Изобретение относится к устройству для измерения температуры ванны расплавленного металла, содержащему провод с оптическим сердечником и трубку. Изобретение также относится к системе и способу, использующему соответствующее устройство для измерения температуры ванны расплавленного металла.
Существует несколько средств и способов, доступных для измерения температуры ванны расплавленного металла в металлургическом конвертере во время процесса изготовления металла. Одно из этих средств для измерения температуры ванны расплавленного металла, в частности, железа или стали в среде плавления электродуговой печи (EAF), подразумевает погружение оптического волокна, окруженного металлической трубкой, в расплавленный металл. Оптическое волокно, окруженное металлической трубкой, часто называется проводом с оптическим сердечником. Оптическое волокно может принимать тепловое излучение и может передавать тепловое излучение от расплавленного металла детектору, например, пирометру. Подходящая измерительная аппаратура может быть ассоциирована с детектором для определения температуры ванны расплавленного металла.
Для измерения температуры ванны расплавленного металла провод с оптическим сердечником может быть подан в ванну расплавленного металла, где он расходуется практически с постоянной скоростью для непрерывного измерения температуры в течение предварительно определенного периода времени. Передний конец провода с оптическим сердечником погружается в металлургический конвертер, встречая на своем пути к ванне расплавленного металла сначала горячую атмосферу, за которой следует шлаковый слой и затем ванна расплавленного металла. После того как измерение температуры было закончено, конец провода с оптическим сердечником может быть частично убран из ванны расплавленного металла. Конец убранного провода с оптическим сердечником тогда является новым передним концом для следующего измерения температуры.
EP1857792A1 для примера описывает способ и устройство для измерения температуры ванны расплавленного металла с помощью провода с оптическим сердечником.
Многие из устройств, известных на предшествующем уровне техники, обычно конструируются с помощью оптического волокна, расположенного в трубке. Зазор между оптическим волокном и металлической трубкой обычно заполняется наполнительным материалом, чтобы защищать оптический провод от тепла ванны расплавленного металла во время погружения. Провод с оптическим сердечником и трубка могут быть поданы в ванну расплавленного металла с одинаковой или различными скоростями в одну и ту же позицию в ванне расплавленного металла.
К несчастью, эта конструкция не всегда приводит в результате к надежным измерениям в течение всего диапазона применения. Здесь, термин "диапазон применения" может быть использован, чтобы ссылаться на диапазон температуры, в котором измерения температуры ванны расплавленного металла проводятся. В частности, измерения температуры в низком диапазоне температур в сочетании с высокими температурами шлака могут приводить к большим вариациям в выходных данных. Например, диапазоны температур для обычных марок стали находятся между 1520 и 1700°C. Однако, большинство соответствующим образом измеренных температур обычно находятся между 1550 и 1620°C.
Следовательно, существует необходимость в устройстве и способе, с помощью которых более точные измерения температур способны быть получены в течение всего диапазона применения, в то время как расход устройства в расплавленном металле минимизируется.
Изобретение предоставляет устройство для измерения температуры ванны расплавленного металла, содержащее:
провод с оптическим сердечником;
трубку, при этом провод с оптическим сердечником, по меньшей мере, частично размещается в трубке, при этом трубка имеет внешний диаметр в диапазоне от 4 мм до 8 мм и толщину стенки в диапазоне от 0,2 мм до 0,5 мм; и
множество разделительных элементов, содержащих более двух разделительных элементов, размещенных в трубке разнесенными на расстояние друг от друга, и формирующих, по меньшей мере, одно отделение между двумя из более двух разделительных элементов.
Здесь, термин "провод с оптическим сердечником" может быть использован, чтобы ссылаться на оптическое волокно, которое может содержаться в оболочке, в частности, в металлической трубке. Оболочка может полностью окружать оптическое волокно или может, по меньшей мере, частично быть открытой таким образом, что оболочка не полностью окружает оптическое волокно. Также, оболочка может быть, по меньшей мере, частично заполнена веществом для применения в расплавленном металле. Также, оптическое волокно может быть использовано без оболочки.
Трубка устройства может быть металлической трубкой, в которой провод с оптическим сердечником протягивается по ее длине. Например, провод с оптическим волокном может быть размещен в центре металлической трубки и может протягиваться в направлении металлической трубки.
Согласно изобретению, трубка имеет:
- внешний диаметр в диапазоне от 4 мм до 8 мм, и
- толщину стенки в диапазоне от 0,2 мм до 0,5 мм.
Толщина стенки трубки предпочтительно находится в диапазоне от 0,3 мм до 0,4 мм. Также, испытания в ванне расплавленного металла показали, что точность измерений температуры связана с массой холодного материала, который поступает в ванну расплавленного металла во время измерения температуры. Эта масса на единицу времени может зависеть от скорости подачи и геометрии устройства.
Также, устройство содержит множество разделительных элементов, содержащих более двух разделительных элементов, размещенных в трубке и формирующих, по меньшей мере, одно отделение между двумя из более двух разделительных элементов.
Здесь, термин "отделение" относится к объему между различными разделительными элементами в трубке.
Здесь, термин "разделительные элементы" относится к частям, размещенным внутри трубки, подразделяющим объем в трубке.
Разделительные элементы могут быть реализованы как дискообразные элементы, которые размещаются внутри трубки, содержащей отверстие, через которые провод с оптическим сердечником протягивается, и которые могут, по меньшей мере, частично поддерживать провод с оптическим сердечником. Отверстие предпочтительно находится в середине элементов, чтобы поддерживать провод с оптическим сердечником в центре трубки. Однако, в примерах разделительные элементы могут также иметь различные формы. Например, разделительные элементы могут иметь кубическую, цилиндрическую, коническую, треугольную, сферическую, пирамидальную, трапециевидную и/или многоугольную форму. В примере устройство содержит множество разделительных элементов, содержащих, по меньшей мере, пять разделительных элементов, размещенных в трубке.
