Изобретение относится к расходуемой проволоке с сердечником, содержащей окруженное оболочкой оптоволокно, для измерения температуры в ванне с расплавленной сталью. Изобретение также относится к способу и устройству для изготовления проволоки с сердечником.
Патентный документ JPH0815040(A) описывает способ, согласно которому подают расходуемое оптоволокно в жидкий металл для измерения температуры ванн расплавленного металла. Подобный способ и устройство для измерений расплавленных металлов с использованием оптоволокна также описаны в патентном документе US 5,730,527. Расходуемые оптоволокна этого типа известны, например, из патентного документа JPH11160155(A). Они представляют собой одиночные оптические волокна в металлической оболочке, где оптический сердечник покрыт металлическим покрытием, обычно из нержавеющей стали, который служит с целью придания оптоволокну такой жесткости, чтобы оно могло быть погружено в расплавленный металл. В то время как эти погружаемые оптоволокна могут проникать ниже поверхности расплава, они быстро повреждаются. Усовершенствования этих прежних расходуемых оптоволокон включают дополнительные защитные конструкции, и известны, например, из патентного документа JPH10176954(A). Здесь оптическое волокно окружено защитной металлической трубкой, охваченной слоем пластикового материала. Покрытое оптоволокно, погруженное в расплавленный металл, подается с катушки или бобины с предварительно заданной скоростью так, что торец оптического волокна был бы в контакте с металлом, будучи глубоко погруженным. Глубина погружения во время контактирования является важной для точности измерения температуры, поэтому для точного определения температуры необходимо предотвращение преждевременного разрушения или быстрого смещения торца оптоволокна с точки измерения. Патентный документ JPH09304185(A) раскрывает техническое решение в отношении скорости подачи, где скорость расходования волокна должна быть выше, чем скорость расстекловывания, обеспечивая тем самым то, чтобы всегда имелась в наличии свежая поверхность оптического волокна. Было обнаружено, что наличие свежей поверхности волокна является важным для точного измерения температуры, и это наличие зависит от того, как волокно погружено в расплавленный металл. Многочисленные схемы подачи могут возникать вследствие огромного разнообразия условий, в которых волокно будет подвергаться воздействию во время его введения в разнообразные металлургические резервуары и сквозь них в различные моменты времени в процессе обработки металла. Когда вариация скорости расстекловывания может быть сведена к минимуму усовершенствованием конструкции расходуемого оптоволокна, применимость технологии может быть распространена на более широкий круг металлургических резервуаров без специальной настройки режима подачи.
Многослойные проволочные конструкции с наружной стальной оболочкой применяются при производстве стали для селективного введения легирующих добавок в ванну с расплавленной сталью. Они обычно называются проволоками с сердечником и описаны в патентных документах DE19916235А1, DE3712619А1, DE19623194С1 и US 6,770,366. Патентный документ US 7,906,747 раскрывает проволоку с сердечником, включающую материал, который подвергается разложению в контакте с ванной жидкого металла. Эта технология применяется для введения в основном однородных порошкообразных материалов в ванну расплава, и не приводятся никакие сведения о том, как делать, изготавливать и вводить проволоку с сердечником с оптическим волокном в расплавленный металл.
Патентный документ US 7,748,896 раскрывает усовершенствованное оптоволоконное устройство для измерения параметра ванны расплава, причем устройство включает оптическое волокно, оболочку, окружающую со всех сторон оптическое волокно, и детектор, соединенный с оптическим волокном, причем оболочка окружает оптическое волокно многочисленными слоями, причем один слой включает металлическую трубку, и промежуточный слой, размещенный под металлической трубкой, причем промежуточный слой включает порошкообразный, или волокнистый, или гранулированный материал, причем материал промежуточного слоя окружает волокно на многочисленных участках. Промежуточный слой сформирован из порошкообразного диоксида кремния или порошкообразного оксида алюминия, и может содержать газообразующий материал. Раскрытый признак промежуточного слоя, окружающего волокно многочисленными отдельными частями, в смысле изобретения означает, что конструкция на многочисленных участках существует в рабочем состоянии, другими словами, во время или после погружения в измеряемую ванну расплава так, что участки промежуточного слоя остаются отдельными, и могут быть разделены во время применения.
Слоистая структура содействует поддержанию оптического волокна при очень низкой температуре в течение относительно длительного времени. Замедляется расстекловывание из-за повышенных температур, которое будет разрушать оптическое волокно. Вследствие резкого возрастания температуры в ходе погружения в расплавленный металл расширение газов промежуточного слоя принудительно удаляет несвязанные покровные слои. Волокно нагревается до равновесной температуры в ванне расплавленного металла неравномерно, так что измерение тогда может происходить очень быстро, прежде чем оптоволокно или его конец, погруженный в ванну расплавленного металла, подвергнется расстекловыванию.
Патентные документы US 4,759,487 и US 5,380,977 раскрывают способ получения оптической проволоки с сердечником такого типа, где наружная оболочка из нержавеющей стали плотно охватывает оптическое волокно. Оптическая проволока с сердечником этого типа, известная как бронированная оптоволоконная проволока, не имеет промежуточного слоя в качестве изоляционного слоя, и тем самым применение этой оптической проволоки с сердечником является ограниченным, и способ изготовления непригоден для настоящего изобретения.
Цель изобретения состоит в дальнейшем усовершенствовании проволоки с сердечником для измерения температуры ванны расплава, и, в частности, расплавленной стали.
Эта цель достигается с помощью расходуемой проволоки с сердечником, включающей признаки согласно пункту 1 формулы изобретения, способа, включающего признаки первого независимого пункта формулы изобретения, и устройства для осуществления способа, включающего признаки второго независимого пункта формулы изобретения. Предпочтительные варианты осуществления включают признаки зависимых пунктов формулы изобретения.
Оптическая проволока с сердечником согласно первому пункту формулы изобретения включает оптическое волокно и оболочку, по сторонам окружающую оптическое волокно. Оболочка охватывает оптическое волокно многочисленными слоями. Один слой представляет собой металлическую трубку, также называемую металлической оболочкой или металлической трубкой, и может быть сформирован из металла с содержанием Fe свыше 50%, предпочтительно из низкоуглеродистой стали. Промежуточный слой, который размещается под металлической трубкой, также называется заполнителем. Промежуточный слой сформирован из теплоизоляционного материала, который является газопроницаемым, имеющим температуру плавления предпочтительно в диапазоне температур от 1000°С до 1500°С, более предпочтительно от 1200°С до 1400°С, таким образом, что фрагменты промежуточного слоя легко разжижаются под воздействием температур расплавленного металла. Промежуточный слой представляет собой шнур или структуру, состоящую из параллельных волокон.
Шнур представляет собой группу волокон, которые свиты или сплетены друг с другом, чтобы объединять их с образованием более крупной и более прочной формы. В классическом смысле этого термина шнур составлен волокнами, которые собраны в пучок, и многочисленные пучки собраны в прядь, несколько прядей из которых собраны в шнур. Шнур согласно настоящему изобретению может быть сформирован объединением пучков и/или группированием прядей с единообразным химическим составом, или может состоять из группы пучков или прядей, где несколько компонентов этой группы могут иметь различный химический состав. Это смешивание пучков или прядей с различными химическими составами может обеспечивать простой способ изготовления с регулированием физических и химических свойств изоляционного слоя, где этот слой имеет форму шнура. Шнур, образованный многочисленными группами волокон, обеспечивает то, что волокна не могут высвобождаться из открытого конца проволоки с сердечником прежде того времени, когда проволока с сердечником подается в расплав. Высвобождение до поступления в расплав снизило бы теплоизоляцию оптического волокна, что уменьшило бы надежность результатов измерений. Для сцепления материала заполнителя между собой не требуются никакие адгезив или смола. Кроме того, шнур с оптическим волокном в его сердцевине обеспечивает достижение предсказуемого центрального расположения оптического волокна, и тем самым прогнозируемые теплоизоляционные характеристики по всем боковым направлениям. В результате этого повышается достоверность измерения температуры.
Возможно непрерывное производство, что позволяет получать проволоку с сердечником, имеющую длину по меньшей мере 500 метров. Также возможна длина в один, два и три, и более километров, без повышения трудоемкости производства. Длина в один или более километров позволяет измерять температуры ванны расплавленной стали с минимальным числом перерывов и участием работников, что увеличивает производительность изготовления и повышает безопасность работников.
