Изобретение относится к способам изготовления выплавляемых моделей в литье по выплавляемым моделям и может быть использовано в машиностроительной отрасли народного хозяйства.
Наиболее близким по технической сути и достигаемому результату к заявляемому способу является принятый за прототип способ получения выплавляемой модели тела вращения, описанный в патенте РФ № 2757139, согласно которому осуществляют дозированную подачу материала, в качестве которого используют воскообразную модельную композицию в виде порошка фракции не менее 0,4 мм, в форму в виде тела вращения с внутренним радиусом не менее 3 см, вращение формы относительно вертикальной оси с частотой 6000-15000 об/мин до получения сформированной выплавляемой модели.
Недостатком этого способа является необходимость использования центробежной машины, которая должна обеспечить высокую скорость вращения (до 15000 об/мин) ввиду низкой плотности воскообразного модельного материала (например, плотность парафино-стеаринового состава марки ПС 50/50 составляет 0,810÷0,921 г/см3 в уплотненном виде). Это обстоятельство в значительной мере усложняет конструкцию центробежной машины и приводит к повышенным энергетическим затратам, обусловленным необходимостью применения повышенной скорости вращения, обеспечивающей требуемую плотность выплавляемой модели тела вращения, формируемой таким способом.
Эти недостатки устраняются предлагаемым техническим решением.
Задачей заявляемого изобретения является снижение скорости вращения формы при формировании выплавляемой модели тела вращения, что обеспечивает повышение энергоэффективности получения выплавляемой модели тела вращения с поверхностью требуемого качества, т.е. не имеющими дефектов, характерных для литья: усадки, коробления поверхности и слоистости, образующихся в результате разницы температур материала и формы.
Технический результат, достигаемый при этом способе, заключается в уменьшении скорости вращения формы для получения выплавляемой модели тела вращения с поверхностью без характерных для литья дефектов: коробления поверхности, слоистости, усадки.
Поставленная задача решается благодаря тому, что в способе получения выплавляемой модели тела вращения, включающем дозированную подачу воскообразного модельного материала в виде порошка фракции не менее 0,4 мм в форму в виде тела вращения с внутренним радиусом не менее 3 см, вращение формы до получения сформированной выплавляемой модели, предусмотрены следующие отличия: форму сначала вращают до достижения ею скорости 3000-4000 об/мин, останавливают форму, помещают в нее плоскую спиральную пружину, во внутреннюю часть пружины помещают металлические шарики диаметром 1-12 мм в количестве, достаточном для покрытия внутренней поверхности спиральной пружины хотя бы в один слой, затем вращают форму со скоростью 3500-4000 об/мин.
Причинно-следственная связь между существенными признаками и достигаемым техническим результатом объясняется следующим образом.
Формирование выплавляемой модели тела вращения осуществляют в два этапа. На первом этапе в форму в виде тела вращения с внутренним радиусом не менее 3 см дозированно подают порошок воскообразного модельного материала фракции не менее 0,4 мм. Форму вращают и под действием центробежной силы размещенный в форме порошок уплотняется на ее внутренней поверхности без подведения внешних источников тепла. Достижение формой скорости вращения 3000-4000 об/мин является достаточным условием увеличения плотности воскообразного модельного материала на 10-15% выше первоначальных значений. При этом воскообразный модельный материал в виде порошка перестает быть сыпучим после прекращения вращения формы. Вращение формы со скоростью превышающей 4000 об/мин нецелесообразно ввиду незначительного повышения плотности воскообразного модельного материала. Для порошков воскообразных модельных материалов экспериментально установлено, что вращение формы на первом этапе со скоростью менее 3000 об/мин нецелесообразно, т.к. не позволяет воскообразному модельному материалу уплотниться до несыпучего состояния. На втором этапе в полость формы помещают плоскую спиральную пружину, а во внутреннюю часть пружины помещают металлические шарики диаметром до 12 мм и вращают форму с частотой 3500-4000 об/мин, что обеспечивает рост значений плотности воскообразного материала до величины, соответствующей 0-12%-ой пористости сформированной выплавляемой модели. При этом обеспечивается формирование выплавляемой модели тела вращения с поверхностью без характерных для литья дефектов: усадки, коробления поверхности и слоистости.