Разделительные элементы могут быть присоединены к чему-либо одному из провода с оптическим сердечником или трубки и могут, преимущественно, т.е., вследствие своего размещения между проводом с оптическим сердечником и трубкой, минимизировать трение трубки и провода с оптическим сердечником и, таким образом, избегать механического напряжения. Дополнительно, когда устройство подается в расплавленный металл, провод с оптическим сердечником и трубка могут перемещаться вместе. Следовательно, относительное перемещение провода с оптическим сердечником и трубки может быть минимизировано или даже устранено при подаче в ванну расплавленного металла.
Скорость и позиция провода с оптическим сердечником и трубки могут быть практически одинаковыми.
Преимущественно, применяя разделительные элементы для формирования отделения, по меньшей мере, между какими-либо двумя разделительными элементами, проникновение расплавленного металла внутрь трубки может быть эффективно предотвращено.
Преимущественно, с помощью устройства, которое описано выше, трубка плавится от погруженного конца контролируемым образом, что ведет к более точным измерениям температуры. Фактическое измерение температуры может быть проведено, пока трубка плавится в ванне расплавленного металла.
Применяя устройство, которое описано выше, трубка предпочтительно не плавится, прежде чем она входит в ванну расплавленного металла. Также, трубка не плавится сбоку, и проникновения расплавленного металла внутрь трубки могут быть минимизированы, которые неблагоприятно повлияют на измерения температуры.
Например, газ, содержащийся в отделении, будет расширяться вследствие увеличения температуры, когда устройство вводится в ванну расплавленного металла. В примере увеличение давления, требуемое для предотвращения проникновения стали, может быть вычислено посредством простого вычисления ферростатического давления на целевой глубине погружения в ванне расплавленного металла.
Тем не менее, внезапный рост температуры для температуры ванны расплавленного металла может создавать повышение давления в этих отделениях порядка приблизительно 6 бар. Такое давление может вызывать трещины в боковой стенке трубки, прежде чем процесс плавления начинается.
Дополнительно, было показано, что минимизация массы на единицу длины посредством уменьшения диаметра и толщины стенки трубки, как определено выше, способствует получению более точных показателей измерения температуры. Также, для вхождения в ванну расплавленного металла без сгибания и всплытия, минимальный диаметр является полезным.
В примере трубка содержит материал, имеющий теплопроводность выше 30 Вт/мК при комнатной температуре (RT).
Здесь, термин "комнатная температура", RT, может быть использован, чтобы ссылаться на температуру приблизительно 20°C, в частности, на температуру в диапазоне от 16°C до 25°C.
В примере пространство между проводом с оптическим сердечником и трубкой заполнено:
- газом, газовой смесью или
- наполнительным материалом, содержащим материал низкой плотности, в частности, содержащим органический материал низкой плотности.
Пространство может быть, например, заполнено воздухом или инертным газом. Чтобы минимизировать проникновение расплавленного металла в трубку, что приведет к низким выходным значениям, наполнительный материал может быть преимущественно размещен, по меньшей мере, частично в пространстве между проводом с оптическим сердечником и трубкой.
Здесь, термин "низкая плотность" может быть использован, чтобы ссылаться на материалы, имеющие плотность менее 2 г/см3, предпочтительно менее 1 г/см3.
В примере наполнительный материал содержит хлопок, шерсть, пеньку, рисовую шелуху и/или лен. Другие наполнительные материалы низкой плотности с зольностью менее 10% также являются подходящими.
Зольность может представлять несгораемый компонент материала, остающийся после того, как материал был полностью сожжен.
В примере, трубка содержит материал или сплав, по меньшей мере, одного из группы материалов, содержащей: железо и/или марки легированной стали.
Преимущественно, вышеупомянутые материалы имеют теплопроводность выше 30 Вт/мК при комнатной температуре.
В примере произведение теплопроводности и толщины стенки трубки больше 0,015 Вт/К.
Высокая теплопроводность в сочетании с тонкой стенкой может быть полезной. Произведение толщины стенки в мм и теплопроводности может преимущественно быть выше 0,015 Вт/К. В одном примере внешняя стенка с толщиной 0,3 мм требует материала с теплопроводностью > 50 Вт/мК.
Преимущественно, чем более высокая теплопроводность материала трубки выбирается, тем более равномерным будет распределение температуры во время нагрева трубки. Напротив, неравномерное распределение температуры может вести к неконтролируемому вздутию боковых стенок трубки, приводящему в результате к нежелательному проникновению расплавленного металла.
В типовой печи расстояние между точкой входа и ванной расплавленного металла находится в диапазоне между 1-2 м.
В примере разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние, которое меньше расстояния от точки входа в печь до высоты ванны расплавленного металла. В этом примере разделительные элементы могут быть размещены, чтобы формировать путь вентиляции по длине устройства.
В одном примере разделительные элементы содержат силикон, предпочтительно двухкомпонентный силиконовый материал, каучуковый материал, кожаный материал, пробковый материал и/или металлический материал.
Чтобы преодолевать неблагоприятные воздействия внезапного повышения давления, небольшие отделения могут быть выбраны, которые подразумевают, что во время измерения, по меньшей мере, одно отделение подается в печь. Газы в этом отделении будут расширяться, и давление будет повышаться вследствие теплового расширения. Преимущественно, путь вентиляции предотвращает проникновение стали и шлака из боковой стенки трубки. Во время погружения устройства расширяющийся газ может частично удаляться через погружаемый конец устройства.
В альтернативном примере разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние, которое больше расстояния от точки входа в печь до высоты ванны расплавленного металла.
В этом случае следующее отделение частично размещается в печи и снаружи печи. Преимущественно, это может препятствовать нагреву газов сверх суммарной длины отделения и, по существу, уменьшать максимальное давление, полученное в отделении, чтобы преодолевать неблагоприятные воздействия внезапного повышения давления. Также, в вышеупомянутом примере, разделительные элементы могут быть размещены в трубке газонепроницаемым образом, чтобы обеспечивать уплотнение между проводом с оптическим сердечником и внутренностью трубки.
