Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к блоку обработки, держателю для блока обработки и способу позиционирования блока обработки, подлежащего механической обработке, такой как резка и полировка, при удержании устройством обработки и изменении его ориентации.
Предшествующий уровень техники
[0002] Зубные протезы в качестве зубных изделий, используемых в стоматологическом лечении, формуются, например, из металлических материалов, таких как золото, серебро, палладиевый сплав или тому подобное, посредством литья, или механически вытачиваются из блока обработки, изготовленного из керамики, например, оксида циркония или тому подобного, титана, гибридного полимера, посредством вырезания, полировки или тому подобного с получением требуемой формы. Гибридный полимер может представлять собой композитный материал, в котором неорганический наполнитель распределен в полимерной матрице с высокой плотностью.
В последнее время, с развитием технологии цифрового изображения и технологии компьютерной обработки, например, как раскрыто в патентной литературе PTL 1, становится популярным использование систем CAD/CAM, которые обрабатывают зубные протезы посредством резки блоков обработки на основе изображений, полученных в полости рта, с использованием устройств CAD/CAM, основанных на технологии компьютерного конструирования (CAD) и компьютерного изготовления (CAM). Из-за обработки устройством CAD/CAM блок обработки, подвергаемый обработке с формированием зубного протеза, может рассматриваться в качестве стоматологического CAD/CAM-блока или заготовки для фрезеровки. Блок обработки, имеющий форму диска, может рассматриваться как CAD/CAM-диск обработки или тому подобное. Такой CAD/CAM- диск обработки удобен для изготовления множества зубных протезов или для изготовления большого зубного протеза, сформованного для множества зубов.
В PTL 2 CAD/CAM-диск обработки представлен в качестве стоматологической заготовки для фрезеровки.
[0003] Для подачи дискообразного блока обработки на устройство обработки ось круга блока обработки должна быть совмещена с осью устройства обработки, что является условием для обработки. Если этого не происходит, блок обработки может не быть обработан с получением зубного протеза требуемой формы, и материал блока обработки может быть испорчен. Как представлено для примера в PTL 3, устройство обработки снабжено "кольцеобразным удерживающим устройством 4" для удержания "дискообразного исходного изделия 3", которое представляет собой блок обработки, и "исходное изделие 3" необходимо удерживать в заданном положении "удерживающего устройства 4." Например, центральная ось "дискообразного исходного изделия 3" должна быть совмещена с центральной осью "кольцеобразного удерживающего устройства 4". То есть, посредством совмещения этих центральных осей друг с другом "исходное изделие 3" может позиционироваться в заданном положении относительно рэпера устройства обработки и может подвергаться требуемой обработке.
[0004] Удерживающее устройство состоит из пары кольцеобразных удерживающих элементов в качестве структуры для удержания дискообразного блока обработки, так что пара кольцеобразных удерживающих элементов удерживает периферические края соответствующих дисковых поверхностей диска для зажимания между ними диска.
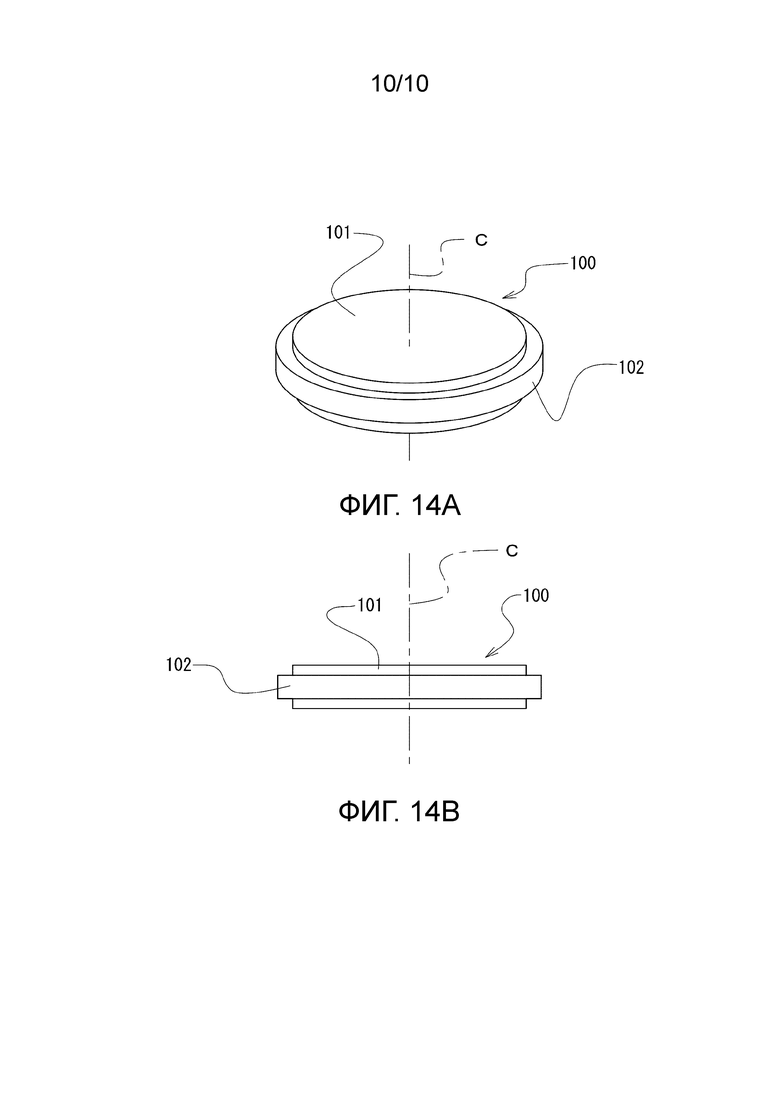
На фиг. 14A и 14B представлен блок 100 обработки, который представляет собой дискообразный CAD/CAM-диск обработки, при этом фиг. 14A представляет вид в перспективе, а фиг. 14B - вид спереди.
Блок 100 обработки содержит цилиндрическую заготовку 101, из которой формируется зубной протез, и фланец 102, диаметр которого больше, чем диаметр заготовки 101, образованный в центральном участке заготовки 101. Заготовка 101 и фланец 102 сформованы единым целым из материала, например, керамики, титана, гибридного полимера или тому подобного.
Перечень ссылок
Патентная литература
[0005]
PTL 1: JP 2016-535610 A
PTL 2: JP 2017-109036 A
PTL 3: JP 2012-5874 A
Сущность изобретения
Техническая проблема
[0006] Когда вышеупомянутый блок 100 обработки подается на удерживающее устройство устройства обработки, совмещение осей между блоком 100 обработки и устройством обработки бывает различным в зависимости от оператора, и отклонение между осями может выйти за пределы допуска. Поскольку обработка на блоке 100 обработки выполняется относительно оси устройства обработки, требуемая форма и число зубных протезов не могут быть созданы из-за отклонения между центрами осей, и существует риск ошибок обработки.
[0007] Цель настоящего изобретения состоит в обеспечении блока обработки, который может легко удерживаться в заданном положении, когда блок обработки удерживается удерживающим устройством устройства обработки, держателя для блока обработки и способа позиционирования блока обработки.
Решение проблемы
[0008] С учетом вышеупомянутой проблемы, подлежащей разрешению, для удержания блока обработки в заданном положении обеспечивается дискообразный блок обработки, подлежащий удержанию удерживающим устройством и обработке с получением изделия требуемой формы, отличающийся тем, что он содержит: цилиндрическую заготовку; фланец, выступающий из периферической поверхности заготовки; и удерживающую поверхность, обеспеченную на фланце и позиционируемую посредством упора контактирующего периферического края прижимающего бокового удерживающего элемента, обеспеченного на удерживающем устройстве; при этом по меньшей мере часть удерживающей поверхности наклонена относительно оси блока обработки.
[0009] Согласно другому аспекту изобретения в вышеупомянутом блоке обработки предпочтительным является то, что удерживающая поверхность образует часть боковой поверхности конуса.
[0010] Согласно другому аспекту изобретения в вышеупомянутом блоке обработки предпочтительным является то, что удерживающая поверхность обеспечивается в виде искривленной поверхности.
[0011] Согласно другому аспекту изобретения в вышеупомянутом блоке обработки предпочтительным является то, что блок обработки представляет собой стоматологический CAD/CAM-блок.
[0012] С учетом обеспечения уверенности в том, что вышеупомянутый блок обработки надежно удерживается, держатель для блока обработки согласно настоящему изобретению содержит: дискообразный блок обработки; и кольцеобразный удерживающий элемент для удержания блока обработки для блока обработки, подлежащего обработке с получением изделия требуемой формы; при этом: кольцеобразный удерживающий элемент включает в себя: установочный боковой удерживающий элемент, расположенный с одной стороны блока обработки в осевом направлении; и прижимающий боковой удерживающий элемент, расположенный с другой стороны в осевом направлении; причем установочный боковой удерживающий элемент и прижимающий боковой удерживающий элемент снабжены зацепляющим механизмом, который зацепляет и расцепляет установочный боковой удерживающий элемент и прижимающий боковой удерживающий элемент; и блок обработки включает в себя: цилиндрическую заготовку; фланец, выступающий из периферической поверхности заготовки; и удерживающую поверхность, обеспеченную на фланце и позиционируемую посредством упора контактирующего периферического края прижимающего бокового удерживающего элемента, обеспеченного на удерживающем устройстве; при этом по меньшей мере часть удерживающей поверхности наклонена относительно центральной оси заготовки; и прижимающий боковой удерживающий элемент включает в себя контактирующий периферический край, прижимающий часть наклоненной удерживающей поверхности при зацеплении с установочным боковым удерживающим элементом.
