[001] Настоящее изобретение относится к инструменту для обработки резанием заготовки, причем указанный инструмент в частности содержит режущую вставку и датчик, выполненный с возможностью генерирования измерительного сигнала, зависящего от усилия, действующего на режущую вставку. Настоящее изобретение также относится к металлорежущему станку с таким инструментом и блоком обработки результатов, связанным с указанным датчиком посредством канала передачи данных.
[002] Инструмент согласно изобретению по существу может представлять собой режущий инструмент любого типа. Предпочтительно инструмент согласно изобретению представляет собой токарный резец или фрезерный инструмент.
[003] Применение датчиков для контроля различных усилий, действующих на указанный инструмент, в принципе уже известно из уровня техники.
[004] Например, из ЕР 1984142 В1 известно, что усилия сжатия, усилия растяжения и сдвиговые усилия, действующие на режущий элемент или держатель инструмента, могут быть измерены посредством пьезокерамических датчиков, а металлорежущий станок может управляться таким образом, чтобы предотвращать повреждения вследствие перегрузки. При этом для указанных усилий заданы предельные значения, при превышении которых осуществляется вмешательство в процесс обработки.
[005] Из DE 102014224778 А1 известен аналогичный инструмент, в котором с целью превентивного обнаружения разрывов, трещин и/или износа режущей вставки применяется один или больше датчиков.
[006] Однако применение таких датчиков в режущих инструментах не обязательно должно служить для обнаружения разрыва или износа режущей вставки. В принципе указанные датчики могут применяться также для обеспечения качества и/или документирования. Например, такие датчики могут использоваться для регистрации в течение некоторого времени усилий, действующих на режущую вставку инструмента во время обработки, и хранения их с целью документирования.
[007] Независимо от того, с какой целью такой датчик применяется в режущем инструменте, часто возникает проблема размещения датчика или датчиков в подходящем месте в металлорежущем станке или в самом инструменте.
[008] Для обеспечения как можно более точного измерения, в общем, датчик желательно применять как можно ближе к месту обработки, то есть как можно ближе к режущей кромке режущего инструмента. Однако часто это является проблематичным не только вследствие нехватки места, но и чисто из соображений стабильности. Например, в случае инструментов со сменными режущими вставками, зажимаемыми в держателе режущей вставки, датчик может быть размещен в гнезде под режущую вставку непосредственно между режущей вставкой и держателем режущей вставки только при некоторых условиях. Хотя это делает возможным измерение очень близко от режущей кромки, для инструментов, известных из уровня техники, по чисто механическим причинам такое размещение является малопригодным, поскольку датчик может ухудшить стабильность зажима режущей вставки.
[009] С другой стороны, размещение датчика в месте соединения, где инструмент или, соответственно, держатель режущей вставки зажат в металлорежущем станке, может быть обеспечено значительно проще как с точки зрения нехватки места, так и из соображений стабильности. Однако вследствие большей отдаленности от места обработки такое размещение датчика приводит к меньшей точности измерения.
[0010] Поэтому задача настоящего изобретения состоит в обеспечении режущего инструмента с датчиком, причем датчик должен применяться как можно ближе к режущей кромке, но без негативного влияния на механическую стабильность инструмента.
[0011] Согласно изобретению указанная задача решается благодаря инструменту по пункту 1 формулы изобретения, содержащему следующие элементы:
- режущую вставку по меньшей мере с одной режущей кромкой,
- держатель режущей вставки, содержащий гнездо под режущую вставку для приема режущей вставки,
- зажимной элемент, действующий в качестве зажимного клина и выполненный с возможностью крепления в гнезде под режущую вставку для зажима режущей вставки в держателе режущей вставки,
- крепежный элемент для крепления зажимного элемента в гнезде под режущую вставку и одновременного зажима режущей вставки в держателе режущей вставки, и
- датчик, выполненный с возможностью генерирования измерительного сигнала, зависящего от усилия, действующего на режущую вставку, причем зажимной элемент содержит выемку, в которой размещен датчик.
[0012] Согласно еще одному аспекту настоящего изобретения также обеспечивается металлорежущий станок с таким инструментом и блоком обработки результатов, связанным с указанным датчиком посредством канала передачи данных. Блок обработки результатов может быть выполнен с возможностью оценки измерительного сигнала и хранения в блоке памяти с целью документирования. Блок обработки результатов также может быть выполнен с возможностью оценки измерительного сигнала и управления металлорежущим станком на основе оцененного измерительного сигнала и/или генерирования предупредительного сигнала, если измерительный сигнал превышает заранее заданное пороговое значение или соответствует заранее заданному эталонному сигналу.
[0013] Инструмент согласно настоящему изобретению отличается в частности способом размещения датчика на инструменте. Согласно изобретению датчик размещен в выемке, выполненной в зажимном элементе. Зажимной элемент действует в качестве зажимного клина для зажима режущей вставки в держателе режущей вставки, и для этого он вместе с режущей вставкой крепится в гнезде под режущую вставку. Зажимной элемент крепится в держателе режущей вставки с помощью отдельного крепежного элемента.
[0014] Размещение датчика в выемке зажимного элемента имеет в частности следующие преимущества. Прежде всего, это обеспечивает очень компактное размещение датчика. Такой способ размещения датчика практически не влияет на крепление режущей вставки в держателе режущей вставки. Несмотря на это, указанным способом датчик может быть размещен в непосредственной близости от режущей вставки и, таким образом, очень близко от места обработки заготовки. Поэтому датчик почти не подвергается воздействию помех. Благодаря размещению в выемке зажимного элемента датчик также не сталкивается с другими элементами инструмента. Еще одно существенное преимущество состоит в том, что посредством зажимного элемента, действующего в качестве зажимного клина, возможна очень точная настройка положения и усилия зажима датчика. В целом, это позволяет обеспечить очень точное измерение с помощью датчика без влияния датчика на стабильность инструмента.
