Область изобретения
Настоящее изобретение относится к способу балансировки оперенного лопатками диска двигателя летательного аппарата и, более конкретно, к способу балансировки комплекта лопаток, предназначенных для установки на неоперенный диск двигателя летательного аппарата.
Предшествующий уровень техники
Лопатки двигателя летательного аппарата могут иметь разную массу, что связано со способом из изготовления и наличием некоторых особых лопаток с массой, отличающейся от массы других лопаток. Кроме того, неоперенный диск может иметь радиальный дисбаланс, которым невозможно пренебречь, особенно это относится к неоперенным дискам турбин низкого давления. Поэтому лопатки необходимо монтировать на неоперенный диск так, чтобы минимизировать такой дисбаланс.
Существуют алгоритмы размещения лопаток на гидравлических турбинах. Эти алгоритмы дают хорошие результаты, но требуют значительного времени на расчеты и не могут быть адаптированы для двигателей летательных аппаратов.
В области аэронавтики существуют не полиномиальные "НП-трудные" эвристические алгоритмы балансировки, которые позволяют увеличить скорость решения проблемы балансировки. Один такой пример описан в документе "Heuristics for Balancing Turbine Fans" под авторством Samir Amiouny, 1997. Однако перечисленные алгоритмы не могут учитывать давления на диске, вызванные центробежной силой и неодинаковость соседних лопаток, которые могут вызвать деформации диска и инициировать трещины в гнездах, в которые вставляются лопатки, что приводит к преждевременному износу дисков. Кроме того, они не учитывают ни дисбаланс в неоперенных дисках, ни ограничения, связанные с наличием некоторых особых лопаток.
Целью настоящего изобретения является создание способа балансировки оперенных лопатками дисков двигателей летательных аппаратов, который устраняет указанные выше недостатки, минимизируя время расчетов, и учитывает ограничения, связанные с центробежной силой и дисбалансом неоперенных дисков.
Краткое описание изобретения
Настоящее изобретение определяется способом балансировки комплекта лопаток, которые подлежат установке на неоперенный диск двигателя летательного аппарата, при этом неоперенный диск содержит определенное количество пронумерованных гнезд, которые будут удерживать такое же количество лопаток, которые могут иметь разброс по массе, и этот способ содержит следующие этапы, на которых:
- сортируют лопатки в монотонном порядке по их массе, формируя упорядоченный комплект лопаток;
- сбалансированно разделяют упорядоченный комплект лопаток на четыре лепестка, состоящие из первого большого лепестка, второго большого лепестка, первого малого лепестка и второго малого лепестка, при этом в каждом лепестке лопатки сортируют в текущем порядке установки; и
- размещают четыре лепестка на неоперенном диске так, чтобы текущий порядок размещения лопаток соответствовал пронумерованным гнездам в неоперенном диске.
Таким образом, этот способ позволяет автоматизировать балансировку оперенного лопатками диска, минимизируя количество этапов и оптимизируя время, затрачиваемое на расчеты. Кроме того, может распределить лопатки в соответствии с геометрической конфигурацией, которая ограничивает деформацию диска и, следовательно, увеличить строк службы лопатки. Распределение масс лопаток на четыре лепестка позволяет снизить давление, связанное с центробежной силой.
Преимущественно, этап разделение комплекта лопаток на четыре лепестка содержит следующие этапы, на которых:
- разделяют упорядоченный комплект лопаток на первую и вторую группы, приблизительно сбалансированные по массе сбалансированным образом, включают отдельные лопатки, включенные в упорядоченный комплект лопаток, в первую и вторую группы в соответствии с заранее определенным процессом, и включают остальные лопатки в порядке уменьшения массы, чередуясь в первую и вторую группы, принимая во внимание количество отдельных лопаток, включенных в каждую из первой и второй групп, и
- сбалансировано составляют первый и второй большие лепестки начиная с первой группы и сбалансировано составляют первый и второй малые лепестки начиная со второй группы.
Это позволяет распределить лопатки так, чтобы не запустить инициацию трещин в гнездах. Кроме того, создание двух изначально сбалансированных групп может минимизировать количество итераций алгоритма балансировки, если дисбаланс неоперенного диска невелик (как это бывает в большинстве случаев).
В одном варианте настоящего изобретения отдельные лопатки являются лопатками с закаленными кромками, которые распределены между первой и второй группами, в зависимости от их количества при оптимизации интервала между ними, согласно следующим этапам, на которых:
- если комплект лопаток содержит три лопатки с закаленными кромками, две самые тяжелые помещают в первую группу, а самую легкую помещают во вторую группу,
- если комплект лопаток содержит одну или две лопатки с закаленными кромками, ее (их) помещают в первую группу.
Это позволяет лопаткам с закаленными кромками оптимально извлекать истираемый материал, помещенный на кожух, обращенный к лопаткам и, следовательно, оптимизировать сжатие воздуха в двигателе.
Преимущественно состав первых и вторых больших или малых лепестков в первой и второй группах соответственно определяется путем распределения лопаток на первый, второй, третий и четвертый полулепестки первой или второй группы как функция четкости или делимости количества лопаток, образующего первую группу или вторую группу.
Это позволяет оптимально распределить массы лопаток.
В первом варианте настоящего изобретения, если количество лопаток в первой или второй группе является нечетным числом, которое не делится на четыре, первую и вторую лопатки в этом случае помещают на вершины первого и второго большого или малого лепестков, а остальные лопатки распределяют заранее определенным способом по первому, второму, третьему и четвертому полулепесткам первой или второй группы.
Во втором варианте изобретения, если количество лопаток в первой или второй группе является числом, которое делится на четыре, лопатки распределяют равномерно заранее определенным способом по первому, второму, третьему и четвертому полулепесткам первой или второй группы.
В третьем варианте изобретения, если количество лопаток в первой или второй группе является нечетным, последнюю лопатку помещают между двумя большими или малыми лепестками, а если количество оставшихся лопаток делится на четыре, их распределяют заранее определенным способом по первому, второму, третьему и четвертому полулепесткам первой или второй группы.
В четвертом варианте настоящего изобретения, если количество лопаток в первой или второй группе является нечетным, последнюю лопатку помещают между двумя большими или малыми лепестками, и если количество остальных лопаток не делится на четыре, первую и вторую лопатку помещают на вершины первого и второго большого или малого лепестка, а остальные лопатки распределяют заранее определенным способом по первому, второму, третьему и четвертому полулепесткам первой или второй группы.
Преимущественно, распределение заранее определенным способом некоторого количества лопаток, делящегося на четыре, по первому, второму, третьему и четвертому лепесткам выполняют в соответствии с периодическими последовательностями восьми этапов следующим образом:
- поместить первую текущую лопатку в первое незанятое положение во втором полулепестке;
- поместить вторую текущую лопатку в первое незанятое положение в первом полулепестке;
- поместить третью текущую лопатку в первое незанятое положение в четвертом полулепестке;
- поместить четвертую текущую лопатку в первое незанятое положение в третьем полулепестке;
- поместить следующие четыре лопатки в полулепестки в порядке, обратном порядку по предыдущим этапам.
В одном варианте изобретения способ содержит следующие этапы, на которых:
- размещают четыре лепестка на неоперенном диске в конфигурации, определенной как функция первого вектора дисбаланса, представляющего собственный дисбаланс неоперенного диска, и
- реорганизуют лопатки в разных лепестках, используя процесс итеративной перестановки, способный сбалансировать первый вектор дисбаланса вторым вектором дисбаланса, возникающего в результате дисперсии массы лопаток и их расположения на диске, при этом такая реорганизация определяет окончательный порядок размещения лопаток в гнездах диска.
Это может привести к тому, что радиальный дисбаланс станет близким к нулю на оперенном лопатками диске, с учетом дисбаланса неоперенного диска.
Преимущественно, найденная конфигурация содержит расположение первого и второго малых лепестков на неоперенном диске, с каждой стороны от первого вектора дисбаланса.
Это дает средство оптимальной балансировки первого и второго дисбалансов.
Преимущественно, процесс итеративной перестановки содержит следующие тапы, на которых:
- выполняют итеративные случайные перестановки лопаток между первой группой и второй группой, повторно применяя этапы размещения лопаток после каждой итерации;
- если, после перестановок на предыдущем этапе, полученный дисбаланс больше заранее определенной пороговой величины, выполняют стохастические перестановки лопаток между первой группой и второй группой, повторно применяя этапы размещения лопаток после каждой итерации;
- если, после перестановок на предыдущем этапе, полученный дисбаланс больше этой заранее определенной пороговой величины, выполняют стохастические перестановки непосредственно на форме между первой группой и второй группой.
Это позволяет выполнить общую балансировку до величины дисбаланса меньшей, чем заранее определенная пороговая величина. Такая балансировка преимущественно выполняется с учетом монотонной формы масс лопаток и, возможно, с небольшой ее деформацией, если первый и второй этапы перестановки были недостаточны для учета критерия балансировки.
Преимущественно, итерации продолжаются на каждом этапе перестановки, пока дисбаланс массы превышает заранее определенную пороговую величину, и количество итераций меньше, чем максимальная заранее определенная величина.
Настоящее изобретение также относится к системе для балансировки комплекта лопаток, подлежащих установке на неоперенный диск двигателя летательного аппарата, при этом неоперенный диск летательного аппарата содержит определенное количество пронумерованных гнезд, удерживающих такое же количество лопаток, которые могу иметь разброс по массе, при этом система содержит процессор, выполненный с возможностью:
- сортировать лопатки в монотонном порядке по их массе, формируя упорядоченный комплект лопаток;
- сбалансировано разделять упорядоченный комплект лопаток на четыре лепестка, в число которых входит первый большой лепесток, второй большой лепесток, первый малый лепесток и второй малый лепесток, при этом лопатки сортируют в каждом лепестке в текущем порядке размещения; и
- размещать четыре лепестка на неоперенном диске так, чтобы текущий порядок размещения лопаток соответствовал пронумерованным гнездам в неоперенном диске.
Краткое описание чертежей.
