ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к обрабатывающим или режущим инструментам. В частности, оно относится к режущим микроинструментам с уменьшенными индексируемыми режущими вставками, которые лишены сквозного зажимного отверстия.
УРОВЕНЬ ТЕХНИКИ
[002] В целом, сменные/расходуемые вставки, закрепленные в стальном корпусе многократного использования, более эффективны с точки зрения затрат и, соответственно, являются предпочтительными по сравнению с цельными режущими инструментами, в которых корпус инструмента имеет встроенные острые режущие кромки. Цельные инструменты преобладали на нижнем конце шкалы инструментов по размеру/диаметру. В частности, это верно для вставок меньше определенного размера, когда становится непрактично (или даже невозможно) использовать сменные вставки, поскольку они не могут быть закреплены в гнезде с помощью крепежного элемента, который проходит через зажимное отверстие во вставке. Основная причина этого состоит в том, что зажимные винты (и особенно их головки) меньше определенного размера становятся слишком малы для стандартных приводных инструментов и гаечных ключей. Следовательно, по меньшей мере в части рынка режущих инструментов малого диаметра существует назревшая потребность в режущих инструментах со сменными(ой) режущими(ей) вставками(ой).
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[003] Согласно первому аспекту настоящей заявки предложена уменьшенная индексируемая режущая вставка, лишенная сквозного отверстия; при этом режущая вставка содержит ровно три основные режущие кромки и имеет вписанную окружность, которая находится в касательном контакте со всеми основными режущими кромками и только с ними.
[004] Согласно второму аспекту настоящей заявки предложено позиционирующее приспособление, выполненное с возможностью удержания уменьшенной индексируемой режущей вставки без отверстий, при этом позиционирующее приспособление содержит обращенную наружу поверхность для удержания вставки, имеющую удлиненную форму,
причем
форма поверхности для удержания вставки соответствует форме стороны режущей вставки.
[005] Согласно третьему аспекту настоящей заявки дополнительно предложен инструментальный комплект, содержащий позиционирующее приспособление и уменьшенную режущую вставку без отверстий.
[006] Согласно четвертому аспекту настоящей заявки дополнительно предложен инструментальный комплект, содержащий режущий инструмент, имеющий гнездо для вставки, уменьшенную индексируемую режущую вставку без отверстий, внешним образом закрепленную в указанном гнезде с помощью зажимного винта, и позиционирующее приспособление.
[007] Согласно пятому аспекту настоящей заявки дополнительно предложен способ замены уменьшенной вставки (как правило, вследствие того, что износились все режущие кромки) с помощью позиционирующего приспособления, который может включать следующие этапы:
a. прикрепление поверхности для удержания вставки к любой части уменьшенной вставки;
b. открепление винта для разжимания или высвобождения уменьшенной вставки;
c. вытягивание вставки из гнезда, открепление вставки от поверхности для удержания вставки и выбрасывание ее;
d. прикрепление поверхности для удержания вставки к неиспользуемой отводной поверхности сменной режущей вставки;
e. вставка сменной вставки в гнездо и закрепление винта.
[008] Согласно шестому аспекту настоящей заявки дополнительно предложен способ индексирования уменьшенной вставки (как правило, вследствие изношенной режущей кромки) с помощью позиционирующего приспособления, который может включать следующие этапы:
a. прикрепление указанной удерживающей поверхности к открытой или доступной основной отводной поверхности, связанной с рабочей, как правило, изношенной, основной режущей кромкой;
b. отвинчивание винта для разжимания или высвобождения уменьшенной вставки;
c. прикрепление указанного приспособления к вставке;
d. удаление вставки из гнезда и ее индексирование таким образом, что неиспользуемая основная отводная поверхность прикрепляется к поверхности для удержания вставки;
e. вставка уменьшенной вставки 14 в гнездо 18 и прикрепление винта.
[009] Любые из последующих признаков, как поодиночке, так и в комбинации, могут быть применимы к любому из приведенных выше аспектов настоящей заявки.
[0010] Позиционирующее приспособление может иметь магнитную или намагниченную поверхность для удержания вставки, которая выполнена с возможностью магнитного удержания вставки. В некоторых вариантах осуществления изобретения позиционирующее приспособление может содержать естественный магнит, тогда как в других вариантах осуществления изобретения это позиционирующее приспособление может содержать электромагнит.
[0011] Позиционирующее приспособление может иметь электростатическую поверхность для удержания вставки, которая выполнена с возможностью электростатического удержания вставки.
[0012] Позиционирующее приспособление может иметь клейкую поверхность для удержания вставки, к которой может временно приклеиваться вставка при контакте.
[0013] Поверхность для удержания вставки удлинена в направлении удлинения, а позиционирующее приспособление дополнительно может содержать противоположные увеличенные захватные поверхности, которые проходят в направлении (ED) удлинения и выполнены с возможностью обеспечения захвата и указания на ориентацию, когда оператор удерживает это позиционирующее приспособление.
[0014] Поверхность для удержания вставки может иметь две противоположные главные кромки, проходящие в направлении удлинения, и две более короткие вспомогательные кромки, проходящие между главными кромками.
[0015] Корпус приспособления удлинен в осевом направлении, проходящем от позиционирующей головки, а поверхность для удержания вставки представляет собой самую наружную поверхность, которая выступает наружу в осевом направлении от позиционирующей головки.
[0016] Уменьшенная вставка является треугольной или тригональной, а поверхность для удержания вставки выполнена с возможностью взаимодействия с одной из трех основных отводных поверхностей уменьшенной вставки.
[0017] Поверхность для удержания вставки может содержать противоположные идентичные главные кромки, которые находятся в диапазоне от 1,8 мм до 4,2 мм.
[0018] Поверхность для удержания вставки имеет противоположные вспомогательные кромки, которые соединяют противоположные главные кромки и находятся в диапазоне от 1,1 мм до 2,4 мм.
[0019] Позиционирующее приспособление может быть модульным, а задний конец приспособления корпуса приспособления может быть выполнен с возможностью избирательного прикрепления к приводному инструменту и открепления от него.
[0020] Позиционирующее приспособление может иметь эластичную втулку, неподвижно присоединенную к позиционирующей головке.
[0021] Корпус приспособления удлинен в осевом направлении, проходящем от позиционирующей головки; поверхность для удержания вставки удлинена в направлении удлинения; и на виде вдоль осевого направления поверхность для удержания вставки имеет меньшую занимаемую площадь, чем корпус приспособления.
[0022] Позиционирующая головка может содержать две поверхности головки, которые проходят от поверхности для удержания вставки и отходят от нее назад.
[0023] Позиционирующее приспособление дополнительно может содержать неферромагнитную, немагнитную удерживающую часть, неподвижно присоединенную к корпусу приспособления и выполненную для обеспечения захвата и приложения передачи крутящего момента.
[0024] Режущая вставка имеет только три основные режущие кромки и вписанную окружность, которая находится в касательном контакте со всеми тремя основными режущими кромками.
[0025] Вписанная окружность может иметь диаметр вписанной окружности, находящийся в диапазоне от 2,5 мм до 3,8 мм.
[0026] Вписанная окружность может иметь диаметр вписанной окружности, находящийся в диапазоне от 2,5 мм до 3,2 мм.
[0027] Форма поверхности для удержания вставки соответствует форме основной отводной поверхности режущей вставки.
[0028] Режущая вставка содержит:
противоположные верхнюю и нижнюю поверхности вставки и периферийную поверхность вставки, проходящую между ними;
центральную ось симметрии, проходящую через указанные верхнюю и нижнюю поверхности; и
максимальную толщину вставки, измеряемую по центральной оси симметрии и находящуюся в диапазоне от 1 мм до 2,5 мм.