[0013] Для обеспечения выравнивания оси вышеупомянутого блока обработки с осью устройства обработки обеспечивается способ позиционирования блока обработки по настоящему изобретению для удержания блока обработки посредством кольцеобразного удерживающего элемента для блока обработки, подлежащего обработке с получением изделия заданной формы, в котором: блок обработки включает в себя: цилиндрическую заготовку; фланец, выступающий из периферической поверхности заготовки; и удерживающую поверхность, обеспеченную на фланце и наклоненную по меньшей мере в ее части относительно центральной оси заготовки; способ отличается тем, что содержит: первый этап размещения, на котором размещают установочный боковой удерживающий элемент, обеспеченный на кольцеобразном удерживающем элементе, с одной стороны блока обработки в осевом направлении; второй этап размещения, на котором размещают прижимающий боковой удерживающий элемент, обеспеченный на кольцеобразном удерживающем элементе и способный зацепляться и расцепляться с установочным боковым удерживающим элементом, с другой стороне блока обработки в осевом направлении, после первого этапа размещения; и этап позиционирования, на котором позиционируют блок обработки посредством зацепления прижимающего бокового удерживающего элемента с установочным боковым удерживающим элементом с получением упора контактирующего периферического края прижимающего бокового удерживающего элемента в удерживающую поверхность.
[0014] В качестве зацепляющего механизма между установочным боковым удерживающим элементом и прижимающим боковым удерживающим элементом, может применяться, например, резьбовая конструкция, в которой нарезан резьбовой участок, фиксирующая конструкция, в которой две части фиксируются друг к другу фиксатором, таким как болт или гайка, зажимная конструкция, в которой две части фиксируются посредством зажимного механизма с использованием пружины или тому подобного.
Результат изобретения
[0015] При применении блока обработки, держателя блока обработки и способа позиционирования блока обработки по настоящему изобретению к устройству обработки ось, используемая в качестве репера обработки устройства обработки и ось блока обработки могут быть легко совмещены, так что возможно уменьшить возникновение ошибок при обработке и порчу материала при обработке.
