[0001] Настоящее изобретение относится к инструменту для вихревой обработки для механической обработки заготовки. Инструмент для вихревой обработки в соответствии с изобретением содержит множество режущих вставок, причем каждая из режущих вставок содержит по меньшей мере одну режущую кромку. Инструмент для вихревой обработки, предложенный в соответствии с изобретением, дополнительно содержит держатель режущих вставок, который содержит множество гнезд для режущих вставок для приема и прикрепления с возможностью разъединения одной из режущих вставок соответственно, причем гнезда для режущих вставок расположены с распределением в окружном направлении по держателю режущих вставок, причем держатель режущих вставок содержит сквозное отверстие, которое проходит вдоль центральной оси держателя режущих вставок и через которое обеспечена возможность прохождения заготовки во время обработки, и при этом в установленном состоянии режущие вставки выступают в сквозное отверстие.
[0002] Универсальный инструмент для вихревой обработки вышеупомянутого типа раскрыт в DE 102015115310 А1.
[0003] Вихревая обработка является способом обработки металлов резанием, который представляет собой особую форму нарезания винта с точки зрения инструмента и кинематики. Вихревая обработка служит, в частности, для изготовления резьбы, но может также быть применена в целом для изготовления деталей с осевой симметрией, таких как, например, червяки, винты или роторы.
[0004] Вследствие высоких рабочих характеристик этого способа обработки металлов резанием вихревая обработка подходит, в частности, для обработки заготовок, выполненных из труднообрабатываемых материалов, таких как титан или драгоценный металл. По этой причине, например, большинство всех костных винтов в настоящее время изготавливают посредством вихревого нарезания резьбы.
[0005] Для вихревой обработки характерно вращение как инструмента для вихревой обработки, так и заготовки. Инструмент для вихревой обработки, который определяет скорость резания, расположен эксцентрично и вращается с высокой скоростью вокруг медленно вращающейся заготовки. Скорость подачи заготовки вдоль ее продольной оси устанавливают в соответствии с требуемым шагом резьбы, который необходимо получить. Кроме того, инструмент для вихревой обработки поворачивают в соответствии с требуемым шагом резьбы. Радиальная подача инструмента для вихревой обработки относительно заготовки определяет глубину резьбы.
[0006] Эксцентрическое расположение заготовки относительно инструмента для вихревой обработки приводит к образованию относительно короткой стружки. Это имеет полезный эффект для качества поверхности обрабатываемой заготовки.
[0007] Инструмент для вихревой обработки, предложенный в соответствии с настоящим изобретением, подходит, в частности, для наружной вихревой обработки. Наружная вихревая обработка обычно служит для изготовления наружной резьбы, в отличие от внутренней вихревой обработки, которая служит для изготовления внутренней резьбы. В случае наружной вихревой обработки режущие кромки ориентированы внутрь, причем режущие кромки выступают в центральное сквозное отверстие инструмента для вихревой обработки. Инструмент для вихревой обработки вращается вокруг заготовки. Таким образом, наружная вихревая обработка в некоторых случаях также называется фрезерованием выступающими внутрь фрезерными режущими кромками.
[0008] Основной проблемой, которая может наблюдаться в случае инструментов для вихревой обработки, является относительно высокая степень износа используемых режущих кромок. Это часто приводит к короткому сроку службы. Таким образом, в случае инструментов для вихревой обработки со сменными режущими вставками эти режущие вставки необходимо часто менять. Это в свою очередь приводит к увеличению производственных затрат.
[0009] Одной из причин относительно высокой степени износа режущих вставок является, помимо прочего, сложность обеспечения подачи охлаждающего вещества. Вследствие геометрии инструментов для вихревой обработки и относительно сложного перемещения, которое инструменты для вихревой обработки выполняют во время обработки заготовки, подача охлаждающего вещества оказывается затруднительной по сравнению со многими другими обрабатывающими инструментами. Это связано с тем, что, помимо прочего, инструменты для вихревой обработки, как правило, непосредственно не закреплены в обычном посадочном месте под инструмент инструментального станка или сменного робота на станке. Из-за наклонного положения инструмента для вихревой обработки, которое требуется для вихревой обработки, обычно используют специально приспособленные для этого узлы для вихревой обработки, которые служат в качестве типа переходника между инструментальным станком инструментом для вихревой обработки.
[0010] В большинстве инструментов для вихревой обработки охлаждение осуществляют через внешние шланги или трубы для охлаждающего вещества. Следовательно, охлаждение находится на значительном расстоянии от точки резания. Таким образом, не всегда может быть обеспечено надежное охлаждение режущих вставок и/или режущих кромок. Аналогичным образом, направление потока охлаждающего вещества часто значительно ограничено вследствие внешней подачи охлаждающего вещества.
[0011] Ввиду этого, задачей настоящего изобретения является создание инструмента для вихревой обработки с оптимизированной подачей охлаждающего вещества и смазочного материала.
[0012] Эта задача решена в соответствии с изобретением при помощи инструмента для вихревой обработки, тип которого упомянут вначале, посредством инструмента для вихревой обработки, содержащего канал для охлаждающего вещества, который расположен в держателе режущих вставок и проходит от впускного отверстия до выпускного отверстия, причем выпускное отверстие ведет в сквозное отверстие держателя режущих вставок и/или ориентировано в направлении сквозного отверстия держателя режущих вставок.
[0013] Инструмент для вихревой обработки, предложенный в соответствии с изобретением, в отличие от инструментов для вихревой обработки известного уровня техники включает в себя внутреннюю подачу охлаждающего вещества с каналом для охлаждающего вещества, который проходит через внутреннюю часть держателя режущих вставок. Поскольку выпускное отверстие канала для охлаждающего вещества ведет в сквозное отверстие и/или ориентировано в его направлении, охлаждающее вещество и смазочный материал выходят из канала для охлаждающего вещества в точке, расположенной очень близко к точке резания. Кроме того, поскольку режущие кромки режущих вставок выступают в центральное сквозное отверстие держателя режущих вставок, то охлаждающее вещество и смазочный материал, выходящие из выпускного отверстия, могут проходить очень близко к режущим кромкам. В результате, обеспечено оптимальное охлаждение и смазывание режущих кромок, благодаря чему износ режущих вставок значительно уменьшен. Это ведет к увеличению срока службы и обеспечивает снижение затрат.
[0014] Кроме того, вследствие предпочтительного расположения выпускного отверстия канала для охлаждающего вещества образующуюся стружку удаляют желаемым образом из области обработки. В дополнение к улучшенному удалению стружки могут быть также осуществлены усовершенствования в отношении ломания стружки. Это обеспечивает более высокое качество поверхностей, обрабатываемых при помощи инструмента для вихревой обработки, предложенного в соответствии с изобретением.
[0015] Согласно предпочтительному варианту осуществления изобретения выпускное отверстие канала для охлаждающего вещества расположено между двумя соседними режущими вставками.
[0016] Преимущество этого заключается в том, что промежуточное пространство между двумя соседними режущими вставками может быть использовано для оптимальной подачи охлаждающего вещества и смазочного материала к точке обработки. Кроме того, в результате, охлаждающего вещества и смазочный материал проходят как к передней стороне режущей вставки, так и к задней стороне соседней режущей вставки.
[0017] Хотя, в принципе, канал для охлаждающего вещества с одним выходным отверстием является достаточным для настоящего изобретения, согласно предпочтительному варианту осуществления инструмент для вихревой обработки содержит множество этих каналов для охлаждающего вещества, причем количество каналов для охлаждающего вещества соответствует количеству режущих вставок, и каждый из каналов для охлаждающего вещества расположен в держателе режущих вставок и проходит между одним соответствующим впускным отверстием и одним соответствующим выпускным отверстием, причем каждое из выпускных отверстий расположено между двумя соседними режущими вставками соответственно. Таким образом, может быть обеспечено равномерное охлаждение и смазывание каждой из режущих вставок. Само собой разумеется, что количество каналов для охлаждающего вещества может быть больше, чем количество режущих вставок, и в каждом случае между двумя режущими вставками может быть расположено более одного выпускного отверстия.
[0018] Для простоты, в отношении вариантов осуществления, описанных далее, в каждом случае сделана ссылка только на один канал для охлаждающего вещества. Само собой разумеется, однако, что варианты осуществления, описанные ниже, могут относиться как к варианту осуществления предложенного инструмента для вихревой обработки только с одним каналом для охлаждающего вещества, так и к варианту осуществления предложенного инструмента для вихревой обработки с множеством каналов для охлаждающего вещества.
[0019] В соответствии с другим вариантом осуществления сквозное отверстие ограничено в радиальном направлении внутренней стенкой держателя режущих вставок, причем выпускное отверстие расположено на внутренней стенке.
