Перекрестная ссылка на родственные заявки
Настоящая заявка претендует на приоритет, относящийся к японской патентной заявке №2006-242221, зарегистрированной 7 сентября 2006 года, полное содержание которой включено в настоящую заявку в качестве ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к водному раствору для обработки не содержащего шестивалентного хрома и обработанного по поверхности стального листа с покрытием на основе Sn, характеризующегося прекрасными стойкостью к коррозии и адгезией краски и пригодного для использования в качестве материала для автомобильных топливных баков, бытовых электроприборов и промышленных машин, а также к способу производства стального листа с покрытием.
Уровень техники
На протяжении долгого времени стальной лист с покрытием на основе Pb-Sn с очень высокими стойкостью к коррозии, обрабатываемостью, пригодностью к пайке (сварке) и т.п. традиционно используют в качестве материала для автомобильных топливных баков, но недавние строгие экологические ограничения на использование Pb создают трудности для применения его в этой системе. В качестве альтернативы были предложены разные стальные листы. Прежде всего - это сталь с покрытием на основе Sn-Zn, обладающая прекрасными стойкостью к коррозии, обрабатываемостью и рентабельностью, благодаря чему ее применение повсеместно расширяется.
Обработанный по поверхности стальной лист для топливных баков, получаемый в результате применения обработки содержащим шестивалентный хром хроматом покрытия из сплава Sn-Zn, раскрыт в японских не подвергнутых экспертизе патентных публикациях (Kokai) №№58-45396 и 5-106058. Кроме того, в японских не подвергнутых экспертизе патентных публикациях (Kokai) №№10-168581 и 11-217682 раскрыт материал, получаемый с помощью цинкования методом горячего погружения и хроматной обработкой.
Обработка раствором, содержащим шестивалентный хром, идеальна с точки зрения стойкости к коррозии и рентабельности, но шестивалентный хром является веществом, загрязняющим окружающую среду, вследствие чего ограничения на его применение становятся еще более значительными. Для решения этой проблемы был предложен, в частности, способ снижения концентрации шестивалентного хрома в японской не подвергнутой экспертизе патентной публикации (Kokai) №2006-028547 и способ применения реагента на основе Si без хрома в японской не подвергнутой экспертизе патентной публикации (Kokai) №2001-32085. Однако в зависимости от оценки стойкости к коррозии в жестких условиях или в зависимости от условий сварки достичь желаемого качества в полной мере с помощью безхромных традиционных методов невозможно. В WO 02/20874 был предложен способ применения трехвалентного хрома, в меньшей степени загрязняющего окружающую среду, но, как описано ниже, традиционным методом является обработка, для которой используют оцинкованный стальной лист, и даже когда эта обработка применяется непосредственно на стальном листе с покрытием на основе Sn с другим состоянием поверхности, адгезия краски не является удовлетворительной.
С другой стороны, в случае материала для автомобильных топливных баков был использован стальной лист, подвергнутый нанесению покрытия на основе Pb-Sn, известного как «тусклое» (terne) покрытие. Однако поскольку европейское законодательство запрещает использование Рb, то начинают применять стальной лист с нанесенным методом горячего погружения Аl покрытием или стальной лист с нанесенным методом горячего погружения Sn-Zn покрытием.
Что касается традиционных способов, в японских не подвергнутых экспертизе патентных публикациях (Kokai) №№10-81977, 10-81976, 10-176279, 10-212586, 11-256354, 2001-181855 и 2002-146550 раскрыт способ получения раствора для обработки с высокой стабильностью жидкости путем соединения трехвалентного хрома и органической кислоты, но главная его цель состоит в снижении количества шестивалентного хрома в растворе для обработки. Однако из-за отсутствия достаточных исследований отношения «гидроксильная группа/карбоксильная группа» в молекуле органической кислоты, которое будет описано ниже, получение удовлетворительных характеристик адгезии краски и водостойкости не всегда может быть достигнуто. Аналогичным образом, в японской не подвергнутой экспертизе патентной публикации (Kokai) №2001-335958 применение органической кислоты с оптимальным отношением «гидроксильная группа/карбоксильная группа» (которое описано ниже) осуществлено не было и, поскольку усиление адгезии краски не было изучено, адгезия краски остается низкой. Раскрыта возможность двухстадийного нанесения покрытия на силикат, но водорастворимый силикат обычно представляет собой соль с каким-либо щелочным металлом, которая, в отличие от вододиспергируемого кремнезема, не позволяет достичь эффекта усиления адгезии краски.
Наконец, в японских не подвергнутых экспертизе патентных публикациях (Kokai) №№2002-256447 и 2004-346360 авторами сделано предположение относительно промывки водой после нанесения покрытия и сушки и, следовательно, в дополнение к приведенным выше соображениям, среди компонентов пленки увеличивается количество растворенного компонента, что приводит к низкой адгезии краски. В WO 02/20874 и японской не подвергнутой экспертизе патентной публикации (Kokai) №2002-226981 адгезия краски не изучалась. Органический материал, имеющий специфическую гидроксильную группу, не присутствует, а что касается вододиспергируемого кремнезема - сочетание сферического кремнезема и цепочечного кремнезема не изучено и, как следствие этого, стойкость к щелочи и адгезия краски оказались низкими.
Раскрытие изобретения
Настоящее изобретение было создано для решения проблем указанных выше традиционных способов, и целью настоящего изобретения является создание свободного от шестивалентного Сr водного раствора для обработки, характеризующегося как высокой адгезией краски, так и высокой стойкостью к коррозии, и стального листа с покрытием на основе Sn, подвергнутого антикоррозионной обработке с использованием указанного раствора.
В результате интенсивных исследований авторами изобретения установлено, что указанная выше цель может быть достигнута путем использования раствора для обработки, содержащего гидроксикарбоновую кислоту специфической структуры, трехвалентный хром и вододиспергируемый кремнезем. Была изучена причина того, почему стальной лист с покрытием на основе Sn плохо обеспечивает адгезию краски, и установлено, что основной причиной является плохая смачиваемость оксида олова (SnO, SnO2), образующегося на поверхности покрытия в процессе производства или при хранении в естественных условиях. На основании этого были проведены интенсивные исследования, в результате которых было выяснено, что в имеющей специфическую структуру гидроксикарбоновой кислоте карбоксильная кислотная часть молекулы образует комплекс с Sn, усиливая тем самым адгезию краски к покрытию, а поскольку другая гидроксильная группа обеспечивает адгезию к краске, то может быть обеспечена очень высокая адгезия краски. Используемое в заявке выражение «покрытие на основе Sn» подразумевает покрытие, содержание Sn в слое которого составляет 20 вес.% или больше. Если содержание Sn составляет 20 вес.% или больше, оксид олова оказывает вредное действие на адгезию краски. Если содержание Sn составляет 50 вес.% или больше, адгезия краски ухудшается еще больше и, следовательно, адгезия краски, обусловленная образованием комплекса карбоновой кислоты, становится существенной. Если же содержание Sn составляет 80 вес.% или больше, адгезия краски обеспечена быть не может и, следовательно, эффект настоящего изобретения становится еще более значимым.
В основе настоящего изобретения лежит раствор для обработки стального листа с покрытием на основе Sn, содержащий (А) органический материал, (В) водорастворимое соединение хрома, (С) вододиспергируемый кремнезем и воду, где органический материал (А) является по меньшей мере одним из компонентов, выбранных из гидроксикислоты с отношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1, ее лактонной формы и ее оксидного производного, причем водорастворимое соединение хрома (В) не содержит шестивалентного хрома, а рН составляет от 0,7 до 6,0.
Органический материал (А), содержащийся в водном растворе для обработки настоящего изобретения, является преимущественно органическим материалом с числом атомов углерода от 4 до 12.
Органический материал (А) является преимущественно скорее алифатическим, нежели ароматическим соединением. Более предпочтительно, органический материал (А) является аскорбиновой кислотой или каким-либо ее производным.
Вододиспергируемый кремнезем (С) для применения в водном растворе для обработки настоящего изобретения содержит преимущественно по меньшей мере два типа кремнеземов, а именно сферический кремнезем и цепочечный кремнезем при весовом соотношении цепочечный кремнезем/сферический кремнезем (в расчете на SiO2), составляющем от 2:8 до 8:2. Водный раствор для обработки настоящего изобретения преимущественно содержит в качестве дополнительного компонента (D) фосфорную кислоту и/или какое-либо соединение фосфорной кислоты и при этом суммарное весовое соотношение Сr в растворе для обработки настоящего изобретения к РO4 в фосфорной кислоте или соединении фосфорной кислоты (D) составляет преимущественно РO4/Сr = от 1:1 до 3:1. Кроме того, предпочтительно, чтобы водный раствор для обработки настоящего изобретения содержал в качестве дополнительного компонента (Е) соль металла, в которой металлом является по меньшей мере один из металлов, выбранных из группы, состоящей из Mg, Ca, Ba, Sr, Co, Ni, Zr, W и Мо, и чтобы весовое соотношение металла к хрому металл/Сr составляло от 0,01:1 до 0,5:1.