В другом примере разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние в диапазоне от 2 м до 5 м, предпочтительно на расстояние 3-4 м.
В большинстве металлургических процессов ванна расплавленного металла покрывается слоем шлака с более низкой плотностью по сравнению с ванной расплавленного металла. Например, в процессах изготовления стали плотность расплавленной стали равна приблизительно 7 г/см3 со шлаковым покровом с плотностью около 2 г/см3. Во время стадий обработки в конвертере, электродуговых печах и печах-ковшах эта плотность может падать дополнительно вследствие вспенивания шлака, вызванного пузырьками CO/CO2. В случае, когда устройство имеет плотность выше по сравнению с ванной, оно будет иметь тенденцию падать на дно, с более низкой плотностью оно покажет тенденцию к всплытию.
В одном примере устройство содержит плотность в диапазоне от 0,8 г/см3 до 4 г/см3, в частности, в диапазоне от 1 г/см3 до 3 г/см3.
Чтобы предотвращать риск всплытия во время погружения устройства, плотность материала в диапазоне от 0,8 г/см3 до 4 г/см3, в частности, в диапазоне от 1 г/см3 до 3 г/см3, является полезной.
Процесс электродуговой печи будет иметь очень широкий диапазон плотности для шлака. С расчетной толщиной шлака около 30 см в осевшей фазе, толщина шлака может повышаться до крышки печи во время вспенивания. Таким образом, устройство, используемое в этом процессе, должно быть применимым в этом диапазоне, чтобы предоставлять возможность получения точных показателей измерения температуры.
Изобретение также относится к системе, содержащей устройство, как описано в данном документе; и подающее средство для подачи переднего конца устройства в ванну расплавленного металла. Система может также дополнительно содержать печь, имеющую точку входа для устройства и удерживающую ванну расплавленного металла и шлаковый покров.
Изобретение дополнительно относится к способу измерения температуры ванны расплавленного металла с помощью устройства или системы, которые описаны в данном документе, содержащему:
подачу устройства для измерения температуры передним концом, направленным к расплавленному металлу, со скоростью подачи в диапазоне от 10 г/с до 50 г/с в ванну расплавленного металла; и измерение температуры расплавленного металла.
Скорость подачи 50 г/с может считаться максимальной. В применениях с высокими температурами эта скорость должна применяться для достижения достаточной глубины в ванне расплавленного металла. В применениях с низкими температурами это значение может быть ниже. Во всех прикладных задачах выплавки стали минимум 10 г/с требуется для получения минимальной глубины погружения.
Например, в применениях электродуговой печи наиболее точные показания измерений могут быть получены со скоростью подачи около 30 г/с, в применениях печи-ковша со скоростью подачи около 20 г/с, а в применениях сталеразливочного ковша со скоростью подачи около 16 г/с.
Как уже описано выше, точность показателей измерения температуры может рассматриваться как связанная с массой холодного материала, который вводится в ванну расплавленного металла во время измерения температуры. Эта масса на единицу времени может зависеть от скорости подачи и геометрии устройства.
Преимущественно, посредством подачи устройства, как описано выше, со скоростями подачи, которые определены в способе, более точные показатели измерения температуры могут быть получены.
В примере провод с оптическим сердечником и трубкой подаются вместе с одинаковой скоростью в ванну расплавленного металла.
В последующем описываются два полезных примера:
В первом примере требуемая скорость подачи для получения точного показания измерения температуры была проверена. Устройство, содержащее провод с оптическим сердечником и трубку из низкоуглеродистой стали с внешним диаметром 6 мм и толщиной стенки 0,3 мм, имеющей плотность около 1,6 г/см3, может подаваться в ванну расплавленного металла со скоростью 800 мм/с на глубину 300 мм. Плотность около 1,6 г/см3 соответствует массе 44,1 г/м. При такой скорости измерение будет точным в течение всего диапазона применения. Преимущественно, выбранная конфигурация будет оставаться в расплавленном металле и будет всплывать в направлении шлаковой поверхности расплавленного металла.
Следующие примерные параметры были получены в отношении первого примера:
Время=300 мм/800 мм/с=0,375 с
Масса=44,1 г/м * 0,3 м=13,2 г
Масса/время=13,2 г/0,375 с=35,2 г/с
Во втором примере максимальная скорость подачи, чтобы получать точное показание измерения температуры, была определена. Устройство, имеющее плотность около 2,2 г/см3 (соответствующую 68,6 г/м) с трубкой из низкоуглеродистой стали с внешним диаметром 7 мм и толщиной стенки 0,4 мм, может подаваться в ванну расплавленного металла на глубину 400 мм с максимальной скоростью 728 мм/с. До этой скорости измерение будет достоверным в течение всего диапазона применения.
Выбранная конфигурация будет оставаться в расплавленном металле и будет всплывать в направлении шлаковой поверхности расплавленного металла.
Следующие примерные параметры были получены в отношении второго примера: Масса=68,6 г/м * 0,4 м=27,4 г, Время=27,4 г/50 г/с=0,54 с, Скорость=400 мм/0,54 с=728 мм/с.
