Область техники
Изобретение относится к строительству, а именно к многослойным строительным элементам, содержащим теплоизоляционный слой.
Уровень техники
Известен патент РФ на полезную модель №41321 «Брусовой элемент». МПК Е04С 3/12, Е04В 1/10. Полезная модель относится к длинномерным несущим строительным элементам, а именно к брусовым элементам, и может быть использована для строительства различных сооружений. Сущность полезной модели. Брусовой элемент включает наружные слои из древесины, размещенные между ними распорки и внутренний теплоизолирующий слой из пенополиуретана, соотношение суммарной толщины наружных слоев к толщине теплоизолирующего слоя составляет 0,2-10. Внутренние поверхности наружных слоев выполнены с пазами. По крайней мере один из наружных слоев из древесины может быть выполнен двухслойным или многослойным. Верхняя поверхность наружных и внутреннего слоев выполнена с профильными выступами, соответствующими впадинам, выполненным на нижней поверхности наружных и внутреннего слоев. Внешняя сторона наружных слоев может быть фигурной и может быть покрыта отделочным материалом.
Недостатком данной разработки является то, что брусовой элемент имеет дополнительные внутренние элементы-распорки, может давать усадку за счет наличия скатов на внешней стороне каждого наружного слоя, а также сложен в изготовлении за счет того, что выполняется с наличием пазов и выступов.
Известен патент РФ на изобретение №2607324 «Линия производства многослойных панелей». МПК В28В 15/00, Е04С 2/00, В28В 11/00, В65В 11/00. Линия производства многослойных панелей содержит взаимосвязанные между собой узел подачи рулонов облицовок в узел глубокого профилирования, узел укладки заполнителя, узел загрузки ламелей, узел прессования, узел отрезания панелей, узел формирования стопы панелей и узел упаковки стопы панелей полиэтиленовой пленкой. При этом упомянутые узлы соединены между собой с возможностью профилирования поступивших облицовок, последующей укладки между профилированными облицовками заполнителя, нарезания из заполнителя ламелей и дальнейшего прессования профилированных облицовок вместе с ламелями до необходимой толщины, разрезания облицовок с ламелями на отдельные панели, формирования из отдельных панелей стопы панелей и упаковки стопы панелей полиэтиленовой пленкой. Линия дополнительно снабжена узлом формирования защитного покрытия, расположенным перед узлом упаковки стопы панелей полиэтиленовой пленкой, включающим механизм для нанесения защитного покрытия на сформированную стопу панелей вдоль длины стопы панелей в направлении ее движения по линии, выполненный в виде вала с размещенным на нем рулонным защитным материалом, и механизмом для отрезания защитного материала. Техническим результатом является повышение надежности упаковки сформированной стопы панелей непосредственно в процессе ее производства.
Недостатком данной разработки является то, что изготовление многослойных панелей на предлагаемой линии сложно, в связи с чем производительность не высока.
Известен патент РФ на изобретение №2468159 «Многослойный строительный блок и способ его изготовления». МПК В28В 5/00, Е04С 1/40. Способ изготовления многослойных строительных блоков с декоративной лицевой поверхностью, включающий заполнение формы из бункера декоративным слоем, его уплотнение, укладывание основного слоя, его уплотнение, подъем изделия на подвижном дне формы, выталкивание его из формы, удаление готового изделия из формы и его выдержку, отличающийся тем, что на дно формы, борта которой, формирующие верхнее и нижнее основание блока, выполнены расширяющимися книзу и оснащены подвижными пазообразователями и выступообразователями, укладывают поддон и гибкую матрицу, заполненную пластичным бетоном для лицевого слоя, затем заполняют форму полусухой бетонной смесью с помощью объемного дозатора или до нижнего среза окна формы, уплотняют, вставляют теплоизоляционный слой из пенополистирола и пронизывают оба слоя соединительными стержнями, выдвигают пазообразователи несущего слоя, досыпают полусухую бетонную смесь до верха формы, закрывают форму крышкой, имеющей ограниченный вертикальный свободный ход, уплотняют, после чего удаляют или сдвигают один борт, формирующий торец блока, и выталкивают изделие с поддоном противоположным подвижным бортом, формирующим другой торец блока, и отправляют изделие с поддоном и гибкой матрицей на выдержку, после достижения бетоном определенной прочности удаляют гибкую матрицу.
Недостатком данной разработки является большое количество трудоемких операций и, как следствие, сложность изготовления и большие временные затраты.
Раскрытие изобретения
Задачей предлагаемого изобретения является создание многослойного строительного элемента, простого и удобного для объединения в конструкции, дающего минимальную усадку с возможностью использования многослойного строительного элемента для возведения стен несущих, внутренних перегородок, пола и потолка, а также изготовления готовых стен со всеми технологическими отверстиями путем склеивания и стяжки на производстве; высокопроизводительной технологической линии по производству многослойного строительного элемента с использованием известного оборудования, с низким энергопотреблением, а также обеспечение возможности подачи внешних элементов вертикально ориентированными, а также непрерывного и малозатратного способа изготовления многослойного строительного элемента.
