ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к вращающемуся режущему инструменту и индексируемой режущей вставке, которая на виде сверху своей верхней поверхности имеет в целом квадратную форму. Указанные инструмент и вставка предназначены в целом для использования при обработке металлов резанием, а также, в частности, для фрезеровочных работ с высокими скоростями подачи.
УРОВЕНЬ ТЕХНИКИ
В области режущих инструментов, используемых при фрезеровочных работах с высокой скоростью подачи, известно множество примеров односторонних индексируемых режущих вставок в целом квадратной формы, имеющих на виде сверху своей верхней поверхности четыре основных или главных режущих кромки.
В US 6,945,740 на фиг. 4-8 раскрыта односторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Вставка содержит первую и вторую пары взаимно параллельных основных (главных) режущих кромок, четыре угла и четыре дополнительные (зачистные) кромки. Каждая зачистная кромка расположена между главной режущей кромкой и соответствующим углом. Зачистные кромки короче главных режущих кромок и наклонены относительно них, причем воображаемая линия удлинения зачистной кромки образует первый острый угол с соответствующей главной режущей кромкой, как вставка просматривается в направлении, перпендикулярном к указанной верхней поверхности. Посадочные гнезда для режущих вставок расположены с возможностью ориентации вставок, причем самая передняя в осевом направлении зачистная кромка каждой вставки лежит в плоскости, ориентированной перпендикулярно к указанной оси, а самая удаленная в радиальном направлении зачистная кромка каждой вставки ориентирована параллельно этой оси.
В US 7,220,083 на фиг. 4А-4С раскрыта односторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Вставка имеет четыре идентичных выпуклых режущих кромки, соединенные углами при вершине. Каждая из четырех выпуклых режущих кромок содержит изогнутую часть основной (главной) режущей кромки с большим радиусом кривизны и две прямые части дополнительной (вспомогательной) режущей кромки. Изогнутые части главной режущей кромки указаны для обеспечения режущей вставки благоприятной прочностью режущей кромки. Коническая поверхность зазора проходит вниз от каждой части главной режущей кромки, и плоская поверхность зазора проходит вниз от каждой части вспомогательной режущей кромки. Множество режущих вставок расположено в гнездах режущего корпуса таким образом, что часть вспомогательной режущей кромки каждой вставки расположена перпендикулярно к режущей оси для того, чтобы гарантировать хорошую обработку поверхности на обрабатываемой поверхности.
В US 4,681,488 на фиг. 2-4 раскрыта односторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. В этой вставке каждая из угловых режущих кромок содержит множество прямых сегментов режущей кромки.
В US 5,807,031 на фиг. 16 и 24 раскрыта двусторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Эта вставка имеет прямые основные режущие кромки, оба конца которых образуют углы со смежными прямыми сегментами режущей кромки, принадлежащими дополнительным и/или угловым режущим кромкам.
В US 2012/0070242 A1 на фиг. 25 раскрыта односторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Эта вставка имеет прямые основные режущие кромки, которые образуют угол со смежными прямыми сегментами дополнительной режущей кромки.
В US 6,957,935 на фиг. 2-4 раскрыта односторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Вставка имеет изогнутые основные режущие кромки, соединенные со смежными прямыми дополнительными режущими кромками, причем каждая дополнительная режущая кромка по существу функционирует в качестве зачистки при фрезеровочных работах для обработки прямоугольных уступов для улучшения обработки поверхности заготовки.
В 2014/0341660 A1 на фиг. 7 раскрыта двусторонняя индексируемая режущая вставка, имеющая на виде сверху в целом квадратную форму. Эта вставка имеет прямые основные режущие кромки, которые образуют угол, меньший 180°, со смежными прямыми дополнительными режущими кромками ("зачистными кромками"), причем зачистные кромки по существу функционируют для улучшения обработки поверхности заготовки при фрезеровочных работах для обработки прямоугольных уступов.
Задача настоящего изобретения состоит в предложении экономически эффективной индексируемой режущей вставки, подходящей для использования при фрезеровочных работах с высокой скоростью подачи.
Задача настоящего изобретения также состоит в предложении прочной режущей вставки с длительным сроком службы.
Еще одна задача настоящего изобретения состоит в предложении усовершенствованного вращающегося режущего инструмента, в котором индексируемая режущая вставка закреплена с возможностью удаления в режущем корпусе с высокой степенью устойчивости.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена индексируемая режущая вставка, содержащая:
противоположные верхнюю и нижнюю поверхности с периферийной поверхностью и осью вставки, проходящей между ними,
причем периферийная поверхность пересекает верхнюю поверхность с образованием непрерывной верхней периферийной кромки и содержит четыре боковые поверхности вставки, чередующиеся с четырьмя угловыми поверхностями вставки,
каждая боковая поверхность вставки пересекает верхнюю поверхность таким образом, что образует боковую режущую кромку, а каждая угловая поверхность пересекает верхнюю поверхность таким образом, что образует изогнутую угловую режущую кромку,
каждая боковая режущая кромка содержит основную режущую кромку, прилегающую к одной из угловых режущих кромок в первой конечной точке, и дополнительную режущую кромку, прилегающую к другой одной из угловых режущих кромок во второй конечной точке, и
на виде сверху режущей вставки вдоль оси вставки:
верхняя поверхность имеет квадратную форму, при этом каждая из четырех основных режущих кромок является прямой, а четыре основные режущие кромки задают четыре стороны воображаемого первого квадрата,
каждая основная режущая кромка является касательной к своей прилегающей угловой режущей кромке, и
каждая дополнительная режущая кромка имеет плавный изгиб и полностью расположена в соответствующем одном из четырех воображаемых квадрантов, заданных двумя взаимно перпендикулярными воображаемыми линиями, делящими пополам четыре стороны воображаемого первого квадрата.
Кроме того, в соответствии с настоящим изобретением предложен вращающийся режущий инструмент, выполненный с возможностью вращения вокруг оси инструмента, задающей переднезаднее направление, и содержащий режущий корпус, имеющий по меньшей мере одно гнездо для размещения вставки и по меньшей мере одну режущую вставку описанного выше типа, закрепленную с возможностью удаления в гнезде для размещения вставки.
