[0001] Настоящее изобретение относится к резьбонарезному фрезерному инструменту для выполнения резьбы, предпочтительно внутренней резьбы, на заготовке.
[0002] Резьбонарезной фрезерный инструмент в соответствии с настоящим изобретением особенно подходит для механической обработки заготовок, выполненных из спеченого твердого сплава или керамики. Однако применение резьбонарезного фрезерного инструмента в соответствии с настоящим изобретением не ограничено механической обработкой заготовок, выполненных из таких материалов, тем не менее, это является предпочтительным применением.
[0003] Спеченый твердый сплав имеет очень высокую твердость. В дополнение к его использованию в качестве режущего материала, спеченый твердый сплав также часто используют в технологии формования в качестве штампа, молота или быстроизнашиваемой детали.
[0004] Выполнение резьбы на таких компонентах, выполненных из спеченого твердого сплава, или в них, до настоящего времени в основном осуществлялось с помощью цельных резьбонарезных фрезерных инструментов из твердого сплава, режущие кромки которых покрыты алмазным слоем. Однако срок службы таких цельных резьбонарезных фрезерных инструментов из твердого сплава с режущими кромками с алмазным покрытием очень короток, так что на практике их использование оказалось высокозатратным. Кроме того, режущие кромки должны быть очень точно отшлифованы, что делает их изготовление сложным и, таким образом, также высокозатратным. Из-за механической обработки режущих кромок посредством шлифования для того, чтобы сделать их доступными для шлифовального инструмента, эти режущие кромки также должны быть относительно большими, или по меньшей мере гнездо для режущих кромок, выполненное на держателе инструмента, должно быть относительно большим. Соответственно, к держателям инструмента меньшего размера можно прикрепить только относительно небольшое количество режущих кромок или режущих пластин.
[0005] Следовательно, задача настоящего изобретения состоит в предложении резьбонарезного фрезерного инструмента, который преодолевает упомянутые выше проблемы и особенно подходит для механической обработки спеченого твердого сплава или керамики.
[0006] Эта задача решена посредством резьбонарезного фрезерного инструмента в соответствии с п. 1, который содержит следующие компоненты:
держатель инструмента, выполненный из твердого сплава, проходящий по центральной оси и содержащий первое щелеобразное гнездо для режущей пластины, имеющее две противоположные поперечные упорные поверхности и основную упорную поверхность, расположенную между двумя поперечными упорными поверхностями и проходящую поперек к ним, причем указанная упорная поверхность образует основание первого щелеобразного гнезда для режущей пластины;
первую режущую пластину, выполненную из толстопленочного CVD-алмаза (алмаза, полученного методом химического осаждения из газовой фазы (CVD, chemical vapor deposition)), закрепляемую в первом гнезде для режущей пластины способом прочного скрепления посредством установления связи, причем первая режущая пластина содержит основной корпус, имеющий две противоположные поперечные поверхности, упирающиеся в две поперечные упорные поверхности первого гнезда для режущей пластины или соединяющиеся с ними способом прочного скрепления посредством установления связи, и имеющий нижнюю сторону, расположенную между двумя поперечными поверхностями и проходящую поперек к ним, причем указанная нижняя поверхность упирается в основную упорную поверхность первого гнезда для режущей пластины или соединяется с ней способом прочного скрепления посредством установления связи, а первая режущая пластина содержит по меньшей мере один режущий зуб, выступающий наружу от основного корпуса за первое гнездо для режущей пластины, а также содержит две основные режущие кромки для выполнения двух противоположных боковых сторон резьбы.
[0007] Резьбонарезной фрезерный инструмент в соответствии с настоящим изобретением отличается, с одной стороны, конструкцией держателя инструмента, выполненного из твердого сплава, и конструкцией первой режущей пластины, выполненной из тол сто пленочного CVD-алмаза, и, с другой стороны, способом прикрепления первой режущей пластины к держателю инструмента. Конструкция держателя инструмента, выполненного из твердого сплава, образует основу для очень прочной базовой конструкции резьбонарезного фрезерного инструмента. Конструкция первой режущей пластины, выполненной из толстопленочного CVD-алмаза, обеспечивает возможность выполнения особо точных режущих кромок, имеющих превосходные фрикционные свойства и высокую твердость. Прочное присоединение посредством установления связи режущей пластины к щелеобразному или канавкообразному гнезду для пластины (в настоящем документе называемому первым гнездом для режущей пластины) создает очень прочное соединение между первой режущей пластиной и держателем инструмента, что обеспечивает возможность передачи очень больших крутящих моментов.
[0008] Щелеобразная или канавкообразная конфигурация первого гнезда для режущей пластины также обеспечивает возможность очень компактного прикрепления первой режущей пластин к держателю инструмента. Таким образом, резьбонарезной фрезерный инструмент в соответствии с настоящим изобретением в принципе может быть выполнен с множеством таких режущих пластин, причем, как правило, для выполнения функции резьбонарезного фрезерного инструмента достаточно одной режущей пластины, называемой в настоящем документе первой режущей пластиной.