[0020] Вышеупомянутая внутренняя стенка образует по меньшей мере одну часть сквозного отверстия. Иными словами, она образует внешний край сквозного отверстия. За счет прикрепления выпускного отверстия к этой внутренней стенке можно обеспечить оптимальную подачу охлаждающего вещества и смазочного материала и, таким образом, обеспечить в непосредственной близости от точки обработки требуемое охлаждение и смазывание поверхностей стружки, поверхностей зазора и/или режущих кромок режущих вставок.
[0021] Гнезда для режущих вставок, в которых расположены режущие вставки, предпочтительно расположены на передней стороне держателя режущих вставок, которая проходит в поперечном направлении к центральной оси держателя режущих вставок. В данном случае термин "в поперечном направлении" означает любую непараллельную ориентацию, т.е. ориентацию под углом, который не равен 0°. Термин "в поперечном направлении" может означать, но не обязательно, "перпендикулярно".
[0022] В соответствии с вариантом осуществления настоящего изобретения впускное отверстие расположено на задней стороне держателя режущих вставок, которая противоположна передней стороне держателя режущих вставок и проходит в поперечном направлении к центральной оси.
[0023] Расположение впускного отверстия на задней стороне держателя режущих вставок обеспечивает простую передачу охлаждающего вещества и смазочного материала от инструментального станка и/или узла для вихревой обработки к инструменту для вихревой обработки. Охлаждающее вещество и смазочный материал могут в этом случае проходить от впускного отверстия на задней стороне через внутреннюю часть держателя режущих вставок к выпускному отверстию канала для охлаждающего вещества.
[0024] В соответствии еще с одним вариантом осуществления на задней стороне держателя режущих вставок выполнена проходящая в окружном направлении канавка, в которой расположено впускное отверстие.
[0025] Такая кольцевая канавка дополнительно упрощает передачу охлаждающего вещества и смазочного материала от инструментального станка и/или узла для вихревой обработки к инструменту для вихревой обработки в соответствии с изобретением. Вследствие наличия кольцевой канавки впускное отверстие канала для охлаждающего вещества в этом случае не обязательно должно быть точно выровнено с соответствующей точкой передачи охлаждающего вещества на инструментальном станке и/или узле для вихревой обработки. Охлаждающее вещество и смазочный материал могут поступать в кольцевую канавку в любой точке для последующего прохождения по канавке к впускному отверстию канала для охлаждающего вещества.
[0026] В соответствии еще с одним вариантом осуществления настоящего изобретения впускное отверстие расположено на огибающей поверхности держателя режущих вставок, причем указанная огибающая поверхность проходит в окружном направлении.
[0027] Эта огибающая поверхность может быть использована в качестве альтернативной точки передачи охлаждающего вещества в зависимости от типа зажима инструмента для вихревой обработки. Предпочтительно, в частности, когда инструмент для вихревой обработки в любом случае радиально зажат посредством этой огибающей поверхности в узле для вихревой обработки и/или инструментальном станке. Огибающая поверхность, проходящая в окружном направлении, может проходить, но не обязательно, параллельно центральной оси держателя режущих вставок, т.е. перпендикулярно радиальному направлению держателя режущих вставок.
[0028] В соответствии еще с одним вариантом осуществления по меньшей мере одна часть канала для охлаждающего вещества выполнена в виде углубления в форме канавки, которое расположено в одном из гнезд для режущих вставок и непосредственно примыкает к одной из режущих вставок.
[0029] Таким образом, канал для охлаждающего вещества не обязательно должен быть выполнен в форме отверстия, а может быть также выполнен в виде канавки или частично в виде отверстия и частично в виде канавки. В варианте осуществления в качестве углубления в форме канавки, расположенного в гнезде или вблизи гнезда для режущей вставки, предпочтительно наружная сторона соседней режущей вставки, которая расположена в соответствующем гнезде для режущей вставки, образует часть выпускного отверстия. Вышеупомянутая наружная сторона режущей вставки предпочтительно образует не только часть выпускного отверстия, но также стенку канала для охлаждающего вещества. Следовательно, в этом варианте осуществления канал для охлаждающего вещества или по меньшей мере его часть проходит непосредственно вдоль наружной стороны режущей вставки. Это обеспечивает возможность подачи охлаждающего вещества и смазочного материала еще ближе и более желаемым образом в область режущих кромок режущих вставок.
[0030] В соответствии еще с одним вариантом осуществления канал для охлаждающего вещества содержит первый прямолинейный частичный участок, примыкающий к выпускному отверстию и проходящий вдоль воображаемой линии, которая пересекает режущую кромку, поверхность стружки или поверхность зазора или проходит по касательной к режущей кромке, поверхности стружки или поверхности зазора одной из режущих вставок.
[0031] Первый частичный участок канала для охлаждающего вещества и его выпускное отверстие, таким образом, непосредственно ориентированы в направлении точки обработки на заготовке. Воображаемая линия может совпадать, но не обязательно, с осью симметрии первого частичного участка канала для охлаждающего вещества. В предпочтительном варианте воображаемая линия проходит вдоль продольной оси первого частичного участка канала для охлаждающего вещества.
[0032] В соответствии еще с одним вариантом осуществления канал для охлаждающего вещества содержит первый прямолинейный частичный участок, примыкающий к выпускному отверстию и проходящий вдоль воображаемой линии, которая расположена в плоскости, ориентированной перпендикулярно центральной оси держателя режущих вставок.
[0033] Таким образом, поток охлаждающего вещества и смазочного материала может выходить из выпускного отверстия параллельно верхней стороне держателя режущих вставок. Это обеспечивает преимущества, в частности, касающиеся удаления стружки.
[0034] В соответствии еще с одним вариантом осуществления канал для охлаждающего вещества содержит первый прямолинейный частичный участок, прилегающий к выпускному отверстию, и второй прямолинейный частичный участок, прилегающий к впускному отверстию, причем два частичных участка переходят непосредственно друг в друга и образуют между собой угол, который не равен 0°.
[0035] Иными словами, канал для охлаждающего вещества выполнен с наклоном назад. Это необходимо, в частности, для направления канала для охлаждающего вещества во внутренней части держателя режущих вставок мимо режущих вставок к требуемой точке выпускного отверстия. По сравнению с криволинейным каналом для охлаждающего вещества канал для охлаждающего вещества с наклоном назад, состоящий из прямолинейных частичных участков, имеет преимущества с точки зрения технологии изготовления, поскольку этот канал относительно прост в производстве.
[0036] В соответствии еще с одним вариантом осуществления настоящего изобретения держатель режущих вставок содержит соединительный фланец и верхнюю часть, радиально выступающую из соединительного фланца, причем впускное отверстие, выпускное отверстие и гнезда для режущих вставок расположены на указанной верхней части.
[0037] Следовательно, охлаждающее вещество передают от инструментального станка и/или узла для вихревой обработки к инструменту для вихревой обработки, предпочтительно непосредственно к верхней части инструмента для вихревой обработки, в которой также расположены режущие вставки. Вследствие радиального наложения верхней части относительно соединительного фланца канал для охлаждающего вещества может быть легко размещен в верхней части без необходимости внесения каких-либо изменений в соединительный фланец.
[0038] Само собой разумеется, что признаки, упомянутые выше и описанные более подробно ниже, могут быть использованы не только в соответственно указанной комбинации, но также в других комбинациях или сами по себе в пределах объема настоящего изобретения.