В настоящем изобретении плавно изогнутые дополнительные режущие кромки режущей вставки выполнены с возможностью увеличения прочности боковых режущих кромок, а также с возможностью обеспечения прочной режущей вставки с длительным сроком службы, подходящей для использования при фрезеровочных работах с высокой скоростью подачи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящее изобретение ниже описано только в качестве примера со ссылкой на сопроводительные чертежи, на которых штрихпунктирными линиями обозначены границы вырезов для частичных видов элемента, и на которых:
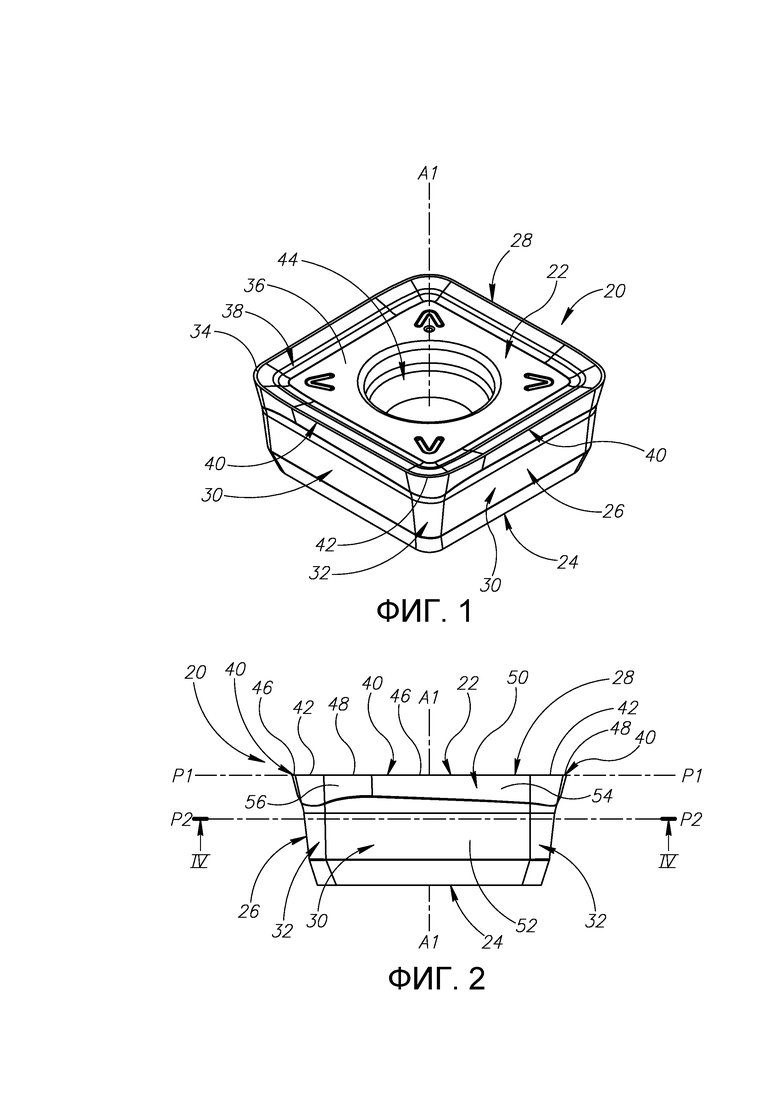
на фиг. 1 показан вид в перспективе режущей вставки в соответствии с некоторыми вариантами осуществления настоящего изобретения;
на фиг. 2 показан вид сбоку режущей вставки, показанной на фиг. 1;
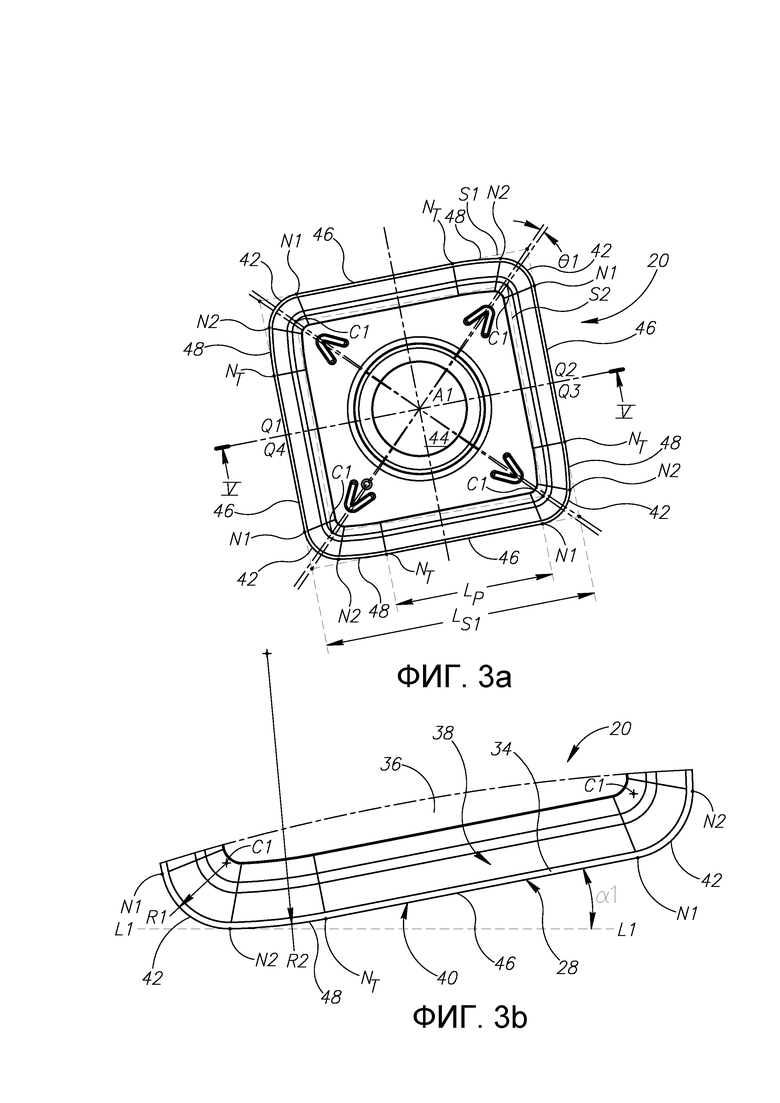
на фиг. 3а показан вид сверху режущей вставки, показанной на фиг. 1;
на фиг. 3b показан подробный вид сверху режущей вставки, показанной на фиг. 1;
на фиг. 4 показан вид в разрезе режущей вставки, показанной на фиг. 2, выполненный по линии IV-IV;
на фиг. 5 показан частичный вид в разрезе режущей вставки, показанной на фиг. 3а, выполненный по линии V-V;
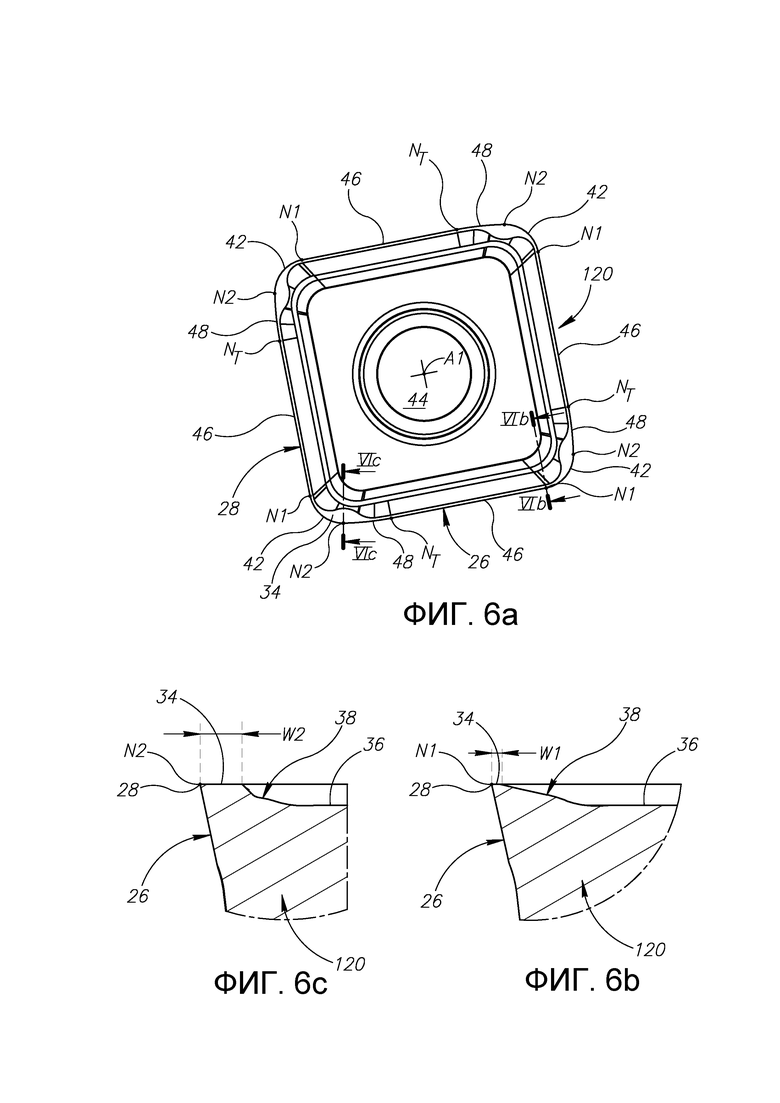
на фиг. 6а показан вид сверху режущей вставки в соответствии с первым дополнительным вариантом осуществления настоящего изобретения;
на фиг. 6b показан частичный вид в разрезе режущей вставки, показанной на фиг. 6а, выполненный по линии VIb-VIb;
на фиг. 6с показан частичный вид в разрезе режущей вставки, показанной на фиг. 6а, выполненный по линии VIс-VIс;
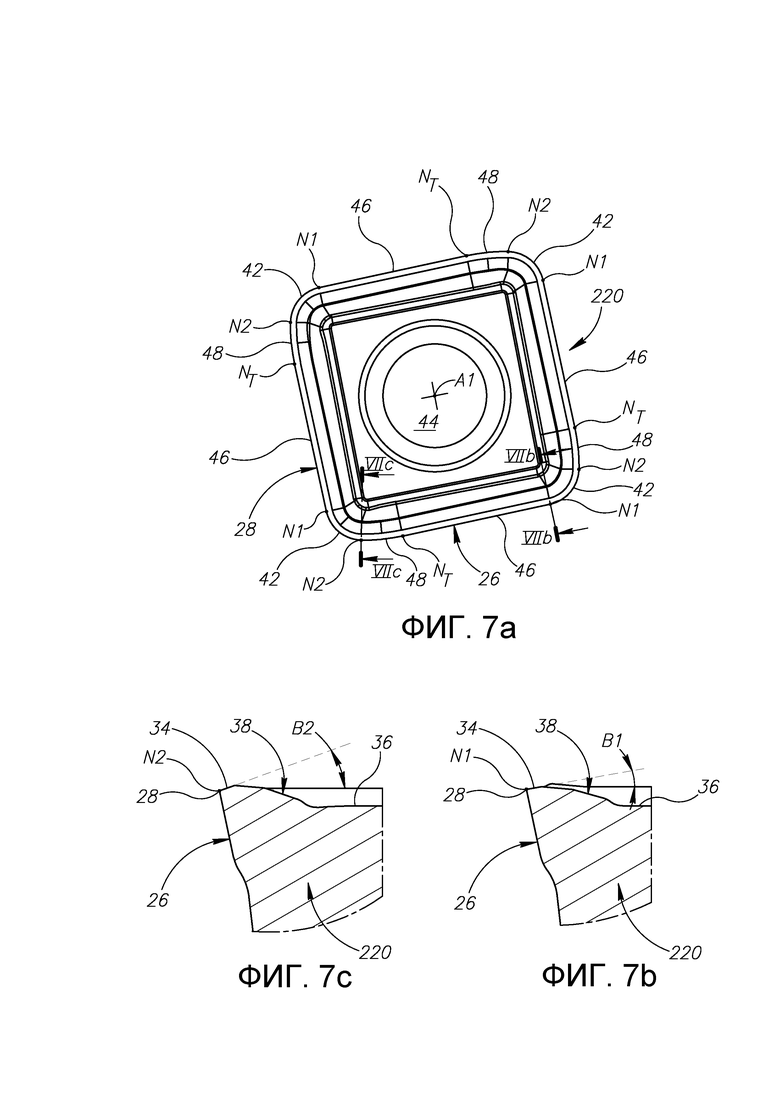
на фиг. 7а показан вид сверху режущей вставки в соответствии со вторым дополнительным вариантом осуществления настоящего изобретения;
на фиг. 7b показан частичный вид в разрезе режущей вставки, показанной на фиг. 7а, выполненный по линии VIIb-VIIb;
на фиг. 7с показан частичный вид в разрезе режущей вставки, показанной на фиг. 7а, выполненный по линии VIIс-VIIс;
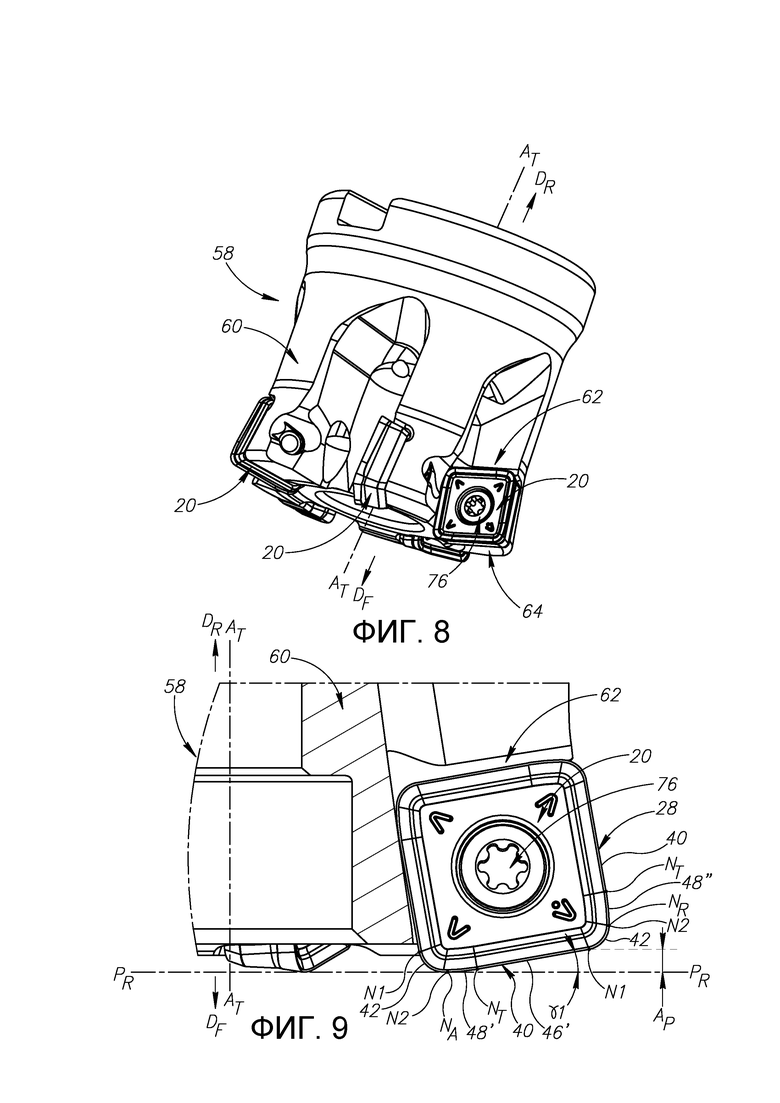
на фиг. 8 показан вид в перспективе режущего инструмента в соответствии с некоторыми вариантами осуществления настоящего изобретения;
на фиг. 9 показан подробный вид сбоку режущего инструмента, показанного на фиг. 8; и
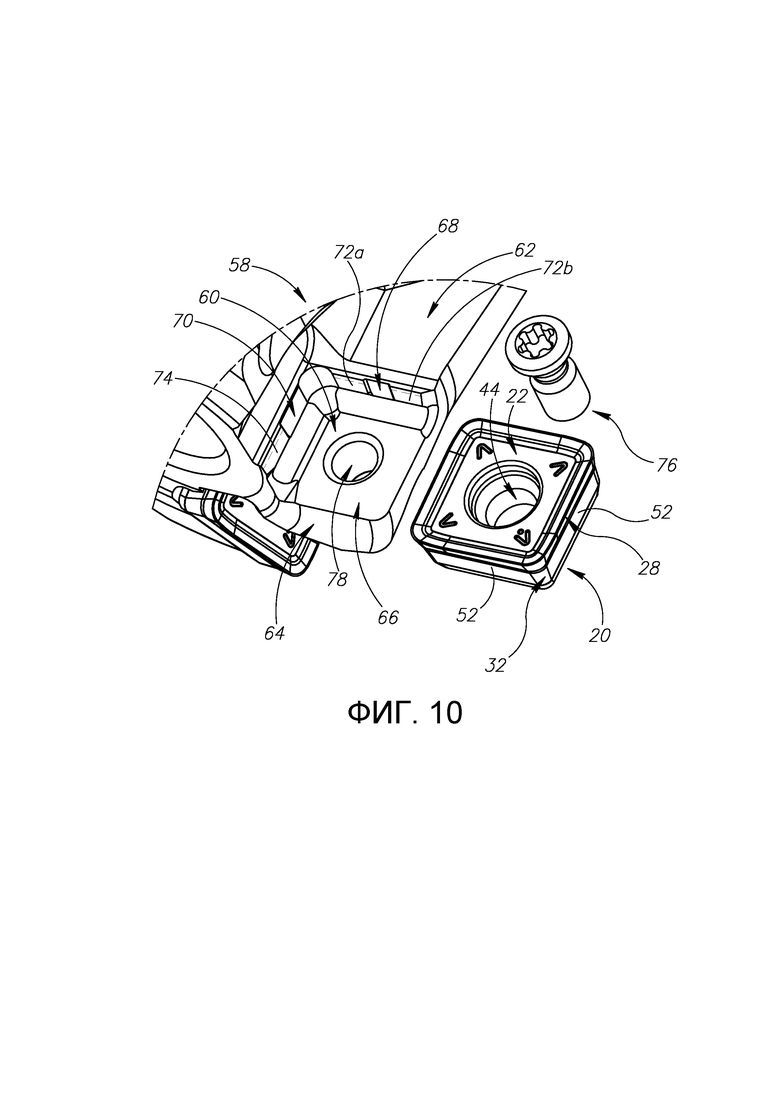
