Область техники, к которой относится изобретение
Настоящее изобретение относится к листу из электротехнической стали, имеющему изолирующую пленку и способу изготовления стального листа.
Уровень техники
Изолирующая пленка листа из электротехнической стали, который используется для двигателя, трансформатора и т.п., должна обладать не только межслоевым сопротивлением, но также и различными свойствами. Примеры таких свойств включают удобство процесса формования, коррозионную стойкость при хранении, стабильность внешнего вида поверхности и стабильные изоляционные характеристики (межслойное сопротивление) при практическом использовании. Кроме того, поскольку лист из электротехнической стали используется для различных применений, были разработаны различные изолирующие пленки в соответствии с предполагаемыми применениями. Такие изолирующие пленки в целом подразделяются на 3 типа: (1) полуорганическая пленка, (2) неорганическая пленка и (3) органическая пленка.
Обычно листы из электротехнической стали штампуют, укладывают слоями и фиксируют, с образованием железного сердечника для двигателя или трансформатора. Чтобы снять деформацию, возникающую во время обработки в процессе изготовления листов из электротехнической стали, и тем самым улучшить магнитные свойства, во многих случаях отжиг для снятия напряжения выполняют при температуре 700°C или выше. В случае листов из электротехнической стали, используемых в применениях, в которых выполняют такой отжиг для снятия напряжения, в связи с тем, что такие стальные листы должны иметь достаточную термостойкость, чтобы противостоять теплу, приложенному при выполнении отжига для снятия напряжения, используется (1) полуорганическая пленка или (2) неорганическая пленка, описанная выше. Основное различие между пленками (1) и (2) заключается в том, содержит ли пленка смолу или нет, и существует разница в балансе свойств пленки в зависимости от того, содержится ли смола. Следовательно, выбор между (1) и (2) делается на основе свойств, которые считаются важными.
При формировании (1) полуорганической пленки и (2) неорганической пленки широко используются различные соединения основы, такие как соединения на основе хромата, соединения на основе фосфата и соединения на основе неорганических коллоидов, и, в частности, соединения на основе хромата. используется потому, что соединения на основе хроматов обладают различными превосходными свойствами. Однако в случае, когда используются соединения на основе хрома, шестивалентный хром требуется восстанавливать до трехвалентного хрома при формировании пленки так, чтобы в продукте не содержался шестивалентный хром, поскольку шестивалентный хром очень вреден. Таким образом, условия спекания и температура спекания являются важными элементами контроля при формировании пленки.
Поэтому в качестве примеров листа из электротехнической стали, отвечающего таким требованиям, предлагаются листы из электротехнической стали с изолирующей пленкой, в которой хромовая кислота содержит соединения алюминия, в то время как содержание щелочно-земельных металлов контролируется на уровне определенных количеств или ниже (например, источник патентной литературы 1 и источник патентной литературы 2). В случае таких листов из электротехнической стали с изолирующей пленкой даже в случае использования состава на основе хромата в качестве основного компонента, можно снизить, температуру спекания и соответствовать требованию быстрого нанесения покрытия, что эффективно способствует улучшению производительность и экономии энергии.
Источники патентной литературы
ИПЛ 1: публикация японской нерассмотренной патентной заявки № 9-291368
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 11-92958
Сущность изобретения
Техническая проблема
При изготовлении листа из электротехнической стали с изолирующей пленкой, в качестве примеров способа увеличения линейной скорости и тем самым повышения производительности, эффективны низкотемпературное спекание и быстрое нанесение покрытия, как описано в источнике патентной литературы 1 и источнике патентной литературы 2. Примеры эффективного способа, отличные от описанного выше, включает способ, в котором скорость нагрева увеличивается за счет использования быстрого нагрева при выполнении спекания.
Однако низкотемпературное спекание или быстрое нанесение покрытия изначально не являются методами, которые эффективны для повышения стойкости к вымыванию хрома. Кроме того, можно сказать, что эффекта повышения производительности за счет низкотемпературного спекания или быстрого нанесения покрытия недостаточно. В случае, когда изолирующая пленка спекается с использованием быстрого нагрева для повышения производительности, поскольку реакция восстановления шестивалентного хрома до трехвалентного хрома протекает в не достаточной степени, может иметь место случай, когда шестивалентный хром остается в продукте, что приводит к проблеме касающейся устойчивости к элюированию хрома, когда производство выполняют с использованием быстрого нагрева.
Настоящее изобретение было выполнено для решения проблем, описанных выше, и цель настоящего изобретения состоит в том, чтобы предоставить лист из электротехнической стали с изолирующей пленкой, имеющей отличную устойчивость к вымыванию хрома, даже в том случае, когда изолирующая пленка спекается с использованием быстрого нагревания, которое выгодно для повышения производительности, и предоставить способ изготовления стального листа.