Краткое описание чертежей
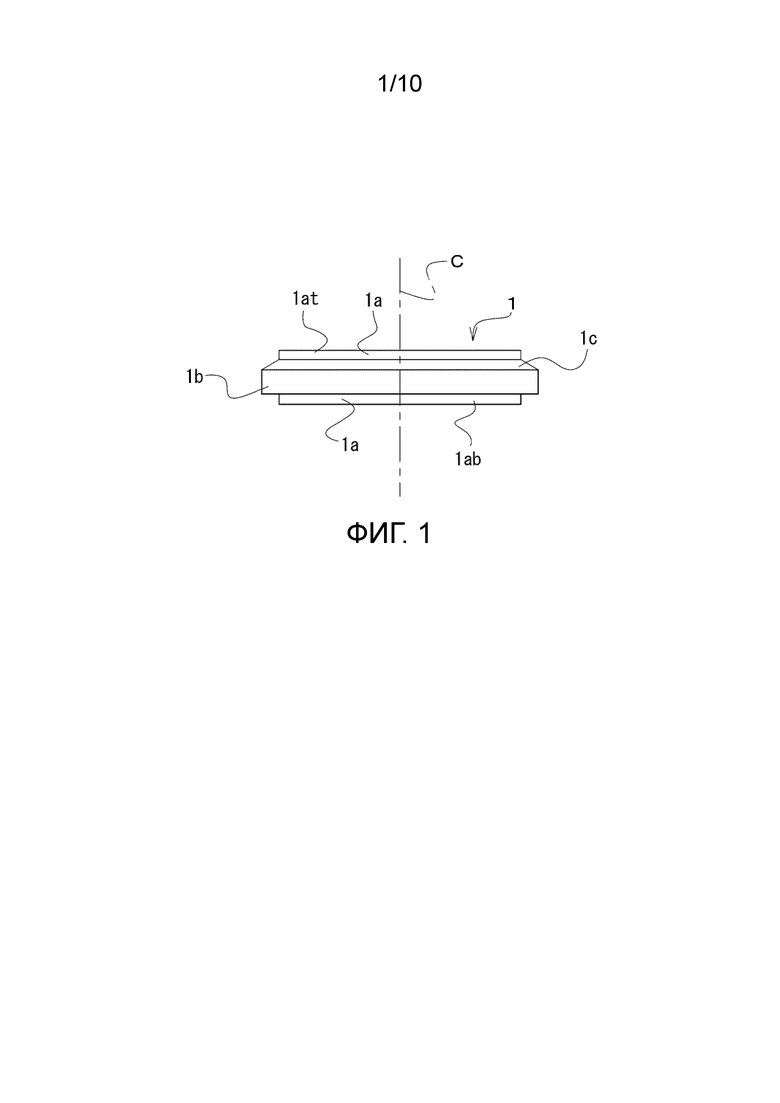
[0016] Фиг. 1 - вид спереди блока обработки согласно первому варианту осуществления настоящего изобретения;
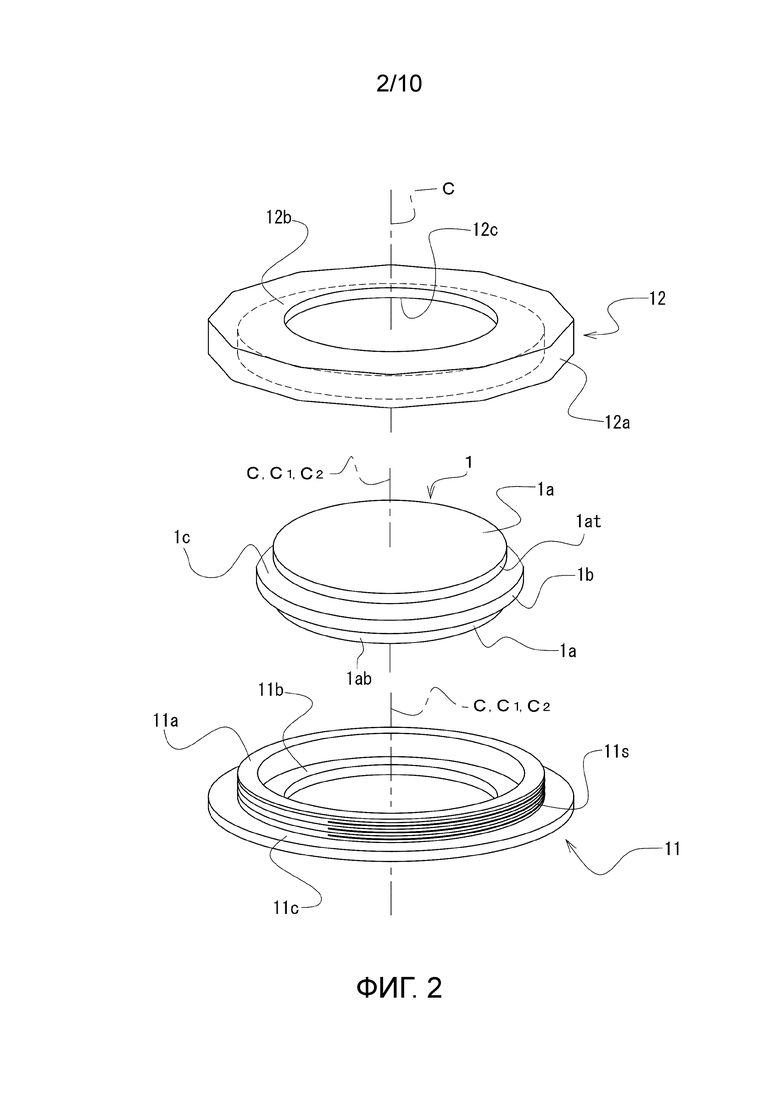
Фиг. 2 - вид в перспективе для объяснения состояния, при котором блок обработки согласно первому варианту осуществления удерживается посредством кольцеобразного удерживающего элемента, представляющий по отдельности кольцеобразный удерживающий элемент и блок обработки;
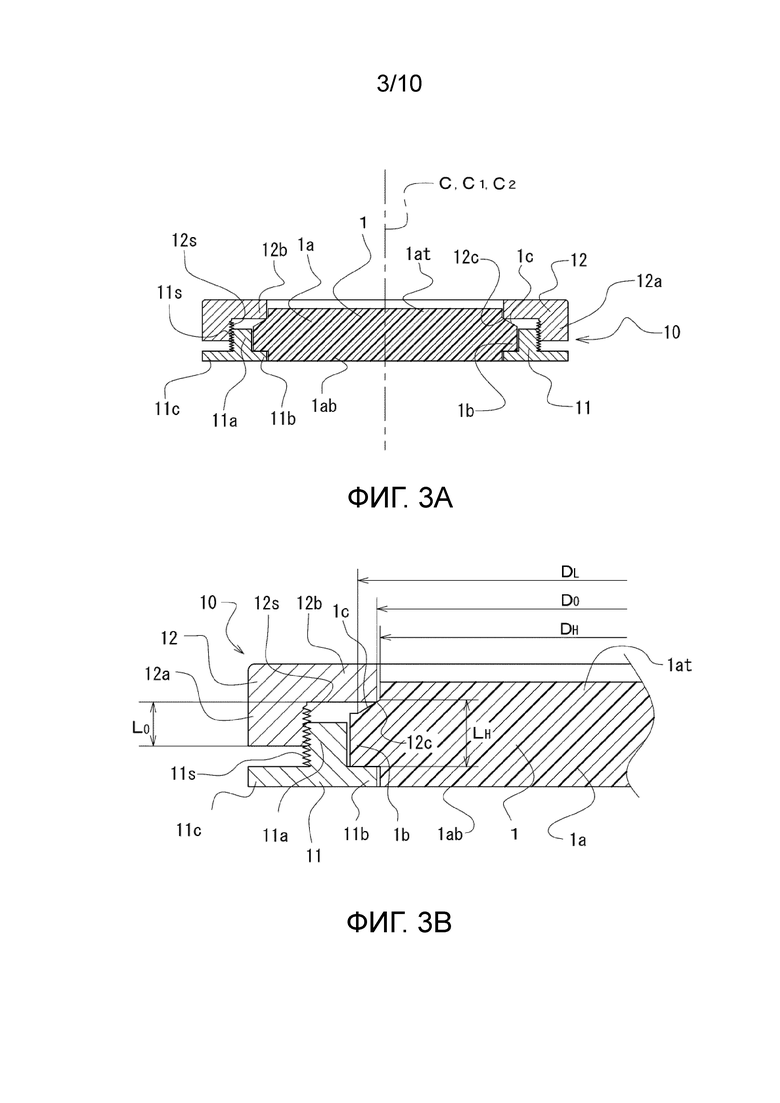
Фиг. 3A - вид в поперечном разрезе, представляющий состояние, при котором блок обработки согласно первому варианту осуществления удерживается посредством кольцеобразного удерживающего элемента, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
Фиг. 3B - увеличенный вид в поперечном разрезе, представляющий часть фиг. 3A;
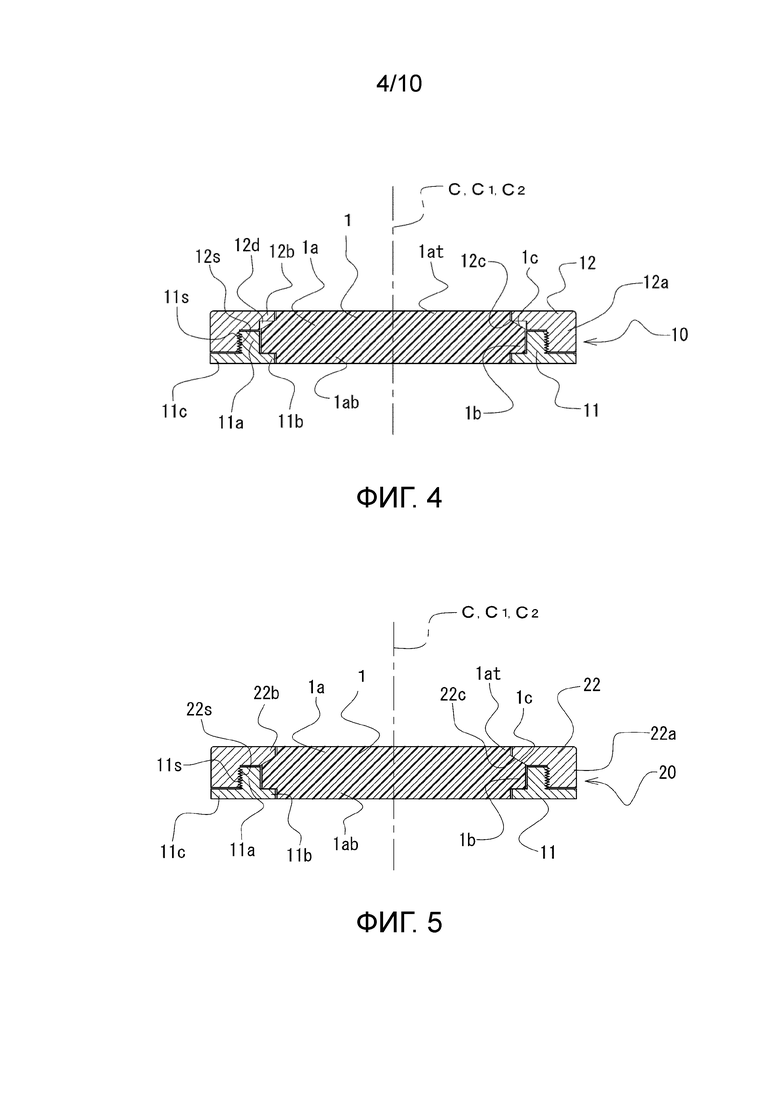
Фиг. 4 - вид в поперечном разрезе, представляющий блок обработки согласно первому варианту осуществления, удерживаемый посредством кольцеобразного удерживающего элемента, имеющего форму, отличную от формы кольцеобразного удерживающего элемента, представленного на фиг. 3A и фиг. 3B, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
Фиг. 5 - вид в поперечном сечении, представляющий состояние, при котором блок обработки, аналогичный блоку обработки первого варианта осуществления, удерживается посредством кольцеобразного удерживающего элемента, имеющего контактирующий периферический край, имеющий форму, отличную от формы периферического края первого варианта осуществления, согласно второму варианту осуществления настоящего изобретения, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
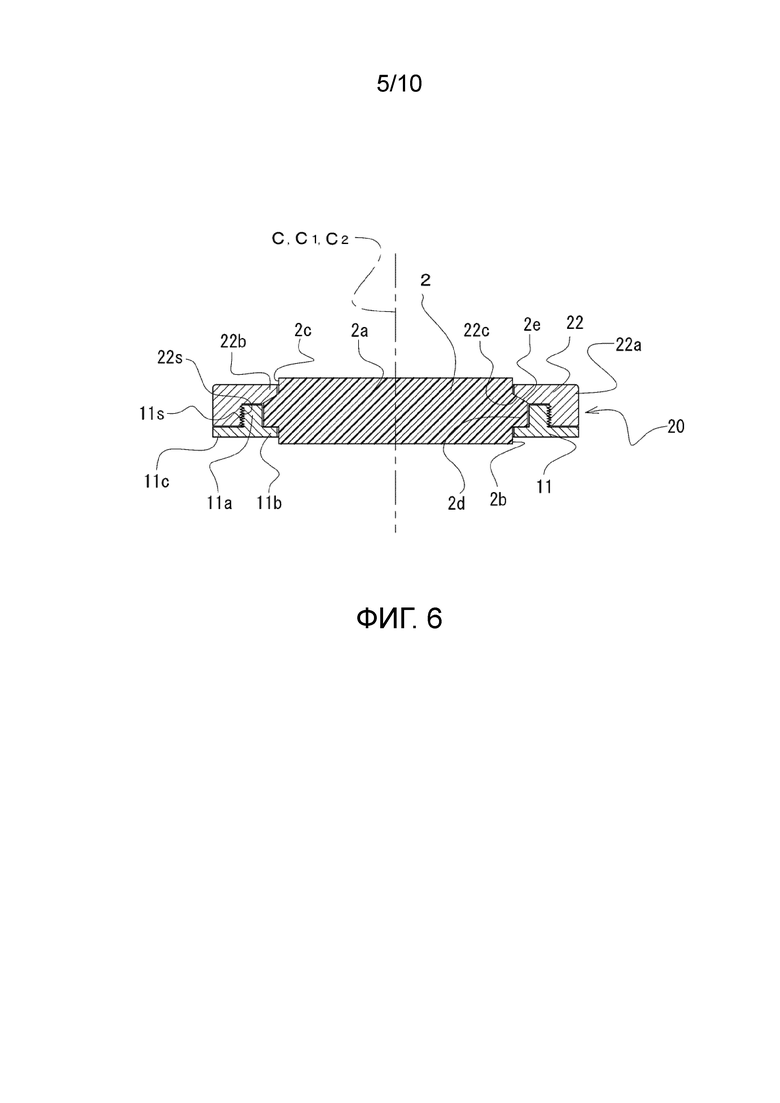
Фиг. 6 - вид в поперечном разрезе, объясняющий модификацию блока обработки согласно второму варианту осуществления, представляющий состояние, при котором блок обработки удерживается посредством кольцеобразного удерживающего элемента, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
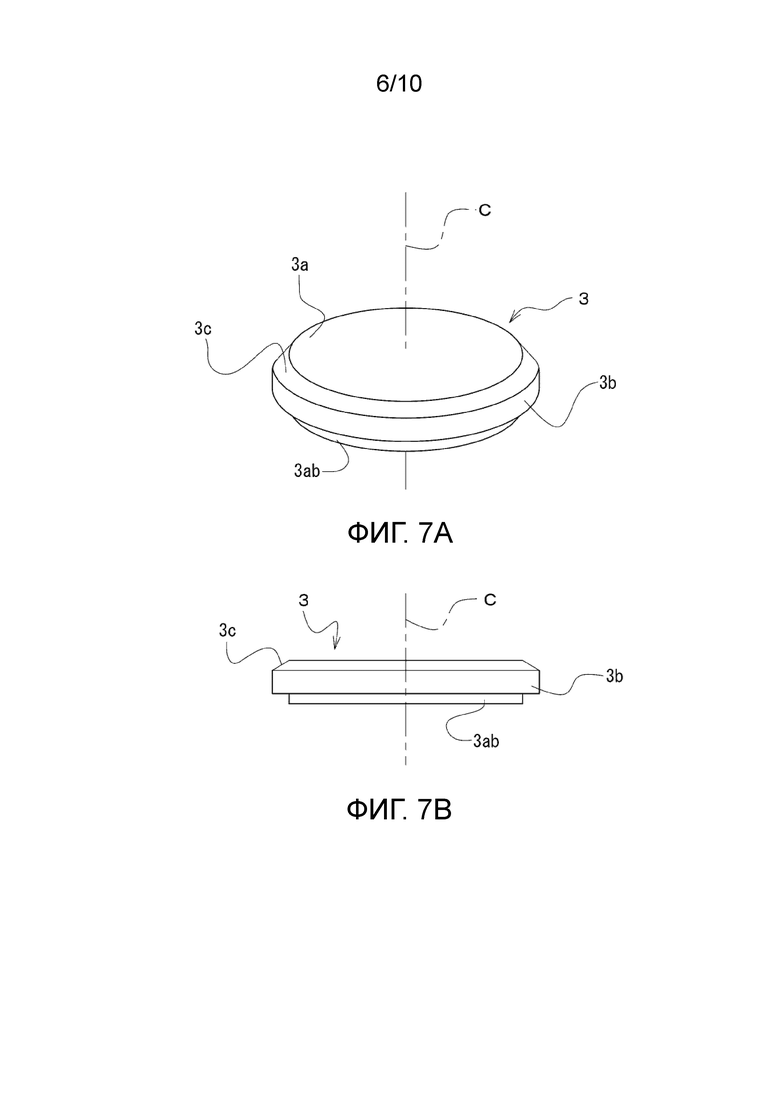
Фиг. 7A - вид в перспективе, представляющий блок обработки согласно третьему варианту осуществления настоящего изобретения;
Фиг. 7B - вид спереди блока обработки, представленного на фиг. 7A;
