Область техники.
Изобретение относится к строительству, а именно к линиям производства сборных несущих конструкций.
Уровень техники.
Известен патент РФ на изобретение №2645314 «многослойный строительный элемент, способ его производства и технологическая линия по производству многослойного строительного элемента», МПК Е04С 1/40(2006.01), В28В 11/00(2006.01), где сама технологическая линия включает в себя взаимосвязанные между собой: узел подачи внешних элементов, узел подачи теплоизоляционного слоя, узел прессования, узел распила и узел съема готовых многослойных строительных элементов, установленных на каркасе, отличающийся тем, что узел подачи внешних элементов снабжен конвейером боковой подачи внешних элементов, который выполнен в виде ленточного конвейера с обеспечением возможности вертикальной ориентации внешних элементов в момент установки на конвейер, при этом узел подачи внешних элементов снабжен двумя внешними и средней направляющими, а узел подачи теплоизоляционного слоя выполнен с обеспечением возможности смешения как минимум двух компонентов и подачи смеси между внешними элементами, при этом узел прессования выполнен в виде двухуровневого ленточного конвейера, а каркас в зоне узла прессования снабжен стойками, фиксирующими расстояние между уровнями двухуровневого ленточного конвейера, где каждая из этих стоек сверху выполнена с регулятором высоты внешних элементов, при этом верхний уровень двухуровневого конвейера выполнен короче нижнего, а центральная часть обоих уровней снабжена специальными плотными наклейками формирования верхнего и нижнего технологических пазов теплоизоляционного слоя, причем двухуровневый ленточный конвейер узла прессования снабжен парными упорными роликовыми блоками, фиксирующими внешний габарит многослойного строительного элемента, при этом упорные роликовые блоки выполнены на нижнем уровне двухуровневого конвейера и на некотором расстоянии друг от друга, а первая пара упорных роликовых блоков выполнена в зоне узла подачи теплоизоляционного слоя, при этом узел распила выполнен с возможностью возвратно-поступательного движения пилы со скоростью движения ленты конвейера, а узел съема готовых многослойных строительных элементов выполнен в виде роликового конвейера с боковым выгружателем готовых многослойных строительных элементов.
Недостатком настоящего технического решения является то, что предложенный процесс состоит из большого количества этапов, что делает его обеспечение достаточно трудоемким.
Известен патент РФ на изобретение №2549939 от 06.09.2013 г. МПК Е04С 2/10 (2006.01), в котором раскрыт способ изготовления энергоэффективных экологически чистых многослойных облегченных огнестойких стеновых панелей на основе органических материалов. Способ автоматизированного изготовления энергоэффективных экологически чистых многослойных облегченных огнестойких стеновых панелей на основе органических материалов, включающий формирование внутреннего, теплоизоляционного и наружного слоев стеновых панелей с боковыми гранями. При этом для стеновых панелей изготавливают короба из деревянных щитов, затем заполняют их объемными органическими материалами. По центру короба устанавливают трубу. Причем перед сборкой коробов из деревянных щитов на их внутреннюю поверхность устанавливают огнестойкие гипсовые панели, а короба с торцов закрывают торцевыми огнестойкими гипсовыми крышками. Технологическая линия для изготовления стеновых панелей на основе органических материалов содержит подготовительные зоны. Кроме того, технологическая линия содержит зону изготовления панелей, включающую участок заполнения теплоизоляционного слоя, склад готовых изделий и транспортирующие устройства. Подготовительные зоны снабжены участком изготовления калиброванных брусков, участком обработки объемного органического материала и зоной изготовления широких и узких щитов из калиброванных брусков. При этом зона изготовления панелей включает участок сборки коробов, а участок заполнения теплоизоляционного слоя снабжен заполняющим устройством, корпус которого выполнен в форме короба с небольшим уменьшением его габаритов относительно внутреннего объема короба панели. При этом внутри корпуса заполняющего устройства расположены шнеки и направляющая труба для трубы панели, причем зона изготовления панелей снабжена участками крепления огнестойких гипсовых панелей.
Описанная производственная линия также имеет высокую сложность организации технологической подготовки производства.
Основной целью изобретения является обеспечение экономического производства сборных несущих конструкций с балками таким образом, чтобы максимально сократить временные и денежные издержки на их изготовление, а также достижение повышения производительности технологической линии, упрощение изготовления сборных конструкций, повышение прочностных и технологических характеристик здания при упрощении его возведения.
Краткое описание изобретения. Производственная линия для изготовления несущих конструкций состоит из взаимосвязанных между собой зон, как: зона заготовительного цеха, где осуществляется распил сырья для получения брусков требуемых размеров и их торцевание, а также последующая сортировка и профилирование; зона линии сращивания, где обеспечивается возможность изготовления вспомогательных частей сборной конструкции (далее по тексту - домокомплект) из обрезков сырья поступаемых с заготовительной зоны; зона столярного цеха на которую поступают заготовки из зон заготовки и линии сращивания; зона цеха подготовки к склеиванию, где осуществляется фрезирование брусков; зона цеха обработки ЦСП, обеспечивающая распил плит; зона цеха склеивания, где происходит соединение обработанных брусков и плит ЦСП в единое изделие; зона цеха обработки, где осуществляется финальная обработка изделий, такая как обработка различными составами для улучшения их физико-механических свойств; а также зоны складирования №1 и 2.