Поставленная задача решена за счет того, что многослойный строительный элемент включает в себя внешние элементы и размещенный между ними теплоизоляционный слой. Верхняя и нижняя поверхность внешних элементов многослойного строительного элемента выполнена с продольным пазом вдоль всего внешнего элемента. Многослойный строительный элемент дополнительно содержит продольные соединительные элементы, входящие в пазы верхней и нижней поверхности внешних элементов. Многослойный строительный элемент выполнен с обеспечением возможности как горизонтальной, так и вертикальной укладки. В теплоизоляционном слое выполнены технологические пазы под короба электропроводки. Внешние элементы могут быть выполнены из клееного бруса, столярного щита, фанеры, кирпича с большой степенью пустотности или камня. Теплоизоляционный слой может быть выполнен армированным. Технологическая линия по производству многослойного строительного элемента, включающая в себя взаимосвязанные между собой; узел подачи внешних элементов, узел подачи теплоизоляционного слоя, узел прессования, узел распила и узел съема готовых многослойных строительных элементов, установленных на каркасе. Узел подачи внешних элементов снабжен конвейером боковой подачи внешних элементов, который выполнен в виде ленточного конвейера с обеспечением возможности вертикальной ориентации внешних элементов в момент установки на конвейер. Узел подачи внешних элементов снабжен двумя внешними и средней направляющими. Узел подачи теплоизоляционного слоя выполнен с обеспечением возможности смешения как минимум двух компонентов и подачи смеси между внешними элементами. Узел прессования выполнен в виде двухуровневого ленточного конвейера. Каркас в зоне узла прессования снабжен стойками, фиксирующими расстояние между уровнями двухуровневого ленточного конвейера, где каждая из этих стоек сверху выполнена с регулятором высоты внешних элементов. Верхний уровень двухуровневого конвейера выполнен короче нижнего, а центральная часть обоих уровней снабжена специальными плотными наклейками формирования верхнего и нижнего технологических пазов теплоизоляционного слоя. Двухуровневый ленточный конвейер узла прессования снабжен парными упорными роликовыми блоками, фиксирующими внешний габарит