на фиг. 10 показан подробный покомпонентный вид в перспективе режущего инструмента, показанного на фиг. 8.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Как показано на фиг. 1-5, первый аспект настоящего изобретения относится к индексируемой режущей вставке 20, имеющей противоположные верхнюю и нижнюю поверхности 22, 24 с периферийной поверхностью 26 и осью А1 вставки, проходящей между ними.
В некоторых вариантах осуществления настоящего изобретения режущая вставка 20 может быть выполнена с возможностью пошагового перемещения вокруг оси А1 вставки.
Кроме того, в некоторых вариантах осуществления настоящего изобретения режущая вставка 20 предпочтительно может быть выполнена посредством прессования и спекания спеченого карбида, такого как карбид вольфрама, и может быть снабжена покрытием или выполнена без него.
Кроме того, в некоторых вариантах осуществления настоящего изобретения вся периферийная поверхность 26 вставки может быть лишена отшлифованных частей поверхности того типа, который является результатом шлифовальных работ. Как известно специалистам в данной области техники, такие отшлифованные поверхности характеризуются низкими значениями Ra поверхностной шероховатости (например, Ra равен 0,3 мкм или менее), не достижимой при помощи прессования и спекания.
Следует понимать, что периферийное шлифование режущей вставки обычно выполняют отдельно, и оно может быть времязатратным, и, таким образом, отказ от этого производственного этапа может быть экономически выгодным.
Как показано на фиг. 2, нижняя поверхность 24 может быть плоской и перпендикулярной к оси А1 вставки.
В других вариантах осуществления настоящего изобретения нижняя поверхность 24 может содержать множество копланарных нижних подповерхностей (не показано).
Как показано на фиг. 1 и 2, периферийная поверхность 26 пересекает верхнюю поверхность 22 с образованием непрерывной верхней периферийной кромки 28 и содержит четыре боковые поверхности 30 вставки, чередующиеся по периферии с четырьмя угловыми поверхностями 32 вставки.
В некоторых вариантах осуществления настоящего изобретения вся верхняя периферийная кромка 28 может содержаться в первой плоскости Р1.
Как показано на фиг. 2, первая плоскость Р1 может быть перпендикулярна к оси А1 вставки.
В некоторых вариантах осуществления настоящего изобретения верхняя поверхность 22 может содержать непрерывную контактную поверхность 34, пересекающую верхнюю периферийную кромку 28.
