Изобретение относится к расходуемой проволоке с сердечником, содержащей окруженное покровом оптическое волокно, для измерения температуры ванны расплавленной стали.
В JPH0815040 (A) описан способ, который предусматривает подачу расходуемого оптоволокна в жидкий металл для измерения температуры ванн расплавленных металлов. Аналогичные способ и устройство для измерений расплавленных металлов с использованием оптических волокон также описан в US 5730527. Расходуемые оптические волокна этого вида известны, например, из JPH11160155 (A). Они представляют собой заключенные в металлическую оболочку одиночные оптические волокна, где оптический сердечник покрыт металлическим покровом, обычно из нержавеющей стали, который служит для придания жесткости оптическому волокну, вследствие чего оно может быть погружено в расплавленный металл. Хотя эти погружаемые оптические волокна могут проникать под поверхность расплава, они страдают от быстрого разрушения.
Усовершенствования этих быстро расходуемых оптических волокон содержат дополнительные защитные структуры и известны, например, из JPH10176954 (A). Там оптическое волокно окружено защитной металлической трубкой, окруженной дополнительным слоем пластмассового материала. Это изолированное расходуемое оптическое волокно, погружаемое в расплавленный металл, подают из катушки или бухты с заданной скоростью, при которой кончик оптического волокна будет подвергаться воздействию металла при его глубоком погружении. Глубина погружения в момент воздействия важна для точного измерения температуры, и поэтому для точных показаний температуры необходимы предотвращение раннего разрушения или быстрое перемещение кончика оптического волокна к точке измерения. В JPH09304185 (A) раскрыто решение по скорости подачи, где скорость расходования волокна должна быть больше, чем скорость расстекловывания, тем самым гарантируя, что всегда доступна свежая поверхность оптического волокна.
Поскольку тепло от любого источника разрушает волокно, его непосредственно перед погружением следует защитить от притока тепла. Аналогично, оставшаяся неиспользованной часть также должна быть защищена от теплопритока после измерения, чтобы она была пригодна для следующего измерения.
US 5585914 предусматривает, что расходуемое оптическое волокно можно подавать в расплавленный металл через сопло со скоростью 5 мм/с за 10 секунд, затем выдерживать это погружение в течение 20 секунд, и при циклическом выполнении это можно рассматривать как непрерывное. JPH09304185 (A) предусматривает, что для точных результатов скорость разрушения и последующего воздействия на новую поверхность должна соответствовать той скорости, с которой разрушается стекловидная структура его кончика, то есть новый материал волокна постоянно подается взамен расстеклованного волокна и поэтому пригоден для приема и переноса излучения, без потерь излучения.
Для выполнения этой замены волокно подают в расплавленный металл до тех пор, пока его температурный отклик не превысит заданное значение. Подачу прекращают на 2 секунды и определяют температуру. Затем волокно снова подают в металл на 10 мм и прекращают подачу на две секунды и определяют вторую температуру. Сопоставление первой и второй температур позволяет определить, было ли достигнуто успешное измерение, или что необходимы ли дополнительные циклы. Кроме того, в качестве средства определения того, приемлемо ли показание, скорость подачи не указана.
Дополнительно, поскольку производство стали - это периодический процесс, вышеуказанные работы уровня техники страдают от того, что предшествующие измерения с использованием оставшейся части намотанного оптического волокна приведут к расстекловыванию, и поэтому следовать этому способу нельзя, поскольку исходное определение заданного значения температуры следующего измерения невозможно осуществить надлежащим образом. JPH09243459 (A) усматривает корректирующее действие в том, что поврежденные части расходуемых оптических волокон следует каждый раз отрезать от подающей катушки для обеспечения еще не расстеклованного волокна, без каких-либо указаний на то, как следует определять степень расстекловывания.
На практике это требует наличия дополнительного оборудования для отрезания поврежденной части волокна, а в случае, когда погружение осуществляют в металл сверху, его необходимо вынимать через слой шлака, который может накапливаться на волокне, мешая его извлечению из сосуда и механизма обрезки.
Все различные схемы подачи расходуемого оптического волокна рассчитаны на воздействие на сердцевину оптического волокна расплавленным металлом перед расстекловыванием, однако скорость расстекловывания зависит от реальных условий расплавленного металла, таких как его температура, его движение, удерживающий его сосуд и шлак, покрывающий ванну, а также термических условий, воздействию которых подвергается оптическое волокно до и после каждого измерительного цикла.
Было обнаружено, что поскольку доступность свежей поверхности волокна является существенной для точного измерения температуры, и эта доступность зависит от того, каким образом волокно погружается в расплавленный металл, то вероятно возникновение множественных схем подачи из-за самых разнообразных условий, воздействию которых волокно будет подвергаться при погружении в и прохождении через различные металлургические сосуды в различные моменты времени в ходе обработки металлов.
Если изменение скорости расстекловывания можно свести к минимуму за счет улучшения конструкции расходуемого оптического волокна, применимость этого метода измерения можно распространить на более широкий диапазон металлургических сосудов, без подгонки режима подачи к определенным требованиям.
Многослойные конструкции проволоки со стальным внешним покровом используют на сталелитейных заводах для избирательного введения легирующих веществ в ванну расплавленной стали. Они обычно называются проволоками с наполнителем или порошковыми проволоками и описаны в DE19916235A1, DE3712619A1, DE19623194C1 и US 6770366. В US 7906747 раскрыта проволока с наполнителем, содержащая материал, который пиролизуется при контакте с ванной жидкого металла.
В US 5988545 раскрыта система введения проволоки с наполнителем, причем эти проволоки с наполнителем поставляются в катушках или на бухтах, например, для комбинирования со специальными механизмами подачи проволоки, такими как раскрытые в EP 0806640, JPH09101206 (A), JPS6052507 (A) и DE3707322 (C1), для осуществления практического погружения проволоки с наполнителем.
В US 7748896 раскрыто устройство для измерения параметра ванны расплава, содержащее оптическое волокно, покров (покрытие), сбоку окружающий(ее) оптическое волокно, и детектор, соединенный с оптическим волокном, при этом покров окружает оптическое волокно в несколько слоев, причем один слой содержит металлическую трубку, а под металлической трубкой расположен промежуточный слой, содержащий порошковый или волокнистый или гранулированный материал, причем материал промежуточного слоя окружает волокно в виде множества кусков (частей).
Промежуточный слой образован из порошка диоксида кремния или порошка оксида алюминия и может содержать газообразующий материал. Раскрытый признак промежуточного слоя, окружающего волокно в виде множества отдельных частей, означает в смысле того изобретения, что конструкция в виде множества частей существует в рабочем состоянии, иными словами, во время или после погружения в подлежащую измерению ванну расплава, так что куски промежуточного слоя остаются отдельными и разделяемы в ходе использования. Добавление газообразующего материала способствует взрывному разделению частей промежуточного слоя.
Хотя эти части содержатся в нерасплавленной внешней металлической оболочке, эта конструкция проволоки с оптическим сердечником способствует поддержанию оптического волокна в его центре при очень низкой температуре в течение относительно длительного времени. Расстекловывание из-за повышенных температур, которое будет разрушать оптическое волокно, замедляется. Начиная от конкретной температуры и далее в ходе погружения в расплавленный металл, расширение газов промежуточного слоя принудительно удаляет неприкрепленные слои покрова.
Волокно неустойчиво нагревается до температуры равновесия в ванне расплавленного металла, вследствие чего измерение может происходить очень быстро, до того, как оптическое волокно или его конец, погруженный в ванну расплавленного металла, расстекловывается. Эта непредсказуемость взрывного характера газовыделения для вскрытия (обнажения) свежей оптической поверхности приводит к беспорядочным результатам, которые подвержены различным интерпретациям и неправильному считыванию истинной температуры.
Согласно известному требованию точного измерения температур погруженным оптическим волокном, оптическое волокно должно расходоваться со скоростью, равной или большей, чем скорость расстекловывания оптического сердечника. Поскольку скорость расстекловывания является функцией как количества тепла, подводимого к оптическому сердечнику в ходе его погружения в расплавленный металл, так и тепла, подводимого к оптическому сердечнику вследствие воздействия на него внешней среды, окружающей оптическое волокно сердечника, оно должно расходоваться соразмерно условиям предварительного воздействия, таким как лучистая теплота в месте погружения, температура шлака, а также температура расплава конкретной печи.