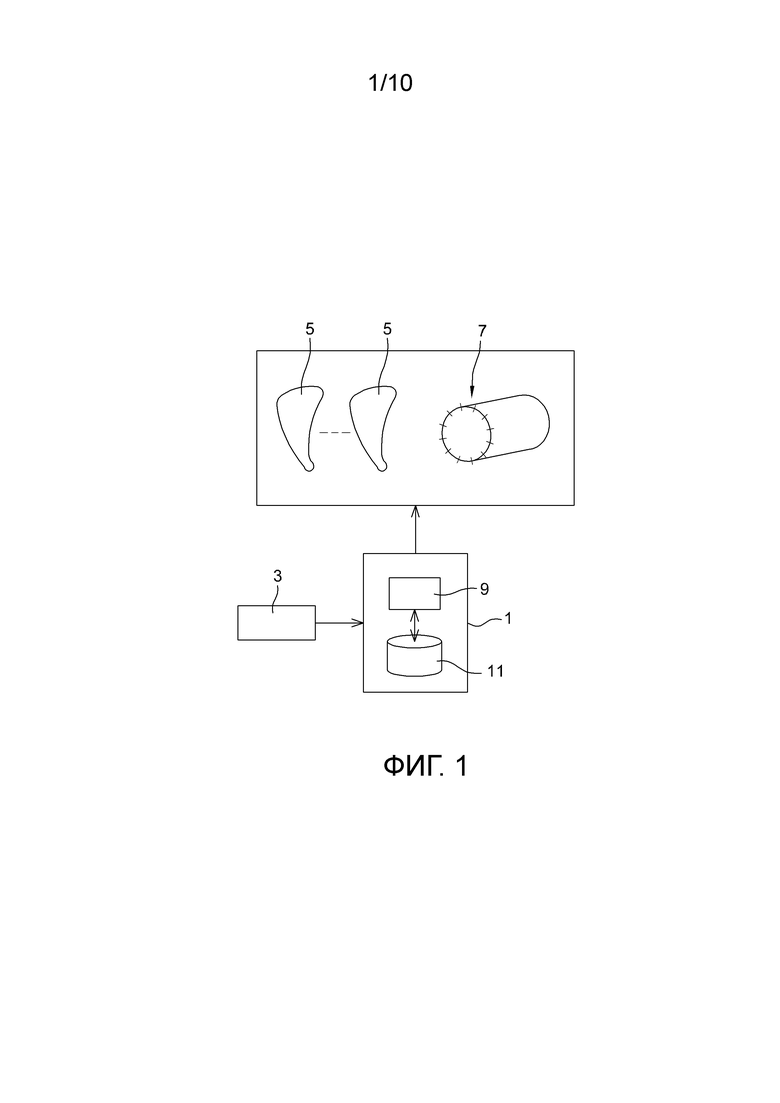
Фиг. 1 - Схематическое изображение аппаратных средств, применяемых для способа балансировки по настоящему изобретению.
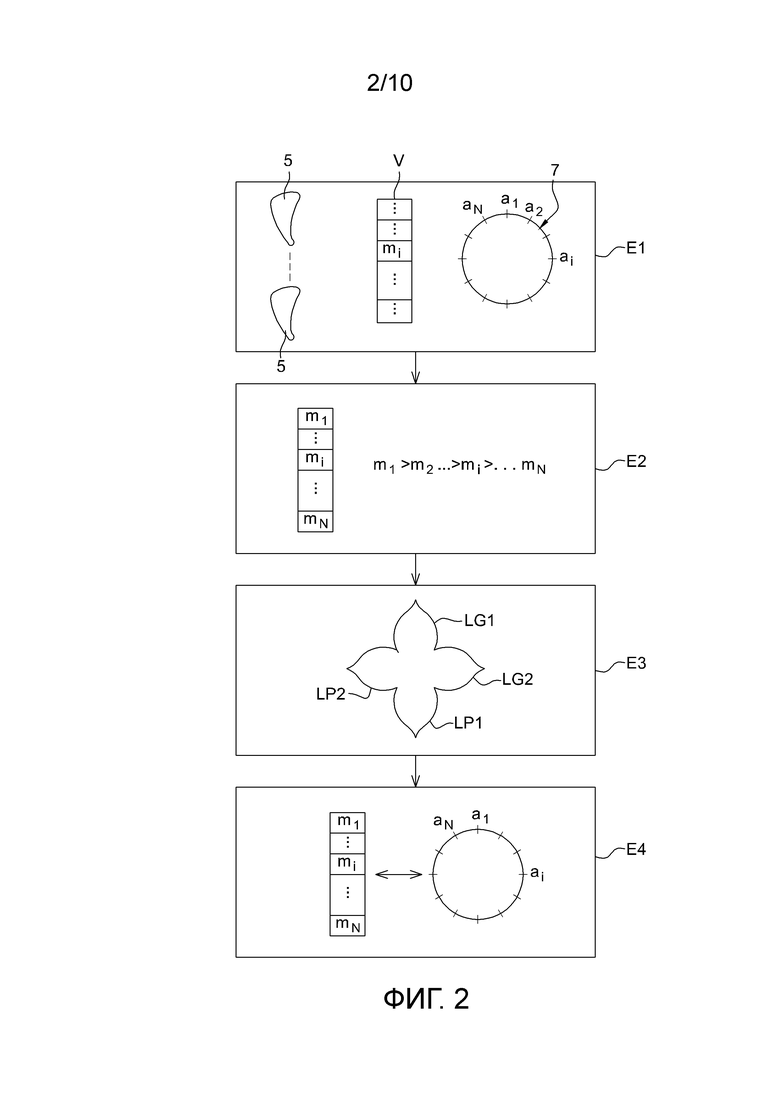
Фиг. 2 - диаграмма последовательности, иллюстрирующая способ балансировки комплекта лопаток, подлежащих установке на неоперенный диск двигателя летательного аппарата по одному варианту настоящего изобретения.
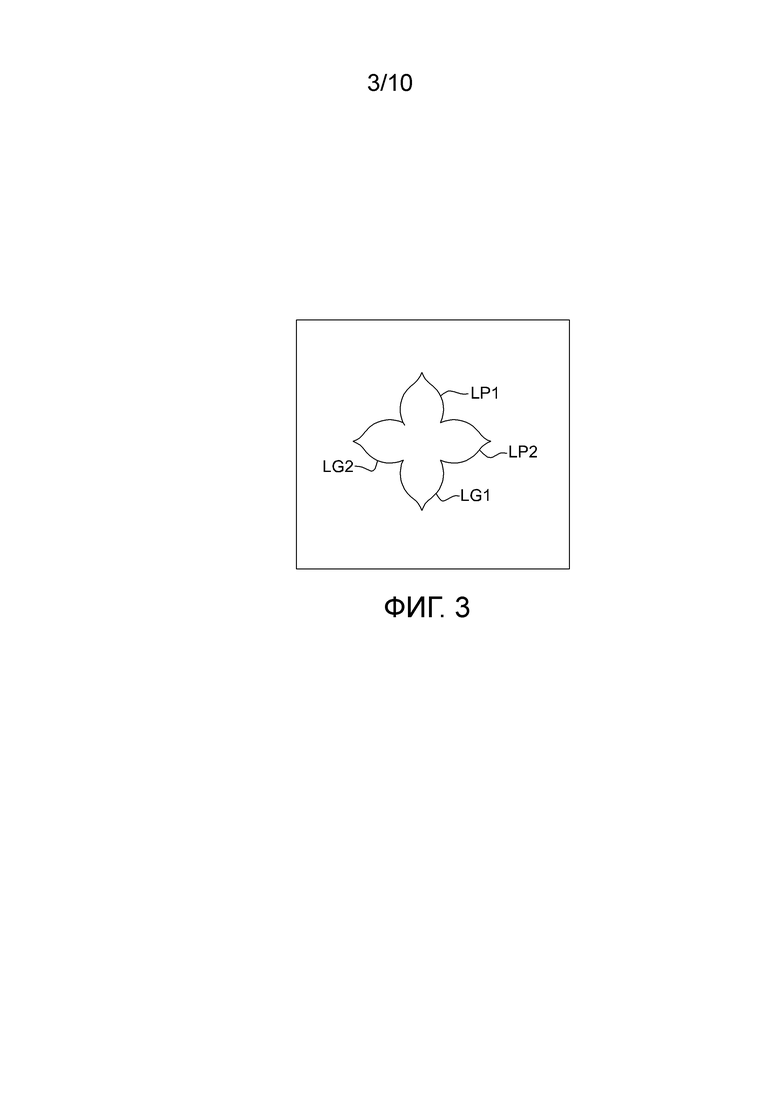
Фиг. 3 - схематическая иллюстрация размещения лопаток в четырех лепестках по одному варианту изобретения.
Фиг. 4 - иллюстрация способа балансировки лопаток на неоперенном диске двигателя летательного аппарата по одному предпочтительному варианту настоящего изобретения.
Фиг. 5 - пример, схематически иллюстрирующий размещение лопаток по одному варианту изобретения.
Фиг. 6 - блок-схема, иллюстрирующая процесс перестановки для балансировки общего дисбаланса по одному варианту изобретения.
Фиг. 7 - диаграмма последовательности, более подробно иллюстрирующая процесс итеративной перестановки блока по фиг. 6 по одному варианту настоящего изобретения.
Фиг. 8A и 8B - иллюстрация распределения лопаток по массе и позиционирования лопаток с закаленными кромками по результатам испытаний способа по одному варианту настоящего изобретения, и
Фиг. 9A-9C - пример, иллюстрирующий разброс результирующего дисбаланса как функции количества итераций по одному варианту настоящего изобретения.
Подробное описание конкретных вариантов
Концепция настоящего изобретения состоит в установлении соответствия между лопатками, сбалансированно устанавливаемыми на неоперенный диск двигателя, повышая срок службы диска и минимизируя его деформацию, зная, что может иметься разброс между лопатками по массе.
Настоящее изобретение применимо к установке лопаток на неоперенный диск двигателей любого типа, например, двигателей летательных аппаратов и, особенно, на диски турбин низкого давления летательного аппарата.
На фиг. 1 схематически показаны аппаратные средства, применяемые для способа балансировки по настоящему изобретению.