Идея, лежащая в основе изобретения, будет впоследствии описана более подробно относительно вариантов осуществления, показанных на чертежах. При этом:
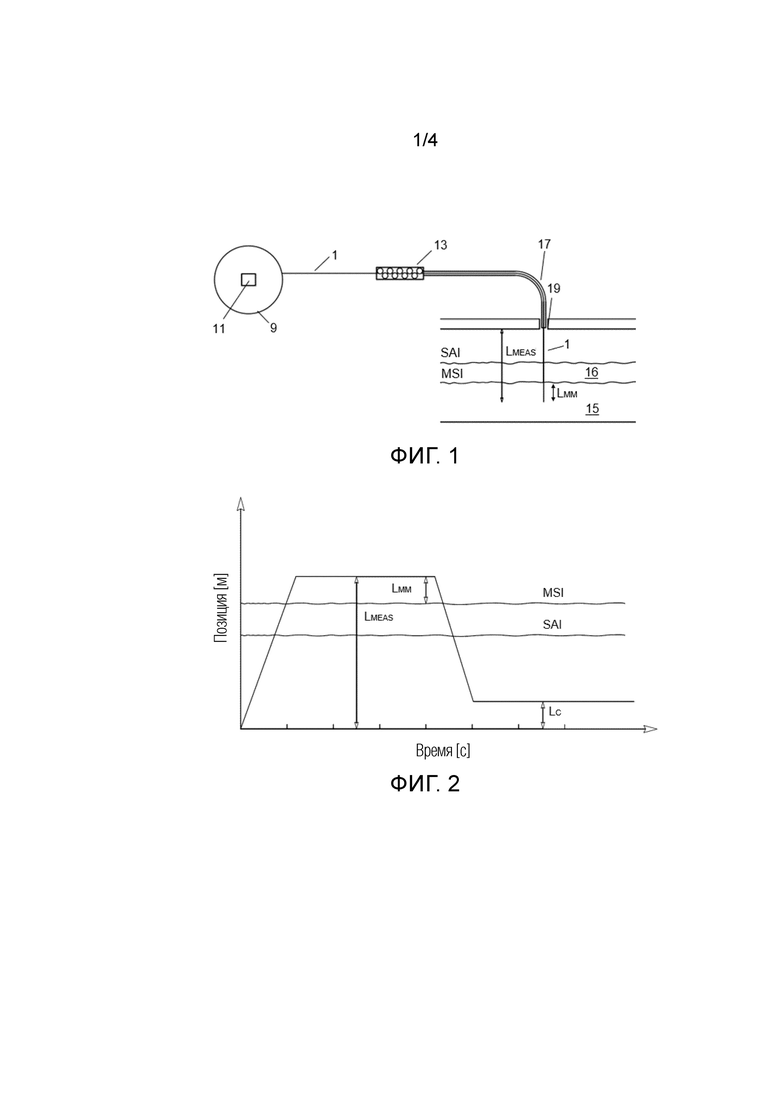
Фиг. 1 показывает схематичный вид системы для измерения температуры ванны расплавленного металла согласно варианту осуществления изобретения;
фиг. 2 показывает схематичный график позиция-время, указывающий погружение переднего конца устройства, перед, во время и после измерения температуры расплавленного металла;
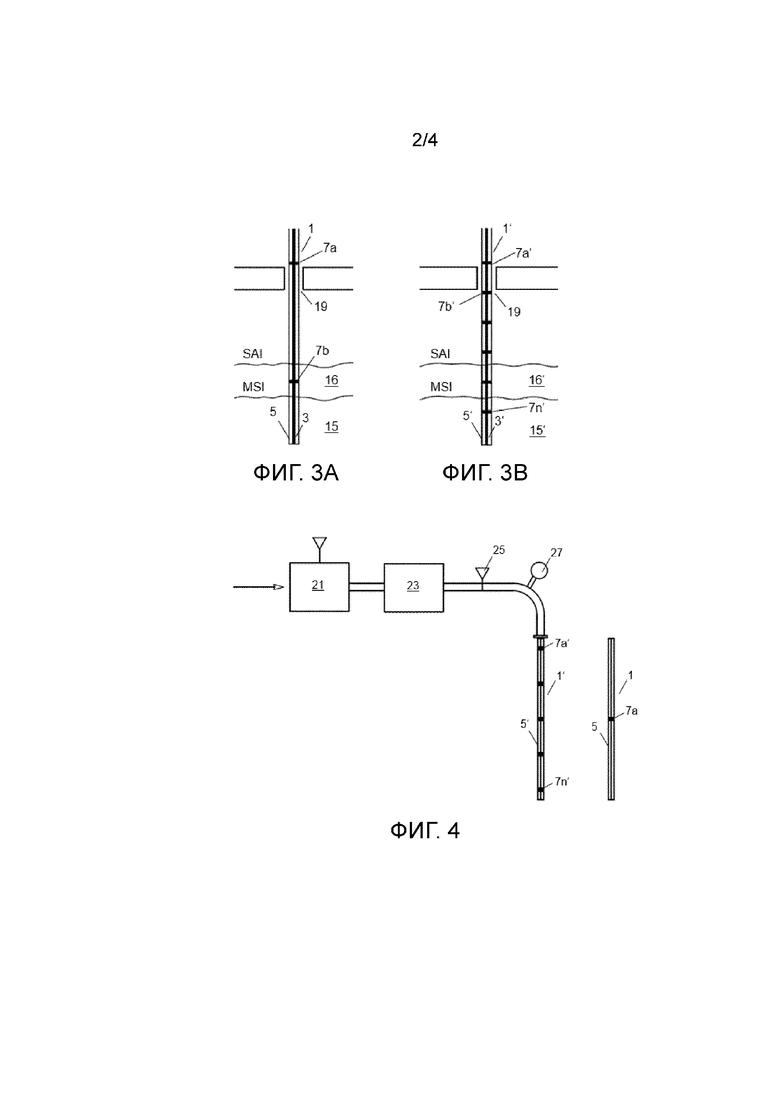
фиг. 3A, 3B показывают схематичные виды устройств согласно первому варианту осуществления и второму варианту осуществления изобретения;