Наибольший эффект настоящее изобретение оказывает при нанесении покрытия с помощью водного раствора для обработки настоящего изобретения на стальной лист, имеющий образованный на нем слой Sn-Zn покрытия, содержащего от 1 до 8,8 мас.% Zn и от 91,2 до 99,0 мас.% Sn, и высушивании стального листа. Предложен также способ производства стального листа с покрытием на основе Sn, характеризующегося высокой стойкостью к коррозии и прекрасной адгезией краски, в котором вес покрытия после нанесения и высушивания водного раствора для обработки настоящего изобретения на стальном листе с покрытием на основе Sn составляет в расчете на металлический хром от 3 до 100 мг/м2 на каждой из поверхностей.
Иными словами, настоящее изобретение включает в себя водный раствор для обработки стального листа, имеющего на своей поверхности покрытие на основе Sn, содержащий (А) органический материал, (В) водорастворимое соединение хрома, (С) вододиспергируемый кремнезем и воду, где органический материал (А) является по меньшей мере одним из компонентов, выбранных из оксикислоты с соотношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1, ее лактонной формы и ее оксидного производного, причем водорастворимое соединение хрома (В) не содержит шестивалентного хрома, а рН составляет от 0,7 до 6,0 и способ производства стального листа с покрытием на основе Sn, характеризующегося высокой стойкостью к коррозии и прекрасной адгезией краски, включающий нанесение водного раствора для обработки на стальной лист с покрытием на основе Sn и сушку стального листа.
Как уже было сказано, водный раствор для обработки настоящего изобретения по существу не содержит вредного для живых организмов и окружающей среды шестивалентного хрома и характеризуется прекрасной стабильностью жидкости, а стальной лист с покрытием на основе Sn, получаемый нанесением в качестве покрытия и последующим высушиванием водного раствора для обработки настоящего изобретения, характеризуется как прекрасной стойкостью к коррозии, так и высокой адгезией краски, являясь при этом значительно более пригодным с точки зрения экологии и промышленности по сравнению с существующими Рb-содержащими материалами для автомобильных топливных баков.
Осуществление изобретения
Ниже водный раствор для обработки по настоящему изобретению описан подробно. Водный раствор для обработки по настоящему изобретению содержит (А) органический материал, (В) водорастворимое соединение хрома, (С) вододиспергируемый кремнезем и воду и имеет рН от 0,7 до 6,0. Органический материал (А) является по меньшей мере одним из материалов, выбранных из оксикислоты с соотношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1, ее лактонной формы и ее оксидного производного. Более предпочтительно, если значение соотношения гидроксильная группа/карбоксильная группа составляет от 4:1 до 8:1 и еще более предпочтительно - 5:1. Если значение соотношения гидроксильная группа/карбоксильная группа меньше 3:1, адгезия краски ухудшается параллельно с уменьшением числа ее координационных связей со Sn или ухудшением стойкости к растворению в щелочи, в то время как, если это соотношение больше 10:1, адгезия краски ухудшается параллельно с уменьшением числа ее координационных связей со Sn и, в то же время, может произойти неблагоприятное гелеобразование в водном растворе для обработки или ухудшение образования покрытия на поверхности стального листа из-за повышенной вязкости.
Органический материал (А) преимущественно имеет число атомов углерода от 4 до 12. Если число атомов углерода меньше 4, органический материал не удовлетворяет отношению гидроксильная группа/карбоксильная группа настоящего изобретения, позволяющему стабильно применять этот материал в промышленности, в то время как, если число атомов углерода превышает 12, доля гидрофобных групп в органическом соединении увеличивается, в результате чего гидрофобные группы распределяется неравномерно и в процессе образования пленки агрегируют одна с другой, повышая тем самым вероятность растрескивания и, вследствие этого, адгезия краски имеет тенденцию к ухудшению.
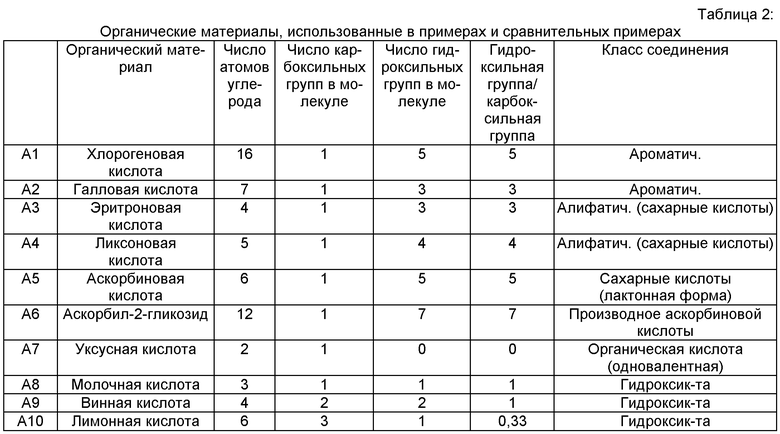
Тип органического материала (А) с величиной соотношения гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1 для применения в настоящем изобретении в особой степени не ограничен, но включает в себя сахарные кислоты и карбоксизамещенные фенолы. Используемые в настоящем изобретении сахарные кислоты относятся к соединениям, получаемым превращением групп сахаров в функциональные группы с помощью окисления, этерификации и т.п., и подразумевают соединения, содержащие в молекуле 1 или более карбоксильных групп и 3 или более гидроксильных групп.
Конкретные их примеры включают глюконовую кислоту, аскорбиновую кислоту, эритроновую кислоту, треоновую кислоту, рибоновую кислоту, арабиновую кислоту, ксилоновую кислоту, ликсоновую кислоту, аллоновую кислоту, альтроновую кислоту, манноновую кислоту, гулоновую кислоту, идоновую кислоту, галактоновую кислоту, талоновую кислоту и их производные. Конкретные примеры карбоксизамещенных фенолов включают шикимовую кислоту и хиновую кислоту. Включены также лактонная форма и производные типа сложных эфиров, эфир фосфорной кислоты с аскорбил-2-глюкозидом, которые при диссоциации связи в водном растворе могут дать указанное выше отношение гидроксильная группа/карбоксильная группа.
Органический материал (А) для применения в настоящем изобретении представляет собой, более предпочтительно, алифатическое соединение, не имеющее ароматического кольца, и, еще более предпочтительно, соединение, принадлежащее к группе указанных выше сахарных кислот. Из органических материалов (А) алифатическое соединение, представленное сахарными кислотами, образует комплекс с Sn легче, чем ароматическое соединение, обладает прекрасной стойкостью к щелочи и, в свою очередь, проявляет тенденцию к обеспечению очень высокой адгезии краски. Из названных сахарных кислот предпочтительны аскорбиновая кислота и ее производные или оксид, и органический материал (А) для применения в настоящем изобретении содержит один или более из их представителей. Аскорбиновая кислота обычно известна в лактонной форме и наиболее полезна в настоящем изобретении, так как после раскрытия кольца значение отношения гидроксильная группа/карбоксильная группа становится равным 5:1, т.е. доля гидроксильных групп из групп сахара становится наиболее высокой, свидетельствуя о наиболее легком образовании комплекса с Sn и, в то же самое время, это соединение является доступным для промышленности. В том случае, когда покровным материалом является Zn система, должен образоваться комплекс с Zn, но координационная сила при этом мала по сравнению с Sn комплексом из-за разницы в атомных радиусах, вследствие чего эффект усиления адгезии краски низок. Можно утверждать, что при сочетании покрытия на основе Sn и аскорбиновой кислоты возникает синергетический эффект.
Смесевое количество органического материала (А) для применения в настоящем изобретении, выраженное в виде молярного отношения к Сr в водорастворимом соединении хрома (В) (А)/(В) = от 0,01 до 0,80, предпочтительно от 0,03 до 0,60 и, более предпочтительно, от 0,05 до 0,5. Если смесевое количество меньше 0,01, эффект усиления адгезии краски отсутствует, в то время как, если оно превышает 0,8, получаемая пленка теряет свою водостойкость и, в частности, ухудшается вторичная адгезия к покровной пленке.