В состав аппаратных средств входит компьютер 1 и измерительные приборы 3 и, в частности, приборы для оценки масс mi лопаток 5, предназначенных для установки на неоперенный диск 7 двигателя летательного аппарата.
Компьютер обычно содержит процессор 9, используемый для выполнения одной или более из компьютерных программ, содержащих команды программного кода, хранящихся в запоминающем устройстве 11 компьютера 1, и созданных и сконфигурированных для использования способа балансировки по настоящему изобретению.
На фиг. 2 приведена диаграмма последовательности, иллюстрирующая способ балансировки комплекта лопаток, которые будут установлены на неоперенный диск двигателя летательного аппарата по одному варианту настоящего изобретения.
Этап E1 относится к инициализации данных, содержащих массу mi каждой лопатки 5 и количество гнезд ai на неоперенном диске, предназначенных для удержания лопаток 5. Более конкретно, гнезда ai пронумерованы в порядке от 1 до N (т.е. a1… aN)в определенном направлении (например, по часовой стрелке) и все разнесены друг от друга на одинаковое расстояние на диске 7. Таким образом, зная общее число N гнезд ai на диск 7, можно рассчитать их угловые положения αi. Массы mi лопаток 5 определены массовым вектором V с размером N, в котором каждый элемент mi должен соответствовать одному и только одному гнезду ai. Целью способа балансировки является создание биективного соответствия между элементами mi массового вектора V и гнездами ai диска 7. Такое соответствие позволяет легко устанавливать лопатки 5, позиционирование которых на неоперенном диске 7 учитывает разброс их масс для удовлетворения критерия по дисбалансу и любых других ограничений.
На этапе E2 процессор 9 сконфигурирован для сортировки лопаток 5 в монотонном порядке (например, убывающем) по их массе, таким образом формируя упорядоченный комплект лопаток 5. Поэтому начальный массовый вектор V можно перегруппировать для формирования текущего массового вектора V в убывающем порядке лопаток 5.
На этапе E3 процессор 9 сконфигурирован для сбалансированного разделения упорядоченного комплекта лопаток 5 на четыре группы, которые именуются лепестками LG1, LG2, LP1, LP2. Лопатки 5 в каждом лепестке сортируются в конкретном порядке установки, представляющем текущий порядок установки, который можно использовать для обновления текущего массового вектора V. Два из четырех лепестков относятся к категории первого класса, именуемого "большие лепестки" LG1 и LG2, а другие два лепестка относятся к категории второго класса, именуемого "малые лепестки" LP1 и LP2.
На фиг. 3 схематически показано распределение лопаток по четырем лепесткам по одному варианту настоящего изобретения.
Лепестки 5 представлены радиальными сегментами, длина которых представляет их массу. Таким образом, разные длины характеризуют разброс масс лопаток. Более конкретно, в число четырех лепестков входят первый большой лепесток LG1, второй большой лепесток LG2, первый малый лепесток LP1 и второй малый лепесток LP2. Такая конфигурация представляет оптимальную форму для уменьшения давления, связанного с центробежной силой, а остальное легко можно реализовать. Будет рассмотрена сбалансированная конфигурация, но она будет стремиться деформировать диск, поскольку он не имеет форму лепестка. Кроме того, когда имеется только два лепестка, диск при работе будет стремиться принять овальную форму из-за силы давления. Лепестки в количестве более четырех на практике сложно производить и это не дает существенного выигрыша в уменьшении давления.
На этапе E4 процессор 9 сконфигурирован для размещения четырех лепестков LG1, LG2, LP1, LP2 не диске 7 так, чтобы текущий порядок размещения лепестков 5, определенный в текущем массовом векторе V, соответствовал пронумерованным гнездам ai неоперенного диска.
Кроме того, если неоперенный диск 7 имеет изначальный дисбаланс, лопатки 5 в разных лепестках можно реорганизовать в соответствии с итеративным процессом перестановки для компенсации дисбаланса диска 7 в соответствии с одним вариантом изобретения, описанным ниже со ссылками на фиг. 5.
Преимущественно, по окончании процесса элементы в массовом векторе размещают в том же порядке, в котором пронумерованы гнезда, тем самым упрощая их установку.
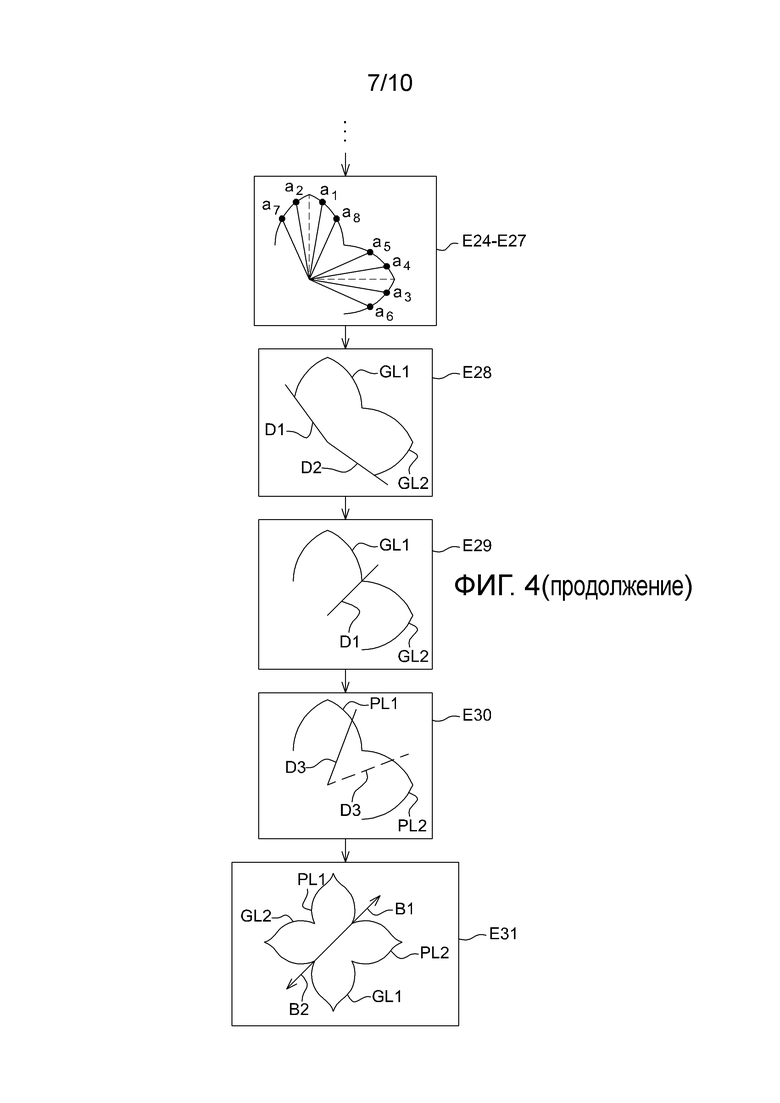
На фиг. 4 показан способ балансировки лопаток на неоперенном диске двигателя летательного аппарата по одному предпочтительному варианту изобретения.
На этапе E11 инициализируют данные о лопатках 5 и неоперенном диске 7. Эти данные включают массу mi каждой лопатки и о ее специфике, другими словами, является ли она особой (например, с закаленной кромкой). Инициализированные данные также включают количество N пронумерованных гнезд ai на неоперенном диске 7, радиус R неоперенного диска 7, дисбаланс неоперенного диска 7 в см.г, и угол дисбаланса неоперенного диска 7 в градусах.
Преимущественно, данные, относящиеся к лопаткам 5, могут быть организованы в соответствии с матрицей M лопаток, состоящей из трех колонок. Для данной строки, ассоциированной с данной лопаткой 5 первая колонка содержит массу mi этой лопатки 5, вторая колонка содержит угол αi гнезда ai, в котором будет установлена эта лопатка, а третья колонка указывает, является ли эта лопатка 5 особой или нет (например, число "1" представляет особую лопатку, число "0" представляет стандартную лопатку). Следует отметить, что первая колонка представляет массовый вектор V лопаток 5.
Далее примером особой лопатки будет считаться лопатка с закаленной кромкой. Следует помнить, что лопатка с закаленной кромкой подходит для создания канавок в истираемом материале, нанесенном на сторону кожуха, обращенную к лопаткам для оптимизации сжатия воздуха в двигателе.
На этапе E12 процессор 9 сконфигурирован для сортировки лопаток 5 в убывающем порядке по их массе mi, образуя упорядоченный комплект лопаток, перечисленный в первой колонке матрицы M лопаток.
На этапах E13-E30 процессор сконфигурирован для сортировки лопаток по четырем лепесткам первый большой лепесток LG1, второй большой лепесток LG2, первый малый лепесток LP1 и второй малый лепесток LP2.
Более конкретно, на этапе E13 процессор 9 сконфигурирован для сбалансированного разделения упорядоченного комплекта лопаток 5 на первую и вторую группы GL и PL, по существу сбалансированные по массе, указанной в первой и второй матрицах M1 и M2, соответственно. Первая и вторая группы GL и PL соответствуют группе больших лепестков и группе малых лепестков, соответственно.
Во-первых, отдельные лопатки Di (т.е. лопатки с закаленными кромками), включенные в упорядоченный комплект 5 лопаток, включаются в первую и вторую группы GL и PL в соответствии с их количеством.
В частности, если комплект лопаток содержит три лопатки с закаленными кромками D1-D3, то две самые тяжелые D1 и D2 помещаются в первую группу GL, а самая легкая D3 - во вторую группу PL.
С другой стороны, если комплект лопаток содержит одну или две лопатки Di с закаленными кромками она (они) помещаются в первую группу GL.
Следует отметить, что особые лопатки Di помещаются в соответствии с заранее определенным процессом, предназначенным для оптимизации интервала между этими лопатками, как поясняется ниже в этапах 28-30.