В качестве одного примера, температура ванны со сталью накануне завершения процесса рафинирования, где наиболее желательны измерения температуры, составляет около 1600°С. Когда проволока с сердечником поступает в ванну расплавленной стали, наружная металлическая трубка будет расплавляться, и промежуточный слой будет разжижаться и вытекать наружу непосредственно после этого, поскольку температура плавления материала промежуточного слоя является гораздо более низкой, нежели температура ванны расплавленной стали.
Было обнаружено, что расплавленный комковатый слой материала вокруг оптического волокна стекает с оптического волокна с прогнозируемой скоростью, которая определяется вязкостью его расплава и разностью в плотности между ним и расплавленной сталью. В практическом смысле, что касается разности плотностей расплавленного металла и расплавленного заполнителя, соответственно, расплавленного промежуточного слоя, хотя обе зависят от температуры и состава, величина этой разности плотностей является относительно постоянной в пределах диапазона условий сталеплавильного производства. Когда проволока с сердечником погружается, наружная металлическая оболочка расплавляется, обнажая заполнитель (промежуточный слой), который затем расплавляется и образует слой расплава вокруг оптического волокна. Поскольку температура плавления заполнителя, соответственно, промежуточного слоя, является существенно более низкой, чем температура расплавленного металла, он, будучи однажды расплавленным, гарантирует, что он будет всегда в расплавленном, соответственно, в жидком состоянии, будет образовывать расплавленный комок и вытекать наружу. Стало очевидно, что ограниченная вариация разности между плотностью стали и плотностью расплавленного слоя обусловливает более предсказуемый механизм обнажения и возобновления свежей оптической поверхности. Направленная вверх сила воздействия вытесненного металла на расплавленный материал промежуточного слоя (материала заполнителя) выталкивает расплавленный комок назад и прочь от оптического волокна, которое становится выдающимся из образующего комок заполнителя и образует выступ. По мере продолжения подачи достаточное количество расплавленного заполнителя накапливается у основания, и часть этого количества увлекается протяженным оптическим сердечником, пока направленное вверх воздействие расплавленного металла на накопившийся комок не приведет к излому оптического волокна у его нераскрытого основания. Поэтому скорость обнажения обновленного оптического волокна в большей степени зависит от почти постоянного соотношения плотностей комка/расплавленной стали, позволяя варьировать скорость подачи в широком диапазоне. Было найдено, что отведение расплавленного комка от продвигающегося вперед конца оптического волокна, соответственно, выступа, приводит к более воспроизводимым благоприятным возможностям детектирования.
В одном предпочтительном варианте исполнения оптическое волокно размещается в центре шнура, что дополнительно улучшает качество и надежность результатов измерения.
В одном предпочтительном варианте исполнения пучки или пряди шнура, соответственно, составленной параллельными волокнами структуры, выполнены объемными. Шнур в контексте настоящего изобретения состоит из многочисленных волокон, которые собраны в пучок или многочисленные нити, которые образуют прядь, и несколько прядей скручены друг с другом с образованием шнура. Сделанные более объемными пряди из нитей подвергают обработке таким путем, который иногда называется текстурированием, чтобы сделать волокна нерегулярно ориентированными относительно плоскости полотна. Материал вытягивается через сопло, в котором поток воздуха создает завихрения, чтобы разрыхлить пучок или прядь. Увеличенный в объеме шнур сокращает кажущуюся плотность в нерасплавленном состоянии, в то же время усиливая теплоизоляцию и содействуя улучшению результатов измерения. Структуру, составленную параллельными волокнами, обрабатывают соответствующим образом, чтобы сделать более объемными пучки или пряди структуры, которая включает многочисленные параллельные волокна.
В одном предпочтительном варианте осуществления промежуточный слой формируют из стеклянных волокон, предпочтительно из Е-стекла. Оно представляет собой широко распространенный промышленный материал, и стекло, пригодное для цели настоящего изобретения, может быть приобретено у фирмы PPG Industries Cheswick, Пенсильвания, США, под наименованием ET91415TEXO. Этот конкретный материал поставляется в форме, известной специалистам в этой области технологии как жгут из стекловолокна (ровинг). В первой стадии такой ровинг будет разрыхлен. Затем два разрыхленных ровинга скручивают в нить.
Стеклянные волокна представляют собой практичные теплоизоляторы благодаря их высокому отношению площади поверхности к весу. Плотность является низкой по сравнению с плотностью ванны расплавленной стали, так что размягченный материал стекловолокна в ванне расплавленной стали будет немедленно всплывать вверх, что содействует улучшению результатов измерения. Температура размягчения стеклянных волокон является гораздо более низкой, чем 1600°С, и тем самым гораздо меньшей, чем температура расплавленной стали. Основой Е-стекла является кремнезем (SiО2).
В одном предпочтительном варианте осуществления промежуточный слой размещают между металлической трубкой и трубкой, сформированной из пластика, причем оптическое волокно находится внутри пластиковой трубки. Улучшенные результаты измерений возможны в особенности тогда, когда наружный диаметр оптоволокна является меньшим, чем внутренний диаметр пластиковой трубки. Предпочтительным вариантом осуществления является полупроницаемая буферная оболочка. Известная в технологии общая конструкция представляет собой волокно с переменным показателем преломления, имеющее размер либо 62,5/125 мкм, или, альтернативно, 50/125 мкм, размещенное в пластиковой трубке с диаметром 0,9 мм, в которой волокно механически изолировано от воздействия внешних сил. Материалом трубки, как правило, является пластик, и более конкретно, полиамид, такой как имеющий торговое название «нейлон», или термопластичные эластомеры, такие как Hytrel, или подобные материалы, как описанные в публикации «Innovative continuous online determination of steel melt temperature by direct optical measurement in the melt» («Инновационное непрерывное определение в поточном режиме температуры расплавленной стали прямым оптическим измерением в расплаве») авторов T. Lamp и др., Final Report EUR 21428, Contract no. 7210-PR/204, 2005, стр. 13-17. Эти пластики обычно придают волокну жесткость против приводящего к микроизгибам воздействия извне. Пригодные телекоммуникационные оптические волокна, как описываемые, могут быть приобретены в фирме Huber and Suhner AG, Degersheimerstrasse 14, CH-9100, Херизау, Германия. Пластиковая трубка может быть заполнена влагостойким гелем, который создает дополнительную механическую защиту и водонепроницаемый барьерный слой вокруг волокна. Этот материал заполнителя, как правило, представляет собой соединения на основе нефти или силикона.
Плотность промежуточного слоя имеет значение плотности расплавленного и нерасплавленного материала. Плотность расплавленного материала промежуточного слоя предпочтительно составляет менее 5 г/см3, предпочтительно менее 4 г/см3, более предпочтительно между 2,0 и 3,5 г/см3. Поскольку плотность расплавленной стали является гораздо более высокой, материал промежуточного слоя будет всплывать вверх непосредственно после расплавления наружного металлического слоя. Отношение плотности жидкого промежуточного слоя к плотности расплавленного металла предпочтительно составляет между 0,25 и 0,45, и более предпочтительно отношение составляет от 0,32 до 0,38. Поскольку промежуточный слой представляет собой более или менее плетеную структуру шнура, он имеет плотность перед расплавлением, которая является гораздо меньшей, чем его плотность в расплавленном состоянии, и обладает весьма выраженными изоляционными свойствами. Плотность промежуточного слоя перед расплавлением составляет от 0,3 до 1,7 г/см3, более предпочтительно между 0,4 и 1,0 г/см3. Плотность перед расплавлением является такой, что поверхность раздела между расплавленным комком и остальным нерасплавленным промежуточным слоем является газопроницаемой и обеспечивает возможность прохода продуктов сгорания промежуточного слоя по направлению, противоположному относительно расплавленного материала промежуточного слоя. Таким образом, возможно улучшение результатов измерения.
Способ получения проволоки с сердечником включает стадии, в которых:
- подают оптическое волокно через ось вращения крутильной машины
- подают пряди материала волокна параллельно оси вращения с образованием сердечника с оптическим волокном в его центре
- скручивают пряди из материала волокна вокруг сердечника с помощью крутильной машины с образованием шнура, попеременно в направлениях по часовой стрелке и против часовой стрелки в последовательных слоях прядей.
- формируют из металлической полосы ленту, имеющую U-образное поперечное сечение или форму разделенного круга, с использованием машины для формования трубки
- подают шнур в металлическую ленту, имеющую U-образное поперечное сечение или форму разделенного круга
- формуют U-образную металлическую ленту в охватывающую по окружности трубку вокруг волоконного шнура с помощью машины для формования трубки.
Способ обеспечивает непрерывное изготовление проволоки с сердечником, имеющего длину свыше 500 метров, один, два или три километра, без существенных производственных проблем.
