Изобретение относится к электромеханическим устройствам космических аппаратов (КА) (например, электронасосные агрегаты (ЭНА), электроприводы антенн, электроприводы солнечных батарей и прочее, преимущественно телекоммуникационных спутников), которые должны быть работоспособны – безотказно функционировать в течение не менее 15 лет (ресурс не менее 140000 часов) в условиях эксплуатации КА на орбите.
Анализ данных эксплуатации электромеханических устройств в составе КА показывает, что безотказная работа их в первую очередь зависит от качественного изготовления электроприводов, у которых для обеспечения оптимальных рабочих характеристик, в том числе минимально возможной массы, экранирующую (герметизирующую) гильзу статора (см., например, схему ЭНА, приведенную на рис. 1.8, страница 17 книги “М.В.Краев, В.А.Лукин, Б.В.Овсянников. Малорасходные насосы авиационных и космических систем. М.:Машиностроение,1985” [1]), в настоящее время, выполняют из титанового сплава. И для обеспечения безотказной работы таких деталей в течение требуемого ресурса их технология должна гарантировать их размеростабильность и, тем самым, исключить увеличение осевой и радиальной сил сверх допускаемых, действующих в опорах ротора.
Известен способ обеспечения качества изготовления титановых деталей проведением в определенной последовательности операций термообработки: отжига, отпуска и старения после черновой, затем чистовой механической обработки титановой детали, согласно п. 1.17 и п. 1.12 (согласно первому абзацу и последнему предложению третьего абзаца пункта) “ОСТ 92-9465-81. Детали из титановых сплавов. Технические требования” [2]. Причем основной операцией является операция отжига, которая обеспечивает снятие внутренних напряжений в металле, возникающих после механической обработки титановых деталей, а иначе, в результате релаксации внутренних напряжений, в дальнейшем, в процессе последующих этапов изготовления, испытаний, хранения и эксплуатации произойдет деформация титановой детали электропривода, что обуславливает возрастание осевых и радиальных нагрузок и, следовательно, повышенный износ опор и преждевременный отказ электропривода и электромеханического устройства.
Анализ источников информации по патентной и научно-технической литературе показал, что наиболее близким по технической сути – прототипом предлагаемого технического решения является способ обеспечения качества изготовления на основе [2].
Согласно [2] операцию отжига осуществляют в среде инертного газа или в вакууме при температуре, например, для деталей из титанового сплава ВТ16 от 550 до 600 °С в течение от 0,5 до 8 часов. При этом о качестве проведенного отжига судят визуально по проявлению на поверхности детали в виде цветов побежалости от соломенного до коричневого.
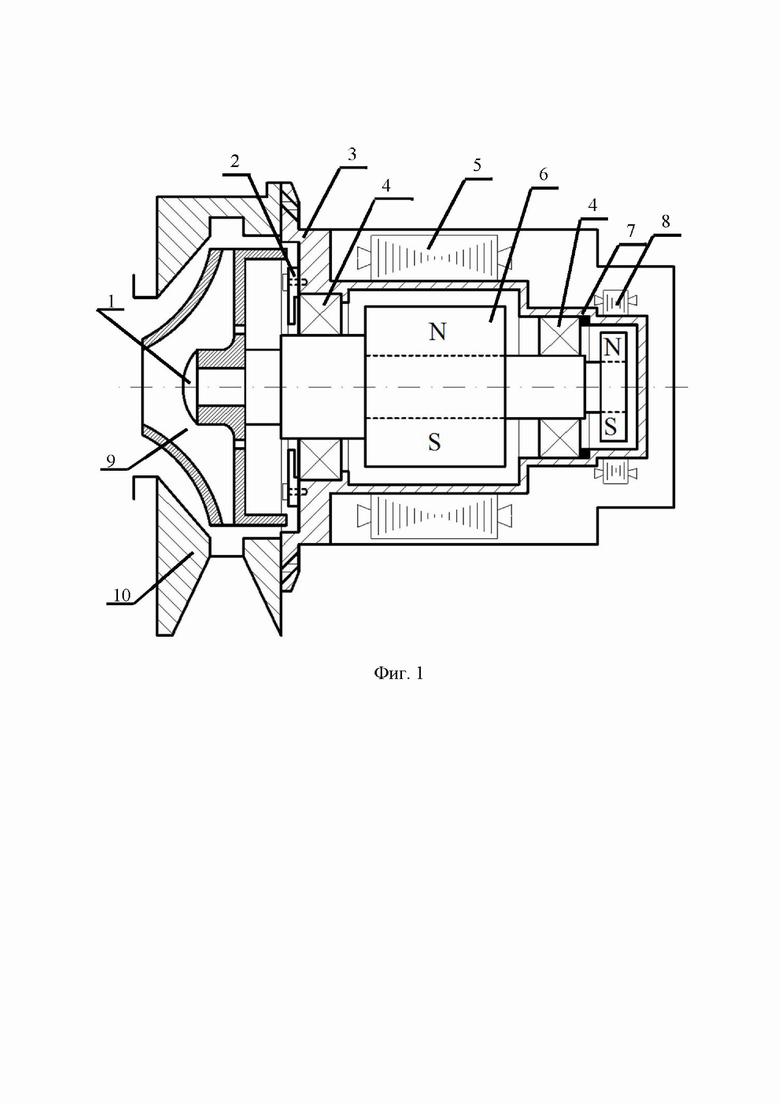
