7 со стентом 2 и выпячивания материала баллона 7 между ребрами 4 стента 2. Верхняя граница диапазона повышенного давления, равная приблизительно 12 атм, обусловлена тем, что при более высоком давлении дистальный шафт катетера 11 может натягиваться и деформироваться. Это может приводить к ухудшению таких свойств системы доставки, как trackability и pushability, что в конечном итоге снижает способность катетера доставлять систему-стент баллон через извилистые сосуды пациента. Вообще, подавать слишком высокое давление при обжатии не имеет практического смысла, т.к. при этом сила сопротивления обжимным лопастям при обжатии увеличивается, приводя к предельным режимам работы оборудования и его повышенному износу, без приобретения осязаемого выигрыша. Давление 9 атм является предпочтительной верхней границей для повышенного давления, потому что, с одной стороны, обеспечивает необходимое усилие обжатия, и с другой стороны способствует бережной и, соотвественно, долгосрочной эксплуатации большинства существующих на рынке обжимных устройств. В некоторых вариантах реализации способа подача в баллон 7 повышенного давления может предшествовать уменьшению внутреннего диаметра обжимной полости 14 до второго внутреннего диаметра D2.
[0048] Затем, не снижая интенсивность подачи давления в баллон 7, увеличивают внутренний диаметр обжимной полости 14 на фиксированную величину, лежащую в диапазоне от приблизительно 0,1 до приблизительно 1,0 мм, до третьего внутреннего диаметра D3 (Фиг. 4Г). Увеличение внутреннего диаметра обжимной полости 14 приводит к соответствующему увеличению внутреннего диаметра стента 2. Небольшое увеличение внутреннего диаметра стента 2 и непрерывная подача давления в баллон 7 позволяет сохранить соприкосновение внешней поверхности баллона 7 и внутренней поверхности стента 2 практически без смещения баллона 7 относительно стента 2. Это позволяет при втором цикле обжатия усилить «отпечаток» стента 2 на внешней поверхности баллона 7, полученный во время первого цикла обжатия. Если бы баллон 7 значительно смещался относительно стента 2, то на втором цикле обжатия получался бы второй «отпечаток», смещенный относительно первого, и не имеющий дополнительной глубины, по сравнению с первым. При этом «отпечаток» стента 2 на баллоне 7, полученный в первом цикле обжатия, оказывался бы лишним, не добавляя ничего к сцеплению стента 2 с баллоном 7. Главным смыслом данной операции становится то, что при частичном увеличении диаметра обжимной полости 14 несколько увеличивается расстояние между ребрами 4 стента 2, и это расстояние захватывает бóльшую площадь материала баллона 7, чем при обжатии до минимального диаметра D2.
[0049] Затем вновь уменьшают внутренний диаметр обжимной полости 14 до четвертого диаметра D4 и удерживают этот диаметр при непрерывной подаче давления в баллон 7, как показано на Фиг. 4Д. При этом четвертый внутренний диаметр D4 может быть приблизительно равен второму внутреннему диаметру D2. Второй цикл обжатия позволяет снять напряжения, возникающие в структуре стента 2 во время первого цикла обжатия. Это позволяет усилить выпячивание материала баллона 7 через промежутки между ребрами 4 стента 2. Проведение второго цикла обжатия на надутом баллоне позволяет избежать защемления и/или замятия складок 13 баллона 7 ребрами 4 стента 2. Защемление складок 13 баллона 7 может приводить к перфорации баллона 7. Замятие складок 13 баллона 7 может приводить к неполному и/или асимметричному расширению стента 2 при имплантации. Кроме того, второй цикл обжатия позволяет уменьшить финальную отдачу стента 2 и, соответственно, уменьшить диаметр системы стент-баллон 1 после окончания процесса обжатия.
[0050] После обжатия давление в баллоне 7 снижают до атмосферного или ниже и увеличивают внутренний диаметр обжимной полости 14 до исходного диаметра D1, как показано на Фиг. 4Е, после чего извлекают систему стент-баллон 1 из обжимной полости 14. На этом собственно процесс обжатия заканчивается.