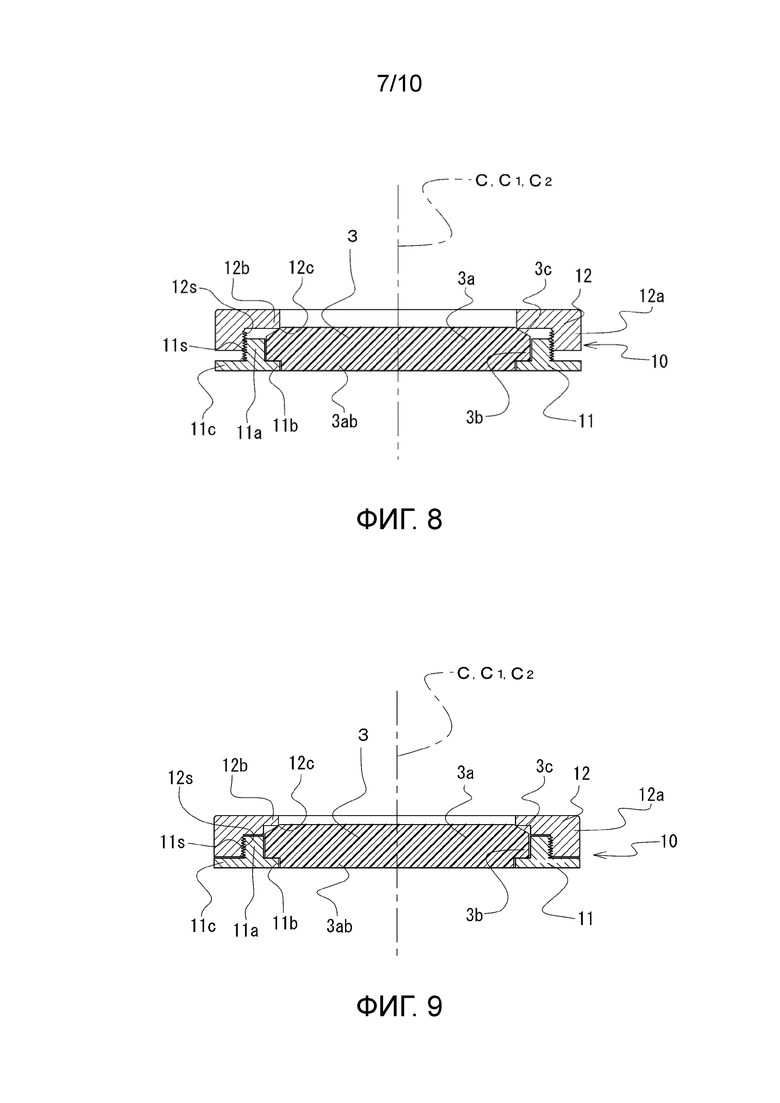
Фиг. 8 - вид в поперечном разрезе, представляющий состояние, при котором блок обработки согласно третьему варианту осуществления, удерживается посредством кольцеобразного удерживающего элемента, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
Фиг. 9 - вид в поперечном разрезе, представляющий состояние, при котором блок обработки согласно третьему варианту осуществления удерживается посредством кольцеобразного удерживающего элемента, имеющего форму, отличную от формы кольцеобразного удерживающего элемента, представленного на фиг. 8;
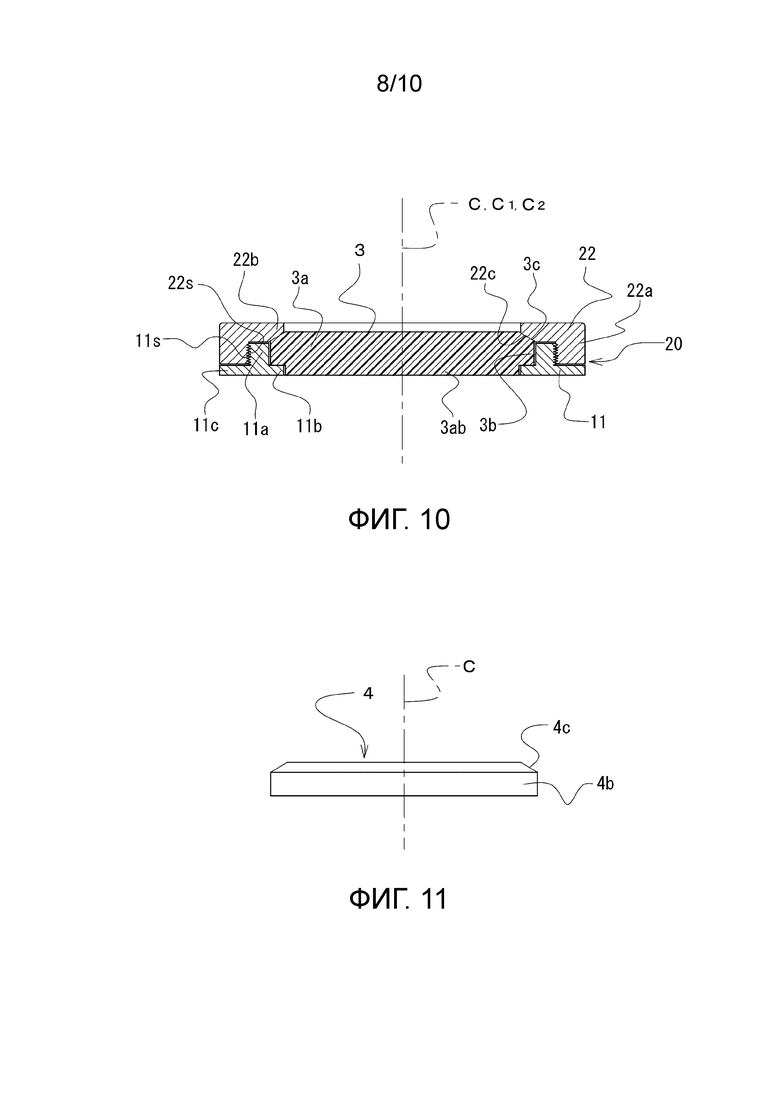
Фиг. 10 - вид в поперечном разрезе, представляющий состояние, при котором блок обработки согласно четвертому варианту осуществления удерживается посредством кольцеобразного удерживающего элемента, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
Фиг. 11 - вид спереди модификации блока обработки согласно четвертому варианту осуществления;
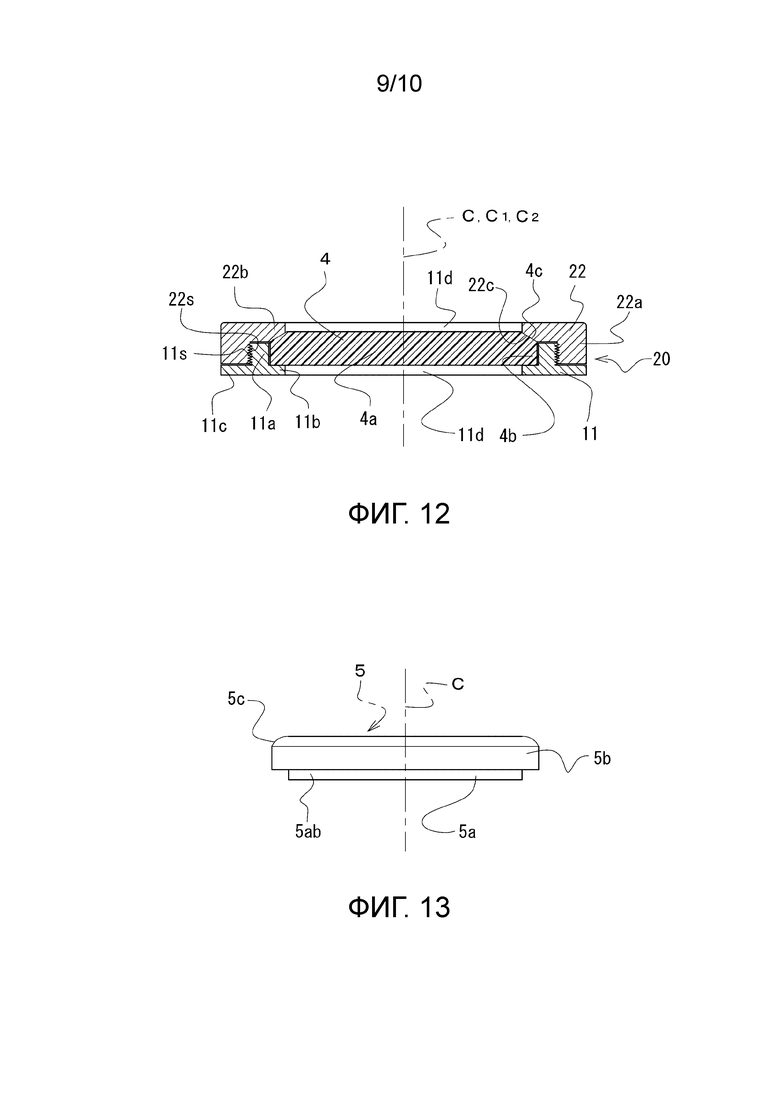
Фиг. 12 - вид в поперечном разрезе, представляющий состояние, при котором блок обработки, представленный на фиг. 11, удерживается посредством кольцеобразного удерживающего элемента, разрез выполнен вдоль плоскости, включающей в себя ось блока обработки;
Фиг. 13 - вид спереди блока обработки согласно пятому варианту осуществления настоящего изобретения;
Фиг. 14A - вид в перспективе, объясняющий традиционный блок обработки; и
Фиг. 14B - вид спереди, объясняющий традиционный блок обработки
Описание вариантов осуществления
[0017] Здесь и далее блок обработки, держатель для блока обработки или держатель блока обработки и способ позиционирования блока обработки по настоящему изобретению описан со ссылкой на каждый вариант осуществления, представленный на прилагаемых чертежах. Хотя материал, используемый для блока обработки, не ограничивается, в нижеприведенных вариантах осуществления для примера блоки обработки изготовлены из материалов, обычно используемых для зубных протезов, таких как оксид циркония, дисиликат лития и тому подобные, металлических материалов, например, титана, кобальт-хрома и подобных, и материалов на основе полимеров, например, PMMA, PEEK, гибридного полимера и тому подобных, и материалов на основе воска.
