(54) ТОРЦОВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Фреза | 1979 |
|
SU831428A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
1
Изобретение относится к конструкции фрез с круговыми режущими кромками и может быть использовано на станках с числовым программным управлением (ЧПУ) для обработки криволинейных поверхностей преимущественно крупногабаритных литых изделий мащиностроения.
Литые изделия характеризуются наличием высокотвердого поверхностного слоя, включающего абразивные частицы, снятие которого затруднительно обычными режущими инструментами.
Известна торцовая фреза, имеющая кор пус, в пазах которого, выполненных под углом к радиусу фрезы, установлены с возможностью вращения пластины с круговой режущей кромкой. Оси вращения пластин расположены перпендикулярно к оси вращения фрезы 1.
Стойкость этой фрезы повыщается вслед ствие вращения пластины при обработке, что обеспечивает подвод в зону резания последовательно всех участков режущей кромки пластин.
Однако попытки использования этой фрезы для обработки криволинейных поверхностей не привели к успеху из-за подреза
пластинами после их выхода из зоны резания обработанной поверхности со стороны, противоположной направлению обработки. Подрез обработанной поверхности пластинами вызван криволинейным движением фрезы в плоскости ее перемещения при обработке. Подрез поверхности снижает качество и производительность обработки, поскольку требует последующей чистовой обработки.
Целью .изобретения является повыщение
10 качества и производительности обработки. Поставленная цель достигается тем, что - в торцовой фрезе, имеющей корпус с пазами, выполненными под углом к плоскости, проходящей через ось вращения фрезы, в 15 которых установлены с возможностью вращения пластины с круговой режущей кромкой, на торце корпуса установлен с возможностью перемещения вдоль оси вращения фрезы дополнительный режущий элемент 20 с дугообразной режушей кромкой.
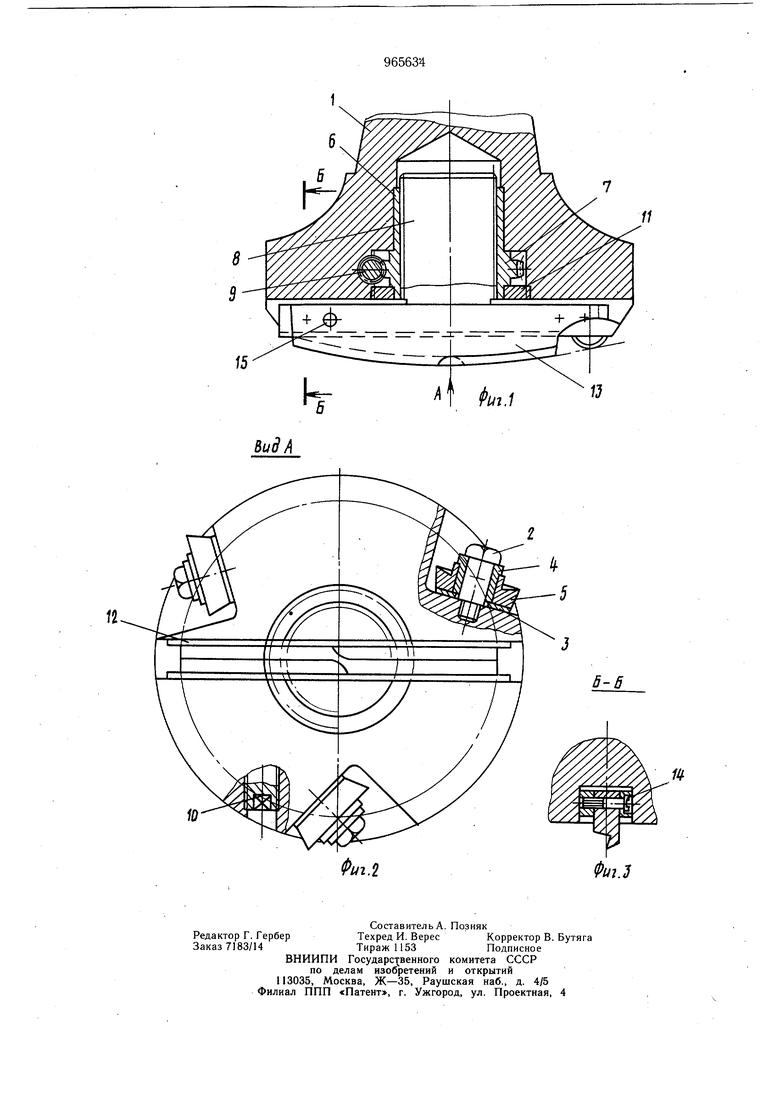
В процессе обработки дополнительный режущий элемент последовательно за слоем металла, снимаемым пластинами с круговой режущей кромкой, также снимает слой металла, что исключает при обработке криволинейных поверхностей подрез обработанной поверхности пластинами с круговыми режущими кромками после их выхода из зоны резания, что повышает качество обработки. Возможность перемещения дополнительного режущего элемента по высоте позволяет регулировать положение режущих кромок на заданном уровне по мере их износа, что позволяет производить обработку без изменения программы станков с ЧПУ и, тем самым повышает производительность обработки. Кроме этого, возможность перемещения дополнительного режущего элемента по высоте позволяет вести обработку по исходной программе поверхностей, эквидистантных к исходной, что также, повыщает производительность обработки