Компонент (В) в водном растворе для обработки по настоящему изобретению представляет собой водорастворимое соединение хрома и по существу не содержит шестивалентного хрома. Используемое в настоящей заявке выражение «по существу не содержит шестивалентного хрома» означает то, что шестивалентный хром не детектируется колориметрическим методом с использованием дифенилкарбазида, который обычно известен как метод количественного определения шестивалентного хрома. Водный раствор для обработки по изобретению содержит соединение хрома, не являющегося шестивалентным хромом, и при этом раствор окрашивается этим соединением. С целью уменьшения окрашивающего эффекта суммарную концентрацию хрома в растворе доводят до 200 ч./млн и, предполагая, что доверительным пределом указанного анализа является 0,1 ч./млн, содержание шестивалентного хрома доводят до значения ниже 0,1 ч./млн.
Водорастворимое соединение хрома (В) является подходящим при условии, что оно является соединением хрома, по существу не содержащим шестивалентного хрома, и тип его строго не ограничен, но примеры его включают в себя соединение трехвалентного хрома, такое как бифосфат хрома, фторид хрома, нитрат хрома и сульфат хрома. Могут быть также использованы соединения, получаемые растворением хромого ангидрида в воде с целью получения водного раствора, содержащего шестивалентный хром, с последующим добавлением к раствору крахмала, сахаров, спиртов, органического материала типа того, который описан как органический материал (А) настоящего изобретения, или какое-либо соединение, обладающее восстановительной активностью типа перексида водорода, гидразина, фосфористой кислоты и сульфата железа(II), в результате чего происходит восстановление шестивалентного хрома.
Компонент (С) в водном растворе для обработки по настоящему изобретению представляет собой вододиспергируемый кремнезем. В качестве вододиспергируемого кремнезема могут использоваться различные типы Snowtex (зарегистрированная торговая марка, производимая Nissan Chemicals Industries, Ltd.). He являясь в особой степени ограничительными, примеры сферического кремнезема включают Snowtex С, Snowtex CS, Snowtex CM, Snowtex O, Snowtex OS, Snowtex OM, Snowtex NS, Snowtex N, Snowtex NM, Snowtex S, Snowtex 20, Snowtex 30 и Snowtex 40, а примеры цепочечного кремнезема включают Snowtex UP, Snowtex OUP, Snowtex PS-S, Snowtex PS-SO, Snowtex PS-M, Snowtex PS-MO, Snowtex PS-L и Snowtex PS-LO. Дисперсия кремнезема, получаемого осаждением из паровой фазы, легко выпадает в осадок из раствора для обработки и не является предпочтительной.
Весовое соотношение смесевого компонента (С) в водном растворе для обработки по настоящему изобретению к металлу в расчете на Сr в водорастворимом соединении хрома (В) и выраженное в виде SiO2/Cr составляет от 0,5:1 до 6:1, Если это весовое соотношение меньше 0,5:1, названный компонент в меньшей степени способствует стойкости к коррозии и адгезии краски, в то время как, если соотношение превышает 6:1, эффект насыщается. Что касается используемого в водном растворе для обработки по настоящему изобретению вододиспергируемого кремнезема, для этой цели преимущественно смешивают и применяют один или более цепочечных кремнеземов и один или более сферических кремнеземов. Что же касается отношения цепочечный кремнезем/сферический кремнезем, то весовое соотношение цепочечный кремнезем/сферический кремнезем в расчете на SiO2 составляет от 8:2 до 2:8 и, более предпочтительно, от 6:4 до 4:6. Если весовое соотношение цепочечный кремнезем/сферический кремнезем превышает 8:2, появляется тенденция ухудшения стойкости к щелочи, в то время как, если это соотношение меньше 2:8, удовлетворительная адгезия краски получена быть не может.
рН водного раствора для обработки по настоящему изобретению составляет преимущественно от 0,7 до 6,0, более предпочтительно - от 0,8 до 2,0 и, еще более предпочтительно - от 1,0 до 1,8. Тип кислоты для доводки рН строго не ограничен, но предпочтительна сильная кислота, с помощью которой можно доводить рН, используя малые количества кислоты, примеры которой включают азотную кислоту, серную кислоту и фосфорную кислоту. Щелочь же для повышения рН включает в себя аммониевые соли, такие как аммиак и карбонат аммония, аминные соединения, такие как диэтаноламин и триэтиламин, гуанидиновые соединения, такие как гуанидин-карбонат. Если рН водного обработочного раствора настоящего изобретения ниже 0,2, интенсифицируется травильное действие, что ведет в результате образования водорода на поверхности покрытия к плохой обрабатываемости, в то время как, если рН превышает 6,0, оксидная пленка на покрытой оловом поверхности удаляется в недостаточной степени и при этом ухудшается стабильность жидкости.
Водный раствор для обработки по настоящему изобретению преимущественно содержит в качестве дополнительного компонента (D) фосфорную кислоту и/или соединение фосфорной кислоты. Примеры их включают ортофосфорную кислоту, метафосфорную кислоту, пирофосфорную кислоту и их аммониевые соли, аминные соли и бифосфаты хрома. Благодаря содержанию в водном растворе для обработки фосфорной кислоты и/или соединения фосфорной кислоты стойкость к коррозии усиливается. Весовое соотношение фосфорной кислоты и/или соединения фосфорной кислоты (D) к металлу в расчете на Сr в водорастворимом соединении хрома (В), выраженное в виде РO4/Сr, составляет от 1:1 до 3:1, более предпочтительно - от 1:1 до 2:1. Если весовое соотношение меньше 1:1, эффект усиления стойкости к коррозии отсутствует, а если оно превышает 3:1, может ухудшиться адгезия краски.
В целях еще большего усиления стойкости к коррозии водный раствор для обработки по настоящему изобретению преимущественно содержит также (Е) соль металла, в которой металлом является преимущественно по меньшей мере один металл, выбранный из группы, состоящей из Mg, Ca, Sr, Ba, Co, Ni, Zr, W и Мо. Более предпочтительно, когда металлической солью является соль Ni и/или Со и при этом весовое соотношение металл/Сr = от 0,01:1 до 0,5:1 и еще более предпочтительно, если солью является нитрат, а весовое соотношение металл/Сr = от 0,05:1 до 0,4:1, Если весовое соотношение меньше 0,01:1, эффект усиления стойкости к коррозии отсутствует, а если оно превышает 0,5:1, этот эффект насыщается.
В целях еще большего усиления адгезии между поверхностью покрытия и пленкой к водному раствору для обработки по изобретению могут быть дополнительно примешены фосфоновая кислота или какое-либо соединение фосфоновой кислоты. Тип соединения фосфоновой кислоты строго не ограничен, но он включает в себя хелатирующий агент с одной или более группами фосфоновой кислоты или ее соли, например метилдифосфонат, метиленфосфонат, этилидендифосфонат и их аммониевые соли и соли щелочных металлов. Продукты их окисления наряду с хелатирующими агентами на основе фосфоновой кислоты включают в себя продукты, имеющие в молекуле атом азота и окисленные до формы N-оксида.
С целью усиления стойкости к коррозии и способности к окрашиванию к водному раствору для обработки по настоящему изобретению может быть примешана в качестве дополнительного компонента водорастворимая смола. Тип водорастворимой смолы строго не ограничен, но предпочтительно использовать обычно применяемые для этой цели водорастворимую акриловую смолу или сополимер в количестве, не оказывающем влияния на стабильность жидкости.
Стальным листом с покрытием, который предназначен для обработки раствором настоящего изобретения, может быть стальной лист с покрытием из Sn или Sn сплава, такой как лист стали с гальваническим оловянным покрытием, называемый луженым листовым железом, лист стали с гальваническим Sn-Zn покрытием и стальной лист с Sn-Zn покрытием, нанесенным методом горячего погружения. Предпочтителен стальной лист с образованным на нем слоем покрытия на основе Sn, включающим от 1 до 8,8 мас.% Zn и от 91,2 до 99,0 мас.% Sn. Целью добавления Zn является придание слою покрытия протекторного защитного действия от коррозии. Покрытие из оловянно-цинкового сплава применяется главным образом для защиты стального листа покрытием из олова (стандартный потенциал ЕО=-0,14 В), который является электрохимически благородным металлом, и придает протекторную защитную способность против коррозии благодаря добавлению цинка (стандартный потенциал ЕО=-0,245 В), который является базовым металлом. Если количество добавленного Zn меньше 1 мас.%, удовлетворительная протекторная защитная способность против коррозии не может быть получена, в то время как, если количество Zn повышено, усиливается образование обусловленной цинком белой ржавчины. Если Zn превышает эвтектическую точку 8,8%, появляется обильная белая ржавчина, по причине чего указанную точку принимают преимущественно в качестве верхнего предела. Примеры примесных элементов включают в себя следовое количество Fe, Ni, Со или Рb. Эффект усиления стойкости к коррозии получают также путем добавления Mg. Кроме того, при желании могут добавляться Аl, мишметалл, Sb и т.п.