[0039] Приведенные в качестве примера варианты осуществления инструмента для вихревой обработки в соответствии с изобретением показаны на нижеследующих чертежах и описаны более подробно в нижеследующем описании. На чертежах:
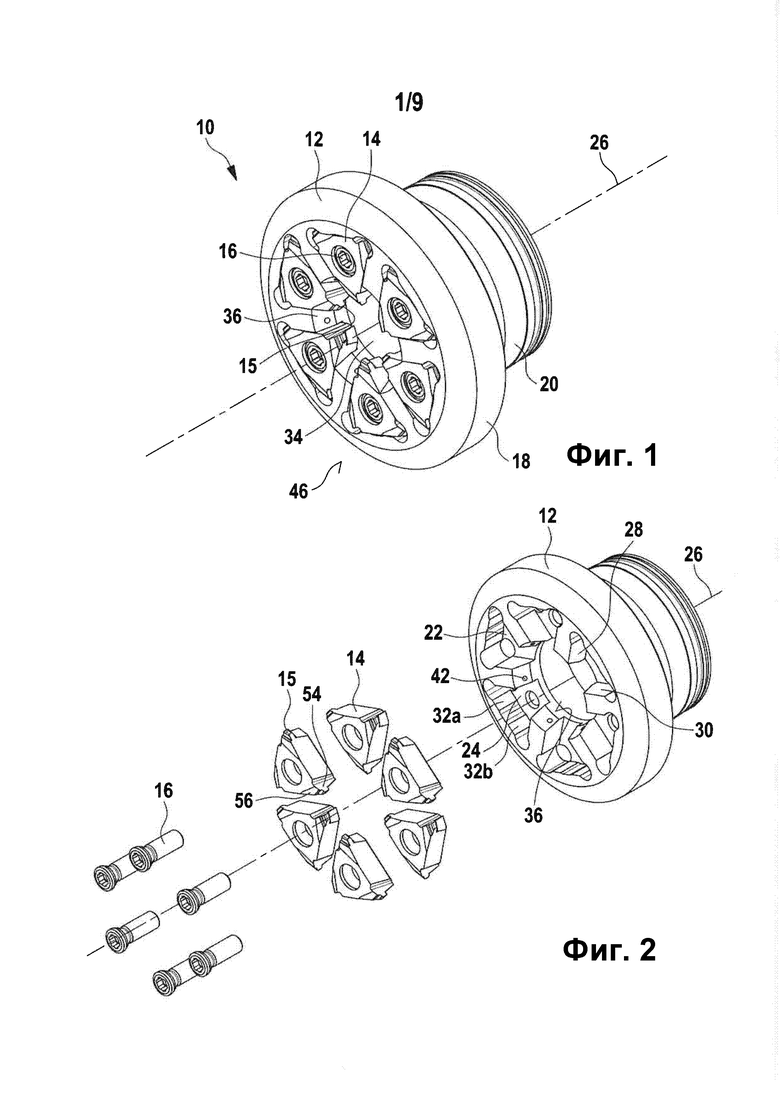
Фиг. 1 изображает перспективный вид первого примерного варианта осуществления инструмента для вихревой обработки в соответствии с изобретением;
Фиг. 2 изображает вид с пространственным разделением деталей примерного варианта осуществления, показанного на Фиг. 1;
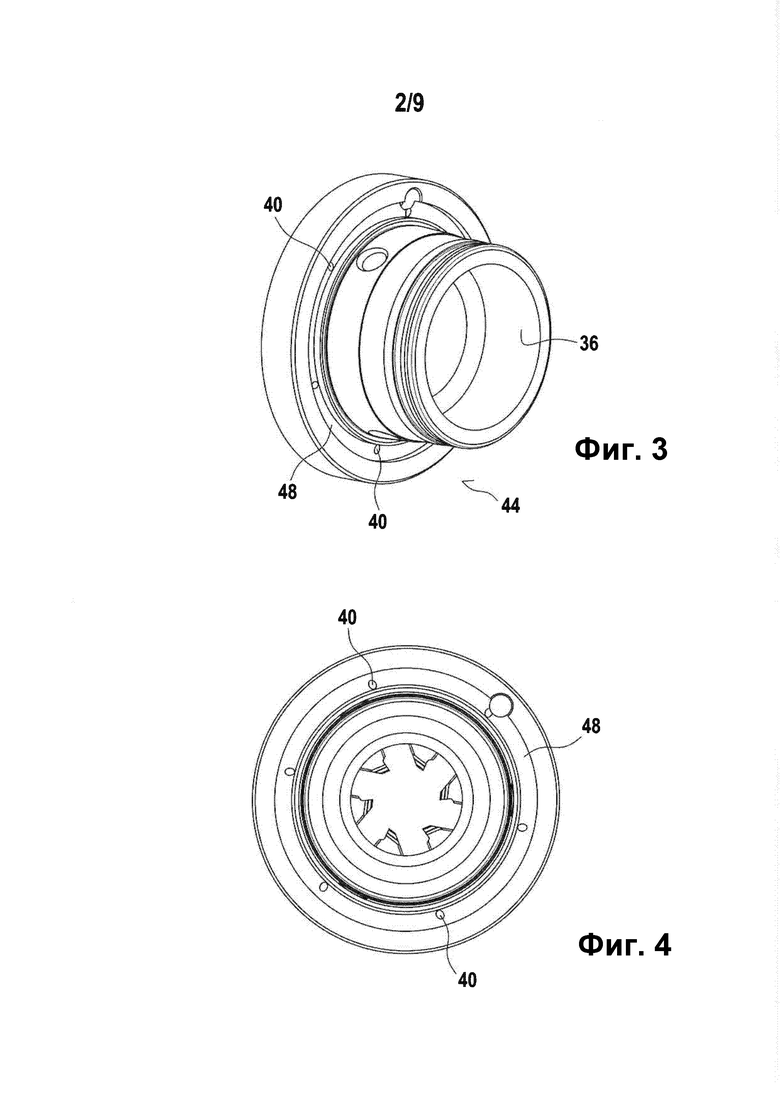
Фиг. 3 изображает перспективный вид сзади примерного варианта осуществления, показанного на Фиг. 1;
Фиг. 4 изображает вид сверху сзади примерного варианта осуществления, показанного на Фиг. 1;
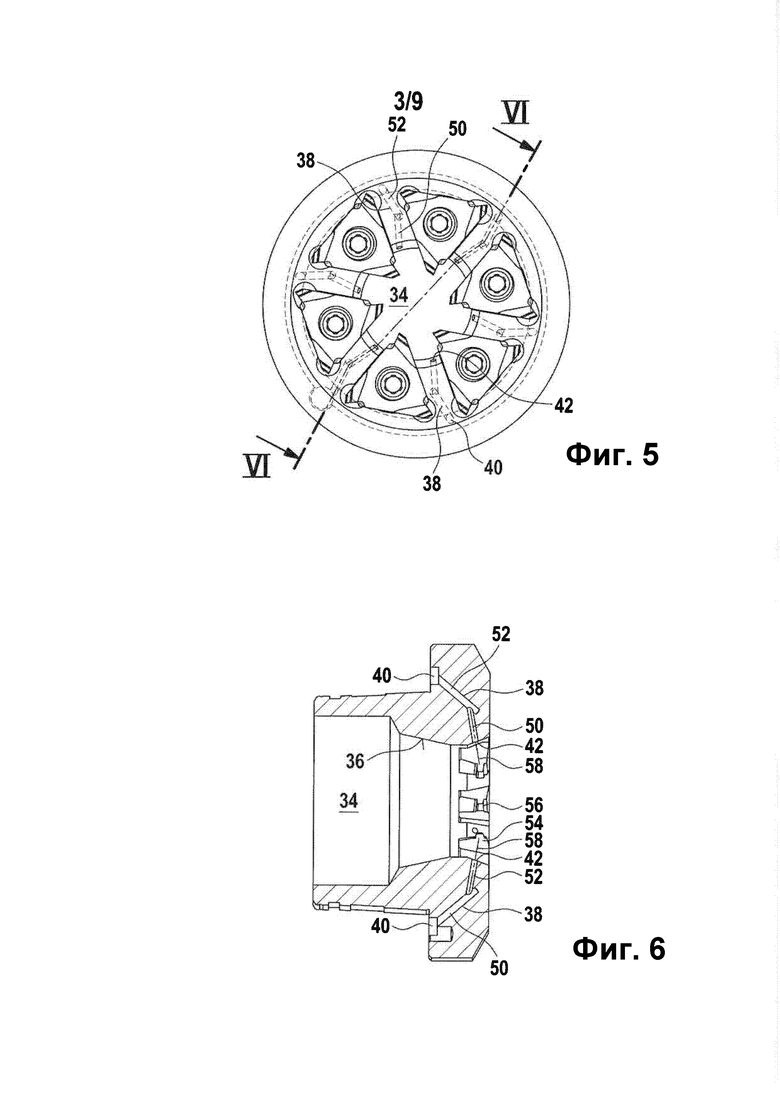
Фиг. 5 изображает полупрозрачный вид спереди примерного варианта осуществления, показанного на Фиг. 1;
Фиг. 6 изображает вид в разрезе, обозначенный на Фиг. 5;
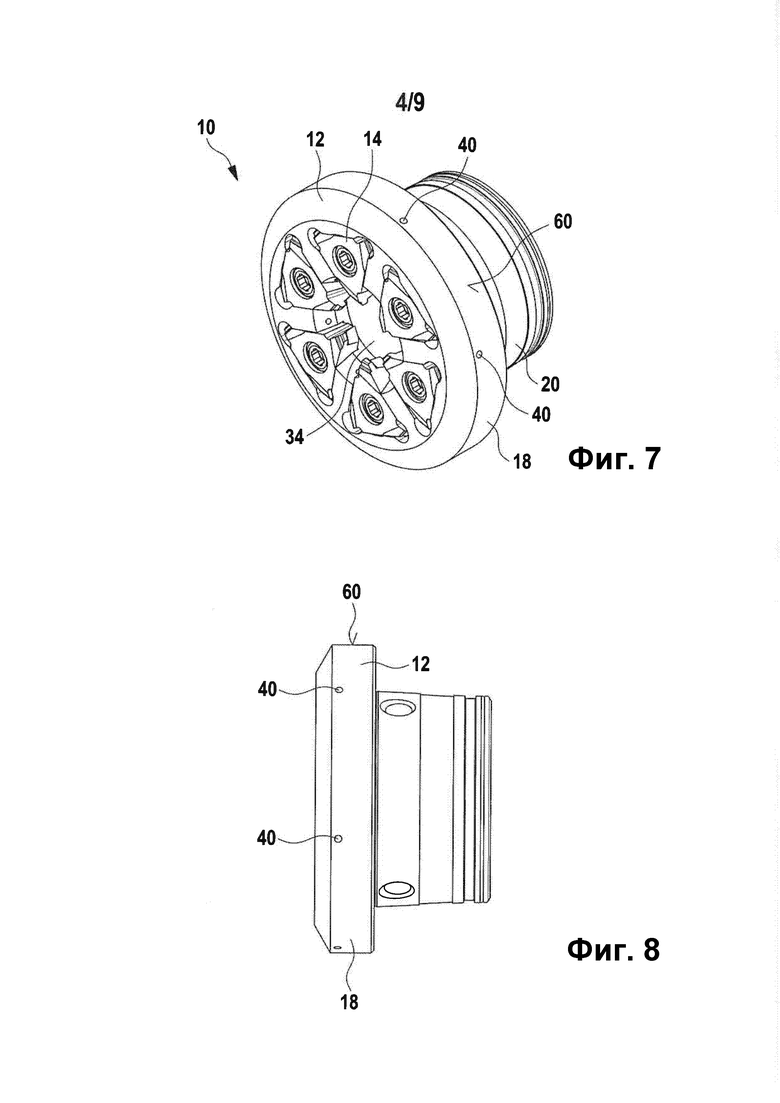