[0015] Таким образом, названная выше задача полностью решена.
[0016] Предпочтительно датчик размещен в выемке с точной подгонкой или с небольшим зазором. Выемка выполнена предпочтительно в виде углубления в одной из двух зажимных поверхностей зажимного элемента. Выемка может иметь любую форму, т.е., например, в горизонтальной проекции она может быть круглой или прямоугольной.
[0017] Согласно предпочтительному варианту осуществления изобретения в пространственном отношении датчик размещен между зажимным элементом и держателем режущей вставки. По сравнению с размещением между зажимным элементом и режущей вставкой в большинстве случаев это является предпочтительным как с точки зрения нехватки места, так и из соображений стабильности.
[0018] Однако следует отметить, что, не выходя за рамки настоящего изобретения, в качестве альтернативы датчик может быть размещен также между зажимным элементом и режущей вставкой.
[0019] В смонтированном состоянии инструмента датчик предпочтительно непосредственно контактирует как с зажимным элементом, так и с держателем режущей вставки. Таким образом, датчик предпочтительно непосредственно контактирует с обоими элементами инструмента.
[0020] По существу это обеспечивает преимущество, заключающееся в непосредственной передаче на датчик усилий, действующих между зажимным элементом и держателем режущей вставки. Поскольку указанные усилия зависят от усилий, действующих на режущую вставку, это позволяет достичь очень точного результата измерений.
[0021] Согласно предпочтительному варианту осуществления датчик содержит датчик усилия.
[0022] Такие датчики усилия часто называют также датчиками силы. В принципе, согласно изобретению может быть использован датчик усилия любого типа. Например, указанный датчик может представлять собой датчик усилия с упругим чувствительным элементом, пьезоэлектрический датчик усилия, индуктивный датчик усилия, емкостный датчик усилия, электродинамический датчик усилия, резистивный датчик усилия или магнитоупругий датчик усилия.
[0023] В большинстве случаев в случае таких датчиков усилия измерение усилия осуществляется посредством измерения упругой деформации путем измерения перемещения, давления или сопротивления на основе названных выше принципов измерения.
[0024] Датчик также может содержать многоосный датчик усилия. Преимущество такого решения заключается в возможности измерения и оценки многомерных усилий. Например, посредством такого многоосного датчика усилия наряду с чистым усилием резания или скалывания может быть измерено также усилие подачи инструмента.
[0025] Здесь следует отметить, что в данном документе речь идет о "датчике" (в единственном числе). Однако в принципе, не выходя за рамки настоящего изобретения, в указанном месте, например, в зажимном элементе или, соответственно, на зажимном элементе может быть расположено также множество датчиков. Также, не выходя за рамки настоящего изобретения, в различных других местах на инструменте могут быть расположены дополнительные датчики.
[0026] Согласно еще одному варианту осуществления зажимной элемент выполнен по существу в виде клина. Описание "по существу в виде клина" в частности относится к геометрической конфигурации, рассматриваемой на виде сбоку зажимного элемента. В отношении своей общей конфигурации зажимной элемент предпочтительно выполнен в виде призмы и на виде сбоку или, соответственно, в продольном разрезе имеет трапецеидальную или, соответственно, клиновидную форму.
[0027] Зажимной элемент предпочтительно содержит две зажимные поверхности, проходящие под углом друг к другу, причем одна из указанных зажимных поверхностей прилегает к режущей вставке, а другая зажимная поверхность прилегает к держателю режущей вставки. Особенно предпочтительно указанные две зажимные поверхности проходят относительно друг друга под углом менее 15°.
[0028] Такой наклон двух зажимных поверхностей относительно друг друга в частности имеет то преимущество, что между зажимным элементом и держателем режущей вставки возникает так называемое самоторможение. Указанное самоторможение приводит к тому, что в полностью смонтированном состоянии инструмента зажимной элемент вместе с режущей вставкой не может быть легко отсоединен от держателя режущей вставки. Это имеет место также в том случае, когда ослаблен крепежный элемент для крепления зажимного элемента. Для осуществления указанного самоторможения предпочтительным является в частности угол между указанными двумя зажимными поверхностями, лежащий в диапазоне 5°-10°.
[0029] Согласно еще одному варианту осуществления зажимной элемент, начиная от переднего конца, проходит вдоль продольной оси зажимного элемента до заднего конца, обращенного к дну гнезда под режущую вставку, причем по своей высоте зажимной элемент к заднему концу сужается в виде клина перпендикулярно продольной оси зажимного элемента.
[0030] Ширина зажимного элемента, измеряемая также перпендикулярно продольной оси зажимного элемента, предпочтительно постоянна вдоль всей продольной оси зажимного элемента. Высота зажимного элемента, измеряемая перпендикулярно продольной оси зажимного элемента и перпендикулярно ширине зажимного элемента, начиная с переднего конца, предпочтительно уменьшается к заднему концу зажимного элемента. В результате этого во время крепления зажимного элемента в гнезде под режущую вставку возникает своего рода заклинивание режущей вставки, приводящее к зажиму режущей вставки в держателе режущей вставки. Во время крепления зажимного элемента зажимной элемент все дальше и дальше втягивается в гнездо под режущую вставку, что приводит к все большему увеличению усилия зажима, действующего на режущую вставку.