Способ производства стального листа с покрытием на основе Sn специально не определен, но предпочтительным является способ нанесения покрытия горячим погружением, с помощью которого легко получают толстое покрытие. Способ нанесения покрытия горячим погружением включает в себя метод Сендзимира, поточный метод либо же может быть использован любой другой способ производства. Чтобы получить хороший внешний вид при нанесении покрытия на основе Sn с высоким содержанием Sn, преимущественно применяют нанесение предварительного покрытия на основе Ni или Со. С помощью такого предварительного покрытия облегчается нанесение хорошего покрытия без сбоев в процессе его нанесения. В частности, при нанесении предварительного Ni-Fe покрытия образуется Sn дендритная структура, предотвращающая концентрирование Zn на границе блесток покрытия на основе Sn, и, вследствие этого, достигается очень высокая стойкость к коррозии. В то же время на границе раздела между слоем покрытия на основе Sn и базовым металлом образуется слой Ni, Со или Fe покрытия, слой интерметаллического покрытия из Sn или Mg, содержащий металл из указанных выше металлов, или слой, представляющий собой композит из них обоих. Толщина этого слоя строго не ограничена, но обычно составляет 1 мкм или меньше.
Степень нанесения покрытия на основе Sn влияет на свойства и на производственные расходы. Степень нанесения, как несложно понять, должна быть предпочтительно большей для стойкости к коррозии и предпочтительно меньшей с точки зрения точечной свариваемости и себестоимости. Чтобы сбалансировать эти позиции, следует выбирать степень нанесения покрытия приблизительно от 5 до 100 г/м2 для одной поверхности, и в этих пределах степень нанесения является предпочтительной. Например, в том случае, когда стойкость к коррозии не играет особой роли, как, например, в случае бытовых устройств, степень нанесения покрытия по указанной причине меньше, а в случае применения для автомобильного топливного бака, где стойкость к коррозии является важной, степень нанесения покрытия предпочтительно больше.
Благодаря покрытию с оловом, обладающему очень высокой стойкостью к коррозии, указанный выше стальной лист с покрытием обладает великолепной стойкостью к коррозии по сравнению со стальным листом, имеющим покрытие на основе цинка, но, с другой стороны, оксид олова (SnO, SnO2), образующийся на поверхности Sn и занимающий большую часть поверхности покрытия в процессе производства или при хранении в естественных условиях, является хрупким и характеризуется слабой смачиваемостью, что является причиной недостаточной адгезии между покрытием и краской. Однако раствор для обработки по настоящему изобретению вытравливает должным образом оксид олова на поверхности покрытия, в результате чего образуется свежая металлическая поверхность покрытия, которая после нанесения на нее покрытия и сушки образует композиционную пленку, содержащую органическую кислоту, имеющую специфичную структуру Сr-кремнезем, непосредственно связанную с металлом покрытия, в результате чего может быть получен обработанный по поверхности стальной лист с покрытием на основе Sn, обладающий хорошей стойкостью к коррозии и великолепной адгезией краски.
Что касается способа обработки с использованием водного раствора для обработки по настоящему изобретению, то достаточно, если водный раствор для обработки настоящего изобретения наносят на поверхность стального листа с покрытием и высушивают при нагревании, причем метод нанесения покрытия, метод сушки и т.п. строго не ограничены. Обычно можно использовать метод нанесения покрытия с помощью валика для нанесения на поверхность базового материала раствора для обработки или метод смачивания поверхности базового металла опрыскиванием или погружением с последующим удалением избытка раствора для обработки путем отжимающего валика или с помощью воздушного ракеля, регулируя тем самым нанесенное количество раствора. При этом температура водного раствора для обработки в особой степени не ограничена, но предпочтительна температура обработки от 5 до 60°С.
Температура сушки после нанесения водного раствора для обработки по настоящему изобретению, выраженная в виде максимальной пиковой температуры листа, составляет преимущественно от 50 до 200°С. Способ нагрева строго не ограничен, и может быть использован любой направляющий агент, такой как горячий воздух, открытое пламя, индукционное тепло, инфракрасные лучи, ближние инфракрасные лучи и электропечь. Количество пленки после сушки в расчете на вес Сr составляет преимущественно от 3 до 100 мг/м2, более предпочтительно - от 4 до 80 мг/м2 и еще более предпочтительно - от 5 до 40 мг/м2. Если количество пленки после сушки меньше 3 мг/м2, эффект усиления стойкости к коррозии низок, в то время как, если он превышает 100 мг/м2, на самой пленке велика вероятность растрескивания и т.п. и уменьшается адгезия краски.
Ниже описана функция каждого компонента в растворе для обработки по настоящему изобретению.
Детальные исследования позволили установить, что органический материал (А) при применении в настоящем изобретении способен обеспечить следующие эффекты. Во-первых, этот компонент способствует стабильности жидкости, используемой в качестве раствора для обработки. В гидроксикислоте с соотношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1 по меньшей мере одна пара карбоксильной группы и гидроксильной группы сильно координируется с ионом трехвалентного хрома, а остальные две или более гидроксильные группы обеспечивают гидрофильность, благодаря которой предотвращается реакция самоконденсации иона трехвалентного хрома в жидкости при ее хранении и, таким образом, может быть усилена стабильность раствора для обработки. В то же время, поскольку соотношение гидроксильная группа/карбоксильная группа в молекуле составляет от 3:1 до 10:1, по меньшей мере одна пара карбоксильной группы и гидроксильной группы сильно и селективным образом координируется с Sn на поверхности покрытия, в результате чего после нанесения раствора на стальной лист с покрытием на основе Sn и высушивания его может развиваться надежная адгезия к поверхности покрытия. Кроме того, этот компонент одновременно обеспечивает также поперечное связывание трехвалентного хрома с кремнеземом, вследствие чего в процессе роста полимера благодаря упрочнению связи с краской образуется пленка, усиливается стойкость к коррозии пленки, а также адгезия краски.
Органический материал А, который является цепочечным, таким как сахарные кислоты, менее подвержен стерическим ограничениям по сравнению с плоской структурой, имеющей ароматическое кольцо, что благоприятствует координации с Sn. Кроме того, считается, что образование связей в пленке включает в себя дегидратационную конденсацию и имеет ковалентный характер, что приводит к образованию пленки с очень высокими водостойкостью и стойкостью к коррозии.
С другой стороны, в случае органического материала, имеющего только карбоксильную группу, например в случае ацетата хрома, у которого мольное отношение уксусная кислота/Сr(III) равно 3 или больше, обеспечивается стабильность жидкости. При обработке стального листа с покрытием карбоксильная группа уксусной кислоты после нанесения раствора и сушки остается, как полагают, в основном в пленке. В пленке карбоксильная группа просто образует электростатическую связь с Сr или металлом покрытия и, следовательно, эта связь легко разрывается при обработке кислотой или щелочью или при локальной реакции кислота/щелочь при протекании коррозии. Материал также легко растворяется из-за его малого молекулярного веса и, следовательно, адгезия краски и стойкость к коррозии являются низкими.
В случае обычной хроматной пленки для усиления адгезии добавляют полиакриловые кислоты, но, так как полиакриловые кислоты являются полимером, то число связывающих центров в одной молекуле велико и достижение разрыва всех связей затруднительно. Соответственным образом снижается способность к выделению из раствора, и указанный выше недостаток проявляется в меньшей степени. Однако поперечное связывание легко протекает даже в водном растворе и, в зависимости от добавленного количества, раствор для обработки может образовать гель. Полиакриловые кислоты могут применяться с целью усиления адгезии краски при их добавлении в малом количестве, но не могут быть использованы для повышения стабильности жидкости в качестве противоиона трехвалентного хрома.
Даже в том случае, когда органический материал имеет как гидроксильную, так и карбоксильную группу, если соотношение гидроксильная группа/карбоксильная группа составляет 2:1 или меньше, например в случае молочной кислоты, винной кислоты, глицериновой кислоты или лимонной кислоты, не только ослабляется сила координации с Sn по причине пространственной структуры, обусловленной карбоксильной группой и гидроксильной группой в пленке, но при этом низка также и стойкость к щелочи и слаба адгезия краски. Напротив, если соотношение гидроксильная группа/карбоксильная группа превышает 10:1, сила координации с Sn и, соответственно, адгезия краски уменьшаются и, в то же время, появляется тенденция к повышению вязкости и ухудшению покрываемости в результате трехмерного взаимодействия избыточных гидроксильных групп.