Фиг. 7 изображает перспективный вид второго примерного варианта осуществления инструмента для вихревой обработки в соответствии с изобретением;
Фиг. 8 изображает вид сбоку примерного варианта осуществления, показанного на Фиг. 7;
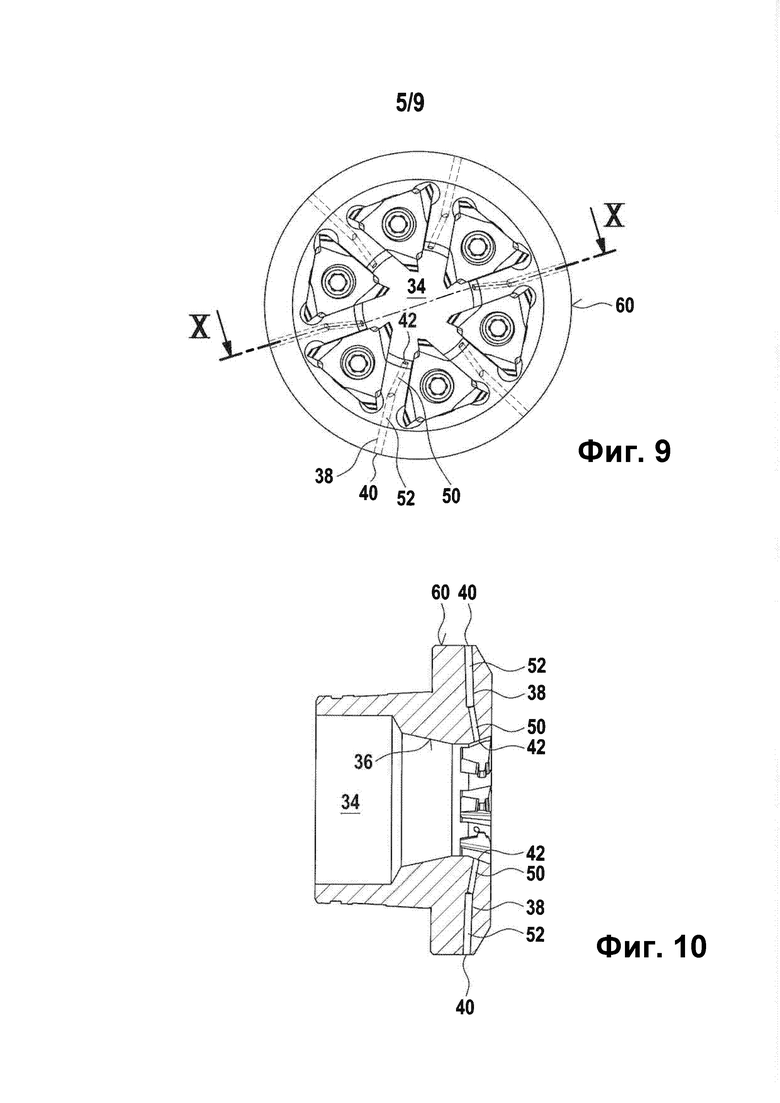
Фиг. 9 изображает полупрозрачный вид спереди примерного варианта осуществления, показанного на Фиг. 7;
Фиг. 10 изображает вид в разрезе, обозначенный на Фиг. 9;
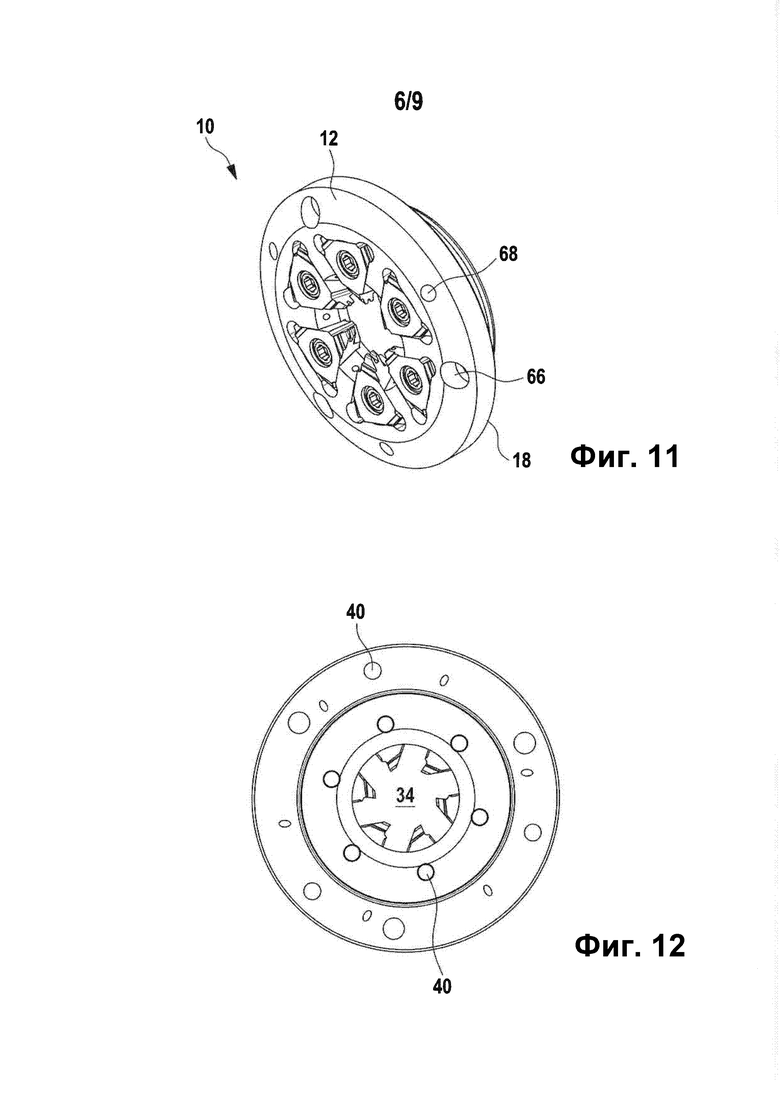
Фиг. 11 изображает перспективный вид третьего примерного варианта осуществления инструмента для вихревой обработки в соответствии с изобретением;
Фиг. 12 изображает вид сверху сзади примерного варианта осуществления, показанного на Фиг. 11;
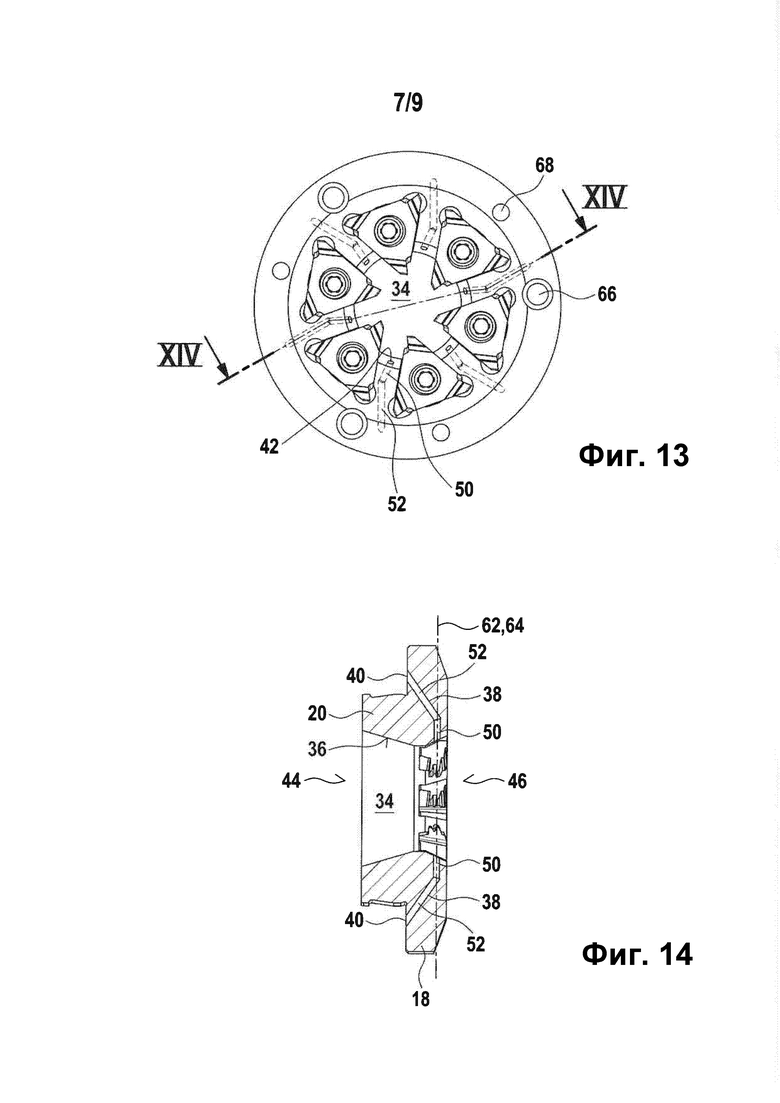
Фиг. 13 изображает полупрозрачный вид спереди примерного варианта осуществления, показанного на Фиг. 11;
Фиг. 14 изображает вид в разрезе, обозначенный на Фиг. 13;
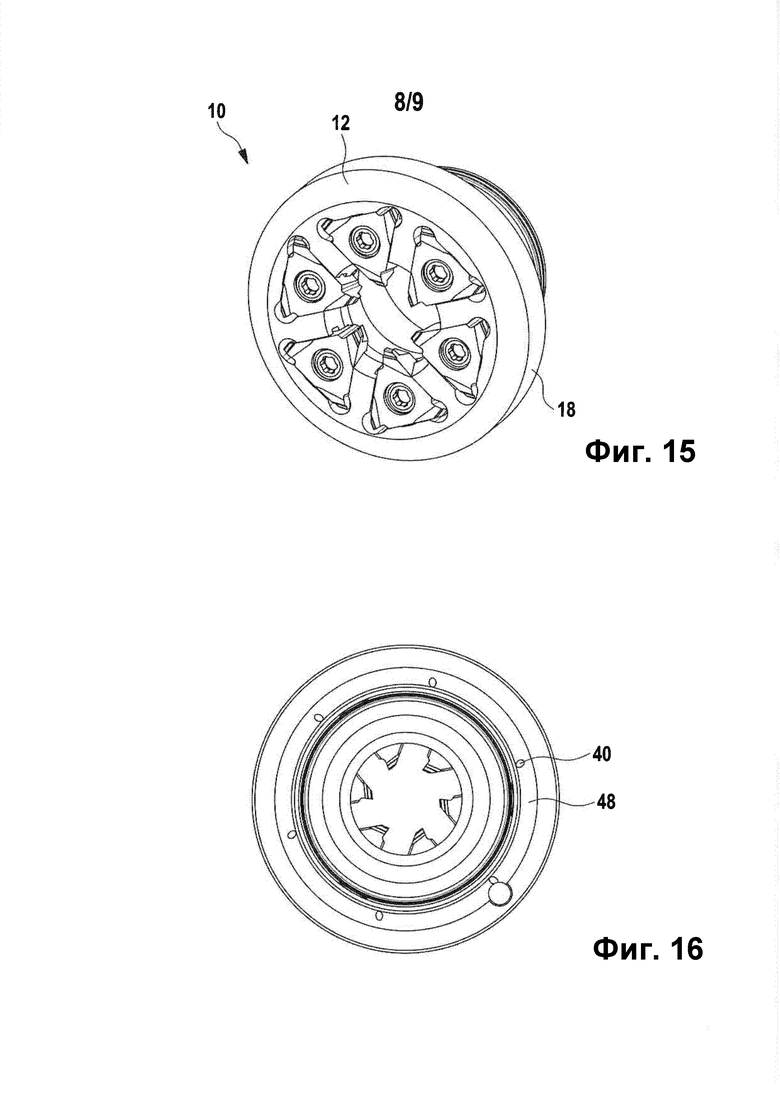