[0031] Если зажимной элемент непрерывно сужается к своему заднему концу, то во время крепления зажимного элемента в гнезде под режущую вставку также непрерывно увеличивается зажимное усилие. Это является преимуществом в частности в данном случае, поскольку датчик размещен между зажимным элементом и держателем режущей вставки. Таким образом, непрерывное увеличение усилия крепления зажимного элемента приводит также к непрерывному увеличению усилия на датчике. Это позволяет оптимальным образом настраивать датчик и устанавливать усилие его предварительного напряжения. Это в свою очередь делает возможными очень точные результаты измерений, которые могут быть выполнены с помощью указанного датчика.
[0032] Также является предпочтительным, чтобы высота датчика была больше глубины выемки, измеренной параллельно ей, так чтобы датчик выступал за край выемки.
[0033] Таким образом, датчик немного выступает из выемки вверх. Таким образом, может быть создано предварительное напряжение датчика, поскольку в смонтированном состоянии инструмента уже до его использования датчик зажат с предварительным напряжением между зажимным элементом и держателем режущей вставки.
[0034] Согласно еще одному варианту осуществления датчик содержит кабель, проведенный изнутри инструмента наружу по первому участку кабельного канала, размещенному в зажимном элементе и сообщающемуся с выемкой, и по второму участку кабельного канала, размещенному в держателе режущей вставки и в смонтированном состоянии инструмента выровненному относительно первого участка кабельного канала.
[0035] В принципе датчик также может быть снабжен передающим блоком, например, радиопередатчиком, чтобы создать беспроводный канал передачи данных для соединения с блоком обработки результатов металлорежущего станка. Однако из-за нехватки места это в большинстве случаев не может быть обеспечено. К тому же с помощью проводного канала передачи данных в данном случае применения в большинстве случаев может быть реализован более надежный канал передачи данных, менее подверженный помехам.
[0036] Два указанных участка кабельного канала, в смонтированном состоянии инструмента выровненных относительно друг друга, обеспечивают простой способ проведения кабеля датчика изнутри инструмента наружу. Оба участка кабельного канала могут иметь любую форму. Важно только, чтобы в смонтированном состоянии инструмента два участка кабельного канала были выровнены относительно друг друга. Поэтому каждый из двух участков кабельного канала предпочтительно выполнен в виде выемки в зажимном элементе или, соответственно, в держателе режущей вставки.
[0037] Согласно еще одному варианту осуществления зажимной элемент согласован с формой гнезда под режущую вставку таким образом, что в смонтированном состоянии инструмента он по меньшей мере в большей части утоплен в держателе режущей вставки. "По меньшей мере в большей части" означает, что в смонтированном состоянии инструмента по меньшей мере 50% объема зажимного элемента утоплено в держателе режущей вставки. Предпочтительно в смонтированном состоянии инструмента в держателе режущей вставки утоплено даже по меньшей мере 90% объема зажимного элемента.
[0038] Таким образом, в смонтированном состоянии инструмента зажимной элемент предпочтительно уже не выступает из держателя режущей вставки или выступает только незначительно. Благодаря этому эффективно предотвращаются столкновения, в частности с обрабатываемой заготовкой.
[0039] Согласно еще одному варианту осуществления гнездо под режущую вставку содержит зажимную поверхность, которая расположена под углом относительно продольной оси зажимного элемента, обращена к первой стороне зажимного элемента и к которой в смонтированном состоянии инструмента прилегает датчик, причем вторая сторона зажимного элемента, расположенная напротив первой стороны и проходящая параллельно продольной оси зажимного элемента, в смонтированном состоянии инструмента по меньшей мере на участках прилегает к режущей вставке.
[0040] Зажимной элемент размещен в гнезде под режущую вставку предпочтительно над режущей вставкой. Это является предпочтительным в частности в отношении стабильности зажима режущей вставки. Поскольку датчик, как указано выше, предпочтительно выступает из выемки в зажимном элементе, в которой он размещен, первая сторона зажимного элемента не контактирует с зажимной поверхностью гнезда под режущую вставку. Вместо этого с указанной зажимной поверхностью контактирует только датчик. Датчик выступает за первую сторону зажимного элемента предпочтительно на 1-2 мм.
[0041] Согласно еще одному варианту осуществления предусмотрено, что крепежный элемент содержит винт, зажимной элемент содержит сквозное отверстие, а держатель режущей вставки содержит внутреннюю резьбу, в которую в смонтированном состоянии инструмента через сквозное отверстие входит с зацеплением указанный винт.
[0042] В смонтированном состоянии инструмента винт ориентирован предпочтительно параллельно продольной оси держателя режущей вставки и параллельно продольной оси зажимного элемента. Таким образом, винт сравнительно простым образом может быть введен через зажимной элемент в держатель режущей вставки и завинчен для зажима режущей вставки в держателе зажимной вставки с помощью зажимного элемента. Для этого зажимной элемент содержит отверстие, ось которого в смонтированном состоянии ориентирована предпочтительно параллельно продольной оси держателя режущей вставки и параллельно продольной оси зажимного элемента. Винт может быть выполнен также в виде дифференциального винта, причем в таком случае в сквозном отверстии зажимного элемента размещена внутренняя резьба, направленная противоположно внутренней резьбе, размещенной в держателе режущей вставки.
[0043] Согласно еще одному варианту осуществления зажимной элемент и держатель режущей вставки изготовлены из стали, в то время как режущая вставка изготовлена из твердого сплава. Благодаря этому помимо прочего улучшается стабильность соединений между держателем режущей вставки, режущей вставкой и зажимным элементом.
