ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное раскрытие изобретения в общем случае относится к технологическим добавкам, использующимся в рецептурах на основе поливинилхлорида (PVC), а также в других термопластических полимерах. Говоря более конкретно, настоящее раскрытие изобретения относится к технологическим добавкам, которые способны понижать зеркальный глянец компонентов на основе PVC и других термопластических полимеров без принесения в жертву механических свойств.
УРОВЕНЬ ТЕХНИКИ
Утверждения в данном разделе представляют просто справочную информацию, относящуюся к настоящему изобретению, и могут не составлять предшествующий уровень техники.
Поливинилхлоридные (PVC) смолы в общем случае являются химически инертными, стойкими к воздействию воды и коррозии под действием факторов окружающей среды, обеспечивают получение хорошей электро- и теплоизоляции и могут сохранять эксплуатационные характеристики в большом температурном диапазоне. В течение последнего столетия совершенствовались коммерческие технологические процессы полимеризации и методики пост-полимеризационной переработки (например, экструдирование, литьевое формование, раздувное формование и тому подобное), использующиеся в отношении поливинилхлорида (PVC) или «винила», как он обыкновенно называется. Данная производственная база совместно с базовыми свойствами, демонстрируемыми полимером PVC, привела к распространению продукции, содержащей PVC. Например, на протяжении десятилетия продажа пластиковых окон из винила (например, ~ 31 миллион ежегодно) превзошла продажу окон как на древесной, так и на алюминиевой основе. Виниловая продукция является долговечной, пригодной для вторичного использования и легко подвергающейся техническому обслуживанию. Она является стойкой к росту грибков и плесени и не подвергается воздействию гниения, коррозии, растрескивания, выкрашивания или заражению насекомыми. Виниловая продукция демонстрирует превосходные характеристики огнестойкости, которые удовлетворяют большинству строительных норм и правил в отношении возгораемости, воспламеняемости, тепловыделения, скорости горения, распространения пламени и дымообразования. Поскольку виниловая продукция обычно имеет одну и ту же окраску по всему объему, незначительные царапины не требуют закрашивания или ремонта, и сохранение эстетической привлекательности легко обеспечивается в результате мытья при использовании мыла и воды. При надлежащих установке и техническом обслуживании виниловая продукция демонстрирует наличие долговременной эстетической привлекательности, надежных эксплуатационных характеристик и бесперебойного сбережения энергии.
Для получения окраски может быть использовано диспергирование пигментов в рецептуре на основе PVC, в то время как включение в рецептуру матирующих веществ может модифицировать глянец поверхности, демонстрируемый конечной продукцией из PVC. Матирующие вещества разбиваются на три сектора: i) полимерный модификатор ударопрочности со структурой «ядро/оболочка», включающий ядро из поли(бутилакрилата) и оболочку из поли(метилакрилата), такой как продукт ParaloidTM (the Dow Chemical Company, Midland, MI); ii) сшитые поли(метилметакрилатные) частицы, характеризующиеся средним размером в несколько микронов, такие как продукты Techpolymer® MBX K-8 (Sekisui Plastics Co. Ltd., Tokyo, Japan) или Altuglas® BS 100 particles (Arkema Inc., King of Prussia, PA); и iii) полимеры, такие как сополимеры метилметакрилата/стирола, такие как продукт Acematt® OP 278 (Evonik Industries, Essen, Germany). Однако, множество технологий матирующих веществ для PVC и других термопластических полимеров и смол либо не может обеспечить существенное понижение глянца поверхности, либо они могут оказывать негативное воздействие на другие механические свойства, связанные со сформованным компонентом на основе PVC.
В подобных объемах, как и смолы PVC, при использовании подобных пост-полимеризационных технологических процессов для получения готовых изделий также могут быть применены и другие термопластические смолы. Данные смолы могут включать акриловые полимеры, стирольные материалы, полиолефины, смеси PVC, поликарбонаты, полиуретаны, фторполимеры и их смеси.
В патенте США № 7,557,158 раскрываются термопластические полимерные композиции, которые могут быть переработаны в пленки для защиты подложки, характеризующиеся пониженным глянцевитым внешним видом, высокой ударной вязкостью и превосходной атмосферостойкостью. Термопластические полимерные композиции, как это заявляется, содержат полимер со структурой «ядро/оболочка», включающий ядро, произведенное из алкилакрилатного мономера, и оболочку, представляющую собой сополимер, произведенный из алкилметакрилатного мономера и другого сополимеризуемого мономера.
В патенте США № 3,301,919 раскрываются технологические добавки для поливинилхлорида, которые содержат по существу линейные сополимеры, полученные в результате полимеризации смеси из 20-98,5 массового процента метилметакрилата, 0,5-40 массовых процентов этилакрилата и 1-40 массовых процентов глицидилметакрилата таким образом, что оксирановое кольцо сохраняется в неизменном виде в, по меньшей мере, 85 процентах гдицидилметакрилатных элементарных звеньев.
В корейском патенте № 101030513 раскрывается способ изготовления метакрилатного сополимера, использующегося в качестве технологической добавки для винилхлоридной смолы. Способ включает стадии: полимеризации мономерной смеси в присутствии растворимого в воде инициатора и эмульгатора для получения полимерного латекса; и обеспечения затвердевания полимерного латекса. Мономерная смесь содержит 60-85 массовых процентов метилметакрилата, 15-30 массовых процентов соединения на алкилакрилатной основе и 1-10 массовых процентов соединения на эпоксидной основе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в общем случае предлагает поливинилхлорид (PVC) и другие термопластические полимеры и смолы, характеризующиеся пониженным глянцем поверхности, а также способ понижения упомянутого глянца поверхности. PVC или другие термопластические полимер/смола включают: полимер или смолу, такие как PVC; одну или несколько технологических добавок; и необязательно, по меньшей мере, один модификатор ударопрочности. Компонент, изготовленный из PVC или других термопластических полимера/смолы, демонстрирует понижение глянца, составляющее, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом, в котором технологические добавки являются нефункционализованными. Компонент, изготовленный из PVC или других термопластических полимера/смолы, могут быть использованы в автомобильной продукции, строительном материале, бытовой или кухонной утвари, медицинской продукции или канцелярских принадлежностях для офиса, электронной продукции, одежде или упаковке продукции для личной гигиены или другой продукции широкого потребления.
Технологические добавки содержат, по меньшей мере, один полимер основы, при этом одна или несколько технологических добавок являются функционализованными при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологических добавок. Технологические добавки присутствуют в количестве в диапазоне от приблизительно 0,1 до приблизительно 12 ч./сто ч. смолы в рецептурах на основе PVC или в количестве в диапазоне от 0,1 до приблизительно 20 ч./сто ч. смолы в компонентах на основе другой (то есть, не на основе PVC) термопластической смолы. В случае желательности такового технологические добавки могут быть функционализованными при использовании, по меньшей мере, 1% (масс.) реакционно-способной функциональной группы при расчете на совокупную массу технологических добавок. Реакционно-способные эпоксидные, гидроксильные или карбокислотные функциональные группы в технологических добавках могут быть произведены из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты; виниловых сложных эфиров линейных или разветвленных карбоновых кислот; ненасыщенных С3-С6 монокарбоновых кислот и ненасыщенных С4-С6 дикарбоновых кислот; мономеров, содержащих эпоксидные группы; или их смеси.
В соответствии с одним аспектом настоящего раскрытия изобретения компонент на основе PVC или другой термопластической смолы может характеризоваться понижением глянца, составляющим, по меньшей мере, 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее. В дополнение к этому, компонент на основе PVC или другой термопластической смолы, который содержит функционализованные технологические добавки, и подобный компонент на основе PVC, который содержит нефункционализованные технологические добавки, могут демонстрировать сопоставимые характеристики сопротивления ударным нагрузкам. Данные характеристики сопротивления ударным нагрузкам без ограничения могут представлять собой ударную вязкость по Изоду или ударную вязкость в испытании при сбрасывании заостренного груза.
В соответствии с еще одним аспектом настоящего раскрытия изобретения технологические добавки могут характеризоваться средней молекулярной массой или среднемассовой молярной массой, которые составляют ~ 50000 г/моль и более. Полимер основы в технологических добавках может включать акриловые полимер или сополимер. Данные акриловые полимер или сополимер могут быть произведены из винил- или (мет)акрилсодержащих мономеров; стирола или производных стирола; олефинов; диенов; или их смесей. Технологические добавки облегчают сшивание в компоненте на основе PVC или другой термопластической смолы. Технологические добавки также могут содержать от 0 до приблизительно 1% (масс.) передатчика кинетической цепи или сшивателя.
Способ понижения глянца поверхности компонента на основе поливинилхлорида (PVC) или другой термопластической смолы включает: подачу PVC или другой термопластической смолы основы; получение, по меньшей мере, одного полимера основы в качестве технологической добавки; функционализацию, по меньшей мере, одного полимера основы для получения функционализованной технологической добавки; необязательно подачу, по меньшей мере, одного модификатора ударопрочности; производство рецептуры из смолы основы, функционализованной технологической добавки и необязательного модификатора ударопрочности; и формование компонента на основе PVC или другой термопластической смолы. Полимер основы функционализуют при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологической добавки. Получающийся в результате компонент на основе PVC характеризуется понижением глянца, составляющим, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными. В альтернативном варианте компонент на основе PVC или другой термопластической смолы характеризуется понижением глянца, составляющим, по меньшей мере, 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее. Компонент на основе PVC или другой термопластической смолы, который содержит функционализованные технологические добавки, и подобный компонент на основе PVC, содержащий нефункционализованные технологические добавки, также могут демонстрировать сопоставимые характеристики сопротивления ударным нагрузкам. Данные характеристики сопротивления ударным нагрузкам без ограничения могут быть измерены в виде ударной вязкости по Изоду или ударной вязкости в испытании при сбрасывании заостренного груза.
Способ понижения глянца может, кроме того, включать технологические добавки, присутствующие в количестве в диапазоне от приблизительно 0,1 до приблизительно 12 ч./сто ч. смолы в рецептурах на основе PVC или в количестве в диапазоне от 0,1 до приблизительно 20 ч./сто ч. смолы в рецептурах на основе других термопластических смол. В случае желательности такового технологические добавки могут быть функционализованными при использовании, по меньшей мере, 1% (масс.) реакционно-способной функциональной группы при расчете на совокупную массу технологических добавок. Реакционно-способная эпоксидная, гидроксильная или карбокислотная функциональная группа технологических добавок может быть произведена из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты; виниловых сложных эфиров линейных или разветвленных карбоновых кислот; ненасыщенных С3-С6 монокарбоновых кислот и ненасыщенных С4-С6 дикарбоновых кислот; мономеров, содержащих эпоксидные группы; или их смеси. Полимер основы технологических добавок может быть образован из акриловых полимера или сополимера. Данные акриловые полимер или сополимер могут быть произведены из винил- или (мет)акрилсодержащих мономеров; стирола или производных стирола; олефинов; диенов; или их смесей. Функционализованные технологические добавки могут характеризоваться молекулярной массой (Mw), которая составляет ~ 50000 г/моль и более.
Дополнительные области применимости станут очевидными исходя из описания изобретения, представленного в настоящем документе. Как это необходимо понимать, описание изобретения и конкретные примеры предназначены только для целей иллюстрирования и не предназначены для ограничения объема настоящего раскрытия изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чертежи, описанные в настоящем документе, предназначены только для целей иллюстрирования и не предназначены для ограничения объема настоящего раскрытия изобретения каким-либо образом.