Устройство для осуществления способа включает машину для скручивания шнура со способностью одновременно скручивать чередующиеся слои волокна по направлениям как по часовой стрелке, так и против часовой стрелки, машину для формования трубки, имеющую первую секцию, которая формирует металлическую ленту, имеющую U-образное поперечное сечение или форму разделенного круга, подающее устройство, которое подает шнур, сформированный машиной для скручивания шнура, в ленту с U-образным поперечным сечением или формой разделенного круга, причем машина для формования трубки далее формирует содержащую шнур трубку из ленты с U-образным поперечным сечением или формой разделенного круга.
Устройство включает секцию, которая формирует механическое замыкание трубки, которое представляет собой либо нахлесточный шов, либо замковый шов. Для изготовления трубки не требуется никакой дополнительный материал, избегая тем самым присутствия дополнительного материала, который может оказывать вредное влияние на измерение температуры. Эта трубка, наружная металлическая оболочка, защищает оптическое волокно в начале измерения температуры.
В одном предпочтительном варианте осуществления устройство включает многочисленные ролики, которые формуют металлическую ленту в постадийном режиме. Возможно очень надежное изготовление проволоки с сердечником.
Приведенное выше краткое изложение, а также последующее подробное описание изобретения, станут лучше поняты, при рассмотрении в сочетании с сопроводительными чертежами. Для цели иллюстрирования изобретения, в чертежах показаны варианты исполнения, которые в настоящее время являются предпочтительными. Однако должно быть понятно, что изобретение не ограничивается показанными точными конфигурациями и инструментальными средствами. В чертежах:
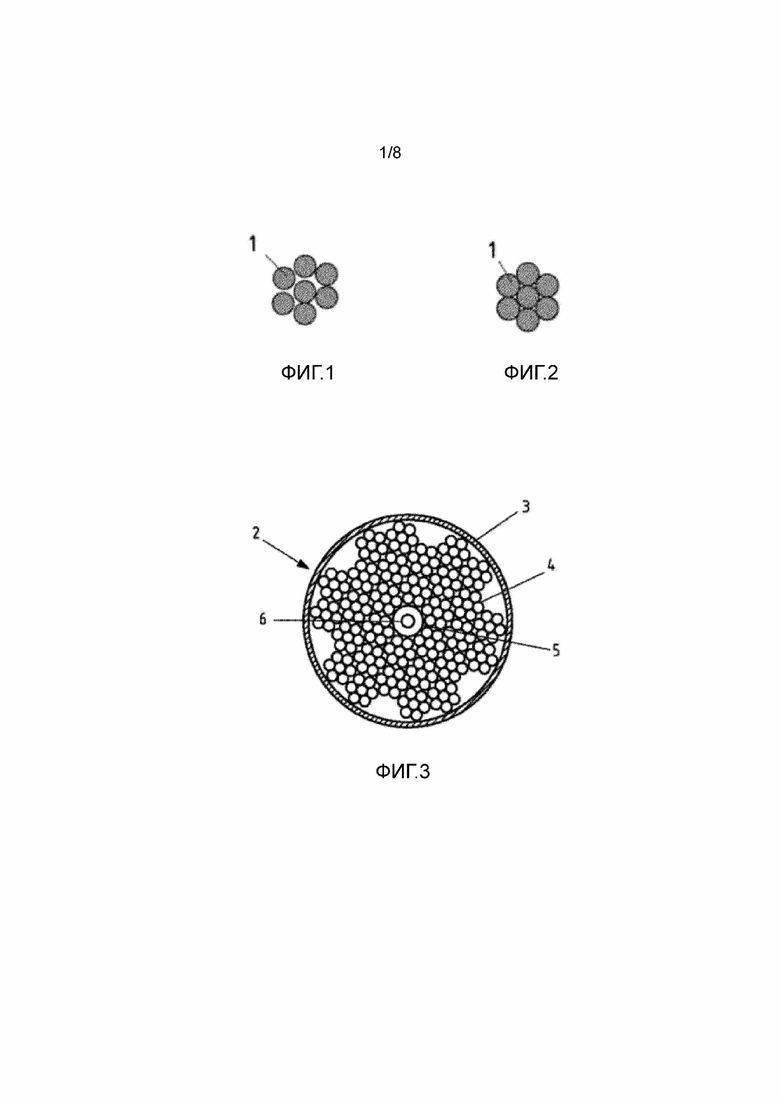
Фиг. 1 представляет поперечное сечение разрыхленной пряди, состоящей из многочисленных волокон Е-стекла;
Фиг. 2 представляет поперечное сечение неразрыхленной пряди, состоящей из многочисленных волокон Е-стекла;
Фиг. 3 представляет поперечное сечение проволоки с сердечником;
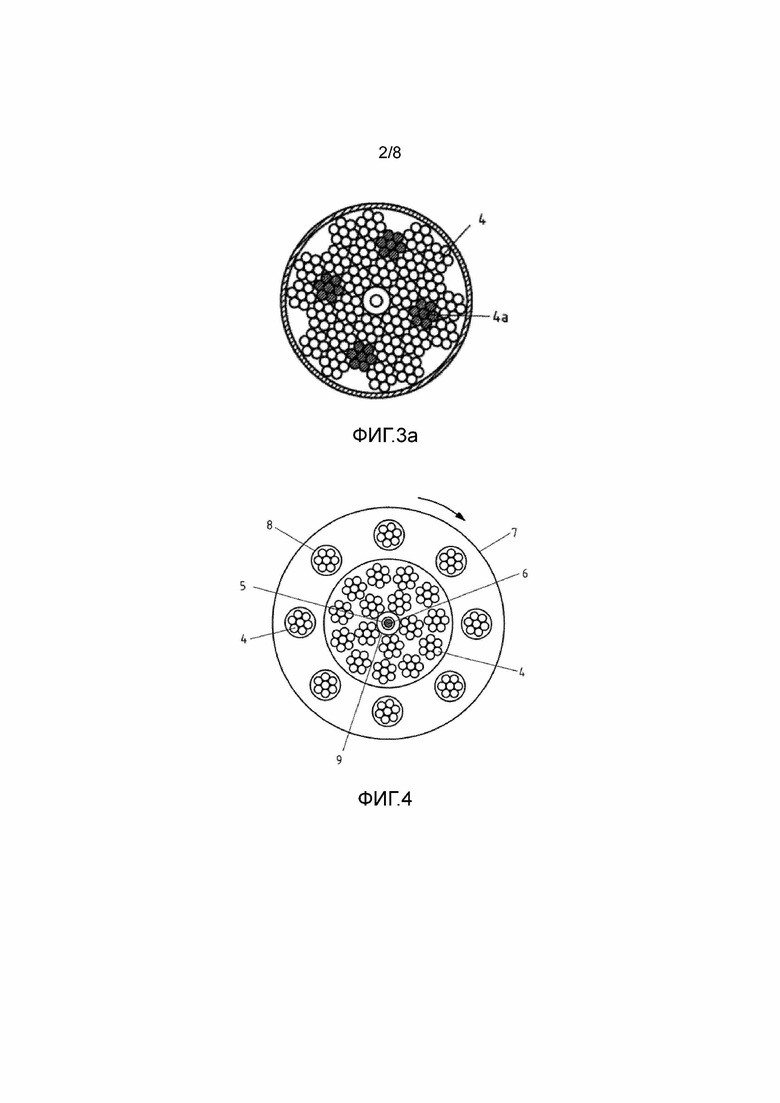
Фиг. 3а представляет поперечное сечение проволоки с сердечником со смешанным промежуточным слоем
Фиг. 4 представляет вид спереди однороторной крутильной машины;
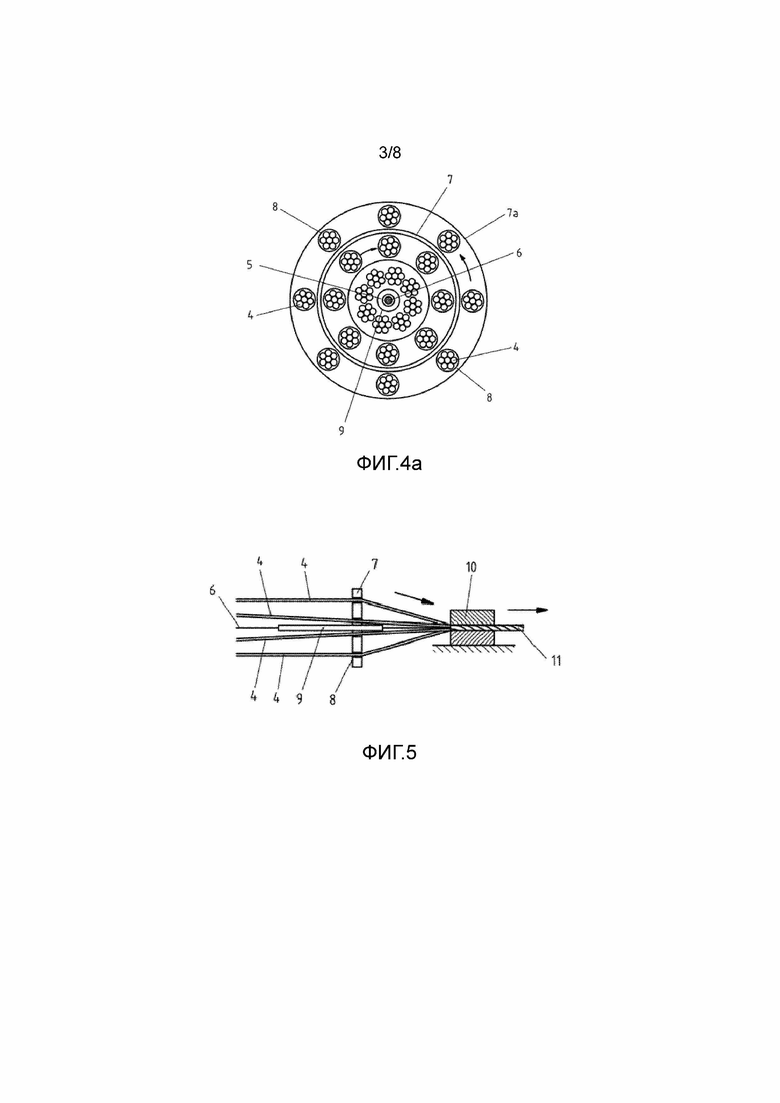
Фиг. 4а представляет вид спереди двухроторной крутильной машины;
Фиг. 5 представляет вид сбоку крутильной машины;
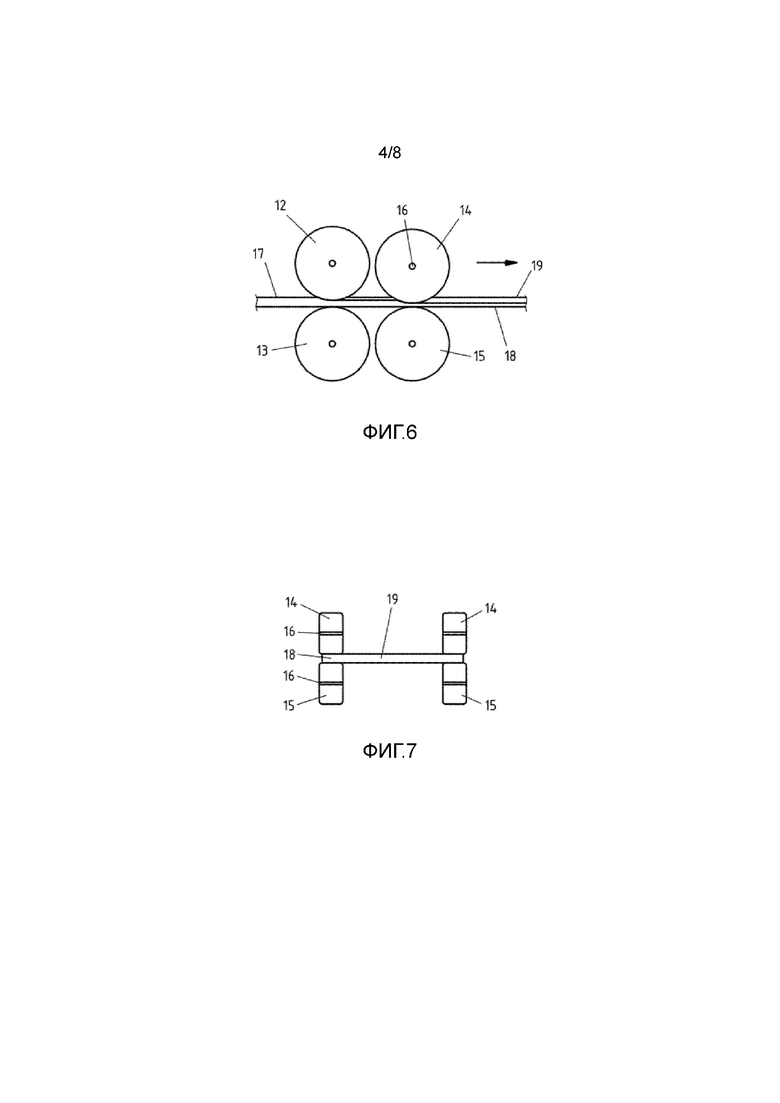
Фиг. 6 представляет вид сбоку первой секции машины для формования трубки;
Фиг. 7 представляет вид спереди первой секции машины для формования трубки;
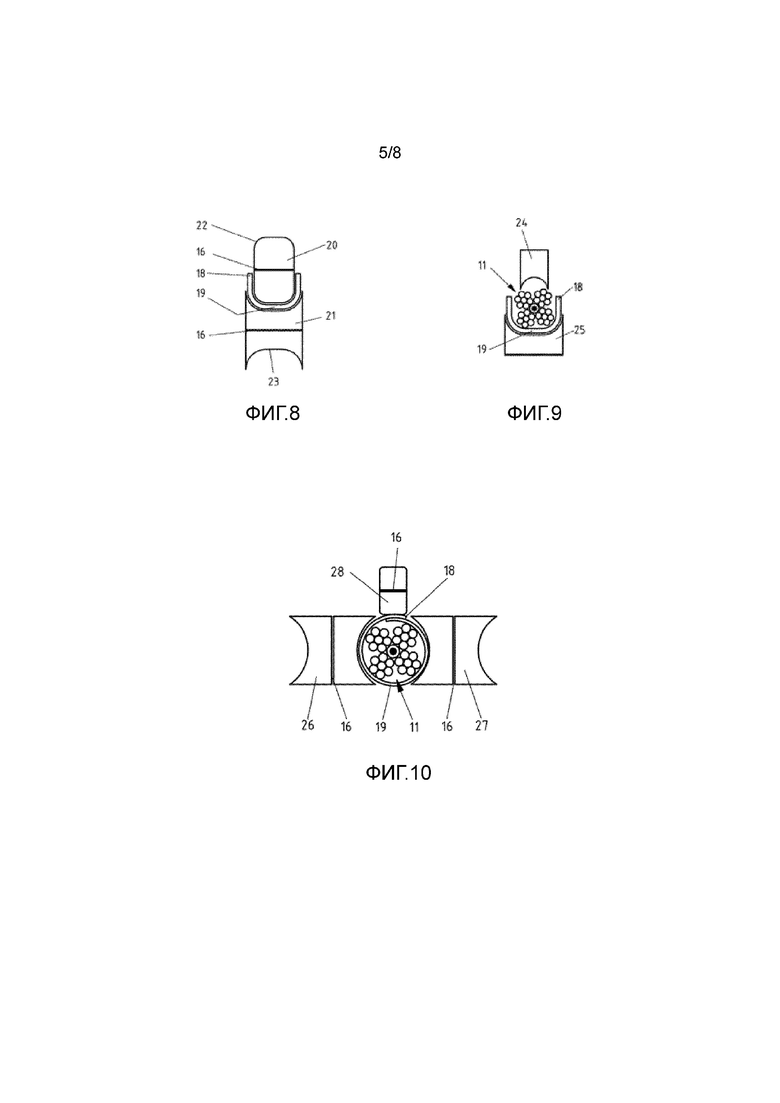
Фиг. 8 представляет вид спереди второй секции машины для формования трубки;
Фиг. 9 представляет вид спереди подающей секции для шнура;
Фиг. 10 представляет вид спереди следующей секции машины для формования трубки, для создания нахлесточного шва.