[0044] Разумеется, без выхода за рамки настоящего изобретения вышеназванные признаки и признаки, которые будут пояснены ниже, могут применяться не только в указанной соответствующей комбинации, но и в других комбинациях, или по отдельности.
[0045] Примеры осуществления изобретения представлены на чертежах и поясняются более подробно в нижеследующем описании.
На чертежах показано следующее:
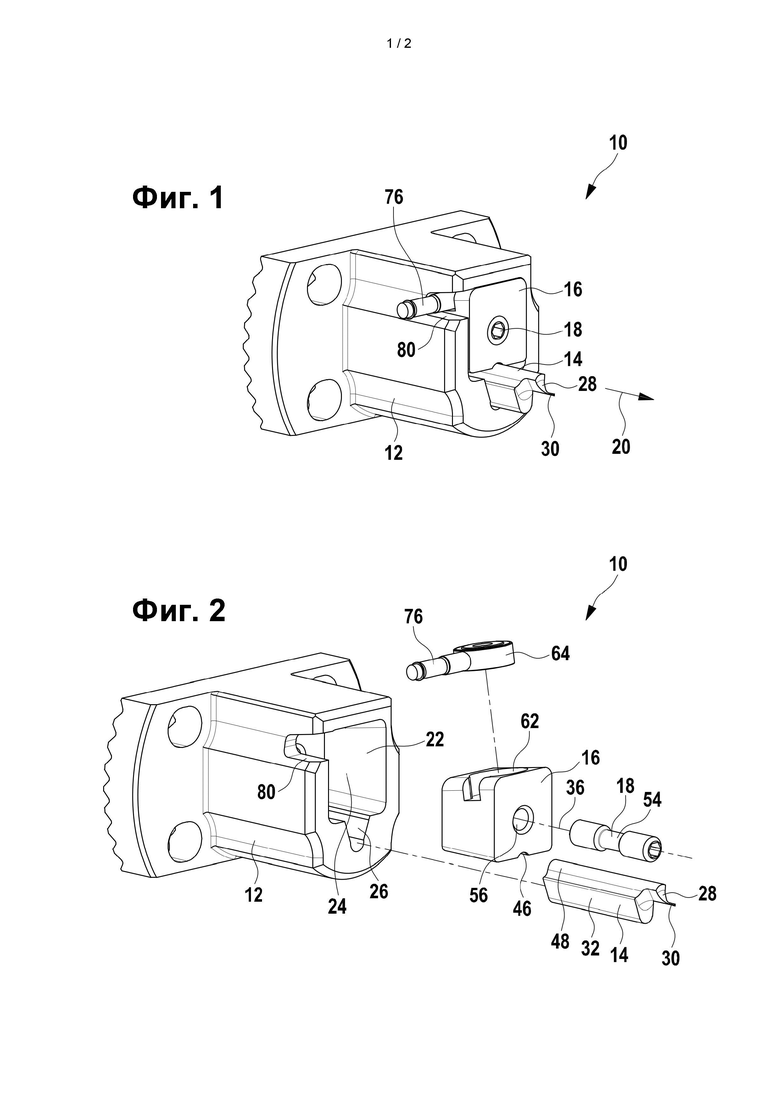
фиг. 1 - вид в перспективе одного примера осуществления инструмента согласно изобретению;
фиг. 2 - покомпонентное изображение примера осуществления инструмента, показанного на фиг.1, согласно изобретению;
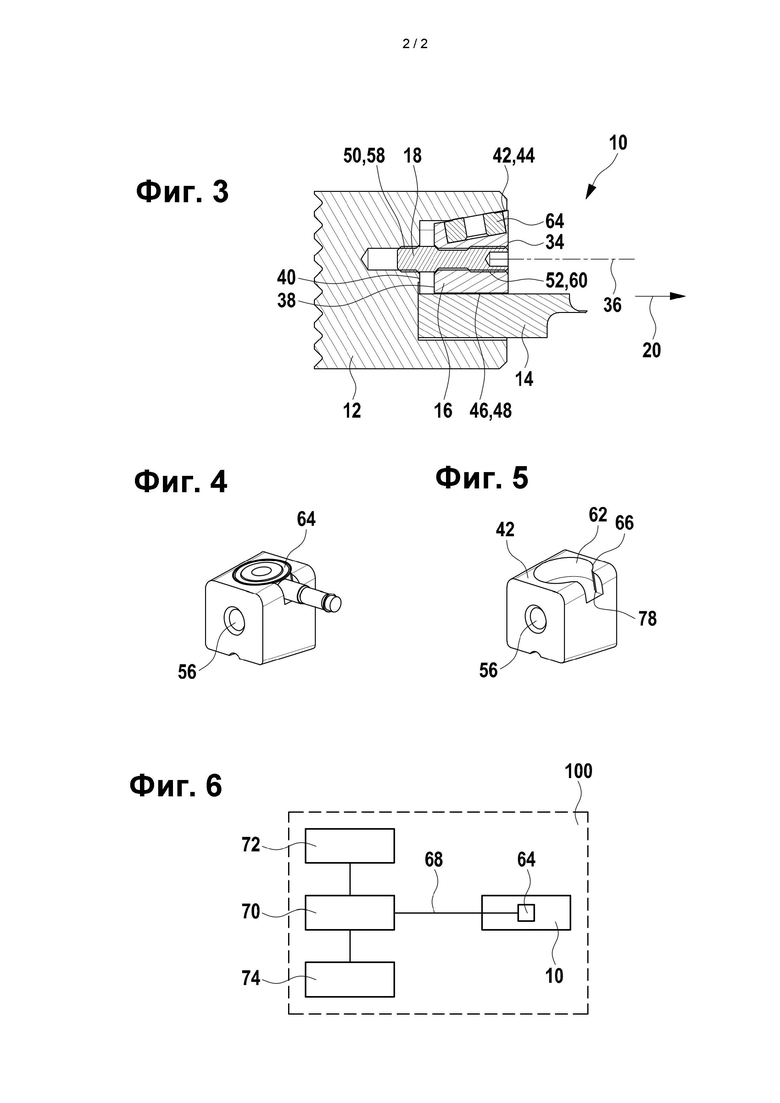
фиг. 3 - вид в продольном разрезе примера осуществления инструмента, показанного на фиг.1, согласно изобретению;
фиг. 4 - вид в перспективе одного примера осуществления зажимного элемента, который может быть вставлен в инструмент согласно изобретению с вставленным в него датчиком;
фиг. 5 - вид в перспективе зажимного элемента, показанного на фиг.4, без вставленного в него датчика;
фиг. 6 - структурная схема металлорежущего станка согласно одному примеру осуществления настоящего изобретения.