Кроме того, после того как лопатки Di с закаленными кромками будут распределены по группам GL и PL, следует распределить остальные лопатки 5. Эти другие лопатки поочередно в порядке убывания массы делятся между первой и второй группами GL и PL. Эти оставшиеся лопатки 5 устанавливаются на место с учетом количества особых лопаток Di, включенных в каждую из первой и второй групп GL и PL так, чтобы эти группы были одного размера. Первая и вторая группы GL и PL сначала перебалансируются путем помещения необходимых лопаток во вторую группу PL. Таким образом, если комплект лопаток содержит одну лопатку или три лопатки Di с закаленными кромками, то стандартные лопатки помещаются во вторую группу PL. Кроме того, если комплект лопаток 5 содержит две лопатки Di с закаленными кромками, тогда две стандартные лопатки 5 помещают во вторую группу PL. Размещение выполняют, сортируя лопатки 5 по уменьшающейся массе начиная с первой группы GL. Первую лопатку помещают в первую группу GL, вторую помещают во вторую группу PL, и так далее. Следует отметить, что в каждой из первой и второй групп GL и PL лопатки 5 упорядочены по их массе в убывающем порядке.
На этапе E14 процессор 9 сконфигурирован для сбалансированного составления первого и второго больших лепестков GL1 и GL2 начиная с первой группы GL и для сбалансированного составления первого и второго малых лепестков PL1, PL2 начиная со второй группы PL. Лопатки 5 сортируются в каждом из четырех лепестков GL1, GL2, PL1, PL2 в определенном порядке.
Составление первого и второго больших лепестков GL1, GL2 или малых лепестков PL1, PL2 в первой группе GL или во второй группе PL, соответственно, определяется распределением лопаток 5 по первому, второму, третьему и четвертому полулепесткам DG1-DG4 или DP1-DP4 первой группы GL или второй группы PL как функция четности и/или делимости количества лопаток 5, образующих первую группу GL или вторую группу PL.
На этапе E15 процессор 9 сконфигурирован для определения четности и делимости количества лопаток в группе GL или PL в соответствии с четырьмя заранее определенными случаями. Для создания двух лепестков в каждой из двух групп предусматривается следующие четыре возможности, начиная с количества L лопаток: L делится на четыре, L - четное число и не делится на четыре, L - нечетное число и L-1 делится на четыре и, наконец, L - нечетное число и L-1 не делится на четыре. Каждая из этих четырех возможностей ассоциирована с соответствующим этапом размещения лопаток на этапах E16-E19.
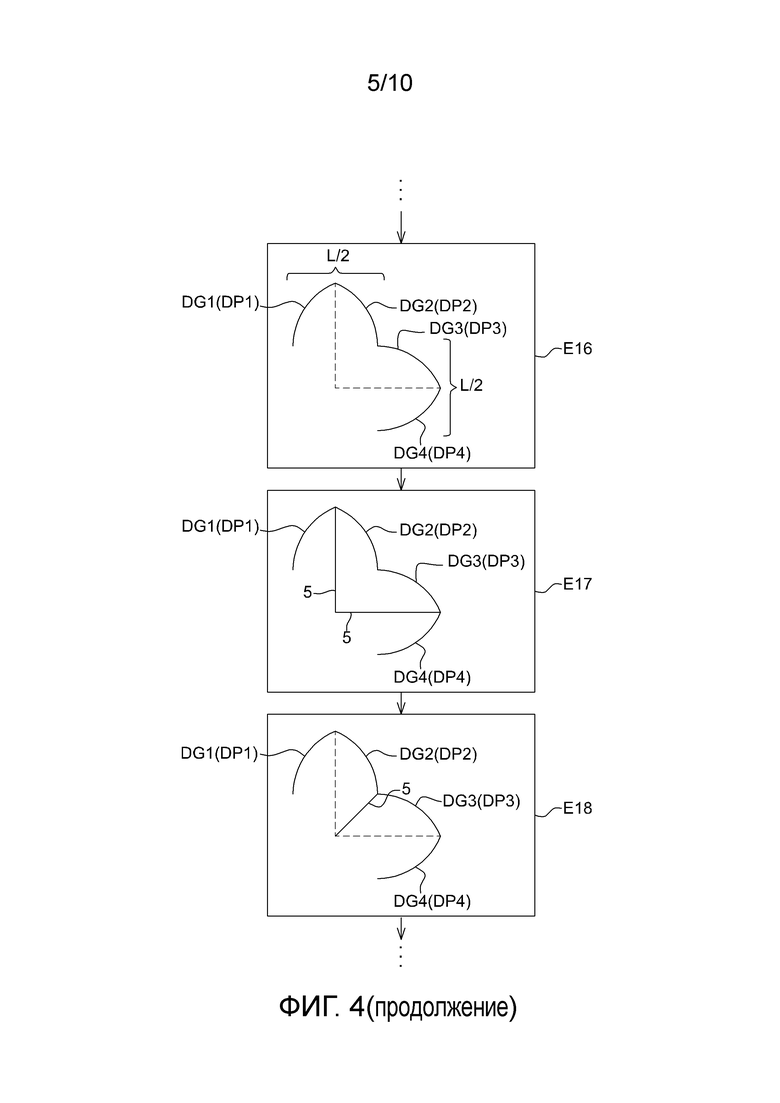
Этап E16 относится к случаю, в котором количество L лопаток в первой группе GL или во второй группе PL является числом, делящимся на четыре. В этом случае лопатки 5 равномерно распределяются заранее определенным способом по первому, второму, третьему и четвертому полулепесткам DG1-DG4 или DP1-DP4 первой группы GL или второй группы PL. Четверть лопаток (L/4) помещается в каждый из полулепестков на этапах E20-E27.
Этап E17 относится к случаю, в котором количество L лопаток в первой группе GL или во второй группе PL является числом, которое не делится на четыре. В этом случае, первая и вторая лопатки помещаются на вершины первого или второго (большого или малого) лепестка (GL1 и GL2; или PL1 и PL2). Остальные лопатки (количество которых теперь делится на четыре) распределяются заранее определенным способом по первому, второму, третьему и четвертому полулепесткам DG1-DG4 или DP1-DP4 первой группы GL или второй группы PL. Таким образом, поскольку лопатки были заранее отсортированы в порядке уменьшения массы, первая лопатка (т.е. самая тяжелая) в соответствующей матрице M1 или M2 помещается на вершину первого лепестка GL1 или PL1, а вторая лопатка в соответствующей матрице помещается на вершину второго лепестка GL1 или PL1. Затем эли две лопатки удаляют из соответствующей матрицы лопаток прежде, чем перейти к этапам E20-E27.
Этап E18 относится к случаю, в котором количество лопаток в первой группе GL или во второй группе PL является нечетным числом, и количество лопаток, уменьшенное на единицу (т.е. L-1) делится на четыре. В этом случае, последнюю лопатку (т.е. самую легкую) помещают между двумя лепестками (большим и малым), а остальные лопатки (количество которых делится на четыре) распределяют заранее определенным способом по первому, второму, третьему и четвертом полулепесткам первой и второй группы. Самая легкая лопатка, помещенная между двумя лепестками, затем исключается из матрицы лопаток прежде, чем перейти к этапам E20-E27 для размещения четверти оставшихся лопаток ((L-1)/4) в каждом полулепестке.
Этап E19 относится к случаю, когда количество лопаток в первой или второй группе является нечетным числом, и в котором количество лепестков, уменьшенное на единицу (L-1) не делится на четыре. В этом случае последнюю лопатку (т.е. самую легкую) помещают между двумя лепестками (большими или малыми) (GL1 и GL2; или PL1 и PL2), а первую и вторую лопатки помещают на вершины первого и второго (большого или малого) лепестков (GL1 м GL2; или PL1 и PL2). Остальные лопатки (количество которых делится на четыре) распределяют заранее определенным способом по первому, второму, третьему и четвертом полулепесткам первой и второй группы GL и PL. Фигура чертежей, соответствующая этому этапу, ясно показывает, что самая легкая лопатка в группе находится между двумя лепестками (GL1 и GL2; или PL1 и PL2), а первая лопатка в соответствующей матрице лопаток (т.е. самая тяжелая) помещена на вершине первого лепестка (GL1 или PL1) и вторая лопатка в этой матрице помещена на вершине второго лепестка (GL2 или PL2). Эти три лопатки затем исключаются из матрицы лопаток, прежде чем переходить к этапам E20-E27, чтобы поместить четверть оставшихся лопаток в каждый из полулепестков.
Остальные лопатки (состоящие из количества K, которое делится на четыре) помещают, используя заранее определенный протокол распределения в соответствии с периодическими последовательностями восьми этапов (E20-E27). Следует отметить, что полулепестки, представленные на чертежах, относящихся к этапам E20-E27, относятся к четырем большим полулепесткам DG1-DG4 или к четырем малым полулепесткам DP1-DP4.
На этапе E20 процессор 9 сконфигурирован для помещения первой текущей лопатки a1 (т.е. самой тяжелой среди оставшихся лопаток) в первое незанятое положение второго полулепестка DG2 или DP2.
На этапе E21 процессор 9 сконфигурирован для помещения второй текущей лопатки a2 в первое незанятое положение первого полулепестка DG1 или DP1.
На этапе E22 процессор 9 сконфигурирован для помещения третьей текущей лопатки a3 в первое незанятое положение четвертого полулепестка DG4 или DP4.
На этапе E23 процессор 9 сконфигурирован для помещения четвертой текущей лопатки a4 в первое незанятое положение третьего полулепестка DG3 или DP3.
На этапах E24-E27 процессор сконфигурирован для помещения следующих четырех лопаток a5-a8 в полулепестки в порядке, обратном порядку по предыдущим этапам E20-E23. Другими словами, на этапе 24 пятая текущая лопатка a5 помещается в первое незанятое положение в третьем полулепестке DG3 или DP3. На этапе E25 шестая текущая лопатка a6 помещается в первое незанятое положение в четвертом полулепестке DG4 или DP4. На этапе E26 седьмая текущая лопатка a7 помещается в первое незанятое положение в первом полулепестке DG1 или DP1. На этапе E27 восьмая текущая лопатка a8 помещается в первое незанятое положение во втором полулепестке DG2 или DP2.