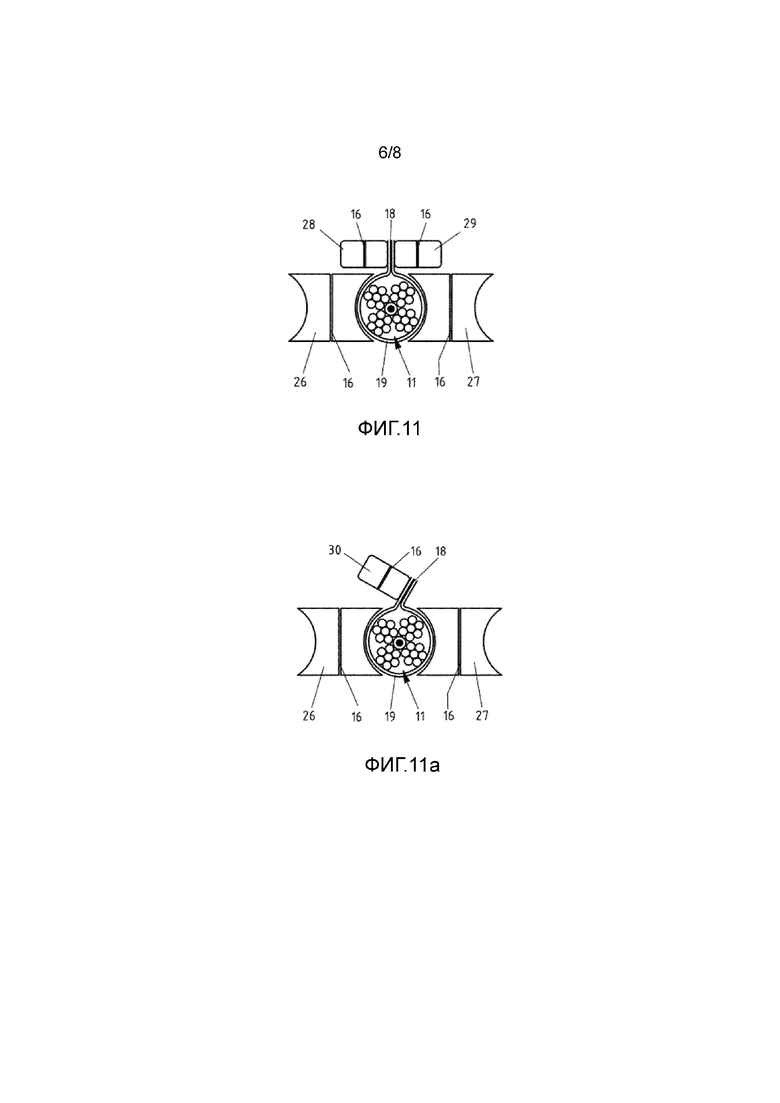
Фиг. 11 представляет вид спереди следующей секции машины для формования трубки, для образования альтернативного механического замыкания для трубки - замкового шва
Фиг. 11а представляет вид спереди следующей секции машины для формования трубки, показывающий изгибание поверх секции для альтернативного механического замыкания трубки;
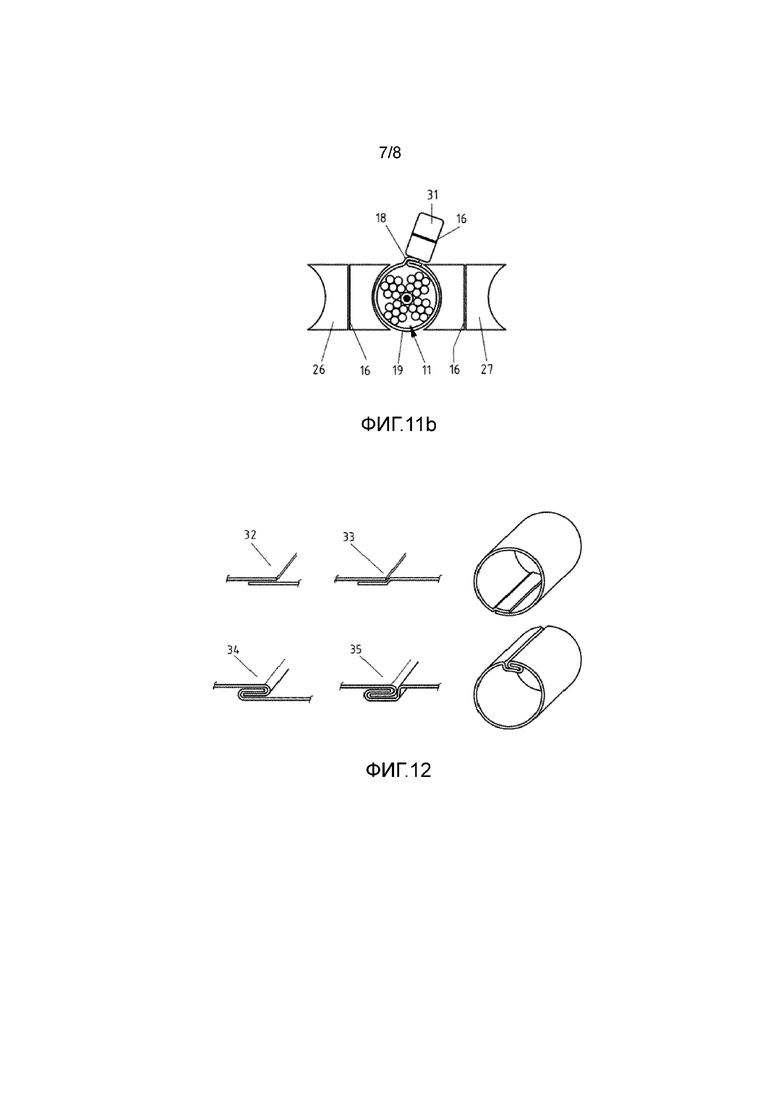
Фиг. 11b представляет конец машины для формования трубки, для выполнения стадии выравнивания для альтернативного механического замыкания трубки;
Фиг. 12 представляет общепринятые трубные швы и один пример сформированной трубки;
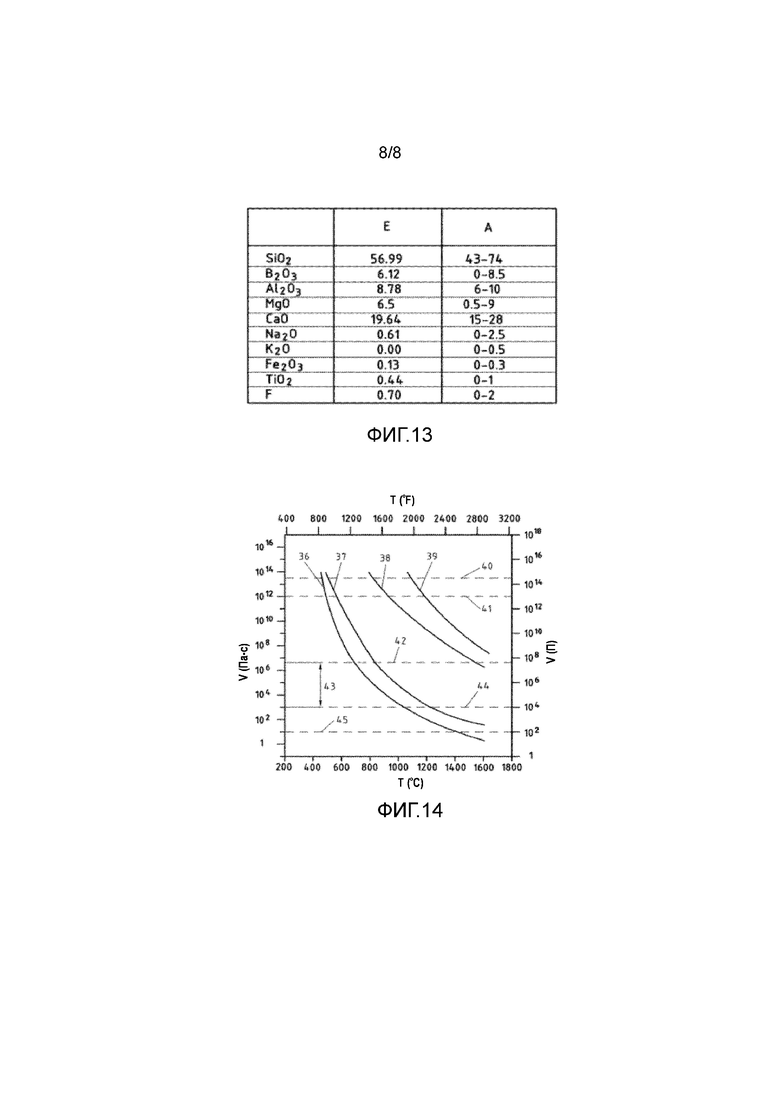
Фиг. 13 представляет приблизительный состав Е-стекла в мол%;
Фиг. 14 представляет взаимосвязь вязкости и температуры, и общий температурный диапазон для описательной характеристики стекол.