Фиг. 15 изображает перспективный вид четвертого примерного варианта осуществления инструмента для вихревой обработки в соответствии с изобретением;
Фиг. 16 изображает вид сверху сзади примерного варианта осуществления, показанного на Фиг. 15;
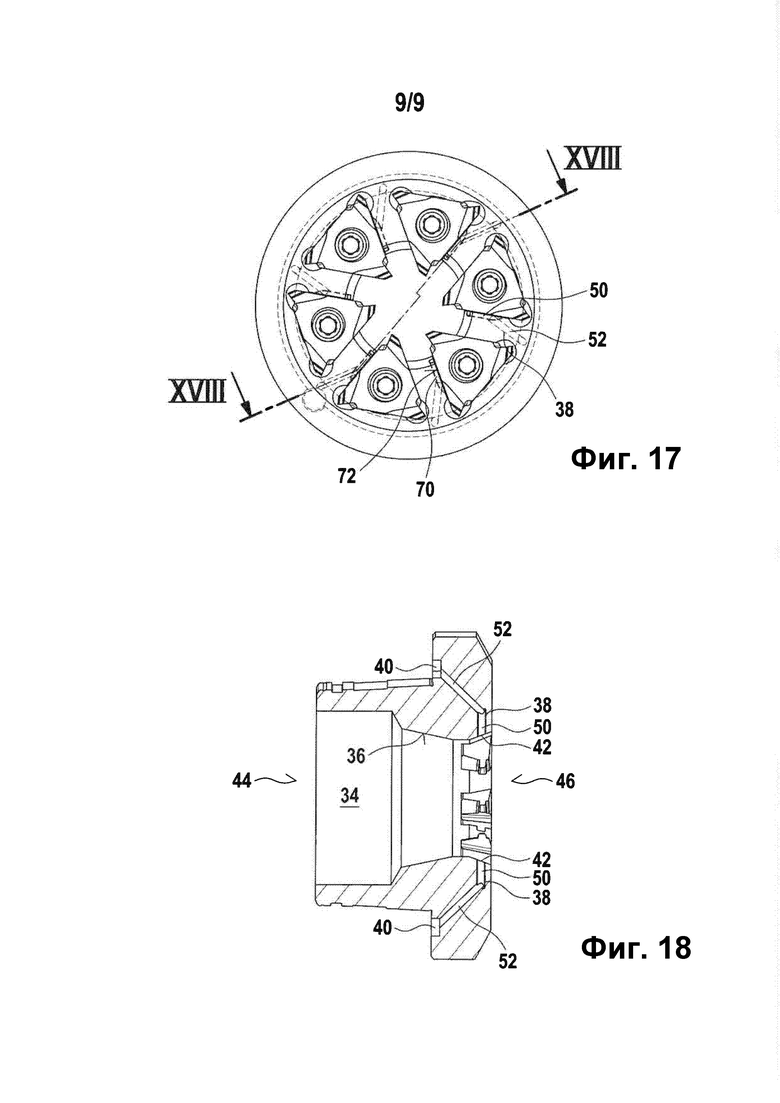
Фиг. 17 изображает полупрозрачный вид спереди примерного варианта осуществления, показанного на Фиг. 15;
Фиг. 18 изображает вид в разрезе, обозначенный на Фиг. 17;
[0040] На Фиг. 1-18 изображены четыре различных примерных варианта осуществления инструмента для вихревой обработки в соответствии с изобретением. Примерные варианты осуществления значительно различаются по конструкции внутреннего канала для охлаждающего вещества, который выполнен во внутренней части инструмента для вихревой обработки. Кроме того, между примерными вариантами осуществления имеются небольшие конструктивные различия, в частности, в отношении конструкции соединительного фланца инструмента для вихревой обработки, но эти различия не выделены относительно настоящего изобретения.