[0051] Затем проводят тест на усилие дислокации (усилие отсоединения) и выбирают такую систему стент-баллон 1, для которой усилие дислокации (усилие отсоединения) составляет от приблизительно 0,45 Н до приблизительно 4 Н. Измерение усилия отсоединения проводят согласно ГОСТ Р ИСО 25539-2-2012 «Имплантаты сердечно-сосудистые. Внутрисосудистые имплантаты. Часть 2. Сосудистые стенты», п. D.5.3.12 «Сила отсоединения (предварительно закрепленные стенты, расширяемые баллоном)».
[0052] В описанном выше процессе обжатия стента температура обжимных лезвий 16, может варьировать от приблизительно 20ºС до приблизительно 100ºС. В частности, когда обжатию подвергается стент 2, не содержащий лекарственного покрытия, обжимные лезвия 16 могут быть нагреты до температуры от приблизительно 70ºС до приблизительно 100ºС. Нагрев обжимных лезвий 16 приводит к нагреву стента 2, благодаря чему он оставляет более глубокий «отпечаток» на внешней поверхности баллона 7. Нагрев стента 2 также вызывает нагрев материала баллона 7, благодаря чему материал баллона 7 лучше «запоминает» форму. Это позволяет увеличить усилие отсоединения. Кроме того, нагрев во время обжатия уменьшает «отдачу» стента 2 после финального увеличения внутреннего диаметра обжимной полости 14. Это позволяет уменьшить профиль доставки.
[0053] Однако высокая температура может быть разрушительной для полимерной матрицы лекарственного покрытия стента 2. Особенно это касается полимерной матрицы биодеградируемого лекарственного покрытия, в частности, включающей полилактиды. В том случае, когда стент содержит 2 полимерное лекарственное покрытие, температура обжимных лезвий 16 составляет от приблизительно 20ºС до приблизительно 70ºС. Такой температурный режим безопасен для полимерной матрицы лекарственного покрытия. Нижний предел указанного диапазона температуры обусловлен тем, что в самом простом и бережном для лекарственного покрытия варианте реализации обжатие проводят при комнатной температуре. Обжимать при температуре ниже комнатной технологически нецелесообразно, а подавляющее большинство существующих на рынке обжимных устройств не предусматривает охлаждения. Верхняя граница указанного температурного диапазона обусловлена высоким риском размягчения полимеров, входящих в состав лекарственного покрытия. Экспериментальные данные показывают, что при нагревании стента с лекарственным покрытием до 70ºС покрытие сохраняет свою целостность, равномерность и гладкую поверхность. Это указывает на то, что покрытие остается неповрежденным и функциональным.
[0054] В том случае, когда стент 2 содержит лекарственное покрытие, при обжатии используют защитную оболочку 17. Защитная оболочка 17 представляет собой ленту, проходящую через обжимную полость 14 от подающей катушки к принимающей катушке. Внутри обжимной полости 14 первый продольный край 18 защитной оболочки 17 располагается поверх второго продольного края 19 защитной оболочки 17, как показано на Фиг. 5. Таким образом, зщитная оболочка 17 в обжимной полости 14 образует замкнутый цилиндр, защищающую наружную поверхность стента 2 от непосредственного контакта с обжимными лезвиями 16. Это предотвращает возможное повреждение или разрушение лекарственного покрытия на внешней поверхности стента 2. Кроме того, защитная оболочка 17 способствует более равномерному распределению усилия обжатия по поверхности стента 2. Защитная оболочка 17 может быть выполнена, например, из термопластичных эластомеров, таких как полиэфирные блок-амиды (PEBAX® и т. д.), полиамиды, такие как Nylon® и полиолефин, а также натуральные и синтетические волокнистые или нетканые материалы, а также фторполимеры, например, FEP, ETFE, PVDF. В предпочтительном варианте реализации защитная оболочка 17 выполнена из PTFE.