Благодаря тому, что в полость формы помещают плоскую спиральную пружину, внутри которой располагают металлические шарики, обеспечивается получение бездефектной внутренней поверхности выплавляемой модели тела вращения за счет поверхности пружины и равномерного распределения шариков по внутренней поверхности пружины, а также совместного силового воздействия пружины и металлических шариков на материал выплавляемой модели тела вращения, возникающего в поле центробежных сил при вращении формы.
Количество вносимых шариков обусловлено необходимостью создания при вращении формы хотя бы одного слоя из них на внутренней поверхности пружины, передающей силовое воздействие на формируемую выплавляемую модель тела вращения. Максимальное количество шариков ограничивается внутренним объемом формы. Сферическая форма металлических шариков обеспечивает равномерность их распределения на внутренней поверхности спиральной пружины, в результате вращения формы.
Благодаря тому, что используют металлические шарики, увеличивается центробежная сила, обеспечивающая уплотнение воскообразного модельного материала. Использование металлических шариков диаметром более 12 мм нецелесообразно ввиду роста вероятности появления эксцентриситета при вращении формы и, как следствие, неравномерного уплотнения материала выплавляемой модели тела вращения. Превышение на втором этапе скорости вращения формы более 4000 об/мин нецелесообразно ввиду переуплотнения материала воскообразного модельного материала, происходящее вследствие увеличения центробежной силы. При использовании на втором этапе скорости вращения формы менее 3500 об/мин требуемая плотность выплавляемой модели не достигается.
Вышеизложенное справедливо для порошков воскообразной модельной композиции фракции не менее 0,4 мм. При использовании модельной композиции фракции менее 0,4 мм наблюдается комкование порошкового материала, что затрудняет равномерное распределение материала на начальных стадиях уплотнения и приводит к нарушению геометрии выплавляемой модели тела вращения.
Дозированная подача воскообразного модельного материала в форму обеспечивает требуемый объем выплавляемой модели. Технологически приемлемая плотность выплавляемой модели с пористостью в диапазоне 0-12%, получаемой прессованием, например, порошка ПС50/50, при которой достигаются требуемые размерно-геометрические и прочностные характеристики прессовки, принадлежит диапазону 0,810÷0,921 г/см3. Такая плотность по данным работы [Жилин С.Г., Богданова Н.А., Комаров О.Н., Соснин А.А. Снижение упругого отклика при уплотнении порошковой парафиностеариновой композиции // Деформация и разрушение материалов. 2020. № 1. С. 29-33] обеспечивает выплавляемым моделям пористость в диапазоне 0-12%, что позволяет повысить трещиностойкость оболочковых форм, сформированных по таким выплавляемым моделям. По аналогии с материалом ПС50/50 пористые модели, выполненные, например из парафина марки Т1 с пористостью 0-12% будут иметь плотность в диапазоне 0,76-0,86 г/см3.
Получение выплавляемой модели тела вращения с требуемой плотностью определяется не столько массой дозированного уплотняемого воскообразного материала, сколько массой металлических шариков, а также частотой вращения формы и величиной ее внутреннего радиуса. Значения рабочей частоты вращения формы, внутреннего радиуса формы, массы дозированного воскообразного материала и металлических шариков определены экспериментально и представлены в таблице.
В таблице приведены экспериментально полученные значения плотности воскообразной модельной композиции при центробежном уплотнении, при различных частотах вращения для получения выплавляемой модели тела вращения.
Табл.