[0046] На фиг. 1-3 при помощи вида в перспективе, покомпонентного изображения и вида в продольном разрезе показан пример осуществления инструмента согласно изобретению. Здесь инструмент согласно изобретению в целом имеет ссылочное обозначение 10.
[0047] Инструмент 10 содержит держатель 12 режущей вставки и сменную режущую вставку 14, которая с помощью зажимного элемента 16 может быть закреплена в или, соответственно, на держателе 12 режущей вставки. Зажимной элемент 16 в свою очередь с помощью крепежного элемента 18 может быть закреплен в или, соответственно, на держателе 12 режущей вставки. В смонтированном состоянии инструмента 10 режущая вставка 14 зажата между зажимным элементом 16 и держателем 12 режущей вставки.
[0048] Держатель 12 режущей вставки проходит по существу вдоль продольной оси держателя, которая на фиг.1 показана стрелкой 20. На своем торцевом конце он содержит гнездо 22 под режущую вставку, которое в данном случае имеет по существу чашеобразную форму. Указанное гнездо 22 под режущую вставку, выполненное в виде чашеобразной выемки, образует в держателе 12 режущей вставки своего рода глухое отверстие.
[0049] Согласно изобретению гнездо 22 под режущую вставку предназначено не только для приема режущей 14 вставки, но и для приема зажимного элемента 16. Гнездо 22 под режущую вставку содержит верхнюю часть 24 и нижнюю часть 26 (см. фиг. 2). Верхняя часть 24 предназначена для приема зажимного элемента 16. Нижняя часть 26 предназначена для приема режущей вставки 14. Указанные две части 24, 26 открыты относительно друг друга, т.е. они не отделены друг от друга стенками. При наблюдении поперек продольной оси 20 держателя верхняя часть 24 предпочтительно имеет большее поперечное сечение, чем нижняя часть 26. Соответственно зажимной элемент 16 предпочтительно также имеет большее поперечное сечение, чем режущая вставка 14.
[0050] Режущая вставка 14 содержит режущую головку 28 с размещенной на ней режущей кромкой 30, а также зажимной участок 32. Зажимной участок 32 предназначен для зажима режущей вставки 14 в держателе 12 режущей вставки.
[0051] Инструмент 10 согласно изобретению помимо прочего отличается специальным способом зажима режущей вставки 14 в держателе 12 режущей вставки. Для зажима режущей вставки 14 применяется зажимной элемент 16. Как режущая вставка 14, так и зажимной элемент 16 выполнены в виде отдельно заменяемых деталей, не соединенных друг с другом жестко или, соответственно, постоянно.
[0052] Зажимной элемент 16 выполнен по существу в виде клина. Это в частности видно из продольного разреза инструмента 10, показанного на фиг. 3. Начиная с переднего конца, по своей высоте, измеренной перпендикулярно продольной оси 36 зажимного элемента 16, он в виде клина сужается к своему заднему концу 38. В смонтированном состоянии инструмента 10 задний конец 38 зажимного элемента 16 обращен к внутреннему дну 40 гнезда 22 под режущую вставку. На своей верхней стороне зажимной элемент 16 содержит зажимную поверхность 42, которая в смонтированном состоянии инструмента 10 может прилегать к соответствующей зажимной поверхности 44 держателя 12 режущей вставки (поскольку датчик 64 не выступает в указанном месте за зажимную поверхность 42 вверх - см. ниже). Две зажимные поверхности 42, 44 проходят под углом относительно продольной оси 36 зажимного элемента 16 или, соответственно, относительно параллельной ей продольной оси 20 держателя. Предпочтительно угол между зажимными поверхностями 42, 44 и продольной осью 36 зажимного элемента 16 или, соответственно, продольной осью 20 держателя составляет менее 15°, особенно предпочтительно 5° - 10°. На своей нижней стороне зажимной элемент 16 содержит вогнутую зажимную поверхность 46, прилегающую к зажимной поверхности 48, имеющей соответствующую выгнутую форму и выполненной на верхней стороне зажимного участка 32 режущей вставки 14.
[0053] Как указано выше, зажимной элемент 16 в свою очередь с помощью крепежного элемента 18 закреплен в держателе 12 режущей вставки. В данном примере осуществления указанный крепежный элемент 18 выполнен в виде винта. Точнее говоря, в данном случае указанный винт 18 выполнен в виде дифференциального винта. Он содержит две противоположные друг другу наружные резьбы 50, 52, посредством кольцевого паза 54 (см. фиг. 2) отделенные друг от друга в средней области винта 18.
