ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к шлицевой фрезе и инструментальному ключу в сочетании с ней для использования в процессах резки металлов в целом и для операций продольного резания в частности.
УРОВЕНЬ ТЕХНИКИ
[0002] В описании и приложенной формуле термин «шлицевая фреза» используется для обозначения инструментов, выполненных с возможностью использования в операциях продольного резания или пазорезных операциях.
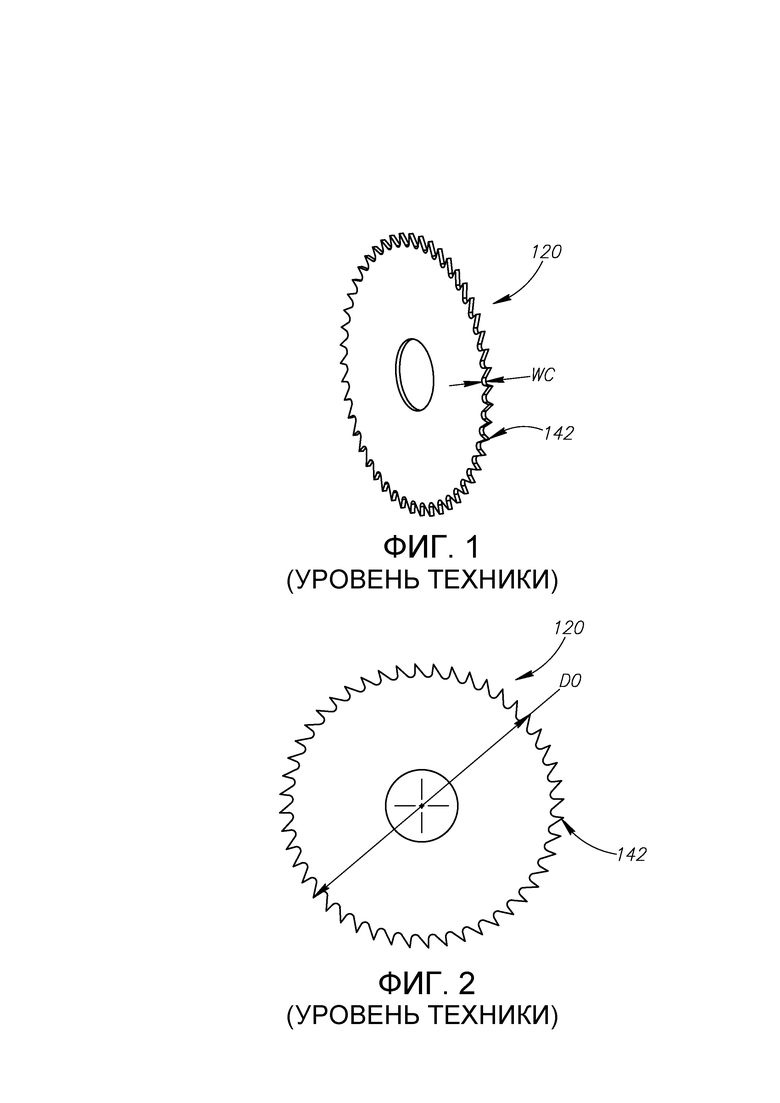
[0003] В области шлицевых фрез имеются множество примеров цельных монолитных шлицевых фрез, имеющих множество режущих зубьев. На ФИГ. 1 и 2 изображена цельная монолитная шлицевая фреза 120 уровня техники, имеющая наружный режущий диаметр DO 63 мм, ширину WC резания 1 мм и множество режущих зубьев 142 числом 48. Такая шлицевая фреза может быть ограничена максимальной угловой скоростью примерно 1260 об/мин для операций продольного резания материала заготовки, такого как пружинная сталь, и имеет простую конструкцию зубьев, лишенных стружкообразующих свойств, что может ограничивать подачу на зуб значением примерно 0,4 мкм из-за соответствующих больших сил резания. Такие ограничения могут привести к подаче на оборот примерно 0,02 мм и подаче в минуту 25-30 мм. Другими недостатками цельных монолитных шлицевых фрез являются короткий срок службы и сниженная повторяемость после переточки.
[0004] В области пазовых фрез, которые обычно имеют большую ширину резания, чем шлицевые фрезы, имеются множество примеров дисковидных режущих корпусов, содержащих множество частей для приема режущей вставки, разнесенных по окружности корпуса фрезы, и множество режущих вставок, удерживаемых в них с возможностью удаления, причем для облегчения установки и извлечения режущих вставок используют инструментальный ключ.
[0005] В US 6,116,823 раскрыт инструмент для фрезерования паза, содержащий диск, имеющий толщину в диапазоне 2-6 мм и множество гнезд для приема режущих вставок, расположенных вдоль окружности по его периферии, причем каждое гнездо для приема режущей вставки содержит режущую вставку, удерживаемую в нем посредством эластично-упругого выступа, образуемого двумя режущими пазами, причем внутренние концы указанных двух пазов расположены значительно дальше в радиальном направлении внутрь, чем гнездо для приема режущей вставки.
[0006] В US 6,116,823 также раскрыт инструмент, используемый в сочетании с инструментом для фрезерования паза и предназначенный для установки и извлечения режущих вставок. Указанный инструмент для установки и извлечения режущих вставок имеет два цилиндрических штифта, один из которых вставляют в отверстие рядом с гнездом для приема режущей вставки, в то время как другой штифт вставляют в отверстие, выполненное в наружном конце одного из пазов. Вращение инструмента вокруг точки опоры, образованной штифтом в отверстии, принуждает другой штифт поднимать эластично-упругий выступ, таким образом, обеспечивая достаточное пространство для вставки или извлечения соответствующей режущей вставки.
[0007] В данной области техники имеется потребность в усовершенствованной шлицевой фрезе.
[0008] Также в данной области техники имеется потребность в усовершенствованной шлицевой фрезе с высокой подачей на оборот.
[0009] Также в данной области техники имеется потребность в усовершенствованной шлицевой фрезе с длительным сроком службы и высокой степенью повторяемости.
[0010] Также в данной области техники имеется потребность в инструментальном ключе, который используется в сочетании с усовершенствованной шлицевой фрезой.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0011] Согласно настоящему изобретению обеспечена шлицевая фреза, имеющая признаки, предназначенные для удовлетворения одной или более из вышеуказанных потребностей в данной области техники. Шлицевая фреза согласно одному аспекту настоящего изобретения содержит:
[0012] дисковидный корпус фрезы, имеющий ось вращения фрезы, задающую направление вращения вокруг оси вращения фрезы, противоположные первую и вторую боковые поверхности корпуса и периферийную поверхность корпуса, проходящую между ними,
[0013] множество частей для приема режущей вставки, которые разнесены по окружности вдоль периферийной поверхности корпуса, и множество режущих вставок, удерживаемых в них с возможностью удаления,
[0014] наружные по меньшей мере в радиальном направлении части первой и второй боковых поверхностей корпуса, содержащиеся в первой и второй основных плоскостях соответственно, причем первая и вторая основные плоскости смещены относительно друг друга на ширину корпуса,
[0015] каждая часть для приема режущей вставки имеет первую и вторую зажимные губки, разделенные пазом для приема режущей вставки, причем первая зажимная губка выполнена с возможностью упругого смещения относительно второй зажимной губки и имеет упругую ось вращения,
[0016] каждая режущая вставка упруго зажата в своем соответствующем пазу для приема режущей вставки и имеет режущую кромку, пересекающую первую и вторую основные плоскости,
при этом:
[0017] множество режущих кромок образуют наружный воображаемый круг, имеющий наружный режущий диаметр, и множество упругих осей вращения задают внутренний воображаемый круг, имеющий внутренний режущий диаметр,
и причем:
[0018] количество N режущих вставок, упруго зажатых в шлицевой фрезе, равно внутреннему режущему диаметру в миллиметрах, умноженному на коэффициент разнесения, и
[0019] коэффициент разнесения составляет от 0,15 до 0,30.