[0029] Режущий инструмент может содержать канал для текучей среды, который открывается к указанному по меньшей мере одному гнезду для вставки в выпускном отверстии для текучей среды.
[0030] Режущая вставка может иметь основную режущую кромку, имеющую длину основной режущей кромки, находящуюся в диапазоне от 2 мм до 4 мм.
[0031] Режущая вставка может содержать отклонитель, проходящий от основной наклонной поверхности и выполненный с возможностью отклонения стружки.
[0032] Режущая вставка содержит центральную ось симметрии, проходящую через указанные верхнюю и нижнюю поверхности, вокруг которой режущая вставка имеет вращательную симметрию на 120 градусов.
[0033] Режущая вставка является односторонней и содержит противоположные верхнюю и нижнюю поверхности вставки. Нижняя поверхность вставки имеет нижнюю кромку, которая не выполнена для механической обработки и не содержит режущих кромок.
[0034] Режущая вставка не выполнена из PCD (Polycrystalline Diamond, поликристаллический алмаз) или PCB (Polycrystalline Boron, поликристаллический бор).
[0035] Режущая вставка может быть выполнена посредством прессования по размеру, и никакая ее часть или поверхность не является отшлифованной.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0036] Для лучшего понимания настоящей заявки и также для того, чтобы показать, как указанный предмет может быть выполнен на практике, теперь будет выполнена ссылка на сопутствующие чертежи, на которых:
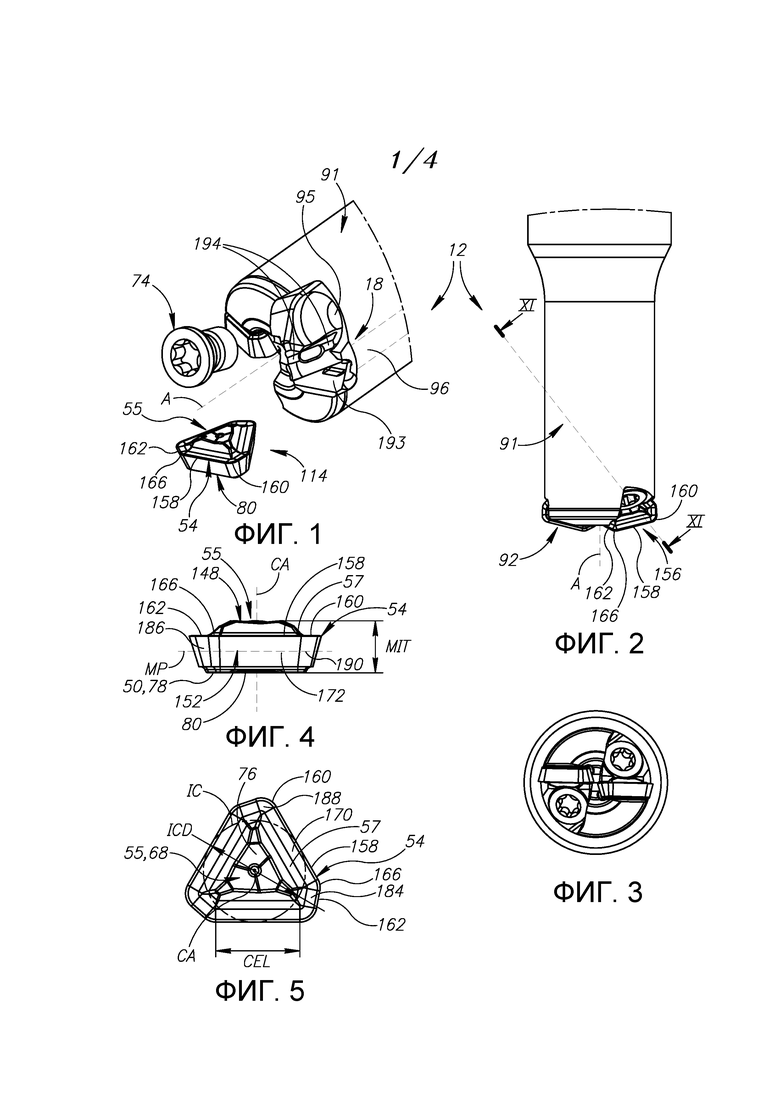
на фиг. 1 показан изометрический полупокомпонентный вид первого варианта осуществления режущего инструмента с двумя уменьшенными режущими вставками;
на фиг. 2 показан вид сбоку режущего инструмента, показанного на фиг. 1;
на фиг. 3 показан осевой вид снизу режущего инструмента, показанного на фиг. 1;
на фиг. 4 показан вид сбоку уменьшенной вставки, показанной на фиг. 1;
на фиг. 5 показан вид сверху верхней поверхности уменьшенной вставки, показанной на фиг. 1;
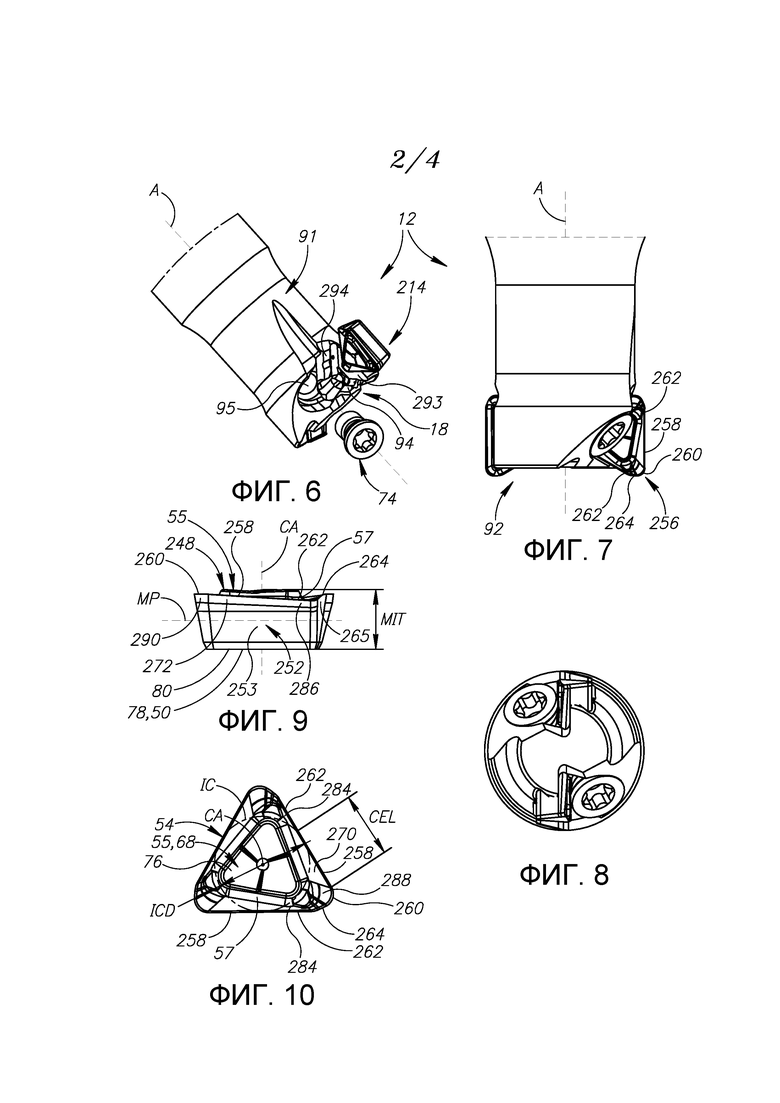
на фиг. 6 показан изометрический полупокомпонентный вид второго варианта осуществления режущего инструмента с двумя уменьшенными режущими вставками;