Решение проблемы
Для достижения цели, описанной выше, авторы настоящего изобретения провели тщательные исследования в отношении изолирующей пленки, спеченной с использованием быстрого нагрева, и, в результате, повторно обнаружили, что можно получить лист из электротехнической стали с изолирующей пленкой, имеющей отличную устойчивость к вымыванию хрома в случае, когда изолирующая пленка содержит Fe, Cr, органическую смолу и органический восстановитель, и отношение (Fe/Cr) содержания Fe к содержанию Cr находится в пределах заранее определенного диапазона.
Кроме того, было обнаружено, что можно заметно улучшить устойчивость к вымыванию хрома, выполняя нагрев для спекания со стороны нижнего слоя изолирующей пленки, то есть со стороны стального листа, вместо того чтобы выполнять обжиг со стороны поверхности, на которую нанесена изолирующая пленка, как это выполняют в обычных случаях, когда используется газовая печь или электрическая печь.
Настоящее изобретение было выполнено на основе знаний, описанных выше. То есть предметом настоящего изобретения является следующее.
[1] Лист из электротехнической стали с изолирующей пленкой, причем стальной лист имеет изолирующую пленку, содержащую Fe, Cr, органическую смолу и органический восстановитель по меньшей мере на одной поверхности листа из электротехнической стали, и в изолирующей пленке молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6.
[2] Лист из электротехнической стали с изолирующей пленкой по [1], в котором диаметр частиц органической смолы находится в диапазоне от 30 нм до 1000 нм.
[3] Способ изготовления листа из электротехнической стали с изолирующей пленкой, включающий нанесение обрабатывающего раствора, содержащего соединение хрома, имеющего массовое отношение трехвалентного хрома к общему хрому равное 0,5 или менее, органическую смолу и органический восстановитель, по меньшей мере на одну поверхность листа из электротехнической стали и нагрев листа из электротехнической стали с обрабатывающим раствором со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора.
[4] Способ изготовления листа из электротехнической стали с изолирующей пленкой, включающий нанесение обрабатывающего раствора, состоящего из соединения хрома, имеющего массовое отношение трехвалентного хрома к общему хрому 0,5 или менее, органической смолы и органического восстановителя, по меньшей мере на одну поверхность листа из электротехнической стали и нагрев листа из электротехнической стали с обрабатывающим раствором со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора.
[5] Способ изготовления листа из электротехнической стали с изолирующей пленкой, по [3] или [4], в котором скорость нагревания составляет более чем 35°С/сек.
Выгодные эффекты изобретения
Согласно настоящему изобретению можно получить лист из электротехнической стали с изолирующей пленкой, имеющей превосходную устойчивость к вымыванию хрома, даже в том случае, когда изолирующая пленка спекается с использованием быстрого нагрева, что является преимуществом для повышения производительности.
Описание вариантов осуществления
Ниже в настоящем документе настоящее изобретение будет описываться конкретно.
Хотя особые ограничения, относящиеся к листу из электротехнической стали, который является материалом для настоящего изобретения, отсутствуют, предпочтительно, чтобы химический состав стального листа надлежащим образом контролировали в соответствии с требуемыми свойствами. Например, поскольку повышение удельного сопротивления эффективно для уменьшения потерь в сердечнике, предпочтительно добавлять Si, Al, Mn, Cr, P, Ni и т.п., которые являются элементами, повышающими сопротивление. Содержание этих элементов может быть установлено в соответствии с необходимыми магнитными свойствами.
Кроме того, отсутствуют какие-либо конкретные ограничения, накладываемые на второстепенные составляющие, сегрегирующие элементы, такие как Sb и Sn, и тому подобное. Однако, поскольку C и S являются элементами, которые неблагоприятны для свариваемости, и поскольку предпочтительно, чтобы содержание C и содержание S были как можно более низкими с точки зрения магнитных свойств, предпочтительно, чтобы содержание C составляло 0,01 мас.%. или ниже и чтобы содержание S было 0,01 мас.% или ниже.
Кроме того, конкретных ограничений на способ, используемый для изготовления листа из электротехнической стали, не накладывают и могут использоваться различные традиционно известные способы. Кроме того, хотя особых ограничений на шероховатость поверхности листа из электротехнической стали не накладывают, предпочтительно, чтобы трехмерная шероховатость поверхности SRa составляла 0,5 мкм или менее в случае, когда фактор ламинирования считается важным. Более того, нет особых ограничений на конечную толщину листа из электротехнической стали, и могут использоваться листы электротехнической стали, имеющие различную толщину. Здесь предпочтительно, чтобы конечная толщина листа из электротехнической стали составляла 0,8 мм или менее с точки зрения магнитных свойств.