Задача изобретения состоит в дальнейшем улучшении измерения температуры в ванне расплавленной стали.
Эта задача решается за счет улучшенной проволоки с сердечником, содержащей признаки независимых пунктов формулы изобретения. Предпочтительные варианты воплощения содержат признаки зависимых пунктов.
Изобретение относится к проволоке с сердечником для измерения температуры расплавленного металла, содержащей оптическое волокно и покров, сбоку окружающий оптическое волокно, причем покров окружает оптическое волокно в несколько слоев, при этом один слой содержит металлическую трубку, а под металлической трубкой расположен промежуточный слой, отличающейся тем, что промежуточный слой, весь промежуточный слой и/или покров, сбоку окружающий оптическое волокно, может плавиться непосредственно при погружении в расплавленный металл или при непосредственном воздействии расплавленного металла.
Термин «плавление» для материалов, отличных от металлов с четкой температурой плавления, относится в рамках объема данной заявки к состоянию материала, который является достаточно текучим для легкого течения под действием своего собственного веса или сдавливания под действием веса другой жидкости, такой как противолежащий жидкий металл. Таким образом, стеклянный материал может быть в частности описан как «расплавленный», обладающий вязкостью 10-10000 пуаз, предпочтительно 10-1000 пуаз. Фигура 8 показывает вязкость стеклянного материала в зависимости от температуры.
«Непосредственно при погружении» означает в момент непосредственного контакта с расплавленным металлом. Однако когда весь промежуточный слой содержит металл, «непосредственно при погружении» включает в себя время нагрева таких металлических компонентов до температуры плавления, чтобы они стали текучими. В последнем случае «непосредственно при погружении» подразумевает, что таких металлических компонентов мало и они достаточно малы, чтобы плавиться немедленно, например, менее чем за секунду.
Таким образом, по описанным ниже подробно причинам, может быть достигнуто надежное измерение.
В одном варианте воплощения проволока с сердечником имеет погружаемую сторону для погружения в расплавленный металл и противоположную сторону, причем промежуточный слой составлен таким образом, чтобы промежуточный слой плавился в ходе погружения в расплавленный металл на погружаемой стороне и в то же время оставался нерасплавленным и/или пористым на противоположной стороне.
При наличии проволоки с сердечником с погружаемой стороной, где промежуточный слой может плавиться в ходе погружения, и противоположной стороной с нерасплавленным промежуточным слоем, оптическое волокно может быть хорошо защищено промежуточным слоем для надежного измерения. Нерасплавленный и/или пористый промежуточный слой может обеспечивать хорошую изоляцию оптического волокна.
В одном варианте воплощения оптическое волокно расположено по центру в проволоке с сердечником и/или покрыто трубкой или оболочкой из пластмассы. Таким образом, может быть достигнута эффективная защита оптического волокна.
В одном варианте воплощения проволока с сердечником содержит промежуточный слой с более низкой точкой плавления, чем у металла, предпочтительно, менее чем 90% или от 50% до 85% от точки плавления металла, при этом температура точки плавления измеряется в °C.
Термин «точка плавления» в рамках объема данной заявки следует понимать в вышеописанном смысле «плавления» для неметаллов и не взаимозаменимым с точками плавления или температурами плавления, иногда предполагаемыми, например, у стеклянных материалов. Поэтому «точка плавления» по фигуре 8 при 100 пуаз не является точкой плавления стекла в рамках смыслового значения данной заявке.
Таким образом, может быть достигнуто стационарное состояние защищающего комка расплавленного промежуточного слоя, а значит, и надежное измерение.
В одном варианте воплощения промежуточный слой может образовывать в стационарном состоянии комок расплавленного промежуточного слоя, окружающий оптическое волокно в ходе измерения.
Стационарное состояние означает, что жидкий комок вокруг оптического волокна сохраняется, несмотря на отток и приток материала, так что избыточный материал расплавленного комка покидает комок, тогда как новый материал комка для возмещения упомянутой потери материала пополняется за счет плавящегося покрова, сбоку окружающего оптическое волокно, и/или плавления промежуточного слоя.
Поэтому может быть достигнуто надежное измерение непрерывно обновляющимся оптическим волокном со сниженными помехами, вызванными окружающим покровом.
В одном варианте воплощения промежуточный слой может обеспечивать плотность в нерасплавленном состоянии как массу, деленную на объем пористой структуры, которая по меньшей мере на 30% ниже плотности в расплавленном состоянии как массы, деленной на объем конгломерированного расплавленного материала.
Чтобы проиллюстрировать смысловое значение плотности в нерасплавленном и расплавленном состоянии, в качестве примера может послужить шарик стекловаты. Шарик стекловаты - это очень легкий и мягкий материал, несмотря на то, что физическим свойством стекла, составляющего стекловату, является высокая вязкость жидкого материала. Легкий и мягкий материал занимает некий объем, и если взять массу и объем этого шарика стекловаты, можно рассчитать плотность в нерасплавленном состоянии. После нагрева той же стекловаты до ее температуры плавления при стекловарении она потечет как жидкость. Стекловата будет скукоживаться и образовывать комочек стекла. Объем, который занимает этот комочек, и массу, которая такая же, что и масса исходного шарика стекловаты, делят друг на друга для расчета плотности в расплавленном состоянии. Это две различные плотности, но они возникают из состояния промежуточного слоя до и/или во время использования.
Плотность в расплавленном состоянии – это плотность комка, образовавшегося на выступе оптического волокна или на поверхности кончика оптического волокна. Комок имеет границу раздела, которая контактирует со сталью, и эта граница раздела представляет собой границу жидкость/жидкость. Противоположная граница раздела комка представляет собой границу раздела жидкость/твердое тело, и она контактирует с нерасплавленным промежуточным слоем, который снабжает жидкий комок вновь расплавленным материалом.
Плотность в нерасплавленном состоянии по меньшей мере на 30% ниже плотности в расплавленном состоянии позволяет получать надежные результаты измерения. Это соотношение важно, поскольку промежуточный слой является изолирующим, будучи нерасплавленным, защищая неиспользованное оптическое волокно. Таким образом, промежуточный слой в ходе использования может измениться, перейдя от плотности в нерасплавленном к плотности в расплавленном состоянии, когда промежуточный слой подвергается воздействию расплавленного металла и скукоживается, в частности, под действием своего собственного поверхностного натяжения и под действием сдавливающего его расплавленного металла. Его более высокая плотность в металле содействует хорошему теплообмену с оптическим волокном и способствует уносу излишка расплавленного комка и расстеклованного оптического волокна при обнажении новой поверхности.
В одном варианте воплощения промежуточный слой имеет плотность в расплавленном состоянии, которая соответствует по меньшей мере 15% и/или по большей мере 60% от 7 г/см³ или общей плотности расплавленного металла.
Плотность расплавленного промежуточного слоя по сравнению с 7 г/см³ или плотностью расплавленной стали в интервале по меньшей мере 15% и/или по большей мере 60% относительно постоянна для расплавленных металлов, поскольку, например, все кремниевые стекла, в частности со щелочноземельным силикатом (alkali earth silicate, AES), и сталь все еще находятся в узком диапазоне по отношению к отклонению в соотношении плотностей. Например, плотности как расплавленного стекла, так и расплавленного металла изменяются в том же направлении по отношению к температуре.
Промежуточный слой может состоять из 100% E-стекла, 100% базальтового стекла или смеси 33% AES и 66% E-стекла. Таким образом, может быть достигнуто надежное измерение.
В одном варианте воплощения скорость удаления комка расплавленного промежуточного слоя с поверхности выступа оптического волокна может зависеть от разности плотностей между жидким комком и жидким расплавленным металлом.
Выступ оптического волокна представляет собой тот рабочий кончик оптического волокна, который обычно выступает на погружаемой стороне из проволоки с сердечником в ходе измерения.
Скорость удаления комка относится к количеству избытка расплавленного комка, покидающего комок за определенный период времени. Удаление комка с поверхности кончика является функцией разности плотностей между жидким комком и жидким металлом и как таковое воспроизводимо на практике, поскольку это соотношение имеет на практике низкую изменчивость. Это, как правило, применимо для металла: стали, железа, меди и т.д.