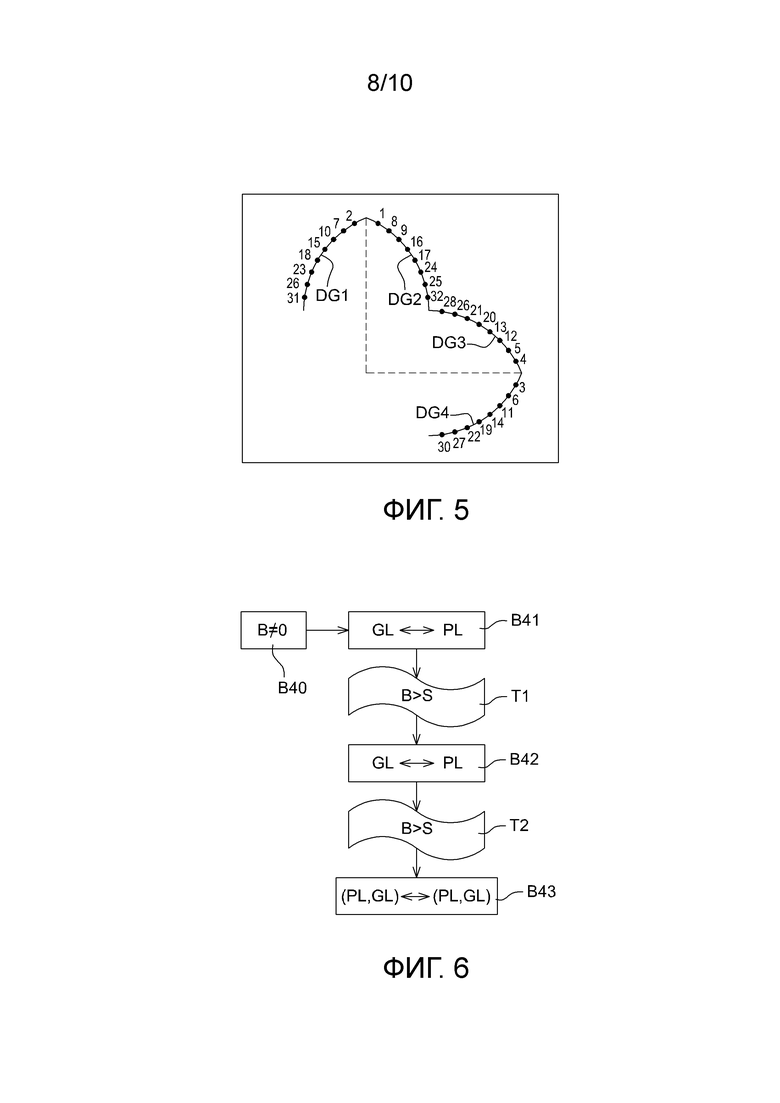
На фиг. 5 приведен пример, схематически иллюстрирующий расположение лопаток согласно этапам E20-E27. В этом примере количество K оставшихся лопаток равно 32, и они рассортированы от 1 до 32 от самой тяжелой к самой легкой.
Делается попытка расположить восемь лопаток в каждом из четырех больших полулепестков DG1-DG4. Таким образом, самая тяжелая лопатка, представленная номером "1", помещается в первое положение первого полулепестка DG1. Вторая лопатка помещается в первое положение второго полулепестка DG2, Лопатка "3" и "4" распределяются по той же схеме на втором лепестке DG2 и DG4. Процедура реверсируется для оптимизации баланса этих двух лепестков.
Таким образом, изначально, две самые тяжелые лопатки "1" и "2" были помещены в первом лепестке LG1, а следующие две лопатки (лопатки "3" и "4") - на втором лепестке LG2. Затем, две самые тяжелые лопатки (лопатки "5" и "6") помещаются на второй лепесток LG2, а две самые легкие лопатки (лопатки "7" и "8") - на первый лепесток LG1. Эти операции повторяются, пока дело не дойдет до последней лопатки "32".
С алгоритмической точки зрения генерируются четыре вектора, содержащие следующие серии номеров по полулепесткам:
Первый полулепесток DG1: (31, 26, 23, 18, 15, 10, 7, 2).
Второй полулепесток DG2: (1, 8, 9, 16, 17, 24, 25, 32).
Третий полулепесток DG3: (29, 28, 21, 20, 13, 12, 5, 4).
Четвертый полулепесток DG4: (3, 6, 11, 14, 19, 22, 27, 30).
После того как будут созданы четыре полулепестка DG1-DG4, на этапах E28-E30 размещают лопатки с закаленными кромками, используя конфигурацию с наибольшим возможным разнесением.
Этапы E28-E30 соответствуют заранее определенному процессу размещения лопаток с закаленными кромками.
Более конкретно, этап E28 относится к случаю, когда в исходном комплекте имеется три лопатки D1-D3 с закаленными кромками. Как указано выше, две самые тяжелые лопатки D1 и D2 помещаются в первую группу GL (т.е. в первый и второй большие лепестки GL1 и GL2), а самая легкая лопатка D3 помещается во вторую группу PL (т.е. в первый или второй малый лепесток PL1 или PL2). Две самые тяжелые лопатки D1 и D2, помещенные в первый и второй большие лепестки GL1 и GL2, помещаются с наибольшим возможным разнесением друг от друга (в идеале, с угловым интервалом прибл. 120°), путем перестановки их с другими лопатками с той же массой, расположенных на внешних полулепестках (т.е. на первом полулепестке DG1 и четвертом полулепестке DG4).
Этап E29 относится к случаю, когда единственная лопатка D1 с закаленной кромкой находится в первой группе (т.е. в первом и втором больших лепестках GL1 и GL2). В этом случае особая лопатка D1 помещается как можно ближе к середине двух больших лепестков GL1 и GL2.
Наконец, этап E30 относится к случаю, когда имеется одна лопатка D3 с закаленной кромкой во второй группе (т.е. в первом или втором малом полулепестке PL1 и PL2). Ее размещают как можно ближе к середине двух малых полулепестков PL1 и PL2 в двух возможных конфигурациях. В первом случае лопатку D3 с закаленной кромкой (показана сплошной линией) помещают между вершиной и концом малого лепестка PL1. Во втором случае лопатку D3 с закаленной кромкой (показана штриховой линией) помещают между началом и вершиной второго малого лепестка PL2. Вторая конфигурация является конфигурацией, которая оптимизирует интервал между всеми лопатками с закаленными кромками, имеющимися на диске.
Для позиционирования каждой лопатки с закаленной кромкой, как описано выше, этой лопаткой заменяют лопатку, ближайшую по массе, в искомой зоне (т.е. в полулепестке, в который нужно поместить лопатку с закаленной кромкой).
Когда первую и вторую матрицы M1 и M2 (ассоциированные с первой и второй группами GL и PL) приведут в порядок, в котором помещены лопатки, образующие четыре лепестка GL1, GL2, PL1 и PL2, следующим этапом является переформирование общую матрицу M лопаток в порядке, в котором они установлены в гнезда диска (т.е. первая лопатка, нанесенная в первую строку матрицы M будет помещена в первое гнездо a1, и так далее).
Таким образом, на этапе E31 четыре лепестка PL1, PL2, GL1, GL2 располагаются на неоперенном диске в конфигурации, определяемой как функция первого вектора B1 дисбаланса, представляющего дисбаланс неоперенного диска. Преимущественно, эта определенная конфигурация содержит размещение первого и второго малых лепестков PL1 и PL2 на неоперенном диске с каждой стороны от первого вектора B1 дисбаланса.
Следует отметить, что положение дисбаланса неоперенного диска на гнездах зависит от угла дисбаланса неоперенного диска и от углов гнезд диска. Гнезда расположены в регулярной последовательности на 360° деленных на количество гнезд, начиная с положения "1", соответствующего углу 0°. Таким образом, в матрице соответствия гнезд получают положение, соответствующее углу дисбаланса неоперенного диска.
Это можно использовать для получения требуемого вектора масс лопаток, содержащего положение лопаток вокруг диска так, чтобы дисбаланс неоперенного диска находился между двумя малыми узлами. Размер четырех лепестков зависит от количества лопаток первоначально взятого комплекта.
С помощью конструкции алгоритма размещения лопаток можно видеть, что полученная форма может удовлетворить ограничениям оптимизации. Полученный результат является формой с четырьмя лепестками, непрерывностью масс соседних лопаток и оптимизацией интервала между лопатками с закаленными кромками.
Кроме того, учитывая, что первый и второй малые лепестки PL1, PL2 и первый и второй большие лепестки GL1, GL2 изначально были сформированы сбалансированными, дисбаланс, создаваемый лопатками близок к нулю. Однако, дисбаланс узла "лопатки+диск" не обязательно будет близок к нулю, поскольку неоперенный диск имеет некоторый начальный дисбаланс. Поэтому, для устранения общего дисбаланса лопатки реорганизованы процессом итеративной перестановки лопастей.
На фиг. 6 приведена диаграмма, иллюстрирующая процесс перестановки для балансировки общего дисбаланса по одному варианту изобретения.
В блоке B40 начальной точкой является лопатки с дисбалансом, близким к нулю и ненулевым, что приводит к дисбалансу B.
В блоке B41 лопатки реорганизованы процессором 9 в других лепестках, используя процесс итеративной перестановки, адаптированный для балансировки первого вектора B1 дисбаланса вторым вектором B2 дисбаланса (см. фигуру, иллюстрирующую этап E31), являющимся результатом разброса масс лопаток и их расположения на диске соблюдая монотонность масс лопаток. Следует отметить, что при каждой итерации рассчитывается полученный (т.е. общий) дисбаланс и процесс итерации продолжается, пока оставшийся дисбаланс не стане меньше заранее определенной пороговой величины S (напр., 5 см.г) и не будет достигнуто первое максимальное количество итераций. Например, заранее определенная пороговая величина дисбаланса может составлять от 1 до 5 см.г.
После перестановок, выполненных в блоке B41 выполняется тест Т1, чтобы проверить, превышает ли полученный дисбаланс заранее определенную пороговую величину S. Если превышает, выполняется блок B42, в противном случае процесс останавливается.
В блоке B42 процессор 9 выполняет стохастические перестановки лопаток между первой группой GL и второй группой PL, соблюдая монотонность масс лопаток. Так же, как и в блоке B41, в каждой итерации рассчитывается результирующий дисбаланс и итеративный процесс продолжается пока результирующий дисбаланс не достигнет заранее определенной пороговой величины и не будет достигнуто второе максимальное количество итераций.