Лист из электротехнической стали с изолирующей пленкой в соответствии с настоящим изобретением отличается наличием изолирующей пленки, содержащей Fe, Cr, органическую смолу и органический восстановитель, по меньшей мере на одной поверхности листа из электротехнической стали, в которой молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6 в изолирующей пленке. Далее будет описана изолирующая пленка согласно настоящему изобретению.
В настоящем изобретении изолирующая пленка содержит Fe. Изолирующая пленка, содержащая Fe, формируется путем диффузии Fe из листа из электротехнической стали в изолирующую пленку при формировании изолирующей пленки. Можно надлежащим образом контролировать количество диффундирующего Fe, регулируя скорость нагрева при спекании. В частности, можно стимулировать диффузию Fe с помощью метода индукционного нагрева при спекании. Считается, что при подаче тепла на изолирующую пленку (обрабатывающий раствор) со стороны стального листа с использованием метода индукционного нагрева, диффундирующее Fe вступает в реакцию с хромом, эффективно восстанавливая шестивалентный хром.
В настоящем изобретении изолирующая пленка содержит Cr. Изолирующая пленка, содержащая Cr, образуется путем спекания обрабатывающего раствора, содержащего соединение хрома, при формировании изолирующей пленки. Соединение хрома, имеющее массовое отношение трехвалентного хрома к общему хрому 0,5 или менее, как описано ниже, содержится в качестве соединения хрома в обрабатывающем растворе. В результате восстановления шестивалентного хрома, содержащегося в обрабатывающем растворе, до трехвалентного хрома посредством реакции восстановления с органическим восстанавливающим агентом при спекании, можно улучшить устойчивость к вымыванию хрома из изолирующей пленки.
Настоящее изобретение отличается тем, что в изолирующей пленке молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6. В случае, когда молярное отношение (Fe/Cr) составляет от 0,010 до 0,6, улучшаются свойства пленки, в частности стойкость к вымыванию хрома и коррозионная стойкость листа из электротехнической стали с изолирующей пленкой. Хотя причина этого не ясна, полагают, что в результате связывания Cr и Fe вместе через O, поскольку Cr и Fe плотно прилипают друг к другу, вымывание Cr подавляется, и изолирующая пленка уплотняется. Предпочтительно, чтобы отношение Fe/Cr составляло от 0,030 до 0,6.
Как описано ниже, можно регулировать отношение (Fe/Cr), выполняя нагрев при спекании обрабатывающего раствора со стороны стального листа со скоростью нагрева в пределах заданного диапазона в заданном диапазоне температур спекания обрабатывающего раствора, и, в частности, можно стимулировать диффузию Fe, используя метод индукционного нагрева.
Кроме того, можно определить отношение (Fe/Cr), растворяя пленку в горячем щелочном растворе. В случае, когда пленка растворяется в горячем щелочном растворе, можно определить содержание Fe и Cr, например, погружая стальной лист с пленкой в горячий водный раствор NaOH с концентрацией 20 мас.% для растворения пленки и выполняя анализ ICP для определения количества Fe и Cr в растворе.
В настоящем изобретении изолирующая пленка содержит органическую смолу. Особые ограничения типа органической смолы и различных видов смол, таких как акриловые смолы, эпоксидные смолы, уретановые смолы, фенольные смолы, стирольные смолы, амидные смолы, имидные смолы, карбамидные смолы, винилацетатные смолы, алкидные смолы, отсутствуют и могут использоваться полиолефиновые смолы и полиэфирные смолы. Эти смолы могут использоваться отдельно в форме одного вещества или могут использоваться в сочетании друг с другом в форме сополимера или смеси. Более того, нет особых ограничений в отношении формы смолы, пока смола является водной смолой, и приемлемы различные формы, такие как эмульсионная смола, дисперсионная смола, суспензионная смола и порошкообразная смола. Водорастворимая смола, диаметр частиц которой не определен, также может использоваться в комбинации с этими смолами, поскольку это позволяет предотвратить образование трещин в пленке после спекания.
Предпочтительно, чтобы количество добавляемой органической смолы составляло от 0,05 до 0,4 в массовом отношении по отношению к общему количеству хрома. В случае, когда количество органической смолы меньше 0,05, невозможно достичь достаточной штамповки. С другой стороны, в случае, когда количество смолы превышает 0,4, наблюдается ухудшение термостойкости.
