Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к соединительной конструкции стоматологического CAD/CAM-блока, подлежащего разрезанию и обработке с созданием зубного протеза, например, коронки, частичной коронки, зубного протеза и тому подобного, и к держателю блока, соединенному в единое целое со стоматологическим CAD/CAM-блоком.
Предшествующий уровень техники
[0002] Зубной протез в качестве стоматологического изделия, используемого для стоматологического лечения, может быть сформован посредством отливки из металлического материала, например, золотого, серебряного, титанового, палладиевого сплава и т.д., или выполнен посредством вырезания стоматологического CAD/CAM-блока, образованного из керамики или гибридного полимера или тому подобного. Гибридный полимер представляет собой композитный материал, в котором неорганический наполнитель распределен в полимерной матрице с высокой плотностью.
С развитием в последнее время технологии цифрового изображения и технологии компьютерной обработки стали широко использоваться CAD/CAM-системы, как, например, раскрытые в PTL 1, в которых из стоматологических CAD/CAM-блоков вырезаются зубные протезы на основании изображений, выполненных в полости рта с использованием CAD/CAM-оборудования на основании технологии компьютерного проектирования (CAD) и компьютерного изготовления (CAM).
[0003] Стоматологический CAD/CAM-блок, обеспеченный в режущем станке, подлежащий вырезанию, необходимо удерживать в заданном положении относительно режущего станка. Поэтому металлический держатель блока, называемый штативом, каркасом, соединительным штифтом и т.д., и стоматологический CAD/CAM-блок соединяются посредством адгезива, и держатель блока фиксируется к фиксирующему блок инструменту и прикрепляется к режущему станку. Как представлено в PTL 1, стоматологический CAD/CAM-блок может называться стоматологический заготовкой для фрезерования или тому подобным, и может иметь конструкцию, в которой множество слоев, имеющих различные свойства, например, цветовой тон и прозрачность, собираются в слоистую структуру для выполнения так называемого эстетического восстановления. Такая конструкция также называется "ламинированный блок".
[0004] Стоматологический CAD/CAM-блок имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, как описано, например, в PTL 1-3, и одна его поверхность представляет собой плоскую блоковую соединительную поверхность. Держатель блока снабжен плоскостью, служащей соединительной поверхностью держателя, и колонкообразным удерживающим опорным участком. Соединительная поверхность держателя соединена с блоковой соединительной поверхностью стоматологического CAD/CAM-блока посредством адгезива. Удерживающий опорный участок может иметь различные формы. PTL 3 раскрывает фиксирующий штифт, имеющий по существу многоугольную форму, нижняя сторона которого, являющаяся поверхностью соединения держателя, образована выемкой с фиксирующей поверхностью для фиксации в корпусе режущего станка. PTL 1 и PTL 2 раскрывают конструкции, каждая из которых содержит основной элемент, имеющий поверхность в качестве соединительной поверхности держателя, и колонообразный элемент, выступающий на основном элементе на поверхности, противоположной соединительной поверхности держателя у основного элемента, при этом центральный участок колонкообразного элемента имеет меньший диаметр, и на участке уменьшенного диаметра образован выемочный участок для фиксации к фиксирующему блок инструменту.
Адгезив наносится на одну или обе из блоковой соединительной поверхности и соединительной поверхности держателя, и держатель блока размещается в заданном положении на блоковой соединительной поверхности стоматологического CAD/CAM-блока. Затем, после отверждения адгезива, изготавливается объединенный элемент, в котором объединены стоматологические CAD/CAM-блоки и держатель блока.
Перечень ссылок
Патентная литература
[0005] [PTL 1] JP 2016-535610 A: US 2016/0228222 A1
[PTL 2] JP 2018-42895 A: US 2018/0078349 A1
[PTL 3] JP 2011-41809 A: US 2011/0042880 A1
Сущность изобретения
Техническая проблема
[0006] Однако при соединении вышеупомянутым способом в промышленном масштабе объединенный элемент может понадобиться переместить до отверждения адгезива для обеспечения эффективности соединения. В этот момент, даже если держатель блока перемещается осторожно, чтобы не вызвать неправильного совмещения относительно стоматологического CAD/CAM-блока, например, его аккуратного перемещения при сохранении его горизонтального положения, существует риск нарушения совмещения за пределы допустимого диапазона. Из-за этого нарушения совмещения было неизбежно возникновение некоторой доли дефектных изделий, которые не соответствовали техническим характеристикам. В частности, при использовании ламинированного блока для получения зубного протеза, имеющего высокоэстетичный переход цветового тона, его необходимо расположить с большой точностью так, чтобы слой, имеющий заданный цветовой тон, размещался в заданном положении, и затем выполняется вырезание. Положение, в котором стоматологический CAD/CAM-блок фиксирован к режущему станку, может быть немного изменено, и требуемый переход цветового тона может не получиться. Следовательно, допустимый диапазон нарушения совмещения является крайне узким, и влияние нарушения совмещения на производительность больше.
[0007] Таким образом, цель настоящего изобретения состоит в обеспечении соединительной конструкции для обработки, которая может снизить частоту возникновения таких дефектных изделий.
Решение проблемы
[0008] Для решения вышеупомянутых проблем согласно первому аспекту настоящего изобретения соединительная конструкция для обработки содержит: стоматологический CAD/CAM-блок, подлежащий обработке режущим станком с получением зубного изделия, и держатель блока, соединенный с зубным CAD/CAM-блоком, для его удержания и фиксации к режущему станку, дополнительно содержащая: зацепляющую часть, образованную на первой соединительной поверхности, которая представляет собой одну из соединительной поверхности стоматологического CAD/CAM-блока и соединительной поверхности держателя блока; зацепляющую приемную часть, образованную на второй соединительной поверхности, которая представляет собой другую из соединительной поверхности стоматологического CAD/CAM-блока и соединительной поверхности держателя блока; и удерживающее адгезив пространство, выполненное с возможностью удержания адгезива между зацепляющей частью и зацепляющей приемной частью, для обеспечения контакта 50% или более площади поверхности зацепляющей части и 50% или более площади поверхности зацепляющей приемной части с адгезивом соответственно; при этом зацепляющая часть и зацепляющая приемная часть зацепляются друг с другом, и стоматологический CAD/CAM-блок и держатель блока соединяются адгезивом, удерживаемым в удерживающем адгезив пространстве.
Обработка посредством станка включает в себя резку, полировку и другие способы обработки, подходящие для обработки стоматологических CAD/CAM-блоков.
[0009] Может быть предпочтительно, что зацепляющая часть включает в себя один или множество зацепляющих выступов, выступающих из первой соединительной поверхности, и что зацепляющая приемная часть включает в себя одно или множество зацепляющих углублений, выполненных во второй соединительной поверхности для приема одного или множества зацепляющих выступов соответственно.
[0010] Может быть дополнительно предпочтительно, что стоматологический CAD/CAM-блок обеспечивается в форме прямоугольного параллелепипеда, и одна из его нижних поверхностей представляет собой соединительную поверхность; зацепляющая часть или зацепляющая приемная часть образуется так, что при определении одной стороны произвольно из четырех боковых поверхностей прямоугольного параллелепипеда в качестве передней поверхности, противоположной поверхности в качестве задней поверхности, и поверхностей, прилегающих к правой и левой сторонам в направлении передней поверхности в качестве правой боковой поверхности и левой боковой поверхности соответственно, что одна торцевая поверхность зацепляющей части или зацепляющей приемной части лежит в той же плоскости, что и передняя поверхность, и проходит в направлении задней поверхности; указанная зацепляющая часть или зацепляющая приемная часть имеет такую форму, в системе координат, в которой общая вершина другой нижней поверхности в форме прямоугольного параллелепипеда, передней поверхности и правой боковой поверхности определяется в качестве начала координат, оси x, y и z, расположенные, соответственно, вдоль первого ребра, общего для другой нижней поверхности и правой боковой поверхности, второго ребра, общего для другой нижней поверхности и передней поверхности, и третьего ребра, общего для передней поверхности и правой боковой поверхности, а координаты (x, y, z) конца, противоположного началу координат на первом, втором и третьем ребрах (100,0,0), (0, 100,0), и (0, 0, 100) соответственно, чтобы удовлетворять по меньшей мере одному из следующих условий;
(1) когда значение координаты x бокового ребра задней поверхности для каждой зацепляющей части или каждой зацепляющей приемной части одного или множества зацепляющих выступов или одного или более зацепляющих углублений обозначена как L, что является длиной этой зацепляющей части или зацепляющей приемной части, а максимальное значение обозначено как Lmax, что является максимальной длиной одного или множества зацепляющих выступов или указанного одного или более зацепляющих углублений, то:
100≥Lmax≥10;
(2) когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части одной или множества зацепляющих частей или указанной одной или более зацепляющей приемной части равно p (где p - рациональное число, равное 0 или больше, и L или меньше), и когда ширина каждой зацепляющей части или каждой зацепляющей приемной части Wn определяется абсолютным значением разницы между значением координаты y одного конца этой зацепляющей части или зацепляющей приемной части и значением координаты y другого ее конца, то сумма ширины Wn всех зацепляющих частей или зацепляющих приемных частей составляет 1 или более и 70 или менее, и ширина Wn всех зацепляющих частей или зацепляющих приемных частей составляет:
70≥Wo≥1 при P=0, и
Wp-r≥Wp при p > 0, где r - произвольное рациональное число больше 0 и равное или меньше p;
(3) когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части одного или множества зацепляющих выступов или одного или множества зацепляющих углубленных частей составляет p (где p рациональное число, равно 0 или больше и L или меньше, и значение координаты y составляет q (где q - произвольное значение координаты y в области, где существует зацепляющая часть или зацепляющая приемная часть, когда x=p), тогда высота этой зацепляющей части или глубина этой зацепляющей приемной части Hp, q составляет, в натуральном размере:
10 мм≥Ho, q≥0,1 мм при p=0, и
Hp-r, q≥Hp, q при p > 0, где r - произвольное рациональное число больше 0 и меньше p.
Форма прямоугольного параллелепипеда включает в себя не только строго форму прямоугольного параллелепипеда в математическом смысле, а также форму прямоугольного параллелепипеда (по существу прямоугольного параллелепипеда), в которой существует некоторая отклонение в размере.
[0011] Может быть дополнительно предпочтительно, что держатель блока включает в себя: пластинообразную основную часть, у которой одна поверхность является первой соединительной поверхностью или второй соединительной поверхности, а другая поверхность представляет собой удерживающую поверхность; и удерживающий штифт установлен в центре удерживающей поверхности основной части; вокруг удерживающего штифта обеспечивается соединительный фланец посредством части основной части, отходящей в форме гарды от удерживающего штифта; и позиционирующее углубление обеспечивается на соответствующей глубине удерживающей поверхности соединительного фланца вдоль осевого направления удерживающего штифта и от участка периферического края соединительного фланца в направлении удерживающего штифта, в кольцевом направлении, для зацепления с инструментом для позиционирования режущего станка, режущего стоматологический CAD/CAM-блок; при этом не существует сквозного участка через основную часть от удерживающей поверхности к соединительной поверхности.
Под центром удерживающей поверхности, на которой выступает выступающий удерживающий опорный штифт понимается также область вблизи центра.
[0012] Может быть дополнительно предпочтительно, что стоматологический CAD/CAM-блок представляет собой ламинированный элемент, состоящий из множества слоев, и каждый слой представляет собой слой гибридного полимера, имеющий отличные от других слоев свойства.
В настоящем документе свойства каждого слоя включают в себя цветовой тон, прозрачность, коэффициент преломления, прочность, твердость, модуль упругости, устойчивость к истиранию, флюоресцирование и полируемость составляющего матричного полимера и/или наполнителя. Затем свойства каждого слоя выбираются из этих групп, и предпочтительно, чтобы слои отличались друг от друга по меньшей мере одним свойством.
Полезные результаты изобретения
[0013] Согласно соединительной конструкции для обработки по настоящему изобретению отсутствует нарушение совмещения между стоматологическим CAD/CAM-блоком и держателем блока, когда стоматологический CAD/CAM-блок подвергается обработке режущим станком, и стоматологический CAD/CAM-блок вырезается и обрабатывается с высокой точностью.