Сущность изобретения поясняется чертежами, где:
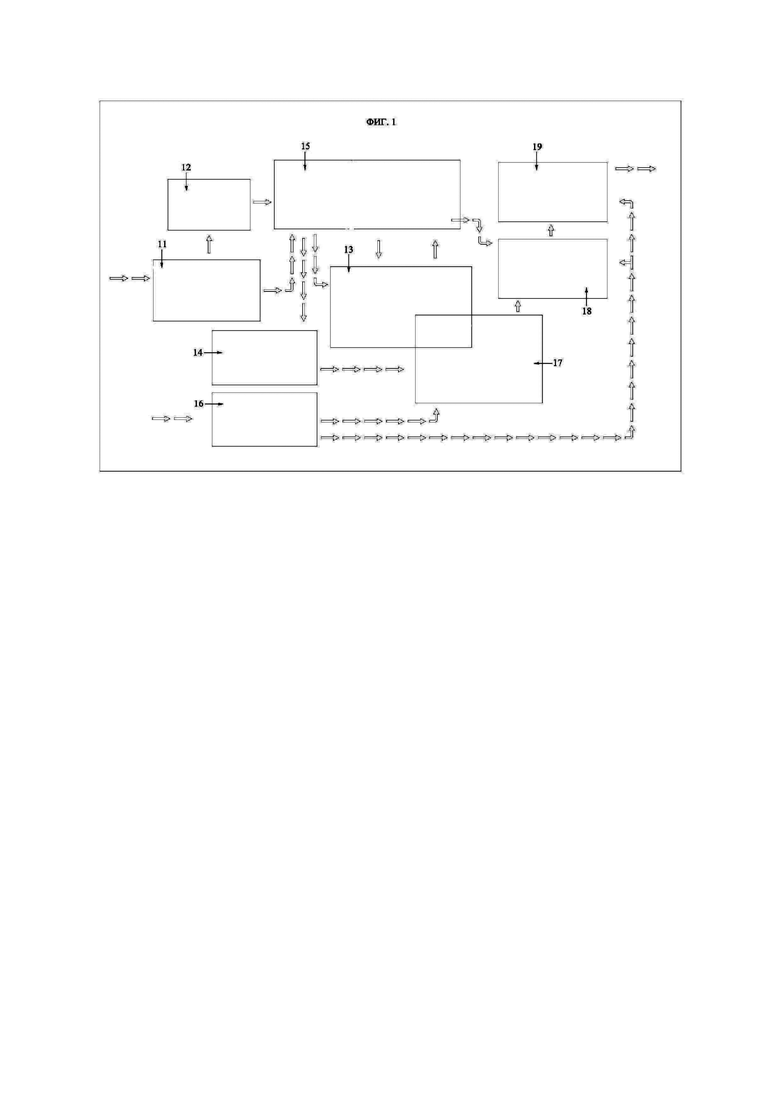
На фиг. 1 изображена структурная схема линии производства сборных несущих конструкций с балками.
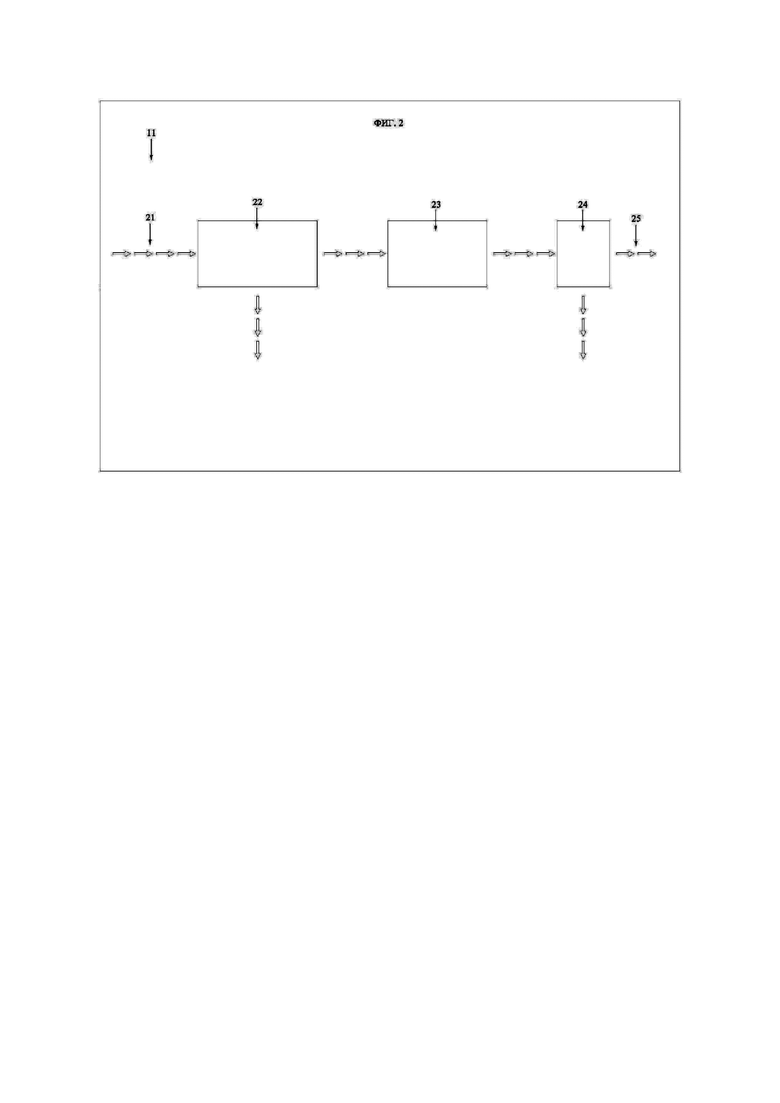
На фиг. 2 изображена схема линии подготовительного цеха.