[0055] При этом подающая и принимающая катушки обеспечивают эффективную непрерывную подачу защитной оболочки 17 в обжимную полость 14. После процесса обжатия данного стента "использованная" область защитной оболочки 17 вытягивается из обжимной полости 14 к подающей катушке, в то время как новая область ленты продвигается в обжимную полость. Это обеспечивает автоматизацию процесса размещения стента 2 внутри защитной оболочки 17. Также при использовании защитной оболочки в виде ленты не требуется подбирать длину защитной оболочки под длину конкретного стента, как в случае использования защитной оболочки в виде трубки. Использование протяженной ленты, свернутой внутри всей обжимной полости минимизирует риск сдвига необжатого стента. Кроме того, тонкая и мягкая защитная оболочка 17 в виде ленты легко сворачивается при уменьшении диаметра стента 2 во время обжатия. Защитная трубка с такой же толщиной стенки плохо бы держала форму, была бы неудобной в работе и дорогой в производстве.
[0056] Заявленный способ отличается тем, что включает два цикла обжатия, разделенные краткосрочным небольшим увеличением внутреннего диаметра обжимной полости 14 при непрерывной подаче давления в баллон 7.
[0057] Двойное обжатие позволяет усилить выпячивания материала баллона 7 через промежутки между ребрами 4 стента 2. При этом важно, что все этапы, относящиеся непосредственно к обжатию, проходят при непрерывной подаче давления в баллон 7, что позволяет баллону не терять соприкосновение со стентом 2. Стоит отметить, что выпячивание материала баллона 7 происходит не только через промежутки между ребрами 4 стента 2, но также может происходить дистальнее и проксимальнее краев стента 2. Это оказывается возможным благодаря тому, что длина стента 2 в продольном направлении меньше длины баллона 7. В результате материал баллона 7 формирует «подушки», которые способствуют надежному закреплению стента 2 на баллоне 7. При этом «подушки» в радиальном направлении не выступают за пределы стента 2, т. е. не увеличивают профиль доставки.
[0058] Двойное обжатие также позволяет снять избыточное напряжение в структуре стента 2. За счет этого уменьшается финальная отдача стента 2, возникающая из-за упругой деформации стента 2, что способствует уменьшению профиля доставки. Кроме того, остаточные напряжения могут негативно повлиять на процесс развертывания и окончательную геометрию имплантированного стента 2. Это, в свою очередь, может привести к серьезному повреждению стента и/или сосуда пациента.
ОПИСАНИЕ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0059] Пример 1. Исследование усилия дислокации (усилия отсоединения) для сборок стент-баллон, полученных при разных режимах обжатия.
[0060] В данной серии экспериментов исследовали усилия отсоединения для нескольких вариантов сборок стент-баллон, различающимися размерами стентов (диаметр x длина, мм): 2,0 x 15; 2,75 x 33; 3,0 x 23. Помимо размеров стента разные варианты сборок-стент баллон различались параметрами обжатия. Для создания одних сборок стент-баллон было проведено однократное обжатие, при котором пропускают этап увеличения внутреннего диаметра обжимной полости до третьего внутреннего диаметра при поддержании в баллоне давления третьей величины. Для создания одних сборок стент-баллон было проведено двойной обжатие, как описано выше в подробном описании. Испытания проводили с использованием стенда для растяжения Mark-10. Проксимальный конец катетра, к которому присоединена система стент-баллон, надежно закрепляли в зажиме. Стент, входящий в состав системы стент-баллон, закрепляли в зажимных фиксаторах стенда, которые удерживали стент, при этом минимизируя радиальное усилие и позволяя баллону вытягиваться из области стента. Затем активировали стенд, который начинал тянуть катетер в проксимальном направлении с помтоянной скоростью. Измеряли пиковое усилие отсоединения, необходимое для полного отделения стента от баллона. Эксперимент повторяли не менее пяти раз для каждого варианта системы стент-баллон.
[0061] На Фиг. 6 показано пиковое значение усилия отсоединения, полученное для разных вариантов сборок стент-баллон. Внизу указаны параметры обжатия, использованные для получения соответствующих сборок стент-баллон: 2х — двойное обжатие, 1х — однократное обжатие. Также указаны размеры стентов, входящих в состав соответствующих сборок стент-баллон. По оси абсцисс отложено усилие отсоединения в грамм-сила. Точками отмечены пиковые усилия отсоединения, полученные для каждой исследованной системы стент-баллон. Горизонтальными линиями отмечены среднее усилие отсоединения для данного варианта системы стент-баллон, а также отмечены доверительные интервалы, соответствующие 95%. Видно, что для вариантов системы стент-баллон с одними и теми же размерами стентов максимальное усилие отсоединения всегда больше в том случае, если при создании системы стент-баллон применялось двойной обжатие.
