Изобретение относится к строительным материалам, которые применяются для 3D-аддитивных строительных технологий трехмерной печати (3D-печать).
Применение известных видов архитектурного бетона в технологии 3D-печати затруднено, так как его реологические свойства не адаптированы к процессу печати. В частности, такой бетон не обладает пластичностью, необходимой для экструзии, формоустойчивостью, обеспечивающей восприятие нагрузки при послойной печати без опалубки, имеет поздние сроки схватывания, замедленное твердение.
Известна смесь для получения искусственной породы [Патент. Смесь для получения искусственной породы RU 2470888 С1, опубл. 27.12.2012 бюл. № 36]. Для ее получения используются следующие компоненты: белый цемент, песок на основе карбоната кальция, оксиды железа, железистые кварциты в виде щебня фракции 10-20 мм, мылонафт, вода. Недостатком данного технического решения является отсутствие данных о реологических характеристиках смеси, что не позволяет сделать вывод о ее пригодности к технологии безопалубочной строительной 3D-печати. Кроме того, для достижения эстетической выразительности и архитектурной привлекательности изделия после отверждения и распалубки подвергаются распиливанию и шлифовке. Дополнительная трудо- и энергоемкая обработка поверхности получаемых изделий существенно увеличивает их стоимость и противоречит принципу роботизированной технологии строительной 3D-печати.
Аналогом технического решения является бетонная смесь для получения декоративного искусственного камня [Патент. Бетонная смесь для получения декоративного искусственного камня, SU 1143718, опубл. 07.03.1985]. Такой архитектурный бетон имеет следующий состав (мас. %): портландцемент, заполнитель заданных фракций, гидрофобно-пластифицирующую добавку, пигмент и воду.
Аналог имеет компонентный состав схожий с составом заявляемой двухфазной смеси. В частности, аналогичными компонентами являются фракционированный заполнитель и гидрофобно-пластифицирующая добавка.
Недостатками аналога является высокая подвижность смеси (8-10 см), что определяется высоким значением водоцементного отношения. В связи с этим, получение изделий из такой смеси производится только традиционным методом литья, что делает невозможным применение данного решения в технологии безопалубочной 3D-печати. Кроме того, в некоторых случаях будет необходима дополнительная обработка поверхности изделий (шлифовка, полировка, пескоструйная обработка), что существенно влияет на стоимость получаемого композиционного материала и не отвечает принципу автоматизации при применении 3D-технологии.
Наиболее близким к предлагаемому изобретению, принятым за прототип, является двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати [Патент. RU 2729220 С1. Двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати, опубл. 05.08.2020, бюл. № 22]. Смесь состоит из двух фаз: твердой (фаза 1) и жидкой (фаза 2), при их соотношении 4,8-5:1. При этом фаза 1 включает в себя следующие компоненты при их массовом соотношении (%): портландцемент ЦЕМ I 42,5 Н - 48,3-49,8, известняковую муку с содержанием СаСО3 не менее 95% - 49,8-51,1, камедь ксантановую с содержанием (C35H49O29)n не менее 91% - 0,1-0,15, тетракалий пирофосфат технический с содержанием K4P2O5 не менее 98% - 0,1-0,15, полипропиленовую фибру длиной 12 мм - 0,2-0,3. Фаза 2 содержит воду и суперпластификатор на основе поликарбоксилатных эфиров. Массовые соотношения компонентов: вода - 96,2-97,8%, суперпластификатор - 2,2-3,8%. Прототип имеет компонентный состав схожий с составом заявляемой смеси. В частности, аналогичными компонентами являются известняковая мука, модификатор вязкости - ксантановая камедь, суперпластификатор на основе поликарбоксилатных эфиров и армирующий компонент - полипропиленовая фибра. Смесь, принятая за прототип, имеет необходимые в технологии 3D-печати характеристики пластичности и формоустойчивости, но не обладает архитектурной выразительностью и эстетической привлекательностью.
Технический результат заявляемого изобретения направлен на повышение универсальности и расширение области применения 3D-аддитивных строительных технологий за счет получения архитектурного композита на основе белого цемента, с требуемыми технологическими параметрами для процесса печати и физико-механическими свойствами материала, и одновременно обладающего архитектурной выразительностью и эстетической привлекательностью. К технологическим параметрам смеси относятся ее реологические характеристики: пластичность, обеспечивающая экструзию; формоустойчивость, обеспечивающая послойную укладку смеси без деформирования слоя при его последующем нагружении; сроки схватывания. К физико-механическим свойствам и характеристикам долговечности композита относятся: прочность на сжатие; прочность сцепления слоев; плотность; водопоглощение, морозостойкость, усадка при высыхании.