многослойного строительного элемента. Упорные роликовые блоки выполнены на нижнем уровне двухуровневого конвейера и на некотором расстоянии друг от друга, а первая пара упорных роликовых блоков выполнена в зоне узла подачи теплоизоляционного слоя. Узел распила выполнен с возможностью возвратно-поступательного движения пилы со скоростью движения ленты конвейера. Узел съема готовых многослойных строительных элементов выполнен в виде роликового конвейера с боковым выгружателем готовых многослойных строительных элементов. Способ изготовления многослойного строительного элемента, включающий в себя укладывание внешних элементов, заполнение пространства между внешними элементами теплоизоляционным слоем, выдержку и прессование многослойного строительного элемента и удаление готового многослойного строительного элемента с технологической линии. Предварительно готовят внешние элементы, формируя верхний и нижний паз каждого внешнего элемента. Затем внешние элементы подают с двух противоположных сторон вертикально ориентированными. После этого уложенные внешние элементы фиксируют направляющими. В момент поступления внешних элементов на узел подачи изоляционного слоя, внешние элементы фиксируют упорными роликовыми блоками. Далее пространство между внешними элементами заполняют теплоизоляционным слоем, компоненты которого предварительно смешивают, а сам теплоизоляционный слой подают сверху. Затем внешние элементы с теплоизоляционным слоем подают в двухуровневый конвейер узла прессования, где уровень второго слоя фиксируют стойками, при этом верхний и нижний уровень конвейера формирует верхние и нижние технологические пазы теплоизоляционного слоя. После этого внешние элементы с теплоизоляционным слоем прессуют в течение 7-10 минут при температуре 20-65°C, после чего многослойный строительный элемент подают в узел распила, где распиливают его на заданные отрезки. Готовые многослойные строительные элементы подают в узел съема, а затем снимают их с линии боковым выгружателем.
Реализация изобретения
Изобретение поясняется чертежами, где:
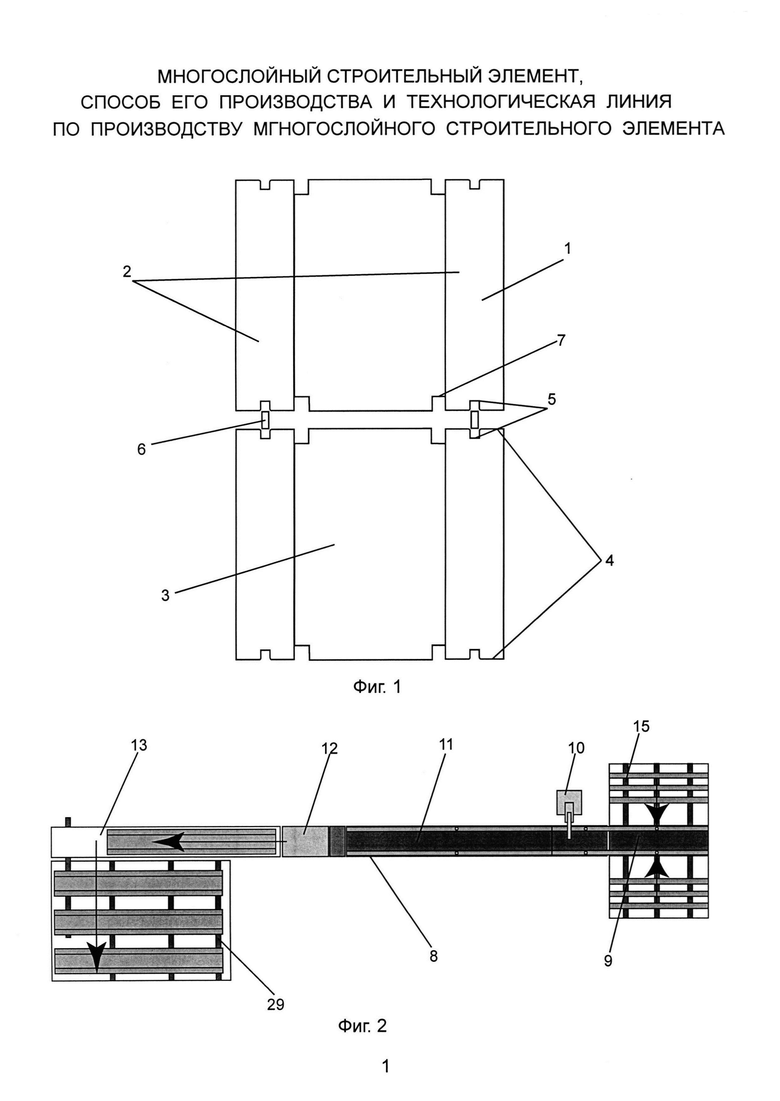
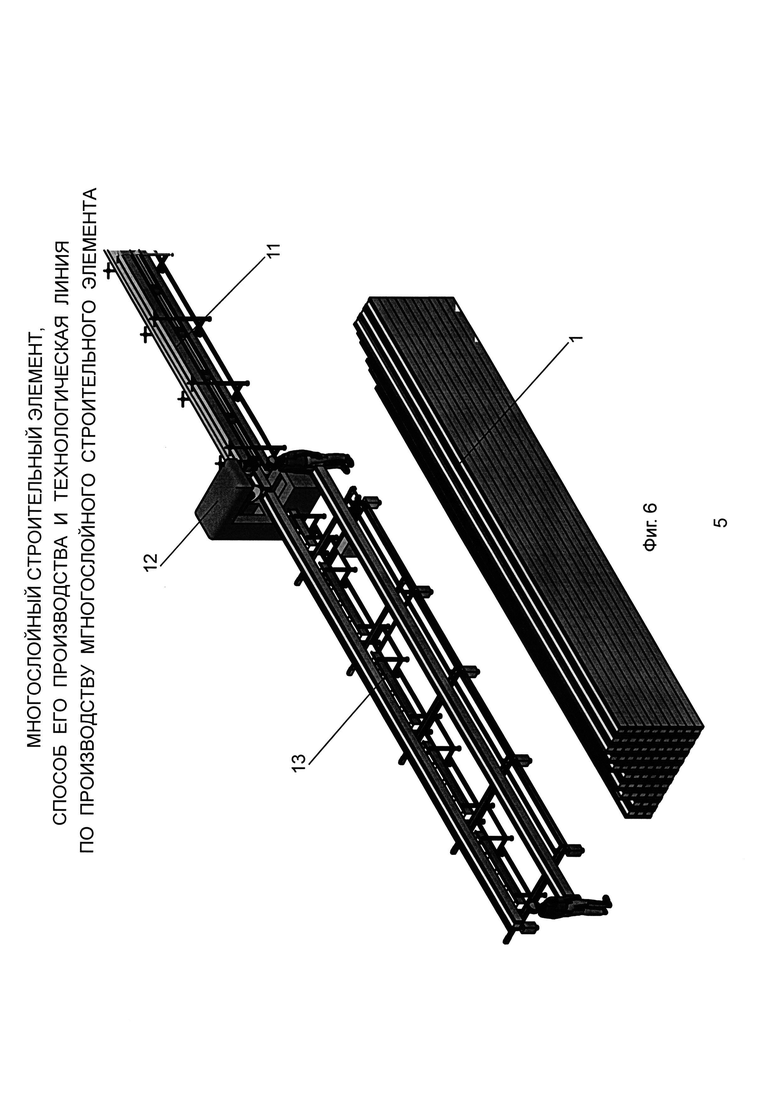
На фиг. 1 - схематическое изображение многослойного строительного элемента с соединительным элементом.
