Изобретение относится к учебным макетным пособиям и может быть использовано для изучения основ электроники, робототехники, схемотехники и электротехники.
Известен способ фиксации электронных модулей путем их закрепления на перфорированных основаниях с помощью винтов или иных приспособлений, вставляемых в предусмотренные для этого отверстия в модулях. Недостатком известного способа является то, что электронные модули не имеют стандарта расположения крепёжных отверстий, поэтому в данный момент невозможно создать универсальную перфорацию для закрепления любых модулей на поверхности перфорированной детали. Также недостатком этого способа является необходимость использования дополнительных инструментов, что вызывает большие временные затраты в ходе учебного процесса и могут влиять на его эффективность.
Известен другой способ фиксации различных электронных компонентов для применения их в прототипировании и учебном процессе, который заключается в разработке печатных плат фиксированной топологии, которые содержат в своём составе все необходимые модули. Недостатком данного способа является отсутствие возможности изменить взаимное расположение и электрическое подключение элементов. Также для работы с данной платой требуется её схема.
Задача предлагаемого изобретения заключается в создании универсальной системы разъёмной фиксации модулей.
Технический результат, на достижение которого направлено изобретение, заключается в возможности быстрой взаимной фиксации в произвольном порядке модулей, выпускаемых различными производителями. Также предложенный способ снижает трудоемкость процесса фиксации модулей и позволяет осуществлять эффективный визуальный контроль целостности набора модулей при их хранении.
Изобретение иллюстрируется фигурами, на которых изображено:
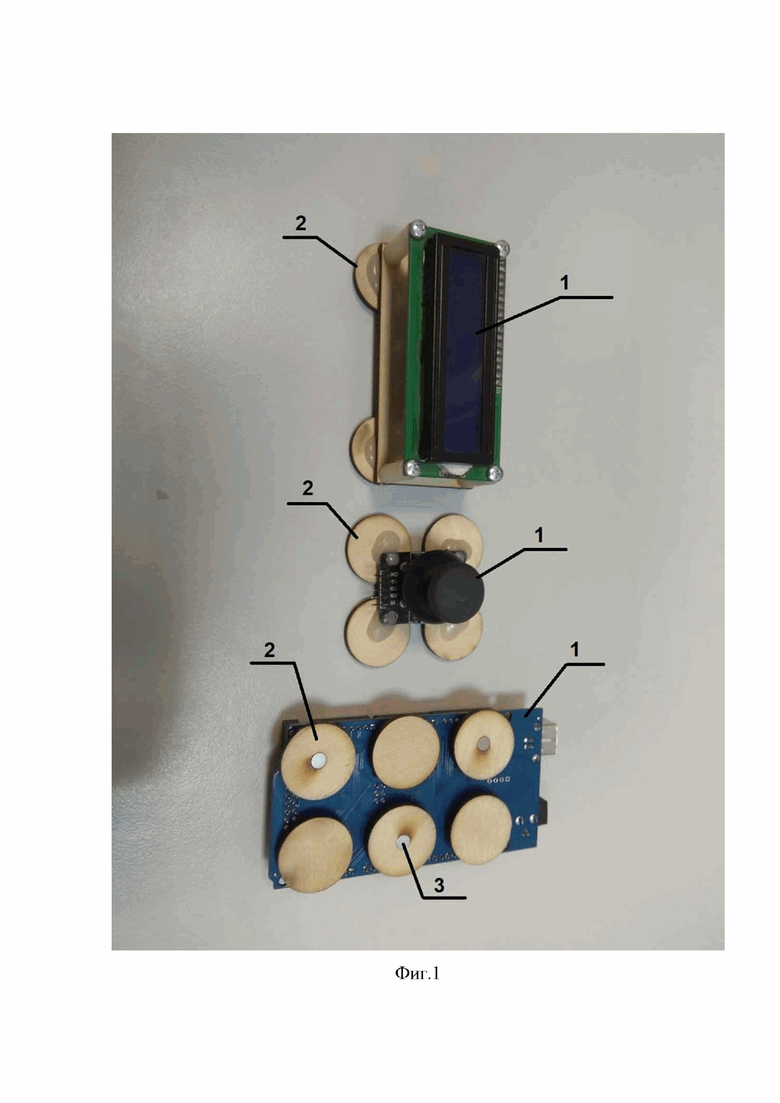