Краткое описание чертежей
[0014] Фиг. 1 представляет соединительную конструкцию для обработки согласно первому варианту осуществления настоящего изобретения, фиг. 1A - вид в перспективе, представляющий состояние до соединения, а фиг. 1B - вид в перспективе, представляющий соединенное состояние;
Фиг. 2 представляет держатель блока первого варианта осуществления, представленного на фиг. 1, при этом фиг. 2A - вид в перспективе при рассмотрении сверху, а фиг. 2B - вид в перспективе при рассмотрении снизу;
Фиг. 3 представляет соединительную конструкцию для обработки согласно второму варианту осуществления настоящего изобретения, при этом фиг. 3A - вид в перспективе, представляющий состояние до соединения, а фиг. 3B - вид в перспективе, представляющий соединенное состояние;
Фиг. 4 представляет держатели блока второго варианта осуществления, представленного на фиг. 3, при этом фиг. 4A - вид в перспективе при рассмотрении сверху, а фиг. 4B - вид в перспективе при рассмотрении снизу;
Фиг. 5 представляет контуры пресс-форм для формования стоматологического CAD/CAM-блока, представленного на фиг. 1 и 3 соответственно, при этом фиг. 5A относится к стоматологическому CAD согласно первому варианту осуществления, представленного на фиг. 1, а фиг. 5B - относится к формованию стоматологического CAD/CAM-блока согласно второму варианту осуществления, представленному на фиг. 3, при этом каждый чертеж также представляет стоматологический CAD/CAM-блок;
Фиг. 6 представляет виды в перспективе стоматологических CAD/CAM-блоков, имеющих различные модификации зацепляющей части первого варианта осуществления, представленного на фиг. 1;
Фиг. 7 - вид в перспективе, иллюстрирующий положение и форму зацепляющей части, образованной на соединительной поверхности стоматологического CAD/CAM-блока;
Фиг. 8 - схемы для объяснения положения и формы модифицированного примера зацепляющей части, образованной на соединительной поверхности стоматологического CAD/CAM-блока, представленного на фиг. 6, при этом фиг. 8A - вид в перспективе, а фиг. 8B - вид сверху;
Фиг. 9 представляет соединительную конструкцию для обработки согласно третьему варианту осуществления настоящего изобретения, при этом фиг. 9A - вид в перспективе, представляющий состояние до соединения, а фиг. 9B - вид в перспективе, представляющий соединенное состояние;
Фиг. 10 представляет соединительную конструкцию для обработки согласно четвертому варианту осуществления настоящего изобретения, при этом фиг. 10A - вид в перспективе состояния до соединения, а фиг. 10B - вид в перспективе, представляющий соединенное состояние;
Фиг. 11 - виды в перспективе стоматологических CAD/CAM-блоков, представляющие различные модификации зацепляющей части третьего варианта осуществления, представленного на фиг. 9;
Фиг. 12 - вид в перспективе, представляющий модифицированный пример внешней формы стоматологического CAD/CAM-блока, имеющего соединительную конструкцию для обработки по настоящему изобретению;
Фиг. 13 представляет виды в перспективе стоматологического CAD/CAM-блока, представляющие соединительную конструкцию для обработки согласно пятому варианту осуществления настоящего изобретения, при этом фиг. 13A - вид в перспективе стоматологического CAD/CAM-блока, а фиг. 13A - вид сверху;
Фиг. 14 - вид сверху стоматологического CAD/CAM-блока, представляющий модификацию пятого варианта осуществления, представленного на фиг. 13;
Фиг. 15 - виды для объяснения соединительной конструкции для обработки согласно сравнительному примеру, при этом фиг. 15A - вид в перспективе, представляющий состояние до соединения, и фиг. 15B - вид в перспективе, представляющий соединенное состояние; и
Фиг. 16 - вид в перспективе, представляющий внешний контур зубного протеза для задних зубов в качестве обработанного изделия, вырезанного из стоматологического CAD/CAM-блока.
Описание вариантов осуществления
[0015] Здесь и далее описаны соединительные конструкции для обработки согласно предпочтительным вариантам осуществления настоящего изобретения со ссылкой на чертежи. Представлен случай, когда стоматологический CAD/CAM-блок предоставляется режущему станку и вырезается с образованием зубного протеза 1 для заднего зуба в качестве зубного изделия, как представлено на фиг. 16. То есть зубной протез 1 образован посредством вырезания стоматологического CAD/CAM-блока, при этом сохраняется соединительный участок 1a, соединенный с держателем 110 блока, и удерживающий стержень 1b, соединенный с соединительным участком 1a, для удержания зубного протеза 1, в качестве участков, отличных от зубного протеза 1. Другие участки стоматологического CAD/CAM-блока вырезаны и удалены.
[0016] ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Фиг. 1A, 1B, 2A и 2B представляют соединительную конструкцию для обработки согласно первому варианту осуществления настоящего изобретения. Фиг. 1A и 1B - виды в перспективе блока 10, подлежащего обработке, в качестве стоматологического CAD/CAM-блока, и держателя 13 блока. На фиг. 1A представлено состояние до соединения блока 10, подлежащего обработке, и держателя 13 блока, а на фиг. 1B представлено состояние, когда блок 10, подлежащий обработке, соединен с держателем 13 блока. Фиг. 2A и 2B - виды в перспективе, представляющие держатель 13 блока, при этом фиг. 1A - вид в перспективе, представляющий сторону, противоположную стороне, представленной на фиг. 1A и 1B сверху, а фиг 2B - вид в перспективе при рассмотрении снизу.
[0017] Блок 10, подлежащий обработке, имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда из керамики, гибридного полимера или тому подобного в качестве исходного материала. Когда одна поверхность блока 10, подлежащего обработке, используется в качестве передней поверхности 10a, поверхность на противоположной стороне образована в качестве задней поверхности 10b, а правая и левая боковые поверхности в направлении передней поверхности 10a образованы в качестве правой боковой поверхности 10c и левой боковой поверхности 10d. Одна из нижних поверхностей представляет собой блоковую соединительную поверхность 10e в качестве первой соединительной поверхности, а другая является его нижней поверхностью 10f. Зацепляющий выступ 11 обеспечивается на блоковой соединительной поверхности 10e в качестве зацепляющей части, выступающей из блоковой соединительной поверхности 10e в виде рельсы. Зацепляющий выступ 11 имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, имеющего функцию, описанную далее. Одна поверхность зацепляющего выступа 11 представляет собой переднюю поверхность 11a, расположенную в той же плоскости, что и передняя поверхность 10a блока 10, подлежащего обработке. Зацепляющий выступ 11 образован так, что он проходит от торцевой части, где образована передняя поверхность 11a, в направлении задней поверхности 10b. Каждая из правой боковой поверхности 11b и левой боковой поверхности 11c зацепляющего выступа 11 параллельна каждой из правой боковой поверхности 10c и левой боковой поверхности 10d блока 10, подлежащего обработке.
[0018] Держатель 13 блока, изготовленный из металлического материала, выполнен единым целым и имеет дискообразную основную часть 14 и колонкообразный удерживающий штифт 15. Одна сторона основной части 14 представляет собой соединительную поверхность 14a держателя в качестве второй соединительной поверхности, а другая сторона представляет собой удерживающую поверхность 14b.
[0019] Удерживающий штифт 15 установлен в центре или вблизи центра удерживающей поверхности 14b. Часть основной части 14 выступает за пределы удерживающего штифта 15, и выступающая часть образует фланцевую часть 16. Соединительная поверхность 14a держателя основной части 14 снабжена углублением в направлении удерживающей поверхности 14b в качестве зацепляющей приемной части или зацепляющего углубления 17 для работы в качестве направляющей канавки, подлежащей зацеплению с зацепляющим выступом 11, обеспеченным на блоковой соединительной поверхности 10e блока 10, подлежащего обработке.
Удерживающая поверхность 14b снабжена позиционирующим углублением 18, имеющим заданную глубину вдоль осевого направления удерживающего штифта 15. Позиционирующее углубление 18 имеет заданную длину от периферической краевой части соединительной фланцевой части 16, но в радиальном направлении оно не достигает удерживающего штифта 15. Позиционирующее углубление 18 имеет постоянную ширину, при этом радиальное направление служит в качестве центральной линии.
Как представлено на фиг. 2, позиционирующее углубление 18 не проходит насквозь через соединительный фланец 16. Следует заметить, что фиг. 1 и 2 представляют форму, в которой зацепляющее углубление 17 и позиционирующее углубление 18 образованы в положениях, смещенных приблизительно на 180 градусов друг относительно друга, но их позиционное взаиморасположение этим не ограничивается, и устанавливается относительно фиксирующего блок инструмента режущего станка.
[0020] Удерживающий штифт 15 держателя 13 блока образован в его центре и имеет фиксирующий шпиндель 15a, представляющий собой изогнутое углубление в наружной поверхности удерживающего штифта 15. Удерживающий штифт 15 фиксируется посредством зацепления фиксирующим винтом, посредством фиксирующего выступа или тому подобного, обеспеченного в зажимном устройстве режущего станка с помощью фиксирующего шпинделя 15a. Как представлено на фиг. 2, удерживающий штифт 15 имеет частичный вырез на своем верхнем конце с обеспечением вырезанного участка 15b.
[0021] Как представлено на фиг. 1B, держатель 13 блока располагается в заданном положении относительно блока 10, подлежащего обработке, когда зацепляющий выступ 11 зацеплен с зацепляющим углублением 17. При зацеплении друг с другом зацепляющий выступ 11 и зацепляющее углубление 17 имеют между собой заданный промежуток. При их соединении адгезив наносится на один или оба из зацепляющего выступа 11 и зацепляющего углубления 17, и удерживающее адгезив пространство, способное удерживать адгезив, соответствует промежутку между зацепляющим выступом 11 и зацепляющим углублением 17.
Удерживающее адгезив пространство предназначено для удержания адгезива между зацепляющей частью и зацепляющей приемной частью. Когда они зацеплены и 50% или более площади поверхности (здесь и далее называемой " площадью поверхности зацепляющей части при зацеплении") зацепляющей части (здесь и далее называемой "поверхностью зацепляющей части при зацеплении") и 50% или более площади поверхности (здесь и далее называемой "площадью поверхности зацепляющей приемной части при зацеплении") зацепляющей приемной части (здесь и далее называемой "поверхностью зацепляющей части при зацеплении") приходит в контакт с адгезивом. В этом случае область, где зацепляющая часть и зацепляющая приемная часть обращены друг к другу при зацеплении, и площадь поверхности зацепляющей части и площадь поверхности зацепляющей приемной части при зацеплении (то есть, площадь поверхности зацепляющей части при зацеплении и площадь поверхности зацепляющей приемной части при зацеплении) означает площадь поверхности участка, где зацепляющая часть и зацепляющая приемная часть расположены напротив друг друга, когда зацепление закончено. Обе площади равны. Например, в случае, когда зацепляющая часть представляет собой зацепляющий выступ 11, а зацепляющая приемная часть представляет собой зацепляющее углубление 17, площадь поверхности зацепляющей части при зацеплении или площадь поверхности зацепляющей приемной части при зацеплении равна суммарной площади поверхности части, где верхняя поверхность зацепляющего выступа 11 и нижняя поверхность зацепляющего углубления 17 обращены друг к другу и совмещаются друг с другом, и площади поверхности всей боковой поверхности зацепляющего выступа 11 или всей боковой поверхности зацепляющего углубления 17.
Удерживающее адгезив пространство образуется промежутком, имеющимся между зацепляющим участком и зацепляющим приемным участком, и ширина указанного промежутка устанавливается соответственно, как 50% или более, предпочтительно 70% или более, и наиболее предпочтительно 100% площади поверхности зацепляющей части при зацеплении или площади поверхности зацепляющей приемной части при зацеплении для обеспечения контакта с адгезивом и для удержания адгезива. Для образования промежутка, который служит удерживающим адгезив пространством, ширина и/или высота верхней поверхности зацепляющего выступа 11 устанавливается так, чтобы она была, например, меньше, чем ширина и/или глубина нижней поверхности зацепляющего углубления 17 соответственно. Его размер может быть установлен немного меньшим, например, в диапазоне 25-300 мкм, предпочтительно в диапазоне 50-200 мкм.
[0022] Второй вариант осуществления
Второй вариант осуществления соединительной конструкции для обработки по настоящему изобретению описан со ссылкой на фиг. 3 и 4. Фиг. 3 - вид в перспективе блока 20, подлежащего обработке, в качестве стоматологического CAD/CAM-блока, и держателя 23 блока, фиг. 3A - вид в перспективе, представляющий состояние, в котором блок 20, подлежащий обработке, и держатель 23 блока соединены вместе. Фиг. 4 - вид в перспективе, представляющий держатель 23 блока, а фиг. 4A - вид в перспективе стороны, противоположной стороне, представленной на фиг. 3, при рассмотрении сверху, а фиг. 4B - вид в перспективе при рассмотрении снизу.