[0018] Первый вариант осуществления
На фиг. 1, 2, 3A и 3B представлен блок 1 обработки согласно первому варианту осуществления настоящего изобретения. Фиг. 1 - вид спереди блока 1 обработки, а фиг. 2 - вид в перспективе по отдельности установочного бокового удерживающего элемента 11 и прижимающего бокового удерживающего элемента 12, при этом элементы 11 и 12 содержат кольцеобразный удерживающий элемент 10 (см. фиг. 3A и 3B), который представляет собой держатель блока обработки для удержания блока 1 обработки. Фиг. 3A - вид в поперечном разрезе блока 1 обработки, удерживаемого посредством установочного бокового удерживающего элемента 11 и прижимающего бокового удерживающего элемента 12, разрез выполнен вдоль плоскости, включающей в себя ось блока 1 обработки. Фиг. 3B - увеличенное изображение вида в поперечном разрезе, представленного на фиг. 3A.
[0019] В блоке 1 обработки цилиндрическая заготовка 1a и фланец 1b, расположенный в центре заготовки 1a и имеющий диаметр больший, чем диаметр заготовки 1a, выполнены единым целым. Поскольку фланец 1b выполнен в центральном участке, оба конца заготовки 1a выступают из поверхности фланца 1b. Верхняя поверхность фланца 1b снабжена наружным периферическим краем фланца 1b и удерживающей поверхностью 1c, которая представляет собой поверхность, наклоненную к верхнему выступу 1at заготовки 1a, отходящему вверх от поверхности фланца. На удерживающей поверхности 1c прижимающий боковой удерживающий элемент 12 обращен так, как описано далее. В настоящем описании определено, что сторона блока 1 обработки, обращенная к прижимающему боковому удерживающему элементу 12, то есть, сторона, на которой располагается верхний выступ 1, является верхней стороной. Под фланцевой поверхностью фланца 1b на нижнем участке заготовки 1a выступает нижний выступ 1ab. На боковой поверхности конуса, вершина которого располагается на оси C блока 1 обработки, образована наклонная поверхность, образующая удерживающую поверхность 1c. Как представлено на фиг. 1, вершина этого конуса располагается на стороне фланца 1b, где располагается прижимающий боковой удерживающий элемент 12, то есть на верхней стороне. Поскольку она является боковой поверхностью конуса, положение в удерживающей поверхности 1c и на круге, центр которого расположен в надлежащем положении на оси C блока 1 обработки, является постоянным по расстоянию от нижней поверхности фланца 1b.
Хотя на фиг. 1, 2, 3A и 3B удерживающая поверхность 1c представлена образованной от наружного периферического конца фланца 1b к заготовке 1a, удерживающая поверхность 1c может быть образована так, что нижний ее конец располагается на радиальном промежуточном участке фланца 1b, и удерживающая поверхность 1c образована от него к заготовке 1a. Верхний конец удерживающей поверхности 1c может располагаться на радиальном промежуточном участке фланца 1b, и удерживающая поверхность 1c проходит от него к наружному периферическому концу фланца 1b. Кроме того, удерживающая поверхность 1c может обеспечиваться только на радиальном промежуточном участке фланца 1b.
Угол наклона удерживающей поверхности 1c может лежать в диапазоне 3-87 градусов, предпочтительно 5-85 градусов, и более предпочтительно - 10-80 градусов относительно оси C блока 1 обработки.
[0020] Установочный боковой удерживающий элемент 11 образуется цилиндрическим установочным основным элементом 11a, центрированным на оси C1, установочным фланцем 11b, обеспеченным на нижнем участке установочного основного элемента 11a, и наружным фланцем 11c. На наружной поверхности установочный основной элемент 11a снабжен наружной резьбой 11s, образующей зацепляющий механизм.
Установочный фланец 11b образуется посредством внутреннего фланца, выступающего внутрь из установочного основного элемента 11a. Фланец 1b блока 1 обработки расположен на верхней поверхности установочного фланца 11b. То есть, внутренний диаметр установочного фланца 11b меньше наружного диаметра фланца 1b. Наружный диаметр фланца 1b меньше внутреннего диаметра установочного основного элемента 11a. С помощью фланца 1b, устанавливаемого на установочный фланец 11b, нижний выступ 1ab заготовки 1a вставляется в установочный фланец 11b.
Наружный фланец 11c сформирован выступающим наружу от установочного основного элемента 11a. Наружный фланец 11c является участком, обращенным к нижней поверхности зацепляющего основного элемента 12a, описанного далее.
[0021] Прижимающий боковой удерживающий элемент 12 формируется цилиндрическим зацепляющим основным элементом 12a, центрированным на оси C2, и прижимающим фланцем 12b. На внутренней поверхности зацепляющего основного элемента 12a сформирована внутренняя резьба 12s, образующая зацепляющий механизм, подлежащий навинчиванию на наружную резьбу 11s установочного бокового удерживающего элемента 11. Наружная периферическая поверхность зацепляющего основного элемента 12a имеет надлежащую форму, например, рифленого глаза, многоугольную форму, гофрированную форму или тому подобную форму, чтобы оператор мог легко ее захватить. При использовании монтажного приспособления наружная периферическая поверхность зацепляющего основного элемента 12a имеет форму, которая зацепляется с используемым монтажным приспособлением.
В этом варианте осуществления в виде примера в качестве зацепляющего механизма приведена резьбовая структура, в которой объединены наружная резьба 11s и внутренняя резьба 12s.
Прижимающий фланец 12b формируется внутренним фланцем, выступающим внутрь от верхнего участка зацепляющего основного элемента 12a. На концевом участке внутренней периферической поверхности прижимающего фланца 12b на блоке 1 обработки образован контактирующий периферический край 12c. Контактирующий периферический край 12c представляет собой участок, который приходит в контакт с удерживающей поверхностью 1c в состоянии, когда блок 1 обработки удерживается кольцеобразным удерживающим элементом 10.
[0022] При приведении контактирующего периферического края 12c в контакт с удерживающей поверхностью 1c выполняются нижеприведенные формулы 1 и 2.
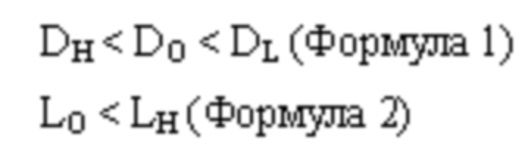
В этих формулах 1 и 2, со ссылкой на фиг. 3B, DO представляет собой диаметр контактирующего периферического края 12c, DH представляет собой наружный диаметр направленного верх выступа 1at, а DL представляет собой диаметр наружного периферического конца удерживающей поверхности 1c. LH представляет собой расстояние между внутренним периферическим концом удерживающей поверхности 1c и нижней поверхностью фланца 1b, а LO представляет собой расстояние между контактирующим периферическим краем 12c и нижней поверхностью зацепляющего основного элемента 12a.
[0023] Вышеупомянутый установочный боковой удерживающий элемент 11 прикреплен к удерживающему устройству устройства обработки (не представлено), и установочный боковой удерживающий элемент 11 выполнен с возможностью изменения своего положения в трех измерениях посредством этого удерживающего устройства. Ось C1 установочного бокового удерживающего элемента 11 имеет заданное положение относительно удерживающего устройства, и, например, ось C1 служит в качестве репера обработки для устройства обработки при обработке блока 1 обработки.