Фиг.1 – Модули с наклеенными на них площадками;
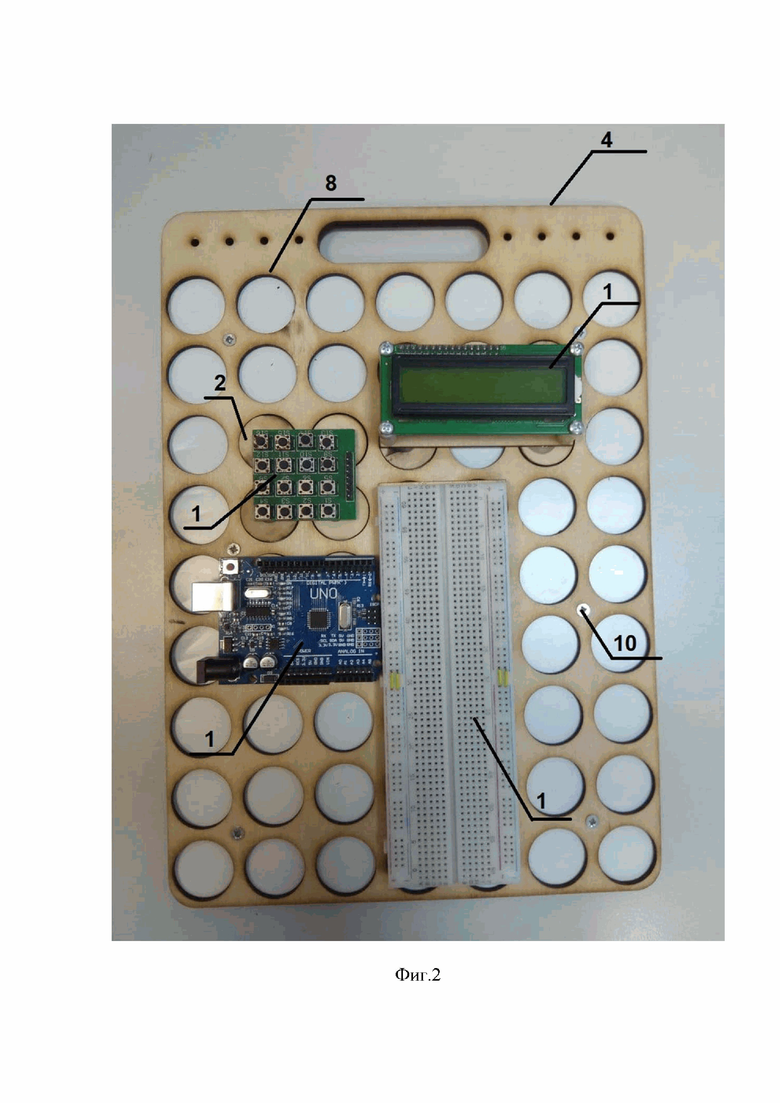
Фиг.2 – Палетка для фиксации модулей;
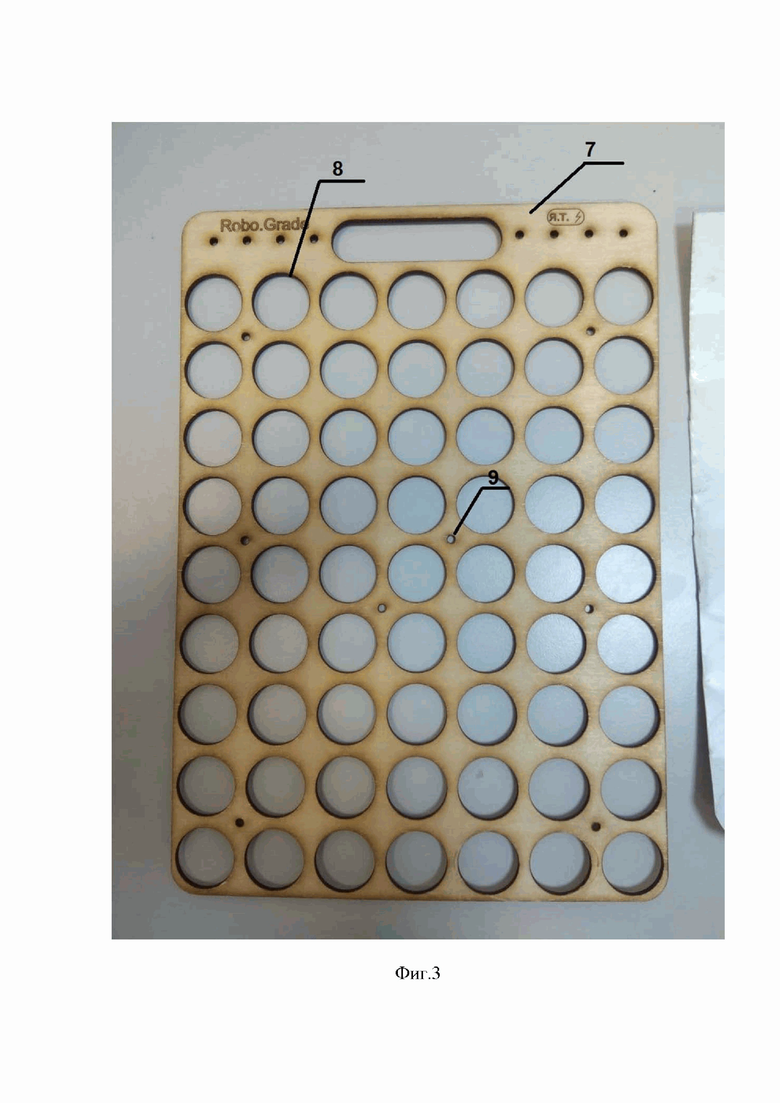
Фиг. 3 – Верхний слой палетки с перфорацией;
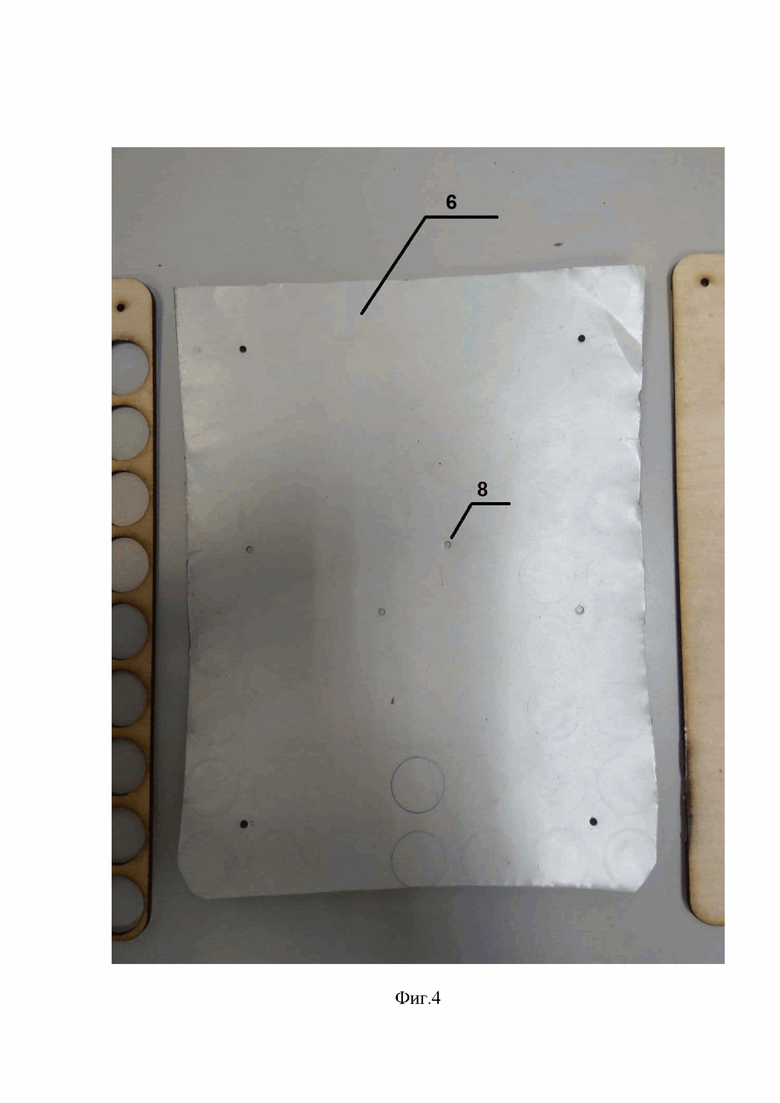
Фиг.4 – Средний слой палетки;
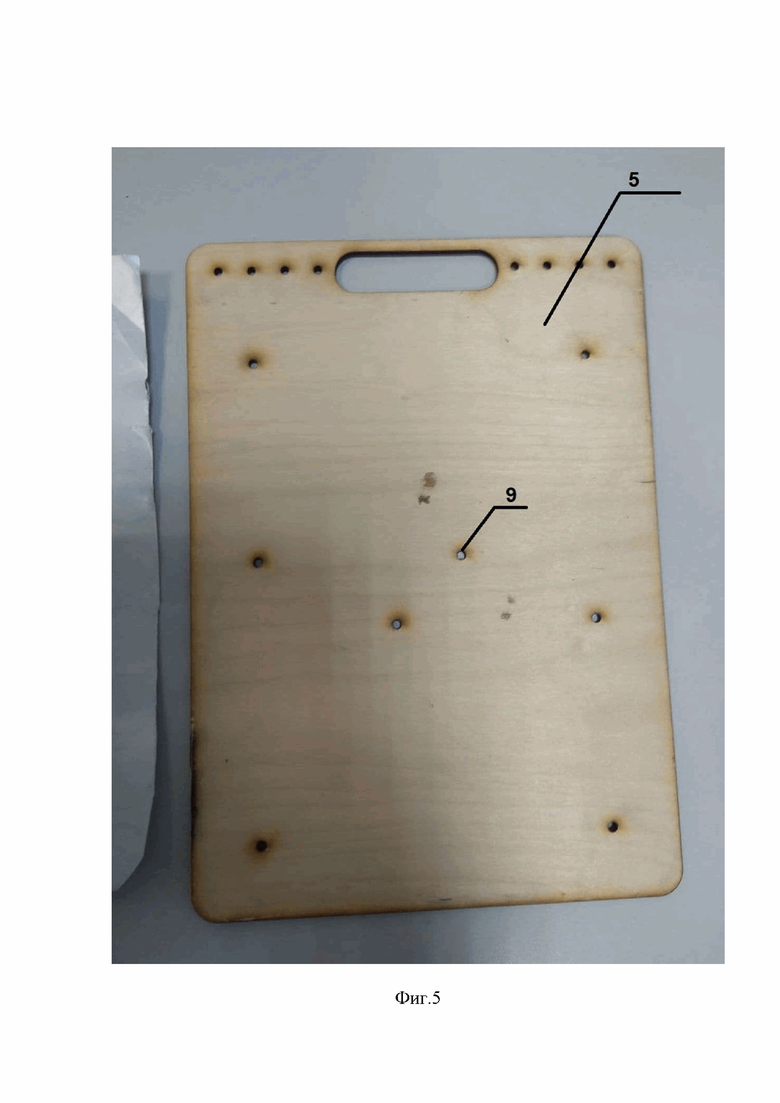
Фиг.5 – Нижний слой палетки;
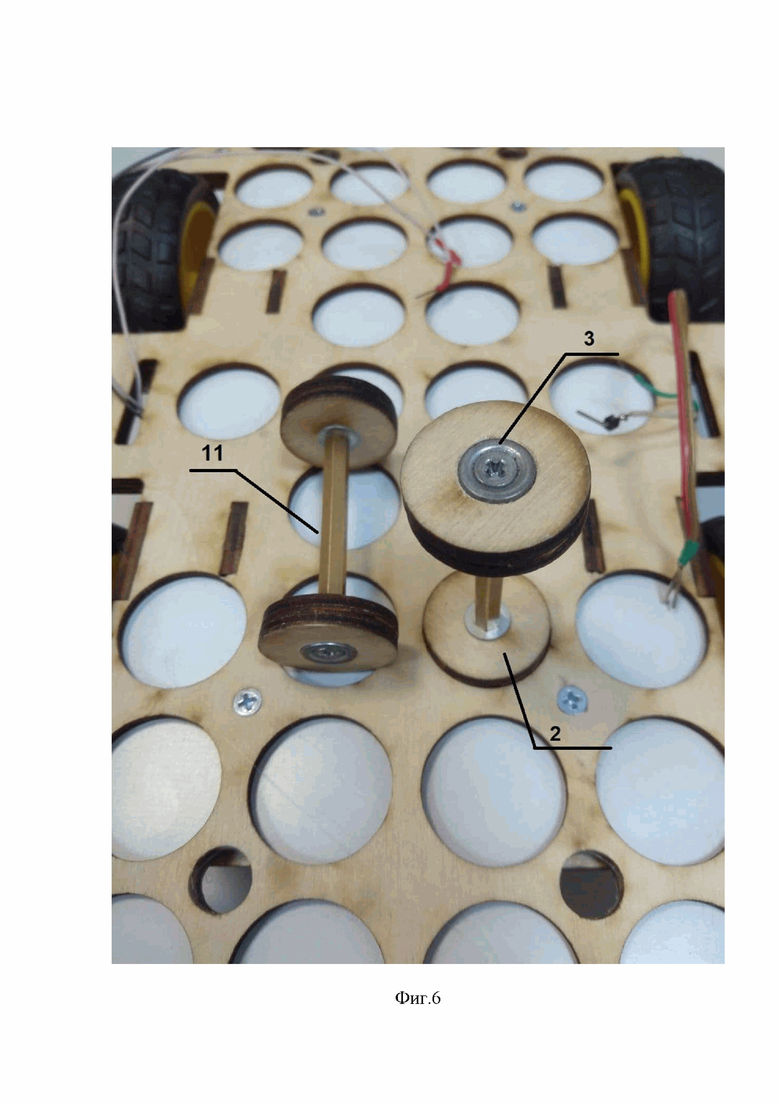
Фиг.6 – Магнитные стойки;
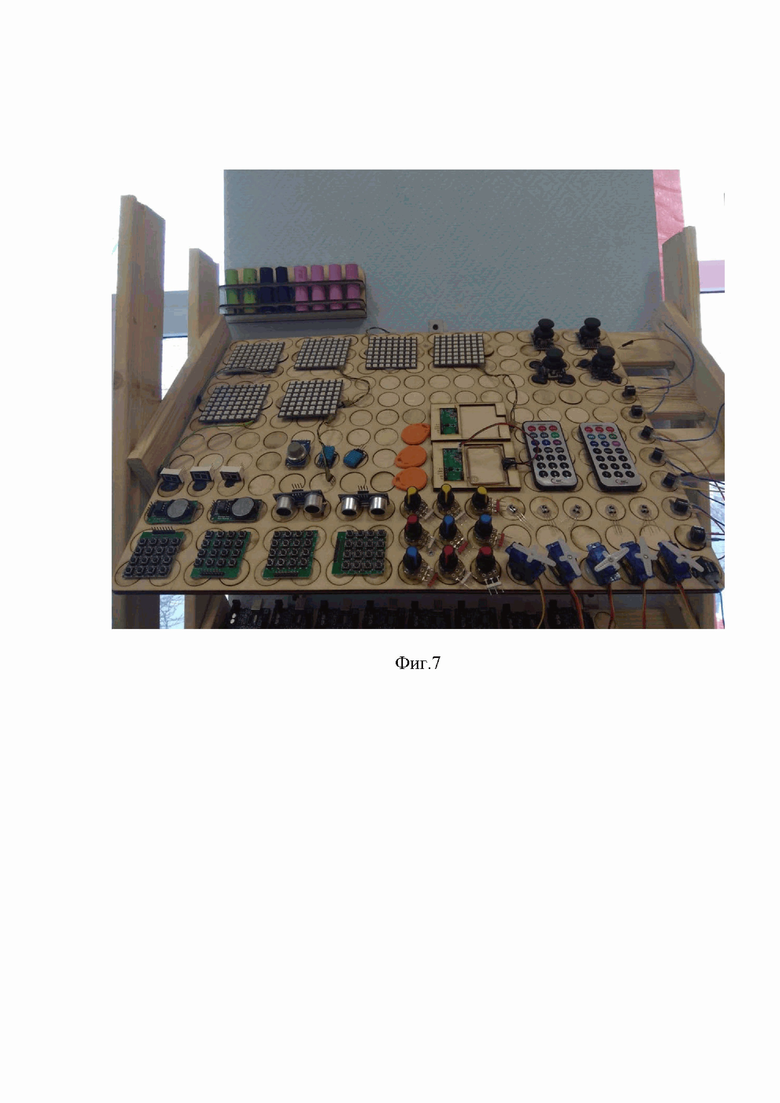