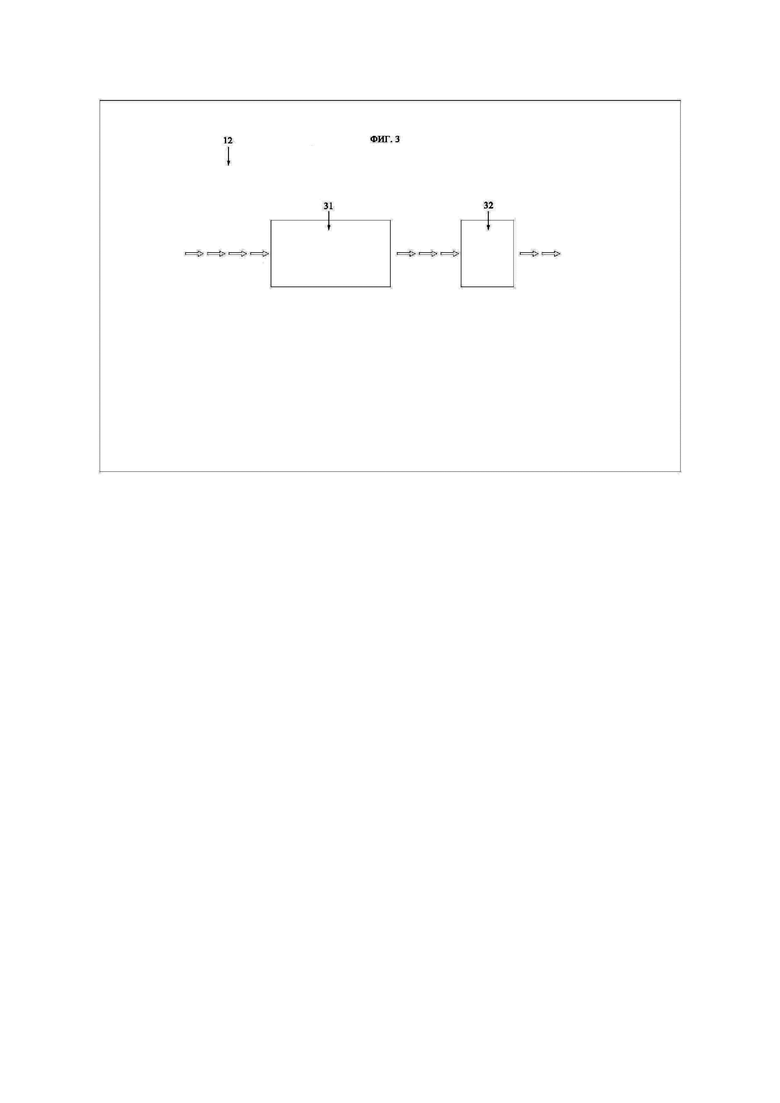
На фиг. 3 изображена схема линии сращивания.
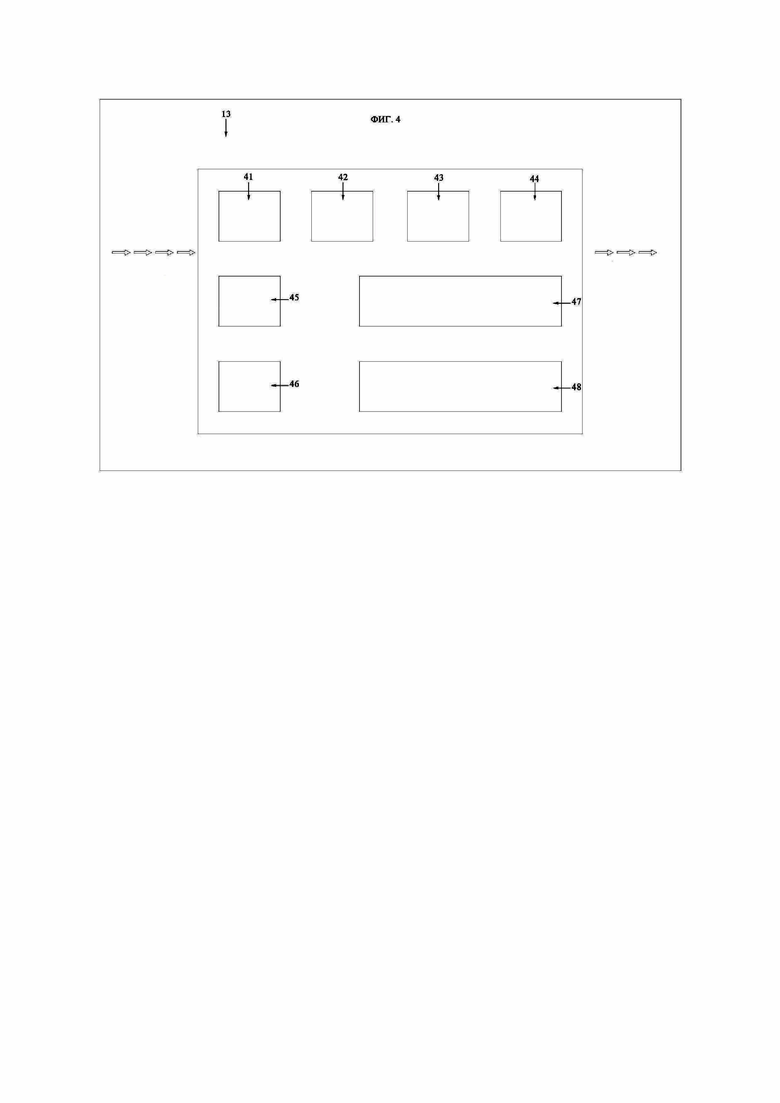
На фиг. 4. изображена схема линии столярного цеха.