Фигуры 1 и 2 показывают поперечное сечение пряди, которая состоит из многочисленных волокон 1 Е-стекла. Прядь, показанная в фигуре 1, разрыхлена. Прядь, показанная на фигуре 2, не разрыхлена. По этой причине структура волокон в фигуре 1 является менее регулярной, чем структура волокон в фигуре 2. Кроме того, показанные в фигуре 1 разрыхленные волокна 1 менее компактированы по сравнению с волокнами, показанными в фигуре 2.
Фигура 3 показывает поперечное сечение проволоки 2 с сердечником, причем шов не показан, включающей наружное металлическое покрытие, соответственно, металлическую оболочку 3, многочисленные пряди 4, внутреннюю пластиковую трубку 5, также называемую полупроницаемой оболочкой, и оптическое волокно 6 внутри пластиковой трубки 5. Наружная окружность оптического волокна 6 является меньшей, чем внутренний диаметр пластиковой трубки 5. Пряди 4 выполнены с приданием объема, то есть разрыхлены и сформированы из многочисленных волокон Е-стекла. Пряди 4 уложены слоями вокруг пластиковой трубки 5 и образуют шнур. Пластиковая трубка 5 находится в центре шнура 6 и внутри него. Иллюстрированные в фигуре 3 многие пряди приведены только для того, чтобы показать, как многочисленные пряди применяются для создания структуры шнура.
Фигура 3a показывает поперечное сечение проволоки 2 с сердечником, как изображенного в Фиг 3, причем шов не показан, включающего наружное металлическое покрытие, соответственно, металлическую оболочку 3, многочисленные пряди 4, и многие пряди 4а имеют альтернативный химический состав, внутреннюю пластиковую трубку, также называемую полупроницаемой оболочкой, и оптическое волокно внутри пластиковой трубки. Иллюстрированные в фигуре 3 многие пряди приведены только для того, чтобы показать, как многочисленные пряди с различными химическими составами могут быть применены для создания структуры шнура с переменными физическими и химическими свойствами.
Фигура 4 представляет вид спереди ротора 7 крутильной машины одинарного кручения. Ротор смонтирован с возможностью вращения на его полой оси 9, и может вращаться по направлению часовой стрелки с приводом от электродвигателя. Ротор 7 включает в себя многочисленные направляющие отверстия 8, размещенные по его окружности. Оптическое волокно и пластиковую оболочку 5 подают через полую ось 9. Многочисленные пряди 4 подают параллельно полой оси, собирая вокруг пластиковой оболочки 5 с образованием сердечника. Прядь 4 подают через каждое направляющее отверстие 8. Когда ротор 7 вращается, например, по часовой стрелке, захваченные в каждом направляющем отверстии пряди вращаются в том же направлении. Когда сердечник перемещается через фильеру 10, то, в зависимости от скорости вращения ротора, скрученная наружная обертка из волокон охватывает сердечник из собранных в пучок параллельных волокон. Предпочтительная скорость приводит к оборачиванию 1 пряди за 1 оборот на 100 мм длины шнура.
Фигура 4а представляет вид спереди двухроторной крутильной машины. Роторы 7 и 7а установлены с возможностью вращения на их полой оси 9, и могут вращаться одновременно по направлению часовой стрелки и против часовой стрелки, каждая с приводом от электродвигателя. Указанием в отношении часов подразумевается, что ротор и формируемый шнур обращены в сторону наблюдателя. Роторы 7 и 7а включают многочисленные направляющие отверстия 8, размещенные по их окружности. Оптическое волокно и пластиковую оболочку 5 подают через полую ось 9. Многочисленные пряди 4 подают параллельно полой оси, собирая вокруг пластиковой оболочки 5 с образованием сердечника. Прядь 4 подают через каждое направляющее отверстие 8. Когда ротор 7 вращается, например, по часовой стрелке, захваченные в каждом направляющем отверстии пряди вращаются в том же направлении. Когда сердечник перемещается через фильеру 10, то, в зависимости от скорости вращения ротора, скрученная наружная обертка из волокон охватывает сердечник из собранных в пучок параллельных волокон. Ротор 7а в то же время вращается против часовой стрелки. Пряди, захваченные направляющими отверстиями 8 ротора, теперь наворачиваются в противоположном направлении, нежели пряди в роторе 7. В отношении как однороторной, так и двухроторной крутильных машин квалифицированному специалисту в этой области технологии будет понятно, что питающие бобины с материалом волокна, включающие эти шнуры, монтируются рядом с крутильным ротором, чтобы подавать пряди без обматывания до собирающей фильеры.
Фигура 5 представляет вид сбоку крутильной машины, иллюстрирующий формирование шнура 11 вращением ротора 7. Шнур 11 может подаваться, например, через собирающую фильеру 10. Стрелки показывают направление подачи прядей 4, оптического волокна 6 вместе со свободной оболочкой 6, и шнура 11.
Фигура 6 представляет вид сбоку начальной секции машины для формования трубки, включающей многочисленные ролики 12, 13, 14, 15, которые смонтированы с возможностью вращения на их оси 16.
Фигура 7 представляет соответствующий вид спереди. Один или многие ролики 12, 13, 14, 15 могут приводиться в движение приводным двигателем. Это также справедливо в отношении дальнейших роликов машины для формования трубки. Ролики 12, 13, 14, 15 размещены парами. Зазор между первой парой 12, 13 является меньшим, чем зазор между второй парой роликов 14, 15, вытягивающих и захватывающих металлическую ленту с рулона. Через зазоры подаются две боковых краевых области 18 металлической ленты 17. Этим путем машина для формования трубки стягивает материал с рулона, а также проталкивает краевые области 18, предпочтительно шаг за шагом, вперед через машину для формования металла.
Последующая секция машины для формования трубки включает одну или более пар роликов, формирующих срединную область 17 с образованием дугообразного профиля, как правило, шаг за шагом. Фигура 8 иллюстрирует одну пару роликов 20 и 21, которые смонтированы с возможностью вращения на их оси 16. Область 22 по окружности верхнего ролика 20 скруглена. Область 23 по окружности нижнего ролика 21 согласуется со скругленной окружной областью 22 так, что образуется U-образный или в форме разомкнутого круга зазор между парой роликов 20, 21. Срединная область металлической ленты 17 подается через U-образный или полукруглый зазор, как показано в фигуре 8, формирующий U-образный участок 19 металлической ленты 17. Чтобы сформировать U-образное или подобное поперечное сечение шаг за шагом, имеются многочисленные пары роликов. Первая пара формирует, например, сегмент круга с большим диаметром. Следующая пара роликов уменьшает диаметр, и так далее. В конце этой секции машины для формования трубки поперечное сечение металлической ленты 19 с краевыми кромками 18 выглядит подобно букве «U», полукругу, сегменту круга, и тому подобно.
Далее, на фигуре 9, представлена секция подачи шнура 11 в сформованную металлическую ленту 18, 19. Секция подачи включает пару подающих элементов 24, 25, которые подают шнур 11 на дно сформованной металлической ленты 18, 19, как показано в фигуре 9. Подающие элементы 24, 25 секции подачи могут иметь смонтированные со способностью вращаться ролики. Однако также возможны установленные фиксированными подающие элементы 24, 25.
Следующая секция машины для формования трубки формует срединную секцию 19 в круглый профиль, как правило, шаг за шагом. Эта секция включает одну или многие пары роликов. Окружные области такой пары роликов все более и более приближаются к кругу, чтобы шаг за шагом придать срединной области форму круга. В фигуре 10 показан один пример надлежащего ролика 26, 27, который формует срединную секцию 19 до кругообразного профиля. Один или более роликов, таких как 28, могут сначала прижимать уплощенные краевые участки 18 друг к другу, как только срединная секция примет форму круга. На фигуре 10 также показан гладильный ролик 28 для прижатия уплощенных краевых участков 18 друг к другу. Это представляет собой предпочтительное механическое замыкание трубки с нахлесточным швом шириной 3-4 мм.
Уплощенные краевые участки 18 не являются обязательными. Тогда в одном варианте осуществления настоящего изобретения толщина металлической ленты остается единообразной.
Фигуры 11, 11а, 11b показывают стадию механического замыкания трубки замковым швом одним из нескольких известных способов формирования шва, пригодных для практического осуществления настоящего изобретения. Фигура 11 показывает краевые области 18, протягиваемые совместно роликами 28 и 29, формирующими приподнятые гребни. Следующая и последняя секция машины для формования трубки вдавливает уплощенные краевые участки 18 к наружной окружности срединной секции 19, предпочтительно шаг за шагом, для замыкания трубки. Эта секция включает подходящие ролики 30, 31, которые шаг за шагом загибают уплощенные краевые участки 18 соответствующим образом, как показано в фигурах 11а и 11b.