фиг. 4 показывает схематичный вид системы для проверки газонепроницаемости отделений согласно вариантам осуществления изобретения;
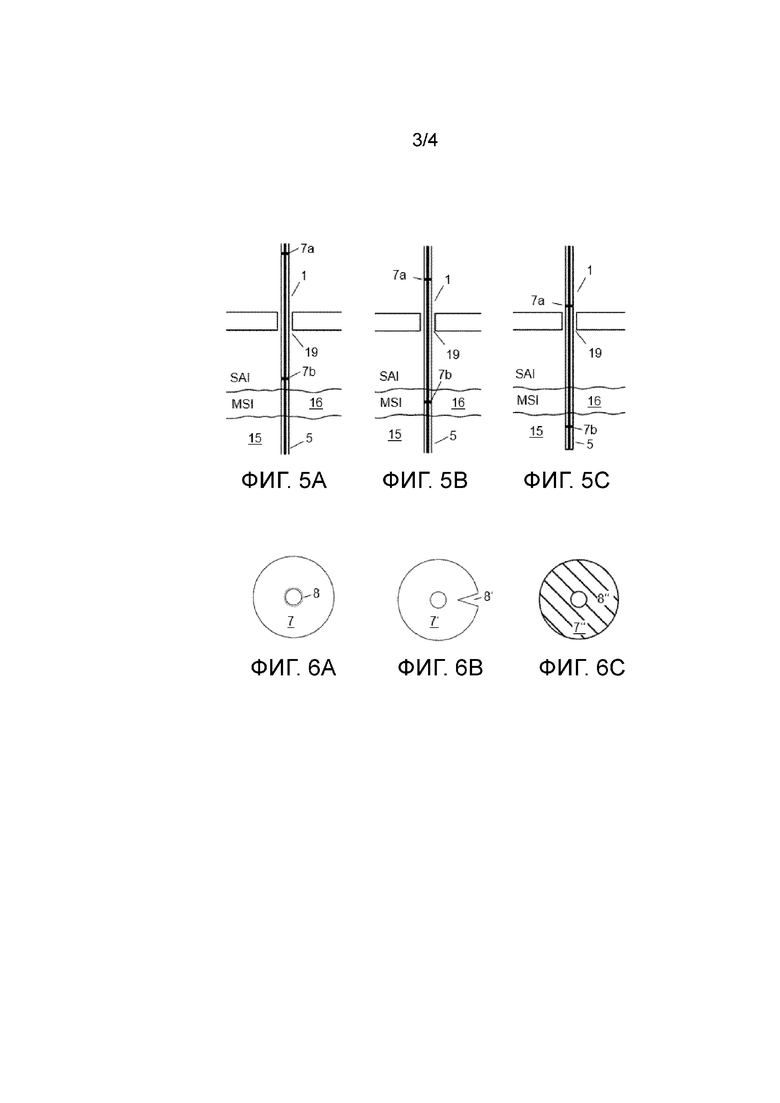
фиг. 5A-5C показывают схематичные виды погружения устройства согласно первому варианту осуществления изобретения в ванну расплавленного металла;
фиг. 6A-6C показывают схематичные виды различных конфигураций разделительных элементов согласно вариантам осуществления изобретения; и
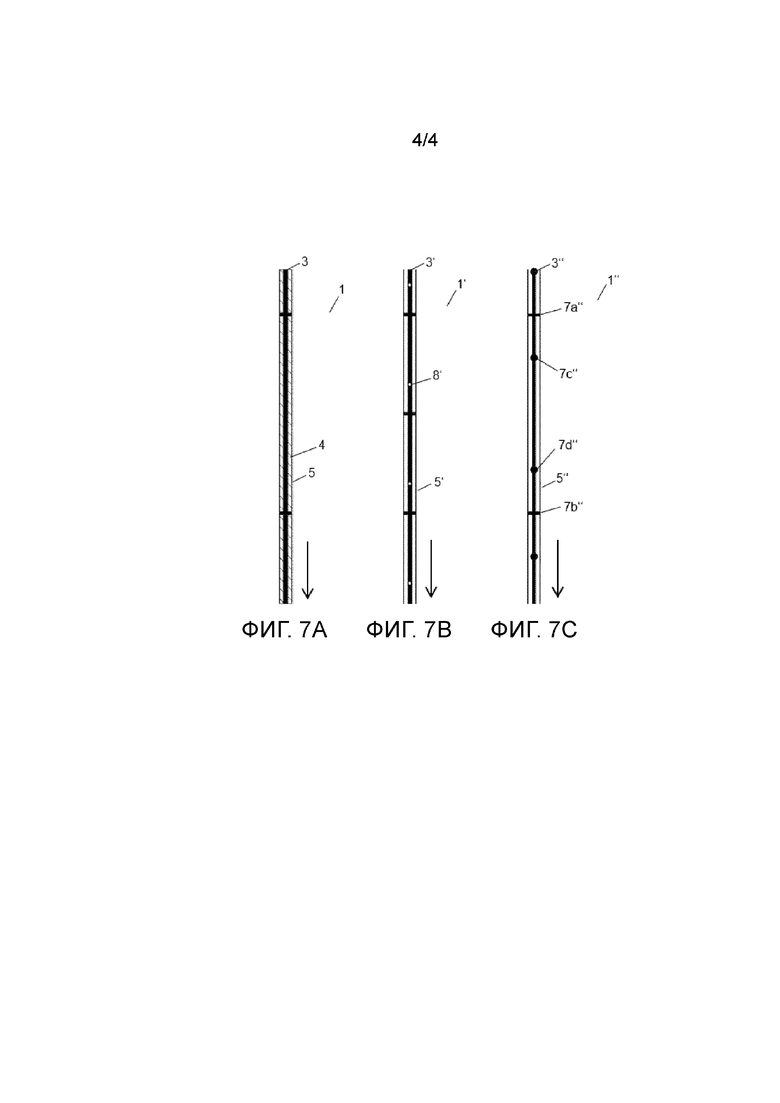
фиг. 7A-7C показывают схематичные виды устройств согласно вариантам осуществления изобретения.
Фиг. 1 показывает схематичный вид системы для измерения температуры ванны 15 расплавленного металла согласно варианту осуществления изобретения.