[0020] Также согласно настоящему изобретению обеспечена шлицевая фреза в сочетании с инструментальным ключом:
[0021] шлицевая фреза содержит дисковидный корпус фрезы, имеющий ось вращения фрезы, задающую направление вращения вокруг оси вращения фрезы, противоположные первую и вторую боковые поверхности корпуса, и периферийную поверхность корпуса, проходящую между ними,
[0022] множество частей для приема режущей вставки, которые разнесены по окружности вдоль периферийной поверхности корпуса, и множество режущих вставок, удерживаемых в них с возможностью удаления,
[0023] наружные по меньшей мере в радиальном направлении части первой и второй боковых поверхностей корпуса содержатся в первой и второй основных плоскостях соответственно, причем первая и вторая основные плоскости смещены относительно друг друга на ширину корпуса,
[0024] каждая часть для приема режущей вставки имеет первую и вторую зажимные губки, разделенные пазом для приема режущей вставки, причем первая зажимная губка выполнена с возможностью упругого смещения относительно второй зажимной губки,
[0025] каждая режущая вставка упруго зажата в своем соответствующем пазу для приема режущей вставки и имеет режущую кромку, пересекающую первую и вторую основные плоскости,
[0026] инструментальный ключ содержит первую концевую часть с противоположными первой и второй взаимодействующими боковыми поверхностями и первым и вторым вилочными штифтами ключа, выступающими из первой взаимодействующей боковой поверхности вдоль первой и второй осей ключа соответственно,
[0027] второй вилочный штифт ключа имеет упорную поверхность, причем упорная поверхность имеет вогнутый профиль в разрезе, полученном вдоль четвертой основной плоскости, содержащей вторую ось ключа,
[0028] при этом в частично собранном положении шлицевой фрезы с инструментальным ключом, взаимодействующим с ней:
[0029] первый вилочный штифт ключа взаимодействует с отверстием для ключа, расположенным рядом с одним из пазов для приема режущей вставки, и
[0030] упорная поверхность контактирует по меньшей мере с одной из двух расположенных на расстоянии друг от друга первой и вторых угловых поверхностей соответствующей режущей вставки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031] Для наилучшего понимания настоящее изобретение будет описано ниже только в качестве примера со ссылкой на сопроводительные чертежи, на которых штрихпунктирные линии представляют границы вырезов для частичных видов элемента, и на которых:
[0032] на ФИГ. 1 изображен вид в перспективе шлицевой фрезы согласно уровню техники;
[0033] на ФИГ. 2 изображен вид сбоку шлицевой фрезы, показанной на ФИГ. 1;
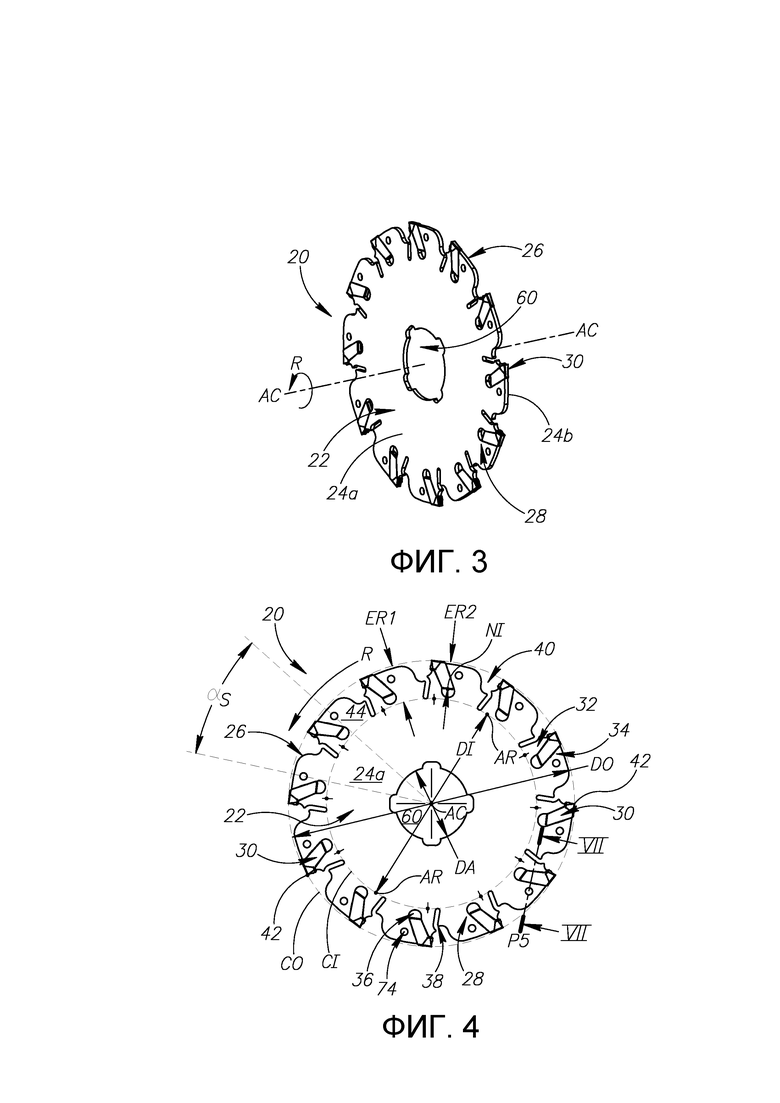
[0034] на ФИГ. 3 изображен вид в перспективе шлицевой фрезы согласно некоторым вариантам реализации настоящего изобретения;
[0035] на ФИГ. 4 изображен вид сбоку шлицевой фрезы, показанной на ФИГ. 3;
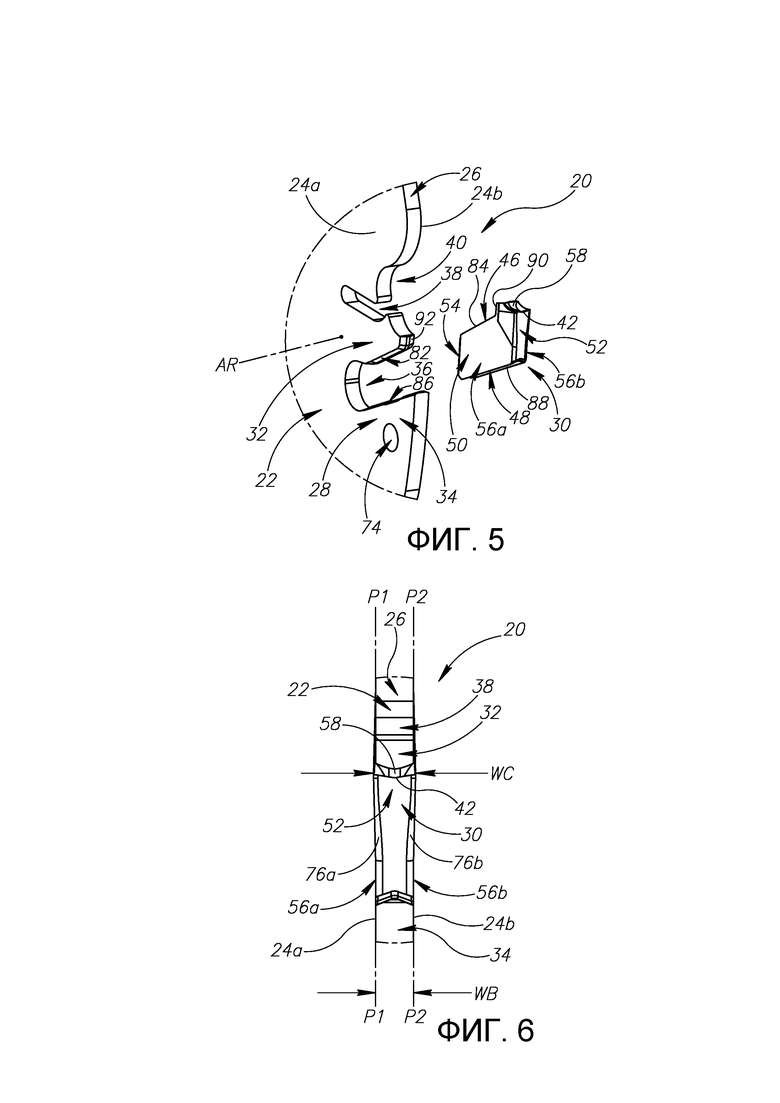
[0036] на ФИГ. 5 изображен детализированный покомпонентный вид в перспективе шлицевой фрезы, показанной на ФИГ. 3;
[0037] на ФИГ. 6 изображен детализированный периферийный вид шлицевой фрезы, показанной на ФИГ. 3;
[0038] на ФИГ. 7 изображен частичный разрез шлицевой фрезы, показанной на ФИГ. 4, полученный по линии VII-VII;
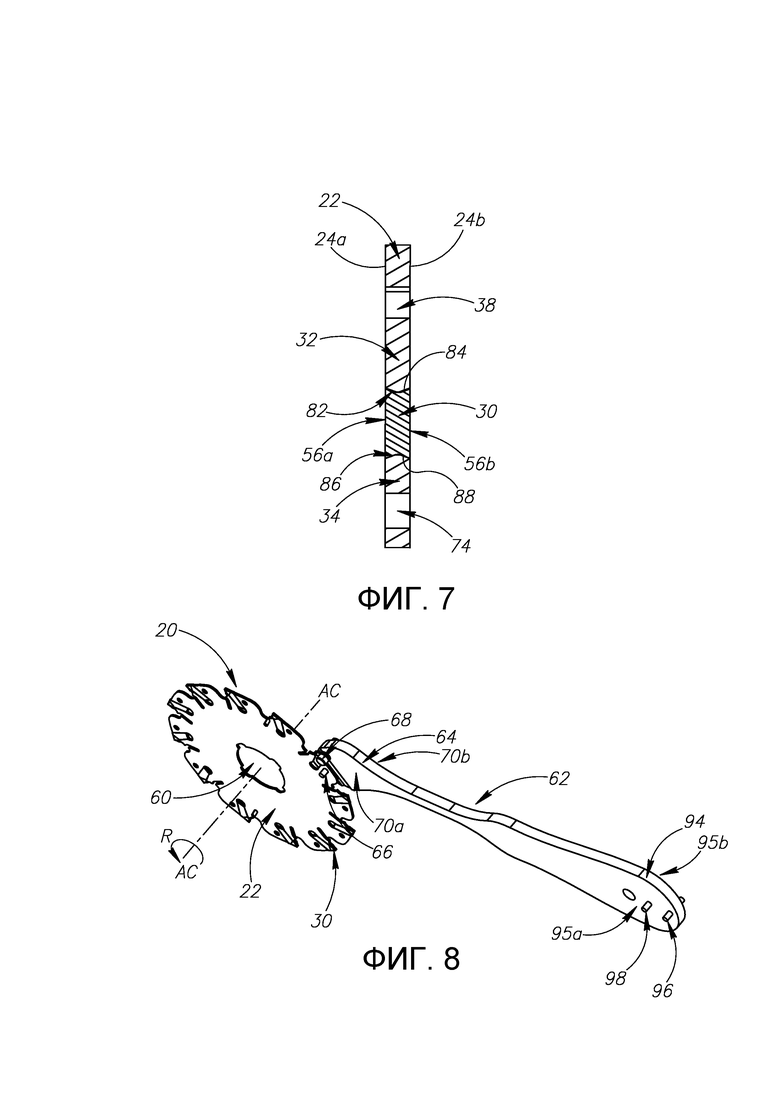
[0039] на ФИГ. 8 изображен вид в перспективе шлицевой фрезы в частично собранном положении и инструментального ключа, взаимодействующего с ней;
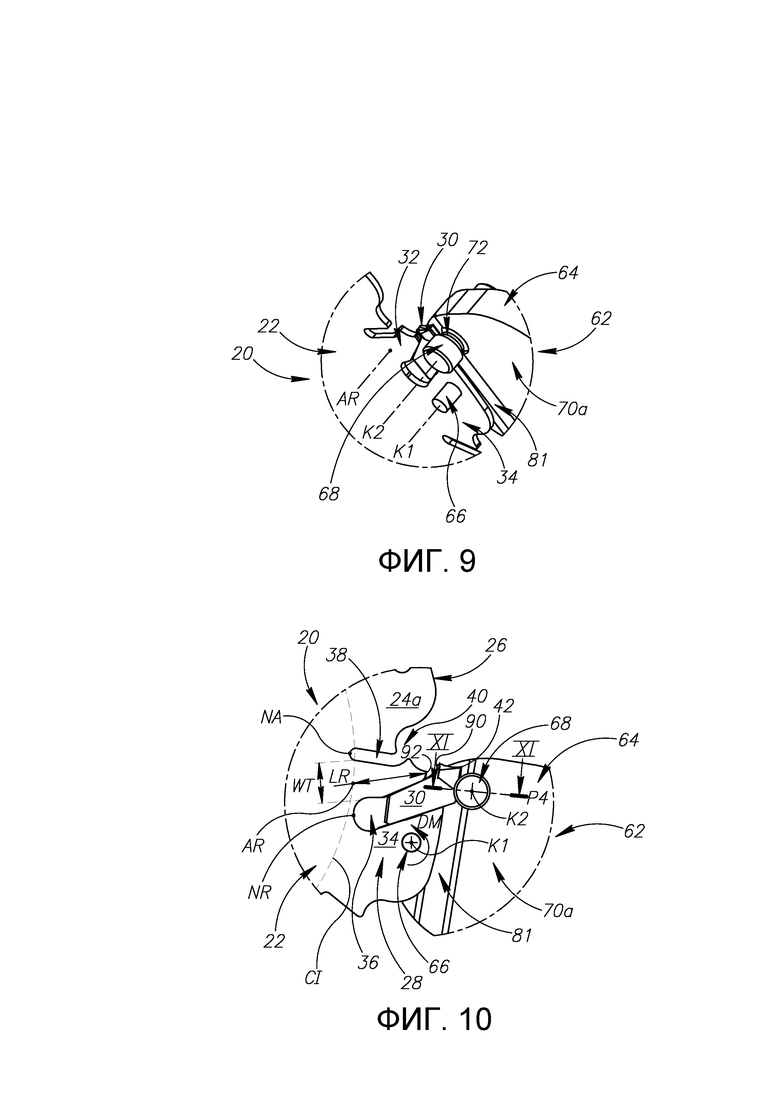
[0040] на ФИГ. 9 изображен детализированный вид в перспективе шлицевой фрезы и инструментального ключа, показанных на ФИГ. 8;
[0041] на ФИГ. 10 изображен детализированный вид сбоку шлицевой фрезы и инструментального ключа, показанных на ФИГ. 8;
[0042] на ФИГ. 11 изображен частичный разрез шлицевой фрезы и инструментального ключа, показанных на ФИГ. 10, по линии XI-XI; и
[0043] на ФИГ. 12 изображен детализированный вид частичного разреза, показанного на ФИГ. 11; и
[0044] на ФИГ. 13 изображен детализированный вид в перспективе шлицевой фрезы в полностью собранном положении и инструментального ключа, взаимодействующего с ней.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0045] Как показано на ФИГ. 3-6, настоящее изобретение относится к шлицевой фрезе 20, содержащей дисковидный корпус 22, имеющий ось AC вращения фрезы, задающую направление R вращения вокруг оси AC вращения фрезы, две противоположных первую и вторую боковых поверхности 24a, 24b корпуса и периферийную поверхность 26 корпуса, проходящую между ними.