Одна из двух краевых областей может иметь форму крючка, который удерживает другую краевую область, чтобы замкнуть трубку более надежным путем, как показано в фигуре 12.
Фигура 13 показывает надлежащий состав волокон, образованных из Е-стекла. Однако возможны другие составы стекол и/или смесей стекол, и керамические волокна, и могут составлять замещающие пряди волокон в шнуре.
В фигуре 14 приведен график взаимосвязи логарифмической величины вязкости и температуры, заимствованный из работы автора E.B. Shand «Engineering Glass, Modern Materials» («Техническое стекло, современные материалы»), том 6, издательство Academic Press, Нью-Йорк, 1968, стр. 262.
В одном примере настоящее изобретение относится к заключенному в пластиковую оболочку волоконно-оптическому световоду, окруженному разрыхленным низкощелочным стеклом с низкой температурой ликвидуса, покрытому наружной оболочкой из низкоуглеродистой стали.
Материал промежуточного слоя известен в промышленности как Е-стекло, хотя приемлемы другие материалы с низкой температурой плавления. Будет понятно одно, что плавкие материалы, такие как стекла, промежуточного слоя не проявляют отчетливой температуры плавления, такой как у кристаллических материалов, но размягчаются в пределах довольно широкого диапазона температур. Этот переход от твердого состояния в пластичное, называемый интервалом превращения, отличается непрерывным изменением вязкости с температурой, тем самым, в рамках настоящего изобретения, термин «плавиться», как применяемый к промежуточному слою, используется включающим температурный диапазон, где материал является текучим в достаточной мере, чтобы легко вытекать под действием собственного веса, или будучи вытесняемым весом противодействующего жидкого металла. Это зависит от химического состава стекла, и предпочтительно стекла с таким химическим составом, которое при температуре применения будет обеспечивать вязкость стекла между 10 и 103 пуаз.
В настоящем изобретении назначение заполнителя состоит в размягчении до вязкости текучего состояния под действием расплавленного металла, с временным образованием комка, который отводится и обнажает оптическое волокно. Температуры как ликвидуса, так и плавления представляют собой общие характеристики свойств материала, которые позволяют в достаточной степени удалять сформированный комок и тем самым открывать оптическое волокно. Более старый материал комка всплывает под давлением более плотного расплавленного металла, в то время как новый материал комка непрерывно образуется по мере продвижения многослойной проволоки с сердечником в расплавленный металл. Диапазон температур плавления заполнителя составляет величину между 60 и 95% от температуры расплавленного металла, и предпочтительно 80% температуры плавления металла.
Предпочтительный способ создания промежуточного слоя состоит во введении 24 прядей Е-стекла, составляющих сердцевину из 16 параллельных прядей, сведенных в пучок вокруг оптического волокна в их центре, и обернутых 8 прядями, наслоенными по часовой стрелке вокруг пучка. Вес объединенных волокон варьирует между 30-40 г/метр. Число филаментов на нить волокна обозначается как его «tow size». Величина «tow size» обычно приводится в терминах «К», или тысячах филаментов. Метрической единицей измерения является TEX (текс), который представляет вес в граммах километра нити (1000 метров). Величина «текс» предпочтительного Е-стекла составляет 1420 (г/км).
Выбор величин «tow» и «текс» представлен как экономический пример, Е-стекло представляет собой низкощелочное волокно общего назначения с температурой плавления ниже приблизительно 1000°С, с приблизительным составом, как показанным в ФИГ. 13. Хотя расплавленное состояние промежуточного слоя может быть достигнуто с использованием разнообразных материалов, известных квалифицированным специалистам в этой области технологии, описание общего класса Е-стекла для предпочтительного варианта осуществления настоящего изобретения можно найти в следующей публикации. ASM Handbook, том 21: «Composites» (#06781G), ASM International, 2001. Также в публикации E_R_and_D_glass_properties.pdf, доступной из Saint-Gobain Vetrotex, Deutschland GmbH.
Наружное покрытие представляет собой металл с содержанием Fe свыше 50%, с толщиной стенки между 0,3 мм и 1,5 мм и наружным диаметром между 10-14 мм. Наружное покрытие предпочтительно представляет собой низкоуглеродистую сталь с толщиной стенки 1 мм. Покрытие завернуто вокруг самого себя с перекрыванием на 3-4 мм нахлесточного шва, но может быть замкнуто известными способами, такими как замковый шов.
Пример 2. Альтернативная конструкция с введением 24 прядей Е-стекла с 1420 текс состоит из 8 параллельных прядей, сведенных в пучок вокруг имеющего переменный показатель преломления оптического волокна с размером 62,5/125 мкм, заключенного в пластиковую полупроницаемую оболочку диаметром 0,9 мм, в его центре, и обернутых 8 прядями, послойно размещенных по часовой стрелке вокруг пучка, и дополнительных 8 прядей, намотанных по направлению против часовой стрелки вокруг последней обертки. Результирующий вес составляет приблизительно 70 г/2 метра. Наружная оболочка представляет собой металл с содержанием Fe более 50%, с толщиной стенки между 0,3 мм и 1,5 мм и наружным диаметром между 10-14 мм. Наружное покрытие предпочтительно представляет собой низкоуглеродистую сталь с толщиной стенки 1 мм. Покрытие завернуто вокруг самого себя с перекрыванием на 3-4 мм нахлесточного шва, но может быть замкнуто известными способами, такими как замковый шов.
Пример 3. Альтернативная конструкция из 24 прядей из волокна, имеющего переменный показатель преломления оптического волокна с размером 62,5/125 мкм или, альтернативно, 50/125 мкм, с полупроницаемой трубкой размером 0,900 мм, размещенной в середине пучка волокон. Восемь из 16 волоконных прядей в пучке представляют собой Е-стекло, и 8 прядей могут быть материалом Ecomab, щелочноземельно-силикатным волокном, (AES), материалом, производимым фирмой Keramab, Haverheidelaan 4, D9140, Темсе, Бельгия, с температурой плавления приблизительно 1330°С. Типичный состав AES-материала состоит из 50-82% кремнезема, 18-43% оксида кальция и/или магния, и менее 6% оксида алюминия, оксида титана или циркония, и следовых количеств оксидов. Вокруг пучка наматываются дополнительные еще 8 прядей из Е-стекла. В целом 8 из 24 прядей представляют собой AES, остальные представляют собой Е-стекло, служащее для снижения температуры плавления смешанных волокон. Плотность промежуточного слоя в собранном состоянии составляет приблизительно 0,51 г/см3. Промежуточный волоконный слой затем покрывают металлической оболочкой в виде трубки с нахлесточным швом, содержащей по меньшей мере 50% Fe и имеющей размер приблизительно 1 мм.
Было найдено, что расплавленный слой материала, образующий комок вокруг оптического волокна, вытекает наружу с волокна с прогнозируемой скоростью, которая является функцией вязкости расплава и разности в плотности между ним и расплавленной сталью. В практическом смысле, что касается разности плотностей расплавленного металла и расплавленного заполнителя, хотя обе зависят от температуры и состава, они являются относительно постоянными в пределах обсуждаемого диапазона. Когда оптический Проволока с сердечником погружается в ванну расплавленной стали, наружная оболочка расплавляется, обнажая заполнитель, который затем расплавляется и образует слой расплава вокруг оптического волокна. Поскольку температура плавления заполнителя является значительно более низкой, чем температура расплавленного металла, он, будучи однажды расплавленным, гарантирует, что он будет всегда в расплавленном состоянии. Стало очевидно, что малая вариация разности между плотностью стали и плотностью расплавленного комка обусловливает более предсказуемый механизм обнажения и возобновления свежей оптической поверхности. Направленная вверх сила воздействия вытесненного металла на расплавленный заполнитель выталкивает расплавленный комок назад и прочь от оптического сердечника, которое становится выступающим из образующего комок заполнителя. По мере продолжения подачи достаточное количество расплавленного заполнителя накапливается у основания, и часть этого количества увлекается протяженным оптическим сердечником, пока направленное вверх воздействие расплавленного металла на накопившийся комок не приведет к излому оптического волокна у его нераскрытого основания. Поэтому скорость обнажения обновленного оптического волокна в большей степени зависит от почти постоянного соотношения плотностей комка/расплавленной стали, позволяя варьировать скорость подачи в широком диапазоне. Было найдено, что отведение расплавленного комка от продвигающегося вперед конца оптического волокна приводит к более воспроизводимым благоприятным возможностям детектирования, нежели возможное разрушение взрывами, которое основывается на механическом срезании кончика для возобновления поверхности.