[0023] Блок 20, подлежащий обработке, имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда и изготовлен из материала, например, керамики или гибридного полимера, и каждая поверхность представляет собой переднюю поверхность 20a, заднюю поверхность 20b, правую боковую поверхность 20c, левую боковую поверхность 20d, блоковую соединительную поверхность 20e в качестве второй соединительной поверхности и нижнюю поверхность 20f. Блоковая соединительная поверхность 20e снабжена зацепляющим углублением 21 в качестве зацепляющей приемной части посредством углубления, выполненного в блоковой соединительной поверхности 20e и имеющего соответствующую глубину. Зацепляющее углубление 21 выполнено так, что оно проходит непосредственно от передней поверхности 20a в направлении задней поверхности 20b. Зацепляющее углубление 21 имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Правая боковая поверхность 21a и левая боковая поверхность 21b внутри зацепляющего углубления 21, образующее прямоугольный параллелепипед или по существу прямоугольный параллелепипед, расположены параллельно правой боковой поверхности 20c и левой боковой поверхности 20d блока 20, подлежащего обработке.
[0024] Держатель 23 блока, изготовленный из металлического материала, выполнен единым целым с дискообразной основной частью 24 и цилиндрическим удерживающим упором 25. Одна сторона основной части 24 представляет собой соединительную поверхность 24a держателя в качестве первой соединительной поверхности, а другая сторона представляет собой удерживающую боковую поверхность 24b.
[0025] Удерживающий штифт 25 установлен в центре или вблизи центра удерживающей боковой поверхности 24b. Часть основной части 24 выступает за пределы удерживающего штифта 25, и выступающая часть образует фланцевую часть 26. Соединительная поверхность 24a держателя основной части 24 снабжена зацепляющим выступом 27 в качестве зацепляющей части, зацепляемой с зацепляющим углублением 21, обеспеченным на блоковой соединительной поверхности 20e блока 20, подлежащего обработке.
Удерживающая боковая поверхность 24b снабжена позиционирующим углублением 28, имеющим заданную глубину вдоль осевого направления удерживающего штифта 15. Позиционирующее углубление 28 имеет заданную длину от периферической краевой части соединительной фланцевой части 26, но в радиальном направлении оно не достигает удерживающего штифта 25. Позиционирующее углубление 28 имеет постоянную ширину, при этом радиальное направление служит в качестве центральной линии.
Как представлено на фиг. 4, позиционирующее углубление 28 не проходит насквозь через соединительный фланец 26. Следует заметить, что фиг. 3 и 4 представляют форму, в которой зацепляющий выступ 27 и позиционирующее углубление 28 образованы в положениях, смещенных приблизительно на 180 градусов друг относительно друга, но их позиционное взаиморасположение этим не ограничивается и устанавливается относительно зажимного устройства режущего станка.
[0026] Удерживающий штифт 25 держателя 23 блока образован в его центре и имеет фиксирующий шпиндель 25a, представляющий собой изогнутое углубление в наружной поверхности удерживающего штифта 25. Удерживающий штифт 25 фиксируется посредством зацепления фиксирующим винтом, посредством фиксирующего выступа или тому подобного, обеспеченного в зажимном устройстве режущего станка с помощью фиксирующего шпинделя 25a. Как представлено на фиг. 4, удерживающий штифт 25 имеет частичный вырез на своем верхнем конце с обеспечением вырезанного участка 25b.
[0027] Как представлено на фиг. 3B, держатель 23 блока располагается в заданном положении относительно блока 20, подлежащего обработке, когда зацепляющий выступ 27 зацеплен с зацепляющим углублением 21 для его приема. При зацеплении друг с другом зацепляющее углубление 21 и зацепляющий выступ 27 имеют между собой заданный промежуток. При их соединении адгезив наносится на один или оба из зацепляющего углубления 21 и зацепляющего выступа 27, и удерживающее адгезив пространство, способное удерживать адгезив, соответствует промежутку между зацепляющим углублением 21 и зацепляющим выступом 27.
[0028] Работа первого варианта осуществления и второго варианта осуществления
Блок 10, подлежащий обработке, и держатель 13 блока согласно первому варианту осуществления, и блок 20, подлежащий обработке, и держатель 23 блока согласно второму варианту осуществления соединяются адгезивом. В качестве такого адгезива могут использоваться адгезивы, подходящие для соединения блоков 10, 20, подлежащих обработке, изготовленных из материала, например, керамики или гибридного полимера, и держателей 13, 23 блоков, изготовленных из металла, например, алюминия или дюралюминия.
Для соединения блоков 10 и 20, подлежащих обработке, с держателями 13 и 23 блока, держатели 13 и 23 блока захватываются с использованием роботизированной руки или тому подобного. Затем держатели 13 и 23 блока опускаются в направлении блоков 10 и 20, подлежащих обработке, на блоковые соединительные поверхности 10e и 20e блоков 10 и 20, подлежащих обработке.
[0029] В первом варианте осуществления адгезив накладывается на каждый или оба из зацепляющего выступа 11 блока 10, подлежащего обработке, и зацепляющего углубления 17 держателя 13 блока. При этом адгезивом заполняют удерживающее адгезив пространство (не представлено) и соответствующим образом удерживаются в нем.
После нанесения адгезива соединительная поверхность 14a держателя 13 блока устанавливается на блоковую соединительную поверхность 10e блока 10, подлежащего обработке, и зацепляющий выступ 11 принимается в зацепляющее углубление 17. При этом держатель 13 блока располагается в заданном положении относительно блока 10, подлежащего обработке, посредством зацепляющего выступа 11 и зацепляющего углубления 17. Поскольку нанесенный адгезив удерживается в удерживающем адгезив пространстве, он не выходит из зацепляющего участка между зацепляющим выступом 11 и зацепляющим углублением 17. Затем отверждение адгезива обеспечивает соединение блока 10, подлежащего обработке, и держателя 13 блока друг с другом, и блок 10, подлежащий обработке, и держатель 13 блока объединяются.
[0030] Во втором варианте осуществления адгезив накладывается на какой-либо или оба из зацепляющего углубления 21 блока 20, подлежащего обработке, и зацепляющего выступа 27 держателя 23 блока, для заполнения удерживающего адгезив пространства (не представлено) для надлежащего удержания адгезива.
После нанесения адгезива соединительная поверхность 24a держателя 23 блока устанавливается на блоковую соединительную поверхность 20e блока 20, подлежащего обработке, а зацепляющий выступ 27 принимается в зацепляющее углубление 21. При этом держатель 23 блока располагается в заданном положении относительно блока 20, подлежащего обработке, посредством зацепляющего углубления 21 и зацепляющего выступа 27. Поскольку нанесенный адгезив удерживается в удерживающем адгезив пространстве, он не выходит из зацепляющего участка между зацепляющим углублением 21 и зацепляющим выступом 27. Затем отверждение адгезива обеспечивает соединение блока 20, подлежащего обработке, и держателя 23 блока друг с другом, и блок 20, подлежащий обработке, и держатель 23 блока объединены.
[0031] Когда объединенная конструкция из блока 10, подлежащего обработке, и держателя 13 блока согласно первому варианту осуществления и объединенная конструкция блока 20, подлежащего обработке, и держателя 23 блока согласно второму варианту осуществления подается к фиксирующему блок инструменту (не представлен), позиционирующий элемент (не представлен), который может представлять собой выступ или тому подобное, обеспеченный на фиксирующем блок инструменте, вставляется в позиционирующее углубление 18 или 28 со стороны удерживающего штифта 15 или 25. Таким образом, блок 10 или 20, подлежащий обработке, соединенный с держателем 13 или 23 блока, позиционируется относительно фиксирующего блок инструмента, обеспеченного в режущем станке.
Для блоков 10, 20, подлежащих обработке, подходят различные типы режущих станков, каждый из которых имеет уникальный позиционирующий механизм. Следовательно, обеспечиваются объединенные конструкции, в которых соединен держатель 13 или 23 блока, предназначенный для соответствующих режущих станков и имеющий формы, соответствующие определенным позиционирующим механизмам. С другой стороны, держатель 13 или 23 блока может быть выполнен как держатель так называемого универсального типа, в котором обеспечивается позиционирующее углубление 18a или 28a и тому подобное нескольких типов для соответствия позиционирующему механизму нескольких типичных видов режущих обрабатывающих устройств.
[0032] Вместе с тем, как описано выше, существует риск неправильного совмещения держателя 13 или 23 блока относительно блока 10 или 20, подлежащего обработке, которое может происходить, когда объединенную конструкцию из блока 10 или 20, подлежащего обработке, и держателя 13 или 23 блока перемещают до момента отверждения адгезива. Чтобы снизить этот риск, рассматривались и делались попытки, например, обеспечить рельсообразный выступ на блоковой соединительной поверхности 10e или 20e блока 10 или 20, подлежащего обработке, обеспечить углубленную канавку для ее зацепления с выступом на соединительной поверхности 14a или 24a держателя 13 или 23 блока, вставить, сдвинуть и переместить выступ в углубленную канавку для обеспечения зацепляющего взаморасположения между ними так, чтобы держатель 13 или 23 блока мог быть фиксирован к блоку 10 или 20, подлежащему обработке, в заданном положении. Однако в результате нашего испытания было обнаружено, что используемый адгезив соскребается или выдавливается с блоковой соединительной поверхности 10e, 20e или соединительной поверхности 14a, 24a держателя при скользящем перемещении, и существует риск, что не будет получена достаточная прочность адгезива из-за недостаточного его количества. Другой проблемой является то, что было обнаружено, что часть адгезива выходит из зацепляющей части и приводит к нарушению эстетического внешнего вида или прилипанию грязи.
[0033] В результате дополнительного исследования мы обнаружили, что недостаточной адгезии можно избежать посредством конструкции, в которой обеспечивается промежуток между выступом и углубленной канавкой для удержания адгезива в промежутке. Мы также успешно обнаружили зацепляющую конструкцию, в которой такой промежуток может быть образован и которая может быть легко получена из формы, когда блок формуется с использованием формы.
Помимо обеспечения удерживающего адгезив пространства проблема в случае, когда не обеспечивается удерживающее адгезив пространство, не ограничивается сочетанием рельсообразного выступа и углубленной канавки. Например, по существу не обеспечивается промежуток между зацепляющей частью и зацепляющей приемной частью, и аналогичные проблемы могут иметь место даже, например, когда зацепляющий выступ 11 и зацепляющее углубление 17 плотно подогнаны друг к другу. То есть, в этом случае в процессе зацепления оба они, промежуток между верхней поверхностью зацепляющего выступа 11 и нижней поверхностью зацепляющего углубления 17, постепенно сужается до нуля, и промежуток между боковыми поверхностями зацепляющего выступа 11 и зацепляющего углубления 17 постепенно сужается, так что адгезив, нанесенный на эти поверхности, не имеет иного выбора, как потерять свое место и попробовать остаться в зацепляющем углублении, или попробовать вытечь на плоскую соединительную поверхность, где на соединительной поверхности блока 10 и держателя 13 блока не образованы зацепляющий выступ 11 и зацепляющее углубление 17. В результате может не достигаться полного зацепления, или толщина адгезива может становиться неравномерной за счет адгезива, вытекающего на плоскую поверхность, так что блок 10 и держатель 13 блока могут быть относительно перекошены и соединены в таком положении. Если блок 10 и держатель 13 блока сильно сжаты для недопущения такого перекоса, большое количество адгезива вытекает с соединительной поверхности, как в вышеупомянутом случае, что приводит к ухудшению эстетического внешнего вида, пыли и т.д. Если количество адгезива, которое разливается, слишком велико, и количество адгезива, оставшегося на соединительной поверхности, невелико, существует риск, что нельзя получить достаточную силу адгезии. Кроме того, предполагается, что такая проблема становится более значимой, когда место нанесения и наносимое количество адгезива не может хорошо контролироваться.
С другой стороны, в зацепляющей конструкции по настоящему изобретению, поскольку удерживающее адгезив пространство работает как буфер, существование такой проблемы может эффективно не допускаться даже когда место нанесения и наносимая доза адгезива не может хорошо контролироваться. Например, в способе склеивания зацепляющей части и зацепляющей приемной части посредством нанесения адгезива в первом варианте осуществления или втором варианте осуществления как описано выше, удерживающее адгезив пространство может быть заполнено адгезивом естественным образом в при процессе подачи адгезива в количестве, приблизительно равном объему удерживающего адгезив пространства на верхней поверхности зацепляющего выступа, которая обращена к поверхности зацепляющей части при зацеплении, в первом варианте осуществления, или на нижней поверхности зацепляющего углубления, которая обращена к поверхности зацепляющей приемной части при зацеплении, во втором варианте осуществления, и затем происходит наложение зацепляющей части и зацепляющей приемной части друг на другом. Таким образом, адгезив может быть надежно приклеен при недопущении разливания адгезива посредством очень простого способа простого контролирования только объема адгезива без специального учета места нанесения и наносимого количества (толщины) адгезива.