Таким образом, комок может пополняться из-за плавления промежуточного слоя, а, следовательно, расходующаяся проволока с сердечником может сохранять относительно выдержанный по размерам комок, всегда восполняющий избыток расплавленного материала комка, который утек.
В одном варианте воплощения проволока с сердечником или металлическая трубка не является газонепроницаемой, в частности, посредством нахлесточного шва, или является газонепроницаемой, в частности, посредством замкового шва, например, потайного нахлесточного шва или лежачего фальца.
Металлическая трубка, как правило, относится к внешней металлической оболочке или внешнему металлическому покрытию. Плотность нерасплавленного(ых) промежуточного(ых) слоя или слоев предусматривает наличие открытой пористости позади расплавленного комка в ходе измерения.
Проволока с сердечником или металлическая трубка может быть сконструирована так, чтобы она не была газонепроницаемой, предпочтительно посредством нахлесточного шва, с небольшими производственными издержками. Такая не газонепроницаемая конструкция или обеспечение нахлесточного шва будет позволять газу во внутренней структуре проволоки с сердечником уходить из комка внутри металлической трубки через пористый промежуточный слой, а также через шов.
В качестве альтернативы, проволока с сердечником или металлическая трубка может быть сконструирована газонепроницаемой, предпочтительно с замковым швом, с небольшими производственными издержками, обеспечивая возможность такого же движения газа через внутреннюю структуру проволоки с сердечником, но не из комка, а на выход через шов.
Изобретение также относится независимо к проволоке с сердечником, содержащей оптическое волокно и покров, сбоку окружающий оптическое волокно. Покров окружает оптическое волокно в несколько слоев. Один слой представляет собой металлическое покрытие, также называемое металлической оболочкой или металлической трубкой. Под металлической трубкой расположен промежуточный слой, также называемый наполнителем. Промежуточный слой образован из газопроницаемого теплоизоляционного материала, обладающего точкой плавления по меньшей мере 600°C или по меньшей мере 1000°C и/или по большей мере 1500°C, предпочтительно от 1000°C до 1400°C, более предпочтительно от 1200°C до 1400°C, вследствие чего куски промежуточного слоя текучи при воздействии температур расплавленного металла.
Оптическое волокно представляет собой гибкое, прозрачное волокно. Оптические волокна используют, чаще всего, в качестве средства для передачи света между двумя концами волокна. Оптическое волокно может быть образовано из стекла или пластмассы. Материалом промежуточного слоя может быть E-стекло, боросиликатное стекло, базальтовые щелочноземельные силикаты и/или смесь этих стекол. Металлическое покрытие или, соответственно, металлическая оболочка может быть образовано(а) из полосы металла толщиной 0,5-1,5 мм, предпочтительно, толщиной 1,0 мм, с содержанием Fe более 50%, предпочтительно, из низкоуглеродистой стали, и может быть выполнено(а) в виде трубки с нахлесточным швом. Шов, в частности, образован механически и не герметизирован адгезивом или клеями.
Подходящее время для применения этого устройства, ближе к концу процесса рафинирования, температура ванны стали составляет примерно 1600°C. Когда проволока с сердечником попадет в ванну расплавленной стали, металлическая трубка расплавится и растворится в ванне металла, поскольку точка плавления материала промежуточного слоя намного ниже, чем температура ванны расплавленной стали.
Промежуточный слой будет, в частности, плавиться с образованием комка с жидкой границей раздела рядом с жидким металлом.
Комок в общем означает массу расплавленного материала, такого как стекло или металл.
Части комка будут вытекать непосредственно после этого, из-за того, что точка плавления материала промежуточного слоя намного ниже, чем температура ванны расплавленной стали.
Следует учитывать, что плавленые материалы, такие как стекла промежуточного слоя, не обладают четкой точкой плавления, в отличии от кристаллических материалов, а размягчаются на протяжении достаточно широкого температурного диапазона. Этот переход из твердого состояния к пластмассоподобному поведению, называемый интервалом превращения, отличается непрерывным изменением вязкости с температурой, а значит, в объеме данного изобретения термин «расплав» применительно к промежуточному слою использован для охвата того температурного интервала, где материал достаточно текуч для легкого течения под действием своего собственного веса или сдавливания под весом противолежащего жидкого металла.
Он является функцией химического состава стекла, и предпочтительно, химический состав стекла таков, чтобы при температуре использования получалась вязкость стекла между 10-103 пуаз. Зависимость логарифма вязкости и температуры известна из работы E.B. Shand, Engineering Glass, Modern Materials, Vol. 6, Academic Press, New York, 1968, p. 262.
Было обнаружено, что при сплавлении материала промежуточного слоя расплавленный комковидный слой материала охватывает оптическое волокно, обеспечивая исходную защиту, а затем он будет стекать с оптического волокна с предсказуемой скоростью, которая зависит от его вязкости в расплавленном состоянии и разницы в плотностях между ним и расплавленной сталью. В практическом смысле, разница в плотностях ванны расплавленного металла и расплавленного комка, образовавшегося из промежуточного слоя, хотя обе и являются функцией температуры и состава, они относительно постоянны в интервале применения.
Вплоть до того момента, как проволоку с оптическим сердечником погружают, центральное оптическое волокно термоизолированно защищено за счет относительно низкой плотности нерасплавленного промежуточного слоя, пока внешняя металлическая оболочка не расплавится, обнажая наполнитель (промежуточный слой), который впоследствии расплавляется и обтекает оптическое волокно. Поскольку температура плавления соответствующего промежуточного слоя-наполнителя обычно существенно ниже, чем температура расплавленного металла, его обнажение гарантирует, что он всегда будет находиться в расплавленном, текучем состоянии. Постепенно развивающееся плавление промежуточного слоя может привести к образованию расплавленного комка, окружающего оптическое волокно.
Образование комка создает границу раздела жидкость/жидкость с расплавленным металлом и в то же время противоположную расплавленному металлу границу раздела жидкость/твердое. Объем накапливающегося комка, окружающего оптическое волокно, ограничен обусловленными плотностью гидродинамическими силами, действующими на его расплавленную массу, и его поверхностным натяжением. Любой избыточный объем стекает с границы раздела жидкость/жидкость и постепенно восполняется на границе раздела жидкость/твердое, вследствие чего может быть достигнуто стационарное состояние комка расплавленного промежуточного слоя, окружающего оптическое волокно. Таким образом, объем расплавленного стеклянного материала на кончике плавящейся проволоки с оптическим сердечником остается относительно постоянным.
Становится ясным, что разница между плотностью стали и плотностью расплавленного комка приводит к более предсказуемому механизму обнажения и обновления свежей оптической поверхности. Направленная вверх сила смещающегося металла, воздействующая на расплавленный материал промежуточного слоя (материал наполнителя), толкает расплавленный комок назад и с оптического волокна, которое остается простирающимся из комковидного наполнителя и образует выступ. Без упрочняющей внутренней металлической оболочки, как в уровне техники, это выступающее волокно оказывается достаточно слабым (непрочным). По мере того, как продолжается подача, достаточное количество расплавленного наполнителя накапливается у основания, и часть этого количества затягивается с протяженным оптическим сердечником в расплавленный металл, пока направленная вверх сила расплавленного металла, действующая на собравшийся комок, не разломает оптическое волокно у его основания.
Поэтому скорость нерасстеклованного оптического волокна, обнажаемого расплавленному металлу, в большей мере зависит от почти постоянного соотношения плотностей комок/расплавленная сталь и глубины погружения, таким образом, обеспечивая широкий допустимый диапазон по скорости подачи. Было обнаружено, что стягивание расплавленного комка с продвигающегося вперед выступа кончика оптического волокна приводит к возможностям более воспроизводимого детектирования.
За счет обеспечения промежуточного слоя, выполненного из газопроницаемого теплоизоляционного материала, обладающего точкой плавления в температурном диапазоне от 600°C до 1500°C или от 1000°C до 1500°C, предпочтительно, на уровне от 1200°C до 1400°C, резкий «взрыв» и расширение по патентным документам US 7748896 и US 2007/0268477 A1 могут быть предотвращены и заменены более контролируемым воздействием на волокно со стороны ванны.