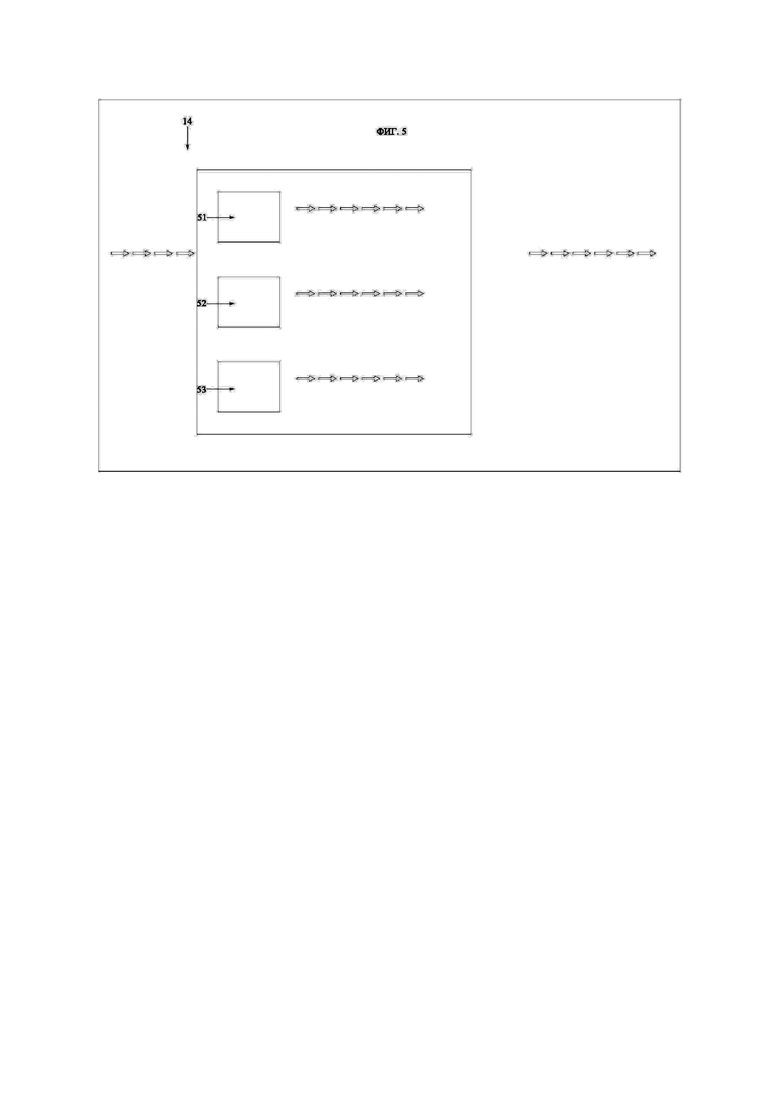
На фиг. 5 изображена схема линии цеха подготовки к склеиванию.
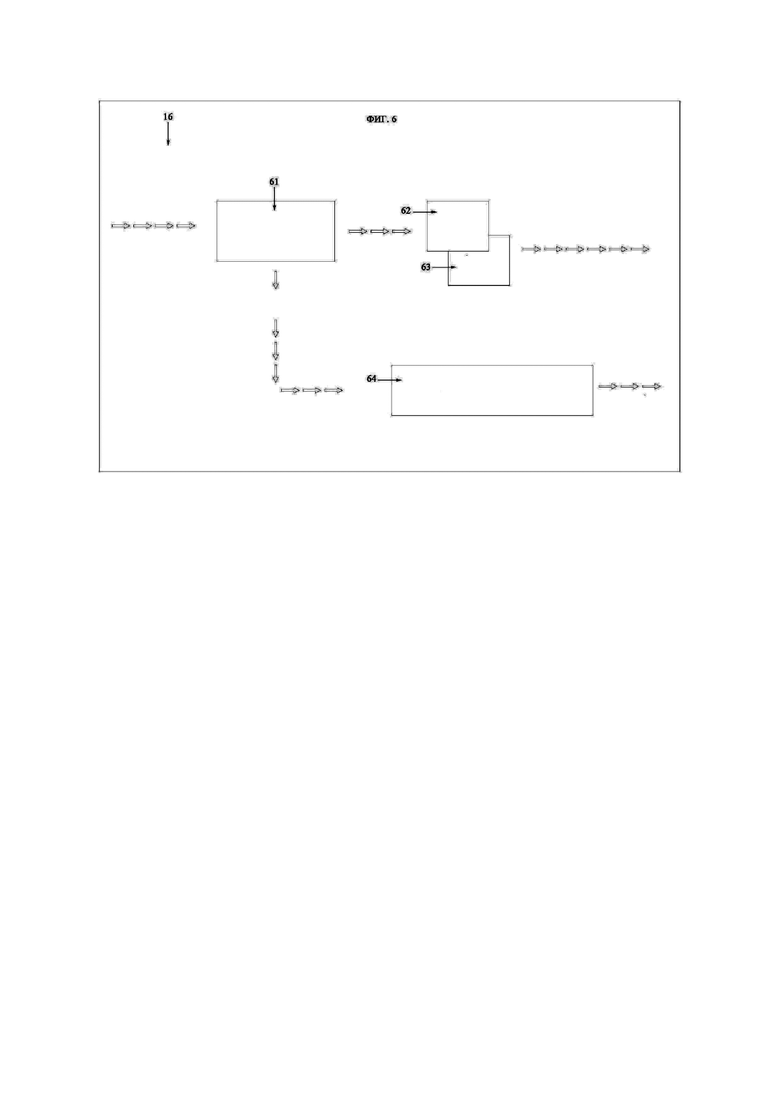
На фиг. 6 изображена схема линии цеха раскроя и подготовки ЦСП.
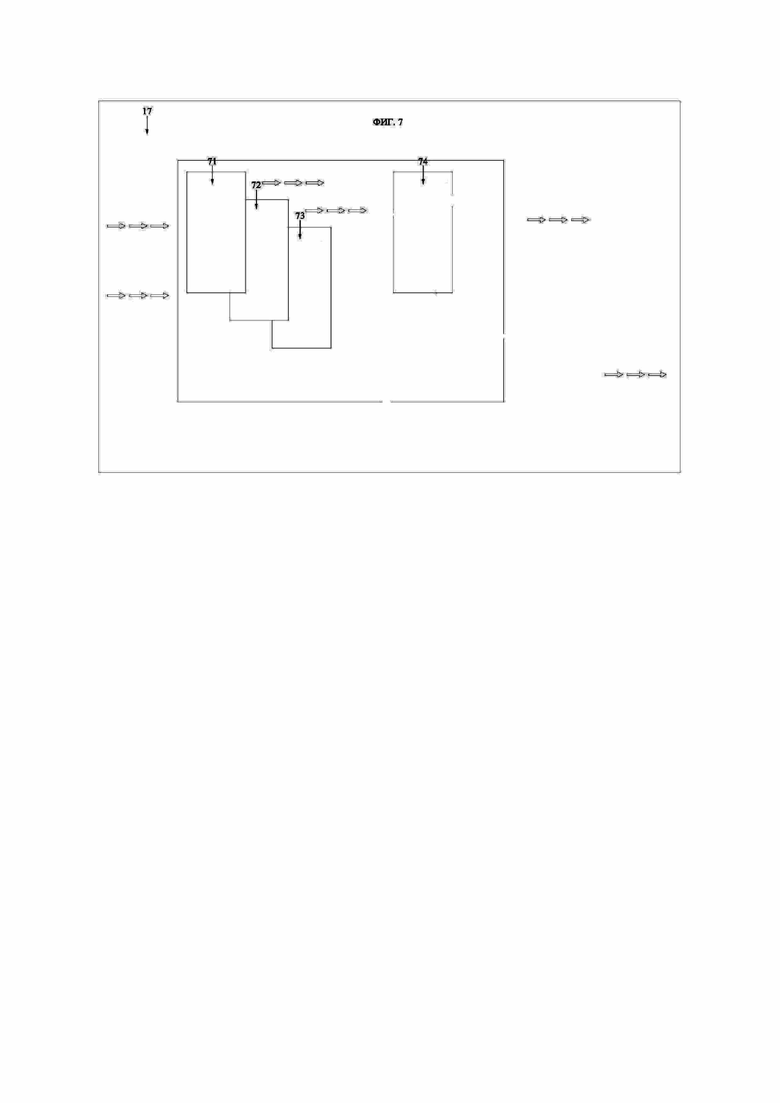
На фиг. 7 изображена схема линии склеивания.