[0041] Предложенный в соответствии с изобретением инструмент для вихревой обработки обозначен на Фиг. 1-18 в целом ссылочной позицией 10.
[0042] Инструмент 10 для вихревой обработки содержит держатель 12 режущих вставок, к которому прикреплено с возможностью отсоединения множество режущих вставок 14 посредством крепежных элементов 16. Режущие вставки 14 предпочтительно представляют собой индексируемые вставки, выполненные из твердого металла. Крепежные винты 16 предпочтительно выполнены в виде самонарезающих винтов, которые входят в зацепление с соответствующими резьбами, выполненными в держателе 12 режущих вставок. Самонарезающие винты 16 предпочтительно снабжены средством взаимодействия с инструментом в виде шлица в форме шестилучевой звезды или средством взаимодействия с инструментом в виде шестигранного углубления, хотя, в принципе, рассматриваются любые типы средств взаимодействия с инструментом.
[0043] Кроме того, вместо самонарезающих винтов 16, в принципе, могут быть использованы крепежные элементы любых других типов. Например, в альтернативном варианте для зажима режущих вставок 14 может быть использован один или более зажимных элементов. Кроме того, не обязательно, чтобы крепежный элемент 16 был обеспечен для каждой режущей вставки 14. Как правило, только один крепежный элемент может быть использован для всех режущих вставок 14 вместе.
[0044] Держатель 12 режущих вставок предпочтительно изготовлен из стали. Указанный держатель режущих вставок может быть выполнен либо из одной детали (из единого интегрированного компонента), либо из множества деталей (из множества компонентов, соединенных друг с другом с возможностью разъединения). Держатель 12 режущих вставок содержит две нижние области и/или участка, верхнюю часть 18 и соединительный фланец 20. Оба участка соединены друг с другом в одно целое в примерном варианте осуществления, показанном на Фиг. 1. Режущие вставки 14 расположены на верхней части 18. В этой связи, верхняя часть 18 держателя 12 режущих вставок содержит множество гнезд 22 для режущих вставок для приема одной из режущих вставок 14 соответственно. Гнезда 22 для режущих вставок расположены с распределением в окружном направлении на держателе 12 режущих вставок. Гнезда 22 для режущих вставок предпочтительно выполнены в виде углублений, причем отдельные углубления, образующие гнезда 22 для режущих вставок, отделены друг от друга.
[0045] Каждое из гнезд 22 для режущих вставок содержит опорную поверхность 24, на которую опирается по плоскости соответствующая режущая вставка 14. Опорные поверхности 24 разных гнезд 22 для режущих вставок предпочтительно находятся в одной плоскости друг с другом. Опорные поверхности 24 гнезд 22 для режущих вставок проходят в поперечном направлении, предпочтительно перпендикулярно, к центральной оси 26 держателя 12 режущих вставок.
[0046] Кроме того, каждое гнездо 22 для режущей вставки содержит проходящие в поперечном направлении, предпочтительно перпендикулярно опорным поверхностям 24, множество несущих поверхностей 28, 30, 32a, 32b, на которых режущие вставки 14 в установленном состоянии опираются на держатель 12 режущих вставок. Несущие поверхности 28, 30 расположены под острым углом друг к другу в примерном варианте осуществления, показанном на Фиг. 1 и 2. Кроме того, в представленном здесь примерном варианте осуществления несущие поверхности 32a, 32b расположены в каждом случае под острым углом к несущим поверхностям 28, 30. Однако несущие поверхности 32a, 32b расположены в одной плоскости друг с другом. Кроме того, вместо двух частичных несущих поверхностей 32a, 32b, в принципе, может быть обеспечена одна непрерывная несущая поверхность 32 в той же самой точке для каждого гнезда 22 для режущей вставки.
[0047] Держатель 12 режущих вставок выполнен частично полым. В центре держателя режущих вставок выполнено сквозное отверстие 34, которое проходит вдоль центральной оси 26 держателя 12 режущих вставок. Сквозное отверстие 34 предпочтительно выполнено симметричным относительно центральной оси 26. Сквозное отверстие 34 ограничено в радиальном направлении держателя режущих вставок внутренней стенкой 36. Эта внутренняя стенка 36 предпочтительно содержит множество участков стенки вдоль центральной оси 26, которые в настоящем примерном варианте осуществления выполнены цилиндрическими или коническими. Однако, в принципе, могут быть рассмотрены другие формы (не обязательно симметричные формы), например, призматическая внутренняя стенка 36 сквозного отверстия 34.
[0048] В установленном состоянии режущие вставки 14 при использовании их режущих кромок 15 выступают в сквозное отверстие 34 держателя 12 режущих вставок. Во время механической обработки заготовка, подлежащая обработке посредством инструмента 10 для вихревой обработки, вставлена, как правило, эксцентрично в сквозное отверстие 34, причем инструмент 10 для вихревой обработки вращается вокруг центральной оси 26 держателя 12 режущих вставок. Во время изготовления резьбы держатель 12 режущих вставок дополнительно поворачивают относительно заготовки на заданный угол вокруг оси, проходящей перпендикулярно центральной оси 26. Угол поворота в зависимости от требуемого шага резьбы устанавливают заранее и обычно не изменяют в процессе изготовления резьбы. Во время вращения держателя 12 режущих вставок заготовку перемещают в направлении ее подачи, параллельном центральной оси 26.
[0049] В случае износа режущих кромок 15 режущих вставок 14 при использовании режущие вставки 14 могут быть отсоединены от держателя 12 режущих вставок и использованы в другом положении для продолжения механической обработки следующей режущей кромкой 15. В показанном здесь примерном варианте осуществления каждая режущая вставка 14 содержит в каждом случае три режущих кромки 15. Таким образом, каждая из режущих вставок 14 может быть повернута три раза и/или расположена в трех разных положениях на держателе 12 режущих вставок. Однако, само собой разумеется, что режущие вставки, содержащие менее или более трех режущих кромок, также могут быть использованы в пределах объема настоящего изобретения.
[0050] В примерных вариантах осуществления, показанных на Фиг. 1-18, предложенный в соответствии с изобретением инструмент 10 для вихревой обработки в каждом случае содержит множество каналов 38 для охлаждающего вещества, которые расположены в держателе 12 режущих вставок. В показанных здесь примерных вариантах осуществления обеспечено одинаковое количество каналов 38 для охлаждающего вещества и режущих вставок 14, причем один соответствующий канал 38 для охлаждающего вещества расположен между двумя соответствующими соседними режущими вставками 14. Однако здесь следует отметить, что, в принципе, было бы достаточно одного из этих каналов 38 для охлаждающего вещества в пределах объема настоящего изобретения. Каждый из каналов 38 для охлаждающего вещества проходит от впускного отверстия 40 до выпускного отверстия 42, причем каждый из каналов 38 для охлаждающего вещества предпочтительно содержит отдельное впускное отверстие 40 и отдельное выпускное отверстие 42. Для всех показанных здесь примерных вариантов осуществления общим является то, что выпускные отверстия 42 в каждом случае ведут в центральное сквозное отверстие 34 держателя 12 режущих вставок и/или ориентированы в направлении этого сквозного отверстия 34. Положение впускных отверстий 40 и тип направления канала 38 для охлаждающего вещества внутри держателя 12 режущих вставок в показанных здесь примерных вариантах осуществления различаются от варианта к варианту. Это описано более подробно далее.
[0051] В первом примерном варианте осуществления, показанном на Фиг. 1-6, впускные отверстия 40 каналов 38 для охлаждающего вещества расположены в каждом случае на задней стороне 44 держателя режущих вставок (см. Фиг. 3). Более конкретно, впускные отверстия 40 расположены на задней стороне 44 верхней части 18 держателя 12 режущих вставок. В настоящем случае сторона держателя 12 режущих вставок, удаленная от передней стороны 46, которая показана на Фиг. 1, обозначена как задняя сторона 44 держателя 12 режущих вставок. Передняя сторона 46 является стороной держателя 12 режущих вставок, на которой расположены гнезда 22 для режущих вставок.
[0052] Как видно, в частности, на Фиг. 3 и 4, согласно первому примерному варианту осуществления впускные отверстия 40 расположены в канавке 48. Эта канавка 48 предпочтительно выполнена в виде кольцевой канавки, проходящей в окружном направлении. Существенным преимуществом указанной канавки 48 является то, что инструмент 10 для вихревой обработки не обязательно должен быть точно расположен в окружном направлении относительно гнезда для инструмента в инструментальном станке для обеспечения подачи охлаждающего вещества. Если смотреть в окружном направлении, охлаждающего вещества может поступать в канавку 48 в любой точке и затем проходить вдоль канавки 48 к отдельным впускным отверстиям 40 и, таким образом, в отдельные каналы 38 для охлаждающего вещества. Само собой разумеется, что для этого канавка 48 не обязательно должна быть круглой. Аналогичным образом, могут быть выполнены две или более из этих канавок 48, причем указанные канавки покрывают отдельные круглые сегменты, так что в каждой из этих канавок расположены только одно или два впускных отверстия.