Фиг.7 – Ложемент для хранения компонентов;
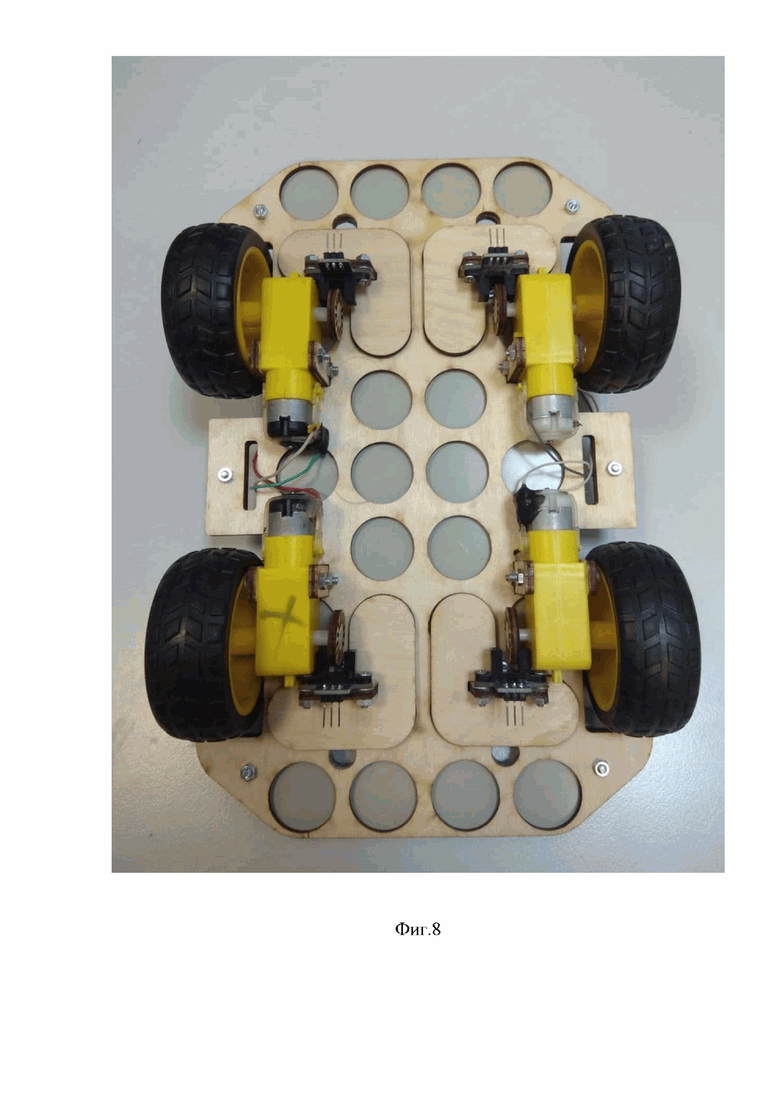
Фиг.8 - Палетка с роботом, вид снизу;
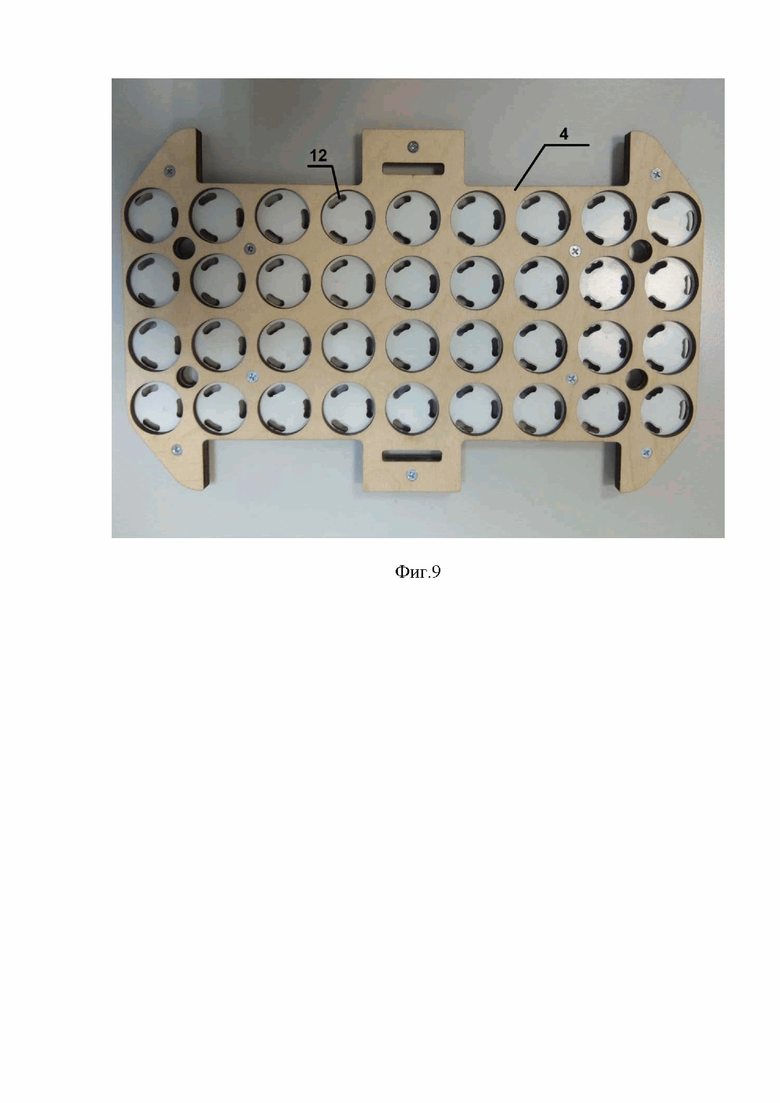
Фиг.9 – Палетка с перфорацией среднего слоя.
Способ характеризуется следующими этапами:
Каждый модуль 1 дополнительно снабжают одной или несколькими крепёжными площадками 2, соразмерными модулю. Площадки 2 могут быть изготовлены путём лазерной резки из диэлектрического материала. Площадки 2 имеют круглую форму, а также глухое отверстие в центре, в котором расположен магнит 3. Магнит 3 устанавливается внутри площадки 2 таким образом, чтобы его край не выступал за край глухого отверстия в центре площадки 2, находясь вровень с этим краем.
Модуль 1 крепится к площадке 2 с помощью термопластичного полимера с высокой адгезией, что даёт возможность при необходимости легко отделить модуль 1 от площадки 2 путем нагрева термопластичного полимера до температуры его размягчения.