В предпочтительном варианте воплощения промежуточный слой образован из волокон. Волокна не могут высыпаться подобно частицам из проволоки с сердечником заранее, когда проволока с сердечником подается в расплав. Высыпание перед поступлением в расплав снизило бы теплоизоляцию оптического волокна, что понизило бы надежность результатов измерения. Для слипания материала наполнителя не требуется никакого адгезива или смолы, что исключает присутствие материалов, которые могут обладать потенциальной возможностью взрывного газообразования.
В предпочтительном варианте воплощения волокна представляют собой бесконечные (непрерывные) волокна. Это способствует надежности измерения. Кроме того, бесконечные волокна облегчают изготовление промежуточного слоя.
В предпочтительном варианте воплощения промежуточный слой образует канат. В общем, канат представляет собой группу волокон, которые свиты или сплетены друг с другом, чтобы объединить их с образованием более крупной и более прочной формы. В классическом смысле слова канат состоит, в частности, из волокон, которые собраны в нить, а множественные нити могут быть собраны в прядь, несколько прядей из которых могут быть собраны в канат. Использование слова «канат» по настоящему изобретению следует воспринимать в его самом широком смысле, согласно которому он отражает общую структуру и может быть образован группированием нитей и/или группированием прядей, витых шнуров и т.п., образующих общую форму.
Канат может иметь один химический состав. Таким образом, плотность в нерасплавленном состоянии, т.е. масса, деленная на объем компоновки нерасплавленных частей, таких как волокна, промежуточного слоя, образованного из витого или плетеного каната, является регулируемой функцией числа и толщины отдельных нитей/прядей, составляющих агломерированную форму. Точнее, можно хорошо управлять получающимся в результате сплавления объемом по отношению к исходному объему на линейную единицу каната. Это также позволяет более надежным образом избежать вышеупомянутой проблемы высыпания и сопровождается хорошими теплоизоляционными свойствами. В результате, еще более повышается надежность измерения.
В предпочтительном варианте воплощения оптическое волокно расположено в центре каната, что дополнительно улучшает качество и надежность результатов измерений.
В предпочтительном варианте воплощения канат или пряди каната увеличены в объеме. Прядь, а также канат в смысле настоящего изобретения состоит из множества волокон. Увеличенные в объеме канат или прядь обработаны таким способом, иногда называемым текстурированием, чтобы они имели волокна, нерегулярно ориентированные за пределы плоскости ткани. Волокна или пряди могут быть протянуты через сопло, в котором воздушный поток создает турбулентность для увеличения объема каната или пряди. Придание объема канату или пряди понижает кажущуюся плотность в нерасплавленном состоянии и при этом повышает теплоизоляцию и способствует улучшению результатов измерения.
В предпочтительном варианте воплощения промежуточный слой образован из волокон стекла, предпочтительно из E-стекла. Основой стекловолокон может быть диоксид кремния (SiO2), в частности, с точкой плавления до 1200°C. E-стекло представляет собой общепринятый промышленный материал, и пригодный для целей данного изобретения материал, в частности ET91415TEXO, может быть получен от PPG Industries Cheswick, штат Пенсильвания, США. Вес TEX предпочтительного E-стекла составляет 1420 (г/км). Плотные предварительно сплавленные стекловолокна представляют собой полезные направители теплоизолятора из-за их высокого отношения площади поверхности к массе. В сплавленном состоянии их плотность низка по сравнению с плотностью ванны расплавленной стали, вследствие чего текучий стекловолоконный материал в ванне расплавленной стали будет немедленно всплывать вверх, стекая с оптоволокна, что вносит вклад в улучшение результатов измерения. Точка плавления и температура размягчения стекловолокон составляет менее 1600°C и, таким образом, намного ниже, чем температурный интервал процессов в расплавленной стали.
Предпочтительно, плотность промежуточного слоя имеет разные величины в расплавленном и нерасплавленном состоянии. Плотность в несплавленном состоянии или плотность в нерасплавленном состоянии, например, по меньшей мере двух волокон соответствует массе этих по меньшей мере двух волокон, деленной на объем этих по меньшей мере двух волокон, включая пространство между ними, в состоянии, при котором оба волокна не размягчены или не расплавлены. Плотность в сплавленном состоянии или плотность в расплавленном состоянии, например, вышеупомянутых по меньшей мере двух волокон соответствует массе этих по меньшей мере двух волокон, деленной на объем этих по меньшей мере двух волокон, сплавленных вместе, например, в виде комка, в состоянии, при котором оба волокна размягчены или расплавлены.
Предпочтительно, плотность или плотность в сплавленном состоянии материала промежуточного слоя составляет менее 5 г/см3, предпочтительно менее 4 г/см3, более предпочтительно между 2,0 и 3,5 г/см3. Поскольку плотность расплавленной стали намного выше, материал промежуточного слоя будет сразу же всплывать вверх при плавлении внешнего металлического слоя. Таким образом, возможны улучшенные результаты измерения.
Предпочтительно, отношение плотности жидкого промежуточного слоя к плотности расплавленного металла составляет между 0,25 и 0,45, а более предпочтительно отношение от 0,32 до 0,38. Поскольку промежуточный слой представляет собой более или менее тканую структуру каната, он имеет плотность в подплавленном состоянии, которая намного меньше его плотности в сплавленном состоянии, и является весьма изолирующим. Плотность в подплавленном состоянии промежуточного слоя составляет 0,3-1,7 г/см3, а более предпочтительно 0,4-1,0 г/см3.
Предпочтительно, плотность в подплавленном состоянии такова, чтобы от границы раздела между расплавленным комком и оставшимся нерасплавленным промежуточным слоем была газопроницаемой и допускала проход продуктов сгорания промежуточного слоя в направлении, противоположном материалу сплавленного промежуточного слоя. Таким образом, возможны улучшенные результаты измерения.
В предпочтительном варианте воплощения промежуточный слой расположен между металлической трубкой и выполненной из пластмассы трубкой, причем оптическое волокно находится в пластмассовой трубке. В качестве альтернативы, вместо пластмассы может быть использован картон. При этом возможны улучшенные результаты измерения, особенно когда внешний диаметр оптического волокна меньше, чем внутренний диаметр пластмассовой трубки.
Предпочтительный вариант воплощения - полупроницаемая буферная оболочка, но также приемлема и свободная (незакрепленная) оболочка. Общая конструкция, известная в данной области техники, представляет собой волокно 62,5/125 мкм или, альтернативно, 50/125 мкм с градиентным показателем преломления, помещенное в 0,9 мм пластмассовую трубку, в которой волокно механически изолировано от внешних сил. Материалом трубки обычно является пластмасса и, в частности, полиамид, такой как полиамиды под торговым наименованием нейлон, или термопластичные эластомеры, такие как хайтрел, или аналогичные материалы, такие как раскрытые в публикации «Innovative continuous online determination of steel melt temperature by direct optical measurement in the melt.», T. Lamp, et al., Final Report EUR 21428, Contract no. 7210-PR/204, 2005, p 13-17. Эти пластмассы обычно придают жесткость волокну против внешних воздействий, связанным с микроизгибом. Подходящие телекоммуникационные оптические волокна, как было описано, могут быть получены от компании Huber and Suhner AG, Degersheimerstrasse 14, CH-9100 Herisau DE. Пластмассовая трубка может быть заполнена влагостойким гелем, который обеспечивает дополнительную механическую защиту и слой барьера для воды вокруг волокна. Этот заполняющий материал представляет собой, как правило, нефтепродукт или кремнийорганические соединения.
В альтернативном варианте воплощения канат может состоять из группы нитей или прядей, где несколько единиц этой группы может иметь разный химический состав. Таким образом, изгибание нитей или прядей с различными химическими составами может обеспечивать простой способ изготовления с управлением физическими и химическими свойствами каната, с равномерной общей толщиной от центра до его общего внешнего диаметра.