на фиг. 7 показан вид сбоку режущего инструмента, показанного на фиг. 6;
на фиг. 8 показан осевой вид снизу режущего инструмента, показанного на фиг. 6;
на фиг. 9 показан вид сбоку уменьшенной вставки, показанной на фиг. 6;
на фиг. 10 показан вид сверху верхней поверхности уменьшенной вставки, показанной на фиг. 6;
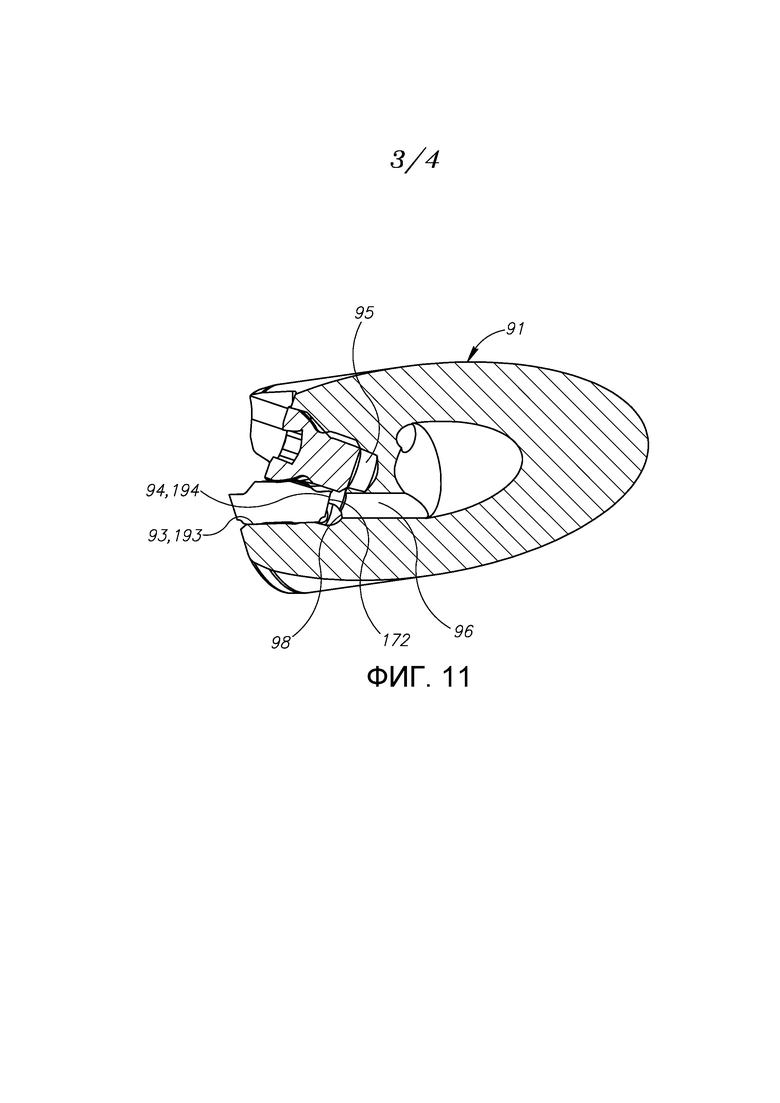
на фиг. 11 показан вид в разрезе канала для текучей среды, выполненный по линии XI-XI , показанной на фиг. 2;
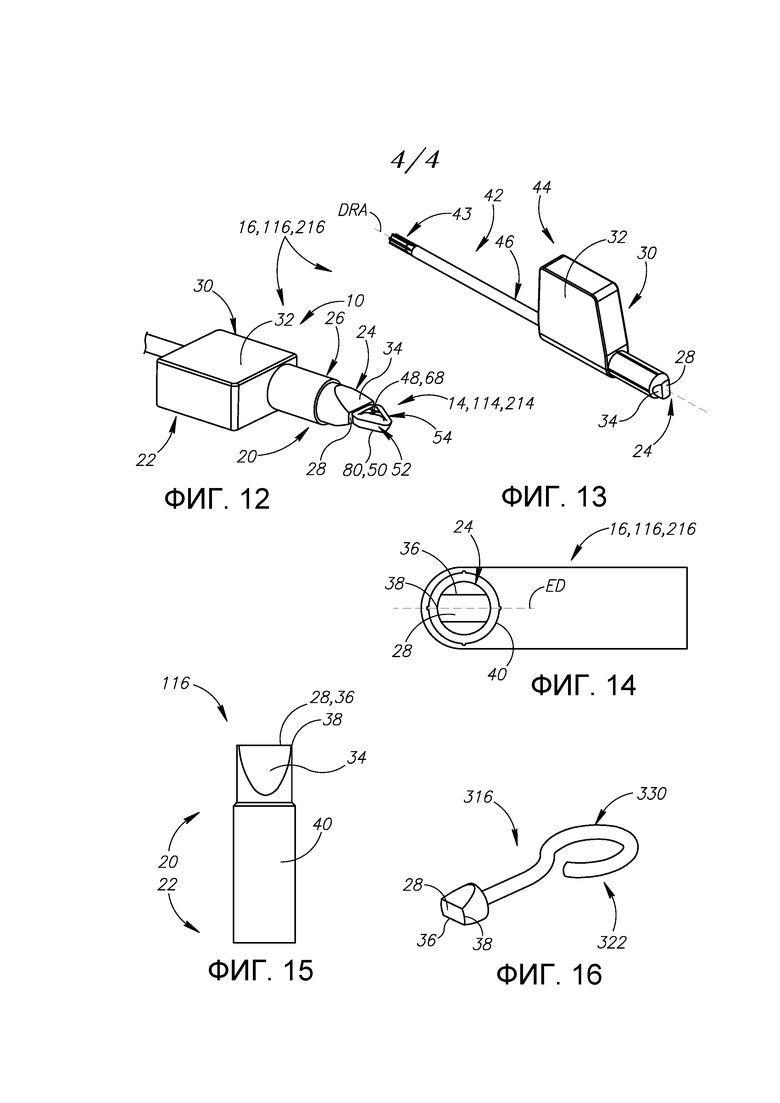
на фиг. 12 показан изометрический вид инструментального комплекта, содержащего уменьшенную вставку и модульный первый вариант осуществления позиционирующего приспособления, смонтированный на приводное устройство;
на фиг. 13 показан изометрический вид второго варианта осуществления позиционирующего приспособления, объединенного с приводным устройством;
на фиг. 14 показан осевой вид спереди второго варианта осуществления позиционирующего приспособления, показанного на фиг. 13;
на фиг. 15 показан обособленный вид сбоку первого варианта осуществления позиционирующего приспособления, показанного на фиг. 12;
на фиг. 16 показан третий вариант осуществления позиционирующего приспособления без приводных средств.
[0037] Там, где предполагается целесообразным, для указания на соответствующие или аналогичные элементы на чертежах могут повторяться ссылочные обозначения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0038] В последующем описании будут описаны различные аспекты предмета настоящей заявки. В целях объяснения для обеспечения глубокого понимания предмета настоящей заявки достаточно подробно изложены конкретные конфигурации и детали. Однако специалисту в данной области техники следует понимать, что предмет настоящей заявки может быть выполнен на практике без конкретных конфигураций и деталей, представленных в настоящем документе.
[0039] Обратим внимание на фиг. 1 и 7. Обрабатывающий или режущий инструмент 12 содержит одну или более уменьшенных индексируемых режущих вставок 14 без отверстий, закрепленных в гнезде 18 режущего инструмента 12.