этапа
Из таблицы следует, что требуемая плотность выплавляемой модели тела вращения 0,76-0,86 г/см3 достигается при условиях, характерных для второго этапа ее формирования, когда в форму помещена плоская спиральная пружина, во внутренней части которой расположены металлические шарики диаметром до 12 мм, а скорость вращения достигает значения 3500-4000 об/мин.
Способ осуществляют в два этапа. Образующую поверхность формы смачивают разделительным составом. На первом этапе вносят в форму дозированное количество порошка воскообразного модельного материала. Форму, закрепленную на роторе центрифуги или в патроне станка, вращают до достижения формой частоты вращения 3000-4000 об/мин и под действием центробежной силы размещенный в форме модельный материал уплотняется на ее внутренней поверхности на 10-15% выше первоначальных значений плотности без подведения внешних источников тепла (до соблюдения условий, когда воскообразный модельный материал в виде порошка перестает быть сыпучим). Вращение формы останавливают.
На втором этапе в полость формы помещают плоскую спиральную пружину, а во внутреннюю часть пружины помещают металлические шарики диаметром до 12 мм в количестве, достаточном для покрытия внутренней поверхности плоской спиральной пружины хотя бы в один слой и вращают форму с частотой 3500-4000 об/мин до получения сформированной выплавляемой модели тела вращения. Обеспечивается формирование и получение выплавляемой модели тела вращения с поверхностью без характерных для литья дефектов: усадки, коробления поверхности и слоистости.
Выплавляемую модель тела вращения, сформированную в форме за счет воздействия центробежной силы и дополнительного воздействия на порошок воскообразного модельного материала плоской спиральной пружины с расположенными внутри нее металлическими шариками, удаляют из формы выдавливанием или извлекают вручную, после разъединения разъемных частей формы.
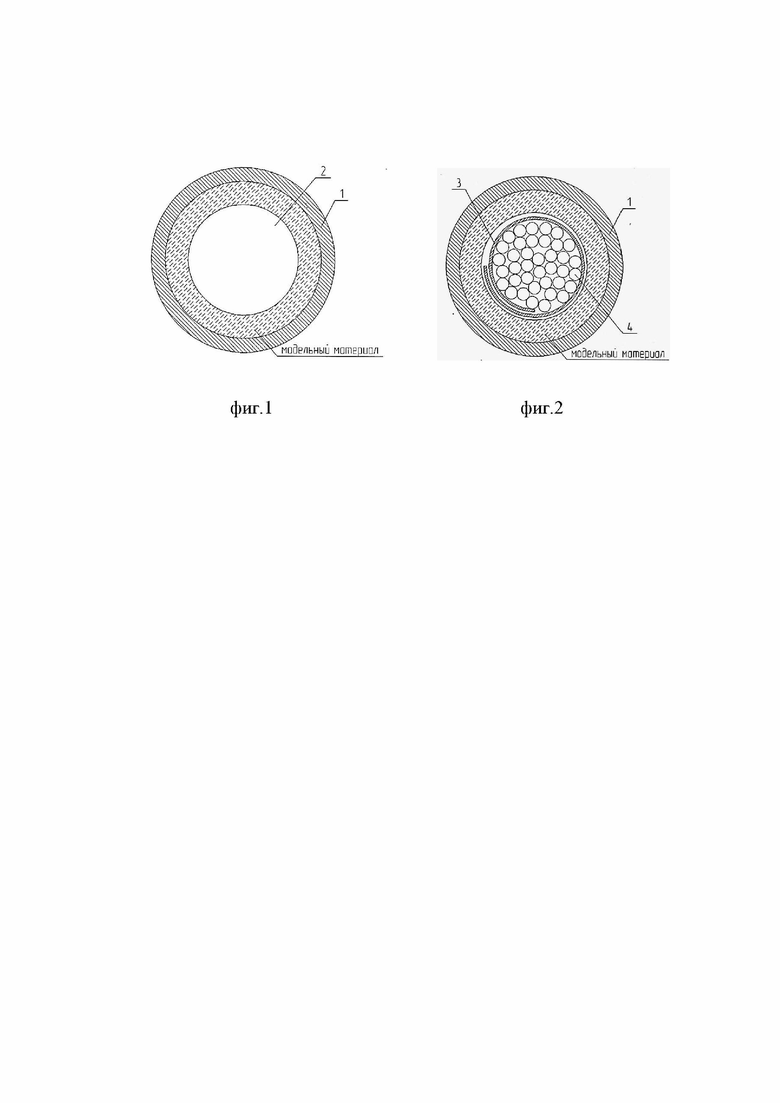
Способ может быть осуществлен с помощью известных технических средств, при которых форма крепится либо на роторе центрифуги, либо в патроне станка. На фиг.1 показан вид сверху горизонтального сечения формы 1 в виде полого цилиндра, установленной на крышке 2, которая закреплена на роторе центрифуги (ротор на фиг.1 не показан), на фиг. 2 вид сверху горизонтального сечения формы 1 в покое с помещенной в нее плоской стальной пружиной 3, в которой размещены металлические шарики 4.