Технический результат достигается тем, что используются белый цемент и заполнитель заданной породы, гранулометрии и цветовой гаммы, что обеспечивает эстетический эффект имитации текстуры искусственного мрамора. Кроме того, фазы, входящие в состав смеси для 3D-печати, заданы в определенном отношении, при заданных процентных соотношениях компонентов в этих фазах, при взаимодействии обеспечивающих пластичность, влияющую на экструзию; формоустойчивость, необходимую для послойной укладки смеси без деформирования слоя при его последующем нагружении; определенные сроки схватывания, необходимые исходя из технологии послойной трехмерной печати; прочность на сжатие, плотность, водопоглощение, морозостойкость и усадку, обеспечивающие высокие эксплуатационные характеристики композита.
Сопоставительный анализ с прототипом показывает, что двухфазная смесь на основе белого цемента также состоит из двух фаз: фазы 1, которая представляет собой смесь из сухих компонентов, и фазы 2 - жидкого затворителя. От прототипа заявляемая смесь отличается компонентным составом фаз. Так, фаза 1 включает в себя: белый цемент СЕМ I 52,5R 43,91-44,31%, природные заполнители заданной фракции и цветовой гаммы - гранит орех 21,96-22,15% и терракотовый сланец 21,96-22,15%, известняковую муку с содержанием СаСО3 не менее 95% 11,08-11,86%, камедь ксантановую с содержанием (C35H49O29)n не менее 91% 0,087-0,088%, полипропиленовую фибру длиной 12 мм 0,222-0,223%. Фаза 2 включает в себя: воду - 96,30-96,45%, суперпластификатор на основе поликарбоксилатных эфиров - 3,042-3,165%, жидкое натриевое стекло с содержанием Na2O не менее 10% - 0,508-0,535%. При этом, соотношение фазы 1 и фазы 2 составляет 5,76-6,0,7:1. Таким образом, заявляемое решение соответствует критерию изобретения «новизна».
Пример получения двухфазной смеси на основе белого цемента для строительной 3D-печати.
На первом этапе получают фазу 1, которая состоит из следующих сухих компонентов: белый цемент СЕМ I 52,5R (марка М500, ГОСТ 965-89 «Портландцементы белые. Технические условия», минералогический состав C3S - 66,07%, C2S - 17,48%, С3А - 15,42%, C4AF - 1,03%) 43,91-44,31%, гранит орех (размер зерен 0-5 мм, ГОСТ 22856-89 «Щебень и песок декоративный из природного камня») 21,96-22,15%, терракотовый сланец (размер зерен 0-5 мм, ГОСТ 22856-89 «Щебень и песок декоративный из природного камня») 21,96-22,15%, известняковая мука (с содержанием СаСО3 не менее 95%, ГОСТ 32761-2014 «Дороги автомобильные общего пользования. Порошок минеральный. Технические требования») 11,08-11,86%, ксантановая камедь (с содержанием (C35H49O29)n не менее 91%) 0,087-0,088%, полипропиленовая фибра (произведена в соответствии со стандартом ISO 9001:2008 и удовлетворяет европейскому стандарту EN 14889-2:2008; l = 12 мм, ∅ = 22-34 мкм, ρ = 0,91 кг/дм3, предел прочности 300-400 Н/мм2) 0,222-0,223%. Указанные компоненты загружают в смеситель и перемешивают в течение 1-2 минут до достижения однородности. Одновременно с этим получают жидкую фазу 2, состоящую из воды (ГОСТ 23732-79 «Вода для бетонов и растворов. Технические условия») - 96,30-96,45%, суперпластификатора на основе поликарбоксилатных эфиров (ρ = 1,055-1,065 кг/дм3, рН = 4,0-5,5)-3,042-3,165%, жидкого натриевого стекла (марки «тех.», ГОСТ 13078-81 «Стекло натриевое жидкое. Технические условия», химический состав SiO2 - 33,76%, Na2O - 10,63%)-0,508-0,535%. Для этого в отдельной емкости смешивают воду и суперпластификатор. Непосредственно перед применением при интенсивном перемешивании в раствор вводится жидкое стекло.