[0009] Таким образом, упомянутые выше признаки обеспечивают возможность реализации очень прочного и высокоточного резьбонарезного фрезерного инструмента, который по сравнению с резьбонарезными фрезерными инструментами предшествующего уровня техники обеспечивает продолжительный срок службы и, таким образом, может быть сравнительно недорого изготовлен, несмотря на несколько более высокие затраты на режущую пластину, выполненную из толстопленочного CVD-алмаза. Благодаря большой прочности первой режущей пластины, держателя инструмента и их соединения, с помощью резьбонарезного фрезерного инструмента в соответствии с настоящим изобретением можно эффективно и с малым усилием обрабатывать материалы, обладающие высокой твердостью.
[0010] Механическая обработка заготовки, то есть нарезание резьбы, выполняют посредством указанного по меньшей мере одного режущего зуба, выступающего от основного корпуса первой режущей пластины. Основной корпус первой режущей пластины используют для установки (прочного соединения посредством установления связи) первой режущей пластины в держатель инструмента или первое гнездо для режущей пластины.
[0011] Предпочтительно, указанный по меньшей мере один режущий зуб содержит две идентичных основных режущих кромки. Форму основных режущих кромок и их выравнивание относительно друг друга приспосабливают к требуемой форме резьбы, подлежащей выполнению с помощью этого резьбонарезного фрезерного инструмента. Каждая из основных режущих кромок нарезает боковые стороны резьбы. В принципе, форма указанного по меньшей мере одного режущего зуба или основных режущих кромок может быть приспособлена к любой форме резьбы. В случае выполнения метрической или конической резьбы две основные режущие кромки указанного по меньшей мере одного режущего зуба ориентированы под острым углом друг к другу и, предпочтительно, соединяются друг другом через радиус, образующий вершину этого режущего зуба.
[0012] В соответствии с вариантом осуществления настоящего изобретения первая режущая пластина содержит по меньшей мере два режущих зуба, выступающих наружу от основного корпуса за первое гнездо для режущей пластины, причем каждый из указанных по меньшей мере двух режущих зубов имеет две основные режущие кромки, предпочтительно, имеющие идентичную длину и ориентированные под острым углом относительно друг друга.
[0013] В соответствии с другим вариантом осуществления настоящего изобретения две противоположные поперечные поверхности первой режущей пластины припаивают к двум поперечным упорным поверхностям первого гнезда для режущей пластины. Таким образом, первую из двух поперечных поверхностей приваривают к первой из двух поперечных упорных поверхностей, и вторую из двух поперечных поверхностей приваривают ко второй из двух поперечных упорных поверхностей. Аналогично, нижнюю поверхность первой режущей пластины припаивают к основной упорной поверхности первого гнезда для режущей пластины.
[0014] Таким образом, в соответствии с этим вариантом осуществления первую режущую пластину припаивают к держателю инструмента по ее трем сторонам. Это создает очень прочное и устойчивое соединение между первой режущей пластиной и первым гнездом для режущей пластины, обеспечивающее возможность передачи больших крутящих моментов. Припаивание первой режущей пластины к первому гнезду для режущей пластины также имеет преимущество, состоящее в том, что во время механической обработки заготовки поверхность контакта между режущей пластиной и гнездом для режущей пластины подвергается относительно равномерной нагрузке. С другой стороны, точечная нагрузка, которая возникла бы в случае прикрепления первой режущей пластины посредством винта, могла бы приводить к разлому режущей пластины, поскольку толстопленочный CVD-алмаз, из которого выполнена первая режущая пластина, имеет высокую твердость, но в то же время является относительно ломким. Благодаря припаиванию первой режущей пластины по трем сторонам можно эффективно избегать опасности такого разлома первой режущей пластины.
[0015] Альтернативно, первую режущую пластину также могут приваривать к первому гнезду для режущей пластины. Однако припаивание первой режущей пластины к держателю инструмента проще и, следовательно, более затратоэффективно.
[0016] В соответствии с вариантом осуществления две поперечные упорные поверхности первого гнезда для режущей пластины предпочтительно ориентированы параллельно друг другу.
[0017] С одной стороны, это обеспечивает возможность относительно простой пластины первой режущей пластины в первое гнездо для режущей пластины и, таким образом, простого закрепления первой режущей пластины в первом гнезде для режущей пластины. С другой стороны, это оптимизирует передачу усилия между держателем инструмента и первой режущей пластиной.
[0018] В соответствии с дополнительным вариантом осуществления расстояние между двумя поперечными упорными поверхностями первого гнезда для режущей пластины больше расстояния между двумя поперечными поверхностями первой режущей пластины.
[0019] Другими словами, первое гнездо для режущей пластины шире первой режущей пластины. Это упрощает установку первой режущей пластины в держатель инструмента и, кроме того, в случае припаивания пластины к держателю инструмента во время изготовления резьбонарезного фрезерного инструмента обеспечивает возможность внесения припоя (паяльного материала) в пространство между первой режущей пластиной и первым гнездом для режущей пластины. Таким образом, предпочтительно, первую режущую пластину не вдавливают в первое гнездо для режущей пластины, а только вставляют в него и впоследствии припаивают. Это снижает внутренние напряжения в держателе инструмента и в режущей пластине.
[0020] В соответствии с другим вариантом осуществления настоящего изобретения две поперечные упорные поверхности первого гнезда для режущей пластины ориентированы параллельно радиальному направлению или под углом <5° к нему, причем радиальное направление ортогонально к центральной оси держателя инструмента.