[0040] Уменьшенная вставка 14 является индексируемой, треугольной или тригональной с положительным передним углом и не содержит отверстий. Режущий инструмент 12 имеет продольную ось А вращения.
[0041] Слово "уменьшенный" использовано в таком смысле, который описывает режущие вставки 14, меньшие чем доступные в настоящее время сменные цельные (то есть, неспаянные или не выполненные из двух или более основных частей) вставки. Иными словами, эти уменьшенные вставки 14 так малы, что они могут исчезать из поля зрения, находясь между двумя кончиками пальцев.
[0042] Для настоящих целей вставку называют "уменьшенной" в том случае, когда она удовлетворяет одному или более заранее определенным размерным и геометрическим критериям, как будет дополнительно объяснено ниже.
[0043] Необязательно, режущий инструмент 12 может быть снабжен позиционирующим приспособлением 16 (фиг. 12-15). Индексирование, установка или замена таких уменьшенных вставок 14 могут быть выполнены вручную или, необязательно, с помощью позиционирующего приспособления 16. Эти задачи также могут быть выполнены с использованием позиционирующего приспособления 16 в комбинации с двумя пальцами, как будет дополнительно объяснено ниже.
[0044] Позиционирующее приспособление 16 выполнено с возможностью удержания уменьшенных вставок 14 таким образом, что режущие кромки являются видимыми (в отличие от удержания вставок 14 вручную, что, возможно, вызывает то, что режущие кромки становятся невидимы). Кроме того, для точного закрепления и позиционирования вставки 14 в гнезде 18, а также для точной идентификации изношенных режущих кромок позиционирующее приспособление 16 выполнено с возможностью удержания вставки 14 в конкретной ориентации. Например, если режущая кромка износилась, оператор будет удерживать вставку 14 посредством отводной поверхности, связанной с изношенной режущей кромкой вставки 14, с помощью позиционирующего приспособления 16, вынет вставку 14 из гнезда 18, изменит ориентацию вставки 14 относительно позиционирующего приспособления 16 и затем поместит вставку 14 обратно в гнездо 18 в требуемой ориентации (то есть, с обращенной наружу неиспользуемой режущей кромкой).
[0045] В соответствии с одним вариантом осуществления настоящего изобретения позиционирующее устройство 16 предложено в качестве части инструментального комплекта 10, который содержит позиционирующее приспособление 16, режущий инструмент 12 и одну или более уменьшенных вставок 14. В соответствии с другим вариантом осуществления инструментальный комплект 10 содержит только позиционирующее приспособление 16 и уменьшенные вставки 14.
[0046] Обратим внимание на фиг. 12-15. Позиционирующее приспособление 16 имеет противоположные передний и задний концы 20, 22 приспособления. На переднем конце 20 приспособления позиционирующее приспособление 16 имеет позиционирующую головку 24, которая имеет единую цельную конструкцию. На заднем конце 22 приспособления позиционирующее приспособление 16 имеет корпус 22 приспособления, который неподвижно и постоянно прикреплен к позиционирующей головке 24. Корпус 26 приспособления может быть выполнен из пластмассы или из подходящего ненамагничивающегося неферромагнитного материала.
[0047] Позиционирующая головка 24 имеет удлиненную, предпочтительно, цилиндрическую, форму. Позиционирующая головка 24 имеет поверхность 28 для удержания вставки, которая расположена на переднем конце 20 приспособления и обращена наружу в осевом направлении.
[0048] Для настоящих целей "поверхность для удержания вставки" представляет собой поверхность, которая удерживает уменьшенную вставку посредством приложения силы притяжения к поверхностям этой вставки 14. Для удержания вставки 14 поверхность 28 для удержания вставки использует силы притяжения, такие как магнитная сила или электростатическая сила. В альтернативном варианте осуществления поверхность для удержания вставки может представлять собой клейкую поверхность, которая временно приклеивается к вставке 14 при контакте.
[0049] Поверхность 28 для удержания вставки выступает наружу в осевом направлении от позиционирующей головки 24. Другими словами, поверхность 28 для удержания вставки представляет собой самую наружную часть позиционирующей головки 24 в ее осевом направлении. Это является преимущественным для лучшего удержания вставки 14 с отсутствием помех, а также для лучшего задания и просмотра ее ориентации. Поверхность 28 для удержания вставки выполнена с возможностью взаимодействия с уменьшенными вставками 14 и удержания их. Следовательно, поверхность 28 для удержания вставки имеет ассиметричную форму, которая выполнена с возможностью соответствия форме стороны или периферийной стороны уменьшенной вставки 14 (как правило, большинство вставок имеют удлиненные стороны или периферийные стороны). В частности, по меньшей мере на виде сверху отводной поверхности вставки (это в отличие от вида наклонной поверхности вставки, где часто есть симметричные формы), вставка имеет удлиненную форму.
[0050] В предпочтительном варианте осуществления изобретения, дополнительно описанном ниже, сила притяжения является магнитной. Соответственно, позиционирующее приспособление 16 представляет собой магнитное позиционирующее приспособление 16, имеющее позиционирующую головку 24, снабженную магнитной поверхностью 28 для удержания вставки. В таком варианте осуществления изобретения головка 24 и поверхность 28 для удержания вставки создают магнитные поля, как создаваемые посредством как естественного магнитного материала, так и из ферромагнитного материала. Кроме того, в некоторых вариантах осуществления изобретения магнитное позиционирующее приспособление 16 может содержать электромагнит.
[0051] Обратим внимание на фиг. 14. На виде сверху магнитная поверхность 28 для удержания вставки имеет периферийную кромку замкнутой удлиненной формы, которая задает направление ED удлинения. Другими словами, в первом направлении (направлении ED удлинения) форма магнитной поверхности 28 для удержания вставки имеет максимальный размер, который больше максимального размера во втором направлении, перпендикулярном к направлению ED удлинения. Форма магнитной поверхности 28 для удержания вставки соответствует стороне уменьшенных вставок 14. В частности, в прикрепленном положении (когда магнитная поверхность 28 для удержания вставки находится в контакте со стороной уменьшенной вставки) уменьшенная вставка 14 выровнена в направлении ED удлинения и соответствует ему (как видно на фиг. 14) вследствие сил притяжения. Слово "соответствовать" используется в том смысле, который указывает на сходство в геометрии (например, если одна форма представляет собой прямоугольник, то соответствующая ей форма не будет круглой) между формой магнитной поверхности 28 для удержания вставки и формой стороны уменьшенной вставки 14. Это является преимущественным, поскольку, когда магнитную поверхность 28 для удержания вставки подносят достаточно близко к любой стороне, или боковой периферийной поверхности, или отводной поверхности 82 уменьшенной вставки 14, силы магнитной тяги (в основном в границах магнитной поверхности 28 для удержания вставки) могут изменять ориентацию вставки 14 так, чтобы соответствовать ориентации магнитной поверхности 28 для удержания вставки.
[0052] Кроме того, магнитное позиционирующее приспособление 16 содержит удерживающую часть 30, которая содержит противоположные захватные поверхности 32, которые обеспечивают оператору возможность захвата, а также обеспечивают возможность легкого приложения крутящего момента к магнитному позиционирующему приспособлению 16. Удерживающая часть 30 расположена в направлении назад от магнитной поверхности 28 для удержания вставки. Противоположные захватные поверхности 32 проходят в направлении ED удлинения. Захватные поверхности 32 могут быть параллельны направлению ED удлинения. Этот признак является преимущественным, поскольку оператор может легко устанавливать или легко прослеживать ориентацию магнитной поверхности 28 для удержания вставки и впоследствии - ориентацию уменьшенной вставки 14.