Анализ опыта изготовления ЭНА телекоммуникационных КА, принципиальная схема которого изображена на фигуре 1 (где 1-винт, 2-втулка, 3-корпус электродвигателя, 4-подшипник качения, 5-обмотка якоря, 6-ротор, 7-экранирующая (герметизирующая) гильза (тонкостенная) статора, 8-датчик положения ротора, 9-рабочее колесо насоса, 10-корпус насоса), показывает, что визуальный контроль не обеспечивает достоверный контроль качества проведенного отжига экранирующей гильзы статора (см. поз. 7 на фигуре 1) электропривода, т.к. в процессе изготовления и наземных испытаний и отработки ЭНА (в составе ЭНА его электропривод установлен штатно) были случаи разрушения конструкции экранирующей гильзы статора в районе датчика положения ротора (поз.8) с потерей герметичности (была проточена гильза в зоне датчика положения ротора) или заклинивания ротора (поз:6) (ротор не извлекался) в экранирующей гильзе статора (поз.7) ЭНА, т.е. отказ ЭНА из-за скрытого брака его электропривода.
Таким образом, известное техническое решение не обеспечивает качественное изготовление электропривода ЭНА КА.
Технической проблемой заявленного изобретения является низкие надежность и качество изготовления ЭНА КА.
Указанная проблема решается тем, что в предложенном авторами способе обеспечения качества изготовления электромеханического устройства космического аппарата, например электронасосного агрегата, содержащего электропривод, выполненный с возможностью свободного извлечения ротора из полости экранирующей гильзы статора, изготовленной из титанового сплава, включающий проведение её термообработки, в том числе отжига, после операций механической обработки и контроль качества термообработки, проводимый после заключительной термообработки до штатной установки ротора в полость экранирующей гильзы статора для дальнейшего штатного монтажа электропривода в состав электронасосного агрегата, причём при каждом контроле и перед штатной установкой ротор предварительно устанавливают в полость экранирующей гильзы статора с возможностью свободного извлечения ротора из неё, после этого электропривод прикрепляют к технологической подставке и прикладывают к концу вала постепенно увеличивающееся усилие до момента извлечения ротора из полости экранирующей гильзы статора и зафиксируют измеренную максимальную величину силы в процессе извлечения ротора, затем определяют величину суммарной нормальной силы, которая действовала на поверхностях наружных обойм подшипников в процессе извлечения ротора, и сравнивают с величиной допустимой суммарной нормальной силы на поверхностях наружных обойм подшипников в процессе извлечения ротора в случае качественной термообработки экранирующей гильзы статора, которые оцениваются согласно формуле
2 | FN | = | Fизвл | / Kтр ) ≤ 2 | FNдоп | = | Fизвл.доп | / Kтр ),
где 2 | FN | – суммарная нормальная сила, которая действовала на поверхностях наружных обойм подшипников в процессе извлечения ротора кгс ;
2 | FNдоп | – допустимая суммарная нормальная сила на поверхностях наружных обойм подшипников в процессе извлечения ротора в случае качественной термообработки экранирующей гильзы статора на основе опытных данных , кгс ;
| Fизвл |, | Fизвл.доп | – сила извлечения ротора, направленная против суммарных сил трения, возникающих при его извлечении в контактах поверхностей внешних обойм подшипников и экранирующей гильзы ротора, соответственно при определении 2 | FN | и 2 | FNдоп | , кгс;
Kтр = 0,3 – коэффициент сухого трения на воздухе для поверхности из титанового сплава на основе опытных данных,
и по результатам сравнения вышеуказанных величин нормальных сил судят о качестве изготовления электропривода электромеханического устройства. Что и является, по мнению авторов, существенными отличительными признаками заявленного изобретения.