Для получения двухфазной смеси на основе белого цемента жидкий затворитель добавляют к сухим компонентам и полученная смесь перемешивается в течение 3-5 минут до достижения однородной массы.
Для оценки пластичности и способности к экструзии вязко-пластичной смеси определялся предел текучести при сдавливании непосредственно после ее изготовления. Для этого производился сдавливающий тест с постоянной скоростью деформирования 5 мм/с, так как при данной скорости проведения испытаний наиболее адекватно моделируется поведение системы в процессе экструзии [Toutou Z., Roussel N., Lanos, С. The squeezing test: A tool to identify firm cement-based material's rheological behaviour and evaluate their extrusion ability // Cement and Concrete Research. - 2005. - No 35(10). - P. 1891-1899].
Для оценки формоустойчивости непосредственно после изготовления смеси определялись следующие характеристики:
- структурная прочность, характеризующая способность вязко-пластичной смеси воспринимать нагрузку без деформирования напечатанного слоя,
- пластическая прочность, характеризующая способность вязкопластичной смеси воспринимать нагрузку без трещинообразования,
- относительная деформация слоя вязко-пластичной смеси до начала образования трещин.
Для оценки характеристик формоустойчивости производился сдавливающий тест при постоянной скорости нагружения 0,5 Н/с (соответствует скорости при печати строительных объектов промышленно производимыми принтерами), что моделирует воздействие нагрузки от вышележащих слоев на первоначально уложенные слои [Славчева Г.С., Шведова М.А., Бабенко Д.С, Анализ и критериальная оценка реологического поведения смесей для строительной 3D-печати // Строительные материалы. - 2018. - № 12. - С. 30-35].
Для определения физико-механических свойств композиционного материала для строительной 3D-печати готовят образцы в форме куба с длиной ребер 50×50×50 мм и проводят испытания на сжатие согласно ГОСТ 10180-2012, определение плотности и водопоглощения согласно ГОСТ 12730.3-78.
Для определения прочности сцепления слоев свежеуложенной смеси из вязко-пластичной смеси изготавливалась серия слоистых образцов-кубов с длиной ребер 50×50×50 мм, изготовление которых производилось в два этапа. Вначале изготавливались образцы размером 50×50×25 мм, которые через 5 минут соединялись в единый образец с размерами 50×50×50 мм. Образцы после 28 суток твердения испытывались на растяжение при раскалывании, нагрузка прикладывалась по шву сцепления образцов согласно ГОСТ 10180-2012. Формирование шва между двумя свежими поверхностями, наиболее достоверно позволяет оценить связь слоев при печати, в отличие от стандартных методик, определяющих прочность адгезионного шва, в которых вязко-пластичную смесь укладывают на затвердевший образец, что не соответствует условиям 3D-печати.
Марку по морозостойкости полученного композиционного материала определяли согласно ГОСТ 10060-2012.
Определение усадочных деформаций при высыхании декоративного объемно-окрашенного композита проводили в условиях обезвоживания, моделирующих развитие усадки в тонкослойных печатных конструкциях. Для этого изготавливали образцы-пластины размером 10×40×160 мм, обезвоживание которых производили при заданных температуре (t) и влажности среды (W) до достижения постоянной массы и размеров. Для создания температурно-влажностного режима образцы-пластины помещали в эксикатор над раствором CaCl2⋅6Н2О (моделирование эксплуатационных условий высыхания, t=21°С, W=30%), а затем обезвоживали над сухим веществом CaCl2 (моделирование условий полного обезвоживания, t=21°C, W=5%). Измерения образцов и обработку результатов производили согласно ГОСТ 25485 - 2019.