[0054] Винт 18 ввинчивается в держатель 12 режущей вставки через сквозное отверстие 56, предусмотренное в зажимном элементе 16. Указанное сквозное отверстие 56 проходит вдоль продольной оси 36 зажимного элемента 16. Первая наружная резьба 50 винта 18 входит в зацепление с первой внутренней резьбой 58, размещенной в держателе 12 режущей вставки. Вторая наружная резьба 52 винта 18 входит в зацепление со второй внутренней резьбой 60, выполненной в сквозном отверстии 56 зажимного элемента 16. Первая внутренняя резьба 58, предусмотренная в держателе 12 режущей вставки, и вторая внутренняя резьба 60, предусмотренная в зажимном элементе 16, выполнены таким образом, что они проходят противоположно друг другу в соответствии с двумя наружными резьбами 50, 52 винта 18.
[0055] Противоположная конфигурация наружных резьб 50, 52 и внутренних резьб 58, 60 имеет то преимущество, что во время ослабления дифференциального винта 18 зажимной элемент 16 активно выталкивается из гнезда 22 под режущую вставку. Таким образом, облегчается извлечение зажимного элемента 16 и режущей вставки 14, например, при замене режущей вставки. Одновременно такое исполнение также имеет то преимущество, что зажимной элемент 16 во время затяжки дифференциального винта 18 или, соответственно, во время монтажа зажимного элемента 16 и режущей вставки 14 втягивается в гнездо 22 под режущую вставку уже посредством нескольких вращений дифференциального винта 18.
[0056] Однако, разумеется, что для крепления зажимного элемента 16 в принципе может быть применен также другой тип винта или даже совершенного другой тип крепежного средства.
[0057] Зажимной элемент 16 содержит выемку 62, в которой размещен датчик 64. Датчик 64 предпочтительно представляет собой датчик усилия, применяемый для измерения усилия, действующего на режущую вставку 14. Особенно предпочтительно датчик 64 представляет собой многоосный датчик усилия, выполненный с возможностью измерения усилий, действующих на режущую вставку 14 во всех трех измерениях.
[0058] В смонтированном состоянии инструмента 10 датчик 64, размещенный в выемке 62 зажимного элемента 16, зажат между зажимным элементом 16 и держателем 12 режущей вставки. Таким образом, он измеряет усилие, действующее между зажимным элементом 16 и держателем 12 режущей вставки. Поскольку указанное усилие, действующее между зажимным элементом 16 и держателем 12 режущей вставки, зависит от усилия, действующего на режущую вставку 14, измерительный сигнал, генерируемый датчиком 64, также зависит от усилия, действующего на режущую вставку 14.
[0059] Выемка 62 выполнена в виде углубления в зажимной поверхности 42 зажимного элемента 16. Предпочтительно выемка 62 имеет такие размеры, что датчик 64 может быть размещен в ней с точной подгонкой. Однако глубина выемки 62 предпочтительно немного меньше измеренной параллельно ей высоты датчика 64. Вследствие этого датчик 64 немного выступает вверх за край 66 выемки 62. Предпочтительно датчик 64 выступает за край 66 выемки 62 только на несколько микрометров. Однако он может выступать за выемку 62 на 1-2 мм. Это улучшает зажим датчика 64 между зажимным элементом 16 и держателем 12 режущей вставки и создает предварительное напряжение датчика 64, в свою очередь делающее возможным улучшенную оценку сигналов.
[0060] Особенное преимущество указанного способа размещения датчика 64 в зажимном элементе 16 состоит в том, что вследствие размещения датчика в выемке 62 он, с одной стороны, размещен очень компактно. С другой стороны, датчик 64 практически не влияет на стабильность зажима режущей вставки 14. Еще одно существенное преимущество размещения датчика 64 в выемке 62 зажимного элемента 16 заключается в том, что положение датчика 64 и его предварительное напряжение могут очень простым образом и, тем не менее, очень точно настраиваться вместе с положением зажимного элемента 16 и его предварительным напряжением. Описанный способ размещения датчика 64 также имеет то преимущество, что благодаря близости к режущей вставке 14 силы, действующие при обработке, могут быть измерены очень близко от режущей кромки. В целом это делает возможным очень точное и надежное измерение с помощью датчика 64 усилий, действующих на режущую вставку 14.
[0061] Как схематично показано на фиг. 6, измерительный сигнал, генерируемый датчиком 64, посредством канала 68 передачи данных может быть передан в блок 70 обработки результатов, выполненный с возможностью оценки и соответствующей дальнейшей обработки измерительного сигнала. Блок 70 обработки результатов, например, может быть частью металлорежущего станка 100, в котором применяется инструмент 10. Однако в принципе блок 70 обработки результатов также может быть выполнен в виде отдельного узла, не встроенного непосредственно в металлорежущий станок 100.
[0062] В отношении оценки и дальнейшей обработки измерительного сигнала, генерируемого датчиком 64, возможны различные варианты. Блок 70 обработки результатов может быть выполнен с возможностью хранения измерительного сигнала в блоке 72 памяти, например, с целью документирования или обеспечения качества. Блок 70 обработки результатов также может быть выполнен с возможностью управления металлорежущим станком 100 на основе измерительного сигнала. Блок 70 обработки результатов, например, может быть выполнен с возможностью остановки металлорежущего станка 100, если измерительный сигнал превышает заранее заданное пороговое значение или соответствует заранее заданному эталонному сигналу, что позволяет сделать вывод о повреждении или износе режущей кромки 30 режущей вставки 14. Согласно еще одному варианту осуществления блок 70 обработки результатов может быть выполнен с возможностью генерирования предупредительного сигнала через устройство вывода, если измерительный сигнал, генерируемый датчиком 64, превышает заранее заданное пороговое значение или соответствует заранее заданному эталонному сигналу. Устройство 74 вывода может содержать экран, на котором в виде визуальной индикации на экране отображается предупредительный сигнал. Устройство 74 вывода может содержать громкоговоритель, посредством которого генерируется акустический предупредительный сигнал.