[0046] Множество частей 28 для приема режущей вставки разнесены по окружности вдоль периферийной поверхности 26 корпуса, и множество режущих вставок 30 удерживаются в них с возможностью удаления.
[0047] Согласно некоторым вариантам реализации настоящего изобретения количество режущих вставок 30 может быть равно количеству частей 28 для приема режущих вставок.
[0048] Согласно некоторым вариантам реализации настоящего изобретения режущие вставки 30 могут быть изготовлены из соответствующего твердого материала, предпочтительно формованием в прессформе и спеканием цементированного карбида, такого как карбид вольфрама, и корпус 22 фрезы также может быть изготовлен из цементированного карбида или менее твердого материала, такого как сталь.
[0049] Как показано на ФИГ. 6, по меньшей мере радиально наружные участки первой и второй боковых поверхностей 24a, 24b корпуса лежат в первой и второй основных плоскостях P1, P2 соответственно, а первая и вторая основные плоскости P1, P2 смещены относительно друг друга на ширину WB корпуса.
[0050] Согласно некоторым вариантам реализации настоящего изобретения ширина WB корпуса может составлять по меньшей мере 0,40 мм и самое большее 1,20 мм, т.е. 0,40 мм ≤WB≤ 1,20 мм.
[0051] Как показано на ФИГ. 4 и 5, каждая часть 28 для приема режущей вставки имеет первую и вторую зажимные губки 32, 34, разделенные пазом 36 для приема режущей вставки, причем первая зажимная губка 32 выполнена с возможностью упругого смещения относительно второй зажимной губки 34 и имеет упругую ось AR вращения.
[0052] Согласно некоторым вариантам реализации настоящего изобретения вторая зажимная губка 34 может иметь большую жесткость, чем первая зажимная губка 32.
[0053] Также согласно некоторым вариантам реализации настоящего изобретения каждая упругая ось AR вращения может быть параллельна оси AC вращения фрезы.
[0054] Также согласно некоторым вариантам реализации настоящего изобретения каждая первая зажимная губка 32 может быть удлиненной и может проходить радиально наружу от ее упругой оси AR вращения.
[0055] Следует отметить, что, согласно таким вариантам реализации каждая первая зажимная губка 32 является удлиненной благодаря тому, что имеет радиальную длину LR, которая больше, чем исходная ширина WT, измеренная на виде сбоку шлицевой фрезы 20, как показано на ФИГ. 10, рядом с упругой осью AR вращения.
[0056] Как показано на ФИГ. 3-6, каждая первая зажимная губка 32 может быть отделена вспомогательным пазом 38 от второй зажимной губки 34 в смежной по окружности части 28 для приема режущей вставки.
[0057] Согласно некоторым вариантам реализации настоящего изобретения каждый вспомогательный паз 38 может быть расположен в направлении вращения впереди паза 36 для приема режущей вставки, связанного с одной и той же самой частью 28 для приема режущей вставки.
[0058] Также согласно некоторым вариантам реализации настоящего изобретения каждый вспомогательный паз 38 может быть незанятым.
[0059] Как показано на ФИГ. 3-6, каждый паз 36 для приема режущей вставки и каждый вспомогательный паз 38 могут сообщаться с выемкой 40 для удаления стружки в периферийной поверхности 26 корпуса.
[0060] Согласно некоторым вариантам реализации настоящего изобретения каждая выемка 40 для удаления стружки может быть полностью расположена снаружи в радиальном направлении соответствующей упругой оси AR вращения.
[0061] Согласно таким вариантам реализации настоящего изобретения каждая выемка 40 для удаления стружки может иметь объем, достаточный для эффективного удаления стружки во время операций продольного резания с оптимальной подачей на зуб, без ограничения количества частей 28 для приема режущей вставки, которые могут быть разнесены по окружности вдоль периферийной поверхности 26 корпуса.
[0062] Как изображено на ФИГ. 4 и 10, на которых показаны виды сбоку шлицевой фрезы 20, каждый паз 36 для приема режущей вставки имеет самую близкую к центру в радиальном направлении точку NR паза для приема режущей вставки, вспомогательный паз 38 имеет самую близкую к центру в радиальном направлении точку NA вспомогательную паза, и упругая ось AR вращения может быть расположена между самой близкой к центру в радиальном направлении точкой NR паза для приема режущей вставки и самой близкой к центру в радиальном направлении точкой NA вспомогательного паза.
[0063] Согласно некоторым вариантам реализации настоящего изобретения упругая ось AR вращения может быть расположена посередине между самой близкой к центру в радиальном направлении точкой NR паза для приема режущей вставки и самой близкой к центру в радиальном направлении точкой NA вспомогательного паза.
[0064] Также согласно некоторым вариантам реализации настоящего изобретения самая близкая к центру в радиальном направлении точка NA вспомогательного паза может быть более близкой к центру в радиальном направлении, чем самая близкая к центру в радиальном направлении точка NR паза для приема режущей вставки.
[0065] Как показано на ФИГ. 6, каждая режущая вставка 30 упруго зажата в своем соответствующем пазу 36 для приема режущей вставки и имеет режущую кромку 42, пересекающую первую и вторую основные плоскости P1, P2.
[0066] Следует отметить, что каждая режущая кромка 42 может перекрывать ширину WC резания, которая больше, чем ширина WB корпуса, и каждая режущая кромка 42 может быть описана как «полностью действующая».
[0067] Также следует отметить, что каждая режущая вставка 30 зажата в своем соответствующем пазу 36 самоудерживающимся способом, основанным на упругости первой зажимной губки 32 и жесткости второй зажимной губки 34, без любых дополнительных отдельных удерживающих режущую вставку элементов, таких как винты, кулачки или клинья.
[0068] Также следует отметить, что максимальная частота вращения шлицевой фрезы 20 может быть ограничена способностью каждого паза 36 для приема режущей вставки упруго удерживать соответствующую режущую вставку 30 против центробежных сил, действующих на нее, с учетом применимого коэффициента надежности.
[0069] Согласно таким вариантам реализации настоящего изобретения при наружном режущем диаметре DO, составляющем 63 мм, максимальная частота вращения может составлять примерно 1440 об/мин для операций продольного резания материала заготовки, такого как пружинная сталь.
[0070] Как показано на ФИГ. 4, множество режущих кромок 42 образуют наружный воображаемый круг CO, имеющий наружный режущий диаметр DO и наружную режущую окружность π*DO.
[0071] Кроме того, как показано на ФИГ. 4, множество упругих осей AR вращения образуют внутренний воображаемый круг CI, имеющий внутренний режущий диаметр DI, и, таким образом, внутреннюю окружность π*DI. Кольцевая режущая часть 44 выполнена между внутренним воображаемым кругом CI и наружным воображаемым кругом CO.
[0072] Согласно некоторым вариантам реализации настоящего изобретения кольцевая режущая часть 44 может иметь поворотную симметрию вокруг оси AC вращения фрезы.
[0073] Как показано на ФИГ. 5, каждая режущая вставка 30 может иметь противоположные друг другу верхнюю и нижнюю поверхности 46, 48 и периферийную поверхность 50, проходящую между ними, причем периферийная поверхность 50 режущей вставки может иметь противоположные друг другу переднюю и заднюю поверхности 52, 54, разделенные противоположными друг другу первой и второй боковыми поверхностями 56a, 56b режущей вставки.
[0074] Согласно некоторым вариантам реализации настоящего изобретения режущая кромка 42 может быть выполнена на пересечении верхней поверхности 46 и передней поверхности 52.
[0075] Также согласно некоторым вариантам реализации настоящего изобретения каждая режущая вставка 30 может быть неиндексируемой и может иметь только одну режущую кромку 42.