После перестановок, выполненных в блоке B42 выполняется тест Т2 для проверки, превышает ли результирующий дисбаланс заранее определенную пороговую величину S. Если да, выполняется блок B43, в противном случае процесс останавливается.
В блоке B43, процессор выполняет стохастические перестановки "непосредственно на форме" между первой группой и второй группой без необходимого соблюдения монотонности масс лопаток. "Непосредственно на форме" означает, что лопатки переставляются без повторного применения алгоритма размещения лопаток. Это подразумевает, что алгоритм балансировки общего дисбаланса способен деформировать форму и, поэтому, ограничение по монотонности масс лопаток более не соблюдается. При этом это ограничение будет приниматься во внимание в оптимизируемой функции, используя алгоритм стохастической оптимизации.
Следует отметить, что реорганизация лопаток в конце процесса итерации для любого из блоков B41-B43 определяет окончательный порядок размещения лопаток в гнездах диска.
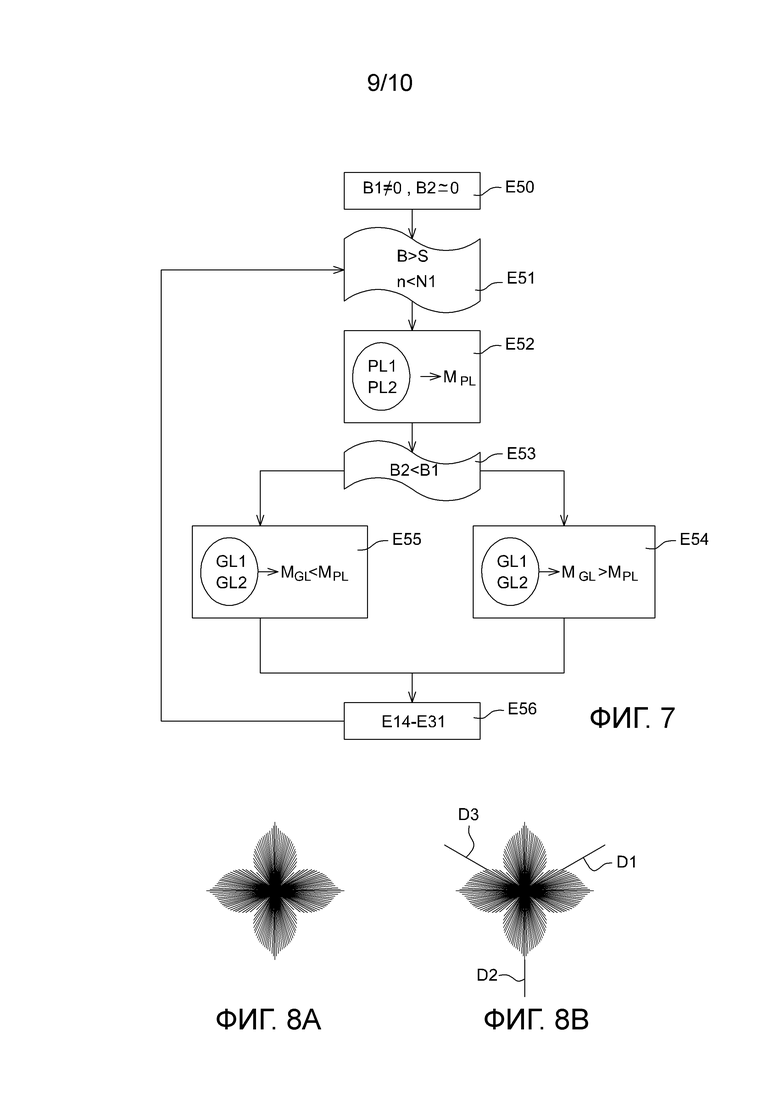
На фиг. 7 приведена более подробная диаграмма последовательности процесса итеративной перестановки в блоке 41 по одному варианту настоящего изобретения.
На начальном этапе E50 дисбаланс лопаток практически равен нулю, поскольку лопатки созданы сбалансировано. Кроме того, учитывая, что дисбаланс B1 неоперенного диска был помещен между двумя малыми лепестками PL1 и PL2 (см. этап E31 на фиг. 4), это значит, что если дисбалансом B2 лопаток нужно компенсировать дисбаланс диска, то большие лепестки GL1, GL2 должны быть "больше" чем малые лепестки PL1, PL2.
Следующий этап E51 является тестом, позволяющим перейти на следующий этап, если результирующий "дисбаланс" B узла "диск+лопатки" превышает фиксированный критерий (т.е. заранее установленную пороговую величину) и количество n итераций меньше максимального заранее определенного числа N1.
Результирующий дисбаланс определяется вычислением общего дисбаланса узла "диск+лопатки". Поэтому, начиная с упорядоченной матрицы M лопаток дисбаланс лопаток (по модулю и углу) и результирующий дисбаланс рассчитывается следующим образом:

Кроме того, максимальное заранее определенное количество итераций (или перестановок) фиксировано, например, как N1=3000. Это число выбрано из большого числа тестов дисков. Способ останавливается, если результирующий дисбаланс меньше фиксированного критерия или если достигнуто максимальное заранее определенное число.
Следующих этап состоит из произвольной балансировки, другими словами, произвольной перестановки лопаток между, во-первых, первым и вторым большими лепестками GL1, GL2 и, во-вторых, между первым и вторым малыми лепестками PL1, PL2. Как указано в этапе E50, если дисбаланс B2 лопаток должен компенсировать дисбаланс диска, большие лепестки GL1, GL2 должны быть "больше" малых лепестков PL1, PL2. В этом случае одна случайная лопатка будет извлечена набора, состоящего из первого и второго малых лепестков PL1, PL2, при том, что лопатки в наборе, состоящем из первого и второго больших лепестков GL1, GL2 имеют массу меньшую, чем у извлеченной лопатки, и произвольно выбирают одну лопатку, которая будет переставлена с извлеченной. Кроме того, в случае, когда группа из первого и второго больших лепестков GL1, GL2 была составлена "слишком тяжелой", лопатка, которая должна быть извлечена из этой группы, должна быть более тяжелой, чем лопатка в группе из первого и второго малых лепестков PL1, PL2. Это позволяет снизить вес больших лепестков GL1, GL2 и увеличить вес малых лепестков PL1, PL2. Эти этапы постепенно дают дисбаланс B2 лопаток (или, скорее, нормируют вектор дисбаланса), который приблизится к дисбалансу неоперенного диска.
На этапе E52 лопатку с массой MPL произвольно извлекают из группы, состоящей из первого и второго малых лепестков PL1, PL2.
Следует отметить, что перестановки выполняются не совсем случайно. Для обеспечения быстрого схождения процессор 9 сконфигурирован для вычисления дисбаланса B2 лопаток, чтобы знать, следует ли массу комплекта первого и второго лепестков PL1, PL2 увеличить или уменьшить.
Таким образом, этап E53 является тестом, в котором процессор 9 сконфигурирован для сравнения дисбаланса B2 лопаток с дисбалансом B1 неоперенного диска. Если дисбаланс B2 лопаток меньше дисбаланса B1 неоперенного диска, выполняется этап E54, на котором выполняется перестановка с лопаткой, случайно извлеченной из группы, состоящей из первого и второго больших лепестков GL1, GL2 и масса MGL которой больше, чем масса лопатки извлеченной из группы, состоящей из первого и второго малых лепестков PL1, PL2 (т.е. MGL>MPL).
С другой стороны, если дисбаланс B2 лопаток больше, чем дисбаланс B1 неоперенного диска, выполняется этап E55, на котором выполняют перестановку с лопаткой, случайно извлеченной из комплекта первого и второго больших лепестков GL1, GL2 масса MGL которой меньше массы лопатки, извлеченной из комплекта первого и второго малых лепестков PL1, PL2 (т.е. MGL<MPL).
После этой перестановки, на этапе E56 повторяют этапы E14-E31 по фиг. 4, относящиеся к размещению лопаток. Повторение этих этапов позволяет сбалансировано распределить массы лопаток в четырех лепестках GL1, GL2, PL1, PL2.
Затем повторяют этап E51 для проверки, не снизился ли результирующий дисбаланс ниже фиксированного критерия или не достигнуто и максимальное число итераций.
На практике 90% балансировки диска выполняется путем перестановок согласно процессу по блоку B41 без перехода к блокам B42 и B43. Как указано выше, дисбаланс B1 на неоперенном диске обычно не очень велик, а факт наличия практически нулевого дисбаланса B2 лопаток на этапе E50 (группы малых и больших лепестков изначально хорошо сбалансированы) может привести к тому, что общий дисбаланс будет меньше фиксированного критерия, относящегося к ограниченному числу итераций.
Однако если максимальное число итераций достигнуто, а результирующий дисбаланс все еще не удовлетворяет фиксированному критерию, начинается блок B42 стохастических перестановок.
Стохастическая перестановка основана на применении алгоритма стохастической (мета-эвристической) оптимизации, которая направлена на минимизацию функции результирующего дисбаланса (именуемой функцией энергии), формула которой приведена ниже.
Стохастический алгоритм постепенно и случайно модифицирует массовый вектор, полученный в конце процесса итеративной перестановки в блоке B41, и продолжает выполнять только те модификации, которые уменьшают функцию энергии. Алгоритм стохастической оптимизации может быть, например, генетическим алгоритмом, алгоритмом табу или алгоритмом модельной закалки.
Например, при модельной закалке алгоритм стохастической оптимизации состоит из последовательности итераций, каждый этап которой соответствует случайной перестановке лопатки в группе из первого и второго больших лепестков GL1, GL2 с группой из первого и второго малых лепестков PL1, PL2. После каждого этапа следует рекомпозиция размещения лопаток тем же способом, что и раньше, в соответствии с этапами E14-E31, показанными на фиг. 4. Если перестановка уменьшает общий дисбаланс, он систематически проверяется и алгоритм переходит к следующей итерации. Если перестановка увеличивает общий дисбаланс, он принимается, с некоторой вероятностью, определенной в соответствии с законом, зависимым от параметра "температуры", которая уменьшается как обратная величина количества выполненных итераций. Этот способ имеет преимуществом то, что позволяет избегать локального минимума.