Фигура 1 является схематическим представлением способа формования компонента из PVC или других термопластических полимера/смолы в соответствии с положениями настоящего раскрытия изобретения;
Фигура 2 представляет собой одно графическое сопоставление глянца поверхности (75°) и ударной вязкости согласно измерению для компонентов на основе PVC, полученных из различных рецептур на основе PVC настоящего раскрытия изобретения и из обычной рецептуры на основе PVC; и
Фигура 3 представляет собой еще одно графическое сопоставление глянца поверхности (60°) и ударной вязкости согласно измерению для компонентов на основе PVC, полученных из различных рецептур на основе PVC настоящего раскрытия изобретения и из обычной рецептуры на основе PVC.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следующее далее описание изобретения представляет собой просто иллюстрацию по самой своей природе и никоим образом не предназначено для ограничения настоящего раскрытия изобретения либо его области применения или вариантов использования. Например, рецептуры на основе поливинилхлорида (PVC), образованные и использованные в соответствии с положениями, содержащимися в настоящем документе, описываются по всему ходу изложения настоящего раскрытия изобретения в связи с пластиковыми окнами и дверями из «PVC» или «винила» в целях более полного иллюстрирования композиции и варианта ее использования. Попадающими в пределы объема настоящего раскрытия изобретения рассматриваются включение такой рецептуры на основе PVC в другие области применения или продукции и использование ее там. Также попадающими в пределы объема настоящего раскрытия изобретения рассматриваются и рецептуры, образованные при использовании других термопластических полимеров/смол, в других областях применения или продукции. Такие области применения могут включать нижеследующее, но не ограничиваются только этим: автомобильная продукция, строительные материалы, бытовая или кухонная утварь, медицинская продукция или канцелярские принадлежности для офиса, одежда или упаковка продукции для личной гигиены или другой продукции широкого потребления. Как это необходимо понимать, по всему ходу изложения описания изобретения соответствующие ссылочные позиции указывают на подобные или соответствующие части и признаки.
Настоящее раскрытие изобретения в общем случае предлагает компонент на основе поливинилхлорида (PVC) или другой термопластической смолы, который характеризуется пониженным глянцем поверхности без принесения в жертву механических свойств. Говоря более конкретно, компонент на основе PVC или другой термопластической смолы содержит нижеследующее, по существу состоит или состоит из него: поливинилхлорид (PVC) или другая термопластическая смола; одна или несколько технологических добавок, где, по меньшей мере, одна из технологических добавок является функционализованной при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологических добавок; и необязательно, по меньшей мере, один модификатор ударопрочности. Компонент на основе PVC или другой термопластической смолы, сформованный из них, демонстрирует понижение глянца, составляющее, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки (РА) являются нефункционализованными. Функционализованная технологическая добавка (f-PA), использующаяся индивидуально или в паре с модификатором ударопрочности, удивительным образом понижает глянец поверхности и сохраняет механические свойства, демонстрируемые компонентом на основе PVC или другой термопластической смолы, что является выгодным для множества областей применения, где эстетическая привлекательность является важной. Механические свойства, которые сохраняются по существу не подвергшимися изменению или становятся улучшенными после функционализации технологической добавки при использовании реакционно-способной функциональной группы, включают без ограничения характеристики сопротивления ударным нагрузкам и плотность, а также параметры, связанные с перерабатываемостью (например, экструдированием) рецептуры на основе PVC или другой термопластической смолы.
В соответствии с одним аспектом настоящего раскрытия изобретения понижение глянца поверхности, демонстрируемое компонентом на основе PVC, содержащего функционализованную технологическую добавку (f-PA), в сопоставлении с подобным компонентом на основе PVC, содержащим обычные технологические добавки (РА), в альтернативном варианте может быть охарактеризовано как составляющее, по меньшей мере, 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее; в альтернативном варианте, по меньшей мере, 15 пунктов согласно измерению при угле 20 градусов. В альтернативном варианте изменение (Δ) глянца поверхности для компонента на основе PVC, содержащего добавку f-PA, в сопоставлении с подобным компонентом на основе PVC, содержащим обычную добавку РА, составляет более, чем приблизительно 5 пунктов согласно измерению при любом угле; в альтернативном варианте более, чем приблизительно 10 пунктов согласно измерению при любом угле; в альтернативном варианте более, чем 20 пунктов согласно измерению при 85°; в альтернативном варианте более, чем 25 пунктов согласно измерению при 60° и менее; в альтернативном варианте более, чем 30 пунктов согласно измерению при 60° и менее.
В соответствии с еще одним аспектом настоящего раскрытия изобретения функционализованные технологические добавки, которые синтезируют для переработки поливинилхлорида и модифицируют при использовании функциональных групп в соответствии с представленным выше описанием изобретения и дополнительным определением изобретения в настоящем документе, обеспечивают достижение дифференцирующих эффектов в поливинилхлоридной матрице в сопоставлении с обычными акриловыми технологическими добавками. Функционализованные технологические добавки содержат акриловые полимеры или сополимеры, синтезированные при использовании реакционно-способных эпоксидных, гидроксильных или карбокислотных функциональных групп, которые способны вступать в реакцию в ходе осуществления технологического процесса, который используется для формования компонента на основе PVC или другой термопластической смолы. Один пример способа, способного обеспечить формование компонента на основе PVC или другой термопластической смолы, включает без ограничения технологический процесс экструдирования. В ходе осуществления технологического процесса экструдирования реакционно-способные функциональные группы облегчают прохождение сшивания в присутствии или в отсутствие необязательных удлинителя цепи или сшивателя. В случае желательности такового сшивание во время экструдирования может проходить между частицами, которые образуются при использовании технологических добавок (например, сшивание между технологическими добавками для переработки и/или сшивание между технологической добавкой и PVC). Обычные технологические добавки, использующиеся в рецептурах на основе поливинилхлорида (PVC), обычно образованы из акрилатных и метакрилатных мономеров, которые не являются реакционно-способными в ходе проведения такой переработки. Функционализованные технологические добавки настоящего раскрытия изобретения могут быть получены в соответствии с любым способом, известным на современном уровне техники и включающим нижеследующее, но не ограничивающимся только этим: эмульсионная полимеризация.
Технологические добавки могут представлять собой «акриловые» полимеры или сополимеры, характеризующиеся широким спектром различных композиций и молекулярных масс. Они могут иметь более высокую молекулярную массу в сопоставлении со смолой PVC или другой термопластической смолой. Говоря конкретно, в смоле PVC вследствие своей очень большой совместимости со смолой PVC они способствуют межчастичному смешиванию частиц PVC на начальных ступенях плавления. Технологические добавки настоящего раскрытия изобретения могут характеризуются среднемассовой молекулярной массой (также называемой молярной массой (Mw)), которая составляет более, чем приблизительно 50000 г/моль; в альтернативном варианте среднемассовая молекулярная масса технологических добавок составляет более, чем приблизительно 100000 г/моль; в альтернативном варианте молекулярная масса (Mw) технологических добавок составляет приблизительно 250000 г/моль и более; в альтернативном варианте значение (Mw) растворимой фракции технологических добавок находится в диапазоне от приблизительно 50000 г/моль до приблизительно 15 миллионов г/моль, в альтернативном варианте от приблизительно 750000 г/моль до приблизительно 12 миллионов г/моль. Молекулярная масса может быть измерена при использовании любого известного способа, включающего нижеследующее, но не ограничивающегося только этим: гельпроникающая хроматография (ГПХ), методика которой дополнительно описывается в примере 2. На верхнюю границу результата измерения молекулярной массы может быть оказано воздействие наличием сшивания между полимерными технологическими добавками.
В одном варианте осуществления технологические добавки изобретения удивительным образом демонстрируют нерастворимость в органических растворителях. Растворимые и нерастворимые фракции технологических добавок могут быть определены при использовании методики экстрагирования (смотрите пример 2), используя растворитель, такой как ацетон, тетрагидрофуран (THF) или метилэтилкетон (МЕК). Нерастворимая фракция технологических добавок присутствует в количестве в диапазоне от 1% до приблизительно 90%, в альтернативном варианте нерастворимая фракция присутствует в количестве в диапазоне от приблизительно 2% до приблизительно 70%; в альтернативном варианте нерастворимая фракция присутствует в количестве в диапазоне от приблизительно 4% до приблизительно 55%, предпочтительно от приблизительно 10 до 50%, более предпочтительно приблизительно от 20 до 45%, еще более предпочтительно приблизительно от 25 до 40%.
Технологические добавки характеризуются температурой стеклования (Tg), которая является большей или равной 0°С и доходящей вплоть до приблизительно 150°С; в альтернативном варианте значение Tg технологических добавок находится в диапазоне от приблизительно 60°С до приблизительно 85°С. Значение Tg технологических добавок может быть измерено для них в виде либо порошков, либо прессованных брусков, сформованных из упомянутых порошков, при использовании любого известного метода, включающего нижеследующее, но не ограничивающегося только этим: анализ при использовании дифференциальной сканирующей калориметрии (ДСК) в соответствии с дополнительным описанием изобретения в примере 3.
Технологические добавки содержат полимер или сополимер основы, произведенные из этиленненасыщенных мономеров, включающих без ограничения винил- и (мет)акрилсодержащие мономеры, такие как линейные или разветвленные алкиловые сложные эфиры акриловой или метакриловой кислоты; стирол и производные стирола; олефины, такие как этилен; диены, такие как бутадиен; и их смеси, при этом линейные или разветвленные алкиловые сложные эфиры акриловой или метакриловой кислот являются предпочтительными. Некоторые конкретные примеры винил- и (мет)акрилсодержащих мономеров включают нижеследующее, но не ограничиваются только этим: метил(мет)акрилат, этил(мет)акрилат, н-бутил(мет)акрилат (ВМА), 2-этилгексил(мет)акрилат, глицидил(мет)акрилат и их смеси, при этом метил(мет)акрилат, этил(мет)акрилат и глицидил(мет)акрилат являются предпочтительными. В альтернативном варианте полимер или сополимер основы могут представлять собой поли(метилметакрилат), поли(бутилакрилат), поли(этилакрилат), сополимер поли(метилметакрилат-стирол) или их смесь. В альтернативном варианте полимер основы включает предпочтительный поли(метилметакрилат) для совместимости с матрицей PVC. В случае желательности такового могут быть добавлены другие акрилаты, такие как поли(бутилакрилат) или поли(этилакрилат), при уровне содержания в диапазоне 10-30% (масс.) для контролируемого регулирования температуры стеклования (Tg) и характеристик плавления функционализованной технологической добавки.
По меньшей мере, одна из технологических добавок, использующихся в рецептуре на основе PVC или другой термопластической смолы для формования компонента на основе PVC или другой термопластической смолы, является функционализованной при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологических добавок. В альтернативном варианте уровень введения реакционных групп при функционализации находится в диапазоне от приблизительно 1% (масс.) до приблизительно 25% (масс.); в альтернативном варианте одна или несколько технологических добавок включают, по меньшей мере, от приблизительно 5% (масс.) до приблизительно 20% (масс.) реакционно-способных функциональных групп при расчете на совокупную массу технологических добавок. Не все технологические добавки, использующиеся в рецептуре, должны быть функционализованными. Говоря другими словами, обычная технологическая добавка (РА) и функционализованная технологическая добавка (f-PA) могут быть использованы в комбинации. Соотношение между количествами добавок РА и f-PA может находиться в диапазоне от 0:100 до приблизительно 75:25; в альтернативном варианте от приблизительно 0:100 до приблизительно 50:50; в альтернативном варианте от приблизительно 0:100 до приблизительно 25:75.
Технологические добавки могут быть использованы в форме порошка или частиц. Порошок или частицы могут быть твердыми частицами, которые содержат полимер основы, который является по существу функционализованным при использовании реакционно-способных групп, или они могут представлять собой частицы с псевдо-структурой «ядро-оболочка». Функционализованные технологические добавки (f-PA) могут быть получены в ходе осуществления технологического процесса многостадийной полимеризации таким образом, чтобы функционализованные технологические добавки напоминали бы частицы с псевдо-структурой «ядро-оболочка», которые включают ядро, образованное из нефункционализованного полимера основы, при этом, по меньшей мере, часть упомянутого ядра инкапсулирована в оболочку, которая включает реакционно-способные эпоксидные, гидроксильные или карбокислотные функциональные группы.
Реакционно-способные эпоксидные, гидроксильные или карбокислотные группы могут быть произведены в результате присоединения эпоксид-, гидроксил- или карбокислотносодержащих мономеров к полимеру основы. Примеры таких мономеров включают нижеследующее, но не ограничиваются только этим: гидроксилзамещенные алкиловые сложные эфиры (мет)акриловой кислоты, такие как 2-гидроксиэтил(мет)акрилат; виниловые сложные эфиры линейных или разветвленных карбоновых кислот, такие как винилвалерат, ненасыщенные карбоновые кислоты, в том числе ненасыщенные С3-С6 монокарбоновые кислоты, такие как акриловая кислота (АА), и ненасыщенные С4-С6 дикарбоновые кислоты, такие как малеиновая кислота и итаконовая кислота; и мономеры, содержащие эпоксидную группу, такие как глицидилакрилат или глицидилметакрилат (GMA). Ненасыщенные С3-С6 монокарбоновые кислоты, такие как акриловая кислота (АА), и ненасыщенные С4-С6 дикарбоновые кислоты, такие как малеиновая кислота и итаконовая кислота; и мономеры, содержащие эпоксидную группу, такие как глицидилакрилат или глицидилметакрилат (GMA), являются предпочтительными, при этом акриловая кислота, глицидилакрилат и глицидилметакрилат (GMA) являются более предпочтительными. В альтернативном варианте функциональные группы могут быть включены в полимер основы технологических добавок в результате присоединения акриловой кислоты (АА), глицидилметакрилата (GMA), которые являются наиболее предпочтительными, или их смеси.