[0076] Как показано на ФИГ. 5, верхняя поверхность каждой режущей вставки 46 может содержать стружкообразующую поверхность 58 рядом с режущей кромкой 42.
[0077] Следует отметить, что стружкообразующая поверхность 58 выполнена с возможностью управления потоком стружек и ослабления сил резания, действующих на режущую вставку 30, и, таким образом, способствования операциям продольного резания с высокой подачей на зуб, например, 4,0 мкм материала заготовки, такого как пружинная сталь, что в 10 раз выше, чем подача на зуб цельной монолитной шлицевой фрезы 120 уровня техники, описанной выше.
[0078] Как показано на ФИГ. 4, кольцевая режущая часть 44 имеет первую радиальную протяженность ER1, равную половине разности между наружным режущим диаметром DO и внутренним режущим диаметром DI, т.е. ER1=(DO-DI)/2, и величина первой радиальной протяженности ER1 может изменяться согласно конфигурации частей 28 для приема режущей вставки, но не наружному режущему диаметру DO.
[0079] Кроме того, как показано на ФИГ. 4, каждая режущая вставка 30 имеет самую близкую к центру в радиальном направлении точку NI, которая определяет положение второй радиальной протяженности ER2 в радиальном направлении внутри наружного воображаемого круга CO, причем вторая радиальная протяженность ER2 может быть больше, чем половина первой радиальной протяженности ER1, т.е. ER2>ER*1/2.
[0080] Согласно некоторым вариантам реализации настоящего изобретения вторая радиальная протяженность ER2 может быть больше, чем две трети первой радиальной протяженности ER1, т.е. ER2>ER1*2/3.
[0081] Также согласно некоторым вариантам реализации настоящего изобретения самая близкая к центру в радиальном направлении точка NI режущей вставки может быть расположена на задней поверхности 54 режущей вставки.
[0082] Согласно первому аспекту настоящего изобретения количество N режущих вставок 30, упруго зажатых в шлицевой фрезе 20, является примерно пропорциональным внутреннему режущему диаметру DI. Предпочтительно количество N определяется внутренним режущим диаметром DI (в мм), умноженным на коэффициент FS разнесения, составляющий от 0,15 до 0,30, т.е. DI*0,15<N<DI*0,30. Таким образом, угловое разделяющее расстояние αS (в градусах) между смежными пазами 36 для приема режущей вставки является примерно обратно пропорциональным внутреннему режущему диаметру DI и находится в диапазоне от 360°/(DI*0,30)<αS<360°/(DI*0,15).
[0083] Следует понимать, что в описании и приложенной формуле единицей измерения коэффициента FS разнесения является 1/мм, и отношение количества N режущих вставок 30 к внутреннему режущему диаметру DI применяют, когда внутренний режущий диаметр DI измерен в миллиметрах.
[0084] Также следует понимать, что, согласно вариантам реализации настоящего изобретения, в которых коэффициент FS находится между 0,15 и 0,30; и DI*0,15<N<DI*0,30, каждая первая зажимная губка 32 поддерживает достаточный уровень упругости, и каждая вторая зажимная губка 34 поддерживает достаточный уровень жесткости в течение операций продольного резания, выполняемых с максимальной угловой скоростью и при высоких значениях подачи на зуб.
[0085] Также следует понимать, что для вариантов реализации настоящего изобретения, в которых коэффициент FS находится между 0,15 и 0,30, и DI*0,15<N<DI*0,30, кольцевая режущая часть 44 имеет относительно небольшую первую радиальную протяженность ER1, например, ER1<10 мм, количество N режущих вставок 30 относительно наружного режущего диаметра DO и, таким образом, подача на оборот могут быть высокими.
[0086] Согласно различным вариантам реализации настоящего изобретения, в которых, например, наружный режущий диаметр DO равен 63 мм и внутренний режущий диаметр DI равен 47 мм, в шлицевой фрезе 20 предпочтительно могут быть упруго зажаты 12 режущих вставок 30, что приводит к подаче на оборот примерно 0,048 мм и подаче в минуту примерно 70 мм для операций продольного резания в материале заготовки, таком как пружинная сталь.
[0087] Согласно некоторым вариантам реализации настоящего изобретения коэффициент FS разнесения может составлять от 0,20 до 0,30, т.е. DI*0,20<N<DI*0,30.
[0088] Также согласно некоторым вариантам реализации настоящего изобретения кольцевая режущая часть 44 может иметь N-кратную поворотную симметрию вокруг оси AC вращения фрезы.
[0089] Как показано на ФИГ. 4, корпус 22 фрезы может содержать центральное отверстие 60, коаксиальное с осью AC вращения фрезы и имеющее диаметр DA.
[0090] Для вариантов реализации настоящего изобретения, в которых ширина WB корпуса составляет по меньшей мере 0,40 мм и самое большее 1,20 мм, наружный режущий диаметр DO может быть не более чем на 120 мм больше, чем диаметр DA центрального отверстия, т.е. DO≤DA+120 мм.
[0091] Согласно различным вариантам реализации наружный режущий диаметр DO может находиться в диапазоне от 30 мм до 200 мм, в то время как внутренний режущий диаметр DI может находиться в диапазоне от 12 мм до 185 мм. Отношение «диаметр-ширина» RDW внутреннего режущего диаметра DI к ширине WB корпуса обычно находится в диапазоне 10<RDW<240.
[0092] Согласно дополнительному аспекту настоящего изобретения, как показано на ФИГ. 8-12, в сочетании со шлицевой фрезой 20 используют инструментальный ключ 62.
[0093] Как показано на ФИГ. 8-10, инструментальный ключ 62 имеет первую концевую часть 64 с противоположными первой и второй взаимодействующими боковыми поверхностями 70a, 70b и расположенными на расстоянии друг от друга первым и вторым вилочными штифтами 66, 68, выступающими из первой взаимодействующей боковой поверхности 70a вдоль первой и второй осей K1, K2 ключа соответственно.
[0094] Согласно некоторым вариантам реализации настоящего изобретения первая и вторая оси K1, K2 ключа могут быть перпендикулярными первой взаимодействующей боковой поверхности 70a.
[0095] Также согласно некоторым вариантам реализации настоящего изобретения первый вилочный штифт 66 ключа может иметь цилиндрическую форму и диаметр 1-2 мм.
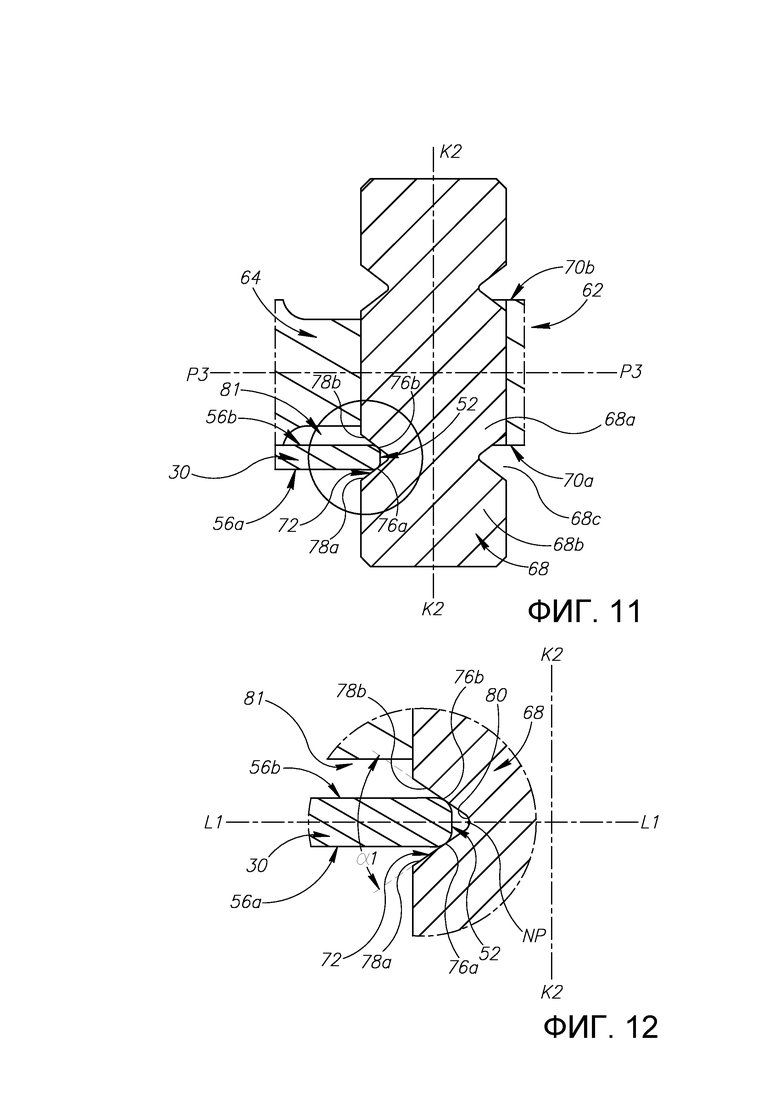
[0096] Также согласно некоторым вариантам реализации настоящего изобретения, как показано на ФИГ. 11, первая концевая часть 64 может иметь зеркальную симметрию относительно третьей основной плоскости P3, перпендикулярной первой и второй осям K1, K2 ключа.