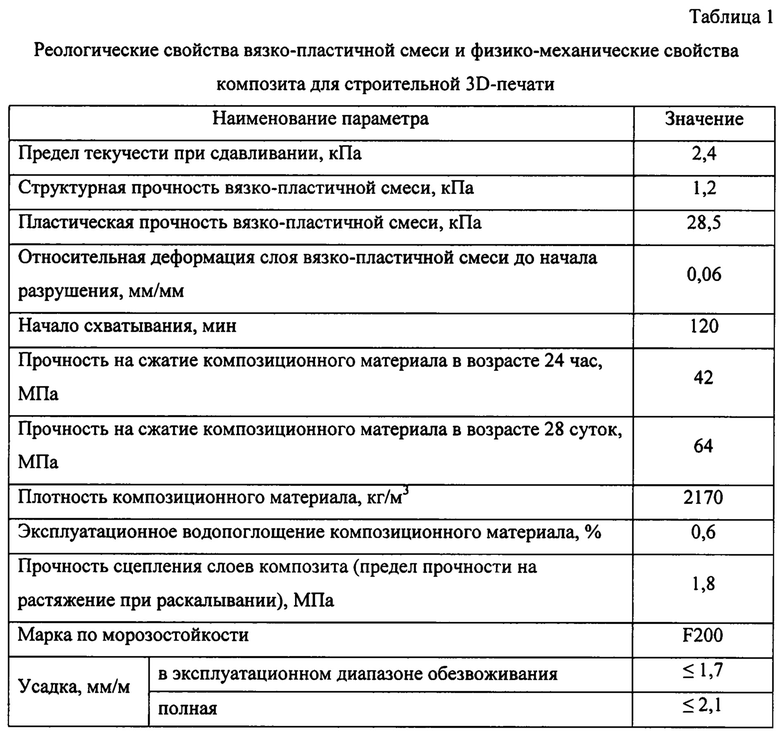
Свойства вязко-пластичной смеси и физико-механические свойства композита для строительной 3D-печати представлены в табл. 1.
Основным параметром, влияющим на критериальные для процесса строительной 3D-печати реологические характеристики вязко-пластичной смеси, является отношение твердой и жидкой фаз в смеси. Технологически необходимая пластичность, агрегативная устойчивость и структурная прочность смесей достигается путем оптимизации соотношения фаз.
Применение белого цемента и заполнителя заданной породы, гранулометрии и цветовой гаммы обеспечивает эстетический эффект имитации текстуры искусственного мрамора. При этом введение в цементную систему заполнителей изменяет пространственную упаковку частиц твердой фазы, что позволяет регулировать вязко-пластичные свойства системы и ее формоустойчивость.
Применение известняковой муки как полифракционного наполнителя (дисперсности d=2-550 мкм) позволяет эффективно регулировать структурно-механические свойства цементных систем. При этом ее аморфная структура обеспечивает более высокую пластичность, агрегативную устойчивость и структурную прочность свежеприготовленной смеси при действии нагрузки, из-за способности к формированию большего числа полимолекулярных слоев адсорбированной воды на поверхности. Двухфазная цементная смесь обладает способностью к вязко-пластическому течению без разрушения структуры при экструзии и достаточной структурной прочностью, обеспечивающей формоустойчивость при оптимизированной дозировке известняковой муки.
Полипропиленовая фибра длиной 12 мм повышает устойчивость к трещинообразованию, увеличивает прочность на растяжение при изгибе.
В качестве модификатора вязкости - загустителя, выступает камедь ксантановая с содержанием (C35H49O29)n не менее 91%, которая химически инертна по отношению к минералам смеси, но изменяет плотность и вязкость смеси, увеличивая структурную прочность системы, что в результате, повышает формоустойчивость смеси, необходимую для послойной укладки смеси без деформирования нижележащих слоев при печати без опалубки. С другой стороны, в силу структурирования жидкой фазы, происходит регулирование процесса схватывания и твердения, изменяется количество активной воды, необходимой для гидратации цемента.
Использование в качестве регулятора вязкости жидкого натриевого стекла с содержанием Na2O не менее 10% позволяет регулировать процессы схватывания и твердения. Это обусловлено тем, что жидкое стекло является типичным ускорителем 1 группы и участвует в обменных реакциях: анионная составляющая взаимодействует с Al-содержащими фазами цементного клинкера с образованием труднорастворимых двойных солей гидратов, а катионная составляющая сохраняется в жидкой фазе, повышая щелочность среды и ионную силу раствора. Тем самым обеспечивается достижение рациональных соотношений между значениями предела текучести, пластической прочности, относительной деформативности, характеризующих пластичность и формоустойчивость системы.
Введение суперпластификатора на основе поликарбоксилатных эфиров в оптимальной концентрации является фактором изменения свойств жидкой фазы и позволяет эффективно регулировать пластичность смеси.