В растворе для обработки по настоящему изобретению вододиспергируемый кремнезем (С) является обязательным, и благодаря этому компоненту может быть повышена стойкость к коррозии. При использовании же двух или более типов различных по форме вододиспергируемых кремнеземов могут быть доведены до своего максимума как адгезия краски, так и стойкость к щелочи. Влияние вододиспергируемого кремнезема на пленку в случае сферического кремнезема и цепочечного кремнезема различно и, следовательно, предпочтительно смешивать два или более типов этих кремнеземов. Более конкретно, отдельные частицы сферического кремнезема являются истинными сферическими частицами с размером приблизительно от нескольких нанометров до нескольких сотен нанометров и, когда из их жидкой дисперсии образуется пленка, частицы могут плотно перекрываться с образованием ровной пленки, имеющей небольшую удельную площадь поверхности. С другой стороны, цепочечный кремнезем представляет собой частицу, образующуюся из сферического или овального кремнезема, которые соединяются между собой в цепочку порядка нескольких сотен нанометров и, когда из жидкой дисперсии этого цепочечного кремнезема образуется пленка, содержащиеся в цепочке частицы непосредственно между собой перекрыты, в результате чего может образоваться неровная пленка, обладающая высокой удельной площадью поверхности.
Действительно, когда на поверхности стального листа образовывалась пленка при использовании цепочечного кремнезема в растворе для обработки по настоящему изобретению, образование неровной пленки происходило благодаря эффекту цепочечного кремнезема, что очень эффективно для усиления адгезии краски. Однако если использовали только цепочечный кремнезем в растворе для обработки по настоящему изобретению, ухудшалась стойкость к щелочи. Снижение стойкости к щелочи означает, что, когда стальной лист настоящего изобретения промывают щелочным раствором (щелочное обезжиривание), хром, являющийся компонентом пленки, легко переходит в раствор. Это явление было обнаружено в ходе исследований в настоящем изобретении.
С другой стороны, если в растворе для обработки по настоящему изобретению использовали один сферический кремнезем, образовывалась плотная пленка с меньшим количеством неровностей" и меньшей удельной площадью поверхности, которая обладала прекрасной стойкостью к щелочи, но эффект закрепления при этом был низким из-за меньшего количества неровностей, а адгезия краски оказалось пониженной при сравнении с цепочечным кремнеземом. Иными словами, пленка с меньшим количеством неровностей и меньшей удельной площадью поверхности лучше с точки зрения стойкости к щелочи, но характеризуется худшей адгезией краски, а пленка с большим количеством неровностей и большей удельной поверхностью хуже с точки зрения стойкости к щелочи, но лучше для адгезии краски. Соответственным образом, чтобы обеспечить как адгезию краски, так и стойкость к щелочи в настоящем изобретении, предпочтительно объединить один или более типов цепочечного кремнезема с одним или более типами сферического кремнезема при весовом соотношении цепочечный кремнезем/сферический кремнезем от 2:8 до 8:2 в расчете на SiO2.
Фосфорная кислота или фосфатное соединение (D) в растворе для обработки по настоящему изобретению образует после нанесения и высушивания раствора трехмерную нерастворимую соль с трехвалентным хромом и эффективны для усиления стойкости к коррозии.
Соль металла (Е) в растворе для обработки по настоящему изобретению оказывает в сочетании с кремнеземом эффект повышения стойкости к коррозии. В частности, на поверхности содержащего Zn покрытия названный компонент способствует образованию базового хлорида цинка или базового карбоната цинка, способных подавлять коррозию и, следовательно, обусловленные коррозией потери цинка могут быть снижены.
ПРИМЕРЫ
Ниже настоящее изобретение описывается более подробно на основе примеров и сравнительных примеров. Следует обратить внимание на то, что эти примеры приведены для облегчения понимания настоящего изобретения, но не предназначены для ограничения объема настоящего изобретения.
[Изготовление листа для испытаний]
(1) Испытательный образец
Производство стального листа с покрытием на основе Sn, нанесенным методом горячего погружения
Сталь, содержащая указанные в таблице 1 компоненты, выплавляют с помощью обычного способа вакуумной дегазации на сталеплавильном конверторе, получая при этом сляб. Этот сляб подвергают горячей прокатке, холодной прокатке и затем непрерывно отжигают в нормальных условиях, получая отожженный стальной лист (толщина листа 0,8 мм). После нанесения на часть полученного стального листа Fe-Ni покрытия в количестве 0,2 г/м2 наносят с помощью метода флюсования покрытие на основе Sn. В качестве ванны для нанесения покрытия с Fe-Ni сплавом используют ванну Уотта (Watt) для нанесения Ni покрытия, к которой добавлено 30-200 г/л сульфата железа. Флюс применяют путем нанесения с помощью валика с водным раствором ZnCl2, и при этом Zn составляющая в ванне для нанесения покрытия меняется в пределах от 0 до 20 вес.%. Температуру ванны для нанесения покрытия устанавливают на 280°С, и после нанесения покрытия степень нанесения покрытия корректируют с помощью газовой смывки. Степень шероховатости поверхности полученного таким образом стального листа с покрытием подправляют путем дрессировки с помощью валика с разной степенью шероховатости.
Производство стального листа с покрытием на основе Zn. нанесенным методом горячего погружения
Аналогично примеру получения стального листа с покрытием на основе олова, нанесенным методом горячего погружения, сталь, содержащую указанные в таблице 1 компоненты, выплавляют с помощью обычного способа вакуумной дегазации на сталеплавильном конверторе, получая при этом сляб. Этот сляб подвергают горячей прокатке, кислотной промывке с помощью 10%-ной соляной кислоты и затем холодной прокатке в нормальных условиях, получая холоднокатаный стальной лист с толщиной 0,8 мм. Этот холоднокатаный стальной лист отжигают при температуре выдержки 800°С в течение 20 сек, охлаждают до 465°С со скоростью охлаждения 20°С/сек и погружают на 3 сек в ванну для нанесения покрытия с Zn-0,2% Al при температуре ванны 460°С, после чего с помощью зачистки доводят степень нанесения покрытия до 40-50 г/м2.
Полученный стальной лист подвергают затем нескольким типам дообработки. Тип и состав средства дообработки приведены в таблице 2.
В данном случае для всех дообработанных пленок на обеих сторонах производили одну и ту же обработку. В случае тусклого листа, для сравнения, использовали один и тот же указанный выше отожженный лист (толщина листа 0,8 мм). После нанесения на часть стального листа Ni покрытия до 1 г/м2 с помощью метода флюсования наносят Pb-Sn покрытие. Флюс применяли путем нанесения его с помощью валика с водным раствором ZnCl2 и при этом Sn в составе ванны для нанесения покрытия составил 8%. Температура ванны для нанесения покрытия была установлена на 350°С и после нанесения покрытия степень нанесения покрытия корректировали с помощью газовой смывки. Стальной лист после этого погружали в раствор 10 г/л фосфорной кислоты и использовали для испытаний.
(2) Обезжиривающая обработка
Каждый из приготовленных выше испытательных образцов подвергают обработке обезжиривания (концентрация 20 г/л, температура 60°С, опрыскивание в течение 20 сек) с помощью щелочного обезжиривающего агента на силикатной основе Fine Cleaner 4336 (зарегистрированная торговая марка, произведен фирмой Nihon Parkerizing Co., Ltd.), после чего промывают водопроводной водой.