Кроме того, в некоторых вариантах осуществления настоящего изобретения верхняя поверхность 22 может содержать плоский центральный участок 36, полностью расположенный между первой плоскостью Р1 и нижней поверхностью 24.
Кроме того, в некоторых вариантах осуществления настоящего изобретения верхняя поверхность 22 может содержать непрерывную переднюю поверхность 38, проходящую между контактной поверхностью 34 и центральным участком 36.
Как показано на фиг. 1 и 2, каждая боковая поверхность 30 вставки пересекает верхнюю поверхность 22 таким образом, что образует боковую режущую кромку 40, а каждая угловая поверхность 32 вставки пересекает верхнюю поверхность 22 таким образом, что образует изогнутую угловую режущую кромку 42.
В некоторых вариантах осуществления настоящего изобретения нижняя поверхность 24 может быть лишена режущих кромок, а режущая вставка 20 может быть описана, как "односторонняя". В других вариантах осуществления изобретения (не показаны) вставка может иметь режущие кромки как на верхней, так и на нижней поверхностях 22, 24 и, таким образом, может быть описана, как "двусторонняя".
Кроме того, в некоторых вариантах осуществления настоящего изобретения сквозное отверстие 44, соосное с осью А1 вставки, может пересекать верхнюю и нижнюю поверхности 22, 24.
Кроме того, в некоторых вариантах осуществления настоящего изобретения режущая вставка 20 может проявлять четырехкратную вращательную симметрию вокруг оси А1 вставки.
Как показано на фиг. 3а и 3b, каждая боковая режущая кромка 40 содержит основную режущую кромку 46, прилегающую к одной из угловых режущих кромок 42 в первой конечной точке N1, и дополнительную режущую кромку 48, прилегающую к другой одной из угловых режущих кромок 42 во второй конечной точке N2.
В соответствии с настоящим изобретением на виде сверху режущей вставки 20 вдоль оси А1 вставки, как показано на фиг. 3а:
каждая из четырех основных режущих кромок 46 является прямой, и четыре основные режущие кромки 46 задают четыре стороны воображаемого первого квадрата S1,
каждая основная режущая кромка 46 является касательной к своей прилегающей угловой режущей кромке 42, и
каждая дополнительная режущая кромка 48 имеет плавный изгиб и полностью расположена в соответствующем одном из четырех воображаемых квадрантов Q1, Q2, Q3, Q4, заданных двумя взаимно перпендикулярными воображаемыми линиями, делящими пополам четыре стороны воображаемого первого квадрата.