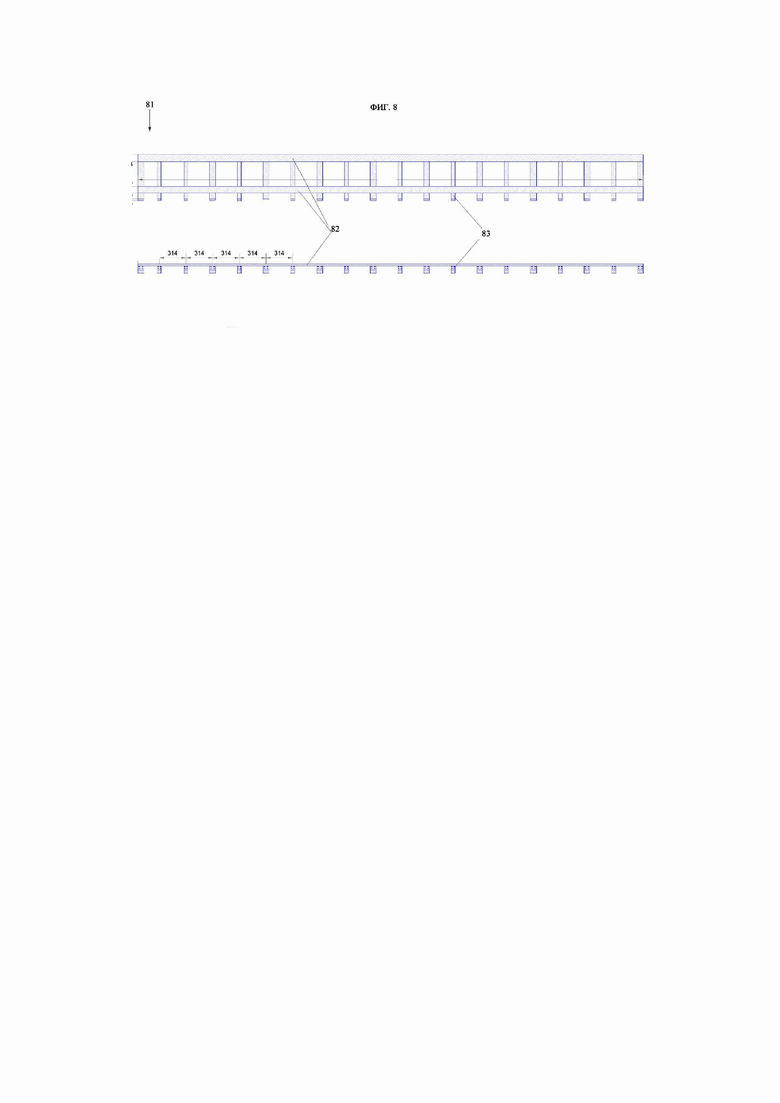
На фиг. 8 изображен разметочный шаблон.
Указанные чертежи являются пояснительными и не ограничивают объем изобретения, заявленный в формуле. Представленные варианты характеризуют одну из нескольких частных форм реализации изобретения.
Осуществление изобретения.
Для производства той или иной продукции в деревообрабатывающей промышленности широко используются автоматизированные линии. Внедрение их в производство позволяет снизить себестоимость продукции и сэкономить массу трудовых и материальных ресурсов. Автоматизированные линии могут перерабатывать пиломатериалы, отбракованные по дефектам обработки, и тем самым более полно использовать древесное сырье.
Способ производства несущих конструкций, может быть реализован при помощи технологической линии изображенной на фиг. 1. Где сборная несущая конструкция перекрытия включает в себя конструктивный узел, состоящий из балки периметра, жестко соединенной с лежнем, выполненного из деревянного бруса, который в свою очередь соединен с фундаментом любого вида, будь то ленточный, монолитный, свайный или иной вид фундамента, при том, что соединение осуществляется за счет любых подходящих крепежных изделий, но в предложенном варианте крепеж осуществляется за счет скоб и шпилек для стяжки бруса (предпочтительно длиной в 12 мм), двутавровой балки перекрытия, которая закреплена к двутавровой балке периметра, а вместе их соединения устанавливается связывающая конструкция, которая состоит из стеновой балки двутаврового сечения и двух боковых связывающих накладок, таким образом, что связывающие накладки, расположенные по обеим сторонам полок стеновой балки, образуют жесткую заделку в узле соединения трех элементов. Соединение частей конструкции происходит любыми крепежными элементами, подходящими для этих целей, но в основном варианте крепеж предполагается за счет саморезов.