(3) Приготовление раствора для поверхностной обработки настоящего изобретения
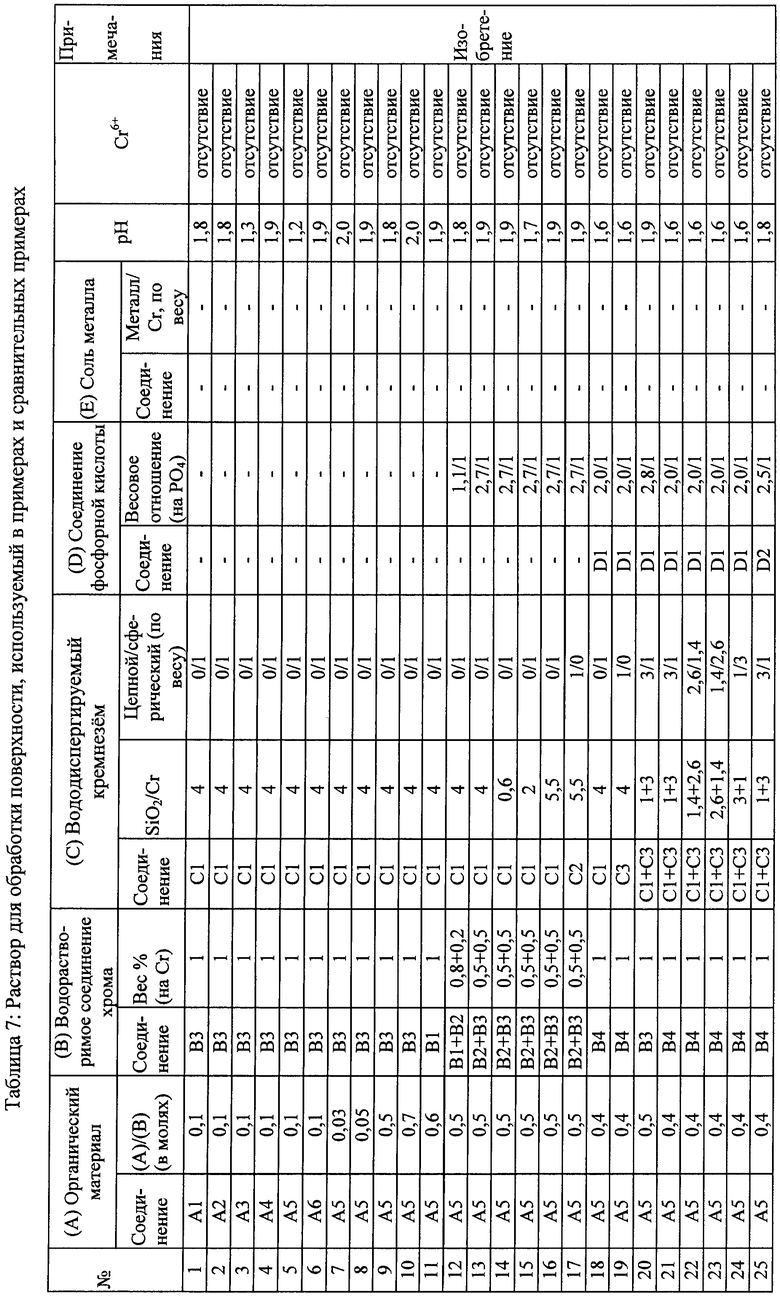
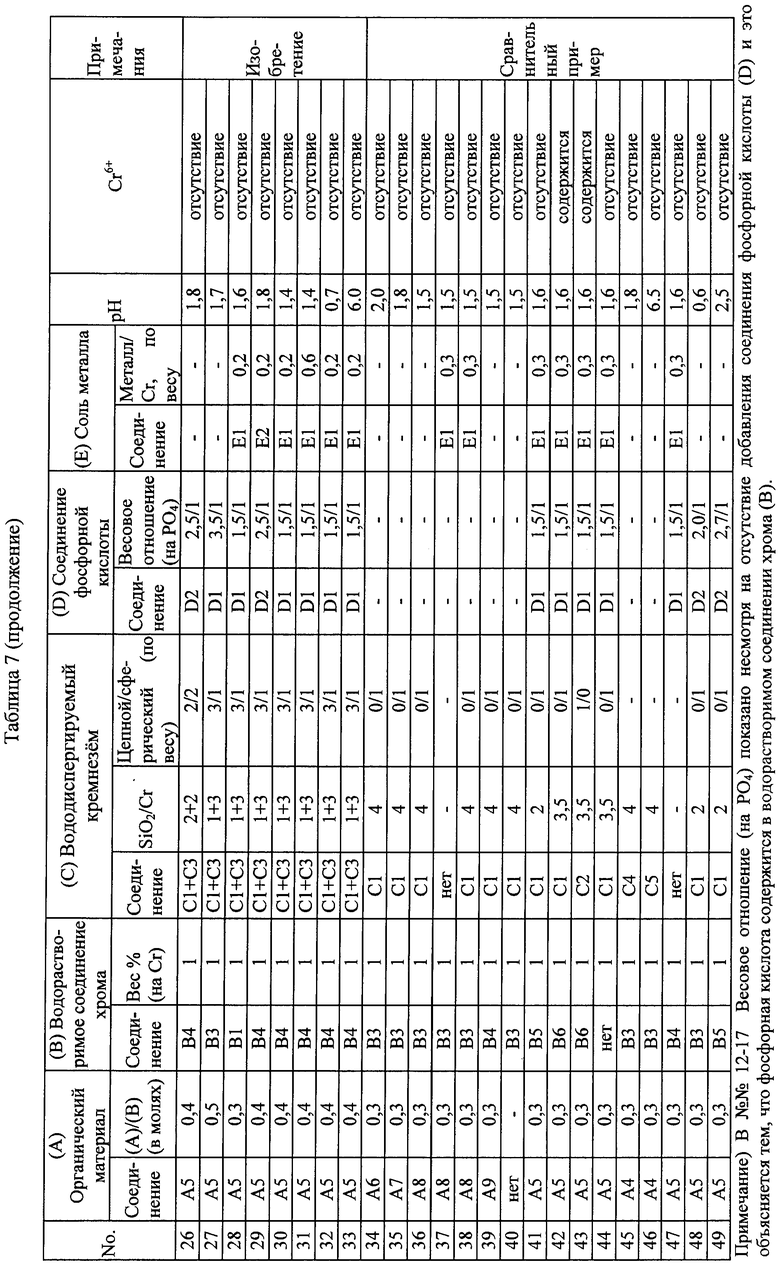
Органические материалы показаны в таблице 2, водорастворимые соединения хрома показаны в таблице 3, вододиспергируемые кремнеземы показаны в таблице 4, фосфорная кислота и ее соединения показаны в таблице 5, и азотнокислые соли металлов показаны в таблице 6. В примерах №№1-33 и сравнительных примерах №№34-49 (исключая сравнительные примеры №№42 и 43), показанных в таблице 7, подтверждено, что шестивалентный хром по существу отсутствует. В данном случае «восстановленный на 30% хром» был получен путем растворения хромового ангидрида в чистой воде и добавления метанола для восстановления шестивалентного хрома на 30%. В этом случае «восстановленный на 100% хром» был получен добавлением компонентов (вододиспергируемый кремнезем был добавлен позже) к восстановленному на 30% хрому с образованием состава, показанного в таблице 7, корректировкой рН с помощью азотной кислоты и водного аммиака и добавлением гидразингидрата (NH2NH2·H2O) до прекращения детектирования шестивалентного хрома.
Компоненты смешивают и растворяют с образованием состава, показанного в таблице 7, и корректируют рН с использованием азотной кислоты и водного аммиака. После корректировки рН добавляют вододиспергируемый кремнезем и доводят концентрацию с помощью чистой воды до 1 вес.% в расчете на концентрацию Сr, получая в результате водный раствор для обработки.
(4) Нанесение раствора для обработки поверхности
Каждый из приготовленных выше растворов для обработки поверхности наносят на каждый из испытательных образцов с помощью стержневого устройства для нанесения покрытий и высушивают при температуре окружающего пространства, равной 240°С. При необходимости степень нанесения корректируют соответствующим регулированием концентрации твердого компонента. Количество нанесенного Сr (мг/м2) определяют с помощью рентгено-флуоресцентного анализа, используя для этого среднее значения на площади с диаметром ϕ30 мм.
[Средства и способы оценки технических характеристик]
(1) Испытания на стойкость к коррозии (тест на стойкость к коррозии плоской части)
Испытания с солевым распылением согласно JIS-Z-2371 проводят в течение 1000 час, после чего визуально изучают площадь образования красной ржавчины и делают оценку на основании следующих критериев.
[Оценочные критерии]
АА: Доля площади образования красной ржавчины меньше 3% от общей площади.
ВВ: Доля площади образования красной ржавчины от 3% до менее 10% от общей площади.
СС: Доля площади образования красной ржавчины от 10% до менее 30% от общей площади.
DD: Доля площади образования красной ржавчины 30% или более от общей площади.
(2) Свариваемость
Проводят точечную сварку в указанных ниже условиях сварки и делают оценку ряду непрерывных точек до достижения диаметра сварной точки меньше  .
.
[Условия сварки]
Электрод: куполообразный электрод, диаметр вершины 6 мм.
Сварочный ток: 95% от тока, вызывающего образование пыли.
Прилагаемое давление: 200 кг.
Предварительная опрессовка: 50 циклов.
Электризация: 10 циклов.
Выдержка: 3 цикла.
[Оценочные критерии]
АА: Более 300 непрерывных точек.
ВВ: От 200 до 300 непрерывных точек.
СС: От 100 до 200 непрерывных точек.
DD: Менее 100 непрерывных точек.