[0021] Особенно предпочтительно, две поперечные упорные поверхности ориентированы поперек (то есть не параллельно) под углом<5°, поскольку это производит передний угол.
[0022] В соответствии с дополнительным вариантом осуществления две поперечные упорные поверхности первого гнезда для режущей пластины ориентированы параллельно центральной оси держателя инструмента. В частности, в варианте осуществления, содержащем два или более режущих зуба, таким образом, эти режущие зубы предпочтительно одновременно приходят во взаимодействие с заготовкой.
[0023] В соответствии с дополнительным вариантом осуществления первая режущая пластина выступает за передний конец держателя инструмента. Предпочтительно, на переднем конце режущей пластины расположена плоская поверхность, выступающая за передний конец держателя инструмента и ориентированная ортогонально к центральной оси держателя инструмента. Это может быть использовано для осевой опоры резьбонарезного фрезерного инструмента.
[0024] Как уже было упомянуто, резьбонарезной фрезерный инструмент в соответствии с настоящим изобретением также может быть оборудован более чем одной режущей пластиной, например, двумя, тремя, четырьмя, пятью или шестью режущими пластинами. Затем, предпочтительно, все режущие пластины имеют одинаковые форму и размер. Они расположены в соответствующих гнездах для режущей пластины, аналогичных первому гнезду для режущей пластины, описанному выше, то есть также выполненных в виде щелеобразных или канавкообразных гнезд для режущей пластины. В случае нескольких режущих пластин или нескольких гнезд для режущих пластин, предпочтительно, эти режущие пластины или гнезда для режущей пластины равномерно распределены вокруг периферии держателя инструмента, соответственно.