В результате анализа, проведенного авторами известной патентной и научно-технической литературы, предложенная совокупность существенных признаков заявляемого технического решения в известных источниках информации не обнаружено и, следовательно, известные технические решения не проявляют тех же свойств, что в заявляемом способе обеспечения качества изготовления электромеханического устройства КА.
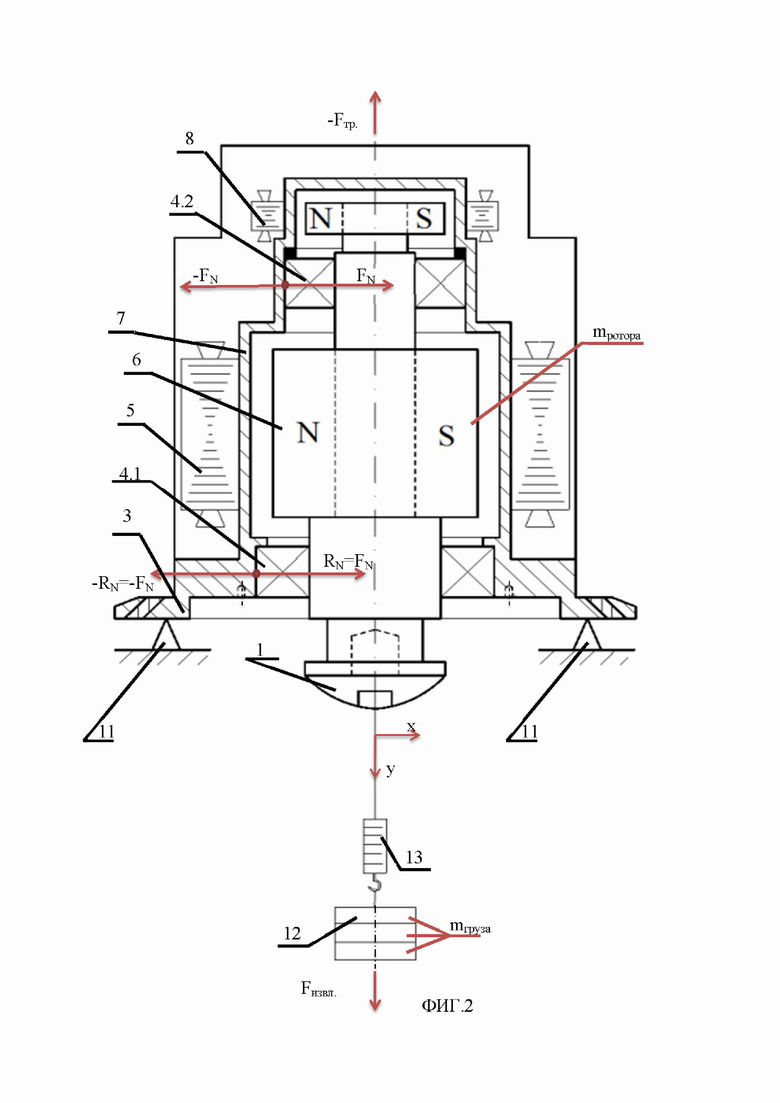
На фигуре 2 изображена принципиальная схема реализации предлагаемого авторами технического решения, где 1-винт, 3-корпус электродвигателя, 4-подшипник качения, 5-обмотка якоря, 6-ротор, 7-экранирующая (герметизирующая) гильза (тонкостенная) статора, 8-датчик положения ротора.
Предлагаемый способ контроля качества изготовления электропривода включает в себя следующие нижеуказанные основные операции:
1. Изготавливают экранирующую гильзу 7 электропривода из титанового сплава проведением термообработки после операций механической обработки;
2. Изготавливают электропривод в сборе и проводят различные испытания в обеспечение качества его изготовления (цикл изготовления около одного года);
3. При контроле качества изготовления, например, сразу после сборки электропривода, после испытаний на термоциклирование и до штатной установки ротора 6 в полость экранирующей гильзы статора 7 для дальнейшего штатного монтажа электропривода в состав электронасосного агрегата осуществляют сборку схемы контроля качества электропривода согласно фигуре 2 (втулка 2 не установлена);
4. Постепенно повышая величину приложенного к ротору 6 усилия, фиксируют величину силы извлечения ротора (совместно с подшипниками качения 4) из экранирующей гильзы статора 7 - в случае качественно проведенных её отжигов, в частности, перед заключительной механической обработкой, она должна быть, например не более 0,35 кгс, а допустимая суммарная нормальная сила на поверхностях наружных обойм подшипников 4 в процессе извлечения ротора 6, в случае качественной термообработки экранирующей гильзы статора 7, не более 1,17 кгс (на основе опытных данных конкретной конструкции) .