Предпочтительно, чтобы диаметр частиц органической смолы в форме твердого вещества составлял 30 нм или более. В случае, когда диаметр частиц мал, из-за увеличения удельной поверхности, наблюдается ухудшение стабильности обрабатывающего раствора, используемого для формирования изолирующей пленки. Хотя особых ограничений верхнего предела диаметра частиц не существует, предпочтительно, чтобы диаметр частицы составлял 1 мкм (1000 нм) или меньше в случае, когда считается важным увеличить коэффициент ламинирования листа из электротехнической стали в двигателе или трансформаторе, который является конечным продуктом.
В настоящем изобретении изолирующая пленка содержит органический восстановитель для промотирования реакции восстановления хрома. Несмотря на отсутствие каких-либо конкретных ограничений типа органического восстановителя, предпочтительным является использование диола и/или по меньшей мере сахарида. В частности, более предпочтительными среди диолов является использование этиленгликоля, пропиленгликоля, триметиленгликоля или 1,4-бутандиола и среди сахаридов использование глицерина, полиэтиленгликоля, сахарозы, лактозы, сахаробиозы, глюкозы или фруктозы.
Предпочтительно, чтобы количество добавляемого органического восстановителя составляло от 0,1 до 2 в пересчете на массовое отношение к общему количеству хрома. Это связано с тем, что в случае, когда количество органического восстановителя меньше 0,1, реакция восстановления между хромовой кислотой и восстановителем протекает в не достаточной степени, и в случае, когда количество органического восстановителя составляет более 2, поскольку реакция становится насыщенной, восстановитель остается в пленке, что приводит к ухудшению свариваемости.
Предпочтительно, чтобы изолирующая пленка, согласно настоящему изобретению, содержала добавку, необходимую для дальнейшего улучшения качества и однородности пленки. В качестве такой добавки может использоваться известная добавка, которая используется для традиционно известной изолирующей пленки на основе хромата. Примеры такой добавки включают органические или неорганические добавки, такие как поверхностно-активное вещество (такое как неионное поверхностно-активное вещество, катионное поверхностно-активное вещество, анионное поверхностно-активное вещество, поверхностно-активное вещество на основе силикона или ацетилендиол), антикоррозийное средство (например, антикоррозийное средство на основе амина или антикоррозионное средство на неаминовой основе), борная кислота, силановый связующий агент (например, аминосилан или эпоксисилан), смазка (например, воск) и золь оксида (такой как золь оксида алюминия, золь диоксида кремния, золь железа, золь диоксида титана, золь олова, золь церия, золь сурьмы, золь вольфрама или золь молибдена).
В случае использования этих добавок для сохранения достаточных свойств пленки предпочтительно, чтобы количество используемых добавок составляло 10 мас.% или меньше по отношению к общей массе изолирующей пленки согласно настоящему изобретению в виде твердого.
Ниже в настоящем документе будет описываться способ изготовления стального листа, имеющего изолирующую пленку, и соответствующего настоящему изобретению.
В настоящем изобретении обрабатывающий раствор, содержащий соединение хрома с массовым отношением трехвалентного хрома к общему хрому 0,5 или менее, органическую смолу и органический восстановитель, наносят по меньшей мере на одну поверхность листа из электротехнической стали, и лист из электротехнической стали с обрабатывающим раствором нагревают со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора.
Обрабатывающий раствор для изолирующей пленки включает соединение хрома, имеющее массовое отношение трехвалентного хрома к общему хрому 0,5 или менее, органическую смолу и органический восстановитель. В настоящем изобретении необходимо, чтобы массовое отношение трехвалентного хрома к общему хрому составляло 0,5 или меньше. Шестивалентный хром, содержащийся в химическом составе раствора, восстанавливается до трехвалентного хрома в результате реакции восстановления с восстановителем при спекании и адсорбируется на стальном листе. В случае, когда массовое отношение трехвалентного хрома к общему хрому в обрабатывающем растворе превышает 0,5, наблюдается ухудшение реакционной способности шестивалентного хрома при спекании из-за электрического и стерического эффекта трехвалентного хрома, который был полимеризован в раствора для обработки, что приводит к ухудшению стойкости образованной пленки к вымыванию Cr. Кроме того, в случае, когда массовое отношение трехвалентного хрома к общему хрому в обрабатывающем растворе превышает 0,5, образуются гелевые отложения из-за трехвалентного хрома, который был полимеризован в обрабатывающем растворе, что затрудняет поддержание качества обрабатывающего раствора.
Здесь обрабатывающий раствор, согласно настоящему изобретению, представляет собой водный раствор, содержащий по меньшей мере один из хромового ангидрида, хроматов и дихроматов в качестве основного соединения. Примеры хроматов и дихроматов включают хроматы и дихроматы, содержащие по меньшей мере один, выбранный из металлов, таких как Ca, Mg, Zn, K, Na и Al.