[0053] Магнитная поверхность 28 для удержания вставки имеет одинаковую или меньшую площадь по сравнению с осевым поперечным сечением позиционирующей головки 24. Другими словами, магнитная поверхность 28 для удержания вставки имеет наименьшую занимаемую площадь магнитного позиционирующего приспособления 16 на его виде по оси или на виде сверху магнитной поверхности 28 для удержания вставки.
[0054] Снова обратим внимание на фиг. 14. Например, магнитная поверхность 28 для удержания вставки может иметь в целом прямоугольную форму с парой противоположных главных кромок 36, которые проходят в направлении ED удлинения, и парой противоположных вспомогательных кромок 38 (которые могут быть непрямыми). Позиционирующая головка 24 может содержать поверхности 34 головки, каждая из которых проходит от соответствующей главной кромки 36. Поверхности 34 головки отходят от магнитной поверхности 28 для удержания вставки. Поверхности 34 головки могут быть плоскими и выполнены с возможностью содействия оператору в установлении правильной ориентации и положения индексирования текущей удерживаемой магнитным способом миниатюрной вставки 14 (особенно когда оператор пошагово перемещает вставку 14).
[0055] В соответствии с настоящим изобретением магнитное позиционирующее приспособление 16 может иметь три варианта осуществления магнитного позиционирующего приспособления:
[0056] Обратим внимание на фиг. 12 и 15. В соответствии с первым вариантом осуществления магнитного позиционирующего приспособления магнитное позиционирующее приспособление 116 является модульным и может быть неподвижно прикреплено/повторно прикреплено к большинству приводных инструментов 42 или приспособлений. В частности, задний конец 22 приспособления выполнен с возможностью прикрепления на задний конец 44 приводного инструмента (неприводящий конец) или зажима в нем. Например, задний конец 22 приспособления может содержать немагнитную неферромагнитную соединительную часть или втулку 40, которая выполнена с возможностью присоединения или прикрепления магнитного приспособления 116 на другое приспособление, такое как, например, приводной инструмент 42.
[0057] Обратим внимание на фиг. 13 и 14. В соответствии со вторым вариантом осуществления магнитного позиционирующего приспособления магнитное позиционирующее приспособление 216 имеет позиционирующую головку 24, которая представляет собой нераздельную часть приводного инструмента 42 и, в частности, заднего конца 44 приводного инструмента (то есть, его неприводящего конца). Магнитное приспособление 216 может быть, например, приклеено, вставлено в специальное углубление или завинчено в резьбу на заднем конце 44 приводного инструмента.
[0058] Обратим внимание на фиг. 16. В соответствии с третьим вариантом осуществления магнитного позиционирующего приспособления магнитное позиционирующее приспособление 316 представляет собой обособленное приспособление, которое выполнено с возможностью только содействия оператору в позиционировании, удержании и пошаговом перемещении вставки 14, как раскрыто выше. В соответствии с этим вариантом осуществления магнитное приспособление 316 не содержит никаких приводных средств, таких как интерфейс/ключ Torx. Магнитное позиционирующее приспособление 316 на заднем конце 322 приспособления содержит удерживающую часть 330.
[0059] Уменьшенная вставка 14 обычно выполнена из очень твердого и износостойкого материала, такого как цементированный карбид, посредством прессования и спекания порошков карбида в цементирующем веществе. Цементированный карбид может представлять собой, например, карбид вольфрама. Режущая вставка 14 может быть снабжена покрытием или выполнена без покрытия. Предпочтительно, режущая вставка не выполнена из PCD (Polycrystalline Diamond, поликристаллический алмаз) или PCB (Polycrystalline Boron, поликристаллический бор). Уменьшенные вставки 14 предпочтительно являются неразмагничивающимися. Однако во время испытаний магнитное позиционирующее приспособление 16 функционировало адекватно и надлежащим образом удерживало даже такие вставки, которые были размагничены.
[0060] Вставка 14 предпочтительно выполнена посредством прессования по размеру. Другими словами, никакая часть или поверхность вставки 14 не является отшлифованной. Это является важным преимуществом с точки зрения эффективности производства и экономической эффективности. Кроме того, помимо по своей сути затратного процесса шлифования при шлифовании таких уменьшенных нановставок по сравнению с более крупными вставками также возникают дополнительные затраты. Вследствие проблематичного размера вставок даже при их разработке, было обнаружено, что оборудование, способное удерживать эти вставки, подлежащие шлифованию, вероятно, является значительно более дорогим, а также склонно иметь проблемы с надежностью.
[0061] Уменьшенная вставка 14 имеет противоположные верхнюю и нижнюю поверхности 48, 50 вставки и периферийную поверхность 52 вставки, проходящую между ними. Вставка 14 имеет вращательную симметрию на 120 градусов вокруг центральной оси СА симметрии, которая проходит через верхнюю и нижнюю поверхности 48, 50 вставки. Таким образом, вставка 14 выполнена с возможностью трехходового пошагового перемещения вокруг своей центральной оси СА симметрии. Вставка 14 имеет виртуальную серединную плоскость МР, которая перпендикулярна центральной оси СА, расположена посередине между верхней и нижней поверхностями 48, 50 вставки и пересекает периферийную поверхность 52 вставки. Максимальную толщину MIT вставки измеряют в направлении, параллельном центральной оси СА, между наружными краями верхней и нижней поверхностей 48, 50 вставки. Максимальная толщина MIT вставки предпочтительно находится в диапазоне от 1,0 мм до 2,5 мм.
[0062] Верхняя поверхность 48 вставки имеет периферийную верхнюю кромку 54. Верхняя кромка 54 содержит ровно три рабочие части 56, выполненные для работы с заготовкой. Как будет дополнительно раскрыто ниже, каждая рабочая часть 56 может содержать, например, основную режущую кромку 58, угловую режущую кромку 60 и/или скошенную режущую кромку 62. Каждая рабочая часть 56 также может содержать зачистные кромки 64, которые выполнены не для удаления материала, а для сглаживания или улучшения качества поверхности заготовки. Верхняя поверхность 48 вставки может содержать по меньшей мере один упорный выступ 55, который выступает за верхнюю кромку 54 на виде сбоку вставки 14 (фиг. 4 и 9). Этот выступ проходит наружу дальше, чем какая-либо другая часть верхней поверхности 48 вставки относительно серединной плоскости MP. Каждый упорный выступ 55 содержит отклоняющую поверхность или отклонитель 57.
[0063] Каждая основная режущая кромка 58 может иметь длину CEL основной режущей кромки, которая находится в диапазоне от 2 мм до 4 мм.
[0064] Верхняя поверхность 48 вставки содержит верхнюю упорную поверхность 68, выполненную для упорного взаимодействия с винтом 74 для закрепления вставки 14 в гнезде 18. Каждая верхняя упорная поверхность 68 содержит ровно три верхние упорные подповерхности 76, выполненные для взаимодействия с винтом 74. Верхняя упорная поверхность 68 может иметь треугольную форму на своем виде сверху (фиг. 5 и 10). Верхняя упорная поверхность 68 может вращаться вокруг центральной оси СА по отношению к верхней поверхности 48 вставки в зависимости от ориентации винта 74 относительно ориентации вставки 14 и, в свою очередь, ориентации вставки 14 относительно режущего инструмента 12 (например, как видно на фиг. 10).