Альтернативная конструкция 24-волоконных прядей с волокнами 62,5/125 мкм или, альтернативно, 50/125 мкм с градиентным показателем преломления, с 0,9-миллиметровой полупроницаемой трубкой, расположенной в середине пучка волокон. Восемь 16-волоконных прядей пучка представляют собой E-стекло, а 8 могут представлять собой Ecomab - щелочноземельный силикат (alkali earth silicate, AES) - материал, поставляемый компанией Keramab, Haverheidelaan 4,B9140 Temse, BE, с точкой плавления приблизительно 1330°C. Типичный состав AES-материала состоит из 50-82% диоксида кремния, 18-43% оксида кальция и/или оксида магния и менее 6% оксида алюминия, диоксида титана или диоксида циркония и следовых оксидов. Вокруг пучка намотаны еще 8 дополнительных прядей из e-стекла. В итоге, 8 из 24 прядей – это AES, а остальное – e-стекло, служащее для понижения температуры плавления смешанных волокон. Плотность выполненного таким образом промежуточного слоя составляет, в частности, приблизительно 0,51 г/см3. Затем промежуточный волоконный слой предпочтительно закрывают металлической трубкой-оболочкой с нахлесточным швом из по меньшей мере 50% Fe приблизительно 1 мм.
В альтернативном варианте воплощения канат может полностью состоять из базальтовых волокон или содержать их смешанными с волокнами E-стекла или AES для достижения желаемой температуры плавления и плотности.