Количество технологических добавок, присутствующих в рецептуре на основе PVC, может находиться в диапазоне от приблизительно 0,1 ч./сто ч. смолы до приблизительно 12 ч./сто ч. смолы в рецептурах на основе PVC или от 0,1 до приблизительно 20 ч./сто ч. смолы в компонентах на основе других термопластических смол; в альтернативном варианте от приблизительно 0,1 ч./сто ч. смолы до приблизительно 7 ч./сто ч. смолы в рецептуре на основе PVC или от 0,1 до приблизительно 10 ч./сто ч. смолы в компонентах на основе других термопластических смол; в альтернативном варианте быть большим или равным 1 ч./сто ч. смолы. В контексте настоящего раскрытия изобретения термин «ч./сто ч. смолы» обозначает части при расчете на сто частей PVC или другой термопластической смолы основы. Количество технологических добавок, присутствующих в рецептуре на основе PVC или другой термопластической смолы также может быть выражено при использовании уровня массового процентного содержания при расчете на совокупную массу рецептуры на основе PVC или другой термопластической смолы. Используемый уровень содержания технологических добавок в рецептуре на основе PVC может варьироваться в зависимости от типа выбранной рецептуры на основе PVC и технических требований, установленных для области применения, в которой будет использоваться компонент на основе PVC или другой термопластической смолы. Говоря другими словами, количество технологической добавки в рецептуре может быть предварительно определено исходя из используемого уровня содержания, необходимого для понижения глянца поверхности до уровня, который соответствует требованиям к окраске для заданной области применения (то есть, помимо всего прочего, наружной обшивки зданий, оконного профиля, трубы или листового пеноматериала).
Как это можно сказать без связывания себя какой-либо теорией, технологические добавки могут промотировать плавление смолы PVC в результате изменения реологии расплава рецептуры на основе PVC во время экструдирования. Технологические добавки также могут способствовать улучшению смешивания компонентов по мере прохождения плавления смолы PVC, усилению прочности расплавленной полимерной смеси, контролируемому регулированию увеличения объема или набухания, которые имеют место непосредственно после покидания расплавленной полимерной смесью отверстия мундштука, (например, разбухания экструдируемого потока) и уменьшению возникновения отложений на мундштуке и степени кристалличности, а также улучшению долговременных ударной вязкости и атмосферостойкости. В общем случае технологическая добавка, характеризующаяся увеличенной молекулярной массой, имеет тенденцию к стимулированию появления более высокого уровня разбухания экструдируемого потока. Более высокий уровень разбухания экструдируемого потока может оказаться выгодным при изготовлении компонента на основе вспененного полимера PVC.
Функционализованная технологическая добавка (f-PA) также способна облегчать сшивание в ходе осуществления технологического процесса формования компонента на основе PVC из рецептуры на основе PVC. Такое сшивание может протекать в присутствии или в отсутствие передатчика кинетической цепи или сшивателя. В случае желательности такового необязательные передатчик кинетической цепи или сшиватель могут быть включены в технологическую добавку в количестве в диапазоне от более, чем 0% (масс.) до приблизительно 1% (масс.) при расчете на совокупную массу технологической добавки. Некоторые примеры таких передатчиков кинетической цепи или сшивателей включают без ограничения меркаптаны, полимеркаптаны, спирты и галогенсодержащие соединения, при этом меркаптаны и полимеркаптаны являются предпочтительными.
В других термопластических смолах назначение технологической добавки заключается в понижении глянца.
Смола PVC может быть произведена при нескольких различных молекулярных массах при использовании любого способа, известного на современном уровне техники и включающего нижеследующее, но не ограничивающегося только этим: растворная, суспензионная или эмульсионная полимеризация. Смола PVC может включать нижеследующее, но не ограничивается только этим: жесткие смолы PVC, гибкие смолы PVC, пластизоли PVC, а также смеси или комбинации, полученные при использовании одной или нескольких других термопластических и/или термоотверждающихся смол. Смола PVC может быть охарактеризована при использовании ее молекулярной массы, которую обыкновенно приводят в представлении через характеристическую вязкость (ХВ) или константу Фикентчера. В общем случае чем большими будут значение ХВ или константа Фикентчера смолы PVC, тем большей будет ударная вязкость компонента на основе PVC или другой термопластической смолы, изготовленного из них. Однако, для смол PVC, характеризующихся высокой молекулярной массой, достижение плавления и течения полимера без использования избыточных нагревания или сдвига также является более затруднительным. Молекулярная масса смолы PVC, использующейся в рецептуре, из которой изготавливают компонент на основе PVC, может быть предварительно определена исходя из механических свойств и экономических факторов, желательных для конечной продукции. Обычно для формования компонентов на основе PVC, характеризующихся жестким профилем, используют смолы, характеризующиеся константой Фикентчера, находящейся в диапазона от приблизительно 56 до приблизительно 72; в альтернативном варианте от приблизительно 63 до приблизительно 67; в альтернативном варианте составляющей приблизительно 65, при этом уменьшенные молекулярные массы используются для областей применения пеноматериалов. Молекулярная масса смолы PVC в общем случае является меньшей, чем молекулярная масса технологических добавок, использующихся совместно с данной смолой. Количество смолы PVC, использующееся в рецептуре для формования компонента на основе PVC или другой термопластической смолы, может находиться в диапазоне от приблизительно 30% (масс.) до приблизительно 85% (масс.) от совокупной рецептуры на основе PVC; в альтернативном варианте от приблизительно 50% (масс.) до приблизительно 80% (масс.).
Другие термопласты, подходящие для использования в настоящем изобретении в качестве, например, верхнего слоя поверх подложки, включают нижеследующее, но не ограничиваются только этим: акриловые полимеры, стирольные полимеры, полиолефины, поливинилхлорид (PVC), поликарбонат (РС), полиуретан (PU), поливинилиденфторидные полимеры (PVDF), полимолочная кислота (PLA) и тому подобное и их смеси. Такие другие термопласты в соответствии с описанием изобретения в настоящем документе могут быть объединены с PVC или использованы в любой их комбинации в присутствии или в отсутствие PVC и, кроме того, при включении технологических добавок изобретения для формования компонента, характеризующегося пониженным глянцем поверхности.
Стирольные полимеры в соответствии с использованием в настоящем документе включают нижеследующее, но не ограничиваются только этим: полистирол, высокоударопрочный полистирол (HIPS), сополимеры акрилонитрила-бутадиена-стирола (ABS), сополимеры акрилонитрила-стирола-акрилата (ASA), сополимеры стирола-акрилонитрила (SAN), сополимеры метакрилата-акрилонитрила-бутадиена-стирола (MABS), сополимеры стирола-бутадиена (SB), блок-сополимеры стирола-бутадиена-стирола (SBS) и их частично или полностью гидрированные производные, сополимеры стирола-изопрена, блок-сополимеры стирола-изопрена-стирола (SIS) и их частично или полностью гидрированные производные, сополимеры стирола-(мет)акрилата, такие как сополимеры стирола-метилметакрилата (S/MMA), и их смеси. Одним предпочтительным стирольным полимером является ASA. Стирольные сополимеры изобретения характеризуются уровнем содержания стирольного мономера, составляющим, по меньшей мере, 10 массовых процентов, предпочтительно, по меньшей мере, 25 массовых процентов.
Стирольные полимеры также могут быть смешаны и с другими полимерами для получения совместимых смесей. Примеры включают полимер ASA, смешанный с PVC, и полимер SAN, смешанный с РММА.
Акриловые полимеры в соответствии с использованием в настоящем документе включают нижеследующее, но не ограничиваются только этим: гомополимеры, сополимеры и терполимеры, включающие алкил(мет)акрилаты.
Алкилметакрилатный мономер предпочтительно представляет собой метилметакрилат, который может составлять от 60 до 100 процентов от мономерной смеси. В мономерной смеси также могут присутствовать и от 0 до 40 процентов других акрилатных, метакрилатных и/или других винильных мономеров. Другие метакрилатные, акрилатные и другие винильные мономеры, подходящие для использования в мономерной смеси, включают нижеследующее, но не ограничиваются только этим: метилакрилат, этилакрилат и этилметакрилат, бутилакрилат и бутилметакрилат, изооктилметакрилат и -акрилат, лаурилакрилат и лаурилметакрилат, стеарилакрилат и стеарилметакрилат, изоборнилакрилатный и -метакрилатный, метоксиэтилакрилатный и -метакрилатный, 2-этоксиэтилакрилатный и -метакрилатный, диметиламиноэтилакрилатный и -метакрилатный мономеры, стирол и его производные. Подходящими для использования в мономерной смеси могут оказаться алкил(мет)акриловые кислоты, такие как (мет)акриловая кислота и акриловая кислота. Также могут быть использованы и небольшие уровни содержания многофункциональных мономеров в качестве сшивателей. Один предпочтительный акриловый полимер представляет собой сополимер метилметакрилата и 2-16 процента одного или нескольких С1-4 акрилатов.
Термопластические полимеры изобретения могут быть изготовлены при использовании любых способов, известных на современном уровне техники, в том числе эмульсионной полимеризации, растворной полимеризации и суспензионной полимеризации. В одном варианте осуществления термопластическая матрица характеризуется среднемассовой молекулярной массой в диапазоне от 50000 до 500000 г/моль, а предпочтительно от 75000 до 150000 г/моль, согласно измерению при использовании гельпроникающей хроматографии (ГПХ). Молекулярно-массовое распределение для термопластической матрицы может быть унимодальным или мультимодальным, при этом коэффициент полидисперсности составляет более, чем 1,5.
В особенности предпочтительные термопласты для матричного полимера представляют собой стирольные полимеры (в том числе SAN, ABS, MAВS, ASA, HIPS), акриловые полимеры и полимеры PVDF.
В случае желательности такового рецептура на основе PVC, использующаяся для формования компонента на основе PVC или другой термопластической смолы, необязательно может включать, по меньшей мере, один модификатор ударопрочности. Модификаторы ударопрочности улучшают ударопрочность и сопротивление конечной продукции растрескиванию или разламыванию во время любых последующих производственных операций, которые проводят в отношении компонента на основе PVC или другой термопластической смолы, таких как резка или пробивание отверстий в профиле компонента. Модификаторы ударопрочности обычно функционируют в результате поглощения энергии и/или рассеивания энергии распространяющейся трещины. Модификаторы ударопрочности могут включать совместимые полимерные частицы, в том числе блок-сополимеры и «дисперсные полимеры со структурой «ядро-оболочка»», включающие мягкое каучукоподобное ядро (Tg <0 градусов С) или твердое ядро (Tg >0 градусов), характеризующиеся ограниченной совместимостью со смолой PVC, и привитую совместимую внешнюю полимерную оболочку. Полимерные частицы или совместимая внешняя полимерная оболочка могут содержать сополимер метакрилата/бутадиена/стирола (MBS), акриловые полимеры (например, известные под наименованием акриловых модификаторов ударопрочности [AIM]) или сополимеры акрилата/бутадиена/метакрилата и акрилонитрила/бутадиена/стирола (ABS); полусовместимые полимеры, такие как полимеры хлорированного полиэтилена (CPE) и сополимер этилена-винилацетата (EVA); и другие полимеры, такие как терполимеры этилена/винилацетата/монооксида углерода, этилена/пропилена/монооксида углерода, полимеры олефинов с акрилатами, различные сополимеры бутадиена с акрилонитрилом, метакрилатами или другие каучуки и даже полисилоксановые улучшенные материалы. Предпочтительные оболочки содержат полиметилметакрилат (РММА).