[0062] Пример 2. Исследование воздействия температуры на качество полимерного лекарственного покрытия стента.
[0063] В следующих экспериментах стенты, содержащие биодеградируемое полимерное лекарственное покрытие, закрепляли на баллоне описанным выше способом. При этом в разных экспериментах температура обжимных лопастей составляла 40ºС, 60ºС или 70ºС. С помощью микроскопа со встроенной фотокамерой оценивали состояние лекарственного покрытия стента после окончания процесса обжатия. Лекарственное покрытие после обжатия сравнивали с покрытием того же стента до обжатия. Как показано на Фиг. 7А, до обжатия лекарственное покрытие стентов во всех экспериментах имело гладкую поверхность без трещин, эрозий и грубых дефектов (наплывы, капли, сгустки материала покрытия). На Фиг. 7Б, 4В и 7Г показаны стенты после обжатия при 40ºС, 60ºС и 70ºС, соответственно. Видно, что после обжатия при указанных температурах вся поверхность стента сохраняла лекарственное покрытие, при этом стекания материала лекарственного покрытия между ребрами стента не наблюдалось, поверхность покрытия оставалась гладкой, трещины, наплывы, капли и другие дефекты отсутствовали. Это говорит о том, что все указанные температуры допустимы для обжатия стента с лекарственным покрытием.
[0064] В настоящем изобретении представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ПОЛИМЕРНОГО СТЕНТА НА БАЛЛОННОМ КАТЕТЕРЕ | 2013 |
|
RU2519770C1 |
| ПОКРЫТЫЙ СТЕНТ, ПОДДАЮЩИЙСЯ РАСШИРЕНИЮ НАДУВНЫМ БАЛЛОНОМ, ВВОДИМЫМ В ПОЛОСТЬ ТРУБЧАТОГО ОРГАНА ТЕЛА, И СПОСОБ РАЗВЕРТЫВАНИЯ СТЕНТА | 1999 |
|
RU2214840C2 |
| ДВУХБАЛОННАЯ СИСТЕМА ДОСТАВКИ УСЕЧЕННОГО СТЕНТА | 2008 |
|
RU2491038C2 |
| Устройство для раздувания медицинских баллонов | 2022 |
|
RU2784300C1 |
| СИСТЕМА ДЛЯ ЛЕЧЕНИЯ ЦЕЛЕВОЙ ТКАНИ В ЕВСТАХИЕВОЙ ТРУБЕ | 2010 |
|
RU2559017C2 |
| СТЕНТ | 2007 |
|
RU2432183C9 |
| СИСТЕМА ДОСТАВКИ ПОВТОРНО СЖИМАЕМОГО СТЕНТА | 2012 |
|
RU2628050C2 |
| СИСТЕМА ДОСТАВКИ САМОРАСШИРЯЮЩЕГОСЯ СТЕНТА | 2012 |
|
RU2719020C2 |
| БАЛЛОННАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЁ ПРИМЕНЕНИЯ | 2012 |
|
RU2695288C2 |
| РАСШИРЯЕМЫЙ СТЕНТ | 1999 |
|
RU2217098C2 |
Группа изобретений относится к области медицинской техники, а именно к способу закрепления стента на баллоне для транслюминальной доставки и системе стент-баллон, полученной указанным способом. При этом стент предпочтительно выполнен из металла и может содержать полимерное лекарственное покрытие, в том числе биодеградируемое лекарственное покрытие. Способ закрепления стента на баллоне включает следующие этапы: формируют систему стент-баллон путем размещения баллона во внутренней полости стента таким образом, что баллон контактирует с внутренней поверхностью стента; размещают систему стент-баллон в обжимной полости, образованной обжимными лопастями и имеющей первый внутренний диаметр; уменьшают внутренний диаметр обжимной полости до второго внутреннего диаметра; подают в баллон давление, составляющее от 3 атм до 12 атм; увеличивают внутренний диаметр обжимной полости до третьего внутреннего диаметра при непрерывной подаче давления в баллон; уменьшают внутренний диаметр обжимной полости до четвертого внутреннего диаметра; при этом первый внутренний диаметр больше третьего внутреннего диаметра, а третий внутренний диаметр больше второго внутреннего диаметра и четвертого внутреннего диаметра. Система стент-баллон для чрескожной транслюминальной доставки стента, характеризующаяся усилием отсоединения не менее 0,45 Н, включает стент и баллон, размещенный во внутренней полости стента таким образом, что баллон контактирует с внутренней поверхностью стента; где стент закреплен на баллоне с помощью повторяющегося приложения к стенту радиально направленной сжимающей силы, разделенного уменьшением указанной силы при непрерывной подаче давления в баллон. Технический результат - разработка способа закрепления стента на баллоне, позволяющего создавать системы стент-баллон, обладающие низким профилем доставки и высокой надежностью закрепления стента на баллоне, где стент является металлическим стентом, в том числе стентом с полимерным лекарственным покрытием. 2 н. и 11 з.п. ф-лы, 7 ил., 2 пр.