[0034] Описанные здесь и ранее соответствующие конструкции зацепляющего выступа 11 и зацепляющего углубления 17 объединены в первом варианте осуществления, а зацепляющее углубление 21 и зацепляющий выступ 27 объединены во втором варианте осуществления. Каждый из них используется сам по себе, но зацепляющий выступ 11 и зацепляющее углубление 17, и зацепляющее углубление 21 и зацепляющий выступ 27 могут обеспечиваться без ограничений по количеству. Зацепляющий выступ 11 и зацепляющее углубление 17, и зацепляющее углубление 21 и зацепляющий выступ 27 описаны как имеющие форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, но могут иметь другие формы. Зацепляющий выступ 11 и зацепляющее углубление 21 имеют форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда или другую форму, и каждый из блоков 10, 20, подлежащих обработке, может иметь произвольную форму при вырезании и формовании из блока, например, бруска, имеющего большой размер.
Однако блоки 10, 20, подлежащие обработке, используемые для формирования зубных изделий, представляют собой дорогие материалы, например, керамику и гибридный полимер, и части, соответствующие создаваемой при вырезании стружке, уходят в отходы. Это делает блоки 10, 20, подлежащие обработке, дорогими. Таким образом, блоки 10, 20, подлежащие обработке, образованные посредством формования, являются предпочтительными в смысле стоимости. При формовании блок 10 или 20, подлежащий обработке, образуется из одного или более вышеупомянутых материалов посредством заполнения материалом пресс-формы и его отверждение без вырезания. Если конструкция пресс-формы сложная, процесс формования усложняется. Предпочтительным является извлечь блок 10 или 20, подлежащий обработке, из пресс-формы путем сдвигания сформованного блока 10 или 20, подлежащего обработке, в одном направлении относительно пресс-формы. Как описано ниже, блоки 10, 20, подлежащие обработке, формуются посредством использования пресс-формы, представленной на фиг. 5.
[0035] Пресс-форма и формование блока, подлежащего обработке
Фиг. 5 представляет схематические виды в перспективе пресс-форм, подходящих для формования блоков 10, 20, подлежащих обработке. Пресс-форма 2, представленная на фиг. 5A, предназначена для блока 10, подлежащего обработке, согласно первому варианту осуществления, а пресс-форма 3, представленная на фиг. 5B, предназначена для блока 20, подлежащего обработке, согласно второму варианту осуществления.
[0036] Пресс-форма 2 выполнена так, что ее наружная форма является цилиндрической и имеет форму прямоугольного параллелепипеда или по существу форму прямоугольного параллелепипеда, и вмещает в себя, в заднем торце 2a на задней стороне цилиндра в направлении, указанном стрелкой P на фиг. 5, нажимную пластину 2b, выполненную с возможностью перемещения вдоль осевого направления внутри цилиндра. Передняя поверхность 10a блока 10, подлежащего обработке, сформованная пресс-формой 2, сформована на переднем торце 2c на стороне, противоположной торцу, где располагается нажимная пластина 2b. То есть, сторона переднего торца 2c становится передней поверхностью 10a блока 10, подлежащего обработке, и зацепляющий выступ 11 располагается сбоку переднего торца 2c. Пресс-форма 2 имеет формовочное углубление 2d, в котором формуется зацепляющий выступ 11. Фиг. 5A представляет состояние, при котором форма заполнена формовочным материалом, и блок 10, подлежащий обработке, формуется внутри пресс-формы 3.
Блок 10, подлежащий обработке, формуется, когда формовочный материал, например, гибридный полимер, загружен в пресс-форму 2, при этом нажимная пластина 2b расположена на заднем торце 2a. После того, как формовочный материал отвержден, нажимная пластина 2b сдвигается в направлении стрелки P на фиг. 5A. Затем формовочный материал, заполнивший пресс-форму 2, выдавливается из переднего торца 2c, и сформованный блок 10, подлежащий обработке, извлекается из пресс-формы 2.
[0037] Пресс-форма 3 выполнена так, что ее наружная форма является цилиндрической, и имеет трубчатую форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, и вмещает, на заднем торце 3a на задней стороне в направлении, указанном стрелкой Q на фиг. 5B, нажимную пластину 3b, выполненную с возможностью сдвигания вдоль осевого направления внутри цилиндра. Передняя поверхность 20a блока 20, подлежащего обработке, сформованного посредством пресс-формы 3, формуется на заднем торце 3a пресс-формы 3. Задний торец 3a пресс-формы 3 имеет формовочный выступ 3c, в котором формуется зацепляющее углубление 21 блока 20, подлежащего обработке. Передняя сторона в направлении стрелки Q пресс-формы 3 представляет собой передний торец 3d.
Блок 20, подлежащий обработке, формуется, когда пресс-форма 3 заполнена формовочным материалом, например, гибридным полимером, при этом нажимная пластина 3b располагается на заднем торце 3a. После отверждения формовочного материала нажимная пластина 3b сдвигается в направлении стрелки Q на фиг. 5B. В результате формовочный материал, заполнявший пресс-форму 3, выдавливается из переднего торца 3d, и сформованный блок 20, подлежащий обработке, извлекается из пресс-формы 3.
[0038] Как описано выше, когда блоки 10, 20 подлежащие обработке, сформованы посредством пресс-форм 2, 3, предпочтительно, чтобы формовочный материал, заполнивший пресс-формы 2, 3, выдавливался от одного торца пресс-формы 2, 3 к другому для легкого формования. Таким образом, зацепляющая часть или зацепляющая приемная часть, обеспеченные на блоке 10 или 20, подлежащем обработке, должны находиться в положении или иметь форму, обеспечивающую возможность выдавливания, для их выдавливания от одного торца к другому. Зацепляющая часть или зацепляющая приемная часть должны обеспечиваться во множестве мест для надежного соединения блока 10, 20, подлежащих обработке, и держателя 13, 23 блока, и в этом случае необходимо легко выполнять операцию выдавливания блока 10, 20 подлежащего обработке, из пресс-формы 2, 3.
[0039] При образовании зацепляющей конструкции из зацепляющей части и зацепляющей приемной части на соединительной поверхности блока посредством вырезания или тому подобного, потери материала блока, например, дорогой керамики или гибридного полимера, неизбежны, при этом потеря такого материала меньше в блоке, образованном посредством формования с использованием пресс-формы 2 или 3, как описано выше.
[0040] Модифицированный пример первого варианта осуществления
На фиг. 6 представлены блоки, подлежащие обработке, снабженные зацепляющими выступами различных форм, при этом число и формы зацепляющих выступов 11 блоков 10, подлежащих обработке, отличаются друг от друга. В связи с этим для каждого из блоков, подлежащих обработке, различных форм, представленных на фиг. 6, будет описан основной элемент без зацепляющего выступв 11 блока 10, подлежащего обработке, представленный блоковым элементом 4, и различные зацепляющие выступы 5, образованные на блоковом элементе 4.
Фиг. 6A представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5a, образованным в форме прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Зацепляющий выступ 5a проходит от передней поверхности 4b к задней поверхности 4c на блоковой соединительной поверхности 4a.
Фиг. 6B представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5b, образованным в форме прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Зацепляющий выступ 5b имеет ширину, которая меньше ширины зацепляющего выступа 11, представленного в первом варианте осуществления, и проходит от передней стороны 4b до места вблизи центра на блоковой соединительной поверхности 4a.
Фиг. 6C представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5c, имеющим форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Зацепляющий выступ 5c проходит в блоковой соединительной поверхности 4a от передней стороны 4b блокового элемента 4 до участка вблизи центра блоковой соединительной поверхности 4a, и кончик, расположенный в центре, имеет форму части цилиндра.
Фиг. 6D представляет блоковый элемент 4, снабженный двумя зацепляющими выступами 5d1, 5d2, имеющими форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Зацепляющие выступы 5d1, 5d2 проходят от передней поверхности 4b до задней поверхности 4c на блоковой соединительной поверхности 4a.
Фиг. 6E представляет блоковый элемент 4, снабженный двумя зацепляющими выступами 5e1, 5e2, имеющими форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, параллельными блоковому элементу 4. Зацепляющие выступы 5e1, 5e2 проходят по блоковой соединительной поверхности 4a от передней поверхности 4b блокового элемента 4 до участка вблизи центра блоковой соединительной поверхности 4a.
Фиг. 6F представляет блоковый элемент 4, снабженный двумя зацепляющими выступами 5f1 и 5f2, имеющими форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, параллельными блоковому элементу 4. Зацепляющие выступы 5f1 и 5f2 проходят по блоковой соединительной поверхности 4a от передней поверхности 4b блокового элемента 4 до участка вблизи центра блоковой соединительной поверхности 4A. Зацепляющий выступ 5f2 короче зацепляющего выступа 5f1.
Фиг. 6G представляет блоковый элемент 4, снабженный двумя зацепляющими выступами 5g1 и 5g2, имеющими форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, параллельными блоковому элементу 4. Зацепляющие выступы 5g1 и 5g2 проходят по блоковой соединительной поверхности 4a от передней поверхности 4b блокового элемента 4 до участка вблизи центра блоковой соединительной поверхности 4a. Зацепляющий выступ 5g2 сделан короче зацепляющего выступа 5g1, и дистальный конец зацепляющего выступа 5g2 имеет форму части цилиндра.
Фиг. 6H представляет блоковый элемент 4, снабженный двумя зацепляющими выступами 5h1, 5h2, имеющими форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, параллельными блоковому элементу 4. Зацепляющие выступы 5h1, 5h2 проходят от передней поверхности 4b в направлении задней поверхности 4c непосредственно от передней поверхности 4b. То есть зацепляющие выступы 5h1, 5h2 короче зацепляющих выступов 5e1 и 5e2, представленных на фиг. 6E, и кончики зацепляющих выступов 5h1 и 5h2 имеют форму части цилиндра.
Фиг. 6I представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5i, имеющим форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда. Зацепляющий выступ 5i шире зацепляющего выступа 11, представленного в первом варианте осуществления. Зацепляющий выступ 5i выполнен вблизи середины передней стороны 4b на блоковой соединительной поверхности 4a.
Фиг. 6J представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5j. Зацепляющий выступ 5j имеет форму приблизительно равнобедренного треугольника, его нижняя сторона совпадает с передней поверхностью 4b, а вершина располагается вблизи центра блоковой соединительной поверхности 4a.
Фиг. 6K представляет блоковый элемент 4, снабженный одним зацепляющим выступом 5k. Зацепляющий выступ 5k имеет форму, в которой объединены формы части 5k1 в форме прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда и треугольной части 5k2. Часть 5k1 проходит от передней поверхности 4b до участка вблизи центра блоковой соединительной поверхности 4a. Часть 5k2 образована посредством расположения основания на передней поверхности 4b блоковой соединительной поверхности 4a и расположения вершины вблизи центра части 5k1.
Любой блоковый элемент 4, снабженный зацепляющим выступом 5, представленным на фиг. 6A-6K, может быть извлечен из пресс-формы посредством выдавливания в направлении, указанном стрелкой P на фиг. 6A, то есть, со стороны задней поверхности 4c в сторону передней поверхности 4b.
На фиг. 6 представлены формы, в которых сформованы зацепляющие выступы 5 в качестве зацепляющих частей. Таким образом, для извлечения блокового элемента 4 из пресс-формы блоковый элемент 4 проталкивается со стороны задней поверхности 4c в сторону передней поверхности 4b. И наоборот, для формы, где блоковый элемент снабжен зацепляющим углублением 21 согласно второму варианту осуществления вместо зацепляющего выступа 5, блоковый элемент 4 выталкивается со стороны передней поверхности 4b в сторону задней поверхности 4c, то есть в направлении, противоположном направлению стрелки P.
[0041] Об условиях положения и формы зацепляющей части и зацепляющей приемной части
Со ссылкой на фиг. 7 описаны одна или более зацепляющих частей или зацепляющих приемных частей с учетом состояния, при котором блоки 10, 20, подлежащие обработке, и держатели 13, 23 блока надежно соединены. Фиг. 7 представляет собой схему для определения системы координат для блокового элемента 4 без зацепляющего выступа 11 и зацепляющего углубления 21 блоков 10, 20, подлежащих обработке, и представляет состояние, при котором обеспечивается зацепляющий выступ 5 в форме прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда.
Что касается блокового элемента 4, представленного на фиг. 7, направление ребра между передней поверхностью 4b и правой боковой поверхностью 4d блокового элемента 4 обозначено как ось Z, направление ребра между правой боковой поверхностью 4d и нижней поверхностью 4e обозначено как ось X, и направление ребра между передней поверхностью 4b и нижней поверхностью 4e обозначено как ось Y, и таким образом, заданы ось X, ось Y и ось Z. Координаты стороны, противоположной стороне, проходящей через начало координат, заданы как (100,0,0), (0, 100,0) и (0, 0, 100). Положение и форма одной или более зацепляющих частей или зацепляющей приемной части сделаны так, чтобы удовлетворять следующим условиям.