[0025] Следует понимать, что упомянутые выше признаки и те, которые все еще подлежат объяснению, могут быть использованы не только в комбинации, указанной в каждом случае, но также и в других комбинациях или самостоятельно без отклонения от объема настоящего изобретения.
[0026] Следует понимать, что упомянутые выше признаки и те, которые все еще подлежат объяснению, могут быть использованы не только в комбинации, указанной в каждом случае, но также и в других комбинациях или самостоятельно без отклонения от объема настоящего изобретения.
[0027] На чертежах показан вариант осуществления настоящего изобретения, который более подробно поясняется в последующем описании. На чертежах:
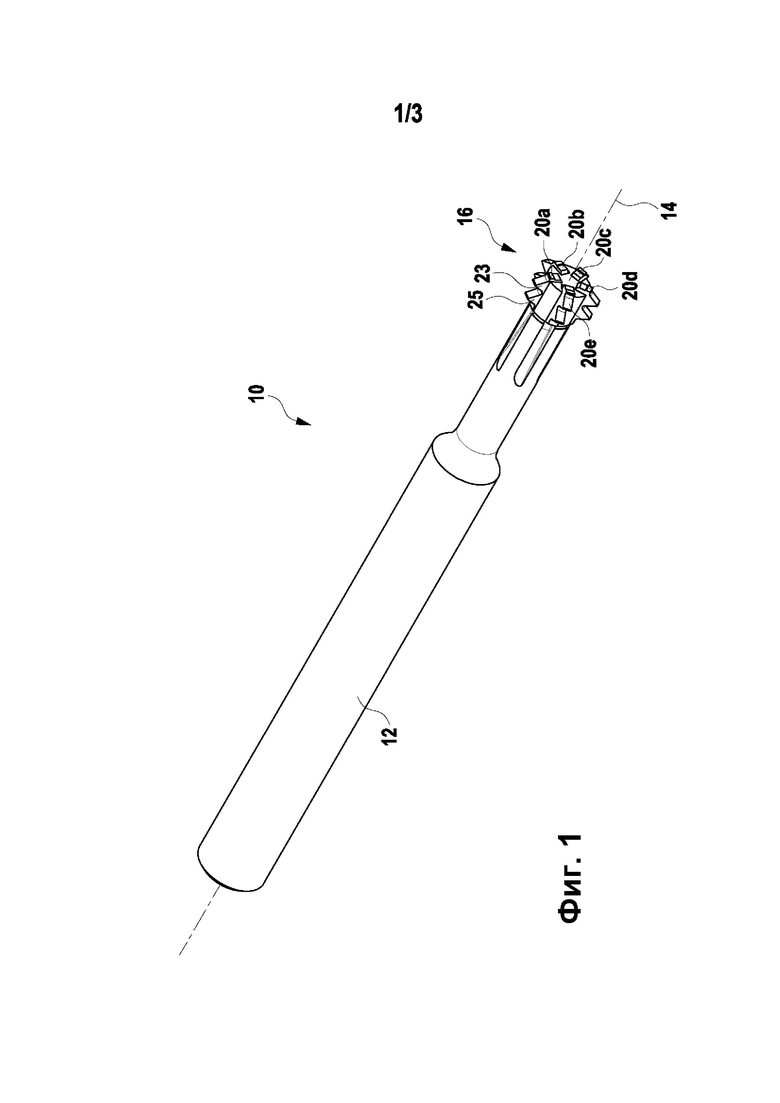
на фиг. 1 показан перспективный вид резьбонарезного фрезерного инструмента в соответствии с вариантом осуществления настоящего изобретения;
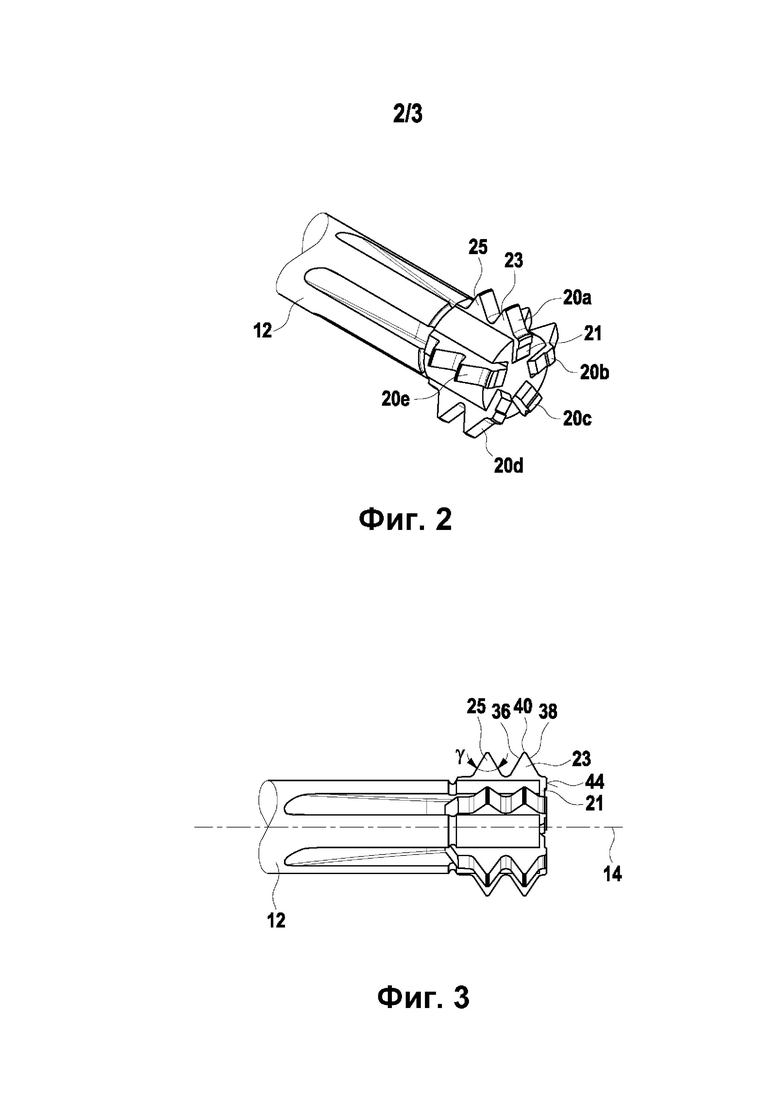
на фиг. 2 показан перспективный вид части обрабатывающей головки резьбонарезного фрезерного инструмента по фиг. 1;
на фиг. 3 показан вид сбоку обрабатывающей головки по фиг. 2;
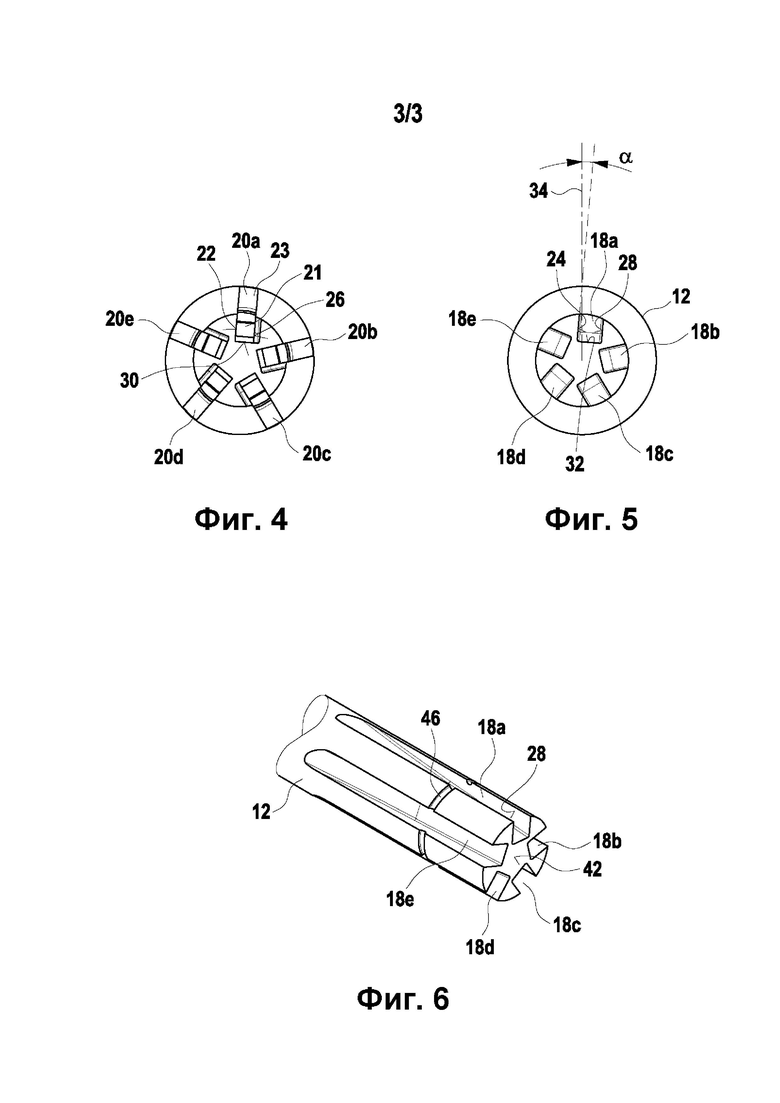
на фиг. 4 показан вид сверху спереди обрабатывающей головки по фиг. 2;
на фиг. 5 показан вид сверху спереди обрабатывающей головки по фиг. 2 без вставленных в нее режущих пластин; и
на фиг. 6 показан перспективный вид обрабатывающей головки по фиг. 2 без вставленных в нее режущих пластин.