[0024] Для удержания блока 1 обработки кольцеобразным удерживающим элементом 10 блок 1 обработки устанавливается так, что нижний выступ 1ab заготовки 1a вмещается внутрь установочного фланца 11b установочного бокового удерживающего элемента 11 (первый этап размещения). Затем прижимающий боковой удерживающий элемент 12 устанавливается так, чтобы покрывать установочный боковой удерживающий элемент 11, вмещающий блок 1 обработки (второй этап размещения), и внутренняя резьба 12s зацепляющего основного элемента 12a навинчивается на наружную резьбу 11s установочного основного элемента 11a. Посредством вращения прижимающий боковой удерживающий элемент 12 продвигается вперед относительно установочного бокового удерживающего элемента 11, так что прижимающий боковой удерживающий элемент 12 плотно прижимается к установочному боковому удерживающему элементу 11. Посредством перемещения вперед прижимающего бокового удерживающего элемента 12 контактирующий периферический край 12c приходит в контакт с удерживающей поверхностью 1c (этап позиционирования). Поскольку контактирующий периферический край 12c находится в плоскости, перпендикулярной оси C2 прижимающего бокового удерживающего элемента 12, и удерживающая поверхность 1c образована на боковой поверхности конуса, для плавного вращения прижимающего бокового удерживающего элемента 12 относительно установочного бокового удерживающего элемента 11 необходимо, чтобы вершины углов, образующих контактирующий периферический край 12c, пришли в контакт по кругу с центром на оси C конуса удерживающей поверхности 1c. По этой причине блок 1 обработки перемещается так, что промежуток между установочным боковым удерживающим элементом 11 и блоком 1 обработки вокруг блока 1 обработки становится одинаковым. Когда блок 1 обработки зажимается между установочным боковым удерживающим элементом 11 и прижимающим боковым удерживающим элементом 12 посредством продвижения вперед прижимающего бокового удерживающего элемента 12, контактирующий периферический край 12c и удерживающая поверхность 1c располагаются так, что ось C2 круга контактирующего периферического края 12c и ось C конуса удерживающей поверхности 1c совпадают друг с другом. С другой стороны, прижимающий боковой удерживающий элемент 12, снабженный контактирующим периферическим краем 12c, и установочный боковой удерживающий элемент 11, прикрепленный к удерживающему устройству, располагаются так, что ось C1 и ось C2 совпадают друг с другом. Следовательно, ось C блока 1 обработки и ось C1 установочного бокового удерживающего элемента 11 совпадают друг с другом, и блок 1 обработки совмещен по оси с репером обработки устройства обработки, подлежащим удержанию в заданном положении. Тогда обработка, прилагаемая к блоку 1 обработки устройством обработки, выполняется в заданном положении блока 1 обработки. Таким образом, возможно уменьшение возникновения ошибок при обработке и порчи материалов.
[0025] Таким образом, как описано выше, блок 1 обработки подлежит позиционированию так, чтобы контактирующий периферический край 12c был в контакте с удерживающей поверхностью 1c, так что контактирующий периферический край 12c может быть образован на внутренней периферической поверхности прижимающего фланца 12b. Например, как представлено на фиг. 4, нижний конец прижимающего фланца 12b может быть вырезан со стороны внутренней периферической поверхности для обеспечения выемки 12d. При такой форме длина выступа верхнего участка зацепляющего основного элемента 12a, выступающего вверх от верхней поверхности заготовки 1a, может быть уменьшена по сравнению со случаем, представленным на фиг. 3.
[0026] Второй вариант осуществления
Фиг. 5 - вид в поперечном разрезе блока 1 обработки согласно второму варианту осуществления, разрез выполнен вдоль плоскости, включающей в себя ось C блока 1 обработки, при этом такой же блок 1 обработки, что и в первом варианте осуществления, удерживается посредством кольцеобразного удерживающего элемента 20, который представляет собой держатель блока обработки, отличный от держателя блока обработки первого варианта осуществления. Прижимающий боковой удерживающий элемент 22 согласно второму варианту осуществления для прижатия блока 1 обработки образуется зацепляющим основным элементом 22a и прижимающим фланцем 22b аналогично прижимающему боковому удерживающему элементу 12 первого варианта осуществления. Контактирующий периферический край 22c прижимающего фланца 22b согласно второму варианту осуществления образуется посредством внутренней поверхности конуса, имеющей форму, перекрывающую удерживающую поверхность 1c блока 1 обработки.
В случае, когда контактирующий периферический край 22c в этом случае имеет конусообразную форму, перекрывающуюся с удерживающей поверхностью 1c, угол наклона контактирующего периферического края 22c может лежать в диапазоне 3-87 градусов, предпочтительно 5-85 градусов, и более предпочтительно - 10-80 градусов, аналогично таковому углу наклона удерживающей поверхности 1c. Контактирующий периферический край 22c может обеспечиваться под углом наклона, отличным от угла наклона удерживающей поверхности 1c. Контактирующий периферический край 22c может иметь прямолинейную или искривленную форму поперечного сечения, если разрез выполнен вдоль плоскости, включающей в себя ось C блока 1 обработки, и имеет форму, включающую в себя прямую линию и кривую линию.
[0027] Поскольку блок 1 обработки и установочный боковой удерживающий элемент 11 являются такими же, как блок 1 обработки и установочный боковой удерживающий элемент 11 первого варианта осуществления, они обозначаются одними и теми же номерами ссылочных позиций. Установочный боковой удерживающий элемент 11 и прижимающий боковой удерживающий элемент 22 образуют кольцеобразный удерживающий элемент 20.
Во втором варианте осуществления за счет выдвижения вперед прижимающего бокового удерживающего элемента 22 относительно установочного бокового удерживающего элемента 11, внутренняя боковая поверхность конуса контактирующего периферического края 22c упирается и приходит в плотный контакт с боковой поверхностью конуса удерживающей поверхности 1c. Следовательно, ось C блока 1 обработки и ось C1 установочного бокового удерживающего элемента 11 совпадают друг с другом, так что блок 1 обработки и устройство обработки совмещаются по своим осям, и блок 1 обработки позиционируется в заданном положении устройства обработки.
[0028] Модифицированный пример второго варианта осуществления
На фиг. 6 представлен модифицированный пример второго варианта осуществления, в котором части, аналогичные таковым во втором варианте осуществления, обозначены одними и теми же номерами ссылочных позиций, что и на фиг. 5. Блок 2 обработки, согласно этому модифицированному примеру, отличается от описанного выше блока 1 обработки. То есть блок 2 обработки имеет заготовку 2a, отличную от заготовки 1a. На нижней части блока 2 обработки обеспечивается нижний выступ 2b, выступающий вниз от установочного бокового удерживающего элемента 11. На верхнем участке заготовки 2a обеспечивается верхний выступ 2c, выступающий вверх от прижимающего бокового удерживающего элемента 12. То есть толщина заготовки 2a блока 2 обработки больше толщины заготовки 1a блока 1 обработки, представленного на фиг. 1. По этой причине возможно обработать большой зубной протез, по сравнению со случаем блока 1 обработки. Заготовка 2a снабжена фланцем 2d, соответствующим фланцу 1b, и снабжена удерживающей поверхностью 2e, соответствующей удерживающей поверхности 1c.
[0029] Третий вариант осуществления
На фиг. 7A и 7B представлен блок 3 обработки согласно третьему варианту осуществления, при этом фиг. 7A - вид в перспективе блока 3 обработки, а фиг. 7B - вид спереди блока 3 обработки.
Блок 3 обработки имеет форму, в которой не образован верхний выступ 1at, выступающий вверх от удерживающей поверхности 1c заготовки 1a блока 1 обработки согласно первому варианту осуществления, представленному на фиг. 1. То есть, на верхнем конце заготовки 3a образован фланец 3b, и он снабжен удерживающей поверхностью 3c посредством наклонной поверхности на верхней поверхности фланца 3b. Следовательно, удерживающая поверхность 3c образуется наклонной поверхностью, проходящей между верхней поверхностью заготовки 3a и боковой поверхностью фланца 3b. Удерживающая поверхность 3c может быть образована так, что ее нижний конец располагается на радиальном промежуточном участке фланца 3b, и удерживающая поверхность 3c проходит от него к заготовке 3a. Верхний конец удерживающей поверхности 3c может располагаться на радиальном промежуточном участке в направлении фланца 3b, и удерживающая поверхность 3c проходит от него к наружному периферическому концу фланца 3b. Кроме того, удерживающая поверхность 3c может обеспечиваться только на радиальном промежуточном участке фланца 3b.
Удерживающая поверхность 3c образована на боковой поверхности конуса аналогично удерживающей поверхности 1c. В нижнем участке заготовки 3a образован нижний выступ 3ab, выступающий вниз от нижней поверхности фланца 3b.
Аналогично удерживающей поверхности 1c удерживающая поверхность 3c имеет угол наклона в диапазоне 3-87 градусов, предпочтительно 5-85 градусов, и более предпочтительно - 10-80 градусов относительно оси C блока 3 обработки.
[0030] На фиг. 8 представлен блок 3 обработки, удерживаемый кольцеобразным удерживающим элементом, при этом кольцеобразный удерживающий элемент является таким же, как кольцеобразный удерживающий элемент 10 согласно первому варианту осуществления, представленному на фиг. 3.