[0097] Согласно таким вариантам реализации первая концевая часть 64 может быть описана как левосторонняя и как правосторонняя.
[0098] Второй вилочный штифт 68 ключа содержит основную часть 68a, соединенную с головкой 68b суженной шейкой 68c. Суженная шейка 68c имеет упорную поверхность 72. Как изображено на ФИГ. 11 и 12, показывающих виды в разрезе, полученные вдоль четвертой основной плоскости P4, содержащей вторую ось K2 ключа, упорная поверхность 72 имеет вогнутый профиль.
[0099] В частично собранном положении шлицевой фрезы 20 с инструментальным ключом 62, взаимодействующим с ней, как изображено на ФИГ. 8-12, первый вилочный штифт 66 ключа взаимодействует с отверстием 74 для ключа, расположенным рядом с одним из пазов 36 для приема режущей вставки. Кроме того, передняя поверхность 52 режущей вставки 30 принята в суженную шейку 68c, и упорная поверхность 72 контактирует по меньшей мере с одной из двух расположенных на расстоянии друг от друга первой и второй угловых поверхностей 76a, 76b соответствующей режущей вставки 30.
[00100] В такой конструкции первая взаимодействующая боковая поверхность 70a может контактировать с одной из первой и второй боковых поверхностей корпуса 24a, 24b фрезы.
[00101] Согласно некоторым вариантам реализации настоящего изобретения, как изображено на ФИГ. 11 и 12, показывающих разрез, полученный вдоль четвертой основной плоскости P4, первая и вторая угловые поверхности 76a, 76b могут быть скругленными.
[00102] Как изображено на ФИГ. 6, первая и вторая угловые поверхности 76a, 76b могут быть выполнены на пересечении передней поверхности 52 с первой и второй боковыми поверхностями 56a, 56b режущей вставки соответственно.
[00103] Согласно некоторым вариантам реализации настоящего изобретения отверстие 74 для ключа может пересекать первую и вторую боковые поверхности 24a, 24b корпуса фрезы.
[00104] Также согласно некоторым вариантам реализации настоящего изобретения отверстие 74 для ключа может быть расположено позади относительно направления вращения соответствующего паза 36 для приема режущей вставки.
[00105] Упорная поверхность 72 может иметь две смежных в осевом направлении первую и вторую профильных поверхности 78a, 78b, и, как изображено на ФИГ. 11 и 12, в разрезе, полученном вдоль четвертой основной плоскости P4, первая и вторая профильные поверхности 78a, 78b могут расходиться друг от друга в направлении от второй оси K2 ключа.
[00106] Согласно некоторым вариантам реализации настоящего изобретения по меньшей мере одна из двух первой и второй профильных поверхностей 78a, 78b может контактировать по меньшей мере с одной из двух первой и второй угловых поверхностей 76a, 76b.
[00107] Также согласно некоторым вариантам реализации настоящего изобретения первая профильная поверхность 78a может быть расположена в осевом направлении дальше от первой взаимодействующей боковой поверхности 70a, чем вторая профильная поверхность 78b, и первая профильная поверхность 78a может контактировать с одной из двух первой и второй угловых поверхностей 76a, 76b.
[00108] Согласно вариантам реализации, в которых только первая профильная поверхность 78b находится в контакте только с одной из двух первой и второй угловых поверхностей 76a, 76b (не показано), первая взаимодействующая боковая поверхность 70a может обеспечивать боковую поддержку для режущей вставки 30, и, таким образом, стабильный и повторяемый способ вталкивания каждой режущей вставки 30 в ее соответствующий паз 36 для приема режущей вставки.
[00109] Также согласно некоторым вариантам реализации настоящего изобретения первая и вторая профильные поверхности 78a, 78b могут контактировать как с первой, так и с второй угловыми поверхностями 76a, 76b соответственно.
[00110] Следует отметить, что, согласно вариантам реализации настоящего изобретения, в которых режущая кромка каждой режущей вставки 42 перекрывает относительно небольшую ширину WC резания, составляющую, например, 1 мм, вышеуказанный контакт с двумя точками между вогнутой упорной поверхностью 72 второго вилочного штифта ключа и первой и второй угловыми поверхностями 76a, 76b соответствующей режущей вставки предпочтительно обеспечивает стабильный и повторяемый способ вталкивания каждой режущей вставки 30 в ее соответствующий паз 36 для приема режущей вставки.
[00111] Также следует понимать, что, согласно некоторым вариантам реализации настоящего изобретения, тот же самый инструментальный ключ 62 может подходить для обеспечения одноточечного или двухточечного контакта между вогнутой упорной поверхностью 72 второго вилочного штифта ключа и первой и/или второй угловыми поверхностями 76a, 76b соответствующей режущей вставки для шлицевых фрез 20, у которых ширина WB корпуса составляет по меньшей мере 0,40 мм и самое большее 1,20 мм.
[00112] Как изображено на ФИГ. 11 и 12, в разрезе, полученном вдоль четвертой основной плоскости P4, первая и вторая профильные поверхности 78a, 78b могут образовывать внешний клиновидный угол α1, причем указанный клиновидный угол α1 может составлять по меньшей мере 70° и самое большее 130°, т.е. 70°≤α1≤130°.
[00113] Следует отметить, что использование термина «внешний угол» в настоящем описании и приложенной формуле относится к углу между двумя компонентами поверхности, измеренному снаружи элемента, на котором выполнены эти компоненты поверхности.
[00114] Также следует понимать, что для вариантов реализации настоящего изобретения, в которых клиновидный угол α1 составляет по меньшей мере 70° и самое большее 130°, первая и вторая профильные поверхности 78a, 78b предпочтительно могут обеспечивать стабильный и повторяемый способ взаимодействия с первой и второй угловыми поверхностями 76a, 76b каждой режущей вставки.
[00115] Согласно некоторым вариантам реализации настоящего изобретения каждая из первой и второй профильных поверхностей 78a, 78b может иметь усеченную коническую форму.
[00116] Также согласно некоторым вариантам реализации настоящего изобретения первая и вторая профильные поверхности 78a, 78b могут быть разделены переходным желобом 80.
[00117] Также согласно некоторым вариантам реализации настоящего изобретения вторая профильная поверхность 78b может быть частично расположена в просветном канале 81, выполненном в первой взаимодействующей боковой поверхности 70a.
[00118] Согласно таким вариантам реализации просветный канал 81 может иметь глубину, которая достаточна для размещения проходящей в боковом направлении части режущей кромки 42 режущей вставки без контакта.