[0028] На фиг. 1 показан перспективный вид варианта осуществления резьбонарезного фрезерного инструмента в соответствии с настоящим изобретением. Резьбонарезной фрезерный инструмент целиком обозначен ссылочным обозначением 10.
[0029] Резьбонарезной фрезерный инструмент 10 содержит держатель 12 инструмента, проходящий по центральной оси 14. Предпочтительно, но необязательно, резьбонарезной фрезерный инструмент 10 является вращательно симметричным относительно центральной оси 14. В области своего переднего конца резьбонарезной фрезерный инструмент 10 содержит обрабатывающую головку 16, с помощью которой обрабатывают заготовку, подлежащую механической обработке. Эту обрабатывающую головку 16 используют для фрезерования резьбы на заготовке, подлежащей механической обработке, или в ней.
[0030] В изображенном варианте осуществления держатель 12 инструмента в области обрабатывающей головки 16 содержит пять гнезд 18а-18е для режущей пластины, которые их лучшего различения называются первым, вторым, третьим, четвертым и пятым гнездами 18а-18е для режущей пластины, соответственно (см. фиг. 5). Каждое из гнезд 18а-18е для режущей пластины служит для размещения режущей пластины 20а-20е, которые здесь называются первой, второй, третьей, четвертой и пятой режущей пластиной 20а-20е, соответственно.
[0031] Предпочтительно, гнезда 18а-18е для режущей пластины и режущие пластины 20а-20е равномерно распределены вокруг периферии держателя 12 инструмента и вокруг периферии резьбонарезного фрезерного инструмента 10, соответственно. Предпочтительно, держатель 12 инструмента выполнен из твердого сплава. Предпочтительно, режущие пластины 20а-20е выполнены из толстопленочного CVD-алмаза.
[0032] Хотя в изображенном варианте осуществления резьбонарезной фрезерный инструмент 10 снабжен пятью режущими пластинами 20а-20е, здесь следует отметить, что для выполнения функции резьбонарезного фрезерного инструмента 10 достаточно только одной режущей пластины, например, первой режущей пластины 20а. С тем же успехом резьбонарезной фрезерный инструмент также мог бы быть снабжен двумя, тремя, четырьмя или более чем пятью режущими пластинами без отхода от объема настоящего изобретения.
[0033] Использование множества режущих пластин повышает прочность, а также срок службы резьбонарезного фрезерного инструмента 10. Однако, поскольку для выполнения функции резьбонарезного фрезерного инструмента 10 достаточно использования только одной режущей пластины, способ установки режущих пластин 20а-20е в гнезда 18а-18е для режущей пластины будет подробно пояснен ниже в целях упрощения со ссылкой только на первую режущую пластину 20а и первое гнездо 18а для режущей пластины, соответственно. В случае использования нескольких режущих пластин или нескольких гнезд для режущей пластины, предпочтительно, остальные режущие пластины 20b-20е и остальные гнезда 18b-18е для режущей пластины выполнены одинаковой или эквивалентной формы, соответственно.
[0034] Первое гнездо 18а для режущей пластины выполнено в виде щелеобразного или канавкообразного гнездового углубления, образованного в держателе 12 инструмента в области обрабатывающей головки 16 и доступного снаружи как в осевом направлении, то есть параллельно центральной оси 14, так и по периферии. Первую режущую пластину 20а вставляют в первое гнездо 18а для режущей пластины таким образом, что она выступает как в осевом направлении за передний конец держателя 12 инструмента, так и по периферии за периферию держателя 12 инструмента.
[0035] Первая режущая пластина 20а (а также и другие режущие пластины 20b-20е) содержит основной корпус 21, вставляемый в первое гнездо 18а для режущей пластины и закрепляемый в нем. По меньшей мере один режущий зуб 23 выступает от основного корпуса, а также выступает от гнезда 18а для режущей пластины. Указанный по меньшей мере один режущий зуб 23 соединен за одно целое с основным корпусом 21. Указанный по меньшей мере один режущий зуб 23 используют для механической обработки или выполнения боковых сторон резьбы, подлежащей выполнению. В изображенном варианте осуществления первая режущая пластина 20а содержит два режущих зуба 23, 25, которые предпочтительно идентичны по форме и размеру. Однако следует отметить, что, в принципе, для выполнения резьбы достаточно только одного из этих режущих зубов. Подобным образом, к первой режущей пластине 20а также могут быть прикреплены более чем два режущих зуба.