[0053] Согласно первому примерному варианту осуществления выпускные отверстия 42 расположены на внутренней стенке 36 сквозного отверстия 34 держателя 12 режущих вставок. Каждое из этих выпускных отверстий 42 расположено между двумя режущими вставками 14, так что, если смотреть в окружном направлении, то на держателе 12 режущих вставок всегда расположены попеременно режущая вставка 14, затем выпускное отверстие 42 и затем снова режущая вставка 14.
[0054] В первом примерном варианте осуществления каналы 38 для охлаждающего вещества содержат в каждом случае два частичных участка 50, 52 (см. Фиг. 5 и 6). Оба частичных участка 50, 52 выполнены в виде прямолинейных (не криволинейных) частичных участков. Первый частичный участок 50 каждого канала 38 для охлаждающего вещества примыкает к выпускному отверстию 42 соответствующего канала 38 для охлаждающего вещества. Второй частичный участок 52 каждого канала 38 для охлаждающего вещества примыкает к впускному отверстию 40 соответствующего канала 38 для охлаждающего вещества. Оба частичных участка 50, 52 переходят непосредственно друг в друга. По сравнению с криволинейным/изогнутым каналом для охлаждающего вещества канал 38 для охлаждающего вещества с наклоном назад, как показано здесь, состоящий из прямолинейных частичных участков 50, 52, имеет преимущество, заключающееся в том, что этот канал для охлаждающего вещества может быть выполнен значительно более простым способом с точки зрения технологии изготовления.
[0055] Первый частичный участок 50 каждого канала 38 для охлаждающего вещества, примыкающий к выпускному отверстию 42, предпочтительно выполнен таким образом, что охлаждающее вещество, выходящее из выпускных отверстий 42, отклоняется настолько точно, насколько это возможно, в направлении областей резания режущих вставок 14. Это может быть обеспечено, в частности, тем, что первый прямолинейный частичный участок 50 каждого канала для охлаждающего вещества ориентирован таким образом, что воображаемая линия 58, совпадающая с центральной осью и/или осью симметрии частичного участка 50, пересекает режущую кромку 15, поверхность 54 стружки или одну из поверхностей 56 зазора или проходит по касательной к режущей кромке 15, поверхности 54 стружки или одной из поверхностей 56 зазора в каждом случае одной из режущих вставок 14 (см. Фиг. 6).
[0056] В примерном варианте осуществления, показанном на Фиг. 7-10, впускные отверстия 40 отдельных каналов 38 для охлаждающего вещества расположены не на задней стороне 44, а на огибающей поверхности 60 держателя 12 режущих вставок, проходящей в окружном направлении. Эта огибающая поверхность 60 предпочтительно проходит параллельно центральной оси 26 держателя 12 режущих вставок и, таким образом, также перпендикулярно радиальному направлению держателя 12 режущих вставок. Однако разделение отдельных каналов 38 для охлаждающего вещества на два прямолинейных частичных участка 50, 52 является аналогичным первому примерному варианту осуществления. Кроме того, в этом случае первый частичный участок 50 предпочтительно ориентирован таким образом, чтобы охлаждающее вещество отклонялось от выпускных отверстий 42 в направлении областей резания отдельных режущих вставок 14. Соответственно, положение выпускных отверстий 42 также выбирают аналогично первому примерному варианту осуществления. Второй частичный участок 52 каждого канала 38 для охлаждающего вещества предпочтительно проходит в радиальном направлении держателя режущих вставок.
[0057] В третьем примерном варианте осуществления, показанном на Фиг. 11-14, впускные отверстия 40 каналов 38 для охлаждающего вещества расположены по очереди на задней стороне 44 держателя 12 режущих вставок и/или на задней стороне 44 верхней части 18. Однако в отличие от первого примерного варианта осуществления, показанного на Фиг. 1-6, впускные отверстия 40 не расположены в кольцевой канавке, а отделены друг от друга. Передачу охлаждающего вещества от инструментального станка к инструменту 10 для вихревой обработки, таким образом, осуществляют отдельно для каждого канала 38 для охлаждающего вещества. Расположение выпускных отверстий 42 снова аналогично первым двум примерным вариантам осуществления. Кроме того, разделение отдельных каналов 38 для охлаждающего вещества на два прямолинейных частичных участка 50, 52 является аналогичным разделению, описанному выше со ссылкой на два первых примерных варианта осуществления. Однако первый частичный участок 50 каждого канала 38 для охлаждающего вещества в этом третьем примерном варианте осуществления ориентирован параллельно передней стороне 46 держателя режущих вставок. Иными словами, первый частичный участок 50 каждого канала 38 для охлаждающего вещества, таким образом, проходит вдоль воображаемой линии 62, которая расположена в плоскости 64, ориентированной перпендикулярно центральной оси 26 держателя 12 режущих вставок (см. Фиг. 14).
[0058] В противном случае третий примерный вариант осуществления существенно отличается от первых двух примерных вариантов осуществления конструктивными различиями, в частности, касающимися формы верхней части 18 и соединительного фланца 20. Это является существенным, потому что инструмент 10 для вихревой обработки в соответствии с третьим примерным вариантом осуществления немного отличается в отношении крепления в инструментальном станке и/или узле для вихревой обработки. Например, в этой связи, в верхней части 18 держателя 12 режущих вставок выполнено множество крепежных и установочных отверстий 66, 68 (см. Фиг. 13). Однако при этом существенные признаки настоящего изобретения остаются неизменными.
[0059] В четвертом примерном варианте осуществления, показанном на Фиг. 15-18, впускные отверстия 40 отдельных каналов 38 для охлаждающего вещества снова расположены аналогично расположению в соответствии с первым примерным вариантом осуществления внутри кольцевой канавки 48 на задней стороне 44 верхней части 18 держателя 12 режущих вставок. Каждый отдельный канал 38 для охлаждающего вещества опять же состоит из двух прямолинейных частичных участков 50, 52, которые соединяют впускные отверстия 40 с соответствующими выпускными отверстиями 42. Кроме того, выпускные отверстия 42 расположены в этом случае снова на внутренней стенке 36 сквозного отверстия 34. Существенное отличие от описанных выше примерных вариантов осуществления состоит в том, что в этом примерном варианте осуществления первый частичный участок 50 каждого канала 38 для охлаждающего вещества выполнен в каждом случае в виде углубления 70 в форме канавки. Эти углубления 70 в форме канавки расположены в каждом случае внутри одного из гнезд 22 для режущих вставок и/или примыкают к нему. Таким образом, образован участок канала для охлаждающего вещества, который открыт с одной стороны и который закрыт при вставленных режущих вставках 14, поскольку наружная сторона 72 каждой режущей вставки 14 в каждом случае образует боковую стенку первого частичного участка 50 каждого канала 38 для охлаждающего вещества. Таким образом, первый частичный участок 50 каждого канала 38 для охлаждающего вещества может проходить непосредственно рядом с режущими вставками 14 и вдоль этих режущих вставок. Таким образом, охлаждающее вещество может проходить еще ближе и более желаемым образом в зону резания отдельных режущих вставок 14.
[0060] Наружные стороны 72 режущих вставок 14, которые в каждом случае образуют боковую стенку первых частичных участков 50 каналов 38 для охлаждающего вещества, не обязательно должны представлять собой боковую сторону режущих вставок 14, как показано на Фиг. 15-18. В принципе, первый частичный участок 50 также может быть расположен под режущими вставками 14 и встроен в несущую поверхность 24 отдельных гнезд 22 для режущих вставок.
[0061] Наконец, следует также отметить, что выпускные отверстия 42 каналов 38 для охлаждающего вещества не обязательно должны быть выполнены во внутренней стенке 36 сквозного отверстия 34. Для изобретения лишь важно, чтобы эти выпускные отверстия 42 были ориентированы извне в направлении сквозного отверстия 34 для обеспечения подачи охлаждающего вещества и смазочного материала в область резания режущих вставок 14.