Кроме того, обрабатывающий раствор, согласно настоящему изобретению, представляет собой обрабатывающий раствор, включающий соединение хрома с массовым отношением трехвалентного хрома/общего хрома равным 0,5 или менее, органическую смолу и органический восстановитель, и раствор не содержит Fe (например, ионы Fe или соединения Fe). Когда обрабатывающий раствор и стальной лист контактируют друг с другом, поверхность стального листа растворяется с образованием ионов Fe. Предпочтительно, чтобы Fe смешивалось с обрабатывающим раствором, когда вода, которая является растворителем обрабатывающего раствора, испаряется с образованием пленки в процессе спекания. В настоящем изобретении причина, по которой источник Fe ограничивается растворением поверхности стального листа, заключается в том, что наблюдается улучшение коррозионной стойкости и адгезии за счет полярных групп (Cr-O- или Cr-OH-) трехвалентного хрома, который был полимеризован в обрабатывающем растворе, плотно прилипающих к Fe в процессе спекания на поверхности, вновь образованной в результате растворения.
Особые ограничения способа, используемого для нанесения обрабатывающего раствора, описанного выше, отсутствуют, при условии, что можно нанести обрабатывающий раствор на поверхность стального листа, и могут использоваться различные методы, такие как метод нанесения покрытия валиком, метод нанесения покрытия стержнем, метод воздушного ножа и метод нанесения покрытия распылением.
После нанесения обрабатывающего раствора для формирования изолирующей пленки спекание выполняют таким образом, что нагрев осуществляется со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°С. Причина, по которой быстрый нагрев выполняется со скоростью нагрева 20°C/с или выше в температурном диапазоне, описанном выше, заключается в том, что это способствует растворению Fe из стального листа, так что отношение ( Fe/Cr) содержания Fe к содержанию Cr в изолирующей пленке находится в заданном диапазоне. В случае, когда быстрое нагревание выполняется в диапазоне температур ниже 100°C, например, в воде, которая является растворителем обрабатывающего раствора, происходит локальное взрывное кипение, и пленка может быть неоднородной.
Хотя максимальная конечная температура в процессе спекания обрабатывающего раствора может быть установлена по мере необходимости, чтобы можно было сформировать покрытие, максимальная конечная температура устанавливается от 100°C до 350°C, поскольку водный раствор, содержащий органическую смолу, используется в качестве раствора для обработки. В случае, когда максимальная конечная температура ниже 100°C, вода, которая является растворителем, имеет тенденцию сохраняться. С другой стороны, в случае, когда максимальная конечная температура выше 350°C, существует риск начала термического разложения органической смолы. Особенно предпочтительно, чтобы максимальная конечная температура составляла от 150°C до 350°C.
Следовательно, в настоящем изобретении скорость нагрева в диапазоне температур от 100°C до 350°C установлена равной 20°C/с или выше. Предпочтительно, чтобы скорость нагрева была выше 35°C/с. Верхний предел скорости нагрева особо не ограничивают. Однако в случае, когда скорость нагрева чрезмерно высока, увеличивается размер нагревательного устройства и затраты на оборудование, и поэтому предпочтительно, чтобы скорость нагрева составляла 200°C/с или ниже, или более предпочтительно 150°C/с или ниже.
Что касается способа, используемого для спекания обрабатывающего раствора для образования изолирующей пленки, важно, чтобы нагрев осуществлялся со стороны стального листа. В случае способов нагрева, которые обычно используются во многих случаях и при которых нагрев выполняется со стороны поверхности покрытия с использованием газовой печи, электрической печи и т.п., когда скорость нагрева чрезмерно высока, сначала высыхает внешний край слоя, в то время как вещества с низкой температурой кипения (такие как растворитель и продукты реакции) остаются внутри пленки, что приводит к плохому внешнему виду поверхности из-за набухания и т.п. Кроме того, поскольку органический восстановитель реагирует в не достаточной степени, при проведении теста на вымывание органический восстановитель растворяется в контрольном растворе, и органический восстановитель восстанавливает шестивалентный хром, который также был растворен в контрольном растворе, что может затруднить точную оценку устойчивости к вымыванию хрома. В случае, когда нагрев осуществляется со стороны стального листа, спекание происходит, начиная с нижнего слоя покрытия, шестивалентный хром эффективно восстанавливается, не наблюдается плохой внешний вид поверхности, даже в случае, когда спекание выполняется при сверхвысокой скорости нагрева около 150°C/с.
Нет необходимости использовать способ нагрева со стороны стального листа на протяжении всего процесса спекания, и такой способ можно использовать частично. В случае, когда способ выполнения нагрева со стороны стального листа используется частично, предпочтительно, чтобы такой способ использовался в течение 0,5 секунды или более в процессе спекания.