1. Способ закрепления стента на баллоне, включающий следующие этапы:
- формируют систему стент-баллон путем размещения баллона во внутренней полости стента таким образом, что баллон контактирует с внутренней поверхностью стента;
- размещают систему стент-баллон в обжимной полости, образованной обжимными лопастями и имеющей первый внутренний диаметр;
- уменьшают внутренний диаметр обжимной полости до второго внутреннего диаметра;
- подают в баллон давление, составляющее от 3 атм до 12 атм;
- увеличивают внутренний диаметр обжимной полости до третьего внутреннего диаметра при непрерывной подаче давления в баллон;
- уменьшают внутренний диаметр обжимной полости до четвертого внутреннего диаметра;
при этом первый внутренний диаметр больше третьего внутреннего диаметра, а третий внутренний диаметр больше второго внутреннего диаметра и четвертого внутреннего диаметра.
2. Способ по п. 1, в котором для формирования системы стент-баллон используют предварительно свернутый баллон, имеющий 3-5 складок.
3. Способ по п. 1, в котором систему стент-баллон формируют при давлении в баллоне меньшем или равном 1 атм.
4. Способ по п. 1, в котором поддерживают температуру обжимных лопастей от 20°С до 70°С.
5. Способ по п. 1, в котором между системой стент-баллон и обжимным устройством размещают защитную оболочку.
6. Способ по п. 1, дополнительно включающий тест на усилие отсоединения, после которого выбирают такую систему стент-баллон, для которой усилие отсоединения составляет не менее 0,45 Н.
7. Система стент-баллон для чрескожной транслюминальной доставки стента,
характеризующаяся усилием отсоединения не менее 0,45 Н,
включающая стент и баллон, размещенный во внутренней полости стента таким образом, что баллон контактирует с внутренней поверхностью стента;
где стент закреплен на баллоне с помощью повторяющегося приложения к стенту радиально направленной сжимающей силы, разделенного уменьшением указанной силы при непрерывной подаче давления в баллон.
8. Система стент-баллон по п. 7, где баллон имеет 3-5 складок.
9. Система стент-баллон по п. 7, где на стент нанесено полимерное лекарственное покрытие.
10. Система стент-баллон по п. 7, сформированная путем размещения во внутренней полости стента баллона с давлением меньшим или равным 1 атм.
11. Система стент-баллон по п. 7, в которой стент закреплен на баллоне во время непрерывной подачи в баллон давления в диапазоне от 3 до 12 атм.
12. Система стент-баллон по п. 7, в которой стент закреплен на баллоне с помощью повторяющегося приложения к стенту радиально направленной сжимающей силы со стороны обжимных лопастей, имеющих температуру от 20°С до 70°С.
13. Система стент-баллон по п. 7, изготовленная с применением защитной оболочки.
| US 10166131 B2, 01.01.2019 | |||
| 0 |
|
SU171130A1 | |
| US 8123793 B2, 28.02.2012 | |||
| US 10342688 B2, 09.07.2019 | |||
| US 9032607 B2, 19.05.2015 | |||
| US 9895241 B2, 20.02.2018. | |||