Таким образом, в процессе изготовления электропривода, в результате осуществления предложенного способа обеспечения качества изготовления, достигается качественное и надёжное изготовление электропривода без скрытого брака перед штатным монтажом его в состав ЭНА.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обеспечения нормального функционирования космического аппарата | 2021 |
|
RU2774901C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2005 |
|
RU2290540C1 |
| Способ испытаний герметичного многоступенчатого центробежного электронасоса | 2024 |
|
RU2838112C1 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2008 |
|
RU2396464C2 |
| ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2013 |
|
RU2548698C2 |
| Система терморегулирования космического аппарата | 2022 |
|
RU2779774C1 |
| Герметичный многоступенчатый центробежный электронасос | 2024 |
|
RU2840741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАСОСНОГО АГРЕГАТА | 2017 |
|
RU2688872C1 |
| ДВУХСТУПЕНЧАТЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ | 2015 |
|
RU2618777C2 |
| СПОСОБ РАБОТЫ ДВУХСТУПЕНЧАТОГО ЭЛЕКТРОНАСОСНОГО АГРЕГАТА | 2015 |
|
RU2618804C2 |
Изобретение относится к электромеханическим устройствам космических аппаратов (КА), в частности электронасосным агрегатам (ЭНА), электроприводам антенн и т.д., преимущественно телекоммуникационных спутников, которые должны безотказно функционировать в течение не менее 15 лет в условиях эксплуатации КА на орбите. Способ обеспечения качества изготовления электромеханического устройства космического аппарата заключается в том, что контроль качества термообработки осуществляют в несколько этапов. При каждом контроле и перед штатной установкой ротор предварительно устанавливают в полость экранирующей гильзы статора с возможностью свободного извлечения ротора из неё, после этого электропривод прикрепляют к технологической подставке, прикладывают к концу вала постепенно увеличивающееся усилие до момента извлечения ротора из полости экранирующей гильзы статора и фиксируют измеренную максимальную величину силы в процессе извлечения ротора. Затем определяют величину суммарной нормальной силы, которая действовала на поверхностях наружных обойм подшипников в процессе извлечения ротора, и величину допустимой суммарной нормальной силы на поверхностях наружных обойм подшипников в процессе извлечения ротора в случае качественной термообработки экранирующей гильзы статора и по результатам сравнения вышеуказанных величин нормальных сил судят о качестве изготовления электропривода электромеханического устройства. Достигается повышение качества изготовления электромеханических устройств. 1 з.п. ф-лы, 2 ил.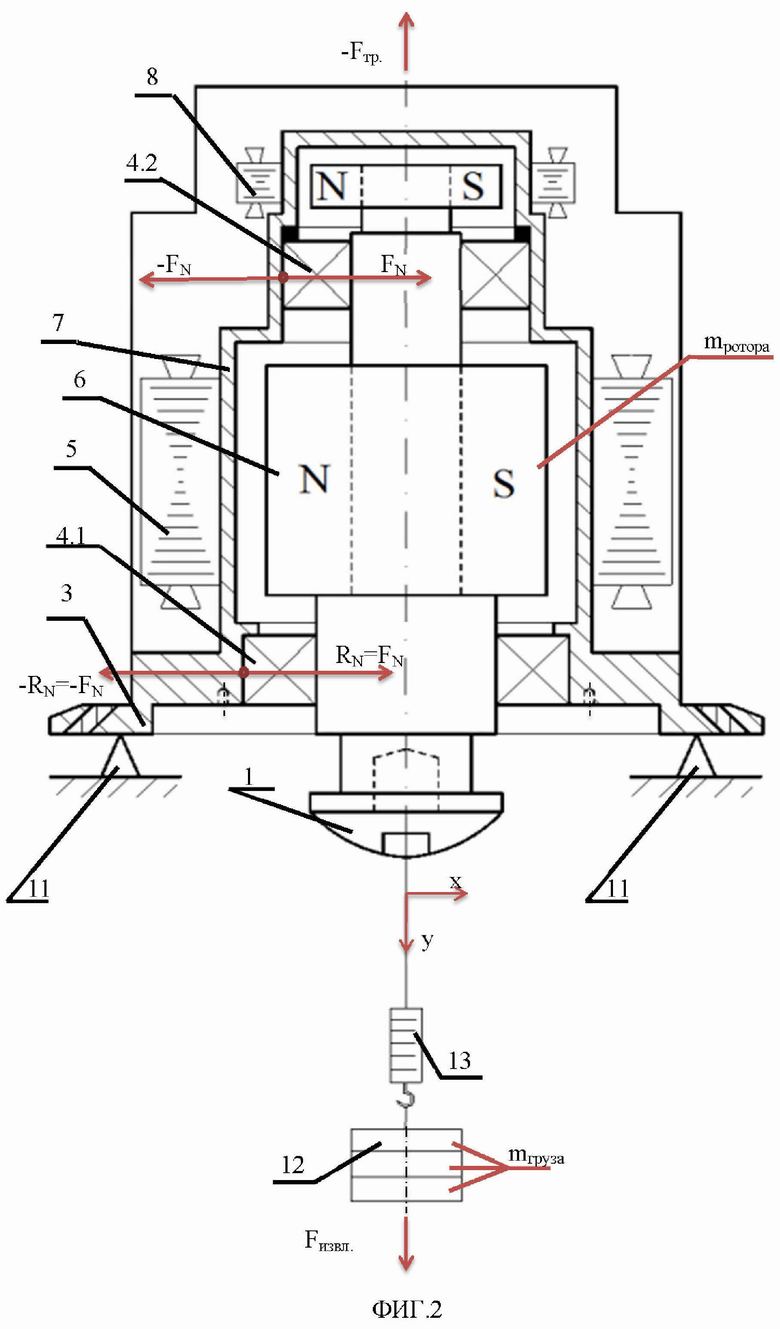