Выражение «нагрев со стороны стального листа» в настоящем изобретении обозначает случай, когда стальной лист нагревается изнутри, генерируя тепло внутри стального листа, вместо нагрева стального листа с внешней стороны стального листа. Примеры такого способа нагрева включают метод индукционного нагрева, при котором вихревые токи генерируются внутри стального листа с использованием силовых линий магнитного поля, так что внутри стального листа генерируется джоулево тепло, и способ прямого нагрева с подачей энергии, при котором электрические токи проходят напрямую через стальной лист, так что внутри стального листа генерируется джоулево тепло. Однако на практической производственной линии, трудно осуществить способ прямого нагрева с подачей энергии, при котором электрические токи проходят непосредственно через движущийся стальной лист, и поэтому предпочтительно используют способ индукционного нагрева, при котором вихревые токи генерируются внутри движущегося стального листа с использованием силовых линий магнитного поля, создаваемых электрическими токами, подаваемыми извне.
Как описано выше, в качестве способа выполнения нагрева со стороны стального листа особенно предпочтителен способ индукционного нагрева, при котором нагрев выполняется с использованием вихревых токов, генерируемых внутри стального листа из-за магнитных силовых линий, генерируемых электрическими токами, подаваемыми извне. Конкретные ограничения частоты индукционного нагрева, скорости нагрева или других условий отсутствуют, и такие факторы могут быть надлежащим образом установлены в соответствии, например, со временем нагрева и эффективностью, которые ограничиваются условиями оборудования, и свойств листа из электротехнической стали (таких как толщина и магнитная проницаемость).
Как описано выше, при выполнении нагрева со стороны стального листа наблюдается улучшенную устойчивость к вымыванию хрома по сравнению со случаем, когда нагрев выполняется со стороны поверхности покрытия.
Здесь предпочтительно, чтобы масса покрытия изолирующей пленки составляла от 0,05 г/м2 до 7,0 г/м2. В случае, когда масса покрытия изолирующей пленки составляет менее 0,05 г/м2, трудно достичь однородности пленки, что приводит к нестабильным свойствам пленки. С другой стороны, в том случае, когда масса покрытия изолирующей пленки составляет более 7,0 г/м2, наблюдается ухудшение адгезии пленки.
ПРИМЕРЫ
Ниже настоящее изобретение будет описываться в соответствии с примерами для лучшего понимания настоящего изобретения. Настоящее изобретение не ограничивается примерами, представленными ниже.
При использовании валкового устройства для нанесения покрытия каждый из обрабатывающих растворов, которые представляют собой водные растворы, указанные в таблице 1, наносили на лист из электротехнической стали, имеющий химический состав, содержащий C: 0,003 мас.%, S: 0,003 мас.%, Si: 0,25 мас.%. , Al: 0,25 мас.%, Mn: 0,25 мас.%, А остальное - Fe и неизбежные примеси и толщиной 0,5 мм. Здесь все растворы для обработки включали соединение хрома, органическую смолу и органический восстановитель, и ни один из растворов для обработки не содержал Fe (например, ионы Fe и соединения Fe). После этого была проведено спекание со скоростями нагрева и максимальными конечными температурами, указанными в таблице 1.
Кроме того, для спекающей обработки использовался способ нагрева, представляющий собой способ индукционного нагрева (A), способ нагрева в воздушной печи (C) или их комбинацию (B). Здесь, в случае способа индукционного нагрева, частота составляла 30 кГц, а подаваемый электрический ток варьировался для изменения скорости нагрева. Выполняя нагрев таким образом, скорость нагрева в диапазоне температур от 100°C до 350°C изменяли, как показано в таблице 1.
Для полученных листов из электротехнической стали с изолирующей пленкой были выполнены приведенные ниже оценки.
<Устойчивость к вымыванию хрома>
Устойчивость к вымыванию хрома оценивали в соответствии с EPA3060A. Элюат получали растворением 20 г гидроксида натрия и 30 г карбоната натрия (оба являются гарантированными реагентами, производимыми FUJIFILM Wako Pure Chemical Corporation) в чистой воде с получением раствора, имеющего постоянный объем 1 литр. После того как 50 мл этого элюата было помещено в химический стакан и нагрето до температуры от 90°C до 95°C, добавляли образец листа из электротехнической стали с изолирующей пленкой, 0,4 г MgCl2 (безводный) и 0,5 мл буферного раствора (приготовлен растворением 87г K2HPO4 и 68г KH2PO4 в 1 литре чистой воды), после этого проводили перемешивание в течение 5 минут, а затем проводили вымывние при температуре от 90°C до 95°C в течение 60 минут. Затем, после фильтрации элюата, к полученному фильтрату добавляли 5 моль/литр HNO3 для регулирования pH раствора на уровне 7,5 ± 0,5 с получением раствора, имеющего постоянный объем 250 мл. После взятия аликвоты в 95 мл добавляли 10% раствор H2SO4 для регулирования pH раствора до 2,0 ± 0,5, а затем добавляли 2 мл 0,5% раствора дифенилкарбазида для получения 100 мл раствора постоянного объема. После того как полученный раствор выстоялся 5-10 минут, определяли количество Cr6+ и переводили в количество шестивалентного хрома. Оценка проводилась на основе следующих критериев, и случай, обозначенный Δ или Х был признан неудовлетворительным:
 менее чем 0,2 мг/м2,
менее чем 0,2 мг/м2,
 между 0,2 мг/м2 и более и менее чем 0,5 мг/м2,
между 0,2 мг/м2 и более и менее чем 0,5 мг/м2,
Δ: между 0,5 мг/м2 и более и менее чем 1,0 мг/м2,
×: 1,0 мг/м2 и более.