Изобретение относится к инструменту для вихревой механической обработки. Инструмент (10) для вихревой механической обработки заготовки содержит режущие вставки (14), причем каждая из режущих вставок (14) содержит по меньшей мере одну режущую кромку (15). Инструмент содержит держатель (12) режущих вставок, который содержит гнезда (22) для режущих вставок для приема и прикрепления с возможностью разъединения одной из режущих вставок (14) соответственно. Гнезда (22) для режущих вставок расположены с распределением в окружном направлении по держателю (12) режущих вставок, причем держатель (12) режущих вставок содержит сквозное отверстие (34), которое проходит вдоль центральной оси (26) держателя (12) режущих вставок и через которое обеспечена возможность прохождения заготовки во время обработки. В установленном состоянии режущие вставки (14) выступают в сквозное отверстие (34). Упомянутый инструмент содержит канал (38) для охлаждающего вещества, который расположен в держателе (12) режущих вставок и проходит от впускного отверстия (40) до выпускного отверстия (42), причем выпускное отверстие (42) ведет в сквозное отверстие (34) и/или ориентировано в направлении сквозного отверстия (34). В результате обеспечивается уменьшение износа режущих кромок инструмента. 16 з.п. ф-лы, 18 ил.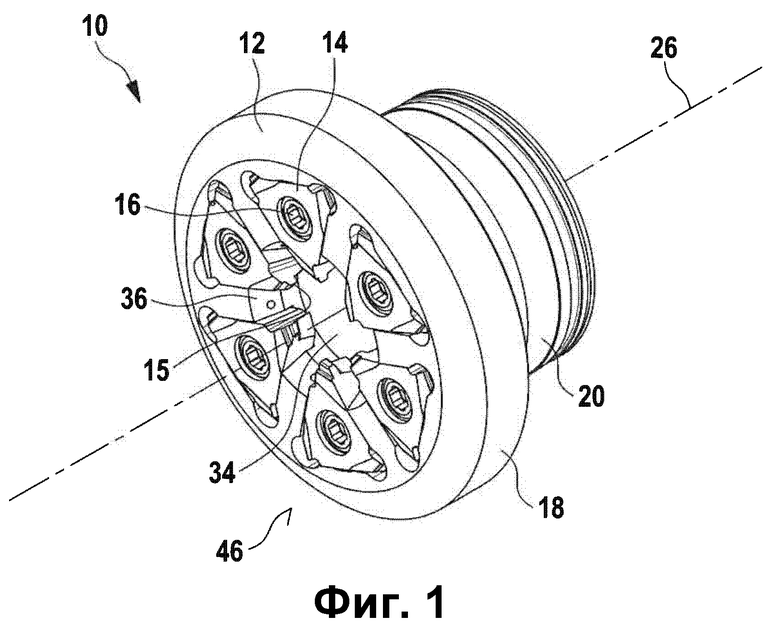
1. Инструмент (10) для вихревой механической обработки заготовки, содержащий:
- режущие вставки (14), причем каждая из режущих вставок (14) содержит по меньшей мере одну режущую кромку (15),
- держатель (12) режущих вставок, который содержит гнезда (22) для режущих вставок для приема и прикрепления с возможностью разъединения одной из режущих вставок (14) соответственно, причем:
гнезда (22) для режущих вставок расположены с распределением в окружном направлении по держателю (12) режущих вставок,
держатель (12) режущих вставок содержит сквозное отверстие (34), которое проходит вдоль центральной оси (26) держателя (12) режущих вставок и через которое обеспечена возможность прохождения заготовки во время обработки,
гнезда (22) для режущих вставок расположены на передней стороне (46) держателя (12) режущих вставок, которая проходит в поперечном направлении к центральной оси (26),
каждое гнездо (22) для режущей вставки содержит опорную поверхность (24), проходящую в поперечном направлении к центральной оси (26),
каждая из режущих вставок (15) опирается по плоскости на соответствующую опорную поверхность (24), и
в установленном состоянии режущие вставки (14) выступают в сквозное отверстие (34); и
- канал (38) для охлаждающего вещества, который расположен в держателе (12) режущих вставок и проходит от впускного отверстия (40) до выпускного отверстия (42), причем выпускное отверстие (42) ведет в сквозное отверстие (34) и/или ориентировано в направлении сквозного отверстия (34).
2. Инструмент по п. 1, в котором выпускное отверстие (42) расположено между двумя режущими вставками (14) из указанных режущих вставок (14).
3. Инструмент по п. 1 или 2, в котором сквозное отверстие (34) ограничено в радиальном направлении держателя (12) режущих вставок внутренней стенкой (36) держателя (12) режущих вставок, причем на внутренней стенке (36) расположено выпускное отверстие (42).
4. Инструмент по одному из пп. 1-3, в котором впускное отверстие (40) расположено на задней стороне (44) держателя (12) режущих вставок, которая противоположна передней стороне (46) и также проходит в поперечном направлении к центральной оси (26).
5. Инструмент по п. 4, в котором на задней стороне (44) держателя (12) режущих вставок выполнена проходящая в окружном направлении канавка (48), в которой расположено впускное отверстие (40).
6. Инструмент по одному из пп. 1-3, в котором впускное отверстие (40) расположено на огибающей поверхности (60) держателя (12) режущих вставок, причем указанная огибающая поверхность (60) проходит в окружном направлении.
7. Инструмент по п. 6, в котором огибающая поверхность (60) проходит перпендикулярно радиальному направлению держателя (12) режущих вставок.
8. Инструмент по одному из пп. 1-7, в котором по меньшей мере часть канала (38) для охлаждающего вещества выполнена в виде углубления (70) в форме канавки, которое расположено в одном из гнезд (22) для режущих вставок или примыкает к одному из гнезд (22) для режущих вставок и непосредственно примыкает к одной из режущих вставок (14).
9. Инструмент по п. 8, в котором наружная сторона (72) соседней режущей вставки (14) образует часть выпускного отверстия (42).
10. Инструмент по одному из пп. 1-9, в котором канал (38) для охлаждающего вещества содержит первый прямолинейный участок (50), примыкающий к выпускному отверстию (42) и проходящий вдоль воображаемой линии (58, 62), которая пересекает режущую кромку (15), поверхность (54) стружки или поверхность (56) зазора или проходит по касательной к режущей кромке (15), поверхности (54) стружки или поверхности (56) зазора одной из режущих вставок (14).
11. Инструмент по одному из пп. 1-10, в котором канал (38) для охлаждающего вещества содержит первый прямолинейный участок (50), примыкающий к выпускному отверстию (42) и проходящий вдоль воображаемой линии (62), которая расположена в плоскости (64), ориентированной перпендикулярно центральной оси (26) держателя (12) режущих вставок.
12. Инструмент по одному из пп. 1-11, в котором канал (38) для охлаждающего вещества содержит первый прямолинейный участок (50), прилегающий к выпускному отверстию (42), и второй прямолинейный участок (52), прилегающий к впускному отверстию (40), причем два прямолинейных участка (50, 52) переходят непосредственно друг в друга и образуют между собой угол, который не равен 0°.
13. Инструмент по одному из пп. 1-12, в котором держатель (12) режущих вставок содержит соединительный фланец (20) и верхнюю часть (18), радиально выступающую из соединительного фланца (20), причем впускное отверстие (40), выпускное отверстие (42) и гнезда (22) для режущих вставок расположены на указанной верхней части (18).
14. Инструмент по одному из пп. 1-13, который содержит каналы (38) для охлаждающего вещества, при этом количество каналов (38) для охлаждающего вещества соответствует количеству режущих вставок (14), и каждый из каналов (38) для охлаждающего вещества расположен в держателе (12) режущих вставок и проходит между одним соответствующим впускным отверстием (40) и одним соответствующим выпускным отверстием (42), причем каждое из выпускных отверстий (42) расположено между двумя соседними режущими вставками (14) соответственно.
15. Инструмент по одному из пп. 1-14, в котором опорные поверхности (24) указанных гнезд (22) для режущих вставок находятся в одной плоскости друг с другом и проходят перпендикулярно центральной оси (26).
16. Инструмент по одному из пп. 1-15, в котором каждое гнездо (22) для режущей вставки содержит по меньшей мере две несущие поверхности (28, 30), которые расположены в поперечном направлении к опорной поверхности (24) соответствующего гнезда (22) для режущей вставки.
17. Инструмент по п. 16, в котором по меньшей мере две несущие поверхности (28, 30) каждого гнезда (22) для режущей вставки расположены под острым углом друг к другу и перпендикулярно опорной поверхности (24) соответствующего гнезда (22) для режущей вставки.
| US 1586186 A1, 25.05.1926 | |||
| DE 102007060554 A1, 18.06.2009 | |||
| Одночервячный экструдер для термопластичных и эластомерных масс | 1985 |
|
SU1410864A3 |
| Вихревая головка для скоростного нарезания длинномерных нежестких винтовых поверхностей малого диаметра | 1976 |
|
SU568509A1 |
| Питатель к пекоразливочному транспортеру | 1948 |
|
SU76267A1 |