Вышеприведенная сущность изобретения, а также последующее подробное описание изобретения будут лучше поняты при прочтении в сочетании с прилагаемыми чертежами. В целях иллюстрации изобретения на чертежах показаны варианты воплощения, которые являются предпочтительными в настоящее время. Однако, следует понимать, что изобретение не ограничено показанными точными компоновками и инструментальными средствами. На чертежах:
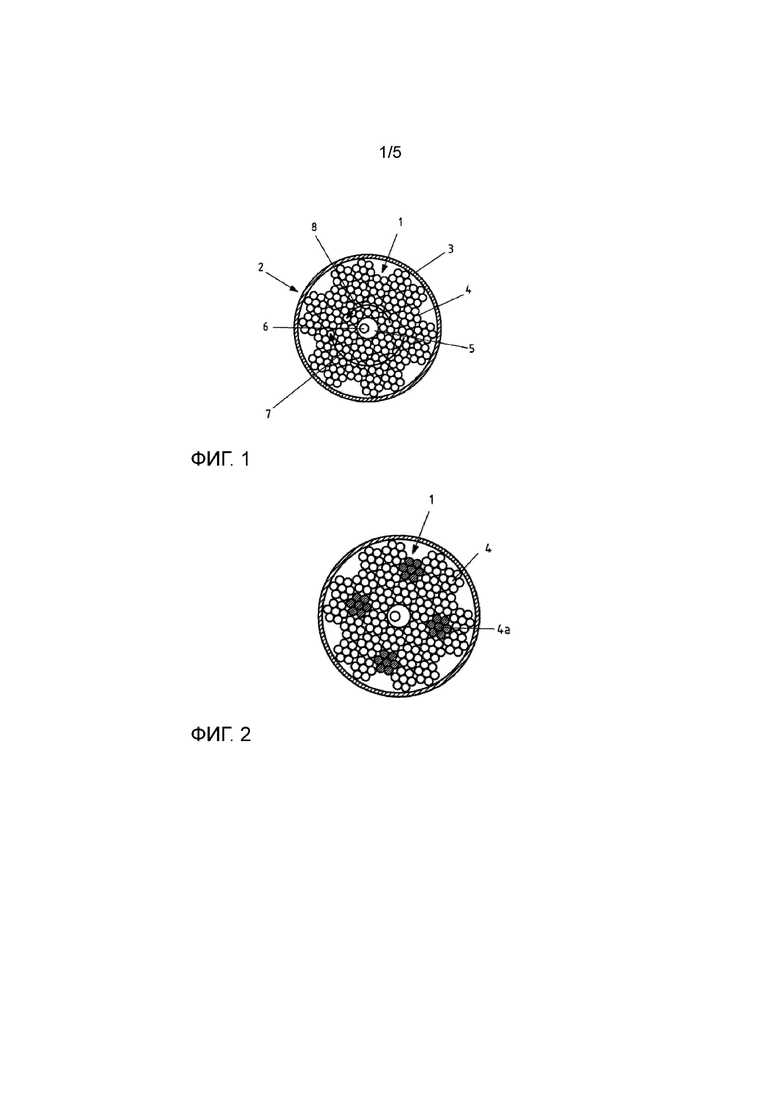
Фиг. 1 - поперечный разрез проволоки с оптическим сердечником, показывающий промежуточный слой канатообразной формы вокруг центрального оптического волокна;
Фиг. 2 - поперечный разрез проволоки с оптическим сердечником, показывающий промежуточный слой канатообразной формы, в который вокруг центрального оптического волокна были введены чередующиеся пряди материала, оказывающего влияние на его физические свойства;
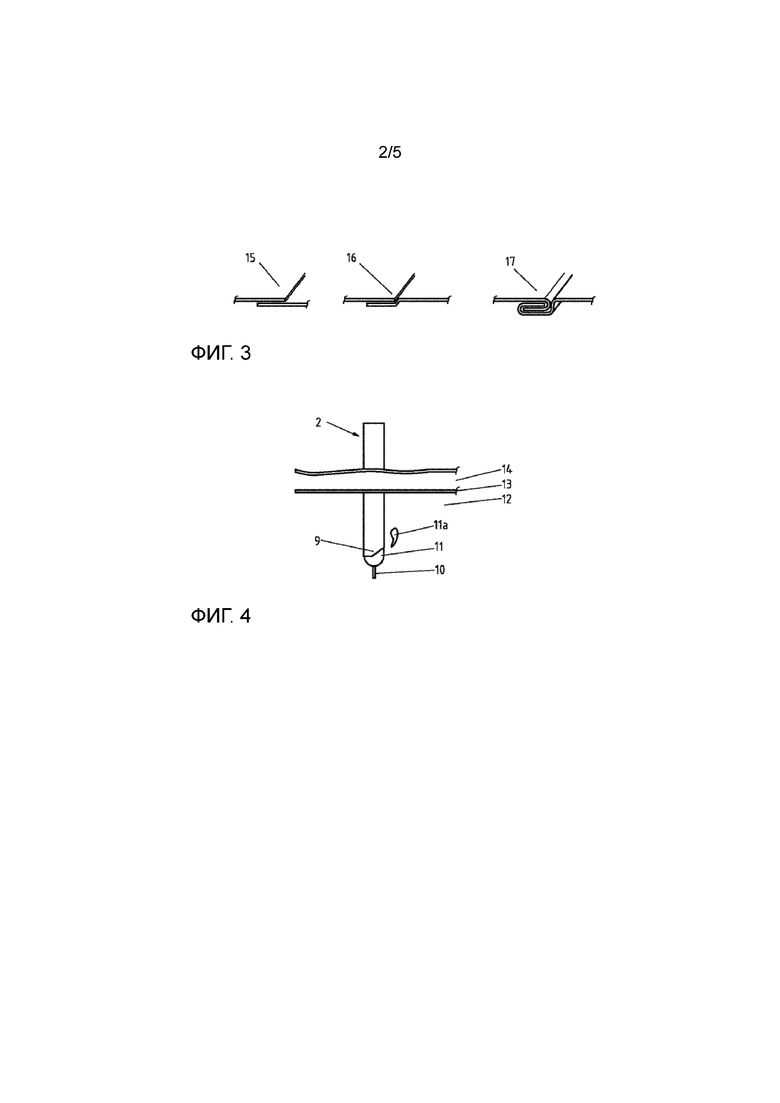
Фиг. 3 показывает возможные замыкания внешней трубки, известной в данной области техники;
Фиг. 4 - поперечный разрез расплавленной стали в сосуде, в котором в расплавленную сталь погружена проволока с сердечником;
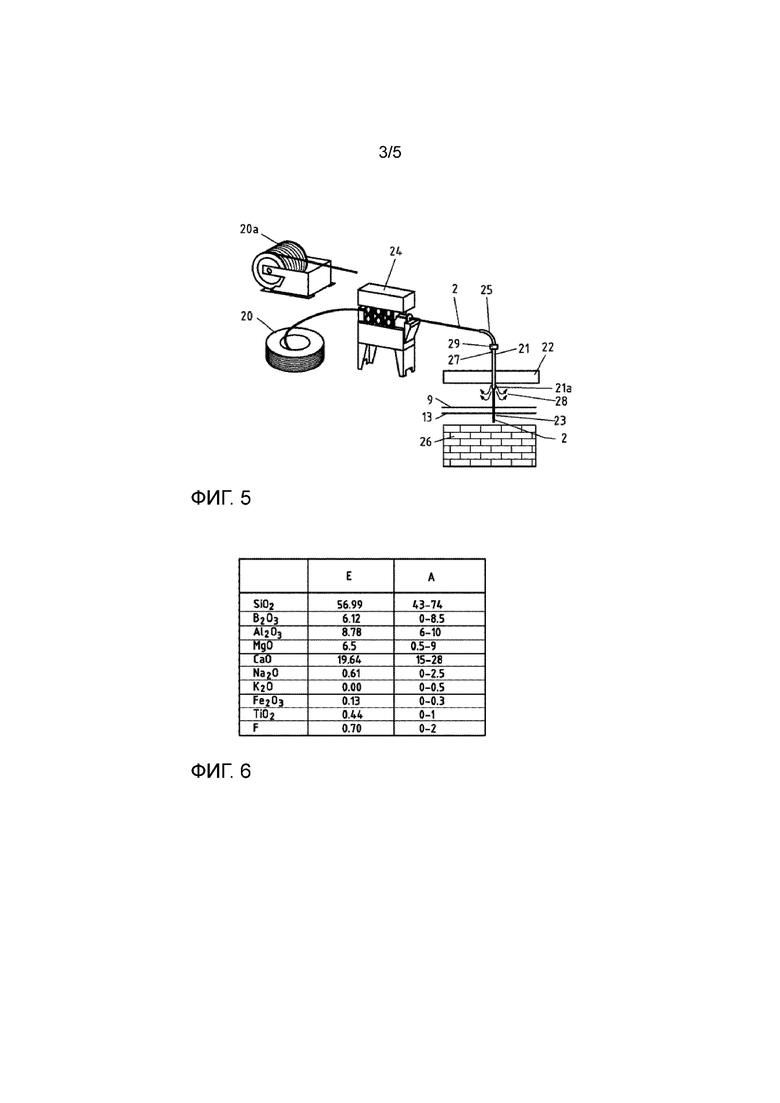
Фиг. 5 - система для измерения температуры расплавленной стали;
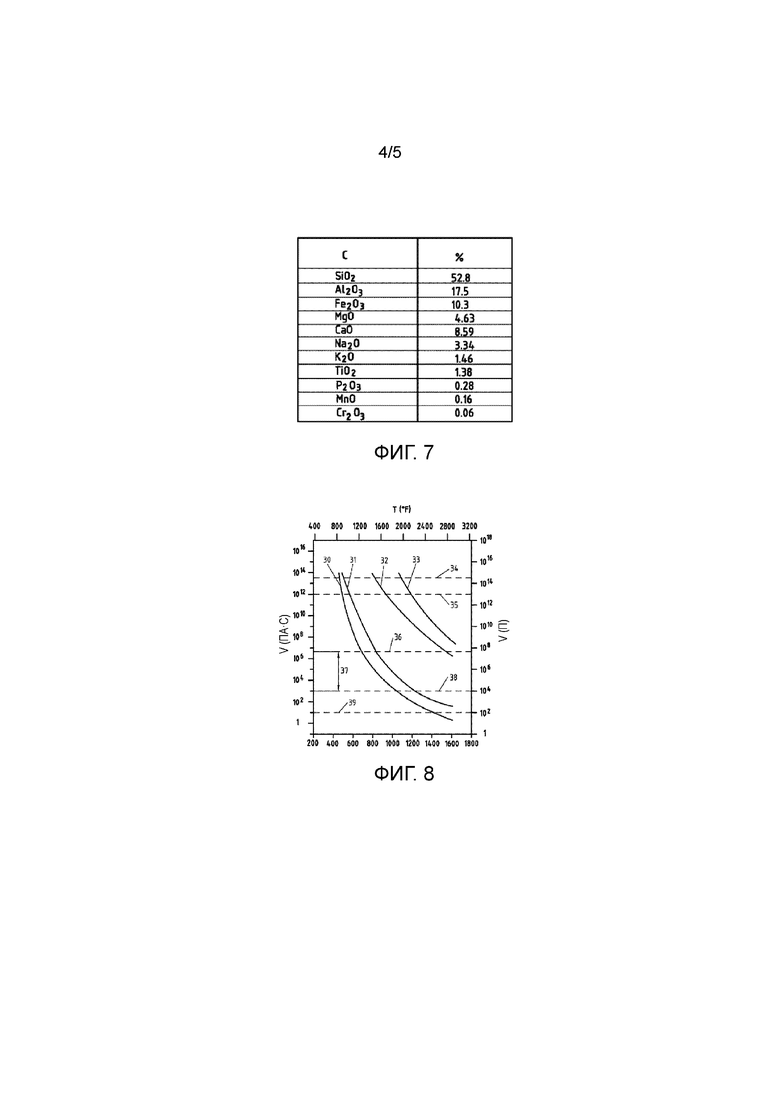
Фиг. 6 показывает состав E-стекла;
Фиг. 7 показывает состав базальтовой породы, из которой сделано базальтовое стекло;
Фиг. 8 - график вязкости стекла в зависимости от температуры для выбранных стекол.
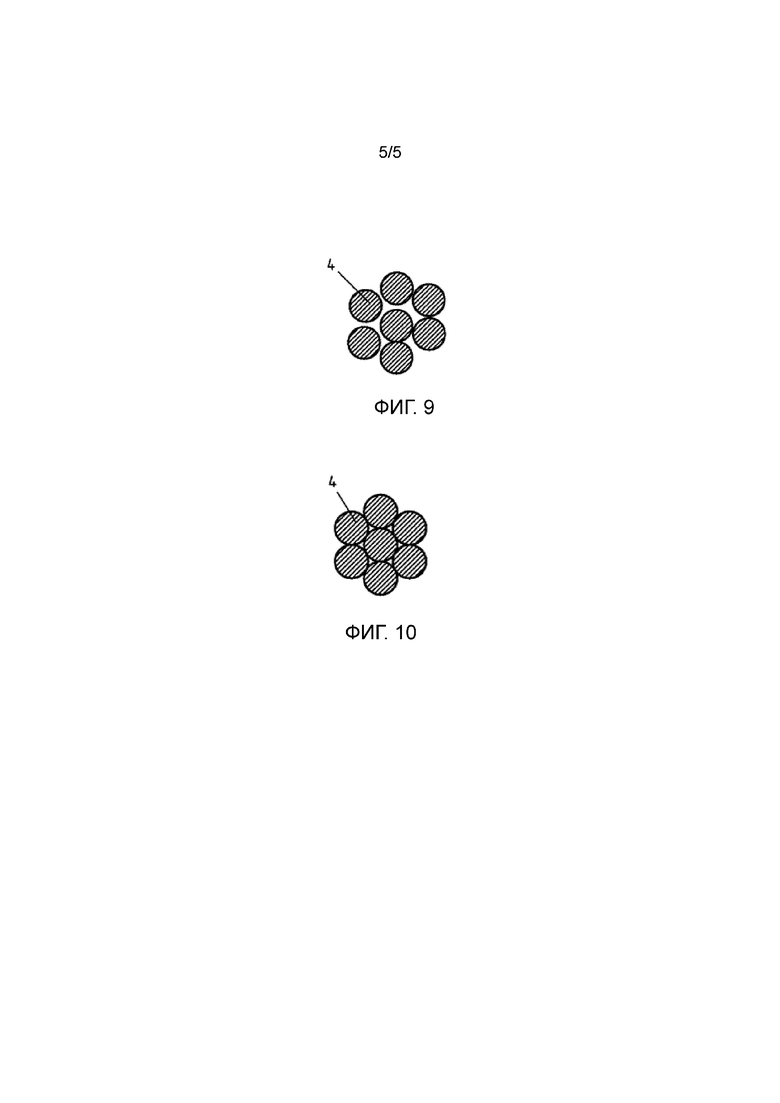
Фиг. 9 - поперечный разрез увеличенной в объеме пряди волокон.