[0063] Канал 68 передачи данных может быть выполнен как в виде беспроводного, так и в виде проводного канала передачи данных. В показанном здесь примере осуществления канал 68 передачи данных предпочтительно выполнен в виде проводного канала передачи данных. Для этого датчик 64 содержит кабель 76, выведенный сбоку из зажимного элемента 16 и держателя 12 режущей вставки. Для этого в зажимном элементе 16 предусмотрен первый участок 78 кабельного канала, сообщающийся с выемкой 62 (см. фиг. 5). В держателе 12 режущей вставки предусмотрен второй участок 80 кабельного канала, в смонтированном состоянии инструмента 10 выровненный с первым участком 78 кабельного канала (см. фиг. 1 и 2). Каждый из двух участков 78, 80 кабельного канала выполнен в виде выемки, выполненной сбоку в зажимном элементе 16 или, соответственно, в держателе 12 режущей вставки.
[0064] Наконец, следует заметить, что показанный здесь пример осуществления инструмента 10 согласно изобретению представляет собой один из многих возможных примеров осуществления для реализации настоящего изобретения. Держатель 12 режущей вставки не обязательно должен быть выполнен в виде показанного здесь кассетного держателя. Точно так же держатель 12 режущей вставки может представлять собой чисто брусковый держатель, как это обычно бывает в случае обычных токарных резцов. Держатель 12 режущей вставки также может иметь цилиндрическую форму. В принципе режущая вставка 14, не выходя за рамки настоящего изобретения, также может иметь форму, отличающуюся от показанной здесь формы. Например, режущая вставка 14 может быть выполнена также в виде неперетачиваемой режущей вставки, имеющей форму пластины или стержня. Гнездо под режущую вставку не обязательно должно иметь показанную здесь чашеобразную форму. Вместо этого гнездо 22 под режущую вставку может быть выполнено также с помощью двух зажимных губок, которые образованы на держателе 12 режущей вставки, и между которыми может быть зажат зажимной элемент 16 и режущая вставка 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2017 |
|
RU2697677C1 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2154554C2 |
| Режущий инструмент | 1973 |
|
SU867285A3 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ВСТАВКА, ИМЕЮЩАЯ ОБЛЕГЧАЮЩИЕ ОРИЕНТАЦИЮ ЗАЖИМНЫЕ ВЫЕМКИ, И РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2765869C2 |
| АДАПТЕР ДЛЯ РЕЖУЩЕЙ ВСТАВКИ | 2017 |
|
RU2735535C2 |
| РЕЖУЩАЯ ВСТАВКА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2541214C2 |
| КОРПУС ИНСТРУМЕНТА, ИМЕЮЩИЙ ВНУТРЕННЕЕ ГНЕЗДО С УПРУГИМ ЗАЖИМНЫМ ЭЛЕМЕНТОМ ДЛЯ РАЗМЕЩЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ, РЕЖУЩИЙ ИНСТРУМЕНТ И ЕГО РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СНЯТИЯ ФАСОК | 2018 |
|
RU2752159C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ВСТАВКА ДЛЯ НЕГО | 2004 |
|
RU2345871C2 |
Группа изобретений относится к инструменту для обработки резанием заготовки. Инструмент для обработки резанием заготовки содержит режущую вставку с режущими кромками, держатель режущей вставки, содержащий гнездо под режущую вставку, зажимной элемент с крепежным элементом. Инструмент содержит датчик, который генерирует измерительный сигнал, зависящий от усилия, действующего на режущую вставку. Металлорежущий станок с инструментом и с блоком обработки результатов связан с датчиком посредством канала передачи данных. Обеспечивается оснащение режущего инструмента датчиком без негативного влияния на механическую стабильность инструмента. 2 н. и 13 з.п. ф-лы, 6 ил.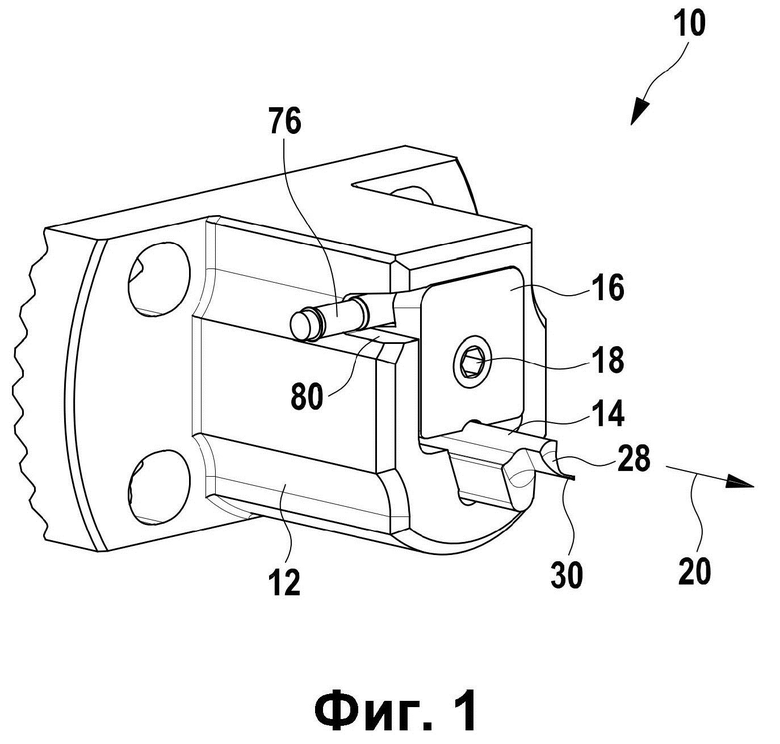
1. Инструмент (10) для обработки резанием заготовки, содержащий:
- режущую вставку (14) по меньшей мере с одной режущей кромкой (30),
- держатель (12) режущей вставки, содержащий гнездо (22) под режущую вставку для приема режущей вставки (14),
- зажимной элемент (16), действующий в качестве зажимного клина и выполненный с возможностью крепления в гнезде (22) под режущую вставку для зажима режущей вставки (14) в держателе (12) режущей вставки,
- крепежный элемент (18) для крепления зажимного элемента (16) в гнезде (22) под режущую вставку и одновременного зажима режущей вставки (14) в держателе (12) режущей вставки, и
- датчик (64), выполненный с возможностью генерирования измерительного сигнала, зависящего от усилия, действующего на режущую вставку (14),
причем зажимной элемент (16) содержит выемку (62), в которой размещен датчик (64).