Таким образом, основными элементами сборной несущей конструкции, изготавливаемыми на производственной линии, являются:
1. Балка периметра двутаврового сечения. Включающая: стенку из ЦСП, а также полки из деревянных брусков;
2. Лежень. Представляющий собой брусок определенного размера;
3. Балка перекрытия двутаврового сечения. Включающая: стенку из ЦСП, а также полки из деревянных брусков;
4. Связывающая конструкция, состоящая из стеновой балки двутаврового сечения и двух связывающих накладок.
5. Иные вспомогательные части сборной конструкции (домокомплект).
Технологическая линия (фиг. 1) для производства сборных несущих конструкций работает следующим образом, На ЭВМ с помощью программного обеспечения, оператор задает исходные параметры конструкции, подготавливает карту раскроя, с указанием размеров готовых изделий и их количества, а также карту раскроя, включая зоны вырубки гнезд и пазов, распила, сверления и прочее.
Согласно исходным данным происходит последующая наладка линии, а именно отбирается определенное количество сырья, настраиваются шаблоны для определения зон вырубки гнезд пазов и прочее.
Представленная на фиг. 1 линия имеет поточную форму организации производства. Основной задачей при наладке производства сборных несущих конструкций является обеспечение наибольшей прямоточности и кратчайший маршрут движения деталей, экономичное использование площадей, удобство обслуживания оборудования, достаточность площадей для хранения требуемых материалов и деталей и т.д.
Заявленная технологическая линия (фиг. 1), включает в себя следующую производственную структуру: зона заготовительного цеха (11) представленная на фиг. 2, имеющая следующие производственные участки: участок приемки сырья (21), участок раскроя (22); участок профилирования (23); торцовочный участок (24); линия передачи заготовок на склад временного хранения (25).
Зона (11) функционирует следующим образом. На участок приемки (21), при помощи автоподатчика, по транспортной цепи поступает сырье, а именно обрезная и необрезная доска влажностью до 16%. После чего на участке раскроя (22) сырье распускается на бруски заданных размеров. В первую очередь на данном участке заготавливаются бруски для полок балок двутаврового сечения необходимые для осуществления сборки несущей конструкции, в том числе бруски связывающих накладок связывающий конструкции.
После разделения пиломатериалов на группы по показателям качества и размерам, отобранные заготовки поступают на участок профилирования на четырехстороннем станке (23). При том. что процесс профилирования имеет следующую последовательность: Направляющая линейка, прижимные вальцы, опорные ролики и шпиндели станка настраиваются на необходимое сечение бруска. Заготовка помещается на подающий стол станка, после чего запускаются приводы вращения обрабатывающих шпинделей, заготовка толкателем подается через все шпиндели, по окончанию обработки толкатель возвращается в исходную позицию. На подающий стол помещается следующая заготовка.
На участке торцевания (24) происходит торцовка пиломатериала для удаления пороков древесины (обработка) и обзольных участков с концов пиломатериала, а также придание ему заданной длины. Транспортная цепь со специальными захватами, гарантирует абсолютно ровную обработку брусков. Номинальный размер пиломатериала устанавливается исходя заданных параметров.
Автоматическое транспортно-загрузочное устройство (25) перемещает готовые изделия на склад временного хранения №1 (15).
Обрезки сырья, оставшиеся после раскроя в зоне заготовительного цеха (11) по отдельной транспортной линии, поступают на зону линии сращивания (12), имеющую принцип функционирования, более подробно представленный на фиг. 3, где обрезки сырья последовательно проходят через линию прессования (31), а затем линию торцевания (32), после чего автоматическое транспортно-загрузочное устройство перемещает готовые изделия на склад временного хранения №1 (15).
Собранные на складе временного хранения (15) изделия, при помощи автоматического транспортно-загрузочного устройства поступают в зону столярного цеха (13), представленного на фиг. 4. В зоне столярного цеха (13) осуществляется производство различных элементов домокомплектов, пользуясь сырьем, складированным на складе №1 (15), таких как: оконные и дверные перемычки, элементы для вклейки по усилению балок, торцованные детали для изготовления навесных элементов на стеновые балки, элементы для сращивания балок перекрытий, подпорные элементы дрвцля установки ЦСП в перекрытиях, элементы для монтажа МДВП в стенах, различные ограничители, элементы для формирования углов зданий, элементы для формирования ферм, бруски для организации слива на плоских кровлях и т.д. Подаваемые заготовки проходят по линии столярного цеха (13), где обеспечивается выпиливание блоков заданной длины, профилирование по торцам (нарезание паза и гребня), склеивание и другие операции, согласно карте раскроя, при том, что оператор имеет возможность в режиме реального времени контролировать и корректировать выполняемые команды.
На фиг. 4, изображено более подробная схема работы линии столярного цеха (13), где линия разделена на следующие зоны: зона торцевания (41), зона фугования (42), фрезеровочная зона (43), зона проведения разметочных линий на рейсмусе (44), зона распила на форматно-раскроечном станке (45), зона раскроя (46), ручная сборка готовых изделий на сборочных столах (47) и (48). Автоматическое транспортно-загрузочное устройство перемещает готовые изделия на склад временного хранения №1 (15').
Для подготовки элементов, помещенных на склад временного хранения (15) к сборке в зоне цеха склеивания (17), материалы в зависимости от их состава распределяются по двум подготовительным зонам:
1. цех подготовки к склеиванию (14);
2. цех подготовки ЦСП (16).
Автоматическое транспортно-загрузочное устройство перемещает заготовки из склада №1 (15) на участок загрузки заготовок зоны цеха подготовки к склеиванию (14), более подробно представленном на фиг. 5. Основная функция цеха подготовки к склеиванию (14) - это обработка заготовок для сборки основных элементов несущей конструкции таких, как балки двутаврового сечения, стеновые балки и балки перекрытия. Как показано на фиг. 5, бруски по цепной протяжке проходят через станок фрезерования, где осуществляется нарезание паза для последующего сращивания с остальными элементами конструкции. Причем в зависимости от вида элемента, он подается на станок (51) или (52). Так фрезерование пазов в брусках балок перекрытия осуществляется на фрезеровочном станке (51), а фрезерование пазов стеновых балок на станке (52). Таким образом, обеспечивается максимальная скорость фрезерования, за счет предварительной настройки станков и непрерывной подачи пиломатериалов, снижается количество брака изделий.