Фиг. 10 - поперечный разрез не увеличенной в объеме пряди волокон.
Фигура 1 показывает поперечный разрез проволоки 2 с оптическим сердечником, содержащей внешнее металлическое покрытие или, соответственно, металлическую оболочку 3, множество прядей 4, внутреннюю пластмассовую трубку 5, также называемую полупроницаемой оболочкой, и оптическое волокно 6 в пластмассовой трубке 5. Внешняя окружность оптического волокна 6 меньше, чем внутренний диаметр пластмассовой трубки 5. Пряди 4 увеличены в объеме и образованы из множества волокон E-стекла.
Пряди 4 свиты вокруг пластмассовой трубки 5 и образуют канат. Чередующиеся слои прядей расположены в направлениях по часовой стрелке 7, а затем против часовой стрелки 8. Оптическое волокно 6 находится в центре каната. Внешняя оболочка образована из низкоуглеродистой стали.
Фигура 2 показывает поперечный разрез альтернативной проволоки 2 с оптическим сердечником, содержащей внешнее металлическое покрытие или, соответственно, металлическую оболочку 3, множество прядей 4, образованных из E-стекла, множество прядей из альтернативного материала 4a, образующих смесь с образованными из E-стекла прядями 4, внутреннюю пластмассовую трубку 5, также называемую полупроницаемой оболочкой, и оптическое волокно 6 в пластмассовой трубке 5. Внешняя окружность оптического волокна 6 меньше, чем внутренний диаметр пластмассовой трубки 5. Пряди 4 и 4a увеличены в объеме и образованы из множества стекловолокон. Пряди 4 и 4a свиты вокруг пластмассовой трубки 5 и образуют канат. Чередующиеся слои прядей расположены в направлениях по часовой стрелке, а затем против часовой стрелки. Оптическое волокно 6 находится в центре каната. Внешняя оболочка образована из низкоуглеродистой стали.
Фигура 3 показывает профиль замыкания трубки по предпочтительному варианту воплощения нахлесточным швом 15 и, в качестве альтернативы, потайным нахлесточным швом 16 и лежачим фальцем 17, известными в данной области техники и упомянутыми в описании.
Фигура 4 показывает поперечный разрез проволоки 2 с оптическим сердечником, погруженной в расплавленный металл 12. Вследствие высокой температуры расплавленной стали 12 материал, окружающий оптическое волокно 2, постепенно плавится 9 по вышеупомянутым причинам. В результате кончик 10 оптического волокна выступает из комка промежуточного материала 11, избыток 11a которого смывается. После измерения проволоке с оптическим сердечником дают полностью оплавиться до верхней поверхности жидкого металла 13.
Как показано на фигуре 5, на установке подачи проволоки с сердечником используется проволока 2 с сердечником из оптоволокна 62,5/125 мкм с градиентным показателем преломления, с полупроницаемой 0,9 мм оболочкой, с промежуточным слоем (1) из низкоплавкого E-стекла, окруженным 1-миллиметровым металлическим внешним слоем стали, замкнутым посредством нахлесточного шва, содержащим по меньшей мере 50% Fe. В качестве альтернативы, может быть использовано оптоволокно 50/125 мкм или 62,5/125 мкм с градиентным показателем преломления, со свободной оболочкой. Проволока 2 с оптическим сердечником может отматываться с лежащей катушки 20 или рулонной стойки 20a механизмом 24 подачи проволоки с сердечником и заталкиваться в направляющую трубу 25, соединенную с внутренним каналом погружного сопла 21 соединителем 29 таким образом, чтобы кончик 10 оптического волокна достигал положения 23 измерения. Фигура 5 показывает металлургический сосуд со сводом 22 и дном 26, но также применимы и другие сосуды для плавки, переноса или выдержки расплавленного металла.
Начиная с местоположения вне сосуда, проволоку 2 с сердечником подают через газоохлаждаемое погружное сопло 21, установленное в верхней стенке 22 сосуда, причем выходное отверстие 21a сопла 21 находится во внутреннем пространстве сосуда. Продувочная фурма 21 представляет собой концентрично выполненные труба в трубе. Проволоку с сердечником подают через внутреннюю трубу, тогда как воздух подается через насадку 27 в кольцевое пространство между внутренним диаметром внешней трубы и внешним диаметром внутренней трубы и выходит в местоположении 28 внутри сосуда. Абсолютное количество охлаждающего воздуха должно быть выбрано таким, чтобы предотвратить закупоривание выхода фурмы шлаком, даже когда печной шлак вспенивается, и поэтому выход 21a будет находиться внутри слоя 14 шлака. Хотя место погружного сопла 21 может быть в самых различных положениях, существенным принципом установки является то, что сопло имеет прямой доступ к поверхности 13 расплавленной стали 12, начиная с положения выше ванны расплавленной стали.
Фигура 6 показывает предпочтительный состав материалов E-стекла с 43-74 мол.% SiO2, 0-8,5 мол.% B2O3, 6-10 мол.% Al2O3, 0,5-9 мол.% MgO, 15-28 мол.% CaO, до 2,5 мол.% Na2O, до 0,05 мол.% K2O, до 0,3 мол.% Fe2O3, до 1 мол.% TiO2 и/или до 2 мол.% F.
Фигура 7 показывает предпочтительный химический состав материала волокна из базальтовой породы для промежуточного слоя (1) с примерно 52,8 мол.% SiO2, примерно 17,5 мол.% Al2O3, примерно 10,3 мол.% Fe2O3, примерно 4,63 мол.% MgO, примерно 8,59 мол.% CaO, примерно 3,34 мол.% Na2O, примерно 1,46 мол.% K2O, примерно 1,38 мол.% TiO2, примерно 0,28 мол.% P2O5, примерно 0,16 мол.% MnO и/или примерно 0,06 мол.% Cr2O3.
Фигура 8 показывает график зависимости вязкости от температуры примерных материалов волокна для промежуточного слоя (1). Крайняя левая кривая относится к известково-натриевому стеклу, а соседняя кривая - к боросиликатному стеклу. Эти материалы обычно называются «расплавленными» или «плавлеными» в смысле настоящей заявки при вязкости 10-10000 пуаз в температурном диапазоне примерно 1200-1400°C. Температуры размягчения этих материалов составляют более 600°C.
Фигуры 9 и 10 показывают поперечный разрез пряди, которая состоит из множества волокон 1, например, из E-стекла. Прядь, показанная на фигуре 9, увеличена в объеме. Прядь, показанная на фигуре 10, не увеличена в объеме. По этой причине рисунок волокон по фигуре 9 менее правильный, чем рисунок волокон 4 по фигуре 10. Кроме того, увеличенные в объеме волокна 4, показанные на фигуре 9, менее компактны по сравнению с волокнами 4, показанными на фигуре 10.
Список ссылочных обозначений
1: промежуточный слой
2: проволока с оптическим сердечником
3: металлическое покрытие; металлическая трубка; металлическая оболочка
4: прядь, состоящая из множества волокон
4a: прядь, состоящая из множества волокон разного состава
5: полупроницаемая оболочка; пластмассовая или картонная трубка
6: оптическое волокно
7: расплавленная сталь
8: сосуд; ковш
9: шлак
10: выступ оптического волокна; кончик
11: расплавленный комок
11a: избыточный расплавленный материал комка
12: расплавленный металл
13: уровень поверхности расплавленного металла
14: слой шлака
15: замыкание нахлесточным швом
16: замыкание потайным нахлесточным швом
17: замыкание лежачим фальцем
18 -
19 -
20: лежащий моток
21: погружное сопло
21a: выход погружного сопла
22: свод сосуда
23: положение измерения
24: механизм подачи проволоки с сердечником
25: направляющая трубка
26: дно сосуда
27: газодувочный вход
28: выходящий продувочный газ
29: соединитель
30: известково-натриевое стекло
31: боросиликатное стекло
32: 96%-е кварцевое стекло
33: плавленый кварц
34: температура деформации
35: температура отжига
36: температура размягчения
37: рабочий диапазон
38: рабочая точка
39: точка плавления
E: обычное E-стекло
A: приближенные пределы
C: состав
T: температура
V: вязкость.