Рецептура на основе PVC или другой термопластической смолы также может необязательно содержать одного или несколько представителей, выбираемых из неорганических наполнителей или частиц, пигментов, смазок, стабилизаторов или других желательных добавок. Например, в качестве наполнителя для улучшения низкотемпературного сопротивления ударным нагрузкам и увеличения стойкости к воздействию УФ-излучения в жесткой продукции на основе PVC могут быть использованы ультрамелкие частицы СаСО3. В рецептуру на основе PVC могут быть включены частицы синтетического аморфного диоксида кремния также для усиления ударной вязкости и получения улучшенных характеристик текучести. В рецептуру также могут быть включены и другие твердые наполнители, включающие нижеследующие, но не ограничивающиеся только этим: каолиновая глина, тальк, слюда, волластонит, метасиликат кальция, просто для уменьшения стоимости рецептуры без оказания существенного негативного воздействия на свойства, демонстрируемые компонентом на основе PVC или другой термопластической смолы.
Для придания окраски компоненту на основе PVC или другой термопластической смолы могут быть включены различные пигменты. Данные пигменты в общем случае характеризуются стойкостью при повышенных температурах и к воздействию присутствия хлористого водорода. Данные пигменты могут включать без ограничения различные органические пигменты или керамические пигменты, такие как диоксид титана и другие оксиды металлов, при проведении или без проведения обработки поверхности при использовании диоксида кремния или оксида алюминия.
В рецептуру на основе PVC могут быть включены различные смазки в относительно небольших количествах в целях уменьшения сопротивления течению полимерных цепей и других ингредиентов, которые присутствуют. Данные смазки могут исполнять функцию наружной смазки или антиадгезионного (антифрикционного) вещества для металла, которое улучшает текучесть «горячего» материала через технологическое оборудование, или внутренней смазки, которая уменьшает вязкость расплава материала, подвергаемого переработке. Смазки представляют собой основной дополнительный компонент, который может быть добавлен в рецептуру, и который может способствовать облегчению или активированию плавления смолы PVC. Некоторые примеры смазок включают без ограничения парафиновые воска и длинно-цепочечные карбоновые кислоты или их сложные эфиры, амиды и соли. Количество использующейся смазки обычно является меньшим, чем уровень содержания, который будет стимулировать возникновение «отложений на мундштуке». Отложения на мундштуке возникают при выдавливании смазок, присутствующих в рецептуре, из горячего объемного материала по мере покидания экструдатом мундштука или прохождения им через вакуумный калибратор, что, тем самым, вызывает появление закупоривания материалом или наслоения материала.
Для улучшения стойкости к воздействию тепла или УФ-излучения, называя только некоторые из них, в рецептуру на основе PVC или другие термопластические рецептуры могут быть включены различные стабилизаторы. Термостабилизаторы могут включать нижеследующее, но не ограничиваются только этим: соединения на основе свинца или оловоорганические соединения, смешанные металлсодержащие стабилизаторы или органические стабилизаторы, такие как эпоксиды. УФ-стабилизаторы могут включать без ограничения пространственно-затрудненные амины или фенолы.
В соответствии с еще одним аспектом настоящего раскрытия изобретения предлагается способ (10) уменьшения зеркального глянца компонента на основе поливинилхлорида (PVC) или другой термопластической смолы. Что касается фигуры 1, то, как это можно сказать, способ (10) в общем случае включает подачу (15) PVC или другой термопластической смолы основы, получение (20), по меньшей мере, одного полимера основы в качестве технологической добавки; функционализацию (25) полимера основы при использовании функциональной реакционно-способной группы для получения функционализованной технологической добавки; производство (30) рецептуры на основе PVC или другой термопластической смолы из смолы основы и функционализованной технологической добавки; и формование (35) компонента на основе PVC или другой термопластической смолы из рецептуры на основе PVC или другой термопластической смолы. Более конкретная информация в отношении рецептуры на основе PVC и ее композиции прежде обсуждалась выше и дополнительно определяется в настоящем документе. Полимер основы функционализуют при использовании приблизительно от 0,5% (масс.) до 35% (масс.) реакционно-способных эпоксидных, гидроксильных или карбокислотных функциональных групп. Необязательно также может быть подан (40) и включен в рецептуру на основе PVC или другой термопластической смолы (30), по меньшей мере, один модификатор ударопрочности. Получающийся в результате компонент на основе PVC или другой термопластической смолы демонстрирует понижение глянца поверхности, составляющее, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85° и менее.
Другие варианты осуществления изобретения
1. Компонент на основе поливинилхлорида (PVC), характеризующийся пониженным глянцем поверхности, содержащий:
смолу PVC; одну или несколько технологических добавок, содержащих, по меньшей мере, один полимер основы, при этом одна или несколько технологических добавок являются функционализованными при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологических добавок; и необязательно, по меньшей мере, один модификатор ударопрочности; где компонент на основе PVC демонстрирует понижение глянца, составляющее, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными.
2. Компонент на основе PVC, соответствующий притязанию 1, где технологические добавки присутствуют в количестве в диапазоне от приблизительно 0,1 до приблизительно 12 ч./сто ч. смолы.
3. Компонент на основе PVC, соответствующий любому из притязаний 1 или 2, где одна или несколько технологических добавок являются функционализованными при использовании, по меньшей мере, 5% (масс.) реакционно-способной функциональной группы при расчете на совокупную массу технологических добавок, а компонент на основе PVC демонстрирует понижение глянца, составляющее, по меньшей мере, 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее.
4. Компонент на основе PVC, соответствующий любому из притязаний 1-3, где компонент на основе PVC, содержащий функционализованные технологические добавки, и подобный компонент на основе PVC, содержащий нефункционализованные технологические добавки, демонстрируют сопоставимые характеристики сопротивления ударным нагрузкам; при этом данные характеристики сопротивления ударным нагрузкам измеряют в виде ударной вязкости по Изоду или ударной вязкости в испытании при сбрасывании заостренного груза.
5. Компонент на основе PVC, соответствующий любому из притязаний 1-4, где реакционно-способную эпоксидную, гидроксильную или карбокислотную функциональную группу производят из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты; виниловых сложных эфиров линейных или разветвленных карбоновых кислот; ненасыщенных С3-С6 монокарбоновых кислот и ненасыщенных С4-С6 дикарбоновых кислот; мономеров, содержащих эпоксидные группы; или их смеси.
6. Компонент на основе PVC, соответствующий любому из притязаний 1-5, где полимер основы одной или нескольких технологических добавок включает акриловые полимер или сополимер, и молекулярная масса (Mw) технологических добавок составляет приблизительно 50000 г/моль и более.
7. Компонент на основе PVC, соответствующий любому из притязаний 1-6, где акриловые полимер или сополимер производят из винил- или (мет)акрилсодержащих мономеров; стирола или производных стирола; олефинов; диенов; или их смесей.
8. Компонент на основе PVC, соответствующий любому из притязаний 1-7, где одна или несколько функционализованных технологических добавок облегчают сшивание в компоненте на основе PVC, при этом функционализованная технологическая добавка, кроме того, содержит от 0 до приблизительно 1% (масс.) передатчика кинетической цепи или сшивателя.
9. Применение компонента на основе PVC из любого из притязаний 1-8 в автомобильной продукции, строительном материале, бытовой или кухонной утвари, медицинской продукции или канцелярских принадлежностях для офиса, одежде или упаковке продукции для личной гигиены или другой продукции широкого потребления.
10. Способ понижения глянца поверхности компонента на основе поливинилхлорида (PVC), при этом способ включает:
подачу смолы PVC; получение, по меньшей мере, одного полимера основы в качестве технологической добавки; функционализацию, по меньшей мере, одного полимера основы для получения функционализованной технологической добавки; при этом полимер основы функционализуют при использовании от приблизительно 0,5% (масс.) до приблизительно 35% (масс.) реакционно-способной эпоксидной, гидроксильной или карбокислотной функциональной группы при расчете на совокупную массу технологической добавки; и необязательно подачу, по меньшей мере, одного модификатора ударопрочности; производство рецептуры на основе PVC из смолы PVC, функционализованной технологической добавки и необязательного модификатора ударопрочности; и формование компонента на основе PVC из рецептуры на основе PVC; где компонент на основе PVC демонстрирует понижение глянца, составляющее, по меньшей мере, 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными.
11. Способ, соответствующий притязанию 11, где технологические добавки присутствуют в количестве в диапазоне от приблизительно 0,1 до приблизительно 12 ч./сто ч. смолы.
12. Способ, соответствующий любому из притязаний 10 или 11, где одна или несколько технологических добавок являются функционализованными при использовании, по меньшей мере, 5% (масс.) реакционно-способной функциональной группы при расчете на совокупную массу технологических добавок, а компонент на основе PVC демонстрирует понижение глянца, составляющее, по меньшей мере, 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее.
13. Способ, соответствующий любому из притязаний 10-12, где компонент на основе PVC, содержащий функционализованные технологические добавки, и подобный компонент на основе PVC, содержащий нефункционализованные технологические добавки, демонстрируют сопоставимые характеристики сопротивления ударным нагрузкам; при этом данные характеристики сопротивления ударным нагрузкам измеряют в виде ударной вязкости по Изоду или ударной вязкости в испытании при сбрасывании заостренного груза.
14. Способ, соответствующий любому из притязаний 10-13, где реакционно-способную эпоксидную, гидроксильную или карбокислотную функциональную группу производят из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты; виниловых сложных эфиров линейных или разветвленных карбоновых кислот; ненасыщенных С3-С6 монокарбоновых кислот и ненасыщенных С4-С6 дикарбоновых кислот; мономеров, содержащих эпоксидные группы; или их смеси, и полимер основы одной или нескольких технологических добавок включает акриловые полимер или сополимер, при этом акриловые полимер или сополимер производят из винил- и (мет)акрилсодержащих мономеров; стирола и производных стирола; олефинов; диенов; или их смеси.
15. Способ, соответствующий любому из притязаний 10-14, где одна или несколько функционализованных технологических добавок облегчают сшивание в компоненте на основе PVC, одна или несколько функционализованных технологических добавок характеризуются молекулярной массой (Mw), которая составляет приблизительно 50000 г/моль и более; при этом функционализованная технологическая добавка, кроме того, содержит от 0 до приблизительно 1% (масс.) передатчика кинетической цепи или сшивателя.
Пример 1 - Обычные экспериментальные условия и протоколы испытаний.
Как функционализованные технологические добавки, так и обычные технологические добавки оценивали в рецептурах на основе PVC в целях наблюдения и сопоставления механических свойств, в том числе перерабатываемости и уровня глянца. Переработку полимера осуществляли при использовании пластометра Brabender, который принимает смешанную рецептуру на основе PVC (порошок), в том числе либо контрольные акриловые технологические добавки, либо соответствующие добавки, функционализованные при использовании реакционно-способных веществ, и измеряет крутящий момент при плавлении, время плавления, температуру плавления и равновесный крутящий момент. Методология измерения при плавлении составов на основе PVC при использовании крутильного пластометра представляет собой стандартную практику, осуществляемую в соответствии с документом ASTM D2538-02 (2010, ASTM International, West Conshohocken, PA).
После этого гранулы, изготовленные из рецептур на основе PVC, используют в оборудовании для литьевого формования в целях получения испытуемых брусков и пластин или листов, изготовленных в результате литьевого формования. После изготовления брусков и пластин их подвергали испытаниям на ударную вязкость и глянец при использовании прибора для измерения глянца в целях регистрации способности поверхности каждого образца отражать свет. Ударную вязкость по Изоду определяют как кинетическую энергию, требуемую для инициирования разрыва и продолжения такого разрыва вплоть до разрушения образца. Образцы для испытания по Изоду имеют надрезы и подвергаются измерениям в соответствии с методологией, определенной в документе ASTM D256-10e1 (ASTM International, West Conshohocken, PA). Ударная вязкость или ударопрочность пластмассы также могут быть определены при использовании методологии падающего заостренного груза (то есть, прочность пленки при ударе по Гарднеру) согласно определению в соответствии с документами ASTM D4226 и ASTM D5420 (ASTM International, West Conshohocken, PA).
Глянец связан со способностью поверхности отражать больше света в направлениях, которые близки к зеркальным. Зеркальный глянец, демонстрируемый брусками и пластинами, измеряли при различных углах в соответствии со стандартной методологией испытаний, описанной в документе ASTM D523 (2014, ASTM International, West Conshohocken, PA). Измеренные рейтинги глянца получали в результате сопоставления зеркального отражения у испытуемых брусков или пластин с тем, что имеет место для черного стеклянного стандарта.