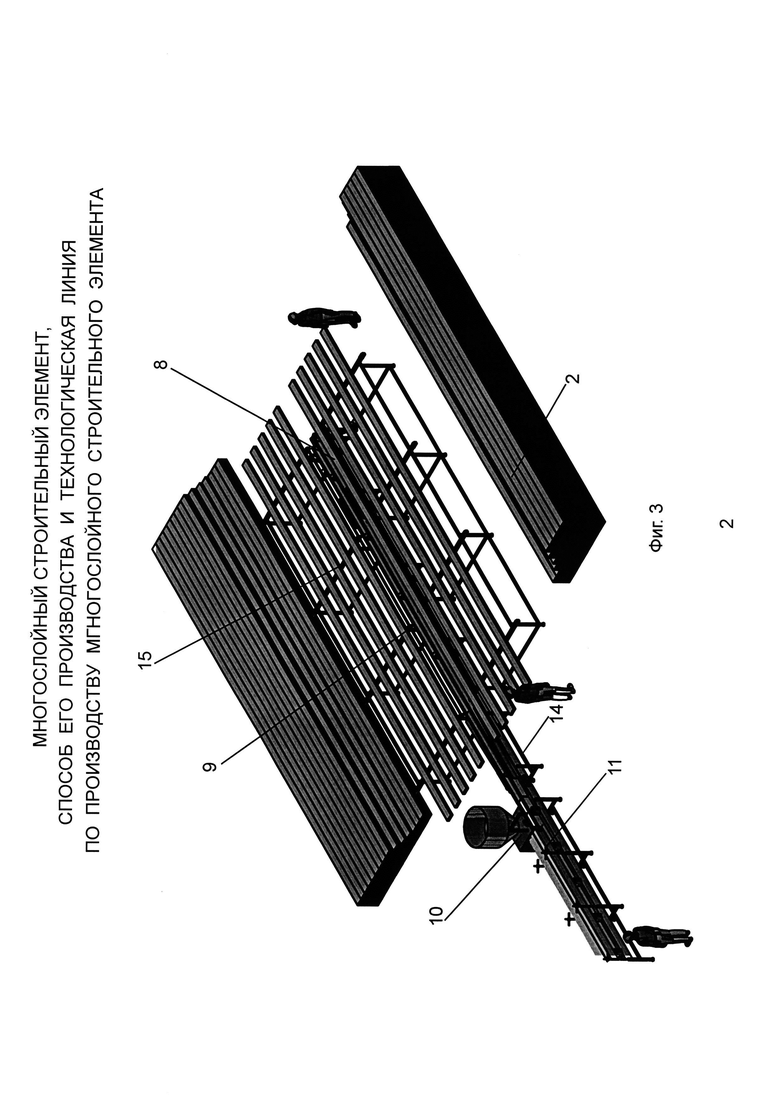
На фиг. 2 - схематическое изображение технологической линии по производству многослойного строительного элемента.
На фиг. 3 изображен узел подачи внешних элементов и узел подачи теплоизоляционного слоя.
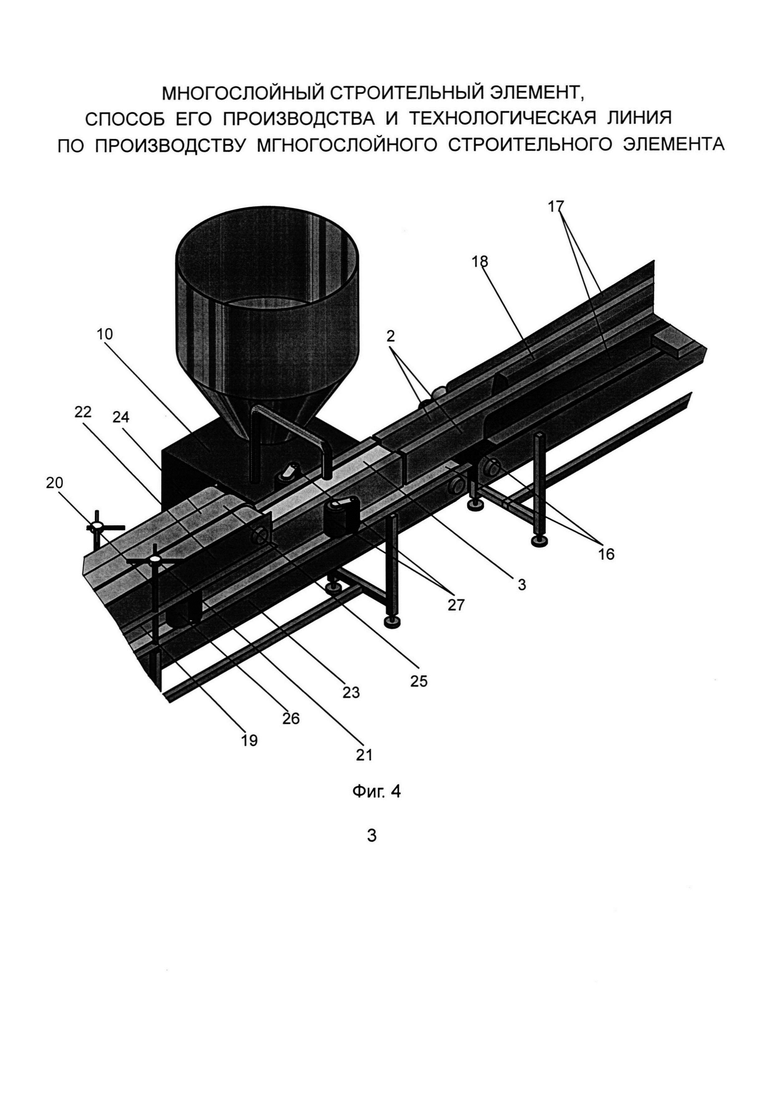
На фиг. 4 изображен фрагмент узла подачи внешних элементов, узел подачи теплоизоляционного слоя и фрагмент узла прессования.