таких поверхностей. Целесообразно конечные участки режущей кромки дополнительного элемента располагать на уровне нижней части режущих кромок пластин. На фиг. 1 изображена торцовая фреза, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Торцовая фреза имеет корпус 1, в пазах которого на осях 2 установлены в подщипниках 3 и 4 пластины 5 с круговыми режущими кромками. Оси вращения пластин 5 расположены в плоскости, перпендикулярной оси вращения фрезы. Пластины 5 выполнены в виде чашек с круговыми режущими кромками. В корпусе 1 установлена с возможностью вращения втулка 6, имеющая снаружи зубчатое колесо 7, а внутри резьбу, которая сопрягается с резьбой держателя 8. Зубчатое колесо 7 взаимодействует с червяком 9, имеющим хвостовик 10, расположенный в корпусе 1 и имеющий гнездо под ключ. Втулка 6 закреплена в корпусе посредством гайки 11. Держатель 8 в нижней части имеет две параллельно расположенные направляющие 12, между которыми закреплен дополнительный режущий элемент 13 с дугообразной режущей кромкой. Элемент 13 закреплен между направляющими 12 болтами 14 и установлен на штифтах 15. Концевые участки режущих кромок элемента 13 расположены на уровне нижней части режущих кромок пластин 5. Фреза работает следующим образом. Крепят фрезу в пиноли станка с ЧПУ приводят во вращение и подводят к исходной точке обрабатываемой поверхности изделия и придают движение пиноли станка в соответствии с заданной программой. Пластины 5 с круговой режущей кромкой снимают поверхностный твердый слой металла в направлении перемещения фрезы, а дополнительный режущий элемент 13 последовательно за ними производит также снятие слоя металла, осуществляя чистовую доработку. Это обеспечивается тем, что средняя часть режущих кромок дополнительного элемента 13 расположена ниже нижней части режущих кромок пластин 5. При износе режущих кромок элемента 13 послед-v НИИ выдвигают из корпуса 1 до совмещения режущих кромок с исходным положением вращением хвостовика 10 червяка 9, что приводит к вращению втулки 6, перемещающей по резьбе держатель 8 в нужном направлении. Подобным образом настраивают фрезу на обработку по исходной программе эквидистантной поверхности. Использование предлагаемой фрезы обес печивает сокращение производительности обработки. Формула изобретения Торцовая фреза, имеющая корпус с пазами, выполненными под углом к плоскости, проходящей через ось вращения фрезы, в которых установлены с возможностью вращения пластины с круговой режущей кромкой, отличающаяся тем, что, с целью повышения производительности и качества обработки криволинейных плоскостей; фреза оснащена дополнительным режущим элементом с дугообразной режущей кромкой, расположенным на торце корпуса симметрично оси фрезы с возможностью перемещения вдоль нее. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 376997, кл. В 23 С 5/06, 1968.