<Испытание на воздействие кипящего водяного пара>
Внешний вид поверхности образца оценивали после воздействия на образец кипящим водяным паром в течение 30 минут, и случай Δ или × расценивался как неудовлетворительный:
без изменения,
почти что без изменения,
Δ: легкое изменение (побеление, ржавление и тому подобное),
×: значительное изменение (побеление, ржавление и тому подобное).
<Противокоррозионная стойкость>
Противокоррозионную стойкость оценивали в результате проведения испытания на стойкость к воздействию солевого тумана в соответствии с документом JIS-Z2371 при температуре 35°С в 5 %-ном растворе NaCl. Состояние, в котором возникла ржавчина, наблюдали визуально, и оценку производили на основе времени, необходимого для достижения доли площади ржавчины 5%. Случай Δ или × расценивался как неудовлетворительный:
24 часа и более,
между 12 часами и более и менее чем 24 часами,
Δ: между 7 часами и более и менее чем 12 часами,
×: менее чем 7 часов.
<Оценка внешнего вида поверхности при использовании СЭМ>
При использовании СЭМ (сканирующего электронного микроскопа) с увеличением в 1000 раз проводили наблюдения для десяти полей зрения поверхности изолирующей пленки для исследования трещин, возникающих в изолирующей пленке. Оценку проводили на основании следующих далее критериев, и случай Δ или × расценивался как неудовлетворительный:
суммарное количество трещин, идентифицированных в 10 полях зрения, составляло 0,
суммарное количество трещин, идентифицированных в 10 полях зрения, находилось в диапазоне между 1 и более и менее чем 10,
Δ: суммарное количество трещин, идентифицированных в 10 полях зрения, находилось в диапазоне между 10 и более и менее чем 30,
×: суммарное количество трещин, идентифицированных в 10 полях зрения, составляло 30 и более.
<Коэффициент заполнения пакета сердечника>
Коэффициент заполнения пакета сердечника оценивали в соответствии с документом JIS C 2550. Оценку проводили на основании следующих далее критериев, и случай × расценивался как неудовлетворительный:
99 % и более,
между 98 % и более и менее чем 99 %,
Δ: между 97 % и более и менее чем 98 %,
×: менее чем 97 %.
Результаты представлены в таблице 1.

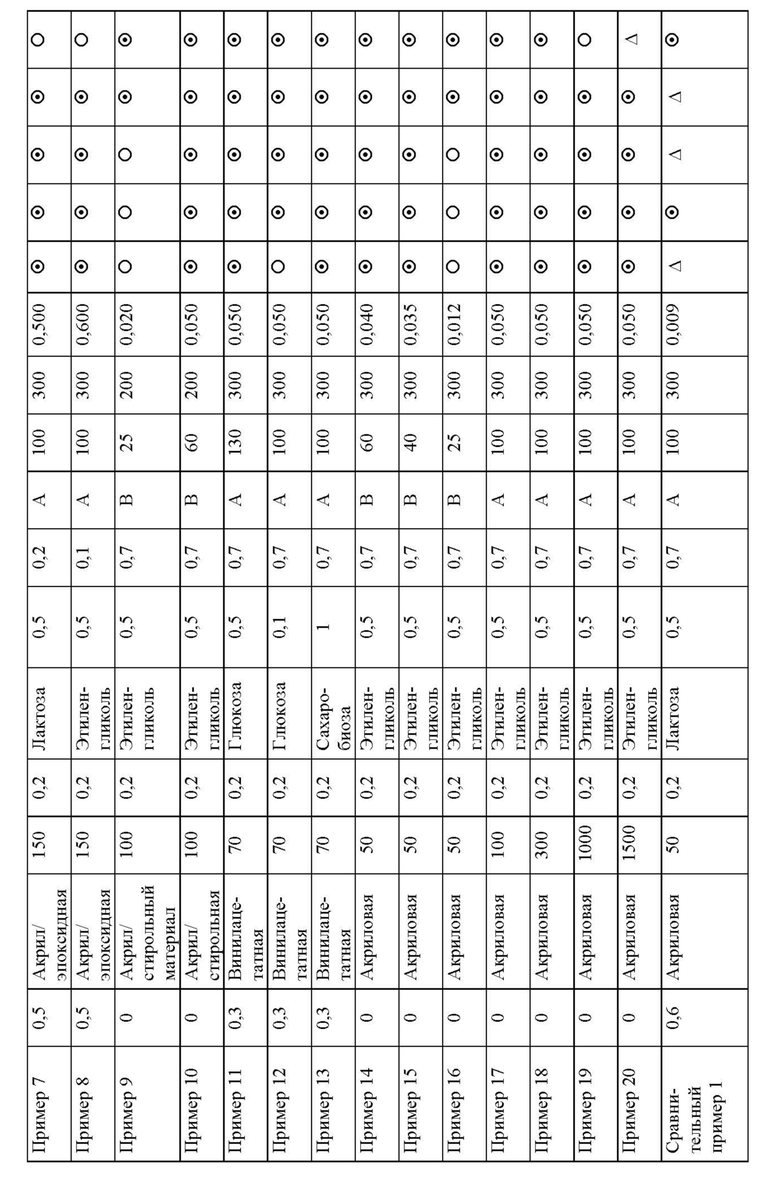

Из результатов, приведенных в таблице 1, ясно, что все примеры настоящего изобретения были превосходными с точки зрения свойств пленки и, в частности, устойчивости к вымыванию хрома.
Группа изобретений относится к листу из электротехнической стали, имеющему изолирующую пленку, и вариантам способа изготовления стального листа. Предложен лист из электротехнической стали с изолирующей пленкой, содержащей Fe, Cr, органическую смолу и органический восстановитель. В изолирующей пленке молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6. Варианты способа включают нанесение обрабатывающего раствора, содержащего или состоящего из соединения хрома, имеющего массовое отношение