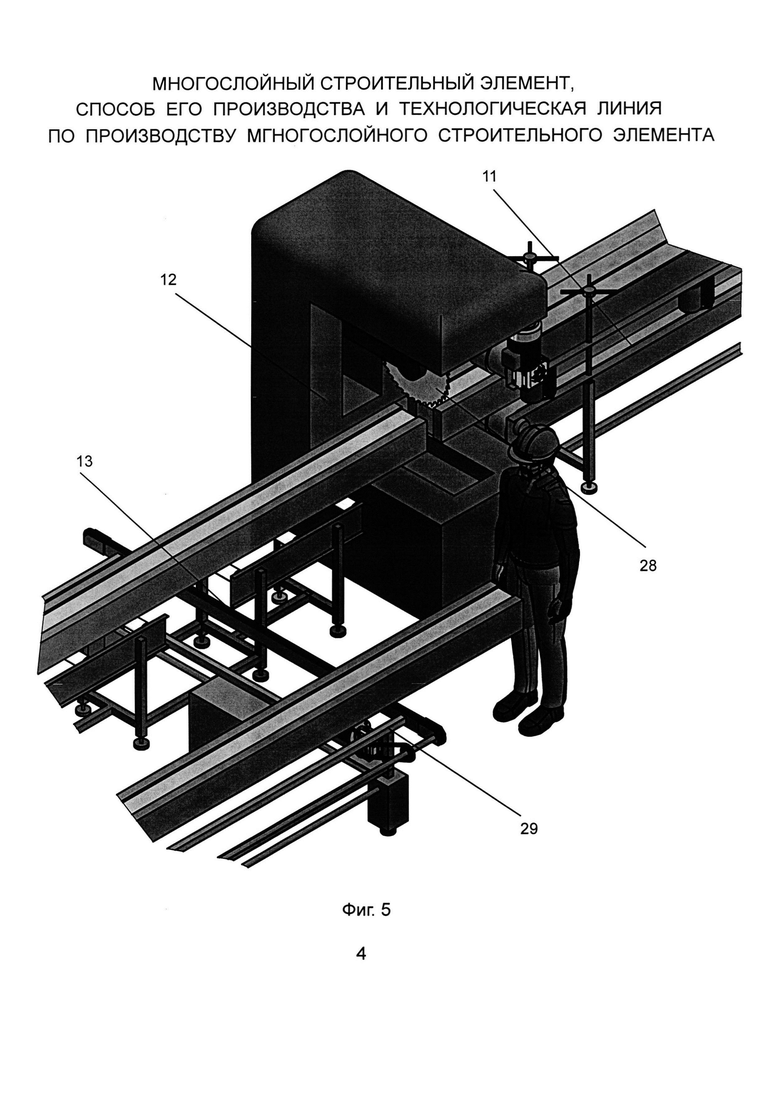
На фиг. 5 изображен фрагмент узла прессования, узел распила и фрагмент узла съема.
На фиг. 6 изображен фрагмент узла прессования, узел распила и узел съема.
Многослойный строительный элемент 1 включает в себя внешние элементы 2 и размещенный между ними теплоизоляционный слой 3, выполненный, например, из пенополиуретана, полистирол, пенополистирол, пеноизол, поликарбанид (полимочевина). За счет уникальных свойств этих материалов, теплоизоляционный слой 3 легко приобретает нужную форму и является прекрасным тепло и звукоизолятором. Материалы, используемые для теплоизоляционного слоя, также устойчивы к различным погодным условиям. Верхняя и нижняя поверхность 4 внешних элементов 2 многослойного строительного элемента 1 выполнена с продольным пазом 5 вдоль всего внешнего элемента 2. Многослойный строительный элемент 1 дополнительно содержит продольные соединительные элементы 6, входящие в пазы 5 верхней и нижней поверхности 4 внешних элементов 2. Соединительный элемент 6 позволяет легко формировать строительную конструкцию из многослойных строительных элементов 1 без дополнительной стяжки. Многослойный строительный элемент 1 выполнен с обеспечением возможности как горизонтальной, так и вертикальной укладки, что дает новые возможности при проектировании и строительстве. При склеивании многослойных строительных элементов 1 между собой используют, например, двухкомпонентный полиуретановый клей, что позволяет получить непрерывный тепловой контур, в том числе в углах конструкции. При нагревании нижнего слоя кладки теплый воздух беспрепятственно поднимается по всей высоте стены и равномерно прогревает всю ее поверхность. В теплоизоляционном слое 3 выполнены технологические пазы 7 под короба электропроводки. Внешние элементы 2 могут быть выполнены из клееного бруса, столярного щита, фанеры, кирпича с большой степенью пустотности или камня. Внешние элементы 2 многослойного строительного элемента 1 не требуют дополнительной внешней отделки, что значительно сокращает сроки сдачи объекта и удешевляет отделочные работы. Теплоизоляционный слой 3 может быть выполнен армированным. Армирование выполняют, например деревянными, композитными перемычками, решетками из металлической, композитной, базальтопластиковой арматуры, композитными, пластиковыми решетками, металлической стружкой и т.д. (см. фиг. 1).