Группа изобретений относится к устройству для измерения температуры ванны расплавленной стали. Проволока с оптическим сердечником для улучшения измерения температуры в ванне расплавленной стали содержит оптическое волокно и покров, сбоку окружающий оптическое волокно. Покров окружает оптическое волокно в несколько слоев. Один слой представляет собой металлическое покрытие, также называемое металлической оболочкой или металлической трубкой. Под металлической трубкой расположен промежуточный слой, также называемый наполнителем. Промежуточный слой образован из теплоизоляционного материала, обладающего точкой плавления в температурном диапазоне от 1000°C до 1500°C, предпочтительно от 1200°C до 1400°C, так что часть промежуточного слоя является текучей при воздействии температур расплавленного металла, и промежуточный слой, весь промежуточный слой и/или покров, сбоку окружающий оптическое волокно, может плавиться непосредственно при погружении в расплавленный металл или при непосредственном воздействии на него расплавленным металлом. Технический результат – повышение точности измерения температуры в ванне расплавленной стали. 2 н. и 17 з.п. ф-лы, 10 ил.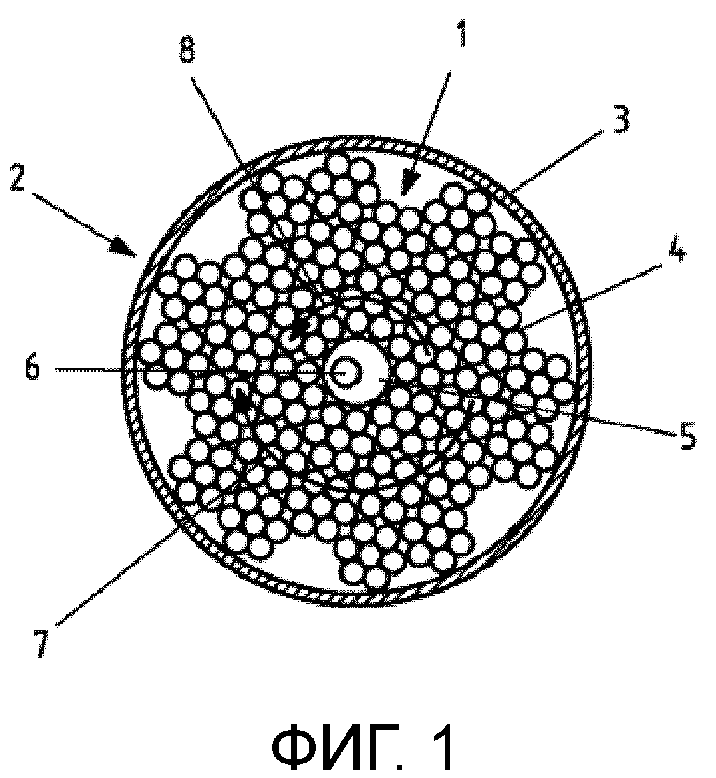
1. Проволока (2) с сердечником для измерения температуры расплавленного металла (12), содержащая оптическое волокно (6) и покров, сбоку окружающий оптическое волокно,
причем покров окружает оптическое волокно в несколько слоев, при этом один слой содержит металлическую трубку (3), а под металлической трубкой (3) расположен промежуточный слой (1),
при этом промежуточный слой (1) образован из материала, обладающего температурой плавления от 600°C до 1500°C, и
при этом промежуточный слой (1) образован увеличенным в объеме канатом.
2. Проволока (2) с сердечником по п. 1, в которой материал промежуточного слоя (1) обладает температурой плавления от 1000°C до 1500°C, предпочтительно от 1200°C до 1400°C.
3. Проволока (2) с сердечником по п.1 или 2, в которой промежуточный слой (1) образован из волокон (4, 4a).
4. Проволока (2) с сердечником по п.3, в которой волокна (4, 4a) представляют собой бесконечные волокна.
5. Проволока (2) с сердечником по любому из пп.1-4, в которой оптическое волокно (6) расположено в центре каната.
6. Проволока с сердечником по любому из пп.1-5, в которой промежуточный слой (1) образован из волокон E-стекла.
7. Проволока с сердечником по любому из пп.1-6, в которой промежуточный слой (1) расположен между металлической трубкой (3) и выполненной из пластмассы или картона трубкой (5), и при этом оптическое волокно (6) находится внутри этой пластмассовой или картонной трубки (5).
8. Проволока с сердечником по п.7, в которой внешний диаметр оптического волокна (6) меньше внутреннего диаметра выполненной из пластмассы или картона трубки (5), так что оптическое волокно (6) подвижно внутри выполненной из пластмассы или картона трубки (5).
9. Проволока с сердечником по любому из пп.1-8, в которой плотность материала промежуточного слоя (1) составляет менее 5 г/см3, предпочтительно менее 4 г/см3, более предпочтительно менее 3 г/см3.
10. Проволока (2) с сердечником для измерения температуры расплавленного металла (12), содержащая оптическое волокно (6) и покров, сбоку окружающий оптическое волокно,
причем покров окружает оптическое волокно (6) в несколько слоев, при этом один слой содержит металлическую трубку (3), а под металлической трубкой (3) расположен промежуточный слой (1),
при этом часть промежуточного слоя (1), весь промежуточный слой (1) и/или покров, сбоку окружающий оптическое волокно (6), может плавиться непосредственно при погружении в расплавленный металл (12) или при непосредственном воздействии расплавленного металла (12), и
при этом промежуточный слой (1) образован увеличенным в объеме канатом.
11. Проволока (2) с сердечником по п. 10, причем проволока (2) с сердечником имеет погружаемую сторону для погружения в расплавленный металл (12) и противоположную сторону, при этом промежуточный слой (1) составлен таким образом, чтобы промежуточный слой (1) плавился в ходе погружения в расплавленный металл (12) на погружаемой стороне и в то же время оставался нерасплавленным и/или пористым на противоположной стороне.
12. Проволока (2) с сердечником по п.10 или 11, в которой оптическое волокно (6) расположено по центру в проволоке (2) с сердечником и/или покрыто трубкой (5) из пластмассы.
13. Проволока (2) с сердечником по любому из пп.10-12, в которой промежуточный слой (1) обладает более низкой температурой плавления, чем расплавленный металл (12), предпочтительно менее 90% или 50-85% от температуры плавления металла (12).
14. Проволока (2) с сердечником по любому из пп.10-13, в которой промежуточный слой (1) выполнен с возможностью образовывать в стационарном состоянии комок (11) расплавленного промежуточного слоя (1), окружающий оптическое волокно (6) во время измерения.
15. Проволока (2) с сердечником по любому из пп.10-14, в которой промежуточный слой (1) выполнен с возможностью обеспечивать такую плотность в нерасплавленном состоянии, определяемую как масса, деленная на объем пористой структуры, которая по меньшей мере на 30% ниже плотности в расплавленном состоянии, определяемой как масса, деленная на объем конгломерированного расплавленного материала.
16. Проволока (2) с сердечником по п. 15, в которой плотность в расплавленном состоянии промежуточного слоя (1) соответствует по меньшей мере 15% и/или по большей мере 60% от 7 г/см3 или общей плотности расплавленного металла.
17. Проволока (2) с сердечником по п. 14, в которой плотность в нерасплавленном состоянии промежуточного слоя (1) обеспечивает открытую пористость позади расплавленного комка (11).
18. Проволока (2) с сердечником по п. 14, в которой скорость удаления комка (11) расплавленного промежуточного слоя (1) с поверхности выступа (10) оптического волокна зависит от разности плотностей между жидким комком (11) и жидким расплавленным металлом (12).
19. Проволока (2) с сердечником по любому из пп.10-18, причем проволока (2) с сердечником или металлическая трубка (3) не является газонепроницаемой за счет включения нахлесточного шва (15), или проволока (2) с сердечником или металлическая трубка (3) является газонепроницаемой за счет включения замкового шва (16, 17).
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2007 |
|
RU2416785C2 |
| US 6227702 B1, 08.05.2001 | |||
| JP 9304185 A, 28.11.1997 | |||
| KR 1020070111977 A, 22.11.2007. | |||