Как показано на фиг. 1, система содержит устройство 1, которое располагается, по меньшей мере, частично на катушке 9 и является, по меньшей мере, частично размотанным с катушки 9 для проведения измерения. Первый конец устройства 1 соединяется с пирометром 11, который, в свою очередь, может быть соединен с компьютерной системой (не показана), чтобы обрабатывать данные, полученные с помощью устройства 1. Как показано на фиг. 1, устройство 1 подается посредством подающего механизма 13 через направляющую трубку 17 в конвертер, имеющий точку 19 входа и содержащий ванну 15 расплавленного металла. Температура части устройства 1, протягивающегося с катушки 9 до точки 19 входа может считаться низкой, которая может быть температурой, изменяющейся в диапазоне от комнатной температуры до 100°C. После прохождения точки 19 входа в направлении ванны 15 расплавленного металла сначала встречается горячая атмосфера до 1700°C или даже выше, за которой следует шлаковый слой 16, за которым, в свою очередь, следует ванна 15 расплавленного металла. Точка 19 входа в конвертер может быть оборудована продувочным копьем (не показано на фиг. 1), чтобы предотвращать проникновение металла и шлака внутрь устройства 1. Передний конец устройства 1, погруженный в ванну 15 расплавленного металла, будет плавиться, и во время этой стадии плавления показатель измерения температуры может быть получен. Расстояние, охватываемое передним концом устройства 1 внутри расплавленного металла 15, указывается как LMM. После того как показатель измерения получен, часть устройства 1, расположенная в горячей атмосфере и протягивающаяся сквозь шлаковый слой 16, может быть подана обратно в направлении катушки 9 и может быть повторно использована для следующего измерения. Расстояние, охватываемое передним концом устройства 1 внутри конвертера, указывается как LMEAS на фиг. 1. Также показаны на чертеже 1 граница раздела между шлаковым слоем и атмосферой, SAI, и граница раздела между расплавленным металлом и шлаковым слоем, MSI.
Фиг. 2 показывает схему графика зависимости позиции от времени, указывающего погружение переднего конца устройства, перед, во время и после измерения температуры расплавленного металла. Ради текущего объяснения, график позиция-время на фиг. 2 показывает упрощенный случай, когда предполагается, что передний конец устройства не плавится во время измерения. Точка входа, которая показана на фиг. 1, считается точкой входа конвертера и точкой отсчета для измерения. Расстояние, охватываемое внутри конвертера LMEAS, показано на фиг. 2, также как и расстояние, охватываемое передним концом внутри расплавленного металла LMM, и длина устройства, которая типично расходуется для получения одного показателя LC измерения температуры. Последовательность закончится с новым передним концом устройства, размещенным в точке входа конвертера. Длина устройства LMM, погруженного в ванну 15 расплавленного металла, и расстояние передней подачи уменьшается с длиной в ванной расплавленного металла, чтобы получать возвратное расстояние.
Фиг. 3A и 3B показывают схематичные виды устройств 1, 1' согласно первому варианту осуществления и второму варианту осуществления изобретения во время последовательности измерения. Фиг. 3A и 3B показывают часть устройства, которая подается от точки 19 входа в ванну 15 расплавленного металла.
В обоих вариантах осуществления устройства 1, 1' содержат более двух разделительных элементов 7a, 7a', 7b, 7b', 7n', размещенных в трубке 5, 5', которые формируют, по меньшей мере, одно отделение между двумя из разделительных элементов 7a, 7a', 7b, 7b', 7n'.
Фиг. 3A показывает устройство 1 согласно первому варианту осуществления, имеющему конфигурацию с большими отделениями. Что касается конфигурации согласно первому варианту осуществления, разделительные элементы 7a, 7b размещаются в трубке 5 вокруг провода 3 с оптическим сердечником, разнесенными друг от друга на расстояние, которое больше расстояния от точки 19 входа до границы раздела между расплавленным металлом и шлаковым слоем, MSI. В показанной конфигурации длина отделения выбирается таким образом, что замкнутое отделение не размещается в конвертере на протяжении всей своей длины. В случае, когда точка 19 входа оборудуется продувочным копьем (не показано), небольшая часть внутри конвертера может считаться холодной. Как показано на фиг. 3A, отделение формируется между двумя разделительными элементами 7a, 7b с первым разделительным элементом 7a в холодной области и противоположным вторым разделительным элементом 7b в горячей области.
Фиг. 3B показывает устройство 1' согласно второму варианту осуществления, имеющему конфигурацию с небольшими отделениями. Здесь, разделительные элементы 7a', 7b', 7n' размещаются в трубке 5' разнесенными друг от друга на расстояние, которое меньше расстояния от точки 19 входа в печь до границы раздела между расплавленным металлом и шлаковым слоем, MSI. В варианте осуществления, который показан на фиг. 3B, разделительные элементы 7a', 7b', 7n', по меньшей мере, частично являются газопроницаемыми для формирования пути вентиляции от погруженного конца в направлении катушки (не показана на фиг. 3B).
Фиг. 4 показывает схематичный вид системы для проверки газонепроницаемости отделений, сформированных посредством разделительных элементов 7a, 7b, 7a', 7n', размещенных в трубках 5, 5' устройств 1, 1', показанных на фиг. 3A и 3B.
Показанная система для проверки газонепроницаемости содержит регулятор 21 давления, расходомер 23, клапан 25 и измеритель 27 давления. Для испытания одно из двух показанных устройств 1, 1' может быть соединено с системой. Однако, специалист в области техники знает, что также существует альтернативное средство, доступное для проверки газонепроницаемости отделений.
Чтобы получать точные измерения, по меньшей мере, отделения устройства 1, имеющего конфигурацию с большими отделениями, должны быть газонепроницаемыми. "Газонепроницаемость" отделений может быть испытана посредством испытания газонепроницаемости отдельных разделительных элементов 7a, 7a', 7n', чтобы показывать противодавление при 0,8 бар. Как показывает опыт, можно сказать, что чем больше длина отделения, тем более высоким должно быть это давление. Было показано, что длины камеры вплоть до двукратной длины для длины в горячей зоне показывают благоприятные результаты с противодавлением выше 0,9 бар. Разделительные элементы с органическими составами могут вызывать формирование газа в горячей зоне. Эти разделительные элементы могут сгорать во время последовательности измерения и создавать путь вентиляции. Устройство 1', которое показано на фиг. 4 как соединенное с системой, может показывать противодавление от 0,2 до 0,8 бар на основе испытания устройства 1', содержащего 20 разделительных элементов. Устройство 1, которое показано на фиг. 4 рядом с устройством 1', может показывать противодавление > 0,9 бар на основе испытания с устройством 1, содержащим единственный разделительный элемент.