Список условных обозначений
1: волоконный материал
2: Проволока с сердечником
3: металлическое покрытие; металлическая трубка; металлическая оболочка
4: прядь, состоящая из многочисленных волокон
4а прядь из примешанного альтернативного материала
5: свободная оболочка; полупроницаемая оболочка в виде пластиковой трубки
6: оптическое волокно с переменным показателем преломления
7: ротор крутильной машины, одинарного кручения
7а: ротор крутильной машины для второго кручения в противоположном направлении
8: направляющее отверстие
9: полая ось
10: фильера
11: шнур
12: ролик
13: ролик
14: ролик
15: ролик
16: ось ролика
17: металлическая лента
18: краевая область
19: срединная область
20: верхний ролик
21: нижний ролик
22: окружная область
23: окружная область
24: подающий элемент
25: подающий элемент
26: ролик
27: ролик
28: ролик
29: ролик
30: ролик
31: ролик
32 нахлесточный шов
33 врезанный заподлицо нахлесточный шов
34 плоский замковый шов
35 шпунтованный плоский замковый шов
36 натриево-известковое стекло
37 боросиликатное стекло
38 96%-ное кварцевое стекло
39 плавленый кварц
40 температура деформирования
41 температура отжига
42 температура размягчения
43 рабочий диапазон
44 рабочая точка
45 температура плавления
E типичное Е-стекло
A асимптотические пределы
T температура
V вязкость
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСХОДУЕМОЕ ОПТОВОЛОКНО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОЙ СТАЛИ | 2016 |
|
RU2719353C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2017 |
|
RU2710384C2 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| ПОГРУЖНОЕ СОПЛО ДЛЯ КАБЕЛЯ С ВОЛОКОННО-ОПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2017 |
|
RU2721019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| КАТЕТЕР С ВСЕНАПРАВЛЕННЫМ ОПТИЧЕСКИМ НАКОНЕЧНИКОМ, ОБЛАДАЮЩИЙ ИЗОЛИРОВАННЫМИ ОПТИЧЕСКИМИ ПУТЯМИ | 2008 |
|
RU2491014C2 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ХОЛОДОСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕРАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2535603C2 |
| ВЯЗАНОЕ ПОЛОТНО ИЗ МЕТАЛЛИЧЕСКОГО СПЛАВА ДЛЯ ВЫСОКОТЕМПЕРАТУРНЫХ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2719223C2 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ В РАСПЛАВЛЕННЫХ МАССАХ | 2012 |
|
RU2509992C2 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ, ИСПОЛЬЗУЕМЫЙ В НЕМ НАКОНЕЧНИК И СПОСОБ ИЗГОТОВЛЕНИЯ НАКОНЕЧНИКА | 1999 |
|
RU2264640C2 |
Изобретение относится к области оптоволоконных измерительных устройств. Проволока (2) с сердечником для измерения температуры ванны расплава содержит оптическое волокно (6), металлическую трубку, по сторонам окружающую оптическое волокно (6), промежуточный слой (4), размещенный между металлической трубкой и оптическим волокном и выполненный в виде шнура из волокон. Промежуточный слой выполнен из плавкого материала так, что фрагменты промежуточного слоя легко разжижаются под воздействием температур расплавленного металла, образуя расплавленный комковатый слой, причем плотность промежуточного слоя перед расплавлением составляет от 0,3 до 1,7 г/см3. Поверхность раздела между упомянутым расплавленным комковатым слоем и остальным нерасплавленным промежуточным слоем является газопроницаемой и обеспечивает возможность прохода продуктов сгорания промежуточного слоя по направлению, противоположному относительно расплавленного материала промежуточного слоя. Технический результат заключается в обеспечении возможности повышения достоверности измерения температуры. 3 н. и 11 з.п. ф-лы, 14 ил.
1. Проволока (2) с сердечником для измерения температуры ванны расплава, содержащая
оптическое волокно (6),
металлическую трубку, по сторонам окружающую оптическое волокно (6),
промежуточный слой (4), размещенный между металлической трубкой и оптическим волокном и выполненный в виде шнура из волокон,
при этом промежуточный слой выполнен из плавкого материала так, что фрагменты промежуточного слоя легко разжижаются под воздействием температур расплавленного металла, образуя расплавленный комковатый слой,
причем плотность промежуточного слоя перед расплавлением составляет от 0,3 до 1,7 г/см3, и
поверхность раздела между упомянутым расплавленным комковатым слоем и остальным нерасплавленным промежуточным слоем является газопроницаемой и обеспечивает возможность прохода продуктов сгорания промежуточного слоя по направлению, противоположному относительно расплавленного материала промежуточного слоя.
2. Проволока (2) с сердечником по п.1, отличающаяся тем, что длина шнура (11) составляет по меньшей мере 500 метров, предпочтительно по меньшей мере два километра.
3. Проволока (2) с сердечником по п.1, отличающаяся тем, что промежуточный слой состоит из материала, имеющего диапазон плавления между 1000°С и 1500°С, предпочтительно между 1200°С и 1400°С.
4. Проволока (2) с сердечником по любому из пп. 1-3, отличающаяся тем, что шнур (11) состоит из разрыхленных прядей (4).
5. Проволока с сердечником по любому из пп. 1-4, отличающаяся тем, что шнур (11) сформирован из волокон (1) Е-стекла.
6. Проволока с сердечником по любому из пп. 1-5, отличающаяся тем, что промежуточный слой (4) размещен между металлической трубкой (3) и трубкой (5), сформированной из пластика или картона, причем оптическое волокно (6) находится внутри пластиковой или картонной трубки (5).
7. Проволока с сердечником по п. 6, отличающаяся тем, что наружный диаметр оптического волокна (6) меньше, чем внутренний диаметр трубки (5), сформированной из пластика или картона, причем оптическое волокно (6) является подвижным внутри трубки (5), сформированной из пластика или картона.
8. Проволока с сердечником по любому из пп. 1-7, отличающаяся тем, что плотность материала промежуточного слоя (4) составляет менее 5 г/см3, предпочтительно менее 4 г/см3, более предпочтительно менее 3 г/см3.
9. Способ изготовления проволоки с сердечником для измерения температуры ванны расплава по любому из 1-8, включающий стадии, в которых
• подают оптическое волокно (6) через ось (9) вращения крутильной машины,
• скручивают пряди (4) вокруг оптического волокна (6) с помощью крутильной машины с образованием шнура (11),
• формируют металлическую ленту (17), имеющую U-образное поперечное сечение или форму разделенного круга, при помощи машины для формования трубки,
• подают шнур (11) в металлическую ленту (17), имеющую U-образное поперечное сечение или форму разделенного круга,
• формуют упомянутую металлическую ленту (17) в трубку с помощью машины для формования трубки.
10. Способ по п.9, отличающийся тем, что машина для формования трубки формирует механическое замыкание трубки в непрерывном режиме.
11. Устройство для изготовления проволоки с сердечником для измерения температуры ванны расплава, выполненное для осуществления способа по любому из пп. 9, 10, включающее
машину для скручивания шнура,
машину для формования трубки, имеющую первую секцию, которая формирует металлическую ленту, имеющую U-образное поперечное сечение или форму разделенного круга,
подающее устройство, которое подает шнур, сформированный машиной для скручивания шнура, в ленту с U-образным поперечным сечением или формой разделенного круга,
причем машина для формования трубки дополнительно формирует содержащую шнур трубку из упомянутой металлической ленты с U-образным поперечным сечением или формой разделенного круга.
12. Устройство по п.11, отличающееся тем, что включает в себя секцию, которая выравнивает краевые области (18, 19) металлической ленты (17).
13. Устройство по п.11 или 12, отличающееся тем, что включает в себя секцию, которая формирует механическое замыкание для трубки.
14. Устройство по любому из пп. 11-13, отличающееся тем, что включает в себя многочисленные ролики (12, 13, 14, 15), которые формуют металлическую ленту (11) в постадийном режиме.
| Способ получения -аспарагиназы | 1973 |
|
SU438684A1 |
| US 4484963 A, 27.11.1984 | |||
| US 20020196993 A1, 26.12.2002 | |||
| УСТРОЙСТВО для ПОДАЧИ ВЛАЖНОГО волокнистого МАТЕРИАЛА | 0 |
|
SU306204A1 |
| WO 9610202 A1, 04.04.1996. | |||