[0065] Верхняя поверхность 48 вставки содержит основные наклонные поверхности 70. Каждая основная наклонная поверхность 70 может быть расположена между верхней кромкой 54 и упорным выступом 55. Каждая основная наклонная поверхность 70 проходит от соответствующей основной режущей кромки 58 и может соединяться с соответствующим отклонителем 57 на упорном выступе 55. Другими словами, каждый отклонитель 57 расположен дальше от центральной оси СА, чем соответствующая наклонная поверхность 70, а также расположен ближе к серединной плоскости МР, чем верхняя упорная поверхность 68.
[0066] Обратим внимание на фиг. 5 и 10. В соответствии с настоящими вариантами осуществления на виде сверху верхней поверхности 48 вставки вставка 14 может иметь, например, форму неправильного треугольника или правильного треугольника. Вписанная окружность IC задана между тремя идентичными основными режущими кромками 58 верхней кромки 54 (или является касательной к ним). Вписанная окружность IC имеет диаметр ICD вписанной окружности, находящийся в диапазоне от 2,5 мм до 3,8 мм и, предпочтительно, от 2,5 мм до 3,2 мм.
[0067] Упомянутый выше диапазон диаметра ICD вписанной окружности не оставляет пространства для подходящего функционального зажимного отверстия (то есть, способного вместить подходящий/применимый винт с применимым размером головки винта), но в то же время также сохраняет адекватную конструкцию вставки. Другими словами, вставки небольшого размера могут быть слишком хрупкими и непригодными для использования, и/или зажимное отверстие будет вмещать только такие винты, которые слишком малы и не подходят для закрепления режущих вставок в гнездах. Следовательно, такие вставки 14 лишены зажимного отверстия, а также любого другого сквозного отверстия и, таким образом, рассматриваются как вставки "без отверстий". Отсутствие зажимного отверстия является преимущественным по меньшей мере потому, что по сравнению со вставкой с отверстием эта вставка является более прочной, а процесс изготовления более дешевым (прессование порошка не требует дополнительного штампа для создания сквозного зажимного отверстия).
[0068] Нижняя поверхность 50 вставки содержит нижнюю упорную поверхность 78. Нижняя упорная поверхность 78 предпочтительно является плоской. Нижняя поверхность 50 вставки имеет нижнюю кромку 80, которая может лежать в одной плоскости. Нижняя кромка 80 не выполнена для осуществления механической обработки или резания какого-либо типа. Следовательно, вставка 14 является односторонней. Нижняя поверхность 50 вставки может содержать углубление, расположенное по центру нижней упорной поверхности 78, которое может улучшать определение взаимодействия (взаимодействие по трем точкам, как известно из уровня техники) между нижней упорной поверхностью 78 и соответствующей упорной поверхностью в гнезде 18.
[0069] Периферийная поверхность 52 вставки проходит от верхней кромки 54 и сходится (с увеличением приближения к центральной оси CA) к нижней кромке 80. Кроме того, на виде сверху верхней поверхности 48 вставки (фиг. 5 и 10), никакая часть нижней кромки 80 не является видимой. Следовательно, вставка 14 определяется как известная из уровня техники вставка 14 с положительным передним углом, или как вставка, имеющая геометрию резания с положительным передним углом. Эти уменьшенные вставки имеют геометрию резания с положительным передним углом, которая более проста для изготовления и прессования, особенно потому, что эти вставки имеют геометрию прессования по размеру и режущие кромки.
[0070] Следует отметить, следовательно, что уменьшенная вставка 14 может иметь верхнюю и/или нижнюю поверхности, снабженные углублениями, выемками и другими образованиями, и все еще считаться вставкой "без отверстий" при условии, что у нее отсутствует сквозное отверстие для того, чтобы позволять зажимному элементу проходить через эту вставку и прикреплять ее к гнезду для вставки.
[0071] Обратим внимание на фиг. 1-5. В соответствии с первым вариантом осуществления вставки уменьшенная вставка 14 представляет собой режущую вставку 114 для операций с высокой скоростью подачи, как известна из уровня техники. Каждая рабочая часть 156 содержит скошенную режущую кромку 162, соединенную поперек (на виде сверху верхней поверхности 148 вставки, как видно на фиг. 5) с основной режущей кромкой 158, которая соединена с угловой режущей кромкой 160. Рабочая часть 156 может содержать вспомогательную угловую режущую кромку 166, которая соединяет скошенную режущую кромку 162 с основной режущей кромкой 158. Каждая скошенная режущая кромка 162 образована на пересечении между скошенной наклонной поверхностью 184 и скошенной отводной поверхностью 186. Каждая основная режущая кромка 158 образована на пересечении между основной наклонной поверхностью 170 и основной отводной поверхностью 172. Основная отводная поверхность 172 предпочтительно является плоской, а также выполнена с возможностью упора в поверхность 28 для удержания вставки магнитного позиционирующего приспособления 16 и соответствующие стенки гнезда, как будет объяснено ниже. Каждая угловая режущая кромка 160 образована на пересечении между угловой наклонной поверхностью 188 и угловой отводной поверхностью 190. Каждая из указанных наклонных поверхностей образована на верхней поверхности 148 вставки. Каждая из указанных отводных поверхностей образована на периферийной поверхности 152 вставки.
[0072] В соответствии с первым вариантом осуществления вставки длина CEL основной режущей кромки равна 2,5 мм, а диаметр ICD вписанной окружности равен 3,0 мм.
[0073] Обратим внимание на фиг. 6-10. В соответствии со вторым вариантом осуществления вставки уменьшенная вставка 14 представляет собой режущую вставку 214 для фрезерования уступов, как известна из уровня техники. Вставка для фрезерования уступов выполнена с возможностью фрезерования прямоугольных уступов в заготовке в пределах допусков от 1 до 2 градусов. Каждая рабочая часть 256 содержит основную режущую кромку 258, зачистную кромку 264 и угловую режущую кромку 260, проходящую между ними. Каждая рабочая часть 256 также может содержать скошенную режущую кромку 262, которая проходит между зачистной кромкой 264 и основной режущей кромкой 258 смежной рабочей части 256. Другими словами, скошенная режущая кромка 262 первой рабочей части 256 представляет собой часть основной режущей кромки 258 смежной рабочей части 256, а также имеет такую же ориентацию и продолжение. Следовательно, если для некоторых применений требуется более глубокий уступ, то посредством задания большей глубины резания может быть получена "расширенная основная режущая кромка" 258. В таких случаях для получения указанной расширенной основной режущей кромки 258 оператор может принимать решение использовать всю объединенную длину скошенной режущей кромки 262 первой рабочей части 256 и основной режущей кромки 258 второй рабочей части 256. Каждая основная режущая кромка 258 образована на пересечении между основной наклонной поверхностью 270 и основной отводной поверхностью 272. Каждая скошенная режущая кромка 262 образована на пересечении между скошенной наклонной поверхностью 284 и скошенной отводной поверхностью 286. Каждая угловая режущая кромка 260 образована на пересечении между угловой наклонной поверхностью 288 и угловой отводной поверхностью 290. Каждая из указанных наклонных поверхностей образована на верхней поверхности 248 вставки. Каждая из указанных отводных поверхностей образована на периферийной поверхности 252 вставки. Периферийная поверхность 252 вставки дополнительно содержит зачистные отводные поверхности 265, каждая из которых проходит от соответствующей зачистной кромки 264. Периферийная поверхность 252 вставки дополнительно содержит боковую упорную поверхность 253, которая проходит между каждой основной отводной поверхностью 272 к нижней кромке 80.
[0074] В соответствии со вторым вариантом осуществления вставки длина CEL основной режущей кромки равна 2,8 мм, и диаметр ICD вписанной окружности равен 2,8 мм.