Технологическая линия 8 по производству многослойного строительного элемента 1, включающая в себя взаимосвязанные между собой узел подачи внешних элементов 9, узел подачи теплоизоляционного слоя 10, узел прессования 11, узел распила 12 и узел съема 13 готовых многослойных строительных элементов 1, установленных на каркасе 14. Каркас 14 выполнен из станкового алюминия, что позволяет облегчить конструкцию и добиться высокой точности сборки. Узел подачи внешних элементов 9 снабжен конвейером боковой подачи 15 внешних элементов 2, который выполнен в виде ленточного конвейера 16 с обеспечением возможности вертикальной ориентации внешних элементов 2 в момент установки на конвейер. Конвейер боковой подачи 15 выполнен в виде череды ленточных конвейеров 16, с возможностью подачи внешних элементов 2 разной длины и узлом переворачивания внешних элементов 2 из горизонтального в вертикальное положение. Узел подачи внешних элементов 9 снабжен двумя внешними 17 и средней 18 направляющими. Внешние направляющие 17 ограничивают внешние элементы 2 снаружи, а внутренняя направляющая 18 фиксирует расстояние между внешними элементами 2 и определяет ширину теплоизоляционного слоя 3. Узел подачи теплоизоляционного слоя 10 выполнен с обеспечением возможности смешения как минимум двух компонентов и подачи смеси между внешними элементами 2. Для смешения и подачи теплоизоляционного слоя 3 используют дозирующую установку со смесителем. Теплоизоляционный слой 3 подают жидким, а его вспенивание и застывание происходит в узле прессования 11. Узел прессования 11 выполнен в виде двухуровневого ленточного конвейера 19. Верхний уровень двухуровневого конвейера 22 плотно прилегает к внешним элементам 2, тем самым ограничивая и формируя сверху теплоизоляционный слой 3. Каркас 14 в зоне узла прессования 11 снабжен стойками 20, фиксирующими расстояние между уровнями двухуровневого ленточного конвейера 19, где каждая из этих стоек 20 сверху выполнена с регулятором высоты внешних элементов 21. Верхний уровень двухуровневого конвейера 22 выполнен короче нижнего 23 для обеспечения на нижнем уровне двухуровневого конвейера 23 площадки для узла подачи теплоизолирующего слоя 10, а центральная часть 24 обоих уровней 22 и 23 снабжена специальными плотными наклейками 25 формирования верхнего и нижнего технологических пазов 7 теплоизоляционного слоя. Специальные плотные наклейки 25 могут быть выполнены, например, из ПВХ. Двухуровневый ленточный конвейер 19 узла прессования 11 снабжен парными упорными роликовыми блоками 26, фиксирующими внешний габарит многослойного строительного элемента 1. Упорные роликовые блоки 26 выполнены на нижнем уровне 23 двухуровневого конвейера и на некотором расстоянии друг от друга, а первая пара упорных роликовых блоков 27 выполнена в зоне узла подачи теплоизоляционного слоя 10 для фиксации внешних элементов 2 при выходе из узла их подачи 9 и переходе в узел подачи теплоизоляционного слоя 10. Узел распила 12 выполнен с возможностью возвратно-поступательного движения пилы 28 со скоростью движения ленты конвейера. Узел распила 12 движется по горизонтали, в одном направлении и со скоростью движения ленты в узле прессования 11, пила 28 совершает вертикальное движение сверху вниз, для распила многослойного строительного элемента 1, потом снизу вверх, возврат пилы в исходное положение, узел распила 12 возвращается назад, против движения ленты в узле прессования 11 и готов для следующего реза. Узел съема 13 готовых многослойных строительных элементов 1 выполнен в виде роликового конвейера 29 с боковым выгружателем 30 готовых многослойных строительных элементов 1. (см. фиг. 2, 3, 4, 5, 6).
Способ изготовления многослойного строительного элемента 1, включающий в себя укладывание внешних элементов 2, заполнение пространства между внешними элементами 2 теплоизоляционным слоем 3, выдержку и прессование многослойного строительного элемента 1 и удаление готового многослойного строительного элемента 2 с технологической линии 8. Предварительно готовят внешние элементы 2, формируя верхний и нижний паз 5 каждого внешнего элемента 2. Затем внешние элементы 2 подают с двух противоположных сторон вертикально ориентированными. После этого уложенные внешние элементы 2 фиксируют направляющими 17 и 18. В момент поступления внешних элементов 2 на узел подачи изоляционного слоя 10 внешние элементы 2 фиксируют упорными роликовыми блоками 26. Далее пространство между внешними элементами 2 заполняют теплоизоляционным слоем 3, компоненты которого предварительно смешивают, а сам теплоизоляционный слой 3 подают сверху. Затем внешние элементы 2 с теплоизоляционным слоем 3 подают в двухуровневый конвейер 19 узла прессования 11, где уровень второго слоя фиксируют стойками 20, при этом верхний 22 и нижний уровень 23 конвейера формирует верхние и нижние технологические пазы теплоизоляционного слоя 7. После этого внешние элементы 2 с теплоизоляционным слоем 3 прессуют в течение 7-10 минут при температуре 20-65°C, после чего многослойный строительный элемент 1 подают в узел распила 12, где распиливают его на заданные отрезки. Готовые многослойные строительные элементы 1 подают в узел съема 13, а затем снимают их с линии боковым выгружателем 30 (см. фиг. 2).
Для реализации предлагаемого многослойного строительного элемента, способа его производства и технологической линии по производству многослойного строительного элемента может быть использовано:
- помещение не более 50×18 метров;
- любая заливочная машина низкого/высокого давления с дозирующей установкой и смесителем;
- воздушный компрессор.
Разработчиками предлагаемого многослойного строительного элемента, способа его производства и технологической линии по производству многослойного строительного элемента, проведены испытания многослойного строительного элемента, которые показали:
- предел прочности на сжатие - от 20 кгс/см2;
- предел прочности на изгиб - Ru32 более 25 МПа;
- прочность сцепления слоев - от 0,226 МПа;
- расчетное сопротивление теплопередаче - R более 10.