[0036] Основной корпус 21 первой режущей пластины 20а не только вставляют в первое гнездо 18а для режущей пластины, но также соединяют с ним способом прочного соединения посредством установления связи. Предпочтительно, основной корпус 21 первой режущей пластины 20а припаивают к держателю 12 инструмента в первое гнездо 18а для режущей пластины. Особенно предпочтительно, режущую пластину 20а припаивают к гнезду 18а для режущей пластины по ее трем сторонам. Первую поперечную поверхность 22 первой режущей пластины 20а припаивают к первой поперечной упорной поверхности 24 первого гнезда 18а для режущей пластины. Противоположную вторую поперечную поверхность 26 первой режущей пластины 20а припаивают ко второй поперечной упорной поверхности 28 первого гнезда 18а для режущей пластины. Нижнюю поверхность 30 первой режущей пластины 20а припаивают к основной упорной поверхности 32 первого гнезда 18а для режущей пластины.
[0037] Хотя, предпочтительно, первую режущую пластину 20а припаивают к первому гнезду 18а для режущей пластины по всем трем упомянутым поверхностям 22, 26, 30, в целом было бы возможно припаивать первою режущую пластину 20а к первому гнезду 18а для режущей пластины только по одной или двум из этих поверхностей 22, 26, 30. Однако припаивание первой режущей пластины 20а по всем трем упомянутым поверхностям 22, 26, 30 повышает прочность соединения между первой режущей пластиной 20а и держателем 12 инструмента.
[0038] Две противоположные поперечные упорные поверхности 22, 28 образуют боковые поверхности канавкообразного или щелеобразного первого гнезда 18а для режущей пластины. Предпочтительно, они проходят параллельно друг другу. Основная упорная поверхность 32, проходящая между двумя поперечными упорными поверхностями 24, 28, образует основание или основание канавки канавкообразного или щелеобразного первого гнезда 18а для режущей пластины. Основная упорная поверхность 32 проходит поперек (то есть не параллельно) к двум поперечным упорным поверхностям 22, 28. Предпочтительно, основная упорная поверхность 32 ориентирована ортогонально к двум поперечным упорным поверхностям 24, 28.
[0039] Аналогичное условие применяется к поперечным поверхностям 22, 26 и нижней поверхности 30 первой режущей пластины 20а. Предпочтительно, две поперечные поверхности 22, 26 проходят параллельно друг другу и поперек (то есть не параллельно) к нижней поверхности 30. Предпочтительно, нижняя поверхность 30 ориентирована ортогонально к двум поперечным поверхностям 22, 26.
[0040] Для того чтобы способствовать пластине первой режущей пластины 20а в первое гнездо 18а для режущей пластины, а также для обеспечения возможности внесения припоя в указанных местоположениях между режущей пластиной 20а и поперечными боковыми сторонами 24, 28 первого гнезда 18а для режущей пластины, предпочтительно, первое гнездо 18а для режущей пластины выполнено шире первой режущей пластины 20а. Таким образом, предпочтительно, расстояние между двумя поперечными упорными поверхностями 24, 28 больше расстояния между двумя поперечными поверхностями 22, 26.
[0041] Хотя первая режущая пластина 20а в целом может вставляться в держатель 12 инструмента точно радиально, в изображенном варианте осуществления первое гнездо 18а для режущей пластины и, таким образом, первая режущая пластина 20а, в некоторой степени наклонены по отношению к радиальному направлению держателя 12 инструмента. Каждая из первой поперечной упорной поверхности 24 и второй поперечной упорной поверхности 28 содержит угол α по отношению к радиальному направлению, показанный на фиг. 5 посредством штриховой линии и ссылочного обозначения 34, а также, предпочтительно, находящийся в диапазоне 0°-5°. Соответствующий наклон первой режущей пластины 20а приводит к выполнению переднего угла на основной режущей кромке 36 первой режущей пластины 20а.
[0042] Напротив, две поперечные упорные поверхности 24, 28 первого гнезда 18а для режущей пластины не наклонены по отношению к центральной оси 14 держателя 12 инструмента, но, предпочтительно, проходят параллельно центральной оси 14, как можно видеть, например на виде, показанном на фиг. 3.
[0043] Каждый из двух режущих зубов 23, 25 первой режущей пластины 20а содержит две основных режущих кромки 36, 38, посредством которых выполняют боковые стороны резьбы. Предпочтительно, основные режущие кромки 36, 38 выполнены в виде прямых линейных режущих кромок, но также могут иметь выполненную соответствующим образом форму в зависимости от формы резьбы, подлежащей выполнению. Изображенный вариант осуществления резьбонарезного фрезерного инструмента 10 служит для выполнения метрической резьбы или конической резьбы. Следовательно, в этом варианте осуществления две основные режущие кромки 36, 38 ориентированы под острым углом другу к другу (см. фиг. 3). На вершине режущих зубов 23, 25 основные режущие кромки 36, 38 соединяются друг с другом через радиус 40.