Следует понимать, что на виде сверху режущей вставки 20 каждая изогнутая угловая режущая кромка 42 проходит от прилегающей прямой основной режущей кромки 46, принадлежащей первой боковой режущей кромке 40, к прилегающей плавно изогнутой дополнительной режущей кромке 48, принадлежащей смежной по периферии второй боковой режущей кромке 40.
Также следует понимать, что в настоящем контексте "имеющая плавный изгиб" режущая кромка представляет собой кромку, лишенную нарушений непрерывности, например, образованных из линейных сегментов, расположенных под углом по отношению друг к другу.
В некоторых вариантах осуществления настоящего изобретения центральная точка воображаемого первого квадрата S1 может содержаться на оси А1 вставки.
Следует понимать, что каждая дополнительная режущая кромка 48, являясь плавно изогнутой, увеличивает прочность боковых режущих кромок 40, что, тем самым, обеспечивает прочную режущую вставку 20 с длительным сроком службы, подходящую для использования при фрезеровочных работах с высокой скоростью подачи.
На виде сверху режущей вставки 20, как показано на фиг. 3а, каждая основная режущая кромка 46 может проходить по двум из четырех воображаемых квадрантов Q1, Q2, Q3, Q4.
В некоторых вариантах осуществления настоящего изобретения каждая основная режущая кромка 46 может быть прямой, т.е., прямолинейной, как на виде сверху режущей вставки 20, так и на виде сбоку.
Как видно из фиг. 2, на виде сбоку данной боковой поверхности 30 вставки по меньшей мере часть основной режущей кромки 46, связанной со смежной по периферии первой боковой поверхностью 30 вставки, является видимой, и по меньшей мере часть дополнительной режущей кромки 48, связанной со смежной по периферии второй боковой поверхностью 30 вставки, является видимой, причем первая и вторая боковые поверхности 30 вставки расположены напротив друг друга.
На виде сверху режущей вставки 20, как показано на фиг. 3а, никакая часть верхней периферийной кромки 28 не может проходить снаружи воображаемого первого квадрата S1.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг. 3а, никакая часть режущей вставки 20 не может проходить снаружи воображаемого первого квадрата S1.
Как показано на фиг. 3а и 3b, каждая угловая режущая кромка 42 может иметь плавный изгиб и может иметь постоянный первый радиус R1 кривизны, а каждая имеющая плавный изгиб дополнительная режущая кромка 48 может иметь постоянный второй радиус R2 кривизны.
В некоторых вариантах осуществления настоящего изобретения второй радиус R2 кривизны может быть больше первого радиуса R1 кривизны.
Кроме того, в некоторых вариантах осуществления настоящего изобретения второй радиус R2 кривизны может быть по меньшей мере в три раза больше и по большей мере в десять раз больше первого радиуса R1 кривизны, то есть, 3*R1 ≤ R2 ≤ 10*R1.
На виде сверху режущей вставки 20, как показано на фиг. 3а, каждая имеющая плавный изгиб угловая режущая кромка 42 может иметь первую радиальную центральную точку С1, и четыре первые радиальные точки С1 могут задавать четыре угла воображаемого второго квадрата S2.
В некоторых вариантах осуществления настоящего изобретения центральная точка воображаемого второго квадрата S2 может содержаться на оси А1 вставки.
Как показано на фиг. 3а, посредством двух пар взаимно перпендикулярных воображаемых линий, пересекающих четыре угла воображаемых первого и второго квадратов, воображаемый первый квадрат S1 может быть имеет поворотное смещение относительно воображаемого второго квадрата S2 на первый угол θ1 смещения.
В некоторых вариантах осуществления настоящего изобретения первый угол θ1 смещения может быть меньше 5 градусов, то есть, θ1 < 5°.
На виде сверху режущей вставки 20, как показано на фиг. 3b, первая воображаемая прямая линия L1, содержащая одну из вторых конечных точек N2, может быть касательной как к своей связанной дополнительной режущей кромке 48, так и к прилегающей угловой режущей кромке 42.
Следует понимать, что касательное расположение первой воображаемой прямой линии L1 по отношению к своей связанной дополнительной режущей кромке 48 и к прилегающей угловой режущей кромке 42 обеспечивает между ними плавный переход, что, тем самым, обеспечивает прочную режущую вставку 20 с длительным сроком службы, подходящую для использования при фрезеровочных работах с высокой скоростью подачи.
Как показано на фиг. 3b, первая воображаемая прямая линия L1 может образовывать острый основной режущий угол α1 с основной режущей кромкой 46, содержащейся в той же боковой режущей кромке 40, что и ее связанная дополнительная режущая кромка 48.
В некоторых вариантах осуществления настоящего изобретения основной режущий угол α1 может составлять по меньшей мере 5 градусов и по большей мере 15 градусов, то есть, 5° ≤ α1 ≤ 15°.
На виде сверху режущей вставки 20, как показано на фиг. 3а и 3b, каждая основная режущая кромка 46 может по касательной прилегать к дополнительной режущей кромке 48, содержащейся в той же боковой режущей кромке 40 в точке NT перехода.
Как показано на фиг. 3а, каждая основная режущая кромка 46 может иметь основную режущую длину LP, и каждая сторона воображаемого первого квадрата S1 может иметь первую длину LS1 стороны.
В некоторых вариантах осуществления настоящего изобретения основная режущая длина LP может быть больше половины первой длины LS1 стороны.
Как показано на фиг. 1 и 2, каждая боковая поверхность 30 вставки может содержать боковую отводную поверхность 50 вставки, пересекающую верхнюю поверхность 22, и боковую упорную поверхность 52 вставки, расположенную между боковой отводной поверхностью 50 вставки и нижней поверхностью 24.
В некоторых вариантах осуществления настоящего изобретения каждая боковая отводная поверхность 50 вставки может содержать основную отводную поверхность 54, смежную со своей связанной основной режущей кромкой 46, и дополнительную отводную поверхность 56, смежную со своей связанной дополнительной режущей кромкой 48.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая основная отводная поверхность 54 может быть плоской, а каждая дополнительная отводная поверхность 56 может быть выпуклой.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая боковая упорная поверхность 52 вставки может быть плоской.
Как показано на фиг. 4, на сечении по второй плоскости Р2, перпендикулярной к оси А1 вставки и пересекающей четыре боковые упорные поверхности 52 вставки, эти четыре боковые упорные поверхности 52 вставки могут задавать четыре стороны воображаемого третьего квадрата S3.
В некоторых вариантах осуществления настоящего изобретения центральная точка воображаемого третьего квадрата S3 может содержаться на оси А1 вставки.
На сечении по второй плоскости Р2, как показано на фиг. 4, каждая боковая упорная поверхность 52 вставки может пересекать две смежные по периферии угловые поверхности 32 вставки.
В некоторых вариантах осуществления настоящего изобретения вторая плоскость Р2 может быть расположена ближе к первой плоскости Р1, чем к нижней поверхности 24.
Как показано на фиг. 4, посредством двух пар взаимно перпендикулярных воображаемых линий, пересекающих четыре угла воображаемых первого и третьего квадратов, воображаемый первый квадрат S1 может быть имеет поворотное смещение относительно воображаемого третьего квадрата S3 на второй угол θ2 смещения.
В некоторых вариантах осуществления настоящего изобретения второй угол θ2 смещения может быть меньше 5 градусов, то есть, θ2 < 5°.