Таким образом, итерации продолжаются до тех пор, пока результирующий дисбаланс на станет меньше фиксированного критерия или не будет достигнуто максимальное количество итераций.
Если результирующий дисбаланс не соответствует этому критерию, алгоритм переходит непосредственно к блоку B43 стохастических перестановок на форме.
Этот третий и последний процесс перестановок является последней рекурсией в процессе в случае, когда общий дисбаланс все еще неудовлетворителен. Он более эффективен для уменьшения дисбаланса, но он оказывает влияние на форму полученных лепестков.
Так же, как и блок B42, блок B43 использует алгоритм стохастической оптимизации, за исключением того, что имеет место случайная перестановка двух стандартных лопаток (т.е. без закаленных кромок) в любой группе.
С другой стороны, этот алгоритм не содержит никаких этапов перестроения лепестка. Потому перестановка может привести к помещению лопатки в положение, которое приведет к нарушению монотонности расположения масс. Однако для того чтобы ограничить это явление, допускается перемещение двух лопаток, когда разница между их массами не превышает параметр, соответствующий заранее определенного процента массы. По мере увеличения этого параметра деформация формы лепестков также увеличивается, но способ сходится быстрее.
Для предыдущих блоков определено максимальное количество итераций. Если достигается это количество, этот комплект лопаток считается небалансируемым.
Например, максимальное количество итераций рассчитывается следующим образом:

Поэтому, по мере того как результирующий дисбаланс удаляется от эвристического коэффициента (который соответствует приемлемой пороговой величине полного дисбаланса), максимальное количество итераций увеличивается. Эвристический коэффициент может иметь значения от 0,5 см.г до 5,0 см.г. Величины A, B, C и D являются мета-параметрами, выбранными так, чтобы оптимизировать окончательный результат и стоимость расчетов. Например, А=1000, В=50, С=0,1 и D=40000.
На фиг. 8A и 8B показано распределение лопаток как функция из масс, и положение лопаток D1-D3 с закаленными кромками, полученные из теста способа по одному варианту изобретения, проведенного на нескольких реальных комплектах лопаток.
Полученный дисбаланс составляет 0,28 см.г, зная что приемлемый порог равен 5 см.г и что дисбаланс неоперенного диска равен 258 см.г. Кроме того, на фиг. 8B показано, что углы между лопатками D1-D3 с закаленными кромками превышают 90°.
На фиг. 9A-9C показано изменение результирующего дисбаланса как функции количества итераций в случае комплекта, требующего использования трех блоков B41-B43 для удовлетворения критерию дисбаланса массы равному 1 см.г. Следует отметить, что общие затраты времени равны 125 секунд.
Более конкретно, фиг. 9A относится к блоку B41 и показывает стагнацию вокруг 80 см.г, поэтому возникает необходимость перехода к блоку B42.
Фиг. 9B относится к блоку B42 и показывает стагнацию вокруг 1,5 см.г, поэтому возникает необходимость перехода к блоку B43.
Наконец, фиг. 9C, относящаяся к блоку B43, показывает глобальный дисбаланс значительно меньший допустимого порога.
Настоящее изобретение позволяет увеличить срок службы дисков турбины. Следствием распределения масс лопаток по четырем лепестками является ограничение деформаций диска. Более конкретно, конфигурация с четырьмя лепестками позволяет поддерживать сферическую форму во время вращения, например, в отличие от формации с двумя лепестками, которая привела бы к эллиптической деформации диска ротора. Такая форма с четырьмя лепестками также может ограничивать разницу в массе между соседними лепестками. Большее количество лепестков или конфигурация без лепестков привела бы к затруднениям при выполнении ограничений в разнице между соседними лопатками.
Кроме того, настоящее изобретения позволяет монотонно распределять массы лопаток. Следует отметить, что когда рядом с лопаткой с малой массой устанавливается большая масса, первая лопатка стремится приложить к диску вытягивающую силу (центробежной силу) большей величины, чем лопатка с меньшей массой, что увеличивает деформацию диска. Поэтому, монотонное распределение масс позволяет избежать проблем такого типа.
Кроме того, лопатки с закаленными кромками устанавливают, по существу, для создания канавки в истираемом материале, чтобы ограничить поток воздуха в турбинах. Настоящее изобретение позволяет получить максимальный интервал, тем самым гарантируя эффективное создание канавки.
Кроме того, настоящее изобретение использует алгоритмы стохастической балансировки, которые используются для достижения всех вышеописанных результатов и ограничений автоматически, эффективно и очень коротким временем расчетов.
С помощью настоящего изобретения сборщики теперь могут знать, как разместить лопатки на диске в соответствии с их массами, просто, эффективно и очень быстро, в то же время продлевая срок службы дисков двигателей летательных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ балансировки рабочих колес роторов турбомашин | 1984 |
|
SU1185140A1 |
| СПОСОБ РАССТАНОВКИ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2003 |
|
RU2319841C2 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ, ИЗМЕЛЬЧЕНИЯ И АКТИВАЦИИ С БАЛАНСИРОВКОЙ | 2014 |
|
RU2576464C1 |
| ЛОПАТОЧНОЕ КОЛЕСО ТУРБОМАШИНЫ | 2012 |
|
RU2599221C2 |
| СПОСОБ НИЗКОСКОРОСТНОЙ БАЛАНСИРОВКИ РОТОРА КОМПРЕССОРА ДЛЯ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2017 |
|
RU2711601C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ЛОПАТОК РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2014 |
|
RU2590983C2 |
| СПОСОБ ЗАМЕНЫ КОМПЛЕКТА РАБОЧИХ ЛОПАТОК СТУПЕНИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2099541C1 |
| КОЛЕСО С ЛОПАТКАМИ ТУРБОДВИГАТЕЛЯ И СПОСОБ БАЛАНСИРОВКИ КОЛЕСА | 2012 |
|
RU2599440C2 |
| ДИСК ПЕРВОЙ СТУПЕНИ КОМПРЕССОРА, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ БАЛАНСИРОВКИ РОТОРА КОМПРЕССОРА | 2013 |
|
RU2650237C2 |
| ТУРБОВИНТОВОЙ ДВИГАТЕЛЬ | 2015 |
|
RU2709400C2 |



Использование: настоящее изобретение относится к способу балансировки оперенного лопатками диска двигателя летательного аппарата и, более конкретно, к способу балансировки комплекта лопаток, предназначенных для установки на неоперенный диск двигателя летательного аппарата. Сущность: изобретение относится к способу балансировки комплекта лопаток (5), подлежащих установке на неоперенный диск (7) двигателя летательного аппарата, содержащий определенное количество пронумерованных гнезд (ai), которые удерживают такое же количество лопаток, которые могут иметь разброс по массе, при этом способ содержит этапы, на которых: сортируют лопатки (5) в монотонном порядке по их массе (mi), формируя упорядоченный комплект лопаток; сбалансированно разделяют этот упорядоченный комплект лопаток на четыре лепестка, в число которых входят первый большой лепесток (GL1), второй большой лепесток (GL2), первый малый лепесток (PL1) и второй малый лепесток (PL2), при этом в каждом лепестке лопатки сортируют в текущем порядке размещения; размещают четыре лепестка (GL1, GL2, PL1, PL2) на неоперенном диске (7) так, чтобы текущий порядок размещения лопаток соответствовал пронумерованным гнездам на неоперенном диске. Технический результат: минимизация времени расчетов, учитывая ограничения, связанные с центробежной силой и дисбалансом неоперенных дисков, ограничение деформации диска и увеличение срока службы лопатки. 2 н. и 11 з.п. ф-лы, 12 ил.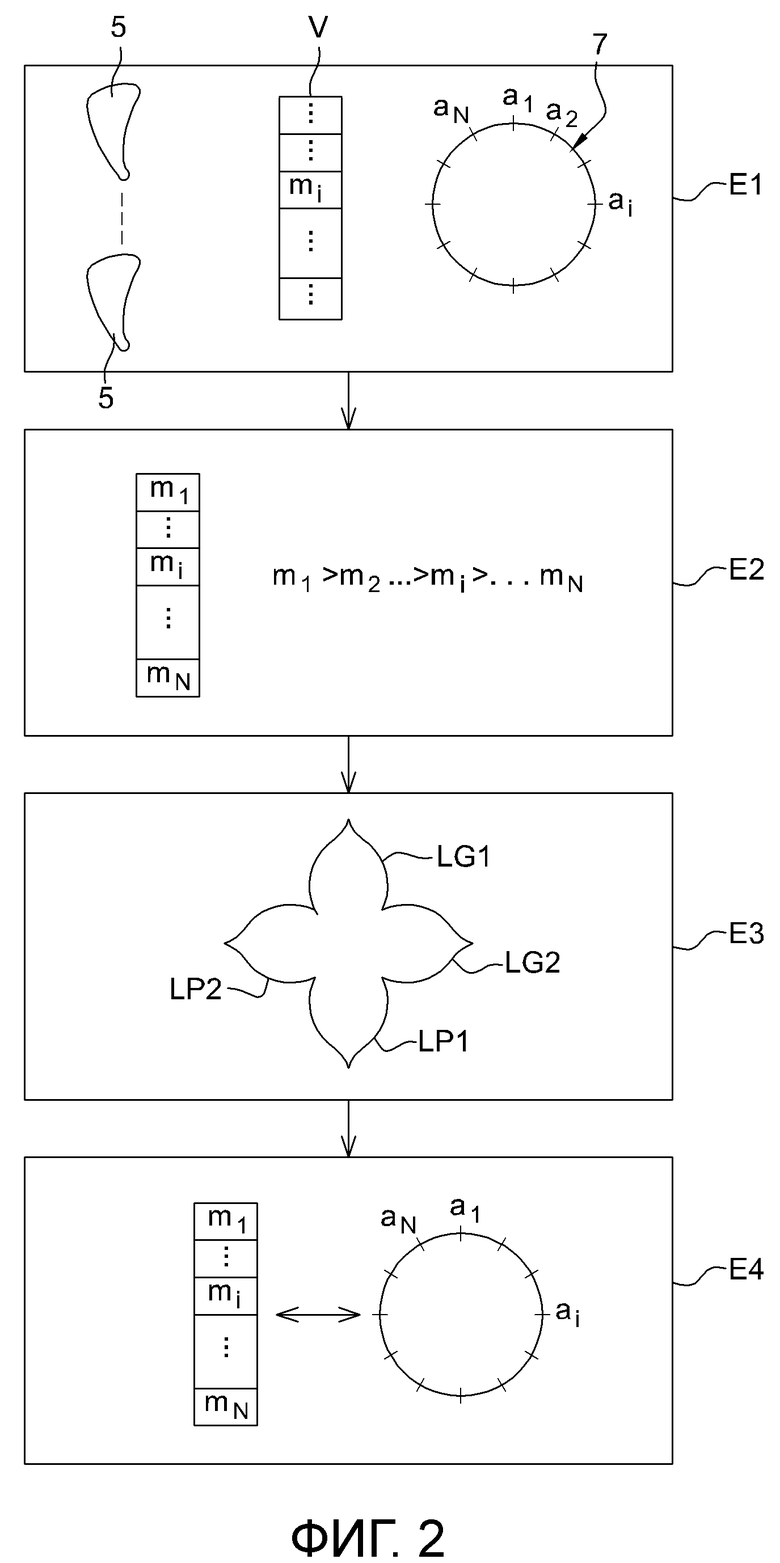
1. Способ балансировки комплекта лопаток (5), подлежащих установке на неоперенный диск (7) двигателя летательного аппарата, содержащий определенное количество пронумерованных гнезд (ai), которые будут удерживать такое же количество лопаток, которые могут иметь разброс по массе, отличающийся тем, что содержит этапы, на которых: сортируют лопатки (5) в монотонном порядке по их массе (mi), формируя упорядоченный комплект лопаток; сбалансированно разделяют этот упорядоченный комплект лопаток на четыре лепестка, в число которых входят первый большой лепесток (GL1), второй большой лепесток (GL2), первый малый лепесток (PL1) и второй малый лепесток (PL2), при этом в каждом лепестке лопатки сортируют в текущем порядке размещения; размещают четыре лепестка (GL1, GL2, PL1, PL2) на неоперенном диске (7) так, чтобы текущий порядок размещения лопаток соответствовал пронумерованным гнездам на неоперенном диске, и размещают их в конфигурации, определенной как функция первого вектора (B1) дисбаланса, представляющего собственный дисбаланс неоперенного диска, и реорганизуют лопатки в разных лепестках, используя процесс итеративной перестановки, адаптированный для балансировки первого вектора дисбаланса вторым вектором дисбаланса, полученным из разброса масс лопаток и их расположения на диске, при том такая реорганизация определяет окончательное расположение лопаток в гнездах диска.