Условие 1
Когда значение координаты x бокового ребра задней поверхности 4c определяется как L для каждой зацепляющей части или каждой зацепляющей приемной части одного или множества зацепляющих выступов или одного или более зацепляющих углублений, и максимальное значение обозначено как Lmax, то:
100≥Lmax≥10 (Формула 1)
более предпочтительно,
95≥Lmax≥15
более предпочтительно,
90≥Lmax≥20
Условие 2
Когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части одного или множества зацепляющих выступов или одного или более зацепляющих углублений равно p (где p - рациональное число, равное 0 или больше, и L или меньше), и когда ширина каждой зацепляющей части или каждой зацепляющей приемной части определяется как Wn, тогда сумма ширины Wn всех зацепляющих частей или зацепляющих приемных частей составляет 1 или более и 70 или менее, и ширина Wn всех зацепляющих частей или зацепляющих приемных частей составляет:
70≥Wo≥1 при P=0, и
Wp-r≥Wp при p > 0, где r - произвольное рациональное число больше 0 и равное или меньше p (Формула 2)
В Формуле 2 Wo составляет предпочтительно 60≥WO≥3, более предпочтительно 50≥Wo≥5.
Условие 3
Когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части одного или множества зацепляющих выступов или одного или множества зацепляющих углублений составляет p (где p- рациональное число, равное 0 или больше и L или меньше), и значение координаты y составляет q (где q - произвольное значение координаты y в области, где существует зацепляющая часть или зацепляющая приемная часть, когда x=p), тогда глубина всех зацепляющих частей или глубина всех зацепляющих приемных частей Hp, q составляет, в натуральном размере:
10 мм≥Ho, q≥0,1 мм при p=0,
Hp-r, q≥Hp, q при p > 0, где r - произвольное рациональное число больше 0 и меньше p (Формула) 3
В формуле (3) Ho, q составляет более предпочтительно 7 мм≥Hq, q≥0,3 мм, и более предпочтительно 5 мм≥Ho, q≥0,5 мм.
[0042] То есть, при соответствии формулам 1-3 удерживающее адгезив пространство выполнено так, что 50% или более площади поверхности зацепляющей части и 50% или более площади поверхности зацепляющей приемной части, в области, где зацепляющая часть и зацепляющая приемная часть обращены друг к другу в момент зацепления, соответственно приходят в контакт с адгезивом для его удержания, таким образом блок 10, 20, подлежащий обработке, и держатель 13, 23 блока могут быть соединены или склеены надежно и с высокой прочностью. Более того, посредством обеспечения удерживающего адгезив пространства почти весь нанесенный адгезив используется для соединения блока 10, 20, подлежащего обработке, и держателя 13, 23 блока друг с другом.
[0043] Фиг. 8 представляет условие, при котором блок, подлежащий обработке, может быть удален из пресс-формы с сохранением формы указанной одной или более зацепляющих частей или указанной зацепляющей приемной части. Фиг. 8A - вид в перспективе и (B) - вид сверху. Фиг. 8 - схема, определяющая систему координат для блокового элемента 4 без зацепляющего выступа 11 и зацепляющего углубления 21 блоков 10, 20, подлежащих обработке, и снабженного зацепляющим выступом 5, имеющим по существу плоскую треугольную форму.
На блоковом элементе 4, как представлено на фиг. 8, направление ребра между правой боковой поверхностью 4d и нижней поверхностью 4e блокового элемента 4 обозначено как ось x, направление ребра между передней поверхностью 4b и нижней поверхностью 4e обозначено как ось y, а пересечение оси x и оси y обозначено как начало координат, и ось x и ось y определены на начало координат. Координата y пересечения правой боковой поверхности 5r и передней поверхности 4b зацепляющего выступа 5 представляет собой ya, координата пересечения левой боковой поверхности 5l и передней поверхности 4b - это yb, а разница (ya-ya) по направлению оси y между ya и yb представляет собой yab.
Если взять координату xx на оси x, как представлено на фиг. 8, то координата ее пересечения с правой боковой поверхностью 5r обозначена yxa, а координата пересечения yxa и yxb обозначена yxb, а разница (yxb-yxa) по направлению оси y между этими yxa и yxb обозначена yxab.
Исходя из того, что координата y точки на зацепляющем выступе 5 обозначена yi, форма зацепляющего выступа 5 должна удовлетворять следующему условию:
ya≤yi≤yb (Формула 4)
и когда взаиморасположение координат x представляет собой xi < xj, и когда yxab в xi представляет собой yxi, а yxab в xj представляет собой yaj, тогда:
yxj≤yxi (Формула 5)
Таким образом, когда блоковый элемент 4, снабженный зацепляющим выступом 5, сформован, он может быть извлечен из пресс-формы посредством сдвигания его в направлении, указанном стрелкой P на фиг. 8A.
[0044] Кроме того, даже когда вместо зацепляющей части в блоке, подлежащем обработке, образуется зацепляющее углубление в качестве зацепляющей приемной части, имеющее форму, отличную от прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, необходимо удовлетворение условию формулы 4 и формулы 5. В этом случае блок, подлежащий обработке, в котором образовано зацепляющее углубление, сдвигается в направлении стрелки P, так что он может быть извлечен из пресс-формы.
[0045] То есть, посредством внедрения сочетания зацепляющего выступа и зацепляющего углубления, имеющих форму, удовлетворяющую формуле 4 и формуле 5 в качестве сочетания зацепляющей части и зацепляющей приемной части, стоматологический CAD/CAM-блок может быть изготовлен посредством способа формования, при котором возможно извлечь изделие из пресс-формы посредством сдвигания его в одном направлении относительно пресс-формы. Это может уменьшить стоимость изготовления CAD/CAM-блока и улучшить эффективность производства.
[0046] Третий вариант осуществления
Со ссылкой на фиг. 9 описана соединительная конструкция для обработки согласно третьему варианту осуществления настоящего изобретения. Фиг. 9 представляет виды в перспективе блока 30, подлежащего обработке, и держателя 33 блока, при этом фиг. 9A представляет вид в перспективе состояния до соединения блока 30, подлежащего обработке, и держателя 33 блока, а фиг. 9B представляет вид в перспективе состояния, при котором блок 30, подлежащий обработке, и держатель 33 блока соединены. Аналогично держателю 13 блока согласно первому варианту осуществления держатель 33 блока имеет такую же форму, что и форма, представленная на фиг. 2.
[0047] Блок 30, подлежащий обработке, имеет такую форму, что верхний край правой боковой поверхности 10c и левой боковой поверхности 10d блоковой соединительной поверхности 10e блока 10, подлежащего обработке, как представлено на фиг. 1, вырезаны из передней поверхности 10a в направлении нижней поверхности 10f над задней поверхностью 10b.
То есть, как представлено на фиг. 9, на блоке 30, подлежащем обработке, который изготовлен из керамики, гибридного полимера или тому подобного в качестве исходного материала и имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, и имеет переднюю поверхность 30a, соответствующую передней поверхности 10a, правую боковую поверхность 30c, соответствующую правой боковой поверхности 10c, левую боковую поверхность 30d, соответствующую левой боковой поверхности 10d, и нижнюю поверхность 30f, соответствующую нижней поверхности 10f, образована блоковая соединительная поверхность 30e посередине между правой боковой поверхностью 30c и левой боковой поверхностью 30d на верхней поверхности, противоположной нижней поверхности 30f. Правый вырезанный участок 30g, в котором вырезана часть верхней поверхности, образована на краевой части верхней поверхности и правой боковой поверхности 30c, и на краевой части верхней поверхности и левой боковой поверхности 30d образован левый вырезанный участок 30h, в которой вырезана часть верхней поверхности. В зависимости от формы зубного протеза, подлежащего формованию, участок, соответствующий правому вырезанному участку 30g и левому вырезанному участку 30h, не является частью зубного протеза, и очевидно, что вырез всегда вырезается, и в таком случае правый вырезанный участок 30g и левый вырезанный участок 30h образованы не только для сокращения времени вырезания, но также для сохранения материала блока.
[0048] Блоковая соединительная поверхность 30e снабжена зацепляющим выступом 31 в качестве зацепляющей части, выступающей из блоковой соединительной поверхности 30e. Зацепляющий выступ 31 имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, так что зацепляющий выступ 31 не препятствует извлечению из пресс-формы при формовке блока 30, подлежащего обработке, и может быть надежно соединен с держателем 33 блока. Одна поверхность зацепляющего выступа 31 представляет собой переднюю поверхность 31a, которая расположена в той же плоскости, что и передняя поверхность 30a, при этом одна поверхность выступает в качестве передней поверхности 31a. Зацепляющий выступ 31 образован так, что он проходит от торцевой части, где образована передняя поверхность 31a, в направлении задней поверхности 30b. Правая боковая поверхность 31b и левая боковая поверхность 31c зацепляющего выступа 31 соответственно параллельны правой боковой поверхности 30c и левой боковой поверхности 30d блока 30, подлежащего обработке.
Поскольку держатель 33 блока, соединенный с блоком 30, подлежащим обработке, имеет ту же форму, что и держатель 13 блока согласно первому варианту осуществления, указаны те же самые номера ссылочных позиций, что и на фиг. 2, и их описания опущены.
[0049] Как представлено на фиг. 9B, когда зацепляющий выступ 31 блока 30, подлежащего обработке, зацепляется для приема его зацепляющим углублением 17 держателя 33 блока, держатель 33 блока зацепляется с блоком 30, подлежащим обработке, в заданном положении. Когда зацепляющий выступ 31 и зацепляющее углубление 17 зацеплены друг с другом, обеспечивается соответствующий промежуток между ними. При их соединении адгезив наносится на любое или оба из зацепляющего выступа 31 и зацепляющего углубления 17, и удерживающее адгезив пространство может удерживать адгезив соответственно вышеупомянутому промежутку между зацепляющим выступом 31 и зацепляющим углублением 17.
[0050] Когда блок 30, подлежащий обработке, и держатель 33 блока согласно третьему варианту осуществления соединяются, как представлено на фиг. 9B, часть соединительного фланца 16 держателя 33 блока выступает вбок от блоковой соединительной поверхности 30e. То есть, этот выступающий участок отделен от каждого из правого вырезанного участка 30g и левого вырезанного участка 30h, и существует участок, который не входит в соединение с блоком 30, подлежащим обработке. Таким образом, блок 30, подлежащий обработке, и держатель 33 блока надежно соединяются посредством зацепления между зацепляющим выступом 31 и зацепляющим углублением 17, и имеется плотный контакт между поверхностью соединения 14a держателя и блоковой соединительной поверхностью 30e.
Как описано выше, описан третий вариант осуществления, использующий блок 30, подлежащий обработке, на котором выполнены правый вырезанный участок 30g и левый вырезанный участок 30h. Если очевидно, что зубной протез, подлежащий формованию, небольшого размера, сам блок, подлежащий обработке, может быть миниатюризирован (например, истончен) без обеспечения этих вырезанных участков.
[0051] Четвертый вариант осуществления
Соединительная конструкция для обработки согласно четвертому варианту осуществления настоящего изобретения описана со ссылкой на фиг. 10. Фиг. 10 представляет виды, соответствующие фиг. 3, при этом фиг. 10A представляет вид в перспективе состояния до соединения блока 40, подлежащего обработке, и держателя 43 блока, а фиг. 10A представляет вид в перспективе состояния, при котором блок 40, подлежащий обработке, и держатель 43 блока соединены. Аналогично держателю 23 блока согласно второму варианту осуществления держатель 43 блока имеет ту же форму, что и форма, представленная на фиг. 4.
[0052] Блок 40, подлежащий обработке, согласно четвертому варианту осуществления имеет такую форму, что верхний край правой боковой поверхности 20c и левой боковой поверхности 20d блоковой соединительной поверхности 20e блока 20, подлежащего обработке, представленного на фиг. 3, вырезан из передней поверхности 20a в направлении нижней поверхности 20f над задней поверхностью 20b.
То есть, как представлено на фиг. 10, на блоке 40, подлежащем обработке, который изготовлен из керамики, гибридного полимера или тому подобного в качестве исходного материала и имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, и имеет переднюю поверхность 40a, соответствующую передней поверхности 20a, правую боковую поверхность 40c, соответствующую правой боковой поверхности 20c, левую боковую поверхность 40d, соответствующую левой боковой поверхности 20d, и нижнюю поверхность 40f, соответствующую нижней поверхности 20f, блоковая соединительная поверхность 40e образована посередине между правой боковой поверхностью 40c и левой боковой поверхностью 40d на верхней поверхности, противоположной нижней поверхности 40f. Правый боковой вырезанный участок 40g, в котором часть верхней поверхности вырезана, образован на краевой части верхней поверхности и правой боковой поверхности 40c, а левый боковой вырезанный участок 40h, в котором часть верхней поверхности вырезана, образован на краевой части верхней поверхности и левой боковой поверхности 40d.