Следует понимать, что для тех вариантов осуществления настоящего изобретения, в которых воображаемый первый квадрат S1 имеет поворотное смещение относительно воображаемого третьего квадрата S3, для режущей вставки 20 обеспечивается большая гибкость конструкции, позволяющая режущим вставкам 20 одинакового размера иметь различные вторые углы θ2 смещения.
Как показано на фиг. 4, воображаемый третий квадрат S3 может быть полностью расположен внутри воображаемого первого квадрата S1.
В некоторых вариантах осуществления настоящего изобретения второй угол θ2 смещения может быть равен первому углу θ1 смещения.
Кроме того, в некоторых вариантах осуществления настоящего изобретения воображаемые второй и третий квадраты S2, S3 могут вращательно совпадать, и воображаемый второй квадрат S2 может быть полностью расположен внутри воображаемого третьего квадрата S3.
Как показано на фиг. 5, каждая основная отводная поверхность 54 может быть наклонена под положительным острым первым углом δ1 зазора, и каждая боковая упорная поверхность 52 вставки может быть наклонена под положительным острым вторым углом δ2 зазора.
Следует понимать, что первый и второй углы δ1, δ2 зазора измеряются относительно воображаемой линии, параллельной оси А1 вставки на сечении по третьей плоскости Р3, содержащей ось А1 вставки и пересекающей одну из четырех боковых поверхностей 30 вставки, а термин "положительный" обозначает отклонение основной отводной поверхности 54 и боковой упорной поверхности 52 вставки по направлению к оси А1 вставки по мере их прохождения от верхней поверхности 22.
В некоторых вариантах осуществления настоящего изобретения первый угол δ1зазора может быть больше второго угла δ2 зазора.
Теперь обратим внимание на фиг. 6а-6с и фиг. 7а-7с, на которых показаны режущие вставки 120, 220 в соответствии с первым и вторым дополнительными вариантами осуществления настоящего изобретения, соответственно, где одинаковые ссылочные обозначения были использованы для признаков, являющихся общими для упомянутой выше режущей вставки 20.
Как показано на фиг. 6а и 6с, контактная поверхность 34 может иметь первую контактную ширину W1 в каждой первой конечной точке N1 и вторую контактную ширину W2 в каждой второй конечной точке N2.
Как показано на фиг. 7а и 7с, контактная поверхность 34 может иметь нулевой или отрицательный острый первый контактный угол β1 в каждой первой конечной точке N1 и нулевой или отрицательный острый второй контактный угол β2 в каждой второй конечной точке N2.
Следует понимать, что первый и второй контактные углы β1, β2 измеряются относительно воображаемой линии, перпендикулярной к оси А1 вставки на сечении вдоль верхней периферийной кромки 28 в первой и второй конечных точках N1, N2, соответственно, а термин "отрицательный" обозначает отклонение контактной поверхности 34 от нижней поверхности 24 по мере ее прохождения от верхней периферийной кромки 28.
В дополнительных вариантах осуществления настоящего изобретения либо вторая контактная ширина W2 может быть больше первой контактной ширины W1, либо второй контактный угол β2 может быть больше первого контактного угла β1, либо то и другое.
Кроме того, в дополнительных вариантах осуществления настоящего изобретения второй контактный угол β2 может быть по меньшей мере на 15 градусов больше, чем первый контактный угол β1, то есть, β2 ≥ β1 + 15°.
Для дополнительных вариантов осуществления настоящего изобретения, в которых вторая контактная ширина W2 больше первой контактной ширины W1, как показано на фиг. 6b и 6с, каждая боковая режущая кромка 40 усилена на участке своей второй конечной точки N2, что, тем самым, обеспечивает прочную режущую вставку 20 с длительным сроком службы, подходящую для использования при фрезеровочных работах с высокой скоростью подачи.
Для дополнительных вариантов осуществления настоящего изобретения, в которых второй контактный угол β2 больше первого контактного угла β1, как показано на фиг. 7b и 7с, каждая боковая режущая кромка 40 усилена на участке своей второй конечной точки N2, что, тем самым, обеспечивает прочную режущую вставку 20 с длительным сроком службы, подходящую для использования при фрезеровочных работах с высокой скоростью подачи.
Как показано на фиг. 8-10, второй аспект настоящего изобретения относится к вращающемуся режущему инструменту 58, содержащему режущий корпус 60 и по меньшей мере одну из упомянутых выше индексируемых режущих вставок 20. Каждая режущая вставка 20 закреплена с возможностью удаления в гнезде 62 для размещения вставки режущего корпуса 60.
Хотя режущая вставка 20 в соответствии с некоторыми вариантами осуществления настоящего изобретения содержится на фиг. 8-10 и упоминается ниже, следует понимать, что режущие вставки 120, 220 в соответствии с первым и вторым дополнительными вариантами осуществления настоящего изобретения являются взаимозаменяемыми с ней.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, как показано на фиг. 8-10, режущий инструмент 58 может быть выполнен с возможностью вращения вокруг оси AT инструмента, задающей переднезаднее направление DF, DR, а каждое гнездо 62 для размещения вставки может открываться к передней концевой поверхности 64 режущего корпуса 60.
Как показано на фиг. 9, рабочая первая из четырех дополнительных режущих кромок 48' каждой вставки может содержать самую переднюю в осевом направлении точку NA своей связанной верхней периферийной кромки 28.
Следует понимать, что во время некоторых операций резания самая передняя в осевом направлении точка NA верхней периферийной кромки 28 каждой вставки может подвергаться воздействию значительных осевых сил резания, и, таким образом, является преимущественным, чтобы четыре дополнительные режущие кромки 48 были плавно изогнутыми и по своей сути прочными.
Конфигурирование дополнительных режущих кромок 48 плавно изогнутыми также обеспечивает, что самая передняя в осевом направлении точка NA каждой верхней периферийной кромки 28 надежно содержится в своей связанной первой дополнительной режущей кромке 48' для тех вариантов осуществления настоящего изобретения, которые имеют более широкие производственные допуски, например, когда периферийная поверхность 26 каждой вставки лишена отшлифованных частей поверхности.
Кроме того, как показано на фиг. 9, рабочая вторая из четырех дополнительных режущих кромок 48'' каждой вставки может содержать самую удаленную в радиальном направлении точку NR своей связанной верхней периферийной кромки 28.
Следует понимать, что во время некоторых операций резания самая удаленная в радиальном направлении точка NR верхней периферийной кромки 28 каждой вставки может подвергаться воздействию значительных радиальных сил резания, и, таким образом, является преимущественным, чтобы четыре дополнительные режущие кромки 48 были по своей сути прочными.
Кроме того, как показано на фиг. 9, рабочая первая из четырех основных режущих кромок 46' каждой вставки, содержащаяся в той же боковой режущей кромке 40, что и первая рабочая дополнительная режущая кромка 48', может быть наклонена под углом γ1 подъема к радиальной плоскости PR, перпендикулярной к оси АТ инструмента.
В некоторых вариантах осуществления настоящего изобретения угол γ1 подъема может составлять по меньшей мере 5 градусов и по большей мере 15 градусов, то есть, 5° ≤ γ1 ≤ 15°.
Как показано на фиг. 9, осевое расстояние между первой концевой точкой N1 первой рабочей основной режущей кромки 46' каждой вставки и самой передней в осевом направлении точкой NA своей связанной верхней периферийной кромки 28 задает режущую глубину АР вставки.