То есть кольцеобразный удерживающий элемент 10 образован из установочного бокового удерживающего элемента 11 и прижимающего бокового удерживающего элемента 12. Посредством зацепления прижимающего бокового удерживающего элемента 12 с установочным боковым удерживающим элементом 11 контактирующий периферический край 12c, образованный кончиком угла прижимающего бокового удерживающего элемента 12, приходит в контакт с удерживающей поверхностью 3c блока 3 обработки. Затем, посредством плотного прижатия бокового удерживающего элемента 12 к установочному боковому удерживающему элементу 11 ось C1 установочного бокового удерживающего элемента 11 и ось C2 прижимающего бокового удерживающего элемента 12 совпадают с осью C блока обработки, так что блок 3 обработки и устройство обработки совмещены по своим осям.
В состоянии, при котором блок 3 обработки удерживается кольцеобразным удерживающим элементом 10, верхняя поверхность заготовки 3a располагается под верхней поверхностью прижимающего бокового удерживающего элемента 12, как представлено на фиг. 8. На фиг. 9 представлен блок 3 обработки, удерживаемый прижимающим боковым удерживающим элементом 12, который имеет форму, снабженную выемкой 12d, аналогично форме, представленной на фиг. 4. В этом случае расстояние от верхней поверхности прижимающего бокового удерживающего элемента 12 до верхней поверхности заготовки 3a меньше такового у прижимающего бокового удерживающего элемента 12, имеющего форму, представленную на фиг. 8, так что держатель, обеспеченный в устройстве обработки, может легко достигать заготовки 3a.
[0031] Четвертый вариант осуществления
На фиг. 10 представлен четвертый вариант осуществления, в котором кольцеобразный удерживающий элемент согласно этому варианту осуществления является таким же, как установочный боковой удерживающий элемент 22 согласно второму варианту осуществления, представленному на фиг. 2, включающему в себя установочный боковой удерживающий элемент 11 и прижимающий боковой удерживающий элемент 22. То есть, контактирующий периферический край 22c прижимающего бокового удерживающего элемента 22 образуется на внутренней поверхности конуса, имеющего форму, перекрывающуюся с конусом, образующим удерживающую поверхность 3c блока 3 обработки.
В случае, когда контактирующий периферический край 22c в этом случае имеет форму, перекрывающуюся с удерживающей поверхностью 3c, угол наклона контактирующего периферического края 22c может лежать в диапазоне 3-87 градусов, предпочтительно 5-85 градусов, и более предпочтительно 10-80 градусов, аналогично таковому у удерживающей поверхности 3c. Контактирующий периферический край 22c может обеспечиваться под углом наклона, отличным от угла наклона удерживающей поверхности 1c. Контактирующий периферический край 22c может иметь прямолинейную или искривленную форму поперечного сечения, если разрез выполнен вдоль плоскости, включающей в себя ось C блока 1 обработки, и иметь форму, включающую в себя прямую линию и кривую линию
Посредством навинчивания внутренней резьбы 12s прижимающего бокового удерживающего элемента 22 на наружную резьбу 11s установочного бокового удерживающего элемента 11 для перемещения вперед относительно установочного бокового удерживающего элемента 11 внутренняя поверхность конуса контактирующего периферического края 22c упирается и контактирует с боковой поверхностью конуса удерживающей поверхности 3c. Следовательно, ось C блока 3 обработки, ось C1 установочного бокового удерживающего элемента 11 и ось C2 прижимающего бокового удерживающего элемента 22 совпадают друг с другом, так что блок 3 обработки и устройство обработки совмещены по своим осям.
[0032] Пример модификации четвертого варианта осуществления
На фиг. 11 представлен блок 3 обработки согласно модификации третьего варианта осуществления, представленного на фиг. 10, в котором нижний выступ 3ab заготовки 3a не образован. То есть, как представлено на фиг. 12, блок 4 обработки имеет удерживающую поверхность 4c за счет наклонной поверхности на верхней поверхности фланца 4b. Удерживающая поверхность 4c может быть образована так, что ее нижний конец располагается на радиальном промежуточном участке фланца 4b, и удерживающая поверхность 4c образована от него до заготовки 4a. Верхний конец удерживающей поверхности 4c может располагаться на радиальном промежуточном участке фланца 4b, и удерживающая поверхность 4c проходит от него до наружного периферического конца фланца 4b. Кроме того, удерживающая поверхность 4c может обеспечиваться только на радиальном промежуточном участке фланца 4b.
[0033] На фиг. 12 показан вид в поперечном разрезе, представляющий состояние, при котором блок 4 обработки удерживается кольцеобразным удерживающим элементом. Кольцеобразный удерживающий элемент является таким же, как кольцеобразный удерживающий элемент 20, представленный на фиг. 10, состоящий из установочного бокового удерживающего элемента 11 и прижимающего бокового удерживающего элемента 22. В состоянии, при котором блок 4 обработки удерживается кольцеобразным удерживающим элементом 20, фланец 4b располагается на установочном фланце 11b установочного бокового удерживающего элемента 11. В этом состоянии отсутствует участок заготовки 4a, выступающий вниз от верхней поверхности установочного фланца 11b во внутреннюю периферическую сторону установочного фланца 11b, так что образуется пространство до нижней боковой поверхности установочного фланца 11b установочного бокового удерживающего элемента 11. Следовательно, пространство 11d образуется над верхней горизонтальной поверхностью и под нижней горизонтальной поверхностью заготовки 3a. Блок 4 обработки еще тоньше, чем заготовка 3a блока обработки согласно третьему варианту осуществления, так что он становится более подходящим для обработки небольшого зубного протеза, чем блок 3 обработки согласно третьему варианту осуществления.
В качестве кольцеобразного удерживающего элемента для удержания блока 3 обработки может также использоваться установочный боковой удерживающий элемент 11 и прижимающий боковой удерживающий элемент 12. Если используется кольцеобразный удерживающий элемент 10, прижимающий боковой удерживающий элемент 12 может иметь или форму, в которой не имеется выемки 12d, или форму, в которой она есть.
[0034] Пятый вариант осуществления
Фиг. 13 - вид спереди блока 5 обработки согласно пятому варианту осуществления. Блок 5 обработки имеет удерживающую поверхность 5c, отличную от удерживающей поверхности 3c, образованной на боковой поверхности конуса блока 3 обработки согласно третьему варианту осуществления, представленному на фиг. 7B. Удерживающая поверхность 5c снабжена искривленной поверхностью, например, сферической поверхностью. Удерживающая поверхность 5c предпочтительно образована формой, созданной частью сферической поверхности, но при этом может являться одной из части эллиптической сферы, различных квадратичных кривых, включающих в себя кривую, поперечное сечение которой представляет собой параболу, кривой более высокого порядка, например, кубической кривой, и частью или частями различных других искривленных поверхностей. То есть положение на удерживающей поверхности 5c и на круге, центрированном в надлежащем положении на оси C блока 5 обработки, является таким, что расстояние от нижней поверхности фланца 5b является постоянным. Удерживающая поверхность 5c может быть образована так, что ее нижний конец располагается на радиальном промежуточном участке фланца 5b, и удерживающая поверхность 5c образована от него до заготовки 5a. Верхний конец удерживающей поверхности 5c может располагаться на радиальном промежуточном участке фланца 5b, и удерживающая поверхность 5c проходит от него до наружного периферического конца фланца 5b. Удерживающая поверхность 5c может обеспечиваться только на радиальном промежуточном участке фланца 5b. Кроме того, удерживающая поверхность 5c может быть вогнутой относительно радиального направления фланца 5b, а не выпуклой, как представлено на фиг. 13.
Форма заготовки 5a является такой же, как и форма блока 3 обработки, представленного на фиг. 6B, и нижний выступ 5ab обеспечивается на нижнем участке заготовки 5a выступающим вниз от фланца 5b.
В качестве кольцеобразного удерживающего элемента для удержания блока 5 обработки может использоваться кольцеобразный удерживающий элемент 10, имеющий конфигурацию, в которой сочетаются установочный боковой удерживающий элемент 11 и прижимающий боковой удерживающий элемент 12, аналогично кольцеобразному удерживающему элементу 10, представленному на фиг. 3 согласно первому варианту осуществления.
Фланец 5b блока 5 обработки размещается на установочном фланце 11b установочного бокового удерживающего элемента 11, и блок 5 обработки вмещен в установочный боковой удерживающий элемент 11. Посредством зацепления установочного бокового удерживающего элемента 11 с прижимающим боковым удерживающим элементом 12 и посредством продвижения вперед прижимающего бокового удерживающего элемента 12 относительно установочного бокового удерживающего элемента 11 контактирующий периферический край 12c прижимающего бокового удерживающего элемента 12 контактирует с удерживающей поверхностью 5c. В это время контактирующий периферический край 12c, который находится на круге в поперечном сечении, выполненном вдоль плоскости, перпендикулярной оси C2 прижимающего бокового удерживающего элемента 12, контактирует с частью удерживающей поверхности 5c на круге с центром на оси C блока 5 обработки. Следовательно, ось C2 контактирующего периферического края 12c и ось C блока 5 обработки совпадают друг с другом. Таким образом, ось C1 установочного бокового удерживающего элемента 11 и ось C2 прижимающего бокового удерживающего элемента 12, и ось C блока 5 обработки совмещаются, и блок 5 обработки располагается в заданном положении.
[0035] Хотя блок 5 обработки, представленный на фиг. 13, имеет форму, в которой верхний концевой край удерживающей поверхности 5c совпадает с верхней поверхностью заготовки 5a, он может иметь форму, в которой часть заготовки 5a выступает вверх над верхним концевым краем удерживающей поверхности 5c, как представлено на фиг. 1. Толщина заготовки 5a может устанавливаться на основании размера зубного протеза, подлежащего обработке, и тому подобного, и может устанавливаться так, что, как в модифицированном примере, представленном на фиг. 6, заготовка 5a выступает ниже установочного бокового удерживающего элемента 11 и над прижимающим боковым удерживающим элементом 12, соответственно.