Способ получения выплавляемой модели осуществляют следующим образом. Образующую поверхность разъемной формы смачивают разделительным составом, например, керосином. Предварительно подготовленный модельный воскообразный материал, например, парафин марки Т1, фракции 1,2 мм, дозой, например, 50 г помещают, например, в форму 1, которая установлена в закрепленной на вертикальной оси вращения крышке 2, как показано на фиг.1. После дозирования модельного материала в форму 1, ее накрывают крышкой (на фиг. 1 вторая крышка не показана).
Формирование выплавляемой модели тела вращения осуществляют в 2 этапа. На первом этапе форму 1 с внутренним радиусом R = 16,5 см приводят во вращение. Достигают значения скорости вращения 3800 об/мин, после чего прекращают вращение формы 1. По завершении вращения формы 1 плотность воскообразного модельного материала увеличилась на 14% выше первоначального значения. При этом воскообразный модельный материал в виде порошка перестает быть сыпучим и уменьшается в объеме. На втором этапе в полость формы 1 помещают плоскую спиральную пружину 3, во внутренней части которой располагают металлические шарики, выполненные, например, из стали 45 диаметром 10 мм общей массой 125 г, как показано на фиг.2. Форму 1 сверху накрывают крышкой и приводят во вращение, достигают скорости вращения 3600 об/мин и выдерживают вращение в течение, например 7 минут, для обеспечения релаксации напряжений в материале выплавляемой модели тела вращения. На втором этапе форму вращают до получения сформированной выплавляемой модели тела вращения. Как правило, достаточно вращать ее в течение 5-8 минут, так как за это время обеспечивается релаксация напряжений внутри выплавляемой модели тела вращения, что выражается в отсутствии упругого отклика уплотненного воскообразного модельного материала после прекращения вращения формы. При этом объем уплотняемого воскообразного материала в форме уменьшается и обеспечивается формирование выплавляемой модели тела вращения с поверхностью без характерных для литья дефектов: усадки, коробления поверхности и слоистости. После остановки формы из нее извлекают выплавляемую модель тела вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения выплавляемой модели | 2021 |
|
RU2768661C1 |
| Способ получения выплавляемой модели тела вращения | 2021 |
|
RU2757139C1 |
| Способ получения выплавляемой модели тела вращения | 2021 |
|
RU2755313C1 |
| Способ получения удаляемой модели тела вращения | 2021 |
|
RU2755315C1 |