[0075] Обратим внимание на фиг. 1 и 6. Режущий инструмент 12 имеет режущий корпус 91 и режущую часть 92, которая проходит от него и содержит по меньшей мере два гнезда 18. Гнездо или гнезда 18 представляют собой такие гнезда, которые известны из области техники как радиально ориентированные или радиальные гнезда 18. Следовательно, вставки 14 также называются радиальными вставками.
[0076] Каждое гнездо 18 может иметь основную поверхность 93 гнезда и две стенки 94 гнезда, проходящие от нее. Стенки 94 гнезда могут быть перпендикулярны к основной поверхности 93 гнезда. В соответствии с первым вариантом осуществления вставки две стенки 194 гнезда сходятся внутрь в направлении, в целом параллельном оси А вращения (как видно на фиг. 1). В соответствии со вторым вариантом осуществления вставки 214 две стенки 294 гнезда сходятся внутрь в направлении, перпендикулярном к оси А вращения (как видно на фиг. 6).
[0077] Каждое гнездо 18 содержит клиновидное расположение, которое закрепляет такие уменьшенные вставки 14 без отверстий. Вставки 14 не приклеиваются или не припаиваются каким-либо способом к любым другим частям режущего инструмента 12 или адаптерам/картриджам любого сорта для того, чтобы обеспечивать простую, быструю и затратоэффективную замену или индексирование самих вставок 14 (без каких-либо адаптеров или клиньев). Каждое гнездо 18 содержит винт 74, который ввинчивается в резьбовое отверстие 95 в режущем инструменте 12 и не проходит через вставку 14. Резьбовое отверстие 95 не расположено на основной поверхности 93 гнезда. Винт 74 выполнен с возможностью прямого контакта со вставкой 14 и прижимания ее к основной поверхности 93 гнезда (то есть, вставка 14 заклинена между ними). Винт 74 также подтягивает вставку 14 к стенкам 94 гнезда, которые располагают вставку 14 в гнезде 18. В соответствии с первым вариантом осуществления вставки по меньшей мере одна из основных отводных поверхностей 172 упирается в соответствующую стенку 194 гнезда. В соответствии со вторым вариантом осуществления вставки по меньшей мере одна боковая упорная поверхность 253 упирается в соответствующую стенку 294 гнезда. При затягивании винт 74 взаимодействует с верхней упорной поверхностью 68 и, в частности, винт 74 упирается в одну из верхних упорных подповерхностей 76.
[0078] Каждое гнездо 18 может дополнительно содержать внутренний канал 96 для текучей среды, который проходит вдоль режущего корпуса 91 и открывается в гнездо 18 в выпускном отверстии 98 для текучей среды. Выпускное отверстие 98 для текучей среды может быть расположено вблизи резьбового отверстия 95. Канал 96 для текучей среды и выпускное отверстие 98 для текучей среды отделены от резьбового отверстия 95. Канал 96 для текучей среды может быть расположен между двумя стенками 94 гнезда.
[0079] Хорошо известны динамометрические ключи, которые иногда поставляются/рекомендуются для использования с инструментами данной области техники (то есть, для миниатюрных режущих инструментов, которые содержат миниатюрные винты), поскольку крепеж указанного малого диаметра может быть довольно легко оторван или сломан. Такие динамометрические ключи содержат механизм ограничения крутящего момента, который откалиброван с возможностью предотвращения превышения оператором рекомендованного ограничения крутящего момента при приложении крутящего момента к соответствующему размеру винта.
[0080] Стандартный/обычный приводной инструмент 42 или динамометрический ключ содержит противоположные передний и задний концы 43, 44 приводного инструмента и корпус 46 приводного инструмента, который проходит между ними. Приводной инструмент 42 имеет ось DRA вращения приводного инструмента. Передний конец 43 приводного инструмента содержит ключ или передающую геометрию крутящего момента, такую как TORX™. Корпус 46 приводного инструмента содержит часть 30 для удержания приводного инструмента, выполненную с возможностью обеспечения захвата. Часть 30 для удержания приводного инструмента может проходить радиально наружу от оси DRA вращения приводного инструмента по одной или двум ее противоположным сторонам.
[0081] Способ замены уменьшенной режущей вставки 14, 114, 214 (как правило, вследствие того, что износились все режущие кромки) с помощью магнитного позиционирующего приспособления 16, 116, 216, 316 может включать следующие этапы:
a. прикрепление поверхности 28 для удержания вставки к любой части уменьшенной вставки 14, 114, 214;
b. открепление винта 74 для разжимания или высвобождения уменьшенной вставки 14, 114, 214;
c. вытягивание вставки 14, 114, 214 из гнезда 18, открепление вставки 14, 114, 214 от поверхности 28 для удержания вставки и выбрасывание ее;
d. прикрепление поверхности 28 для удержания вставки к неиспользуемой основной отводной поверхности 172 или боковой упорной поверхности 253 сменной режущей вставки 14, 114, 214;
e. вставка сменной вставки 14, 114, 214 в гнездо 18 и закрепление винта 74.
[0082] Способ пошагового перемещения уменьшенной режущей вставки 14, 114, 214 (как правило, вследствие изношенной режущей кромки) с помощью магнитного позиционирующего приспособления 16, 116, 216, 316 может включать следующие этапы:
a. прикрепление указанной магнитной удерживающей поверхности 28 к открытой или доступной основной отводной поверхности 172 или боковой упорной поверхности 253, связанной с рабочей, как правило, изношенной основной режущей кромкой 58, 158, 258;
b. отвинчивание винта 74 для разжимания или высвобождения уменьшенной вставки 14, 114, 214;
c. прикрепление указанного магнитного приспособления 16, 116, 216, 316 к вставке 14, 114, 214;
d. удаление вставки 14, 114, 214 из гнезда 18 и ее пошаговое перемещение таким образом, что неиспользуемая основная отводная поверхность 172, 272 прикрепляется к поверхности 28 для удержания вставки;
e. вставка уменьшенной вставки 14 в гнездо 18 и прикрепление винта 74.