Количество каждой технологической добавки, которая образует растворимую фракцию или сохраняется в качестве нерастворимой фракции, может быть определено при использовании экстрагирования, проводимого при использовании растворителя, такого как ацетон, THF или МЕК. В колбу добавляют предварительно определенное совокупное количество порошка совместно с приблизительно 35 граммами растворителя. Смесь порошок/растворитель перемешивают или встряхивают в течение 22 часов, где по истечении данного периода времени в колбу добавляют, а после этого перемешивают или встряхивают в течение еще 1,5 часа еще ~ 30 граммов растворителя. Вслед за этим приблизительно 30 граммов смесевого раствора располагают в центрифужной пробирке и подвергают воздействию центробежной силы при 16500 об./мин на протяжении 3-5 часов при температуре 5°С. Верхнюю порцию отделенного смесевого раствора добавляют в еще одну пробирку, а после этого подвергают центрифугированию во второй раз в подобных условиях. Собирают прозрачный супернатант, присутствующий в центробежной пробирке, при этом 10 мл данного супернатанта располагают в алюминиевой кювете при использовании серологической пипетки. Супернатант в алюминиевой кювете высушивают в результате воздействия тепла, и уровень процентного содержания нерастворимой фракции может быть определен в соответствии с уравнением 1, где Wf представляет собой конечную массу алюминиевой кюветы, Wi представляет собой начальную массу алюминиевой кюветы, Wpowder представляет собой массу предварительно определенного количества порошка, расположенного в колбе, Vsolvent представляет собой совокупный объем растворителя, расположенного в колбе, и Vsupernatant представляет собой объем супернатанта, пипетированного в алюминиевую кювету.

Пример 2 - Измерение молекулярной массы технологических добавок.
Молекулярная масса, связанная с технологическими добавками, может быть определена при использовании гельпроникающей хроматографии (ГПХ), используя различные известные методы и методики. В одном таком методе используют дифференциальный рефрактометр, снабженный двумя колонками PL gel mixed A и защитной колонкой. В колонку при температуре 35°С вводят объем вводимой пробы в 150 микролитров (мкл) растворимой части технологических добавок в виде раствора в THF при концентрации 1,5 мг/мл. Элюирование технологических добавок через колонку проводят при скорости течения растворителя THF (со степенью чистоты для метода ВЭЖХ) 1,0 мл/мин. Каждый образец технологических добавок может быть подвергнут испытаниям либо в отфильтрованном, либо в нефильтрованном состоянии. Хроматограммы для каждого испытуемого образца получают и анализируют при вычислении значений молярных масс по отношению к калибровочной кривой по поли(метилметакрилату) РММА. Дополнительная информация в отношении методологии ГПХ находится в документе ASTM D4001-13 (ASTM International, West Conshohocken, PA).
Средние значения молярных масс отфильтрованных и нефильтрованных образцов могут слегка отличаться друг от друга. Говоря другими словами, фильтрование образца через пленку из PTFE в 1,0 мкм может оказывать воздействие на измеренное молекулярно-массовое распределение. Фильтрование образца может удалить вещества, характеризующиеся чрезвычайно высокой молярной массой, что, таким образом, уменьшает верхнее граничное значение для распределения молярных масс. Фильтрование образца также может в результате привести и к разложению веществ, характеризующихся чрезвычайно высокой молярной массой, что, таким образом, увеличивает количество веществ, характеризующихся более низкой молярной массой, приводя в результате к получению более высоких значений средних величин среднечисленной и/или среднемассовой молярных масс. Средние значения молярных масс являются взвешенными средними значениями на основе количества молекул в каждом сечении хроматограммы, таким образом, увеличение или уменьшение количества молекул, характеризующихся заданной молярной массой, могут оказывать воздействие на средние значения и распределение молярных масс.
Измеряли молекулярную массу растворимой порции для совокупности из тринадцати (13) образцов различных технологических добавок, полученных в соответствии с положениями настоящего раскрытия изобретения. Совокупность из результатов для трех вводимых проб каждого образца усредняли в целях получения средней молекулярной массы (Mw). Молекулярную массу каждого образца отличной технологической добавки получали в его нефильтрованном, а также отфильтрованном состояниях. Средняя молекулярная масса (Mw) для испытуемых образцов находилась в диапазоне от 50000 г/моль до приблизительно 15 миллионов г/моль как в нефильтрованном, так и отфильтрованном состояниях. Коэффициент полидисперсности, который определяют как соотношение между среднемассовой и среднечисленной молекулярными массами (Mw/Mn), для каждого испытуемого образца согласно измерению находился в диапазоне от приблизительно 10 до приблизительно 60. Например, один конкретный образец технологической добавки продемонстрировал среднемассовую молекулярную массу (Mw) 2690000 г/моль при коэффициенте полидисперсности 54,2 в нефильтрованном состоянии и значение Mw 2110000 г/моль при коэффициенте полидисперсности 15,5 в отфильтрованном состоянии.
Пример 3 - Измерение температуры стеклования для технологических добавок.
Для определения температуры стеклования (Tg) технологических добавок, полученных в соответствии с положениями настоящего раскрытия изобретения, используют дифференциальную сканирующую калориметрию (ДСК). Каждый результат измерения при использовании метода ДСК получают на протяжении температурного диапазона от - 75°С до 160°С при использовании скорости нагревания 20°С/минута и скорости охлаждения 10°С/минута. Значение Tg определяют в виде среднего значения для, по меньшей мере, двух результатов измерения, полученных для каждой рецептуры образца. Дополнительное описание методологии ДСК находится в документе ASTM Е1356-08(2014) (ASTM International, West Conshohocken, PA).
Температура стеклования (Tg) технологических добавок может быть определена для них в виде либо порошка, либо бруска, сформованного из порошка. Из порошка может быть спрессован брусок при воздействии повышенной температуры (например, 215°С) под высоким давлением (например, 25 тонн). Анализировали совокупность из 10 различных образцов технологических добавок, при этом среднее значение Tg для каждого образа находилось в диапазоне от 0°С до приблизительно 150°С. Какого-либо значительного различия температур стеклования, измеренных для брусков и порошков, не наблюдали. Например, один конкретный образец технологической добавки продемонстрировал температуру стеклования 85,0°С в брусковой форме и 83,4°С в порошковой форме.
Пример 4 - Рецептуры и компоненты на основе PVC, полученные и подвергнутые испытаниям, используя технологические добавки, функционализованные при использовании глицидилметакрилата (GMA).
Получали маточную смесь из 29014,52 грамма (116,3 ч./сто ч. смолы) рецептуры на основе поливинилхлорида (PVC), содержащую 24948 граммов (100 ч./сто ч. смолы) смолы PVC (PVC-5385, Axiall Corp., прежде Georgia Gulf, Atlanta, GA), 249,48 грамма (1,0 ч./сто ч. смолы) оловосодержащего стабилизатора (Т-161, РМС Organometallix, Inc., Carrollton, KY), 299,38 грамма (1,2 ч./сто ч. смолы) стеарата кальция, 249,48 грамма (1,0 ч./сто ч. смолы) смазки (Rheolub® RL-165, Honeywell International Inc., NJ), 24,95 грамма (0,1 ч./сто ч. смолы) вторичной полиэтиленовой смазки (АС629А, Honeywell International Inc., NJ), 748,44 грамма (3,0 ч./сто ч. смолы) карбоната кальция и 2494,8 грамма (10 ч./сто ч. смолы) диоксида титана. После этого маточную смесь на основе PVC использовали для получения рецептуры на основе PVC, содержащей различные комбинации из обычных технологических добавок (с-РА) и функционализованных технологических добавок (f-PA) совместно с обычными модификаторами ударопрочности (c-IM) или функционализованными модификаторами ударопрочности (f-IM). Обычный модификатор ударопрочности (c-IM), использующийся в данном эксперименте, представлял собой акриловый полимер (Durastrength® D-350, Arkema Inc., King of Prussia, PA), а обычная технологическая добавка (с-PA), использующаяся в данном эксперименте, представляла собой акриловый полимер (Plastistrength® 550, Arkema Inc., King of Prussia, PA). Функционализованный модификатор ударопрочности (f-IM) и функционализованную технологическую добавку (f-PA), использующиеся в данном эксперименте, получали в результате функционализации обычных материалов IM и PA при использовании приблизительно 16% (масс.) глицидилметакрилата (GMA).
Обобщенное представление технологических добавок и модификаторов ударопрочности, присутствующих в четырех сравнительных образцах (прогоны №№ С1-С4) и двух испытуемых образцах (прогоны №№ R1 и R2), которые получали и подвергали испытаниям, приведено ниже в таблице 1. Количество модификатора ударопрочности, использующегося в каждом сравнительном образце и испытуемом образце, составляло 4 ч./сто ч. смолы. Количество технологической добавки, использующейся в каждом сравнительном образце и испытуемом образце, составляло либо 1 ч./сто ч. смолы, либо 3 ч./сто ч. смолы. Таким образом, совокупное количество модификатора ударопрочности и технологической добавки, добавленных к маточной смеси на основе PVC, имело порядок 5 ч./сто ч. смолы или 7 ч./сто ч. смолы.
Таблица 1
После этого рецептуры на основе PVC, содержащие модификаторы ударопрочности и технологические добавки, оценивали при использовании пластометра Brabender, а бруски или пластины, сформованные из них в результате литьевого формования, подвергали испытаниям на плотность, ударную вязкость по Изоду и глянец поверхности при различных углах. Обобщенное представление результатов испытаний приведено в представленной ниже таблице 2. Испытуемые образцы (прогоны №№ R1 и R2) согласно наблюдениям продемонстрировали подобные свойства в отношении плотности, времени плавления, крутящего момента при плавлении, температуры плавления и равновесного крутящего момента.
Таблица 2
Сравнительные образцы, содержащие функционализованный модификатор ударопрочности (С2 и С4), согласно наблюдениям продемонстрировали подобные уровни глянца при всех углах, как и сравнительные образцы, содержащие обычный модификатор ударопрочности (С1 и С3). Однако, в сопоставлении со сравнительными образцами (С1-С4) для испытуемых образцов (R1 и R2) наблюдали изменение глянца при всех углах. Говоря более конкретно, испытуемый образец (R1), содержащий 1 ч./сто ч. смолы функционализованной технологической добавки, продемонстрировал понижение глянца в сопоставлении со сравнительными образцами (С1 и С2), которое находилось в диапазоне приблизительно 38-46 пунктов при угле 20°, приблизительно 16-18 пунктов при угле 60° и приблизительно 7-9 пунктов при угле 85°. Подобным образом, испытуемый образец (R2), содержащий 3 ч./сто ч. смолы функционализованной технологической добавки, продемонстрировал понижение глянца в сопоставлении со сравнительными образцами (С3 и С4), которое находилось в диапазоне приблизительно 50-56 пунктов при угле 20°, приблизительно 68-70 пунктов при угле 60° и составляло приблизительно 33 пунктов при угле 85°. В дополнение к этому, испытуемые образцы (R1 и R2) продемонстрировали настолько же хорошую, если не лучшую ударную вязкость по Изоду, что и сравнительные образцы (С1-С4).
Как это демонстрирует данный пример, из рецептуры на основе PVC, которая включает функционализованную технологическую добавку, может быть сформован компонент на основе PVC, который демонстрирует понижение глянца при углах 20°, 60° и 85° в сопоставлении с подобным компонентом на основе PVC, который включает только обычную нефункционализованную технологическую добавку. Как это также демонстрирует данный пример, подобная функционализация модификатора ударопрочности не обеспечивает получения выгодного эффекта в отношении понижения глянца, как это наблюдается для использования функционализованных технологических добавок. В дополнение к этому, использование функционализованного модификатора ударопрочности уменьшает характеристики сопротивления ударным нагрузкам компонента на основе PVC или другой термопластической смолы (смотрите С1/С3 в сопоставлении с С2/С4). С другой стороны, использование функционализованных технологических добавок сохраняет механические свойства рецептуры на основе PVC на протяжении всей переработки и после формования компонента на основе PVC на подобном уровне, что и наблюдаемый результат для рецептур и компонентов на основе PVC, полученных при использовании обычных технологических добавок.
Пример 5 - Получение технологических добавок, функционализованных при использовании акриловой кислоты (АА) или глицидилметакрилата (GMA).