Также по линии зоны цеха (14) осуществляется сверление сквозных отверстий для установки в них соединительных элементов (крепежных изделий) (53).
Одной из основных задач настоящего изобретение, является достижение максимальной точности последующей сборки конструкции. Для этого необходимо, строгое соблюдение размеров и расположение пазов.
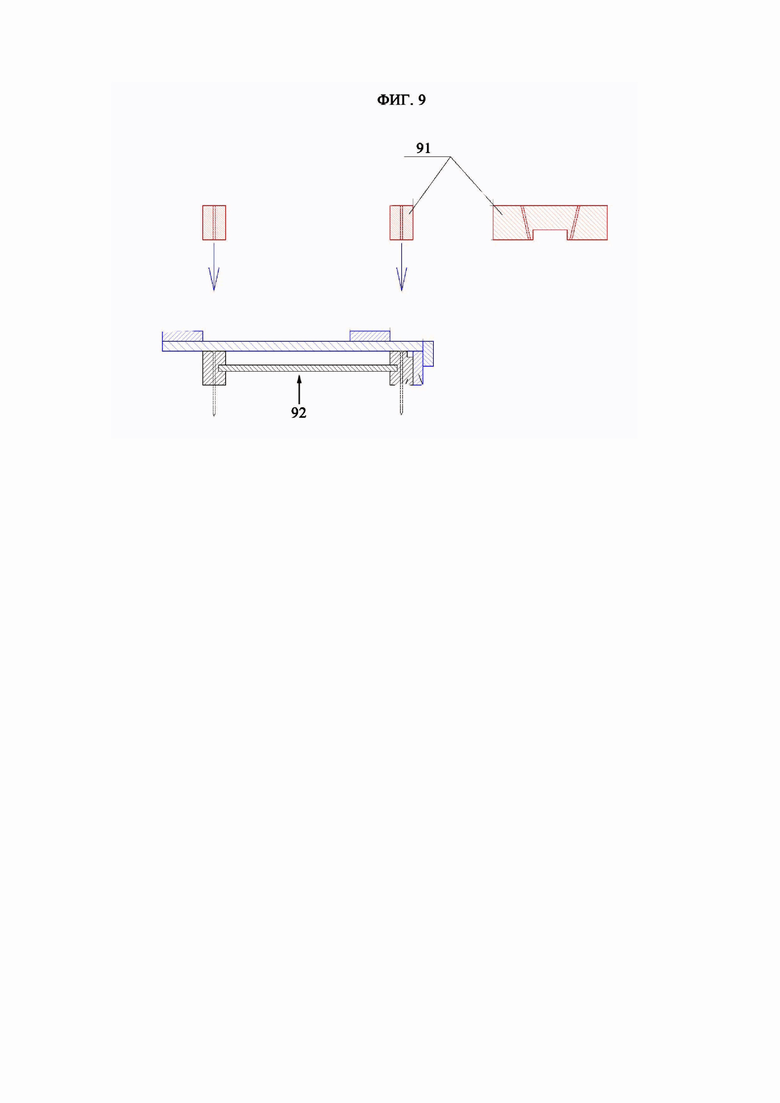
Достижение поставленной задачи решается за счет использования специального шаблона представленного на фиг. 8. Разметочный шаблон (81), выполненный из металла, состоящий из продольных направляющих (82) и поперечных планок (83), предназначенный для разметки и фрезерования сквозных отверстий, имеющий шаг 314 мм. Разметка осуществляется следующим образом, как показано на фиг. 9, разметочный шаблон (81) накладывается на балку двутаврового сечения (92), расположенную горизонтально таким образом, что продольные направляющие (82) располагаются на полках балки двутаврового сечения (92) сверху разметочного шаблона (81), устанавливается вкладной упор для сверления (91), при том, что вкладной упор (91), устанавливается к поперечным планкам (83), тем самым обеспечивается жесткое фиксирование вкладного упора (91) к разметочному шаблону (81), установка вкладного упора осуществляется с шагом 628 мм.
После окончательного фрезерования готовые элементы несущей конструкции поступают в зону столярного цеха (17).
Одновременно в столярную зону (17) поступают раскроенные листы ЦСП из зоны цеха подготовки ЦСП (16).
Зоне цеха подготовки ЦСП (16) является самостоятельной зоной с отдельным доступом. Как показано на фиг. 6, на линию зоны (16) транспортно-загрузочным устройством подаются листы ЦСП стандартных размеров, как например 3200×1250×12 см, 8×1250×3200 см. По движению линии листы ЦСП проходят через узел распила, где в зависимости от заданных оператором параметров осуществляется раскрой ЦСП в двух направлениях:
• Группа 1 - элементы двутавровых балок, а именно стенка;
• Группа 2 - плиты полов, перекрытий, организации фасадов и цоколей.
Предварительное деление заготовок на подвиды (61), позволяет организовать автоматическую подачу материала либо на узел фрезирования, где осуществляется калибровка заготовок, для того, чтобы плита, являющаяся стенкой балки двутаврового сечения, могла войти в паз ее полки. На узел фрезирования (62) и (63) поступают только элементы балок двутаврового сечения.
Элементы второй группы, а именно напольные покрытия, части перекрытий, фасада и цоколей, поступают на узел подготовки сквозных отверстий для крепежных элементов (64), типы и размеры отверстия соединения деталей устанавливаются предварительно. Сам процесс осуществляется при помощи шаблона (81).
Поступившие из зон подготовки к склеиванию (14) и подготовки ЦСП (16) заготовки, поступают на зону цеха склеивания (17), где происходит сборка готовых изделий, по следующей схеме: элементы из зоны цеха (16), а именно стенки балки двутаврового сечения подаются по линии вертикально ориентированными, по движению линии, на внешние края стенки наносится клеящий состав. После чего внешние элементы из зоны цеха (4), а именно полки двутавровой балки, выполненные из бруса, подаются с двух сторон стенки собираемой балки, таким образом, чтобы колиброванный край ЦСП был установлен в отфрезерованный ранее паз бруска полки. После соединения элементов, заготовка поступает в пресс (71, 72 или 73), где происходит обжатие до полного высыхания клеящего состава, а после, на фрезеровочный станок (74).