[00119] Как изображено на ФИГ. 11 и 12, в разрезе, полученном вдоль четвертой основной плоскости P4, воображаемая первая прямая линия L1, перпендикулярная второй оси K2 ключа и содержащая самую близкую к центру в радиальном направлении периферийную точку NP упорной поверхности 72, может быть расположена посередине между первой и второй угловыми поверхностями 76a, 76b.
[00120] В частично собранном положении шлицевой фрезы 20, как изображено на ФИГ. 8-12, первая зажимная поверхность 82 первой зажимной губки 32 может находиться в частичном контакте с верхней крепежной частью 84 верхней поверхности 46 соответствующей режущей вставки, а вторая зажимная поверхность 86 второй зажимной губки 34 может находиться в частичном контакте с нижней крепежной частью 88 нижней поверхности 48 соответствующей режущей вставки.
[00121] Согласно некоторым вариантам реализации настоящего изобретения, как изображено на ФИГ. 4 и 5, первая и вторая зажимные поверхности 82, 86 могут проходить в радиальном направлении вдоль паза 36 для приема режущей вставки.
[00122] Также согласно некоторым вариантам реализации настоящего изобретения вращение инструментального ключа 62 в установочном направлении DM вокруг первой оси K1 ключа может вталкивать соответствующую режущую вставку 30 в паз 36 для приема режущей вставки, пока не будет достигнуто окончательно собранное положение этой режущей вставки в шлицевой фрезе 20. Понятно, что этот процесс можно повторять для вталкивания каждой режущей вставки 30 в соответствующий паз 36 для приема режущей вставки, пока наконец не будет завершена сборка шлицевой фрезы 20.
[00123] В собранном положении шлицевой фрезы 20, как изображено на ФИГ. 3-7 и 13, первая зажимная поверхность 82 может полностью контактировать с верхней крепежной частью 84 верхней поверхности 46 соответствующей режущей вставки, и вторая зажимная поверхность 86 может полностью контактировать с нижней крепежной частью 88 нижней поверхности соответствующей режущей вставки 48.
[00124] Как изображено на ФИГ. 7, показывающем разрез, полученный вдоль пятой основной плоскости P5, проходящей в поперечном направлении к одному из пазов 36 для приема режущей вставки, первая и вторая зажимные поверхности 82, 86 могут иметь V-образную форму, и соответствующие верхняя и нижняя крепежные части 84, 88 могут соответственно иметь V-образную форму.
[00125] Наконец, в собранном положении шлицевой фрезы 20, как изображено на ФИГ. 3-5 и 13, поверхность 90 заплечика верхней поверхности 46 каждой режущей вставки может контактировать с обращенной наружу в радиальном направлении стопорной поверхностью 92 соответствующей первой зажимной губки 32.
[00126] Согласно некоторым вариантам реализации настоящего изобретения, как показано на ФИГ. 5, поверхность 90 заплечика может быть расположена между стружкообразующей поверхностью 58 и верхней крепежной частью 84 верхней поверхности 46 режущей вставки.
[00127] Также согласно некоторым вариантам реализации настоящего изобретения задняя поверхность 54 каждой режущей вставки может быть обращена в радиальном направлении внутрь и не контактировать с корпусом 22 фрезы.
[00128] Как изображено на ФИГ. 4 и 13, в окончательно собранном положении шлицевой фрезы 20 задняя поверхность 54 каждой режущей вставки может быть расположена на расстоянии от самой близкой к центру в радиальном направлении точки NR соответствующего паза 36 для приема режущей вставки с образованием выемки 93 для извлечения.
[00129] Согласно некоторым вариантам реализации настоящего изобретения, как изображено на ФИГ. 8-10, инструментальный ключ 62 может иметь вторую концевую часть 94 с противоположными друг другу третьей и четвертой взаимодействующими боковыми поверхностями 95a, 95b, и третьим и четвертым вилочными штифтами 96, 98 ключа, выступающими из третьей взаимодействующей боковой поверхности 95a вдоль третьей и четвертой осей K3, K4 ключа соответственно.
[00130] Также согласно некоторым вариантам реализации настоящего изобретения вторая концевая часть 94 может быть расположена на расстоянии от первой концевой части 64.
[00131] Согласно еще одним вариантам реализации настоящего изобретения (не показаны) третий и четвертый вилочные штифты 96, 98 ключа могут выступать из второй взаимодействующей боковой поверхности 70b первой концевой части 64.
[00132] Как изображено на ФИГ. 13, выемка 93 для извлечения может быть выполнена с возможностью приема третьего вилочного штифта 96 ключа, а четвертый вилочный штифт 98 ключа может контактировать с периферийной поверхностью 26 корпуса фрезы.
[00133] При такой конструкции третья взаимодействующая боковая поверхность 95a может контактировать с одной из первой и второй боковых поверхностей 24a, 24b корпуса.
[00134] Согласно некоторым вариантам реализации настоящего изобретения первая и третья взаимодействующие боковые поверхности 70a, 95a могут быть компланарными.
[00135] Также согласно некоторым вариантам реализации настоящего изобретения каждый из третьего и четвертого вилочных штифтов 96, 98 ключа могут иметь цилиндрическую форму и диаметр 1-2 мм. Согласно некоторым вариантам реализации третий и четвертый вилочные штифты 96, 98 ключа могут иметь цилиндрическую форму по всей своей длине и, таким образом, могут быть выполнены без суженной шейки 68c и упорной поверхности 72, которые описаны выше в связи с вторым вилочным штифтом 68 ключа.
[00136] Следует отметить, что, согласно вариантам реализации настоящего изобретения, в которых самая ближняя к центру в радиальном направлении точка NR каждого паза 36 для приема режущей вставки расположена на коротком расстоянии в направлении радиально вовнутрь относительно задней поверхности 54 соответствующей режущей вставки в окончательно собранном положении режущей вставки, например, расстоянии, которое меньше, чем двойной диаметр третьего вилочного штифта 96 ключа, кольцевая режущая часть 44 может иметь относительно небольшую первую радиальную протяженность ER1, например, ER1<10 мм.
[00137] Также согласно некоторым вариантам реализации настоящего изобретения, как показано на ФИГ. 13, вращение инструментального ключа 62 в направлении DD демонтирования вокруг четвертой оси K4 ключа может выталкивать режущую вставку 30 из паза 36 для режущей вставки, пока наконец не будет достигнуто демонтированное положение шлицевой фрезы 20.
[00138] Несмотря на то, что настоящее изобретение описано до известной степени конкретно, следует понимать, что различные изменения и модификации могут быть сделаны без отступления от принципа или объема охраны настоящего изобретения, определенных в приложенной формуле.