(3) Адгезия краски
На испытательный образец наносят краску на основе смолы фталевой кислоты с помощью стержневого устройства для нанесения покрытий и высушивают при нагревании в течение 20 мин при 120°С до толщины сухой пленки 20 мкм. После этого испытательный образец погружают на 30 мин в кипящую воду, извлекают из нее и оставляют на 24 часа. Затем проводят обработку поперечного среза, образуя 100 квадратиков размером 1 мм, и после теста на отдирание клейкой ленты определяют число оставшихся квадратиков. Ниже приведены оценочные критерии адгезии краски. Тест проводится для двух единиц каждого из испытательных образцов.
[Оценочные критерии]
АА: Число оставшихся квадратиков: 100.
ВВ: Число оставшихся квадратиков: от 98 до менее 100.
СС: Число оставшихся квадратиков: от 50 до менее 98.
DD: Число оставшихся квадратиков: менее 50.
(4) Стабильность раствора для обработки
Каждый водный раствор для обработки выдерживают при 30°С в герметически закрытом состоянии. Ниже приведены оценочные критерии стабильности раствора для обработки.
[Оценочные критерии]
АА: Отсутствие гелеобразования в течение 5 суток или больше.
ВВ: Отсутствие гелеобразования в течение времени от 24 часов до 5 суток.
СС: Отсутствие гелеобразования в течение времени от 1 часа до менее 24 часов.
DD: Гелеобразование в течение времени менее 1 часа.
(5) Долговременная стабильность жидкости
К каждому из растворов для обработки добавляют карбонат цинка в количестве 2 г/л в расчете на Zn, после чего раствор выдерживают 1 неделю при 40°С в герметически закрытом состоянии. Образец оценивают как «хороший», если гелеобразование и выпадение осадка в растворе для обработки не наблюдаются, и оценивают как «плохой», если они наблюдаются.
(6) Стойкость к щелочи
Испытательный образец подвергают обезжиривающей обработке (концентрация 20 г/л, температура 60°С, опрыскивание в течение 20 сек) щелочным обезжиривающим агентом на силикатной основе Fine Cleaner 4336 (зарегистрированная торговая марка, произведен фирмой Nihon Parkerizing Co., Ltd.), после чего промывают водопроводной водой и сушат в печи в течение 10 мин в атмосфере с температурой 80°С. Степень нанесения Сr покрытия измеряют с помощью рентгено-флюоресцентной спектроскопии до и после обезжиривания, рассчитывают степень фиксации Сr на основании отношения степень нанесения Сr покрытия после обезжиривания/степень нанесения Сr покрытия до обезжиривания. Ниже приведены оценочные критерии степени фиксации Сr.
[Оценочные критерии]
АА: Степень фиксации от 98 до 100%.
ВВ: Степень фиксации от 90 до 98%.
СС: Степень фиксации от 50 до 90%.
DD: Степень фиксации менее 50%.
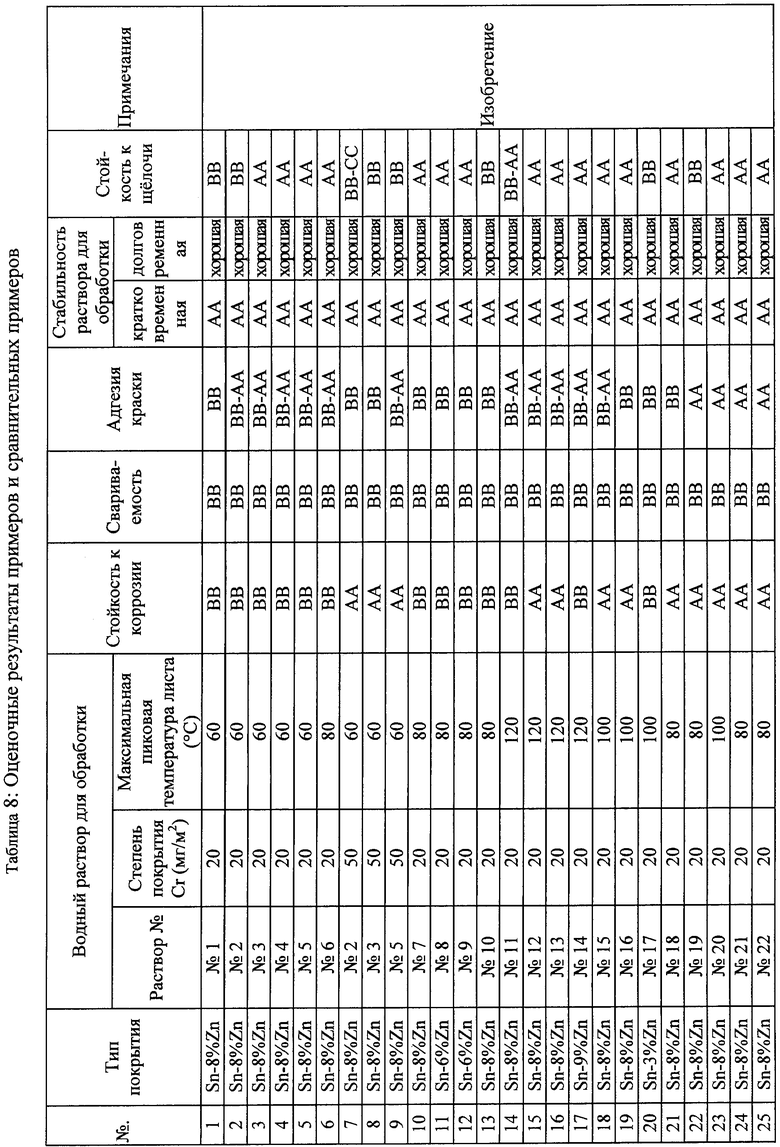
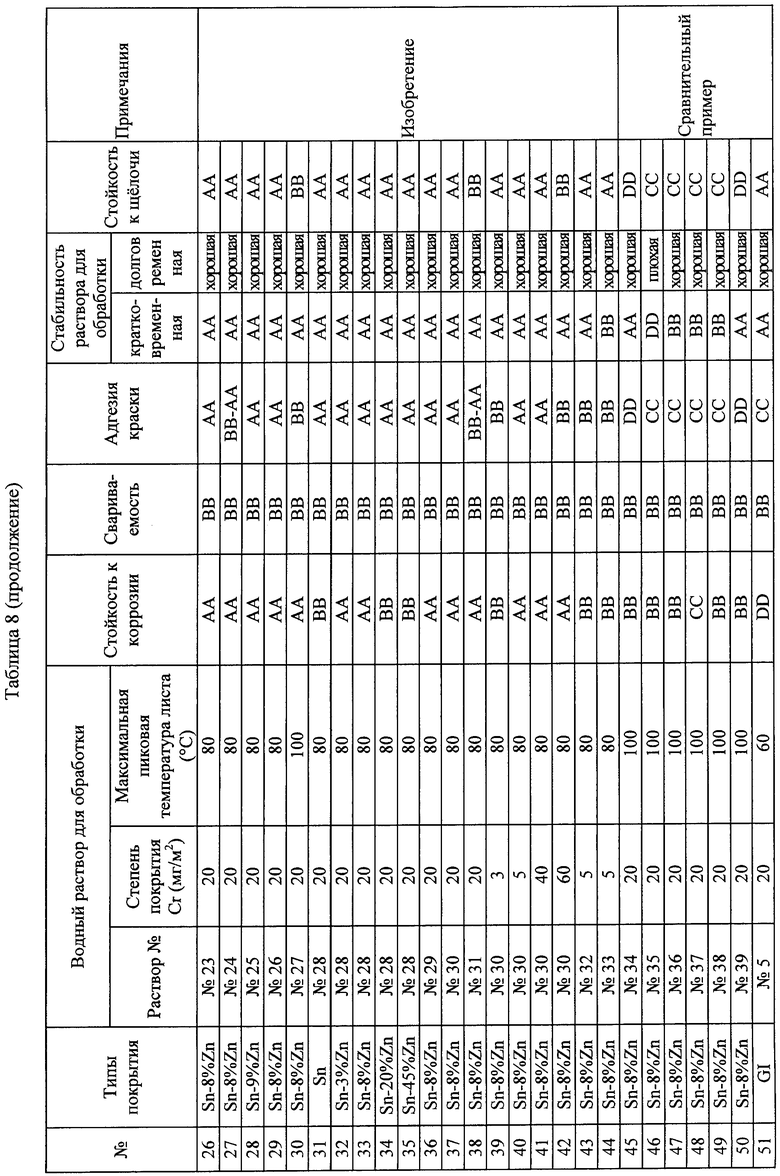
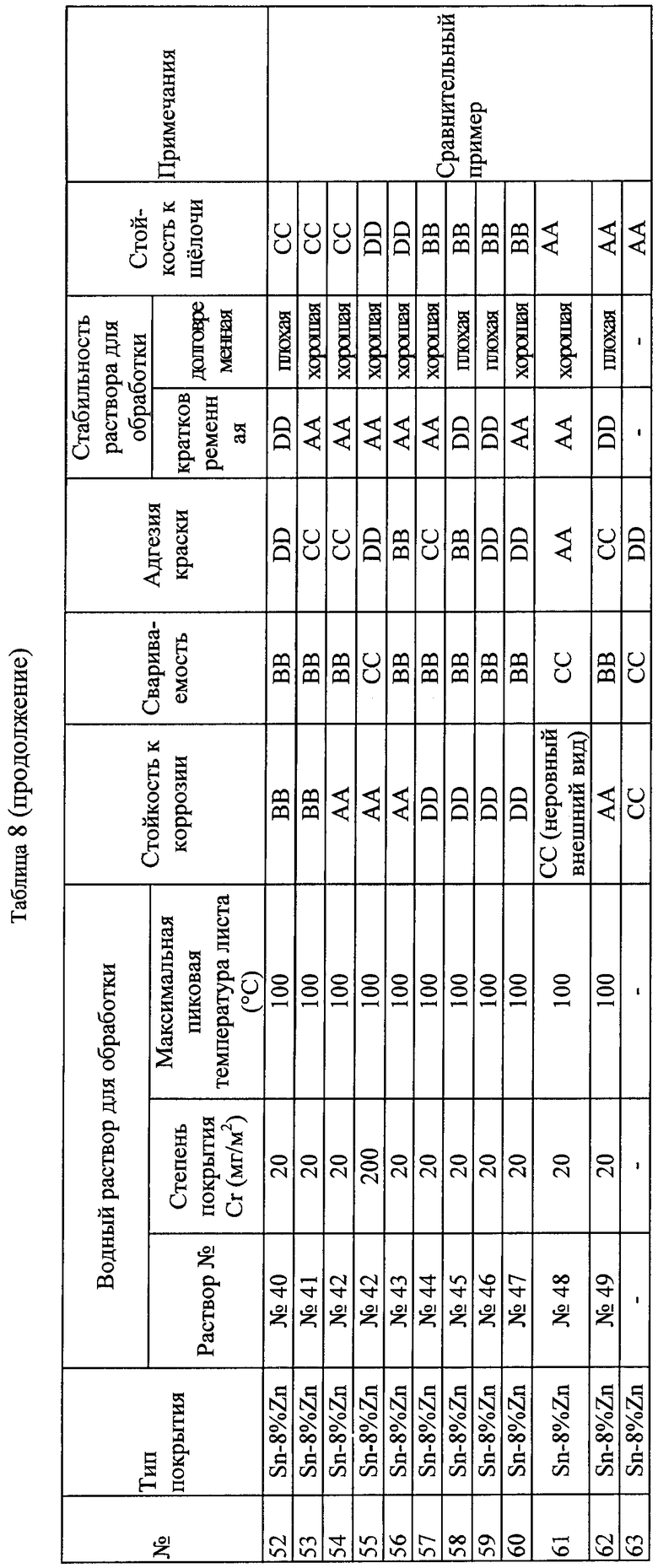
Как следует из таблиц 7 и 8, водный раствор для обработки по настоящему изобретению демонстрирует превосходную стабильность жидкости и стальной лист с покрытием на основе Sn, нанесенным методом горячего погружения, полученный с помощью нанесения и высушивания водного раствора для обработки по настоящему изобретению, характеризуется очень высокими стойкостью к коррозии, адгезией краски, свариваемостью и стойкостью к щелочи. С другой стороны, как следует из таблиц 7 и 8, в сравнительных примерах эти характеристики не были хорошо сбалансированы. В то же время стальной лист с покрытием на основе Sn, нанесенным методом горячего погружения, полученный с помощью нанесения и высушивания водного раствора для обработки, указанный в №№42 и 43 таблицы 7, обладает эффектом, сравнимым с эффектом примеров, показанных в таблице 8, но эти растворы для обработки содержат шестивалентный хром и экологически нежелательны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ | 1998 |
|
RU2203980C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2400563C2 |
| Жидкость для химической конверсионной обработки и способ химической конверсионной обработки с ее использованием | 2022 |
|
RU2792999C1 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ | 2006 |
|