Следует понимать, что для тех вариантов осуществления настоящего изобретения, в которых основная режущая длина LP больше половины первой длины LS1 стороны, угол γ1 подъема является эффективным для большей части режущей глубины АР вставки, что, таким образом, преимущественно, производит стружку равномерной ширины.
В некоторых вариантах осуществления настоящего изобретения угол γ1 подъема меньше или равен основному режущему углу α1.
Следует понимать, что максимальная режущая глубина АР вставки обеспечивается тогда, когда угол γ1 подъема равен основному режущему углу α1, а вторая конечная точка N2 первой рабочей дополнительной режущей кромки 48' совпадает с самой передней в осевом направлении точкой NA верхней периферийной кромки 28.
Как показано на фиг. 10, каждое гнездо 60 для размещения вставки может иметь основную поверхность 66 и первую и вторую стенки 68, 70 гнезда, поперечные к этой основной поверхности 66.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, как показано на фиг. 9 и 10, каждая первая стенка 68 гнезда может быть обращена вперед в осевом направлении и может содержать осевую опорную поверхность 72а, 72b, и каждая вторая стенка 70 гнезда может быть обращена наружу в радиальном направлении и может содержать радиальную опорную поверхность 74.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая первая стенка 68 гнезда может содержать две расположенные на расстоянии осевые опорные поверхности 72а, 72b.
Как показано на фиг. 10, каждая режущая вставка 20 может быть закреплена с возможностью удаления в своем гнезде 62 для размещения вставки посредством зажимного винта 76, проходящего через свое сквозное отверстие 44 и взаимодействующего посредством резьбы с отверстием 78 винта в основной поверхности 66.
В некоторых вариантах осуществления настоящего изобретения первая боковая упорная поверхность 52 вставки может упираться в осевую опорную поверхность 72а, 72b первой стенки гнезда, и смежная по периферии вторая боковая упорная поверхность 52 вставки может упираться в радиальную опорную поверхность 74 второй стенки гнезда.
Следует понимать, что для тех вариантов осуществления настоящего изобретения, в которых каждая первая стенка 68 гнезда имеет две расположенные на расстоянии осевые опорные поверхности 72а, 72b, и каждая вторая стенка 70 гнезда имеет одну радиальную опорную поверхность 74, упорный контакт может быть преимущественно достигнут в трех контактных зонах по периферийной поверхности 26 каждой вставки, что приводит к надежной установке каждой режущей вставки 20 в ее гнездо 62 для размещения вставки.
Кроме того, в некоторых вариантах осуществления настоящего изобретения вторая плоскость Р2 может пересекать осевые и радиальную опорные поверхности 72a, 72b; 74, как показано на фиг. 10 при помощи трех компланарных пунктирных линий, проходящих по осевым и радиальной опорным поверхностям 72a, 72b; 74.
Следует понимать, что для тех вариантов осуществления настоящего изобретения, в которых вторая плоскость Р2 пересекает осевые и радиальную опорные поверхности 72a, 72b; 74, а воображаемый первый квадрат S1 имеет поворотное смещение относительно воображаемого третьего квадрата S3, обеспечивается большая гибкость конструкции для надежной установки режущих вставок 20 одинакового размера, имеющих различные основные режущие углы α1 в одинаковом гнезде 62 для размещения вставки.
Также следует понимать, что для тех вариантов осуществления настоящего изобретения, в которых вторая плоскость Р2 расположена ближе к первой плоскости Р1, чем к нижней поверхности 24, и на сечении по второй плоскости Р2 каждая боковая упорная поверхность 52 вставки пересекает две смежные по периферии угловые поверхности 32 вставки, упорный контакт может быть преимущественно достигнут в верхней половине периферийной поверхности 26 каждой вставки в трех контактных зонах, расположенных вблизи трех из четырех угловых поверхностей 32 вставки, что приводит к надежной установке каждой режущей вставки 20 в ее гнездо 62 для размещения вставки.
Несмотря на то, что настоящее изобретение было описано с некоторой степенью детализации, следует понимать, что различные изменения и модификации могут быть осуществлены без отступления от сущности или объема настоящего изобретения, определенных в прилагаемой формуле изобретения.

Группа изобретений относится к обработке материалов резанием и может быть использована при фрезеровании поверхностей при высоких скоростях подачи. Индексируемая режущая вставка (20) имеет верхнюю и нижнюю поверхности (22, 24) с периферийной поверхностью (26), проходящей между ними и имеющей четыре боковые поверхности (30), чередующиеся с четырьмя угловыми поверхностями (32). На виде сверху четыре основные режущие кромки (46) задают воображаемый первый квадрат (S1). Каждая основная режущая кромка (46) является касательной к своей прилегающей угловой режущей кромке (42), а каждая дополнительная режущая кромка (48) изогнута и полностью расположена в одном из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4). Вставка закреплена с возможностью удаления во вращающемся режущем инструменте (58) таким образом, что одна из дополнительных режущих кромок (48’) содержит самую переднюю в осевом направлении точку (NA) верхней периферийной кромки (28) вставки. Повышается производительность обработки. 2 н. и 15 з.п. ф-лы, 10 ил.
1. Индексируемая режущая вставка (20, 120, 220), содержащая: противоположные верхнюю и нижнюю поверхности (22, 24) с периферийной поверхностью (26) и осью (А1) вставки, проходящей между ними,
причем периферийная поверхность (26) пересекает верхнюю поверхность (22) с образованием непрерывной верхней периферийной кромки (28) и содержит четыре боковые поверхности (30) вставки, чередующиеся с четырьмя угловыми поверхностями (32) вставки,
каждая боковая поверхность (30) вставки пересекает верхнюю поверхность (22) таким образом, что образует боковую режущую кромку (40), а каждая угловая поверхность (32) вставки пересекает верхнюю поверхность (22) таким образом, что образует изогнутую угловую режущую кромку (42),
каждая боковая режущая кромка (40) содержит основную режущую кромку (46), прилегающую к одной из угловых режущих кромок (42) в первой конечной точке (N1), и дополнительную режущую кромку (48), прилегающую к другой одной из угловых режущих кромок (42) во второй конечной точке (N2),
на виде сверху режущей вставки (20, 120, 220) вдоль оси (А1) вставки:
верхняя поверхность (22) имеет квадратную форму, при этом каждая из четырех основных режущих кромок (46) является прямой, а четыре основные режущие кромки задают четыре стороны воображаемого первого квадрата (S1),
каждая основная режущая кромка (46) является касательной к своей прилегающей угловой режущей кромке (42), и
каждая дополнительная режущая кромка (48) имеет плавный изгиб и полностью расположена в соответствующем одном из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4), заданных двумя взаимно перпендикулярными воображаемыми линиями, делящими пополам четыре стороны воображаемого первого квадрата,
каждая боковая поверхность (30) вставки содержит боковую отводную поверхность (50) вставки, пересекающую верхнюю поверхность (22), и боковую упорную поверхность (52) вставки, расположенную между боковой отводной поверхностью (50) вставки и нижней поверхностью (24), и
на сечении по второй плоскости (Р2), перпендикулярной к оси (А1) вставки и пересекающей четыре боковые упорные поверхности (52) вставки, указанные четыре боковые упорные поверхности (52) вставки задают четыре стороны воображаемого третьего квадрата (S3), и
воображаемый первый квадрат (S1) имеет поворотное смещение относительно воображаемого третьего квадрата (S3) на второй угол (θ2) смещения.