Изобретение относится к обработке материалов резанием и может быть использовано для операций продольного резания с использованием шлицевых фрез. Шлицевая фреза содержит дисковый корпус с множеством разнесенных по окружности частей для приема режущей вставки и множество режущих вставок, удерживаемых в них. Каждая часть для приема режущей вставки имеет первую и вторую зажимные губки, разделенные пазом для приема режущей вставки, причем первая зажимная губка выполнена с возможностью упругого смещения и имеет упругую ось вращения. Количество режущих вставок, упруго зажатых в шлицевой фрезе, равно внутреннему режущему диаметру, который определен множеством упругих осей вращения, умноженному на коэффициент разнесения, который составляет от 0,15 до 0,30. Обеспечивается возможность обработки на высоких подачах, увеличивается срок службы фрезы. 14 з.п. ф-лы, 13 ил.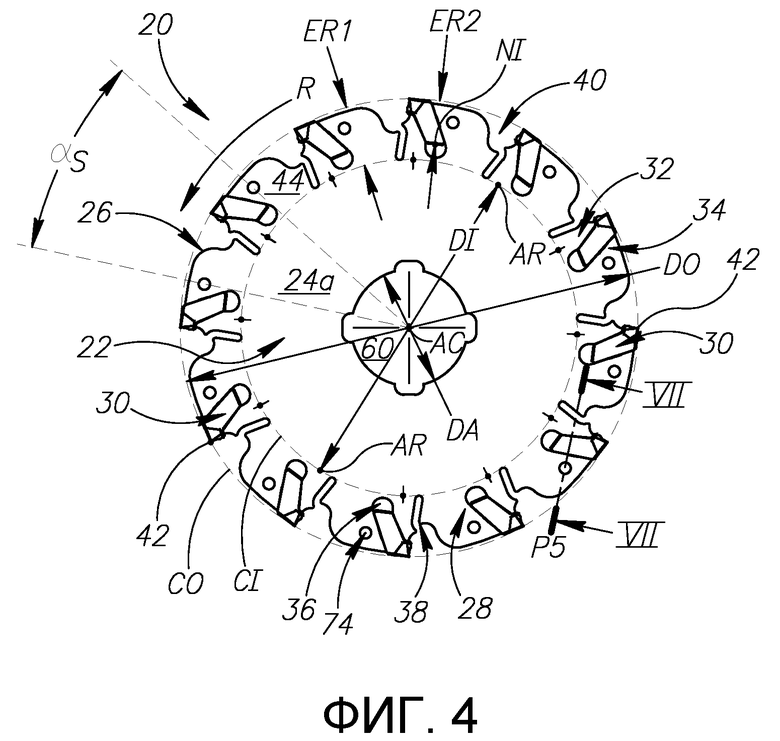
1. Шлицевая фреза (20), содержащая:
дисковидный корпус (22) фрезы, имеющий ось (АС) вращения фрезы, задающую направление (R) вращения вокруг оси (АС) вращения фрезы, противоположные первую и вторую боковые поверхности (24а, 24b) корпуса и периферийную поверхность (26) корпуса, проходящую между ними,
множество частей (28) для приема режущей вставки, которые разнесены по окружности вдоль периферийной поверхности (26) корпуса, и множество режущих вставок (30), удерживаемых в них с возможностью удаления,
наружные по меньшей мере в радиальном направлении части первой и второй боковых поверхностей (24а, 24b) корпуса, содержащиеся в первой и второй основных плоскостях (P1, Р2) соответственно, причем первая и вторая основные плоскости (P1, Р2) смещены относительно друг друга на ширину (WB) корпуса,
каждая часть (28) для приема режущей вставки имеет первую и вторую зажимные губки (32, 34), разделенные пазом (36) для приема режущей вставки, причем первая зажимная губка (32) выполнена с возможностью упругого смещения относительно второй зажимной губки (34) и имеет упругую ось (AR) вращения,
каждая режущая вставка (30) упруго зажата в своем соответствующем пазу (36) для приема режущей вставки и имеет режущую кромку (42), пересекающую первую и вторую основные плоскости (P1, Р2), при этом каждая режущая кромка (42) перекрывает ширину (WC) резания, которая больше, чем ширина (WB) корпуса,
при этом:
множество режущих кромок (42) образуют наружный воображаемый круг (СО), имеющий наружный режущий диаметр (DO), и множество упругих осей (AR) вращения задают внутренний воображаемый круг (CI), имеющий внутренний режущий диаметр (DI),
и причем:
количество N режущих вставок (30), упруго зажатых в шлицевой фрезе (20), равно внутреннему режущему диаметру (DI) в миллиметрах, умноженному на коэффициент (FS) разнесения, и
коэффициент (FS) разнесения составляет от 0,15 до 0,30.
2. Шлицевая фреза (20) по п. 1, в которой: коэффициент (FS) разнесения составляет от 0,20 до 0,30.
3. Шлицевая фреза (20) по п. 1, в которой: ширина (WB) корпуса составляет по меньшей мере 0,40 мм и самое большее 1,20 мм.
4. Шлицевая фреза (20) по п. 1, в которой:
каждая первая зажимная губка (32) отделена от второй зажимной губки (34), расположенной в смежной по окружности части (28) для приема режущей вставки, вспомогательным пазом (38), и
каждый вспомогательный паз (38) является незанятым.
5. Шлицевая фреза (20) по п. 4, в которой:
каждый вспомогательный паз (38) расположен в направлении вращения впереди паза (36) для приема режущей вставки, связанного с аналогичной частью (28) для приема режущей вставки.
6. Шлицевая фреза (20) по п. 4, в которой на виде сбоку шлицевой фрезы (20):
каждый паз (36) для приема режущей вставки имеет самую близкую к центру в радиальном направлении точку (NR) паза для приема режущей вставки,
вспомогательный паз (38) имеет самую близкую к центру в радиальном направлении точку (NA) вспомогательного паза, и
упругая ось (AR) вращения расположена между самой близкой к центру в радиальном направлении точкой (NR) паза для приема режущей вставки и самой близкой к центру в радиальном направлении точкой (NA) вспомогательного паза.
7. Шлицевая фреза (20) по п. 6, в которой:
самая близкая к центру в радиальном направлении точка (NA) вспомогательного паза ближе к центру в радиальном направлении, чем самая близкая к центру в радиальном направлении точка (NR) паза для приема режущей вставки.
8. Шлицевая фреза (20) по п. 4, в которой:
каждый паз (36) для приема режущей вставки и каждый вспомогательный паз (38) сообщаются с выемкой (40) для удаления стружки в периферийной поверхности (26) корпуса.
9. Шлицевая фреза (20) по п. 8, в которой:
каждая выемка (40) для удаления стружки полностью расположена снаружи в радиальном направлении соответствующей упругой оси (AR) вращения.
10. Шлицевая фреза (20) по п. 1, в которой:
вторая зажимная губка (34) имеет большую жесткость, чем первая зажимная губка (32), и
каждая режущая вставка (30) зажата в своем соответствующем пазу (36) самоудерживающимся способом, основанным на упругости первой зажимной губки (32) и жесткости второй зажимной губки (34), без любых дополнительных отдельных удерживающих режущую вставку элементов.
11. Шлицевая фреза (20) по п. 1, в которой:
каждая первая зажимная губка (32) является удлиненной и проходит в радиальном направлении наружу от ее упругой оси (AR) вращения.
12. Шлицевая фреза (20) по п. 1, в которой:
внутренний режущий диаметр (DI) находится в диапазоне от 12 мм до 185 мм;
ширина (WB) корпуса находится в диапазоне от 0,40 мм до 1,20 мм; и
отношение внутреннего режущего диаметра (DI) к ширине (WB) корпуса находится в диапазоне от 10 до 240.
13. Шлицевая фреза (20) по одному из пп. 1-12, в которой первая радиальная протяженность (ER1) кольцевой режущей части (44) составляет менее 10 мм.
14. Шлицевая фреза (20) по п. 1, в которой кольцевая режущая часть (44) выполнена между внутренним воображаемым кругом (CI) и наружным воображаемым кругом (СО), имеет первую радиальную протяженность (ER1), равную половине разности между наружным режущим диаметром (DO) и внутренним режущим диаметром (DI).
15. Шлицевая фреза (20) по п. 14, в которой наружные в радиальном направлении части первой и второй боковых поверхностей (24а, 24b) корпуса, перекрывающие по меньшей мере первую радиальную протяженность (ER1) кольцевой режущей части (44), содержатся в первой и второй основных плоскостях (P1, Р2), соответственно.
| DE 202017101032 U1, 20.04.2017 | |||
| US 8905684 B2, 09.12.2014 | |||
| US 6116823 A, 12.09.2000 | |||
| ДИСКОВАЯ ФРЕЗА | 1991 |
|
RU2022726C1 |
| Дисковая фреза | 1972 |
|
SU437576A1 |
| Дисковая фреза | 1989 |
|
SU1701439A1 |