В качестве примера, способ проверки газонепроницаемости с помощью системы, показанной на фиг. 4, описывается ниже со следующими этапами:
1. Установка регулятора 21 давления в 1 бар чрезмерного давления с закрытым клапаном 25;
2. Открытие клапана 25 и установка расходомера 23 в 5 л/мин;
3. Соединение образца 1, 1' с системой; и
4. Измерение давления в измерителе 27 давления.
Фиг. 5A-5C показывают схематичные виды устройства 1 согласно первому варианту осуществления. В частности, фиг. 5A-5C показывают часть устройства 1, которая подается от точки 19 входа в ванну 15 расплавленного металла. С левой стороны в правую сторону три стадии погружения устройства 1 в ванну 15 расплавленного металла показаны для примера на чертежах.
На фиг. 5A показано, что разделительный элемент 7b позиционируется в горячей атмосфере. Проникновение металла и шлака внутрь переднего конца устройства 1 может быть предотвращено посредством разделительного элемента 7b. Высокое давление в трубке 5 может быть предотвращено, так как передний конец может продуваться в ванну 15 расплавленного металла, и следующее отделение размещается частично в холодной зоне. После последовательности измерения часть провода с сердечником в ванне 15 расплавленного металла расплавится, и со следующей последовательностью измерения новый передний конец устройства 1 будет размещен, как показано на фиг. 5B. Опять, проникновение металла и шлака устраняется посредством разделительного элемента 7b, и чрезмерное давление в следующем отделении снижается, так как отделение частично размещается в холодной области. После того как последовательность, показанная на фиг. 5B, заканчивается, новый передний конец будет размещен, как показано на фиг. 5C. Во время этой последовательности измерения разделительный элемент 7b будет входить в ванну 15 расплавленного металла, и трубка 5 будет плавиться, прежде чем внутреннее давление в отделении станет слишком большим. После того как последовательность, показанная на фиг. 5C, завершается, следующее измерение вновь будет похожей на последовательность, показанную на фиг. 5A.
Фиг. 6A-6C показывают схематичные виды различных конфигураций разделительных элементов 7, 7', 7'' согласно вариантам осуществления изобретения. Специалист узнает, что в примерах, описанных в данном документе, различные конфигурации могут быть использованы вместе внутри трубки.
На фиг. 6A показан разделительный элемент 7, который является газопроницаемым, и который имеет путь 8 вентиляции, размещенный вокруг центрального отверстия для провода с оптическим сердечником (не показан на фиг. 6A). Показанная конфигурация предоставляет возможность относительного перемещения провода с оптическим сердечником во время сгибания и распрямления устройства во время последовательности подачи.
На фиг. 6B показан разделительный элемент 7', который является газопроницаемым, и который имеет путь 8' вентиляции, размещенный в поверхности разделительного элемента 7', где разделительный элемент 7' контактирует с трубкой устройства, когда установлен внутри трубки.
На фиг. 6C показан разделительный элемент 7'', который является газопроницаемым, при этом путь 8'' вентиляции создается посредством выбора материала, являющегося газопроницаемым.
Фиг. 7A-7C показывают схематичные виды устройств 1, 1', 1'' согласно вариантам осуществления изобретения. Стрелка на каждом из чертежей указывает направление погружения устройств 1, 1', 1'' в ванну расплавленного металла (не показана на фиг. 7A-7C).
Фиг. 7A показывает устройство 1, имеющее наполнительный материал 4, размещенный в пространстве между трубкой 5 и проводом 3 с оптическим сердечником. Наполнительный материал 4 может быть материалом, имеющим низкую плотность, таким как хлопок.
Фиг. 7B показывает устройство 1', в соответствии с которым путь 8' вентиляции создается посредством отверстий, размещенных во внешнем диаметре провода 3' с оптическим сердечником.
Фиг. 7C показывает устройство 1'', имеющее разделительные элементы 7a'', 7b'', которые могут обеспечивать газонепроницаемое уплотнение, и дополнительные разделительные элементы 7c'', 7d'', размещенные между разделительными элементами 7a'', 7b'', которые не находятся в непосредственном соприкосновении с трубкой 5''.