[0053] Блоковая соединительная поверхность 40e снабжена зацепляющим углублением 41 в качестве зацепляющей приемной части, углубленной в блоковую соединительную поверхность 30e. Зацепляющее углубление 41 имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, так что зацепляющее углубление 41 не мешает извлечению из пресс-формы при формовании блока 40, подлежащего обработке, и может быть надежно соединено с держателем 43 блока. Зацепляющее углубление 41 проходит непосредственно от передней поверхности 40a в направлении задней поверхности 40b. Правая боковая поверхность 41a и левая боковая поверхность 41b зацепляющего углубления 41 соответственно параллельны правой боковой поверхности 40c и левой боковой поверхности 40d блока 40, подлежащего обработке.
Поскольку держатель 43 блока, соединенный с блоком 40, подлежащим обработке, имеет такую же форму, что и держатель 23 блока согласно второму варианту осуществления, используются те же номера ссылочных позиций, что представлены на фиг. 4 , а описания опущены.
[0054] Как представлено на фиг. 10B, когда зацепляющее углубление 41 блока 40, подлежащего обработке, зацепляется для приема зацепляющего выступа 27 держателя 43 блока, держатель 43 блока располагается в заданном положении относительно блока 40, подлежащего обработке. Когда зацепляющее углубление 41 и зацепляющий выступ 27 зацеплены друг с другом, обеспечивается надлежащий промежуток между ними. При соединении адгезив наносится на любой или оба из зацепляющего углубления 41 и зацепляющего выступа 27, и удерживающее адгезив пространство может удерживать адгезив соответственно промежутку между зацепляющим углублением 41 и зацепляющим выступом 27.
[0055] Когда блок 40, подлежащий обработке, и держатель 43 блока согласно четвертому варианту осуществления соединяются, часть соединительного фланца 26 держателя 43 блока выступает за пределы блоковой соединительной поверхности 40e, как представлено на фиг. 10B. То есть выступающая часть отделена от каждой из правой боковой вырезанной части 40g и левой боковой вырезанной части 40h, и является частью, не участвующей в соединении с блоком 40, подлежащим обработке. Таким образом, блок 40, подлежащий обработке, и держатель 43 блока надежно соединены посредством зацепления зацепляющего углубления 41 с зацепляющим выступом 27 и адгезии между соединительной поверхностью 24a держателя и блоковой соединительной поверхностью 40e.
[0056] Работа третьего варианта осуществления и четвертого варианта осуществления
Блок 30, подлежащий обработке, согласно третьему варианту осуществления, и блок 40, подлежащий обработке, согласно четвертому варианту осуществления выполнены посредством заполнения пресс-формы (не представлена) формовочным материалом. Для извлечения сформованного блока 30, подлежащего обработке, из пресс-формы на блок 30, подлежащий обработке, нажимают в направлении стрелки P на фиг. 9A. Для извлечения сформованного блока 40, подлежащего обработке, из пресс-формы на блок 40, подлежащий обработке, нажимают в направлении Q стрелки Q на фиг. 10A.
[0057] Оба - и блок 30, подлежащий обработке, согласно третьему варианту осуществления, и блок 40, подлежащий обработке, согласно четвертому варианту осуществления имеют форму, в которой образованы правый боковой вырезанный участок 30g, 40g и левый боковой вырезанный участок 30h, 40h. Когда блок 30, 40, подлежащий обработке, и держатель 33, 43 блока надежно соединены, участки, соответствующие вырезанным участкам 30g, 40g и 30h, 40h, становятся частями, за счет которых может быть снижен вес блока 30, 40, подлежащего обработке. То есть, что касается блока 30, подлежащего обработке, согласно третьему варианту осуществления, в случае, когда может быть надежно выполнено зацепление и соединение между зацепляющим выступом 31 блока 30, подлежащего обработке, и зацепляющим углублением 17 держателя 33 блока, и соединение блоковой соединительной поверхности 30e и соединительной поверхности 14a держателя, даже если обеспечиваются вырезанные части 30g, 30h, это не препятствует стабильному удержанию блока 30, подлежащего обработке, при резке блока 30, подлежащего обработке. Что касается блока 40, подлежащего обработке, согласно четвертому варианту осуществления, в случае, когда может происходить надежно выполненное зацепление и соединение между зацепляющим углублением 41 блока 40, подлежащего обработке, и зацепляющим выступом 27 держателя 43 блока, и соединение блоковой соединительной поверхности 40e и соединительной поверхности 24a держателя, даже если обеспечиваются вырезанные части 40g, 40h, это не препятствует стабильному удержанию блока 40, подлежащего обработке, при резке блока 40, подлежащего обработке. Более того, даже когда зубной протез 1 изготавливается из блока 30, 40, подлежащего обработке, не составляет трудности образовать наружную форму зубного протеза 1, соединения 1a, удерживающего стержня 1b и тому подобного. Таким образом, может быть уменьшено количество материала частей вырезанных участков 30 g, 30h, 40g, 40h. В частности, может быть уменьшена стоимость блоков 30, 40, подлежащих обработке, выполненных из дорогих материалов.
[0058] Измененный вариант осуществления третьего варианта осуществления
На фиг. 11 приведены для примера блоки, подлежащие обработке, снабженные зацепляющими выступами различных форм, при этом число и форма зацепляющих выступов 31 блока 30, подлежащего обработке, отличаются друг от друга. Описано, что для каждого из блоков, подлежащих обработке, различных форм, представленных на фиг. 11, основной элемент, без зацепляющего выступа 31 блока 30, подлежащего обработке, представлен блоковым элементом 6, и на блоковом элементе 4 образованы различные зацепляющие выступы 7. Число и форма зацепляющих выступов 7, представленных на фиг. 11A-11K, соответствуют зацепляющему выступу 5, представленному на фиг. 6A-6K.
В каждом из блоковых элементов 6, представленных на фиг. 11A-11K, левый боковой вырезанный участок 6g и правый боковой вырезанный участок 6h образованы посредством вырезания верхнего конца правой боковой поверхности 6c и левой боковой поверхности 6d. Зацепляющий выступ 7 образован на блоковой соединительной поверхности 6e между левым боковым вырезанным участком 6g и правым боковым вырезанным участком 6h. Блоковый элемент 6 имеет переднюю поверхность 6a и заднюю поверхность 6b.
[0059] На фиг. 11A представлен зацепляющий выступ 7a, соответствующий зацепляющему выступу 5a, представленному на фиг. 6A;
На фиг. 11B представлен зацепляющий выступ 7b, соответствующий зацепляющему выступу 5b, представленному на фиг. 6B;
На фиг. 11C представлен зацепляющий выступ 7c, соответствующий зацепляющему выступу 5c, представленному на фиг. 6C;
На фиг. 11D представлены зацепляющие выступы 7d1 и 7d2, соответствующие зацепляющим выступам 5d1 и 5d2, представленным на фиг. 6D;
На фиг. 11E представлены зацепляющие выступы 7e1 и 7e2, соответствующие зацепляющим выступам 5e1 и 5e2, представленным на фиг. 6E;
На фиг. 11F представлены зацепляющие выступы 7f1 и 7f2, соответствующие зацепляющим выступам 5f1 и 5f2, представленным на фиг. 6F;
На фиг. 11G представлены зацепляющие выступы 7g1 и 7g2, соответствующие зацепляющим выступам 5g1 и 5g2, представленным на фиг. 6G;
На фиг. 11H представлены зацепляющие выступы 7h1 и 7h2, соответствующие зацепляющим выступам 5h1 и 5h2, представленным на фиг. 6H;
На фиг. 11I представлен зацепляющий выступ 7i, соответствующий зацепляющему выступу 5i, представленному на фиг. 6I;
На фиг. 11J представлен зацепляющий выступ 7j. соответствующий зацепляющему выступу 5j, представленному на фиг. 6J; и
На фиг. 11K представлены зацепляющие выступы 7k1 и 7k2, соответствующие зацепляющим выступам 5k1 и 5k2, представленным на фиг. 6K.
[0060] Что касается зацепляющего выступа 7, представленного на фиг. 11, соединение между блоковым элементом 6 и держателем 33 блока может надежно выполняться посредством удовлетворения условий 1-3, описанных выше также, как для зацепляющего выступа 5, представленного на фиг. 6.
Любой блоковый элемент 6, снабженный зацепляющим выступом(ами) 7, представленными на фиг. 11A-11K, может быть извлечен из пресс-формы посредством выдавливания в направлении, указанном стрелкой P на фиг. 11A, то есть, от задней поверхности 6b к передней поверхности 6a.
Примеры, представленные на фиг. 1, имеют зацепляющий выступ 7 в качестве зацепляющих частей, так что для извлечения из пресс-формы каждый из этих блоковых элементов 6 подлежит выталкиванию со стороны задней поверхности 6b к передней поверхности 6a. С другой стороны, в случае, когда вместо зацепляющего выступа 7 на блоковом элементе 6 выполнено зацепляющее углубление 41, представленное в четвертом варианте осуществления, для извлечения из пресс-формы блоковый элемент 6 выталкивается со стороны передней поверхности 6 в сторону задней поверхности 6b, то есть, блоковый элемент 6 выталкивается в направлении стрелки P.
Даже когда блоковый элемент 6 снабжен зацепляющим углублением, аналогичным зацепляющему углублению 41, представленному в четвертом варианте осуществления, соединение между блоковым элементом 6 и держателем 43 блока может быть выполнено надежно посредством удовлетворения условиям 1-3 в части с зацепляющим углублением.
[0061] Форма стоматологического CAD/CAM-блока
На фиг. 12-14 представлены модифицированные примеры форм блоковых элементов блоков, подлежащих обработке.
В модифицированном примере, представленном на фиг. 12, блоковая соединительная поверхность 8a блокового элемента 8 выполнена в форме (?) приблизительно полуэллипса или имеет плоскую круглую форму, и боковая поверхность 8c, пересекающая переднюю поверхность 8b и блоковую соединительную поверхность 8a, имеет поверхность искривленной формы. Когда в качестве зацепляющей части в блоковом элементе 8 должен обеспечиваться зацепляющий выступ, он обеспечивается вдоль радиального направления осевого направления эллипса или плоской круглой формы от передней поверхности 8b в направлении назад. С другой стороны, когда должно обеспечиваться зацепляющее углубление, оно обеспечивается на верхней части эллиптической формы или плоской круглой формы в направлении передней поверхности 8b. Таким образом, блоковый элемент 8 может быть плавно извлечен из пресс-формы посредством сдвигания блокового элемента 8 в направлении стрелки P на фиг. 12.
[0062] Пятый вариант осуществления
Фиг. 13 представляет соединительную конструкцию для обработки согласно пятому варианту осуществления настоящего изобретения, при этом фиг. 11A - вид в перспективе при рассмотрении со стороны передней поверхности 50a, а фиг. 11B - вид сверху. Блок 50, подлежащий обработке, согласно пятому варианту осуществления выполнен из материала, например, керамики или гибрида, и соединен с держателем блока (не представлен), аналогичным держателю 13 блока согласно первому варианту осуществления.
[0063] Блок 50, подлежащий обработке, содержит передний боковой участок 51, имеющий форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, и включает в себя переднюю поверхность 50a и колонообразный задний боковой участок 52, имеющий трапециевидное или по существу трапециевидное поперечное сечение, переходящий в нижнем участке на передний боковой участок 51. В заднем боковом участке 52 имеется задняя поверхность 50b. Следовательно, поверхность 50b представляет собой участок верхней части трапециевидного или по существу трапециевидного поперечного сечения заднего бокового участка 52. На переднем боковом участке 51 образованы передняя правая боковая поверхность 50c и передняя левая боковая поверхность 50d, которые являются боковыми поверхностями. Обеспечивается задняя правая боковая поверхность 50e, которая представляет собой боковую поверхность, переходящую в переднюю правую боковую поверхность 50c заднего бокового участка 52, и обеспечивается задняя левая боковая поверхность 50f, которая представляет собой боковую поверхность, переходящую в переднюю левую боковую поверхность 50d. На блоке 50, подлежащем обработке, нижняя поверхность 50g образована как продолжение нижней поверхности переднего бокового участка 51 и заднего бокового участка 52, а блоковая соединительная поверхность 50h, служащая в качестве первой соединительной поверхности, образована на верхней поверхности, противоположной нижней поверхности 50g. На крае верхней поверхности и передней правой боковой поверхности 50c образован правый боковой вырезанный участок 50i, в котором часть верхней поверхности вырезана, и аналогично, на краевой части верхней поверхности и передней левой боковой поверхности 50d образован левый боковой вырезанный участок 50j, в котором вырезана часть верхней поверхности.