Преимущества предлагаемого способа контроля коррозионных процессов:
- низкая стоимость многослойного строительного элемента;
- возможность использования многослойного строительного элемента без дополнительного утеплителя, без паро-, ветрозащитных пленок;
- высокая скорость возведения конструкций из многослойного строительного элемента;
- возможность вертикальной укладки многослойного строительного элемента при строительстве;
- плотное соединение внешних элементов за счет собственной адгезии;
- разнообразие материалов для внешних элементов;
- высокая производительность технологической линии;
- простота оборудования технологической линии;
- простота обслуживания технологической линии;
- низкое энергопотребление технологической линии;
- возможность подачи внешних элементов вертикально ориентированными;
- компактность размещения технологической линии;
- производительность технологической линии от 24000 до 100000 м2 в год;
- использование внешних элементов от 18 до 60 мм толщиной и от 150 до 400 мм высотой.
Поставленная задача, создание многослойного строительного элемента простой удобной для объединения конструкции, дающего минимальную усадку с возможностью использования многослойного строительного элемента для возведения стен несущих, внутренних перегородок, пола и потолка, а также изготовления готовых стен со всеми технологическими отверстиями путем склеивания и стяжки на производстве; высокопроизводительной технологической линии по производству многослойного строительного элемента с использованием известного оборудования, с низким энергопотреблением, а также обеспечение возможности подачи внешних элементов вертикально ориентированными, а также непрерывного и малозатратного способа изготовления многослойного строительного элемента.
Все вышеизложенное подтверждает промышленную применимость предлагаемого многослойного строительного элемента, способа его производства и технологической линии по производству многослойного строительного элемента.
Перечень позиций:
1. многослойный строительный элемент
2. внешний элемент
3. теплоизоляционный слой
4. верхняя и нижняя поверхность внешних элементов
5. продольный паз верхней и нижней поверхности внешних элементов
6. соединительные элементы
7. технологические пазы теплоизоляционного слоя
8. технологическая линия
9. узел подачи внешних элементов
10. узел подачи теплоизоляционного слоя
11. узел прессования
12. узел распила
13. узел съема
14. каркас
15. конвейер боковой подачи внешних элементов,
16. ленточный конвейер
17. внешняя направляющая
18. средняя направляющая
19. двухуровневый ленточный конвейер
20. стойки
21. регулятор высоты внешних элементов
22. верхний уровень двухуровневого конвейера
23. нижний уровень двухуровневого конвейера
24. центральная часть уровней двухуровневого конвейера
25. специальная плотная наклейка
26. парные упорные роликовые блоки
27. первая пара упорных роликовых блоков
28. пила
29. роликовый конвейер
30. боковой выгружатель.
Изобретение относится к строительству, а именно к многослойным строительным элементам, содержащим теплоизоляционный слой. Многослойный строительный элемент включает в себя внешние элементы и размещенный между ними теплоизоляционный слой. При этом верхняя и нижняя поверхность внешних элементов многослойного строительного элемента выполнена с продольным пазом вдоль всего внешнего элемента. Многослойный строительный элемент дополнительно содержит продольные соединительные элементы, входящие в пазы верхней и нижней поверхности внешних элементов многослойного строительного элемента. Многослойный строительный элемент выполнен с обеспечением возможности как горизонтальной, так и вертикальной укладки. В теплоизоляционном слое выполнены технологические пазы под короба электропроводки. Также описаны технологическая линия по производству многослойного строительного элемента и способ изготовления многослойного строительного элемента. Технический результат состоит в создании многослойного строительного элемента, простого и удобного для объединения в конструкции, дающего минимальную усадку с возможностью использования многослойного строительного элемента для возведения стен несущих, внутренних перегородок, пола и потолка, а также изготовления готовых стен со всеми технологическими отверстиями путем склеивания и стяжки на производстве; высокопроизводительной технологической линии по производству многослойного строительного элемента с использованием известного оборудования, с низким энергопотреблением, а также обеспечение возможности подачи внешних элементов вертикально ориентированными, а также непрерывного и малозатратного способа изготовления многослойного строительного элемента. 3 н. и 4 з.п. ф-ы, 6 ил.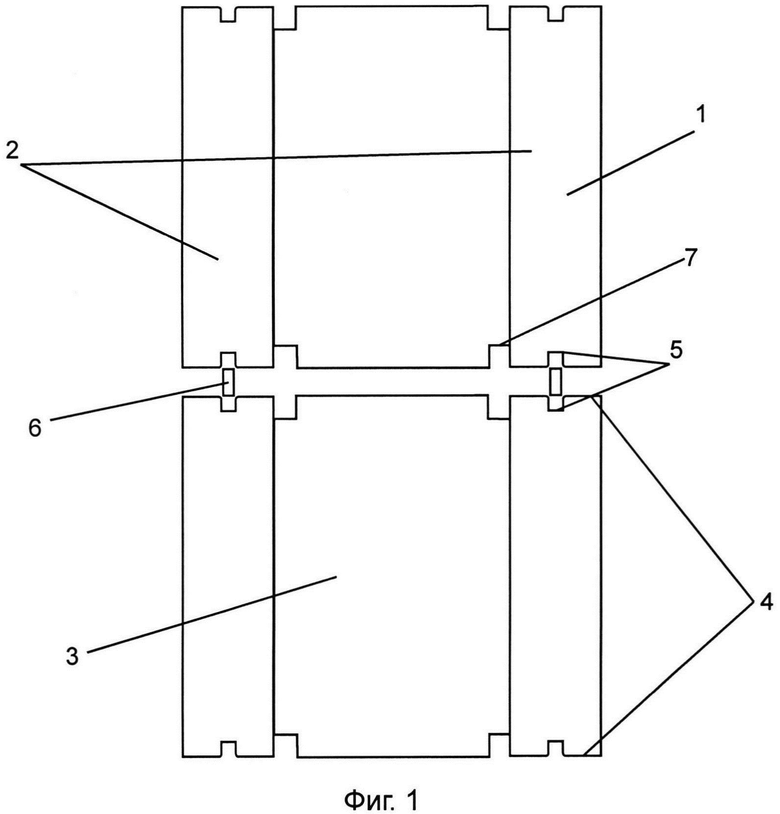
1. Многослойный строительный элемент, включающий в себя внешние элементы и размещенный между ними теплоизоляционный слой,
отличающийся тем, что
верхняя и нижняя поверхность внешних элементов многослойного строительного элемента выполнена с продольным пазом вдоль всего внешнего элемента, при этом многослойный строительный элемент дополнительно содержит продольные соединительные элементы, входящие в пазы верхней и нижней поверхности внешних элементов многослойного строительного элемента, причем многослойный строительный элемент выполнен с обеспечением возможности как горизонтальной, так и вертикальной укладки, при этом в теплоизоляционном слое выполнены технологические пазы под короба электропроводки.