Материал f-PA с GMA-функционализацией - В 5-литровый полимеризационный реактор с нагревательным кожухом, снабженный перемешивающим устройством и дефлегматором, загружали 848,7 г дистиллированной воды, 31,34 г додецилбензолсульфоната натрия и 0,48 г карбоната натрия. Получали, а после этого добавляли в реактор мономерную смесь из 320,0 грамма метилметакрилата (ММА), 100,0 грамма бутилакрилата (ВА) и 80,0 грамма глицидилметакрилата (GMA), характеризующуюся массовым процентным соотношением ММА/ВА/GMA 64/20/16. Температуру реакции устанавливали равной 45°С при одновременном продувании реактора при использовании азота на протяжении 20 секунд. Реакцию инициировали при добавлении 20,45 г 4%-ного раствора персульфата калия в дистиллированной воде и 12,12 г 5%-ного раствора метабисульфита натрия в дистиллированной воде в атмосфере азота. По истечении 12 минут наблюдали пиковую температуру 86°С. Температуру реакции устанавливали равной 80°С и в реактор добавляли 1,25 г 4%-ного раствора персульфата калия в дистиллированной воде. Партию на протяжении 30 минут выдерживали при 80°С, а после этого охлаждали до комнатной температуры. Средний размер частиц латекса Dv согласно измерению при использовании прибора Nicomp Modle 380 ZLS составлял приблизительно 100 нм. Уровень содержания твердого вещества составлял ~ 36%. Частицы латекса GMA-функционализованного материала f-PA выделяли при использовании технологического процесса распылительного высушивания.
Материал f-PA с АА-функционализацией - Для получения технологической добавки, функционализованной при использовании акриловой кислоты (АА), следовали той же самой методике, что и описанная выше для GMA-функционализации технологической добавки, за исключением замены сомономера GMA на акриловую кислоту. Таким образом, использовали мономерную смесь, содержащую 324,6 грамма метилметакрилата (ММА), 100,0 грамма бутилакрилата (ВА), 75,0 грамма акриловой кислоты (АA) и 0,375 грамма трет-додецилмеркаптана (t-DDM) и характеризующуюся массовым процентным соотношением ММА/ВА/АA/t-DDM 64,925/20/15/0,075. По истечении 18 минут после добавления инициаторов наблюдали пиковую температуру 79,5°С. Средний размер частиц латекса согласно измерению составлял приблизительно 165 нм. Уровень содержания твердого вещества составлял ~ 35,7%. Частицы латекса АА-функционализованного материала f-PA выделяли при использовании технологического процесса распылительного высушивания.
Пример 6 - Рецептуры и компоненты на основе PVC, полученные и подвергнутые испытанию при использовании технологических добавок, полученных в эксперименте 2.
Получали и окрашивали при использовании либо белого пигмента, либо бежевого пигмента две маточные смеси, содержащие 3090 граммов (123,6 ч./сто ч. смолы) рецептуры на основе поливинилхлорида (PVC). Каждая партия содержала 2500,0 грамма (100 ч./сто ч. смолы) смолы PVC (SE-950, Shintech Inc., Houston, TX), 25,0 грамма (1,0 ч./сто ч. смолы) оловосодержащего стабилизатора (Thermolite® 161, PMC Group Inc., Mount Laurel, NJ), 25,0 грамма (1,2 ч./сто ч. смолы) стеарата кальция, 2,5 грамма (0,1 ч./сто ч. смолы) смазки (Epoline E-14, Westlake Chemical Corp., Houston, TX), 112,5 грамма (4,5 ч./сто ч. смолы) модификатора ударопрочности (Durastrength® D-350, Arkema Inc., King of Prussia, PA), 125,0 грамма (5,0 ч./сто ч. смолы) карбоната кальция, 250,0 грамма (10,0 ч./сто ч. смолы) диоксида титана и 25,0 грамма (1,0 ч./сто ч. смолы) белого или бежевого пигмента. После этого данные маточные смеси на основе PVC использовали для получения различных рецептур на основе PVC (прогоны №№ R3-R7), содержащих различные комбинации из функционализованных технологических добавок, полученных в эксперименте 2, а также контрольного образца (контрольный прогон № С5), содержащего обычную нефункционализованную технологическую добавку.
Обобщенное представление композиции технологической добавки, добавленной к маточным смесям для получения рецептур на основе PVC, приведено в таблице 3. Каждый испытуемый образец (прогоны №№ R3-R7) и контрольный образец (контрольный прогон № C5) включали совокупность из 25,0 грамма (1,0 ч./сто ч. смолы) технологической добавки. Технологическая добавка в контрольном образце (С5) представляла собой обычный акриловый полимер (Plastistrength® 550, Arkema Inc., King of Prussia, PA). Материал f-PA, использующийся в прогоне № R3, был образован исключительно из технологической добавки, функционализованной при использовании акриловой кислоты (АА) в эксперименте 2. Подобным образом материал f-PA, использующийся в прогоне № 7, был образован исключительно из технологической добавки, функционализованной при использовании глицидилметакрилата (GMA) в эксперименте 2. Материал f-PA, использующийся в прогонах №№ R4-R6, был образован из смеси из технологических АА- и GMA-функционализованных добавок в эксперименте 2. Соотношение между технологическими добавками AA/GMA, использующееся в прогонах №№ 4, 5 и 6, составляло, соответственно, 1/3, 2/2 и 3/1. Каждый испытуемый образец (прогоны №№ R3-R7) и контрольный образец (контрольный прогон № 5) включали два опыта - один опыт при использовании белого пигмента и один опыт при использовании бежевого пигмента.
Таблица 3
После этого из рецептур на основе PVC, содержащих функционализованные технологические добавки (прогоны №№ R3-R7) и обычную технологическую добавку (контрольный прогон № С5), формовали листы (0,040 '' (1,02 мм) × 4,5 '' (114,30 мм)) при использовании экструдера с двумя коническими червяками Brabender и при различных углах измеряли глянец поверхности листов. При переработке листов каких-либо различий не наблюдали. Обобщенное представление средних результатов измерения глянца, полученных для каждого испытуемого образца, приведено в представленной ниже таблице 4. Среднее приведенное значение глянца представляет собой среднее значение для 50 результатов измерений, проведенных на верхней, нижней, левой и правой сторонах листов.
Все испытуемые листы (прогоны №№ R3-R7), которые содержат функционализованную технологическую добавку, либо белые, либо бежевые, продемонстрировали существенное понижение глянца при всех углах в сопоставлении с глянцем, измеренным для сравнительного листа (контрольного прогона № С5), который содержит обычные нефункционализованные технологические добавки. Белые пигментированные испытуемые листы (R3-R7) продемонстрировали понижение глянца в сопоставлении со сравнительным листом (контрольный прогон № С5) порядка приблизительно 34-39 пунктов при угле 20°, приблизительно 34-55 пунктов при угле 60°, приблизительно 13-20 пунктов при угле 75° и приблизительно 20-27 пунктов при угле 85°. Подобным образом бежевые пигментированные испытуемые листы (прогоны №№ R3-R7) продемонстрировали понижение глянца в сопоставлении со сравнительным листом (контрольный прогон № С5) порядка приблизительно 23-30 пунктов при угле 20°, приблизительно 27-46 пунктов при угле 60°, приблизительно 12-19 пунктов при угле 75° и приблизительно 11-20 пунктов при угле 85°.
Таблица 4
В дополнение к этому, количество GMA-функционализованного материала f-PA или АА-функционализованного материала f-PA согласно наблюдениям оказывает воздействие на уровень понижения глянца. В общем случае согласно наблюдениям понижение глянца согласно измерениям для испытуемых листов или компонентов увеличивалось при увеличении соотношения GMA/AA. Например, испытуемый лист (прогон № R7), содержащий исключительно GMA-функционализованный материал f-PA, продемонстрировал большее понижение глянца в сопоставлении с испытуемым листом (прогон № R3), содержащим исключительно АА-функционализованный материал f-PA, согласно измерению при углах в диапазоне 20°-75° для компонентов как с белой, так и с бежевой окрасками.
Если обратиться теперь к фигурам 2 и 3, то на них значения глянца согласно измерению при угле 60° и 75°, соответственно, для испытуемых листов или компонентов (прогоны №№ R3-R7) графически сопоставляют со значением глянца, измеренным для сравнительного листа (контрольного прогона № С5). В дополнение к этому, также сопоставляются результаты по сопротивлению ударным нагрузкам в испытании при сбрасывании заостренного груза для каждого листа. Как это установлено, включение материала f-PA в компонент на основе PVC или другой термопластической смолы уменьшает глянец и не оказывает какого-либо воздействия на ударную вязкость компонента в сопоставлении с эксплуатационными характеристиками сопротивления ударным нагрузкам, демонстрируемыми компонентом на основе PVC, содержащим только обычные нефункционализованные технологические добавки.
Как это также демонстрирует данный пример, из рецептуры на основе PVC, которая включает функционализованную технологическую добавку, может быть сформован компонент на основе PVC, который демонстрирует понижение глянца при углах 20°, 60° и 85° в сопоставлении с подобным компонентом на основе PVC, который включает только обычную нефункционализованную технологическую добавку. Как это, кроме того, демонстрирует данный пример, функционализация технологической добавки может быть проведена при использовании GMA, AA или их смеси. Как это указывает сопоставление между понижением глянца, демонстрируемым испытуемыми компонентами, которые включают GMA-функционализованный материал f-PA, и испытуемыми компонентами, которые включают АА-функционализованный материал f-PA, GMA-функционализация может оказаться более эффективной при понижении глянца компонента в сопоставлении с АА-функционализацией. Как это также демонстрирует данный пример, понижение глянца, получающееся в результате включения функционализованной технологической добавки, можно наблюдать при использовании различных окрашенных компонентов на основе PVC.
Пример 7 - Дополнительные рецептуры и компоненты на основе PVC, полученные и подвергнутые испытаниям при использовании технологических добавок, полученных в эксперименте 2.
Получали маточную смесь из 2526,0 грамма (126,3 ч./сто ч. смолы) рецептуры на основе поливинилхлорида (PVC), содержащей 2000 граммов (100 ч./сто ч. смолы) смолы PVC (SE-950, Shintech Inc., Houston, TX), 20,0 грамма (1,0 ч./сто ч. смолы) оловосодержащего стабилизатора (Тhermolite® 161, РМС Group Inc., Mount Laurel, NJ), 24,0 грамма (1,2 ч./сто ч. смолы) стеарата кальция, 20,0 грамма (0,1 ч./сто ч. смолы) смазки (Rheolub® RL-165, Honeywell International Inc., NJ), 2,0 грамма (0,1 ч./сто ч. смолы) вторичной полиэтиленовой смазки (АС629А, Honeywell International Inc., NJ), 90,0 грамма (4,5 ч./сто ч. смолы) модификатора ударопрочности (Durastrength® D-350, Arkema Inc., King of Prussia, PA), 100,0 грамма (5,0 ч./сто ч. смолы) карбоната кальция, 200,0 грамма (10,0 ч./сто ч. смолы) диоксида титана и 70,0 грамма (3,5 ч./сто ч. смолы) бежевого пигмента. После этого маточную смесь на основе PVC использовали для получения различных рецептур на основе PVC (прогоны №№ R8-R12), содержащих различные комбинации из функционализованных технологических добавок, полученных в эксперименте 2, а также контрольных рецептур (контрольных прогонов №№ С6-С14), содержащих нефункционализованные технологические добавки и/или модификаторы ударопрочности.