[0044] Первая режущая пластина 20а, а также другие режущие пластины 20b-20е выступают не только в радиальном направлении, но также и в осевом направлении, то есть параллельно центральной оси 14, за держатель 12 инструмента. На переднем конце держатель 12 инструмента имеет концевую поверхность 42, предпочтительно ориентированную ортогонально к центральной оси 14 (см. фиг. 6). На переднем конце держателя 12 инструмента гнезда 18а-18е для режущей пластины открываются в оконечную поверхность 42 этой концевой поверхности. Каждая режущая пластина 20а-20е на своем переднем конце имеет переднюю поверхность 44, выступающую по оси за оконечную поверхность 42 концевой поверхности держателя 12 инструмента и, предпочтительно, также ориентированную ортогонально к центральной оси 14 (см. фиг. 3). Во время сборки резьбонарезного фрезерного инструмента 10 эти передние поверхности 44 могут использоваться для выравнивания режущих пластин 20а-20е относительно друг друга.
[0045] На фиг. 3 и 6 также можно видеть канавку 54, проходящую в периферийном направлении. Эту канавку 54 используют для прикрепления позиционирующего устройства, например, позиционирующего кольца, посредством которого во время прикрепления держателя 12 инструмента могут быть выровнены режущие пластины 20а-20е по отношению друг к другу в осевом направлении. Позиционирующее устройство (здесь не показано) впоследствии может быть снова удалено, как только режущие пластины 20а-20е будут закреплены в гнездах 18а-18е для режущей пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для снятия фаски | 2019 |
|
RU2765009C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2752605C1 |
| ДЕРЖАТЕЛЬ ФРЕЗЕРНОГО ИНСТРУМЕНТА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2018 |
|
RU2735701C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЕРНОГО ИНСТРУМЕНТА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2719239C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2697676C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РУЧНОЙ МАШИНОЙ И СОДЕРЖАЩАЯ ЕГО РУЧНАЯ МАШИНА. | 2011 |
|
RU2620225C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И МЕТАЛЛОРЕЖУЩИЙ СТАНОК С ТАКИМ РЕЖУЩИМ ИНСТРУМЕНТОМ | 2021 |
|
RU2795440C1 |
| ИНСТРУМЕНТ ДЛЯ ВИХРЕВОЙ ОБРАБОТКИ | 2018 |
|
RU2738868C1 |
| ВЫКЛЮЧАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕНОСНОЙ ТЕХНОЛОГИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2607228C2 |
| ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2012 |
|
RU2610574C2 |
Изобретение относится к резьбонарезному фрезерному инструменту (10) для выполнения резьбы, содержащему держатель (12), выполненный из твердого сплава, имеющий центральную ось (14) и содержащий первое щелеобразное гнездо (18а) для режущей пластины, имеющее две противоположные поперечные упорные поверхности (24, 28) и основную упорную поверхность (32), расположенную между двумя поперечными упорными поверхностями (24, 28) и проходящую поперек к ним, причем указанная упорная поверхность (32) образует основание первого щелеобразного гнезда (18а) для режущей пластины. Инструмент (10) также содержит первую режущую пластину (20а), выполненную из толстопленочного CVD-алмаза (алмаза, полученного методом химического осаждения из газовой фазы), закрепляемую в первом гнезде (18а) способом прочного скрепления посредством установления связи (например, посредством пайки), причем первая режущая пластина (20а) содержит основной корпус (21), имеющий две противоположные поперечные поверхности (22, 26), упирающиеся в две поперечные упорные поверхности (24, 28) первого гнезда (18а) или соединяющиеся с ними способом прочного скрепления посредством установления связи, и имеющий нижнюю сторону (30), расположенную между двумя поперечными поверхностями (22, 26) и проходящую поперек к ним, причем указанная нижняя поверхность (30) упирается в основную упорную поверхность (32) первого гнезда (18а) или соединяется с ней способом прочного скрепления посредством установления связи. Первая режущая пластина (20а) содержит по меньшей мере один режущий зуб (23), выступающий наружу от основного корпуса (21) за первое гнездо (18а), и две основные режущие кромки (36, 38) для выполнения двух противоположных боковых сторон резьбы. Достигается повышение стойкости режущего инструмента при обработке спеченного твердого сплава или керамики. 2 н. и 10 з.п. ф-лы, 6 ил.
1. Резьбонарезной фрезерный инструмент (10) для нарезания резьбы, содержащий:
- держатель (12) инструмента, выполненный из твердого сплава, имеющий центральную ось (14) и содержащий первое щелеобразное гнездо (18а) для режущей пластины, имеющее две противоположные поперечные упорные поверхности (24, 28) и основную упорную поверхность (32), расположенную между двумя поперечными упорными поверхностями (24, 28) и проходящую поперек к ним, причем указанная упорная поверхность (32) образует основание первого щелеобразного гнезда (18а) для режущей пластины,
- первую режущую пластину (20а), выполненную из толстопленочного CVD-алмаза, закрепляемую в первом гнезде (18а) для режущей пластины способом прочного скрепления посредством установления связи, причем первая режущая пластина (20а) содержит основной корпус (21), имеющий две противоположные поперечные поверхности (22, 26), упирающиеся в две поперечные упорные поверхности (24, 28) первого гнезда (18а) для режущей пластины или соединяющиеся с ними способом прочного скрепления посредством установления связи, и имеющий нижнюю поверхность (30), расположенную между двумя поперечными поверхностями (22, 26) и проходящую поперек к ним, причем указанная нижняя поверхность (30) упирается в основную упорную поверхность (32) первого гнезда (18а) для режущей пластины или соединяется с ней способом прочного скрепления посредством установления связи, а первая режущая пластина (20а) содержит по меньшей мере один режущий зуб (23), выступающий наружу от основного корпуса (21) за первое гнездо (18а) для режущей пластины, и две основные режущие кромки (36, 38) для выполнения двух противоположных боковых сторон резьбы,
причем расстояние между двумя поперечными упорными поверхностями (24, 28) первого гнезда (18а) для режущей пластины больше расстояния между двумя поперечными поверхностями (22, 26) первой режущей пластины.