2. Многослойный строительный элемент по п. 1, отличающийся тем, что внешние элементы могут быть выполнены из клееного бруса, столярного щита, фанеры.
3. Многослойный строительный элемент по п. 1, отличающийся тем, что внешние элементы могут быть выполнены из кирпича с большой степенью пустотности.
4. Многослойный строительный элемент по п. 1, отличающийся тем, что внешние элементы могут быть выполнены из камня.
5. Многослойный строительный элемент по п. 1, отличающийся тем, что теплоизоляционный слой выполнен армированным.
6. Технологическая линия по производству многослойного
строительного элемента, включающая в себя взаимосвязанные между собой; узел подачи внешних элементов, узел подачи теплоизоляционного слоя, узел прессования, узел распила и узел съема готовых многослойных строительных элементов, установленных на каркасе,
отличающийся тем, что
узел подачи внешних элементов снабжен конвейером боковой подачи внешних элементов, который выполнен в виде ленточного конвейера с обеспечением возможности вертикальной ориентации внешних элементов в момент установки на конвейер, при этом узел подачи внешних элементов снабжен двумя внешними и средней направляющими, а узел подачи теплоизоляционного слоя выполнен с обеспечением возможности смешения как минимум двух компонентов и подачи смеси между внешними элементами, при этом узел прессования выполнен в виде двухуровневого ленточного конвейера, а каркас в зоне узла прессования снабжен стойками, фиксирующими расстояние между уровнями двухуровневого ленточного конвейера, где каждая из этих стоек сверху выполнена с регулятором высоты внешних элементов, при этом верхний уровень двухуровневого конвейера выполнен короче нижнего, а центральная часть обоих уровней снабжена специальными плотными наклейками формирования верхнего и нижнего технологических пазов теплоизоляционного слоя, причем двухуровневый ленточный конвейер узла прессования снабжен парными упорными роликовыми блоками, фиксирующими внешний габарит многослойного строительного элемента, при этом упорные роликовые блоки выполнены на нижнем уровне двухуровневого конвейера и на некотором расстоянии друг от друга, а первая пара упорных роликовых блоков выполнена в зоне узла подачи теплоизоляционного слоя, при этом узел распила выполнен с возможностью возвратно-поступательного движения пилы со скоростью движения ленты конвейера, а узел съема готовых многослойных строительных элементов выполнен в виде роликового конвейера с боковым выгружателем готовых многослойных строительных элементов.
7. Способ изготовления многослойного строительного элемента, включающий в себя укладывание внешних элементов, заполнение пространства между внешними элементами теплоизоляционным слоем, выдержку и прессование многослойного строительного элемента и удаление готового многослойного строительного элемента с технологической линии,
отличающийся тем, что
предварительно готовят внешние элементы, формируя верхний и нижний паз каждого внешнего элемента, после чего внешние элементы подают с двух противоположных сторон вертикально ориентированными, затем уложенные внешние элементы фиксируют направляющими, в момент поступления внешних элементов на узел подачи изоляционного слоя, внешние элементы фиксируют упорными роликовыми блоками, после чего пространство между внешними элементами заполняют теплоизоляционным слоем, компоненты которого предварительно смешивают, а сам теплоизоляционный слой подают сверху, затем внешние элементы с теплоизоляционным слоем подают в двухуровневый конвейер узла прессования, где уровень второго слоя фиксируют стойками, при этом верхний и нижний уровень конвейера формирует верхние и нижние технологические пазы теплоизоляционного слоя, далее внешние элементы с теплоизоляционным слоем прессуют в течение 7-10 минут при температуре 20-65°C, после этого многослойный строительный элемент подают в узел распила, где распиливают его на заданные отрезки, после чего готовые многослойные строительные элементы подают в узел съема, а затем снимают их с линии боковым выгружателем.