Обобщенное представление композиции технологической добавки, добавленной к маточным смесям для получения рецептур на основе PVC, приведено в таблице 5. Каждый испытуемый образец (прогоны №№ R8-R11) и контрольные рецептуры (контрольные прогоны №№ С6-С14) включали совокупность из 20,1 грамма (1,0 ч./сто ч. смолы) технологической добавки. Технологическая добавка в контрольных прогонах №№ С6-С9 и С11-С13 представляла собой обычный акриловый полимер (Plastistrength® 550, Arkema Inc., King of Prussia, PA). В контрольных прогонах №№ С7-С10 использовали модификатор ударопрочности (Paraloid™ EXL-5136, Dow Chemical Co., Midland, Michigan). Данный модификатор ударопрочности является модификатором ударопрочности со структурой «ядро/оболочка», включающим ядро из поли(бутилакрилата) и оболочку из поли(метилакрилата). В контрольном прогоне №№ С11-С14 использовали другой модификатор ударопрочности (Altuglas® BS-130, Arkema Inc., King of Prussia, PA). Данный модификатор ударопрочности представляет собой частицы сшитого поли(метилметакрилата), характеризующиеся средним размером в несколько микронов. Материал f-PA, использующийся в прогоне № R8, был образован исключительно из технологической добавки, функционализованной при использовании акриловой кислоты (АА) в эксперименте 2. Подобным образом материал f-PA, использующийся в прогоне № R9, был образован исключительно из технологической добавки, функционализованной при использовании глицидилметакрилата (GMA) в эксперименте 2. Материал f-PA, использующийся в прогоне № R10, был образован из смеси из технологических добавок, АА- и GMA-функционализованных в эксперименте 2, с составом 50:50. В заключение, материал f-PA, использующийся в прогоне № R11, был образован из смеси из технологической добавки, АА-функционализованной в эксперименте 2, и обычного акрилового полимера (Plastistrength® 550, Arkema Inc., King of Prussia, PA) с составом 50:50.
Таблица 5
После этого рецептуры на основе PVC, содержащие модификатор ударопрочности и/или технологические добавки, оценивали при использовании пластометра Brabender а бруски или пластины, сформованные из них в результате литьевого формования, подвергали испытаниям на плотность, прочность пленки при ударе по Гарднеру и глянец поверхности при различных углах. Обобщенное представление насыпной плотности, времени плавления, крутящего момента при плавлении, температуры плавления и равновесного крутящего момента приведено в таблице 6. Испытуемые образцы (прогоны №№ R8-R11) и сравнительные образцы (контрольные прогоны №№ С6-С14) согласно наблюдениям продемонстрировали подобные свойства в отношении плотности, времени плавления, крутящего момента при плавлении и температуры плавления. Однако, как это было установлено, испытуемые образцы (прогоны №№ R8-R11) продемонстрировали существенное улучшение равновесного крутящего момента в сопоставлении со сравнительными образцами (контрольные прогоны №№ С6-С14). Таким образом, рецептуры на основе PVC, содержащие функционализованные технологические добавки (прогоны №№ R8-R10) или смесь из функционализованной технологической добавки и нефункционализованной технологической добавки (прогон № R11), демонстрируют лучшие механические свойства в сопоставлении с рецептурами на основе PVC, содержащими нефункционализованную технологическую добавку (контрольный прогон № С6) или смеси из обычных нефункционализованных технологических добавок и модификаторов ударопрочности (контрольные прогоны №№ С7-С9 и С11-С13) или только модификаторы ударопрочности (контрольные прогоны №№ С10 и С14).
Таблица 6
После этого из рецептур на основе PVC, содержащих функционализованные технологические добавки (прогоны №№ R8-R11) и обычные технологические добавки и/или модификаторы ударопрочности (контрольные прогоны №№ С5-С14), формовали листы (0,040 '' (1,02 мм) × 6 '' (152,40 мм)) при использовании экструдера с двумя коническими червяками Brabender и при угле 60° измеряли глянец поверхности листов. Обобщенное представление средних результатов измерения глянца, полученных для каждого испытуемого образца, приведено в представленной ниже таблице 7. Среднее приведенное значение глянца представляет собой среднее значение для 20 результатов измерений, проведенных на верхней и нижней сторонах листов.
Все испытуемые листы (прогоны №№ R8-R11), которые содержат функционализованную технологическую добавку, продемонстрировали либо понижение глянца, либо улучшенные характеристики сопротивления ударным нагрузкам в сопоставлении с глянцем, измеренным для сравнительных листов (контрольные прогоны № С6-С14), которые содержат нефункционализованную технологическую добавку, обычный модификатор ударопрочности или их смесь. Испытуемые листы (прогоны №№ R3-R7) продемонстрировали улучшенную прочность пленки при ударе по Гарднеру в сопоставлении с контрольными листами, содержащими только обычный модификатор ударопрочности (контрольные прогоны №№ С10 и С14) или смесь из модификатора ударопрочности с обычной технологической добавкой (контрольные прогоны №№ С7-С9 и С11-С13). В дополнение к этому, испытуемые листы (прогоны №№ R3-R7) продемонстрировали понижение глянца согласно измерению на верхней стороне листа в сопоставлении со сравнительными листами (контрольные прогоны №№ С6-С14) порядка приблизительно 10 пунктов и более при угле 60°. Подобным образом испытуемые листы (прогоны №№ R3-R7) продемонстрировали тот же самый или пониженный уровень глянца согласно измерению на нижней стороне листа в сопоставлении со сравнительными листами (контрольные прогоны №№ С6-С14) при угле 60°.
Таблица 7
Как это демонстрирует данный пример, из рецептуры на основе PVC, которая включает функционализованную технологическую добавку, может быть сформован компонент на основе PVC, который демонстрирует понижение глянца при угле 60° или улучшенные характеристики сопротивления ударным нагрузкам в сопоставлении с подобным компонентом на основе PVC, который включает только обычную нефункционализованную технологическую добавку, смесь из обычной технологической добавки и модификатора ударопрочности или только модификатор ударопрочности. Как это, кроме того, демонстрирует данный пример, функционализация технологической добавки может быть проведена при использовании GMA, AA или их смеси. В заключение, данный пример демонстрирует улучшенные эксплуатационные характеристики компонентов на основе PVC, содержащих функционализованную технологическую добавку, в сопоставлении с тем, что имеет место для современных технологий матирующих веществ (контрольные прогоны №№ С7-С14), в настоящее время коммерчески использующихся в промышленности окон, дверей и пленки для защиты наружной обшивки зданий на основе PVC.
В данном описании изобретения варианты осуществления были описаны таким образом, который делает возможным написание ясного и точного описания изобретения, но как это предназначено и должно быть понято, варианты осуществления могут быть различным образом объединены или разделены без отклонения от изобретения. Например, как это должно быть понято, все предпочтительные признаки, описанные в настоящем документе, могут быть применены ко всем аспектам изобретения, описанного в настоящем документе.
Вышеизложенное описание различных форм изобретения было представлено для целей иллюстрирования и описания. Оно не предполагается в качестве исчерпывающего или ограничивающего изобретение точными раскрытыми формами. В свете вышеизложенных положений возможными являются многочисленные модификации или вариации. Обсуждавшиеся формы были выбраны и описаны для получения наилучшей иллюстрации принципов изобретения и его практической области применения в целях обеспечения, тем самым, специалистов в соответствующей области техники возможностью использовать изобретение в различных формах и при различных модификациях, которые являются пригодными для предусмотренного конкретного варианта использования. Все такие модификации и вариации попадают в пределы объема изобретения, соответствующего определению изобретения в прилагающейся формуле изобретения при ее интерпретировании в соответствии с тем охватом, на который она имеет справедливое, законное и обоснованное право.
Пример 8 (пример возможного использования) -Рецептура на основе PVC - акрилового полимера, получаемая и подвергаемая испытаниям при использовании технологических добавок, полученных в эксперименте 2.
Будут получать маточную смесь из 1262 граммов (63,1 ч./сто ч. смолы) рецептуры на основе поливинилхлорида (PVC), содержащую 1000 граммов (50 ч./сто ч. смолы) смолы PVC (SE-950, Shintech Inc., Houston, TX), 24 грамма (1,2 ч./сто ч. смолы) оловосодержащего стабилизатора (Тhermolite® 172, РМС Group Inc., Mount Laurel, NJ), 24 грамма (1,2 ч./сто ч. смолы) смазки (Rheolub® RL-165, Honeywell International Inc., NJ), 12 граммов (0,6 ч./сто ч. смолы) стеарата кальция, 2 грамма (0,1 ч./сто ч. смолы) вторичной полиэтиленовой смазки (АС629А, Honeywell International Inc., NJ) и 200 граммов (10 ч./сто ч. смолы) диоксида титана.
Совместно с маточной смесью на основе PVC для получения рецептуры на основе PVC - акрилового полимера будут добавлять и смешивать друг с другом 1000 граммов (50 ч./сто ч. смолы) акриловой смолы (Solarkote® PB, Arkema Inc., King of Prussia, PA) и 100 граммов (5 ч./сто ч. смолы) технологической добавки из числа соответствующих добавок, полученных в примере 2.
Пример 9 (пример возможного использования) -Рецептура на основе акрилового полимера, получаемая и подвергаемая испытаниям при использовании технологических добавок, полученных в эксперименте 2.
В целях получения рецептуры на основе акрилового полимера 2000 граммов (100 ч./сто ч. смолы) акриловой смолы (Solarkote® P600, Arkema Inc., King of Prussia, PA) будут дополнены 100 граммами (5 ч./сто ч. смолы) технологической добавки из числа соответствующих добавок, полученных в примере 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИМЕНЕНИЕ МОДИФИКАТОРОВ УДАРОПРОЧНОСТИ С ВЫСОКИМ СОДЕРЖАНИЕМ КАУЧУКА В ТЕРМОПЛАСТИЧНЫХ СОСТАВАХ | 2015 |
|