2. Резьбонарезной фрезерный инструмент (10) для нарезания резьбы, содержащий:
- держатель (12) инструмента, выполненный из твердого сплава, имеющий центральную ось (14) и содержащий первое щелеобразное гнездо (18а) для режущей пластины, имеющее две противоположные поперечные упорные поверхности (24, 28) и основную упорную поверхность (32), расположенную между двумя поперечными упорными поверхностями (24, 28) и проходящую поперек к ним, причем указанная упорная поверхность (32) образует основание первого щелеобразного гнезда (18а) для режущей пластины,
- первую режущую пластину (20а), выполненную из толстопленочного CVD-алмаза, закрепляемую в первом гнезде (18а) для режущей пластины посредством припаивания, причем первая режущая пластина (20а) содержит основной корпус (21), имеющий две противоположные поперечные поверхности (22, 26), припаиваемые к двум поперечным упорным поверхностям (24, 28) первого гнезда (18а) для режущей пластины, и имеющий нижнюю поверхность (30), расположенную между двумя поперечными поверхностями (22, 26) и проходящую поперек к ним, причем указанная нижняя поверхность (30) припаяна к основной упорной поверхности (32) первого гнезда (18а) для режущей пластины, при этом первая режущая пластина (20а) содержит по меньшей мере один режущий зуб (23), выступающий наружу от основного корпуса (21) за первое гнездо (18а) для режущей пластины, а также содержит две основные режущие кромки (36, 38) для выполнения двух противоположных боковых сторон резьбы.
3. Инструмент по п. 1 или 2, в котором две основные режущие кромки (36, 38) выполнены идентичными.
4. Инструмент по любому из пп. 1-3, в котором две основные режущие кромки (36, 38) ориентированы под острым углом (γ) друг к другу.
5. Инструмент по любому из пп. 1-4, в котором две основные режущие кромки (36, 38) соединены друг с другом через радиус (40).
6. Инструмент по п. 1, в котором две противоположные поперечные поверхности (22, 26) первой режущей пластины (20а) припаяны к двум поперечным упорным поверхностям (24, 28) первого гнезда (18а) для режущей пластины, а нижняя поверхность (30) первой режущей пластины (20а) припаяна к основной упорной поверхности (32) первого гнезда (18а) для режущей пластины.
7. Инструмент по любому из пп. 1-6, в котором две поперечные упорные поверхности (24, 28) ориентированы параллельно друг другу.
8. Инструмент по п. 2, в котором расстояние между двумя поперечными упорными поверхностями (24, 28) первого гнезда (18а) для режущей пластины больше расстояния между двумя поперечными поверхностями (22, 26) первой режущей пластины (20а).
9. Инструмент по любому из пп. 1-8, в котором две поперечные упорные поверхности (24, 28) первого гнезда (18а) для режущей пластины ориентированы параллельно радиальному направлению (34) или под углом (α) меньше 5° к радиальному направлению (34), причем радиальное направление ортогонально к центральной оси (14) держателя (12) инструмента.
10. Инструмент по любому из пп. 1-9, в котором две поперечные упорные поверхности (24, 28) первого гнезда (18а) для режущей пластины ориентированы параллельно центральной оси (14) держателя (12) инструмента.
11. Инструмент по любому из пп. 1-10, в котором первая режущая пластина (20а) выступает за передний конец держателя (12) инструмента.
12. Инструмент по любому из пп. 1-11, в котором держатель (12) инструмента содержит множество щелеобразных гнезд (18b-18e) для режущей пластины, имеющих такие же форму и размер, что и первое гнездо (18а) для режущей пластины, и расположенных с распределением вокруг периферии держателя (12) инструмента, причем резьбонарезной фрезерный инструмент (10) содержит множество режущих пластин (20b-20e), имеющих такие же форму и размер, что и первая режущая пластина (20а), и закрепленных в соответствующем из указанных щелеобразных гнезд (18b-18e) для режущей пластины таким же способом, которым первая режущая пластина (20а) закреплена в первом гнезде (18а) для режущей пластины.
| CN 101767228 A, 07.07.2010 | |||
| СПОСОБ ОЧИСТКИ н-ГЕКСАНА | 0 |
|
SU177863A1 |
| Сборная гребенчатая фреза | 2016 |
|
RU2627315C1 |
| Двухчастотная вибрационная площадка | 1958 |
|
SU125502A1 |
| Способ регулирования реки-водоприемника | 1984 |
|
SU1193210A1 |
| US 2006045633 A1, 02.03.2006. | |||