2. Инструмент по п. 1, в котором в смонтированном состоянии инструмента (10) датчик (64) размещен между зажимным элементом (16) и держателем (12) режущей вставки.
3. Инструмент по п. 2, в котором в смонтированном состоянии инструмента (10) датчик (64) непосредственно контактирует как с зажимным элементом (16), так и с держателем (12) режущей вставки.
4. Инструмент по п. 1, в котором датчик (64) представляет собой датчик усилия.
5. Инструмент по п. 1, в котором зажимной элемент (16) выполнен в виде клина.
6. Инструмент по п. 5, в котором зажимной элемент (16), начиная от переднего конца (34), проходит вдоль продольной оси (36) зажимного элемента (16) до заднего (38) конца, обращенного к дну (40) гнезда (22) под режущую вставку, и при этом по своей высоте зажимной элемент (16) к заднему концу сужается перпендикулярно продольной оси (36) зажимного элемента (16).
7. Инструмент по п. 1, в котором высота датчика (64) больше глубины выемки (62), измеренной параллельно высоте датчика, так что датчик (64) выступает за край (66) выемки (62).
8. Инструмент по п. 1, в котором датчик (64) содержит кабель (76), проведенный изнутри инструмента (10) наружу по первому участку (78) кабельного канала, размещенному в зажимном элементе (16) и сообщающемуся с выемкой (62), и по второму участку (80) кабельного канала, размещенному в держателе (12) режущей вставки и в смонтированном состоянии инструмента (10) выровненному относительно первого участка (78) кабельного канала.
9. Инструмент по п. 1, в котором зажимной элемент (16) согласован с формой гнезда (22) под режущую вставку таким образом, что в смонтированном состоянии инструмента (10) он по меньшей мере в большей части утоплен в держателе (12) режущей вставки.
10. Инструмент по п. 1, в котором гнездо (22) под режущую вставку содержит зажимную поверхность (44), которая расположена под углом относительно продольной оси (36) зажимного элемента (16), обращена к первой стороне зажимного элемента (16) и к которой в смонтированном состоянии инструмента (10) прилегает датчик (64), и при этом вторая сторона зажимного элемента (16), расположенная напротив первой стороны и проходящая параллельно продольной оси (36) зажимного элемента (16), в смонтированном состоянии инструмента (10) по меньшей мере на участках прилегает к режущей вставке (14).
11. Инструмент по п. 1, в котором крепежный элемент (18) выполнен в виде винта, причем зажимной элемент (16) содержит сквозное отверстие (56), а держатель (12) режущей вставки содержит внутреннюю резьбу (58), в которую в смонтированном состоянии инструмента (10) через сквозное отверстие (56) входит с зацеплением указанный винт.
12. Инструмент по п. 11, в котором сквозное отверстие (56) проходит параллельно продольной оси (36) зажимного элемента (16), в смонтированном состоянии инструмента (10) ориентированной параллельно продольной оси (20) держателя (12) режущей вставки.
13. Инструмент по п. 1, в котором зажимной элемент (16) и держатель (12) режущей вставки выполнены из стали, а режущая вставка (14) выполнена из твердого сплава.
14. Металлорежущий станок с инструментом по одному из пп. 1-13 и с блоком (70) обработки результатов, связанным с датчиком (64) посредством канала (68) передачи данных.
15. Металлорежущий станок (100) по п. 14, в котором блок (70) обработки результатов выполнен с возможностью оценки измерительного сигнала и
(i) хранения в блоке (72) памяти; и/или
(ii) управления металлорежущим станком (100) на основе оцененного измерительного сигнала; и/или
(iii) генерирования предупредительного сигнала, если измерительный сигнал превышает заранее заданное пороговое значение или соответствует заранее заданному эталонному сигналу.
| US 2019358709 A1, 28.11.2019 | |||
| Расточная оправка | 1985 |
|
SU1310118A1 |
| Резец для чистовой обработки | 1988 |
|
SU1620212A1 |
| Резец для станка-автомата | 1990 |
|
SU1804951A1 |
| Вертикальный пантограф | 1946 |
|
SU69021A1 |
| DE 102007224778 A1, 09.08.2007. | |||