RU2683075C2 |
| АКРИЛОВЫЕ СМЕСИ | 2006 |
|
RU2418828C2 |
| СПОСОБ ПОЛУЧЕНИЯ СМОЛЯНЫХ СИСТЕМ АКРИЛОВЫХ ПОРОШКОВЫХ ПОКРЫТИЙ | 2015 |
|
RU2687075C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ НАСТИЛА ПОЛА И ПАНЕЛЬ НАСТИЛА ПОЛА ДЛЯ ФОРМИРОВАНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2016 |
|
RU2732463C2 |
| НИЗКОПРОНИЦАЕМЫЙ ГИБКИЙ ШЛАНГ ПОДАЧИ ТОПЛИВА | 2011 |
|
RU2518776C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С НАПОЛНИТЕЛЕМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЯ | 2018 |
|
RU2782844C2 |
| АДГЕЗИВЫ, МОДИФИЦИРОВАННЫЕ ДЛЯ ПОВЫШЕНИЯ УДАРОПРОЧНОСТИ | 2012 |
|
RU2600740C2 |
| СПОСОБ МНОГОСЛОЙНОЙ СОВМЕСТНОЙ ЭКСТРУЗИИ | 2007 |
|
RU2446054C2 |
| СПОСОБ УЛУЧШЕНИЯ ТРЕЩИНОСТОЙКОСТИ ПОЛИИЗОЦИАНУРАТСОДЕРЖАЩИХ ПРОДУКТОВ РЕАКЦИИ | 2015 |
|
RU2669384C2 |
| КОМПОЗИЦИЯ ПОЛИФУНКЦИОНАЛЬНОЙ ПРИСАДКИ, ПОВЫШАЮЩЕЙ ИНДЕКС ВЯЗКОСТИ, И СМАЗОЧНОЕ МАСЛО | 1993 |
|
RU2103333C1 |
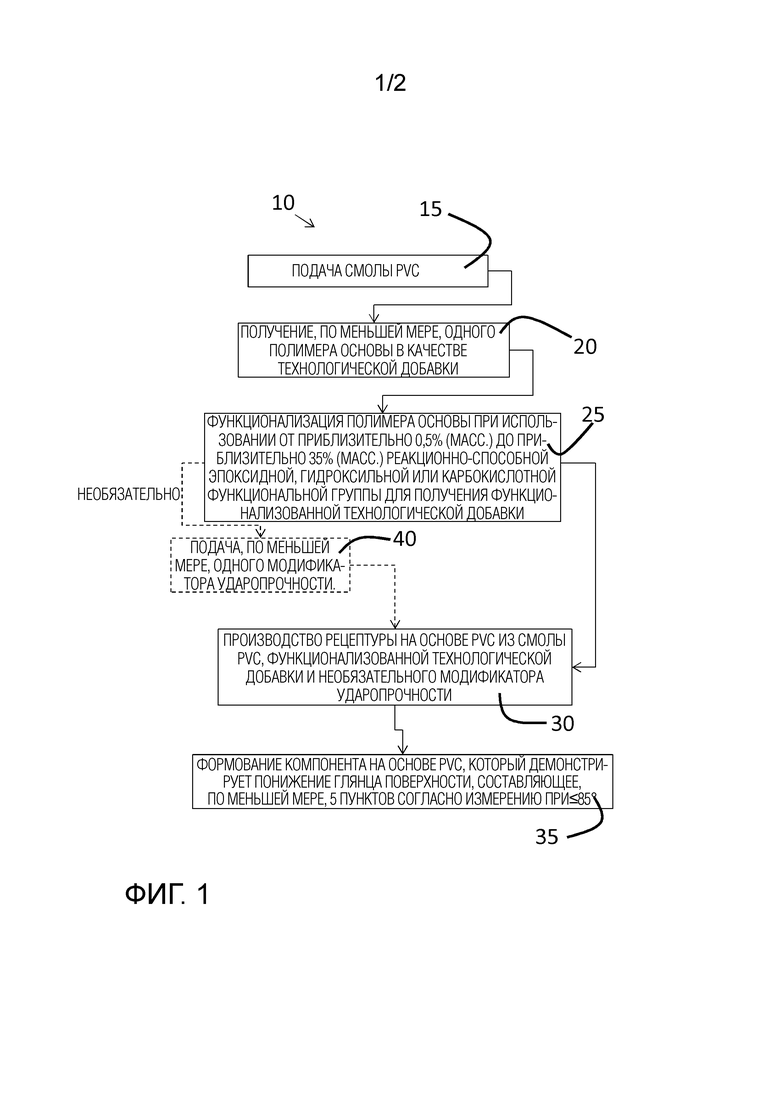
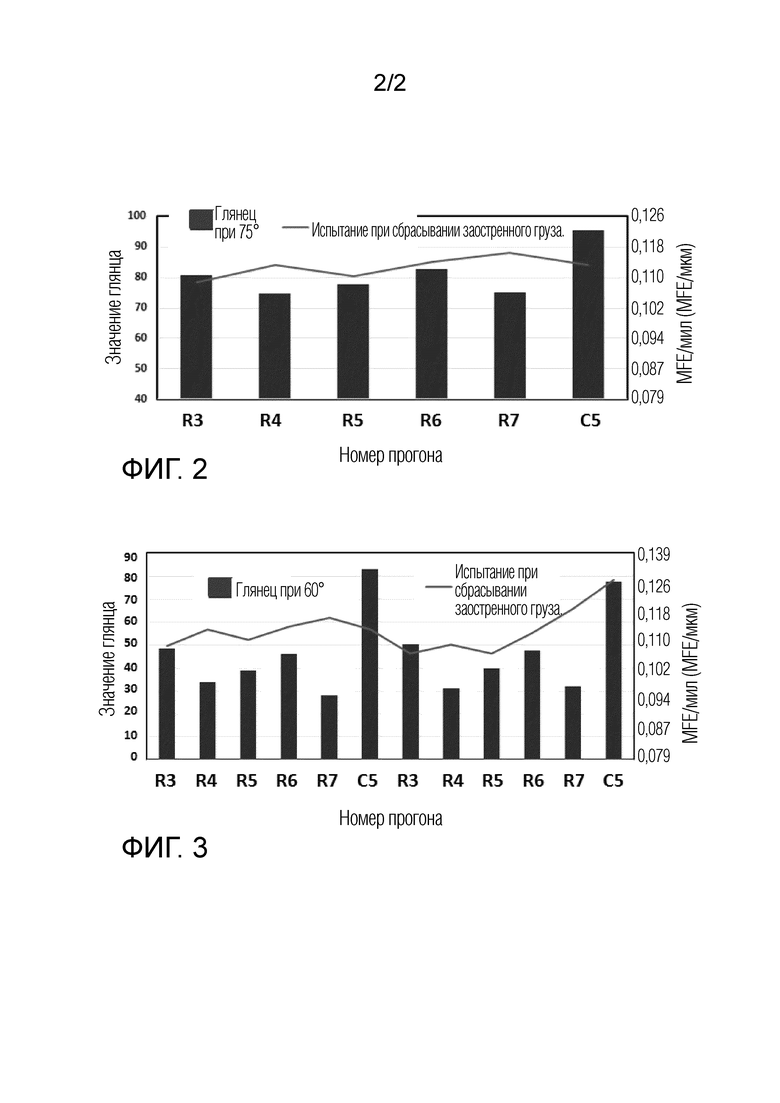
Изобретение в общем случае относится к технологическим добавкам, использующимся в рецептурах на основе поливинилхлорида (PVC), а именно к компоненту на основе PVC для получения изделия с пониженным глянцем поверхности, применению компонента на основе PVC и к способу понижения глянца поверхности компонента на основе PVC. Компонент включает: смолу PVC и способствующую сшиванию функционализированную технологическую добавку, содержащую полимер основы, которая является функционализованной при использовании от 1 до 25 мас.% реакционно-способной эпоксидной или гидроксильной функциональной группы при расчете на совокупную массу технологической добавки. Причем компонент включает необязательно по меньшей мере один модификатор ударопрочности со структурой «ядро-оболочка», где компонент на основе PVC демонстрирует понижение глянца, составляющее по меньшей мере 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными. Кроме того, способствующая сшиванию функционализированная технологическая добавка имеет молекулярную массу (Mw), которая составляет от 50000 до 15000000 г/моль, и часть функционализированной технологической добавки нерастворима в органических растворителях, при этом нерастворимая фракция составляет 1 до 90 мас.%, а смола PVC и сшивающая функционализированная технологическая добавка не включают сшиватель, кроме функциональной группы на технологической добавке. Технический результат группы изобретений заключается в понижении зеркального глянца компонентов на основе PVC с сохранением механических свойств. 3 н. и 21 з.п. ф-лы, 3 ил., 7 табл., 9 пр.
1. Компонент на основе поливинилхлорида (PVC) для получения изделия с пониженным глянцем поверхности, включающий: смолу PVC и способствующую сшиванию функционализированную технологическую добавку, содержащую полимер основы, которая является функционализованной при использовании от 1 до 25 мас.% реакционно-способной эпоксидной или гидроксильной функциональной группы при расчете на совокупную массу технологической добавки; и необязательно по меньшей мере один модификатор ударопрочности со структурой «ядро-оболочка»; где компонент на основе PVC демонстрирует понижение глянца, составляющее по меньшей мере 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными,
где способствующая сшиванию функционализированная технологическая добавка имеет молекулярную массу (Mw), которая составляет от 50000 до 15000000 г/моль, и где часть функционализированной технологической добавки нерастворима в органических растворителях, при этом нерастворимая фракция составляет 1 до 90 мас.%,
где смола PVC и сшивающая функционализированная технологическая добавка не включают сшиватель, кроме функциональной группы на технологической добавке.
2. Компонент на основе PVC по п.1, где технологическая добавка присутствует в количестве (мас.) в диапазоне от 0,1 до 12 ч./100 ч. смолы.
3. Компонент на основе PVC по п. 1, где технологическая добавка является функционализованной при использовании по меньшей мере 5 мас.% реакционно-способной функциональной группы при расчете на совокупную массу технологической добавки.
4. Компонент на основе PVC по п. 1, где компонент на основе PVC демонстрирует понижение глянца, составляющее по меньшей мере 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее.
5. Компонент на основе PVC по п. 1, где компонент на основе PVC, содержащий функционализованную технологическую добавку, и подобный компонент на основе PVC, содержащий нефункционализованные технологические добавки, демонстрируют сопоставимые характеристики сопротивления ударным нагрузкам; при этом данные характеристики сопротивления ударным нагрузкам измеряют в виде ударной вязкости по Изоду или ударной вязкости в испытании при сбрасывании заостренного груза.
6. Компонент на основе PVC по п. 1, где реакционно-способную эпоксидную или гидроксильную группу производят из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты или мономеров, содержащих эпоксидные группы.
7. Компонент на основе PVC по п. 1, где полимер основы технологической добавки включает акриловые полимер или сополимер.
8. Компонент на основе PVC по п. 1, где технологическая добавка имеет молекулярную массу (Mw), которая составляет 100000 г/моль или более.
9. Компонент на основе PVC по п. 7, где акриловые полимер или сополимер производят из винил- или (мет)акрилсодержащих мономеров; стирола или производных стирола; олефинов; диенов или их смесей.
10. Применение компонента на основе PVC по п. 1 для получения изделия с пониженным глянцем поверхности, где изделие выбирают из автомобильной продукции, строительного материала, бытовой или кухонной утвари, медицинской продукции или канцелярских принадлежностей для офиса, одежды или упаковки продукции для личной гигиены.
11. Способ понижения глянца поверхности компонента на основе поливинилхлорида (PVC), при этом способ включает:
подачу смолы PVC; получение полимера основы в качестве технологической добавки; функционализацию полимера основы для получения способствующей сшиванию функционализированной технологической добавки; при этом полимер основы функционализируют при использовании от 1 до 25 мас.% реакционно-способной эпоксидной или гидроксильной функциональной группы при расчете на совокупную массу технологической добавки; и необязательно подачу по меньшей мере одного модификатора ударопрочности со структурой ядро-оболочка; получение состава на основе PVC из смолы PVC, функционализованной технологической добавки и необязательного модификатора ударопрочности; и формование компонента на основе PVC из состава на основе PVC; где компонент на основе PVC демонстрирует понижение глянца, составляющее по меньшей мере 5 пунктов согласно измерению при угле, составляющем 85 градусов и менее, при сопоставлении с подобным компонентом на основе PVC, в котором технологические добавки являются нефункционализованными, и
где способствующая сшиванию технологическая добавка имеет молекулярную массу (Mw), которая составляет 50000 до 15000000 г/моль, и где часть функционализированной технологической добавки нерастворима в органических растворителях, нерастворимая фракция составляет 1 до 90 мас.%,
и где смола PVC и сшивающая функционализированная технологическая добавка не включают сшиватель, кроме функциональной группы на технологической добавке.
12. Способ по п. 11, где технологическая добавка присутствует в количестве (мас.) в диапазоне от 0,1 до 12 ч./100 ч. смолы.
13. Способ по п. 11, где технологическая добавка является функционализованной при использовании по меньшей мере 5 мас.% реакционно-способной функциональной группы при расчете на совокупную массу технологической добавки.
14. Способ по п. 11, где компонент на основе PVC демонстрирует понижение глянца, составляющее по меньшей мере 10 пунктов согласно измерению при угле, составляющем 60 градусов и менее.
15. Способ по п. 11, где компонент на основе PVC, содержащий функционализованную технологическую добавку, и подобный компонент на основе PVC, содержащий нефункционализованные технологические добавки, демонстрируют сопоставимые характеристики сопротивления ударным нагрузкам; при этом данные характеристики сопротивления ударным нагрузкам измеряют в виде ударной вязкости по Изоду или ударной вязкости в испытании при сбрасывании заостренного груза.
16. Способ по п. 11, где реакционно-способную эпоксидную или гидроксильную функциональную группу производят из гидроксилзамещенных алкиловых сложных эфиров (мет)акриловой кислоты или мономеров, содержащих эпоксидные группы.
17. Способ по п. 11, где полимер основы технологической добавки включает акриловые полимер или сополимер.
18. Способ по п. 11, где технологическая добавка имеет молекулярную массу (Mw), которая составляет 100000 г/моль или более.
19. Способ по п. 17, где акриловые полимер или сополимер получают из винил- или (мет)акрилсодержащих мономеров; стирола или производных стирола; олефинов; диенов или их смесей.
20. Компонент на основе PVC по п. 1, где способствующая сшиванию технологическая добавка имеет молекулярную массу (Mw) по меньшей мере 2690000 и до 15000000 г/моль.
21. Компонент на основе PVC по п. 1, где нерастворимая фракция функционализированной технологической добавки составляет от 4 до 90 мас.%.
22. Компонент на основе PVC по п. 1, где нерастворимая фракция функционализированной технологической добавки составляет от 10 до 90 мас.%.
23. Компонент на основе PVC по п. 1, где нерастворимая фракция функционализированной технологической добавки составляет от 20 до 90 мас.%.
24. Компонент на основе PVC по п. 1, где способствующая сшиванию технологическая добавка имеет молекулярную массу (Mw) по меньшей мере 2690000 и до 15000000 г/моль и где нерастворимая фракция функционализированной технологической добавки составляет от 10 до 90 мас.%.
| KR 100660362 B1, 21.12.2006 | |||
| Высокопрочный и теплопрочный алюминиевый сплав для литья в кокиль | 1960 |
|
SU137268A1 |
| US 8722750 B2, 13.05.2014 | |||
| US 7989082 B2, 02.08.2011 | |||
| RU 2008129790 A1, 27.01.2010. | |||