Блоковая соединительная поверхность 50h снабжена, в качестве зацепляющей части, зацепляющим выступом 53, выступающим из блоковой соединительной поверхности 50h. Зацепляющий выступ 53 имеет форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, так что зацепляющий выступ 53 не препятствует извлечению из пресс-формы при формовании блока 50, подлежащего обработке, и может быть надежно соединен с держателем блока (не представлен). Передняя поверхность 53a зацепляющего выступа 53 расположена в той же плоскости, что и передняя поверхность 50a блока 50, подлежащего обработке, и проходит от торцевой части, где образована передняя поверхность 50a, в направлении задней поверхности 50b. Правая боковая поверхность 53b и левая боковая поверхность 53c зацепляющего выступа 53 соответственно параллельны передней правой боковой поверхности 50c и передней левой боковой поверхности 50d блока 50, подлежащего обработке.
Как описано выше, может использоваться держатель блока, соединенный с блоком 50, подлежащим обработке, имеющий такую же форму, что и форма держателя 13 блока согласно первому варианту осуществления.
[0064] Блок 50, подлежащий обработке, может быть извлечен из пресс-формы при формовании посредством сдвигания блока 50, подлежащего обработке, в направлении стрелки P относительно пресс-формы (не представлена).
С другой стороны, когда вместо зацепляющего выступа 53 на блоке 50, подлежащем обработке, образовано зацепляющее углубление в качестве зацепляющей приемной части, торцевая часть зацепляющего углубления проходит непосредственно от задней поверхности 50b. Противоположный конец проходит в направлении передней поверхности 50a. В случае блока 50, подлежащего обработке, снабженного зацепляющим углублением, блок 50, подлежащий обработке, может быть извлечен из пресс-формы посредством сдвигания блока 50, подлежащего обработке, в направлении стрелки P на фиг. 13A.
[0065] Модифицированный пример пятого варианта осуществления
Блок 60, подлежащий обработке, представленный на фиг. 14, является примером модификации блока 50, подлежащего обработке, согласно пятому варианту осуществления, представленному на фиг. 13, и части, одинаковые с блоком 50, подлежащим обработке, отмечены теми же номерами ссылочных позиций. Блок 60, подлежащий обработке, имеет форму, в которой плоская часть трапециевидной или по существу трапециевидной в поперечном сечении боковой поверхности заднего бокового участка 52 блока 50, подлежащего обработке, деформирована в искривленную поверхность части дуги. Одни и те же номера ссылочных позиций обозначают одну и ту же часть в качестве блока 50, подлежащего обработке.
То есть, как представлено на фиг. 14, задняя правая боковая поверхность 50e и задняя левая боковая поверхность 50f блока 50, подлежащего обработке, представленного на фиг. 13, заменены, соответственно, на заднюю правую боковую поверхность 60a и заднюю левую боковую поверхность 60b, каждая из которых представляет собой искривленную поверхность части дуги.
Блок 60, подлежащий обработке, может быть извлечен из пресс-формы, представленной на фиг. 14, посредством сдвигания его относительно пресс-формы в направлении стрелки P на фиг. 13.
[0066] Сравнительный пример
Фиг. 15 представляет сравнительный пример соединительной конструкции для обработки. В этом сравнительном примере блоковая соединительная поверхность 101, образованная в плоскости, расположена на одной поверхности блока 100, подлежащего обработке, имеющего форму прямоугольного параллелепипеда или по существу прямоугольного параллелепипеда, и держатель 110 блока соединяется с блоковой соединительной поверхностью 101.
Держатель 110 блока образован посредством совместного формования дискообразной основной части 111 и колонообразной удерживающей части 112. Поверхность на одной стороне основной части 111 представляет собой плоскую соединительную поверхность 111a держателя, и удерживающий штифт 112, диаметр которого меньше диаметра основной части 111, установлен на центре или вблизи центра другой боковой поверхности. Основная часть 111 образована вырезанным участком 111b, прорезанным на надлежащую длину и ширину от краевой части в радиальном направлении. Шпиндельная часть 112a, которая искривлена посредством искривления, образована на промежуточной части удерживающего штифта 112.
[0067] Адгезив наносится на одну из блоковой соединительной поверхности 101 и соединительной поверхности 111a держателя, и держатель 110 блока размещается на блоковой соединительной поверхности 101 блока 100, подлежащего обработке, посредством использования роботизированной руки или тому подобного. Затем адгезив отверждается для изготовления соединительного элемента блока 100, подлежащего обработке, и держателя 110 блока, как представлено на фиг. 15B.
[0068] Соединенный элемент подается к инструменту для фиксации блока (не представлен), затем позиционирующий элемент (не представлен), например, выступ или тому подобное, обеспеченный в фиксирующем блок инструменте, вставляется со стороны удерживающего штифта 112 в вырезанный участок 111b основной части 111. Таким образом, держатель 110 блока позиционируется относительно фиксирующего блок инструмента, блок 100, подлежащий обработке, размещен в заданном позиционном соотношении относительно держателя 110 блока, размещается относительно фиксирующего блок инструмента, и фиксирующий блок инструмент устанавливается в заданном позиционном отношении.
Затем элемент подвергается обработке резанием посредством режущего станка для изготовления зубного протеза 1.
[0069] Поскольку вырезанный участок 111b согласно сравнительному примеру, образован посредством вырезания, сквозь основную часть 111 со стороны одной поверхности до другой поверхности, существует риск того, что адгезив для соединения блока 100, подлежащего обработке, и держателя 110 блока может просочиться в вырезанный участок 111b. Когда просочившийся адгезив отверждается, вырезанный участок 111b запечатывается, и может появиться риск, что позиционирующий элемент фиксирующего блок инструмента не может быть вставлен.
[0070] И наоборот, в каждом из первого варианта осуществления, второго варианта осуществления, третьего варианта осуществления и четвертого варианта осуществления, поскольку сторона позиционирующего углубления 18, 28 соединительной поверхности 14a, 24a держателя закрыта, не допускается проникновение адгезива, нанесенного на соединительную поверхность 14a, 24a держателя, в позиционирующее углубление 18, 28, и позиционирующий элемент надежно вставляется в позиционирующее углубление 18, 28.
[0071] Блоки 10, 20, 30, 40, 50, 60, подлежащие обработке, и блоковые элементы 4, 6, 8 или тому подобное согласно соответствующим вариантам осуществления, описанным выше, изготовлены из одного слоя. Кроме того, для этих блоков 10 и т.д., подлежащих обработке, или блоковых элементов 4 и т.д. может использоваться ламинат, содержащий множество слоев гибридного полимера. При использовании такого ламината по меньшей мере одна характеристика, выбранная из группы, состоящей из цветового тона, прозрачности, коэффициента отражения матричного полимера и/или наполнителя, прочности, твердости, модуля упругости, устойчивости к истиранию, способности к флюоресценции и полируемости может, предпочтительно, отличаться от таковой у других. Зубной протез, имеющий переход цветового тона, обеспечивающий высокоэстетичные свойства, может быть получен посредством различных характеристик, например, цветовых тонов для соответствующих слоев.
[0072] Как описано выше, согласно соединительной конструкции для обработки по настоящему изобретению стоматологический CAD/CAM-блок и держатель блока надежно соединены для выполнения процесса обработки резанием стоматологического CAD/CAM-блока и способствует уменьшению числа дефектных изделий.
Лист ссылочных позиций
[0073] 1 - зубной протез (зубное изделие)
1a - соединительный участок,
1b - удерживающий стержень,
2 - пресс-форма,
2a - задний торец,
2b - нажимная пластина,
2c - передний торец,
2d - формовочное углубление,
3 - пресс-форма,
3a - задний торец,
3b - нажимная пластина,
3c - формовочный выступ,
3d - передний конец,
4 - блоковый элемент,
4a - блоковая соединительная поверхность,
4b - передняя поверхность,
4c - задняя поверхность,
4d - правая боковая поверхность,
4e - нижняя поверхность,
5 - зацепляющий выступ,
5r - правая боковая поверхность,
5l - левая боковая поверхность,
6 - блоковый элемент,
6a - передняя поверхность,
6b - задняя поверхность,
6c - правая боковая поверхность,
6d - левая боковая поверхность,
6e - блоковая соединительная поверхность,
6g - левый боковой вырезанный участок,
6h - правый боковой вырезанный участок,
7 - зацепляющий выступ,
8 - блоковый элемент,
8a - блоковая соединительная поверхность,
8b - передняя поверхность,
8c - боковая поверхность,
10 - блок, подлежащий обработке,
10a - передняя поверхность,
10b - задняя поверхность,
10c - правая боковая поверхность,
10d - левая боковая поверхность,
10e - блоковая соединительная поверхность,
10f - нижняя поверхность,
11 - зацепляющий выступ,
11a - передняя поверхность,
11b - правая боковая поверхность,
11c - левая боковая поверхность,
13 - держатель блока,
14 - основная часть,
14a - соединительная поверхность держателя,
14b - удерживающая боковая поверхность,
15 - удерживающий упор,
15a - фиксирующий шпиндель,
15b - вырезанный участок,
16 - соединительный фланец,
17 - зацепляющее углубление,
18 - позиционирующее углубление,
20 - блок, подлежащий обработке,
20a - передняя поверхность,
20b - задняя поверхность,
20c - правая боковая поверхность,
20d - левая боковая поверхность,
20e - блоковая соединительная поверхность,
20f - нижняя поверхность,
21 - зацепляющее углубление,
23 - держатель блока,
24 - основная часть,
24a - соединительная поверхность держателя,
24b - удерживающая боковая поверхность,
25 - удерживающий упор,
25a - фиксирующий шпиндель,
25b - вырезанный участок,
26 - соединительный фланец,
27 - зацепляющий выступ,
28 - позиционирующее углубление,
30 - блок, подлежащий обработке,
30a - передняя поверхность,