2. Режущая вставка (20, 120, 220) по п. 1, в которой:
каждая угловая режущая кромка (42) имеет плавный изгиб и имеет постоянный первый радиус (R1) кривизны и первую радиальную центральную точку (С1),
каждая имеющая плавный изгиб дополнительная режущая кромка (48) имеет постоянный второй радиус (R2) кривизны, причем
второй радиус (R2) кривизны больше первого радиуса (R1) кривизны.
3. Режущая вставка (20, 120, 220) по п. 2, в которой второй радиус (R2) кривизны по меньшей мере в три раза больше и по большей мере в десять раз больше первого радиуса (R1) кривизны.
4. Режущая вставка (20, 120, 220) по п. 2, в которой на виде сверху:
четыре первые радиальные центральные точки (С1) задают четыре угла воображаемого второго квадрата (S2), и
воображаемый первый квадрат (S1) имеет поворотное смещение относительно воображаемого второго квадрата (S2) на первый угол (θ1) смещения.
5. Режущая вставка (20, 120, 220) по п. 1, в которой:
каждая боковая отводная поверхность (50) вставки содержит основную отводную поверхность (54), смежную со своей связанной основной режущей кромкой (46), и дополнительную отводную поверхность (56), смежную со своей связанной дополнительной режущей кромкой (48), и
каждая основная отводная поверхность (54) является плоской, а каждая дополнительная отводная поверхность (56) является выпуклой.
6. Режущая вставка (20, 120, 220) по п. 1, в которой на виде сверху:
первая воображаемая прямая линия (L1) содержит одну из вторых конечных точек (N2) и является касательной как к своей связанной дополнительной режущей кромке (48), так и к прилегающей угловой режущей кромке (42), и
первая воображаемая прямая линия (L1) образует острый основной режущий угол (α1) с основной режущей кромкой (46), содержащейся в той же боковой режущей кромке (40), что и ее связанная дополнительная режущая кромка (48).
7. Режущая вставка (20, 120, 220) по п. 6, в которой основной режущий угол (α1) составляет по меньшей мере 5 градусов и по большей мере 15 градусов.
8. Режущая вставка (20, 120, 220) по п. 1, в которой вся верхняя периферийная кромка (28) находится в первой плоскости (Р1).
9. Режущая вставка (20, 120, 220) по п. 1, в которой на виде сверху:
каждая основная режущая кромка (46) по касательной прилегает к дополнительной режущей кромке (48), содержащейся в той же боковой режущей кромке (40) в точке (NT) перехода.
10. Вращающийся режущий инструмент (58), выполненный с возможностью вращения вокруг оси (AT) инструмента, задающей передне-заднее направление (DF, DR), и содержащий:
режущий корпус (60), имеющий по меньшей мере одно гнездо (62) для размещения вставки, открывающийся к его передней концевой поверхности (64); и
по меньшей мере одну индексируемую режущую вставку (20, 120, 220), закрепленную с возможностью удаления в гнезде (62) для размещения вставки,
при этом индексируемая режущая вставка (20, 120, 220) содержит:
противоположные верхнюю и нижнюю поверхности (22, 24) с периферийной поверхностью (26) и осью (А1) вставки, проходящей между ними,
сквозное отверстие (44), соосное с осью (А1) вставки и пересекающее верхнюю и нижнюю поверхности (22, 24),
причем периферийная поверхность (26) пересекает верхнюю поверхность (22) с образованием непрерывной верхней периферийной кромки (28) и содержит четыре боковые поверхности (30) вставки, чередующиеся с четырьмя угловыми поверхностями (32) вставки,
каждая боковая поверхность (30) вставки пересекает верхнюю поверхность (22) таким образом, что образует боковую режущую кромку (40), а каждая угловая поверхность (32) вставки пересекает верхнюю поверхность (22) таким образом, что образует изогнутую угловую режущую кромку (42),
каждая боковая режущая кромка (40) содержит основную режущую кромку (46), прилегающую к одной из угловых режущих кромок (42) в первой конечной точке (N1), и дополнительную режущую кромку (48), прилегающую к другой одной из угловых режущих кромок (42) во второй конечной точке (N2),
на виде сверху режущей вставки (20, 120, 220) вдоль оси (А1) вставки:
верхняя поверхность (22) имеет квадратную форму, при этом каждая из четырех основных режущих кромок (46) является прямой, а четыре основные режущие кромки задают четыре стороны воображаемого первого квадрата (S1),
каждая основная режущая кромка (46) является касательной к своей прилегающей угловой режущей кромке (42), и
каждая дополнительная режущая кромка (48) имеет плавный изгиб и полностью расположена в соответствующем одном из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4), заданных двумя взаимно перпендикулярными воображаемыми линиями, делящими пополам четыре стороны воображаемого первого квадрата,
причем вся верхняя периферийная кромка (28) находится в первой плоскости (Р1).
11. Вращающийся режущий инструмент (58) по п. 10, в котором каждая основная режущая кромка (46) по касательной прилегает к дополнительной режущей кромке (48), содержащейся в той же боковой режущей кромке (40) в точке (NT) перехода.
12. Вращающийся режущий инструмент (58) по п. 10, в котором на виде сбоку режущей вставки (20, 120, 220) каждая основная режущая кромка (46) является прямой.
13. Вращающийся режущий инструмент (58) по п. 10, в котором каждая основная режущая кромка (46) проходит по двум из четырех воображаемых квадрантов (Q1, Q2, Q3, Q4).
14. Вращающийся режущий инструмент (58) по п. 10, в котором: первая рабочая дополнительная режущая кромка (48') содержит
самую переднюю в осевом направлении точку (NA) своей связанной верхней периферийной кромки (28).
15. Режущий инструмент (58) по п. 14, в котором:
вторая рабочая дополнительная режущая кромка (48'') содержит самую удаленную в радиальном направлении точку (NR) своей связанной верхней периферийной кромки (28).
16. Режущий инструмент (58) по п. 14, в котором:
первая рабочая основная режущая кромка (46'), содержащаяся в той же боковой режущей кромке (40), что и первая рабочая дополнительная режущая кромка (48'), наклонена под углом (γ1) подъема к радиальной плоскости (PR), перпендикулярной к оси (AT) инструмента, и
угол (γ1) подъема составляет по меньшей мере 5 градусов и по большей мере 15 градусов.
17. Режущий инструмент (58) по п. 14, в котором:
каждое гнездо (62) для размещения вставки имеет основную поверхность (66) и первую и вторую стенки (68, 70) гнезда, поперечные к ней, причем первая стенка (68) гнезда имеет осевую опорную поверхность (72а, 72b), а вторая стенка (70) гнезда имеет радиальную опорную поверхность (74),
каждая боковая поверхность (30) вставки содержит боковую отводную поверхность (50) вставки, пересекающую верхнюю поверхность (22), и боковую упорную поверхность (52) вставки, расположенную между боковой отводной поверхностью (50) вставки и нижней поверхностью (24), и
первая боковая упорная поверхность (52) вставки упирается в осевую опорную поверхность (72а, 72b) первой стенки гнезда, и смежная по периферии вторая боковая упорная поверхность (52) вставки упирается в радиальную опорную поверхность (74) второй стенки гнезда.
| WO 2016039347 A1, 17.03.2016 | |||
| US 5720583 A1, 24.02.1998 | |||
| US 5971672 A1, 26.10.1999 | |||
| Режущая пластина | 1982 |
|
SU1060322A1 |