2. Способ по п. 1, отличающийся тем, что этап разделения комплекта лопаток на четыре лепестка содержит этапы, на которых: сбалансированно разделяют упорядоченный комплект лопаток на первую и вторую группы (GL, PL), приблизительно сбалансированные по массе, распределяя особые лопатки (Di), включенные в упорядоченный комплект лопаток, по первой и второй группам в соответствии с заранее определенным процессом, и разделяют остальные лопатки в порядке убывания их массы поочередно между первой и второй группами (GL, PL), принимая во внимание количество особых лопаток, включенных в каждую из первой и второй групп, и сбалансированно составляют первый и второй большие лепестки (GL1, GL2), начиная с первой группы (GL), и сбалансированно составляют первый и второй малые лепестки (PL1, PL2), начиная со второй группы (PL).
3. Способ по п. 2, отличающийся тем, что особые лопатки (Di) являются лопатками с закаленными кромками, которые распределены между первой и второй группами (GL, PL) в зависимости от их количества, с оптимизацией интервалов между ними, выполняя следующие этапы, на которых: если комплект лопаток содержит три лопатки с закаленными кромками, две самые тяжелые из них помещают в первую группу (GP), а самую легкую помещают во вторую группу (PL), если комплект лопаток содержит одну или две лопатки с закаленными кромками, ее (их) помещают в первую группу (GL).
4. Способ по п. 2 или 3, отличающийся тем, что построение первого и второго больших или малых лепестков (GL1, GL2, PL1, PL2) в первой и второй группах (GP, PL) соответственно определяют путем распределения лопаток по первому, второму, третьему и четвертому полулепесткам (DG1-DG4, DP1-DP4) первой или второй групп как функции четности и/или делимости количества лопаток, образующих первую группу (DG) или вторую группу (DP).
5. Способ по п. 4, отличающийся тем, что количество лопаток (5) в первой или второй группах (DG, DP) является четным числом, которое не делится на четыре, затем первую и вторую лопатки помещают на вершинах первого или второго большого или малого лепестков (DG1, DG2, DP1, DP2), а остальные лопатки распределяют заранее определенным способом по первому, второму, третьему и четвертому полулепесткам (DG1-DG4, DP1-DP4) первой или второй группы (DG, DP).
6. Способ по п. 4, отличающийся тем, что если количество лопаток (5) в первой или второй группе (DG, DP) является числом, которое делится на четыре, лопатки распределяют равномерно заранее определенным способом по первому, второму, третьему и четвертому полулепесткам (DG1-DG4, DP1-DP4) первой или второй группы (DG, DP).
7. Способ по п. 4, отличающийся тем, что если количество лопаток (5) в первой или второй группе (DG, DP) является нечетным числом, то последнюю лопатку позиционируют между двумя большими или малыми лепестками, и если количество остальных лопаток делится на четыре, их распределяют заранее определенным способом по первому, второму, третьему и четвертому полулепесткам (DG1-DG4, DP1-DP4) первой или второй группы (DG, DP).
8. Способ по п. 4, отличающийся тем, что если количество лопаток (5) в первой или второй группе (DG, DP) является нечетным числом, последнюю лопатку позиционируют между двумя большими или малыми лепестками, и если количество оставшихся лопаток не делится на четыре, первую и вторую лопатки помещают на вершинах первого и второго большого или малого лепестков, а остальные лопатки распределят заранее определенным способом по первому, второму, третьему и четвертому полулепесткам (DG1-DG4, DP1-DP4) первой или второй группы (DG, DP).
9. Способ по любому из пп. 5-8, отличающийся тем, что распределение заранее определенным способом количеств лопаток, делящегося на четыре по первому, второму, третьему и четвертому полулепесткам первой или второй группы (DG, DP), выполняют в соответствии с периодическими последовательностями восьми этапов следующим образом: помещают первую текущую лопатку в первое незанятое положение во втором полулепестке (DG2, DP2); помещают вторую текущую лопатку в первое незанятое положение в первом полулепестке (DG1, DP1); помещают третью текущую лопатку в первое незанятое положение в четвертом полулепестке (DG4, DP4); помещают четвертую текущую лопатку в первое незанятое положение в третьем полулепестке (DG3, DP3); помещают следующие четыре лопатки в полулепестки в порядке, обратном порядку по предыдущим этапам.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что определенная конфигурация содержит расположение первого и второго малых лепестков (PL1, PL2) на неоперенном диске (7) с каждой стороны от первого вектора (B1) дисбаланса.
11. Способ по п. 10, отличающийся тем, что процесс итеративной перестановки содержит следующий этапы, на которых: выполняют итеративные случайные перестановки лопаток между первой группой и второй группой, повторно выполняя этапы по пп. 2-9 после каждой итерации, если после перестановок на предыдущем этапе результирующий дисбаланс больше заранее определенной пороговой величины, выполняют стохастическую перестановку лопаток между первой группой и второй группой, повторно выполняя этапы по пп. 2-9 после каждой итерации, если после перестановок на предыдущем этапе результирующий дисбаланс больше этой заранее определенной пороговой величины, стохастические перестановки выполняют непосредственно на форме между первой группой и второй группой.
12. Способ по п. 11, отличающийся тем, что итерации продолжают на каждой перестановке пока масса дисбаланса больше заранее определенной величины и количество итераций меньше максимальной заранее определенной пороговой величины.
13. Система для балансировки комплекта лопаток (5), которые подлежат установке на неоперенный диск (7) двигателя летательного аппарата, при этом диск (7) содержит определенное количество пронумерованных гнезд (ai), которые удерживают такое же определенное количество лопаток, которые могут иметь разброс по массе, отличающаяся тем, что содержит процессор, выполненный с возможностью: сортировки лопаток (5) в монотонном порядке по их массе (mi), формируя упорядоченный комплект лопаток; сбалансированного разделения упорядоченного комплекта лопаток на четыре лепестка, в число которых входят первый большой лепесток (GL1), второй большой лепесток (GL2), первый малый лепесток (PL1) и второй малый лепесток (PL2), при этом в каждом лепестке лопатки сортируют в текущем порядке размещения; размещения четырех лепестков (GL1, GL2, PL1, PL2) на неоперенном диске (7) так, чтобы текущий порядок размещения лопаток соответствовал пронумерованным гнездам на неоперенном диске, и размещения этих четырех лепестков (GL1, GL2, PL1, PL2) на неоперенном диске (7) в конфигурации, определенной как функция первого вектора (B1) дисбаланса, представляющего собственный дисбаланс неоперенного диска, и реорганизации лопаток в разных лепестках, используя процесс итеративной перестановки, адаптированный для балансировки первого вектора дисбаланса вторым вектором дисбаланса, полученным из разброса масс лопаток и их расположения на диске, при том такая реорганизация определяет окончательное расположение лопаток в гнездах диска.
| US 5537861 A1, 23.07.1996 | |||
| JP 2007198265 A, 09.08.2007 | |||
| Эллипсометрический способ контроля качества полирования образца | 1988 |
|
SU1536199A1 |
| US 20080075592 A1, 27.03.2008 | |||
| ВЕСОВОЙ БАЛАНСИР, ДИСК РОТОРА С ВЕСОВЫМ БАЛАНСИРОМ, РОТОР И ДВИГАТЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА, СОДЕРЖАЩИЕ УКАЗАННЫЙ ДИСК | 2007 |
|
RU2433275C2 |