1. Способ обеспечения качества изготовления электромеханического устройства космического аппарата, содержащего электропривод, выполненный с возможностью свободного извлечения ротора из полости экранирующей гильзы статора, изготовленной из титанового сплава, включающий проведение термообработки, в том числе отжига экранирующей гильзы статора, после операций механической обработки и контроль качества термообработки, проводимый после заключительной термообработки перед штатной установкой ротора в полость экранирующей гильзы статора для дальнейшего штатного монтажа электропривода в составе электромеханического устройства, отличающийся тем, что при каждом контроле и перед штатной установкой ротор предварительно устанавливают в полость экранирующей гильзы статора, после этого электропривод прикрепляют к технологической подставке, прикладывают к концу вала постепенно увеличивающееся усилие до момента извлечения ротора из полости экранирующей гильзы статора и фиксируют измеренную максимальную величину силы в процессе извлечения ротора, затем определяют величину суммарной нормальной силы, которая действовала на поверхностях наружных обойм подшипников в процессе извлечения ротора, и сравнивают с величиной допустимой суммарной нормальной силы на поверхностях наружных обойм подшипников в процессе извлечения ротора в случае качественной термообработки экранирующей гильзы статора, которые оцениваются согласно формуле: 2|FN|=|Fизвл|/Kтр)≤2|FNдоп|=|Fизвл.доп|/Kтр), где
2|FN| – суммарная нормальная сила, которая действовала на поверхностях наружных обойм подшипников в процессе извлечения ротора, кгс;
2|FNдоп| – допустимая суммарная нормальная сила на поверхностях наружных обойм подшипников в процессе извлечения ротора в случае качественной термообработки экранирующей гильзы статора на основе опытных данных, кгс;
|Fизвл|, |Fизвл.доп| – сила извлечения ротора, направленная против суммарных сил трения, возникающих при его извлечении в контактах поверхностей внешних обойм подшипников и экранирующей гильзы ротора, соответственно при определении 2|FN| и 2|FNдоп|, кгс;
Kтр=0,3 – коэффициент сухого трения на воздухе для поверхности из титанового сплава на основе опытных данных,
и по результатам сравнения вышеуказанных величин нормальных сил судят о качестве изготовления электропривода электромеханического устройства.
2. Способ по п.1, отличающийся тем, что в качестве электромеханического устройства космического аппарата применяется электронасосный агрегат.
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Детали из титановых сплавов | |||
| Технические требования, введен с 01.07.1982 | |||
| Роботизированный комплекс для создания строительных элементов на космическом объекте | 2017 |
|
RU2670836C9 |
| US 10899477 B2, 26.01.2021 | |||
| US 8841815 B2, 23.09.2014 | |||
| Способ и устройство монтажа ротора в статор электрической машины | 2018 |
|
RU2688186C1 |