| Центробежное устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799190C1 |
| Способ изготовления крупногабаритной восковой модели рабочей лопатки турбины энергоустановки | 2022 |
|
RU2774510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2283721C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении выплавляемой литейной модели. Способ получения выплавляемой модели тела вращения включает дозированную подачу воскообразного модельного материала в виде порошка фракции не менее 0,4 мм в форму с внутренним радиусом не менее 3 см и ее вращение относительно оси. Форму вращают до достижения ею 3000-4000 об/мин, что обеспечивает увеличение плотности модельного материала, при которой он перестает быть сыпучим после прекращения вращения формы, останавливают. В форму помещают плоскую спиральную пружину, а в ее внутреннюю часть – металлические шарики диаметром до 12 мм в количестве, достаточном для покрытия внутренней поверхности пружины хотя бы в один слой, затем вращают форму со скоростью 3500-4000 об/мин. Шарики и пружина увеличивают воздействие центробежной силы на модельный материал, за счет чего он уплотняется при уменьшенной скорости вращения формы. За счет поверхности пружины и равномерного распределения шариков по ее внутренней поверхности исключаются дефекты внутренней поверхности модели. Обеспечивается устранение усадки, коробления поверхности и слоистости модели. 2 ил., 1 табл.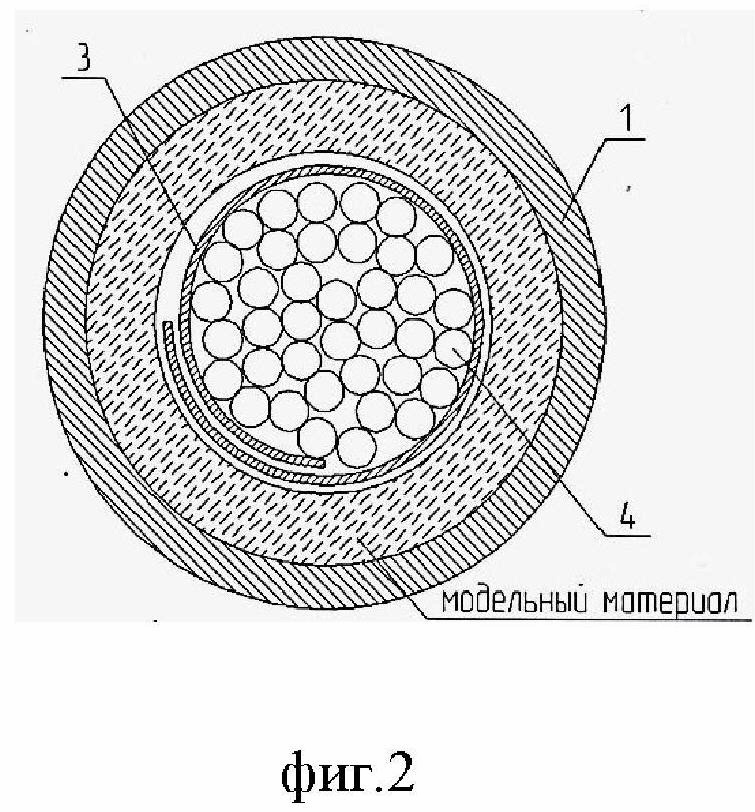
Способ получения выплавляемой модели тела вращения, включающий дозированную подачу воскообразного модельного материала в виде порошка фракции не менее 0,4 мм в форму в виде тела вращения с внутренним радиусом не менее 3 см, вращение формы до получения сформированной выплавляемой модели, отличающийся тем, что форму сначала вращают до достижения ею скорости 3000-4000 об/мин, останавливают форму, помещают в нее плоскую спиральную пружину, во внутреннюю часть пружины помещают металлические шарики диаметром до 12 мм в количестве, достаточном для покрытия внутренней поверхности спиральной пружины хотя бы в один слой, затем вращают форму со скоростью 3500-4000 об/мин.
| Способ получения выплавляемой модели тела вращения | 2021 |
|
RU2757139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ФАСОННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2016 |
|
RU2632051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ | 0 |
|
SU390862A1 |
| DE 69613140 D1, 05.07.2001 | |||
| GB 9522741 D0, 10.01.1996. | |||