30b - задняя поверхность,
30c - правая боковая поверхность,
30d - левая боковая поверхность,
30e - блоковая соединительная поверхность,
30f - нижняя поверхность,
30g - правый вырезанный участок,
30h - левый вырезанный участок,
31 - зацепляющий выступ,
31a - передняя поверхность,
31b - правая боковая поверхность,
31c - левая боковая поверхность,
33 - держатель блока,
40 - блок, подлежащий обработке,
40a - передняя поверхность,
40b - задняя поверхность,
40c - правая боковая поверхность,
40d - левая боковая поверхность,
40e - блоковая соединительная поверхность,
40f - нижняя поверхность,
40g - правый боковой вырезанный участок,
40h - левый боковой вырезанный участок,
41 - зацепляющее углубление,
41a - правая боковая поверхность,
41b - левая боковая поверхность,
43 - держатель блока,
50 - блок, подлежащий обработке,
50a - передняя поверхность,
50b - задняя поверхность,
50c - передняя правая боковая поверхность,
50d - передняя левая боковая поверхность,
50e - задняя правая боковая поверхность,
50f - задняя левая боковая поверхность,
50g - нижняя поверхность,
50h - блоковая соединительная поверхность,
50i - правый боковой вырезанный участок,
50j - левый боковой вырезанный участок,
51 - передний боковой участок,
52 - задний боковой участок,
53 - зацепляющий выступ,
53a - передняя поверхность,
53b - правая боковая поверхность,
53c - левая боковая поверхность,
60 - блок, подлежащий обработке,
60a - задняя правая боковая поверхность,
60b - задняя левая боковая поверхность,
100 - блок, подлежащий обработке,
110 - держатель блока
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ОБРАБОТКИ, ДЕРЖАТЕЛЬ ДЛЯ БЛОКА ОБРАБОТКИ И СПОСОБ ПОЗИЦИОНИРОВАНИЯ БЛОКА ОБРАБОТКИ | 2020 |
|
RU2793008C1 |
| ПЕРФОРАТОР | 2009 |
|
RU2487795C2 |
| СПОСОБ ПОДТВЕРЖДЕНИЯ ВНЕШНЕГО ЦВЕТА КОРОНКИ, НАБОР ИНСТРУМЕНТОВ И ДЕМОНСТРАЦИОННЫЙ ИНСТРУМЕНТ | 2022 |
|
RU2834163C2 |
| СТОМАТОЛОГИЧЕСКИЙ ИНСТРУМЕНТ И НАПРАВЛЯЮЩИЕ УСТРОЙСТВА | 2012 |
|
RU2615120C2 |
| ЗАГОТОВКА ДЛЯ ЗУБНЫХ ПРОТЕЗОВ, ПОДЛЕЖАЩИЙ РЕЗКЕ ЭЛЕМЕНТ ДЛЯ ПЕРЕДНИХ ЗУБОВ И СПОСОБ ВЫПОЛНЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2022 |
|
RU2838389C2 |
| СТОМАТОЛОГИЧЕСКИЙ ИНСТРУМЕНТ И НАПРАВЛЯЮЩИЕ УСТРОЙСТВА | 2012 |
|
RU2745030C2 |
| КОНТЕЙНЕР ДЛЯ СТОМАТОЛОГИЧЕСКОГО МАТЕРИАЛА | 2018 |
|
RU2752586C1 |
| УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2013 |
|
RU2642160C2 |
| ЧЕРНИЛЬНЫЙ КАРТРИДЖ И СТРУЙНЫЙ ПРИНТЕР | 2014 |
|
RU2662651C2 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО С ЗАЩИЩЕННЫМ СОЕДИНЕНИЕМ | 2015 |
|
RU2681088C2 |



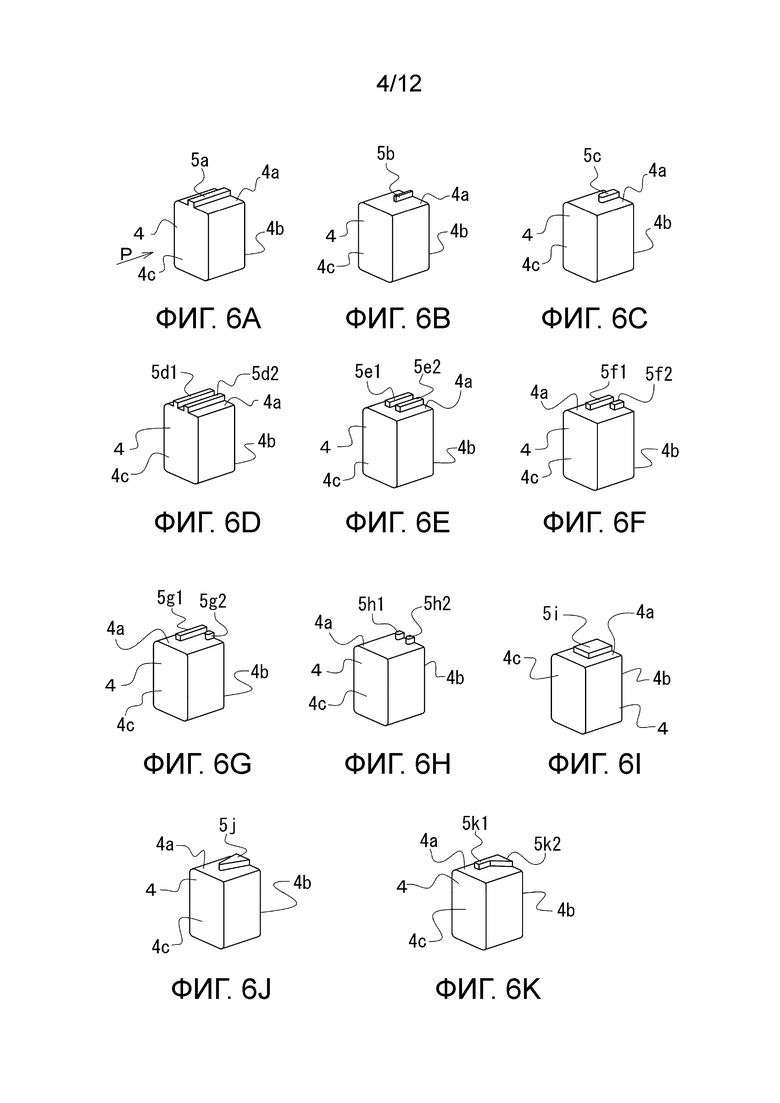



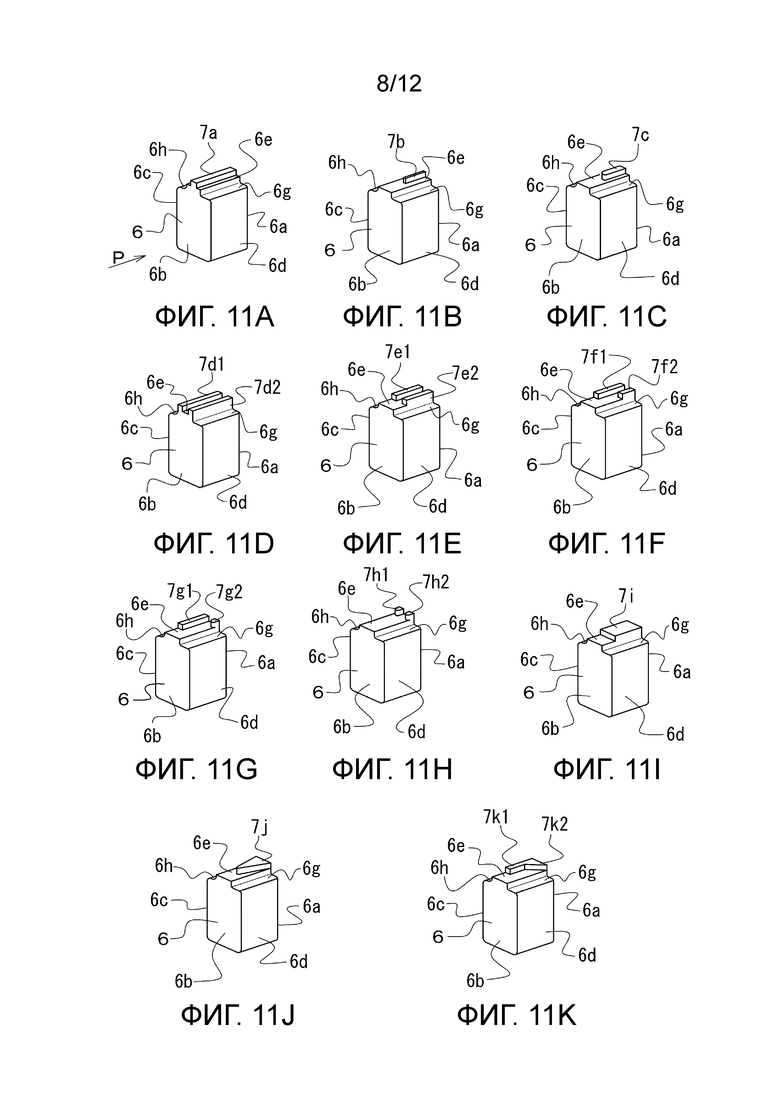




Изобретение относится к медицине, а именно к стоматологии, и предназначено для использования при создании зубного протеза. Обеспечивается соединительная конструкция для обработки, которая без нарушения совмещения соединяет стоматологический CAD/CAM-блок, подлежащий механической обработке, с держателем блока, для удержания его на обрабатывающем устройстве. На блоковой соединительной поверхности блока, подлежащего обработке, образован зацепляющий выступ, а на соединительной поверхности держателя блока образовано зацепляющее углубление. Между ними образовано удерживающее адгезив пространство. Адгезив наносится на него, и зацепляющий выступ и зацепляющее углубление зацепляются и соединяются. Зацепляющий выступ, образованный на блоке, подлежащем обработке, является прямоугольным или по существу прямоугольным. Если зацепляющий выступ отходит от передней поверхности в направлении задней поверхности блока, подлежащего обработке, указанный выступ может удаляться из формы посредством перемещения выступа. 2 з.п. ф-лы, 16 ил.
1. Соединительная конструкция для обработки стоматологических CAD/CAM-блоков, содержащая стоматологический CAD/CAM-блок, подлежащий обработке станком с получением зубного изделия, и держатель блока, соединенный со стоматологическим CAD/CAM-блоком, для его удержания и фиксации к режущему станку, дополнительно содержащая:
зацепляющую часть, образованную по меньшей мере одним из зацепляющих выступов, выступающих из первой соединительной поверхности, которая представляет собой одну из соединительной поверхности CAD/CAM-блока или соединительной поверхности держателя блока;
зацепляющую приемную часть, образованную по меньшей мере одним из зацепляющих углублений во второй соединительной поверхности, которая представляет собой другую из соединительной поверхности CAD/CAM-блока или соединительной поверхности держателя блока для приема по меньшей мере одного зацепляющего выступа, соответственно;
при этом зацепляющая часть и зацепляющая приемная часть выполнены с возможностью зацепления друг с другом, и стоматологический CAD/CAM-блок и держатель блока соединяются адгезивом, удерживаемым в удерживающем адгезив пространстве;
стоматологический CAD/CAM-блок обеспечивается в форме прямоугольного параллелепипеда, и одна из его нижних поверхностей представляет собой соединительную поверхность;
зацепляющая часть или зацепляющая приемная часть образована так, что при произвольном определении одной поверхности из четырех боковых поверхностей прямоугольного параллелепипеда в качестве передней поверхности, противоположной поверхности в качестве задней поверхности, и поверхностей, смежных правой и левой сторонам в направлении передней поверхности в качестве правой боковой поверхности и левой боковой поверхности соответственно, одна торцевая поверхность зацепляющей части или зацепляющей приемной части лежит в той же плоскости, что и передняя поверхность, и проходит в направлении задней поверхности;
указанная зацепляющая часть или зацепляющая приемная часть имеет такую форму, в системе координат, в которой общая вершина другой нижней поверхности формы прямоугольного параллелепипеда, передней поверхности и правой боковой поверхности определяется в качестве начала координат, оси x, y и z, расположенные, соответственно, вдоль первого ребра, общего для другой нижней поверхности и правой боковой поверхности, второго ребра, общего для другой нижней поверхности и передней поверхности, и третьего ребра, общего для передней поверхности и правой боковой поверхности, а координаты (x, y, z) конца, противоположного началу координат на первом, втором и третьем ребрах (100,0,0), (0, 100,0) и (0, 0, 100) соответственно, чтобы удовлетворять по меньшей мере одному из следующих условий;
(1) когда значение координаты x бокового ребра задней поверхности определено для каждой зацепляющей части или каждой зацепляющей приемной части по меньшей мере одного из зацепляющих выступов или по меньшей мере одного из зацепляющих углублений, как L, причем длина этой зацепляющей части или зацепляющей приемной части, а максимальное значение обозначено как Lmax, что является максимальной длиной указанного по меньшей мере одного из зацепляющих выступов или указанного по меньшей мере одного из зацепляющих углублений, то:
100≥Lmax≥10;
(2) когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части указанной по меньшей мере одной из зацепляющих частей или указанной по меньшей мере одной из зацепляющей приемной части равно p (где p - рациональное число, равное 0 или больше, и L или меньше), и когда ширина каждой зацепляющей g части или каждой зацепляющей приемной части Wn определяется абсолютным значением разницы между значением координаты y одного конца этой зацепляющей части или зацепляющей приемной части и значением координаты y другого ее конца, то сумма ширины Wn всех зацепляющих частей или зацепляющих приемных частей составляет 1 или более и 70 или менее, и ширина Wn всех зацепляющих частей или зацепляющих приемных частей составляет:
70≥Wo≥1 при P=0, и
Wp-r≥Wp при p > 0, где r - произвольное рациональное число больше 0 и равное или меньше p;
(3) когда значение координаты x каждой зацепляющей части или каждой зацепляющей приемной части указанного по меньшей мере одного из зацепляющих выступов или указанного по меньшей мере одного из зацепляющих углубленных частей составляет p (где p - рациональное число, равно 0 или больше и L или меньше), и значение координаты y составляет q (где q - произвольное значение координаты y в области, где существует зацепляющая часть или зацепляющая приемная часть, когда x=p), тогда высота этой зацепляющей части или глубина этой зацепляющей приемной части Hp, q составляет, в натуральном размере:
10 мм≥Ho, q≥0,1 мм при p=0, и
Hp-r, q≥Hp, q при p > 0, где r - произвольное рациональное число больше 0 и меньше p.
2. Соединительная конструкция для обработки по п. 1, в которой:
держатель блока включает в себя:
пластинообразную основную часть, у которой одна поверхность является первой соединительной поверхностью или второй соединительной поверхностью, а другая поверхность представляет собой удерживающую поверхность; и
удерживающий штифт установлен в центре удерживающей поверхности основной части;
вокруг удерживающего штифта обеспечивается соединительный фланец посредством части основной части, отходящей в форме гарды от удерживающего штифта; и
на соответствующей глубине удерживающей поверхности соединительного фланца вдоль осевого направления удерживающего штифта обеспечивается позиционирующее углубление, проходящее от участка периферического края соединительного фланца в направлении удерживающего штифта, в кольцевом направлении, для зацепления с инструментом для позиционирования режущего станка, режущего стоматологический CAD/CAM-блок;
при этом не существует сквозного участка через основную часть от удерживающей поверхности к соединительной поверхности.
3. Соединительная конструкция для обработки по п. 1 или 2, в которой:
стоматологический CAD/CAM-блок представляет собой ламинированный элемент, состоящий из слоев, и каждый слой представляет собой слой гибридного полимера, имеющий отличные от других слоев свойства.
| US 2003073394 A1, 17.04.2003 | |||
| WO 2009154301 A1, 23.12.2009 | |||
| WO 2011029615 A1, 17.03.2011 | |||
| DE 102004020369 A1, 17.11.2005 | |||
| Устройство для измерения составляющих комплексного сопротивления | 1981 |
|
SU1068839A1 |