[0036] В любом из вариантов осуществления, описанных выше, описано, что удерживающая поверхность 1c, 3c, 4c или 5c, образованная боковой поверхностью, искривленной поверхностью или сферической поверхностью конуса, располагается на прижимающем боковом удерживающем элементе 12 или 22. С другой стороны, она может быть выполнена так, что коническая боковая поверхность или сферическая установочная поверхность образуется на стороне установочного бокового удерживающего элемента 11 блока 1, 2, 3, 4 или 5 обработки, и блок 1, 2, 3, 4 или 5 обработки располагается на боковом удерживающем элементе 11. В этом случае, как в случае контактирующего периферического края 22c, может быть образована поверхность, имеющая форму, которая сопрягается с установочной поверхностью на верхнем концевом крае установочного фланца 11b установочного бокового удерживающего элемента 11.
Кроме того, вместо образования удерживающей поверхности 1c, 3c, 4c или 5c, описанной выше, может быть образована установочная поверхность только на установочном боковом удерживающем элементе 11 на блоке 1, 2, 3, 4 или 5 обработки. В этом случае, когда прижимающий боковой удерживающий элемент 12 или 22 плотно прижат к установочному боковому удерживающему элементу 11, ось C круга на боковой поверхности установочной поверхности и ось C1 круга на противоположном периферическом крае на установочном фланце 11b совпадают друг с другом, так что ось C блоков 1, 2, 3, 4 или 5 обработки совпадает с осью C установочного бокового удерживающего элемента 11 и располагается в заданном положении устройства обработки.
[0037] Как описано выше, любой из блоков 1, 2, 3, 4 и 5 обработки выполнен так, что контактирующий периферический край 12c или 22c приходит в прижимающий контакт с удерживающей поверхностью 1c, 3c, 4c или 5c с помощью прижатия, так что этот контактный участок может располагаться на внутренней периферической стороне блоков 1, 2, 3, 4 или 5 обработки. Следовательно, поскольку участок на наружной периферической стороне от контактного участка не является обязательным, наружный диаметр фланцев 1b, 2d, 3b и 4b может быть изготовлен меньшим, чем наружный диаметр фланца 102 традиционного блока 100 обработки.
[0038] В качестве материалов для дискообразных блоков обработки, используемых для обработки зубных протезов, могут использоваться материалы, обычно используемые для зубных протезов, такие как керамические материалы, включающие в себя оксид циркония и дисиликат лития, металлические материалы, включающие в себя титан и кобальт-хром, материалы на основе полимеров, включающие в себя PMMA, PEEK и гибридный полимер, и материалы на основе воска. В случае блока обработки, используемого для обрабатываемого изделия, отличного от зубного протеза, могут использоваться эти материалы и другие материалы, требуемые для такого обрабатываемого изделия.
[0039] Как описано выше, согласно блоку обработки по настоящему изобретению возможно легко совместить репер обработки устройства обработки с осью дискообразного блока обработки, когда блок прикреплен к устройству обработки. Это способствует улучшению выхода количества изделий и производительности при обработке блока обработки за счет уменьшения ошибок при обработке и отходов материала.
[0040]
1 блок обработки
1a заготовка
1b фланец
1c удерживающая поверхность
10 кольцеобразный удерживающий элемент (держатель блока обработки)
11 установочный боковой удерживающий элемент
11a установочный основной элемент
11b установочный фланец
11c наружный фланец
11d пространство
11s наружная резьба
12 прижимающий боковой удерживающий элемент
12a зацепляющий основной элемент
12b прижимающий фланец
12c контактирующий периферический край
2 блок обработки
2a заготовка
2b нижний выступ
2c верхний выступ
20 кольцеобразный удерживающий элемент (держатель блока обработки)
22a зацепляющий основной элемент
22b прижимающий фланец
22c контактирующий периферический край
22 прижимающий боковой удерживающий элемент
3 блок обработки
3a заготовка
3b фланец
3c удерживающая поверхность
4 блок обработки
4b фланец
4c удерживающая поверхность
5 блок обработки
5a заготовка
5b фланец
5c удерживающая поверхность
C ось
C1 ось
C2 ось
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДОСТАВКИ ДЛЯ ДОСТАВКИ МЕДИЦИНСКИХ ИЛИ ФАРМАЦЕВТИЧЕСКИХ СОЕДИНЕНИЙ | 2014 |
|
RU2685684C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВКИ РАБОЧЕЙ ГЛУБИНЫ ВРАЩАЮЩИХСЯ ИНСТРУМЕНТОВ (ВАРИАНТЫ) И ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2007 |
|
RU2426637C2 |
| ЭЛЕКТРОННЫЙ БЛОК УПРАВЛЕНИЯ И ЗАЩИТНЫЙ КОЖУХ | 2014 |
|
RU2633372C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ФОРМОВКИ FRP И СПОСОБ НЕПРЕРЫВНОЙ ФОРМОВКИ FRP | 2019 |
|
RU2779188C1 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ОБРАБОТКИ | 2019 |
|
RU2769884C1 |
| СИСТЕМА ПОДЪЕМНИКОВ В ЗДАНИИ, ИМЕЮЩЕМ, ПО МЕНЬШЕЙ МЕРЕ, ОДИН ПЕРЕСАДОЧНЫЙ ЭТАЖ | 2007 |
|
RU2493092C2 |
| ВЫТАЛКИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫСТАВЛЕННЫХ ТОВАРОВ | 2011 |
|
RU2549322C2 |
| ЭЛЕКТРОННЫЙ БЛОК УПРАВЛЕНИЯ И ЗАЩИТНЫЙ КОЖУХ | 2014 |
|
RU2624462C2 |
| ГИДРАВЛИЧЕСКИЙ ЗАЖИМНОЙ ПАТРОН | 2013 |
|
RU2630076C2 |
| ДИСКОВЫЙ ТОРМОЗ И КОМПЛЕКТ ТОРМОЗНЫХ КОЛОДОК | 2016 |
|
RU2704650C1 |
Группа изобретений относится к области механической обработки и может быть использована при изготовлении изделий заданной формы, например, стоматологических изделий. Дискообразная заготовка содержит верхний и нижний цилиндрический выступы, фланец, расположенный между упомянутыми выступами и выполненный выступающим из их периферической поверхности. При этом на фланце выполнена удерживающая поверхность с возможностью упирания в нее контактирующего периферического края прижимающего бокового удерживающего элемента кольцеобразного удерживающего приспособления, а по меньшей мере часть удерживающей поверхности выполнена под наклоном относительно продольной оси заготовки. Также предложен способ закрепления заготовки для ее механической обработки, включающий использование кольцеобразного удерживающего приспособления, содержащего установочный боковой удерживающий элемент и прижимающий боковой удерживающий элемент, которые выполнены с возможностью резьбового соединения друг с другом. Использование изобретений позволяет повысить надежность и удобство удержания заготовки в положении обработки. 2 н. и 3 з.п. ф-лы, 14 ил.
1. Дискообразная заготовка для получения посредством механической обработки изделия заданной формы, содержащая:
верхний цилиндрический выступ и нижний цилиндрический выступ,
фланец, расположенный между упомянутыми выступами и выполненный выступающим из периферической поверхности выступов,
при этом на фланце выполнена удерживающая поверхность с возможностью упирания в нее контактирующего периферического края прижимающего бокового удерживающего элемента кольцеобразного удерживающего приспособления,
причем по меньшей мере часть удерживающей поверхности выполнена под наклоном относительно продольной оси заготовки.
2. Заготовка по п. 1, в которой удерживающая поверхность выполнена в виде части боковой поверхности конуса.
3. Заготовка по п. 1, в которой удерживающая поверхность выполнена в виде криволинейной поверхности.
4. Заготовка по любому из пп. 1-3, которая представляет собой стоматологический CAD/CAM-блок.
5. Способ закрепления дискообразной заготовки по п. 1 для ее механической обработки, включающий
использование кольцеобразного удерживающего приспособления, содержащего установочный боковой удерживающий элемент и прижимающий боковой удерживающий элемент, которые выполнены с возможностью резьбового соединения друг с другом,
и следующие последовательные этапы:
первый этап, на котором размещают установочный боковой удерживающий элемент с одной стороны заготовки в осевом направлении,
второй этап, на котором размещают прижимающий боковой удерживающий элемент с другой стороны заготовки в осевом направлении, и
третий этап, на котором посредством резьбового соединения прижимающего бокового удерживающего элемента с установочным боковым удерживающим элементом осуществляют зажатие заготовки между упомянутыми элементами с упиранием контактирующего периферического края прижимающего бокового удерживающего элемента в удерживающую поверхность фланца заготовки.
| CN 203898759 U, 29.10.2014 | |||
| Комплект, содержащий стоматологическую заготовку для фрезерования и раствор для окрашивания | 2015 |
|
RU2685716C2 |
| Стоматологическая заготовка для фрезерования, способ ее изготовления и использования | 2014 |
|
RU2698021C1 |
| Стоматологическая заготовка, содержащая предварительно спеченный пористый диоксидциркониевый материал, способ ее изготовления и стоматологическое изделие, сформированное из указанной стоматологической заготовки | 2013 |
|
RU2607951C2 |
| WO 2016148288 A1, 22.09.2016 | |||
| JP 2005319553 A, 17.11.2005 | |||
| KR 101528355 B1, 12.06.2015. | |||