Двухфазная смесь на основе белого цемента может быть использована при получении инновационных материалов, для печати строительных объектов, архитектурных форм, элементов декора фасадов с помощью 3D-аддитивных технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухфазная смесь на основе белого цемента для получения декоративного композита в технологии строительной 3D-печати | 2021 |
|
RU2767805C1 |
| Двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати | 2019 |
|
RU2729220C1 |
| Двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати | 2019 |
|
RU2729086C1 |
| Двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати | 2019 |
|
RU2729283C1 |
| Наномодифицированный цементный композит для строительной 3D-печати | 2021 |
|
RU2767643C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ЭКСТРУЗИИ НА 3D-ПРИНТЕРЕ | 2021 |
|
RU2786198C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОСЛОЙНОГО ЭКСТРУДИРОВАНИЯ (3D-ПЕЧАТИ) | 2021 |
|
RU2781160C1 |
| СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ 3D-ПЕЧАТИ | 2021 |
|
RU2773913C1 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО КОМПОЗИТА ЗАДАННОЙ КОЛОРИСТИКИ В ТЕХНОЛОГИИ СТРОИТЕЛЬНОЙ 3D-ПЕЧАТИ И СПОСОБ ЕЁ ПОЛУЧЕНИЯ | 2020 |
|
RU2762841C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ АДДИТИВНОГО СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА | 2021 |
|
RU2781203C1 |
Изобретение относится к области производства строительных материалов, адаптированных к технологии строительной 3D-печати и имеющих архитектурную выразительность. Данное техническое решение может быть использовано при изготовлении малых архитектурных форм, элементов декора, а также для отделки фасадов. Двухфазная смесь на основе белого цемента для получения декоративного композита содержит две фазы: твердую (фаза 1) - смесь из сухих компонентов, и жидкую (фаза 2) - жидкий затворитель. Соотношение фазы 1 и фазы 2 составляет 5,76-6,07:1. Фаза 1 включает следующие компоненты при их массовом соотношении (%): белый цемент СЕМ I 52,5R 43,91-44,31, природные заполнители фракции 0-5 мм и цветовой гаммы - гранит орех 21,96-22,15 и терракотовый сланец 21,96-22,15, известняковую муку с содержанием СаСО3 не менее 95% 11,08-11,86, камедь ксантановую с содержанием (С35Н49О29)n не менее 91% 0,087-0,088, полипропиленовую фибру длиной 12 мм 0,222-0,223. Фаза 2 включает следующие компоненты при их массовом соотношении (%): вода 96,30-96,45, суперпластификатор на основе поликарбоксилатных эфиров - 3,042-3,165, жидкое натриевое стекло с содержанием Na2O не менее 10% - 0.508-0,535. Технический результат - получение декоративного композита с текстурой искусственного мрамора, смесь для получения которого обладает пластичностью и формоустойчивостью. 1 табл.
Двухфазная смесь на основе белого цемента для получения декоративного композита в технологии строительной 3D-печати, включающая две фазы: фазу 1 - смесь сухих компонентов и фазу 2 - жидкий затворитель, отличающаяся тем, что фаза 1 включает следующие компоненты: белый цемент СЕМ I 52,5R, природные заполнители фракции 0-5 мм - гранит орех и терракотовый сланец, известняковая мука с содержанием СаСО3 не менее 95%, камедь ксантановая с содержанием (C35H49O29)n не менее 91%, полипропиленовая фибра длиной 12 мм, при их массовом соотношении (%):
а фаза 2 включает следующие компоненты: вода, суперпластификатор на основе поликарбоксилатных эфиров, жидкое натриевое стекло с содержанием Na2O не менее 10%, массовые соотношения компонентов в жидкой фазе (%):
при этом соотношение фазы 1 и фазы 2 составляет 5,76-6,07:1.
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ МАССИВНЫХ НЕВОССТАНОВИМЫХ РАЗРЫВОВ ВРАЩАТЕЛЬНОЙ МАНЖЕТЫ ПЛЕЧЕВОГО СУСТАВА С ИСПОЛЬЗОВАНИЕМ АРТРОСКОПИЧЕСКИ АССИСТИРОВАННОЙ ТЕХНИКИ ТРАНСПОЗИЦИИ ШИРОЧАЙШЕЙ МЫШЦЫ СПИНЫ | 2020 |
|
RU2729020C1 |
| Двухфазная смесь на основе цемента для композитов в технологии строительной 3D-печати | 2019 |
|
RU2729086C1 |
| МОДИФИЦИРОВАННЫЙ ПОЛИМЕРЦЕМЕНТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ 3D ПЕЧАТИ | 2017 |
|
RU2661970C1 |
| CN 104891891 А1, 05.04.2017 | |||
| US 8211226 B2, 03.07.2012. | |||