RU2412278C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ, СОДЕРЖАЩИМ ПОЛИСИЛОКСАНОВЫЙ ПОЛИМЕР, И СПОСОБ ПОЛУЧЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НЕМ | 2006 |
|
RU2395623C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ | 2006 |
|
RU2404289C2 |
| МЕТАЛЛИЧЕСКИЙ ЛИСТ С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ ДЛЯ ПРИМЕНЕНИЯ В АВТОМОБИЛЯХ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ПРИГОДНОСТЬ К КОНТАКТНОЙ СВАРКЕ, КОРРОЗИОННУЮ СТОЙКОСТЬ И ФОРМУЕМОСТЬ | 2013 |
|
RU2592895C2 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2688982C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2726523C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2360174C1 |
Изобретение относится к обработке стального листа с покрытием на основе олова. Водный раствор содержит органическое вещество, водорастворимое соединение хрома, вододиспергируемый кремнезем и воду. Органическое вещество является, по меньшей мере, одним веществом, выбранным из гидроксикислоты с соотношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1, ее лактонной формы и ее оксидного производного, водорастворимое соединение хрома (В) не содержит шестивалентного хрома, и рН составляет от 0,7 до 6,0. В способе указанный водный раствор наносят на стальной лист с образованным на нем слоем покрытия на основе Sn, содержащим от 1 до 8,8 мас.% Zn и от 91,2 до 99,0 мас.% Sn, и высушивают стальной лист. Изобретение позволяет получить обработанный стальной лист с покрытием на основе олова, характеризующийся высокой стойкостью к коррозии и прекрасной адгезией краски. 2 н. и 7 з.п. ф-лы, 8 табл.
1. Водный раствор для обработки стального листа с покрытием на основе Sn, содержащий (А) органическое вещество, (В) водорастворимое соединение хрома, (С) вододиспергируемый кремнезем и воду, в котором органическое вещество (А) является, по меньшей мере, одним веществом, выбранным из гидроксикислоты с соотношением гидроксильная группа/карбоксильная группа в молекуле от 3:1 до 10:1, ее лактонной формы и ее оксидного производного, водорастворимое соединение хрома
(B) не содержит шестивалентного хрома, и рН составляет от 0,7 до 6,0.
2. Водный раствор по п.1, в котором органическое вещество (А) является органическим веществом с числом атомов углерода от 4 до 12.
3. Водный раствор по п.2, в котором органическое вещество (А) является алифатическим соединением.
4. Водный раствор по п.3, в котором органическое вещество (А) является аскорбиновой кислотой или ее производным.
5. Водный раствор по п.1, в котором вододиспергируемый кремнезем
(C) содержит по меньшей мере два типа кремнезема, а именно: сферический кремнезем и цепочечный кремнезем при весовом соотношении: цепочечный кремнезем/сферический кремнезем (в расчете на SiO2) от 2:8 до 8:2.
6. Водный раствор по п.1, который содержит дополнительный компонент (D) фосфорную кислоту и/или соединение фосфорной кислоты и суммарное весовое соотношение Сr в обработочном растворе к РO4 в фосфорной кислоте или соединении фосфорной кислоты (D) составляет РO4/Сr=от 1:1 до 3:1.
7. Водный раствор по п.1, который содержит дополнительный компонент (Е) металлическую соль, в которой металлом является, по меньшей мере, один из металлов, выбранных из группы, состоящей из Mg, Са, Ва, Sr, Co, Ni, Zr, W и Мо, и весовое соотношение металла к хрому металл/Сr составляет от 0,01:1 до 0,5:1.
8. Способ обработки стального листа с покрытием на основе Sn, характеризующегося высокой стойкостью к коррозии и прекрасной адгезией краски, включающий нанесение водного раствора для обработки по любому из пп.1-7 на стальной лист с образованным на нем слоем покрытия на основе Sn, содержащим от 1 до 8,8 мас.% Zn и от 91,2 до 99,0 мас.% Sn, и высушивание стального листа.
9. Способ по п.8, в котором вес покрытия после сушки (в расчете на металлический хром) составляет от 3 до 100 мг/м2 на одной поверхности стального листа с покрытием на основе Sn.
| JP 2001335958 А, 07.12.2001 | |||
| JP 2001098387 A, 10.04.2001 | |||
| JP 11286790 A, 19.10.1999 | |||
| JP 7011454 A, 13.01.1995 | |||
| JP 9053185 A, 25.02.1997 | |||
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ | 1998 |
|
RU2203980C2 |