Список ссылочных номеров
1, 1', 1'' Устройство
3, 3', 3'' Провод с оптическим сердечником
4 Наполнительный материал
5, 5', 5'' Трубка
7-7'', 7a-7n'' Разделительные элементы
8, 8', 8'' Путь вентиляции
9 Катушка
11 Пирометр
13 Подающий механизм
15, 15' Ванна расплавленного металла
16, 16' Шлаковый слой
17 Направляющая трубка
19 Точка входа
21 Регулятор давления
23 Расходомер
25 Клапан
27 Измеритель давления
SAI Граница раздела между шлаковым слоем и атмосферой
MSI Граница раздела между расплавленным металлом и шлаковым слоем
LMEAS Расстояние измерения
LMM Расстояние в расплавленном металле
LC Длина устройства, расходуемая в расплавленном металле
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |
| ПРОВОЛОКА С СЕРДЕЧНИКОМ, СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2712991C2 |
| РАСХОДУЕМОЕ ОПТОВОЛОКНО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОЙ СТАЛИ | 2016 |
|
RU2719353C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ | 2014 |
|
RU2682192C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2015 |
|
RU2589271C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ С ПОМОЩЬЮ ОПТИЧЕСКОГО УСТРОЙСТВА | 2022 |
|
RU2827027C2 |
| ПИРОМЕТАЛЛУРГИЧЕСКИЙ СПОСОБ | 2011 |
|
RU2559600C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 2022 |
|
RU2813452C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫХ ПРОЦЕССОВ В ЖИДКОЙ ШЛАКОВОЙ ВАННЕ | 1997 |
|
RU2117050C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ С РАСПЛАВЛЕННЫМ МЕТАЛЛОМ | 2021 |
|
RU2813101C1 |
Изобретение относится к области термометрии и может быть использовано для измерения температуры ванны расплавленного металла. Предложено устройство для измерения температуры ванны расплавленного металла, содержащее: провод с оптическим сердечником; трубку, при этом провод с оптическим сердечником по меньшей мере частично размещается в трубке, при этом трубка имеет внешний диаметр в диапазоне от 4 мм до 8 мм и толщину стенки в диапазоне от 0,2 мм до 0,5 мм; и множество разделительных элементов, содержащих более двух разделительных элементов, размещенных в трубке разнесенными на расстояние друг от друга, и формирующих по меньшей мере одно отделение между двумя из более двух разделительных элементов. Изобретение также относится к системе и способу для измерения температуры ванны расплавленного металла. Технический результат – повышение точности измерений температур в течение всего диапазона применения. 3 н. и 12 з.п. ф-лы, 7 ил.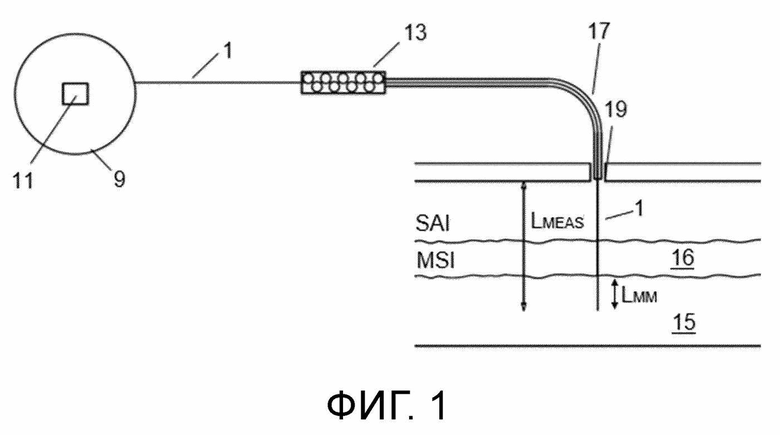
1. Устройство для измерения температуры ванны расплавленного металла, содержащее: провод с оптическим сердечником;
трубку, при этом провод с оптическим сердечником по меньшей мере частично размещается в трубке, при этом трубка имеет внешний диаметр в диапазоне от 4 мм до 8 мм и толщину стенки в диапазоне от 0,2 мм до 0,5 мм; и
множество разделительных элементов, содержащих более двух разделительных элементов, размещенных в трубке разнесенными на расстояние друг от друга, и формирующих по меньшей мере одно отделение между двумя из более двух разделительных элементов.
2. Устройство по п.1, отличающееся тем, что трубка содержит материал, имеющий теплопроводность выше 30 Вт/мК при комнатной температуре, RT.
3. Устройство по п.2, отличающееся тем, что произведение теплопроводности и толщины стенки трубки больше 0,015 Вт/К.
4. Устройство по любому из предшествующих пунктов, отличающееся тем, что пространство между проводом с оптическим сердечником и трубкой заполняется:
- газом, газовой смесью или
- наполнительным материалом, содержащим материал низкой плотности, в частности содержащим органический материал низкой плотности.
5. Устройство по п.3, отличающееся тем, что наполнительный материал содержит хлопок, шерсть, пеньку, рисовую шелуху и/или лен.
6. Устройство по любому из предшествующих пунктов, отличающееся тем, что трубка содержит материал или сплав по меньшей мере одного из группы материалов, содержащей: железо и/или марки легированной стали.
7. Устройство по любому из предшествующих пунктов, отличающееся тем, что разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние, которое меньше расстояния от точки входа в печь до высоты ванны расплавленного металла.
8. Устройство по п.7, отличающееся тем, что разделительные элементы размещаются так, чтобы формировать путь вентиляции по длине устройства.
9. Устройство по любому из пп.1-6, отличающееся тем, что разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние, которое больше расстояния от точки входа в печь до высоты ванны расплавленного металла.
10. Устройство по п.9, отличающееся тем, что разделительные элементы размещаются в трубке газонепроницаемым образом, чтобы обеспечивать уплотнение между проводом с оптическим сердечником и внутренностью трубки.
11. Устройство по любому из пп.1-6, отличающееся тем, что разделительные элементы размещаются в трубке разнесенными друг от друга на расстояние в диапазоне от 2 м до 5 м, предпочтительно на расстояние от 3 до 4 м.
12. Устройство по любому из предшествующих пунктов, отличающееся тем, что разделительные элементы содержат силикон, предпочтительно двухкомпонентный силиконовый материал или каучуковый материал, кожаный материал, пробковый материал и/или металлический материал.
13. Устройство по любому из предшествующих пунктов, отличающееся тем, что устройство содержит плотность в диапазоне от 0,8 г/см3 до 4 г/см3, в частности в диапазоне 1 г/см3 до 3 г/см3.
14. Система для измерения температуры ванны расплавленного металла, содержащая:
устройство по пп.1-13 и
подающее средство для подачи переднего конца устройства в ванну расплавленного металла.
15. Способ измерения температуры ванны расплавленного металла с помощью устройства по пп.1-13 или системы по п.14, содержащий этапы, на которых:
подают устройство для измерения температуры передним концом, направленным к расплавленному металлу, со скоростью подачи в диапазоне от 10 г/с до 50 г/с в ванну расплавленного металла и измеряют температуру расплавленного металла.
| US 10378824 B2, 13.08.2019 | |||
| JPH 7229791 A, 29.08.1995 | |||
| US 9726545 B2, 08.08.2017 | |||
| JP 2000186961 A, 04.07.2000 | |||
| JP 2010071666 A, 02.04.2010. |