Все готовые изделия поступают в зону цеха обработки и покраски (18) Производится обработка или покраска поставленных деталей противопожарными, антисептическими, лакокрасочными покрытиями или пропитками, после чего детали отправляются на склад №2 (19) для формирования домокомплектов, где осуществляется упаковка и подготовка к отгрузке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная несущая конструкция перекрытия и способ ее образования | 2020 |
|
RU2766109C2 |
| СОТОВАЯ СБОРНАЯ КОНСТРУКЦИЯ | 2021 |
|
RU2794364C1 |
| СПОСОБ СТРОИТЕЛЬСТВА С ПРИМЕНЕНИЕМ ДЕРЕВЯННОЙ БЕСКАРКАСНОЙ ПАНЕЛИ | 2015 |
|
RU2596167C1 |
| Трехслойная стеновая панель | 1985 |
|
SU1428825A1 |
| Стеновая панель и двухплоскостной клиновой стыковой механизм продольного соединения стеновых панелей | 2016 |
|
RU2665333C2 |
| Домокомплект сборного деревянного домостроения и устройство фиксации присоединяемой к стене детали | 2016 |
|
RU2622955C1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| КАРКАСНО-ПАНЕЛЬНОЕ ЗДАНИЕ | 2011 |
|
RU2582155C2 |
| СПОСОБ ПОСТРОЕНИЯ ДЕРЕВЯННОГО КАРКАСА ЗДАНИЯ | 2024 |
|
RU2826688C1 |
Изобретение относится к строительству, а именно к линиям производства сборных несущих конструкций. Технический результат заключается в достижении повышения производительности технологической линии, упрощении изготовления сборных конструкций, повышении прочностных и технологических характеристик здания при упрощении его возведения. Производственная линия для изготовления несущих конструкций состоит из взаимосвязанных между собой зон, как: зона заготовительного цеха, где осуществляется распил сырья для получения брусков требуемых размеров и их торцевание, а также последующая сортировка и профилирование; зона линии сращивания, где обеспечивается возможность изготовления вспомогательных частей сборной конструкции (далее по тексту - домокомплект) из обрезков сырья, поступаемых с заготовительной зоны; зона столярного цеха, на которую поступают заготовки из зон заготовки и линии сращивания; зона цеха подготовки к склеиванию, где осуществляется фрезирование брусков; зона цеха обработки ЦСП, обеспечивающая распил плит; зона цеха склеивания, где происходит соединение обработанных брусков и плит ЦСП в единое изделие; зона цеха обработки, где осуществляется финальная обработка изделий, такая как обработка различными составами для улучшения их физико-механических свойств; а также зоны складирования №1 и 2. 9 ил.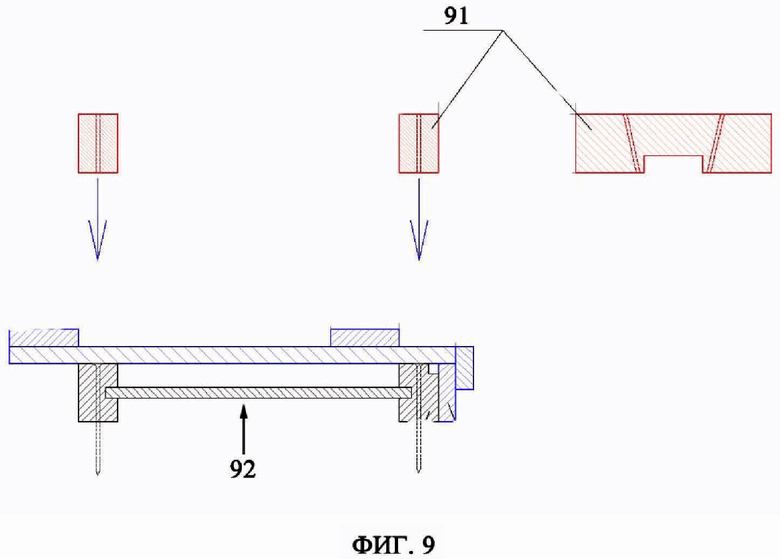
Линия производства сборных несущих конструкций, которая содержит взаимосвязанные между собой зоны, как зона заготовительного цеха, где осуществляется распил сырья для получения брусков требуемых размеров и их торцевание, а также последующая сортировка и профилирование; зона линии сращивания, где обеспечивается возможность изготовления вспомогательных частей сборной конструкции из обрезков сырья, поступаемых с заготовительной зоны; зона столярного цеха, на которую поступают заготовки из зон заготовки и линии сращивания; зона цеха подготовки к склеиванию, где осуществляется фрезирование брусков; зона цеха обработки ЦСП, обеспечивающая распил плит; зона цеха склеивания, где происходит соединение обработанных брусков и плит ЦСП в единое изделие; зона цеха обработки, где осуществляется финальная обработка изделий, такая как обработка различными составами для улучшения их физико-механических свойств; а также зоны складирования, отличающаяся тем, что зоны цехов подготовки к склеиванию и обработки ЦСП линии производства сборных несущих конструкций содержат по меньшей мере один разметочный шаблон каждая, выполненный из металла, состоящий из продольных направляющих и поперечных планок, с возможностью осуществления разметки и фрезерования сквозных отверстий за счет накладывания такого шаблона на балку двутаврового сечения, расположения продольных направляющих на полках балки двутаврового сечения и установки вкладного упора к поперечным планкам, при шаге установки вкладного упора в 628 мм.
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2017 |
|
RU2645314C1 |
| ЗДАНИЕ И СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЙ | 2005 |
|
RU2293822C1 |
| Устройство для измерения мощности, передаваемой вращающимся валом | 1946 |
|
SU74404A1 |
| US 8322097 B2, 04.12.2012. | |||