трехвалентного хрома к общему хрому равное 0,5 или менее, органической смолы и органического восстановителя, по меньшей мере на одну поверхность листа из электротехнической стали и нагрев листа из электротехнической стали с обрабатывающим раствором со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора с получением изолирующей пленки, в которой молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6. Обеспечивается получение листа из электротехнической стали с изолирующей пленкой, имеющей отличную устойчивость вымыванию хрома, даже в том случае, когда изолирующую пленку спекают с использованием быстрого нагрева. 3 н. и 2 з.п. ф-лы, 1 табл.
1. Лист из электротехнической стали с изолирующей пленкой, характеризующийся тем, что стальной лист имеет изолирующую пленку, содержащую Fe, Cr, органическую смолу и органический восстановитель по меньшей мере на одной поверхности листа из электротехнической стали, и в изолирующей пленке молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6.
2. Лист из электротехнической стали с изолирующей пленкой по п.1, в котором диаметр частиц органической смолы находится в диапазоне от 30 нм до 1000 нм.
3. Способ изготовления листа из электротехнической стали с изолирующей пленкой, включающий нанесение обрабатывающего раствора, содержащего соединение хрома, имеющего массовое отношение трехвалентного хрома к общему хрому равное 0,5 или менее, органическую смолу и органический восстановитель, по меньшей мере на одну поверхность листа из электротехнической стали и нагрев листа из электротехнической стали с обрабатывающим раствором со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора с получением изолирующей пленки, в которой молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6.
4. Способ изготовления листа из электротехнической стали с изолирующей пленкой, включающий нанесение обрабатывающего раствора, состоящего из соединения хрома, имеющего массовое отношение трехвалентного хрома к общему хрому 0,5 или менее, органической смолы, органического восстановителя и воды, по меньшей мере на одну поверхность листа из электротехнической стали и нагрев листа из электротехнической стали с обрабатывающим раствором со стороны стального листа со скоростью нагрева 20°C/с или выше в диапазоне температур от 100°C до 350°C для спекания обрабатывающего раствора с получением изолирующей пленки, в которой молярное отношение (Fe/Cr) содержания Fe к содержанию Cr составляет от 0,010 до 0,6.
5. Способ изготовления листа из электротехнической стали с изолирующей пленкой по п. 3 или 4, в котором скорость нагрева составляет более чем 35°С/с.
| JP 2004204335 A, 22.07.2004 | |||
| JP 2003213445 A, 30.07.2003 | |||
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2014 |
|
RU2630723C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2458183C1 |
| JP 9291368 A, 11.11.1997 | |||
| JP 7316833 A, 05.12.1995. | |||