Группа изобретений относится к обработке материалов резанием и может быть использована в режущих микроинструментах с уменьшенными индексируемыми режущими вставками без сквозного зажимного отверстия. Режущая вставка содержит противоположные верхнюю и нижнюю поверхности. Верхняя поверхность вставки содержит периферийную верхнюю кромку, которая содержит только три рабочие части, каждая из которых содержит только три основные режущие кромки. Режущая вставка содержит вписанную окружность, которая находится в касательном контакте со всеми основными режущими кромками. Вписанная окружность имеет диаметр вписанной окружности менее 3,8 мм. Режущая вставка содержит по меньшей мере один упорный выступ, который выступает за верхнюю кромку на виде сбоку вставки. Упорный выступ содержит отклонитель, проходящий от основной наклонной поверхности и выполненный с возможностью отклонения стружки. Обеспечивается расширение технологических возможностей режущего инструмента с малоразмерными сменными режущими вставками без сквозных отверстий. 3 н. и 12 з.п. ф-лы, 16 ил.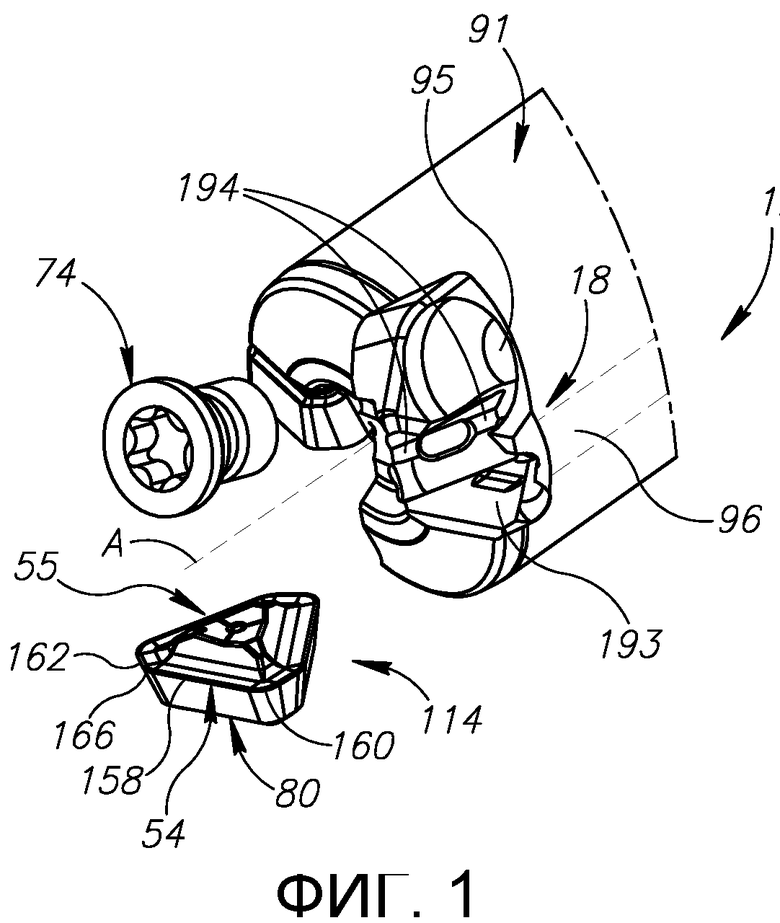
1. Малоразмерная индексируемая режущая вставка (14, 114, 214) без сквозного отверстия, содержащая противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки; причем верхняя поверхность (48, 148, 248, 50) вставки содержит периферийную верхнюю кромку (54), которая содержит только три рабочие части (56), каждая из которых содержит только три основные режущие кромки (58, 158, 258);
причем
режущая вставка (14, 114, 214) содержит вписанную окружность (IC), которая находится в касательном контакте со всеми основными режущими кромками (58, 158, 258); при этом вписанная окружность (IC) имеет диаметр (ICD) вписанной окружности меньше 3,8 мм; причем режущая вставка (14, 114, 214) содержит по меньшей мере один упорный выступ (55), который выступает за верхнюю кромку (54) на виде сбоку вставки (14, 114, 214), при этом упорный выступ (55) содержит отклонитель (57), проходящий от основной наклонной поверхности (170, 270) и выполненный с возможностью отклонения стружки.
2. Режущая вставка (14, 114, 214) по п. 1, в которой вписанная окружность (IC) имеет диаметр (ICD) вписанной окружности, находящийся в диапазоне от 2,5 мм до 3,8 мм.
3. Режущая вставка (14, 114, 214) по п. 1 или 2, которая содержит:
противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки и периферийную поверхность (52) вставки, проходящую между ними;
центральную ось (СА) симметрии, проходящую через верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки; и
максимальную толщину (MIT) вставки, измеряемую параллельно центральной оси (СА) симметрии и находящуюся в диапазоне от 1 мм до 2,5 мм.
4. Режущая вставка (14, 114, 214) по любому из пп. 1-3, в которой на виде сверху верхней поверхности (48, 148, 248) вставки основная режущая кромка (58, 158, 258) имеет длину (CEL) основной режущей кромки, находящуюся в диапазоне от 2 мм до 4 мм.
5. Режущая вставка (14, 114, 214) по любому из пп. 1-4, которая содержит:
противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки и периферийную поверхность (52) вставки, проходящую между ними; и
центральную ось (СА) симметрии, проходящую через указанные верхнюю и нижнюю поверхности (48, 148, 248, 50); причем
режущая вставка (14) имеет вращательную симметрию на 120 градусов вокруг центральной оси (СА) симметрии.
6. Режущая вставка (14, 114, 214) по любому из пп. 1-5, которая содержит противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки, содержащие верхнюю и нижнюю кромки (54, 80), а на виде сверху верхней поверхности (48) вставки никакая часть нижней кромки (80) не является видимой.
7. Режущая вставка (14, 114, 214) по любому из пп. 1-6, которая содержит противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки и упорный выступ (55), проходящий наружу от указанной верхней поверхности (48).
8. Режущая вставка (14, 114, 214) по любому из пп. 1-7, в которой верхняя поверхность (48, 148, 248, 50) вставки, содержащая верхнюю упорную поверхность (68), содержит только три верхние упорные подповерхности (76).
9. Режущая вставка (14, 114, 214) по п. 8, в которой каждая смежная пара из трех верхних упорных подповерхностей (76) имеет ступенчатую прерывистость между ними.
10. Режущая вставка (14, 114, 214) по любому из пп. 1-9, которая является односторонней, имеет геометрию резания с положительным передним углом и содержит противоположные верхнюю и нижнюю поверхности (48, 148, 248, 50) вставки; причем нижняя поверхность (50) вставки содержит нижнюю кромку (80), которая не выполнена для механической обработки и не содержит режущих кромок.
11. Режущая вставка (14, 114, 214) по любому из пп. 1-10, которая выполнена из материала, отличного от поликристаллического алмаза (PCD) или поликристаллического бора (РСВ).
12. Режущая вставка (14, 114, 214) по любому из пп. 1-11, которая выполнена посредством прессования по размеру, и никакая ее часть или поверхность не является отшлифованной.
13. Режущий инструмент (12), содержащий гнездо (18) для режущей вставки, выполненное с возможностью закрепления в нем малоразмерной режущей вставки (14, 114, 214), выполненной по одному из пп. 1-12.
14. Режущий инструмент (12) по п. 13, в котором режущий инструмент (12) содержит канал (96) для текучей среды, который открыт к указанному по меньшей мере одному гнезду (18) для вставки в выпускном отверстии (98) для текучей среды.
15. Способ индексирования или замены малоразмерной индексируемой режущей вставки (14, 114, 214) без отверстий, закрепленной снаружи в гнезде (18) для вставки режущего инструмента (12) по п. 13 или 14 с помощью зажимного винта (74), включающий:
a) обеспечение позиционирующего приспособления (16, 116, 216, 316);
b) осуществление контакта с открытой или доступной основной отводной поверхностью (172) или боковой упорной поверхностью (253), связанной с рабочей, изношенной основной режущей кромкой (58, 158, 258) с помощью поверхности (28) для удержания вставки для удержания указанной режущей вставки (14, 114, 214);
c) отвинчивание зажимного винта (74) для высвобождения режущей вставки (14, 114, 214) из гнезда (18) для вставки;
d) удаление режущей вставки (14, 114, 214) из гнезда (18) с помощью позиционирующего приспособления (16, 116, 216, 316) и индексирование или замена режущей вставки (14, 114, 214) вручную таким образом, что основная отводная поверхность (72, 172, 272) неиспользуемой режущей кромки прикрепляется к поверхности (28) для удержания вставки и удерживается ею;
e) вставку индексируемой или сменной режущей вставки (14, 114, 214) в гнездо (18) с помощью позиционирующего приспособления (16, 116, 216, 316) и
f) закрепление зажимного винта (74) для закрепления режущей вставки (14, 114, 214) в гнезде (18) для вставки.
| US 2004213639 A1, 28.10.2004 | |||
| DE 3506415 A, 04.09.1986 | |||
| US 2005271483A1, 08.12.2005 | |||
| УНИВЕРСАЛЬНАЯ ОТВЕРТКА | 2008 |
|
RU2415007C2 |