Если размер модуля 1 соответствует размеру площадки 2, то достаточно одной площадки 2, закреплённой на модуле 1. Если модуль 1 имеет большие размеры, то можно закрепить на нём несколько площадок 2, пропорционально площади модуля 1 и необходимой силе фиксации. При этом площадки 2 должны располагаться друг относительно друга на таком расстоянии, чтобы взаимно попадать в пазы на палетке 4.
Палетка 4 состоит из нескольких слоёв. Нижний слой 5 состоит из листового диэлектрического материала необходимой площади. Данный слой обеспечивает жёсткость всей конструкции. Средний слой 6 состоит из ферромагнитного материала и покрывает необходимую часть площади основания. Верхний слой 7 состоит из перфорированного диэлектрического материала, толщина которого аналогична толщине крепёжных площадок, закреплённой на модуле.
Перфорацию 8 на палетке 4 производят по заранее выбранному шаблону. Если был использован шаблон с круглыми отверстиями, то такая перфорация 8 будет иметь 2 параметра:
1. Диаметр круглых отверстий, обозначаемый как Х;
2. Расстояние между центрами отверстий, обозначаемое как Y.
Для круглых отверстий X и Y связаны следующим соотношением: Y > X, так как отверстия не должны пересекаться друг с другом, и между ними должно оставаться какое-то расстояние.
Центры отверстий располагают таким образом, чтобы образовывать сетку правильной формы с квадратными ячейками. Размеры круглых отверстий и расстояние между ними могут варьироваться в зависимости от потребностей производителя или пользователя предлагаемого способа.
Средний слой 6 должен иметь площадь не меньшую, чем площадь перфорации 8.
Далее слои палетки 4 скрепляют друг с другом таким образом, чтобы средний слой 6 оказался между верхним 7 и нижним 5 слоем, образуя с ними при этом жёсткую конструкцию. Взаимная фиксация слоёв палетки 4 происходит в два этапа.
На первом этапе слои склеивают, при этом достигается повышенная продольная и торсионная жёсткость всей конструкции, так как слои не могут смещаться относительно друг друга при изгибе палетки 4, образуя композит. На втором этапе в палетке 4 сверлят отверстия 9, в которые затем вставляют заклёпки 10, обеспечивающие прочности всей конструкции.
Закрепляют модуль 1 на площадке 2 с магнитом 3 следующим образом. На площадку 2, в которую уже вставлен магнит 3, со стороны, противоположной магниту 3, наносят небольшое количество расплавленного термопластичного полимера. Затем модуль 1 укладывают на каплю полимера таким образом, чтобы электрические соединители (разъёмы) оставались в свободном доступе. После застывания полимера модуль 1 с площадкой 2 могут быть размещены в любом месте на палетке 4.
В случае, когда размер модуля 1 больше одной площадки 2, выполняются следующие действия:
- Оценивается количество площадок 2, необходимое для фиксации модуля 1;
- Площадки 2 размещаются на любой палетке 4, чтобы расстояние между ними соответствовало узору перфорации 8 на палетке 4. При этом важно чередовать использование площадок 2 с магнитами 3 и без них, чтобы не обеспечить избыточную прочность фиксации там, где она не требуется. Площадки 2 без магнитов 3 также добавляют прочности фиксации, препятствуя поперечному перемещению модуля 1 на палетке 4. Также необходимо расставлять площадки 2 в виде какого-либо узора, уникального для каждого модуля 1, который является большим по размеру. По свободной перфорации 8 на ложементе можно будет легко визуально определить, какого именно модуля 1 не хватает;
- Термопластичный полимер наносится на расставленные площадки 2 и к ним прикладывается модуль 1 таким образом, чтобы клей не попал за край площадок 2, и не приклеил их к верхнему слою палетки 4;
- Дождаться застывания клея.
Реализация данного способа возможна для применения в различных устройствах.
Например, для системы хранения учебных модулей, предназначенной для поддержания порядка в учебных модулях при их хранении. Такую систему изготавливают на основе больших палеток (200-300 отверстий), выполняющих функцию ложемента. Такие палетки закрепляют под углом около 45 градусов на удобном и хорошо просматриваемом месте в помещении. Затем на них размещают модули 1, уже установленные на площадки 2. Незанятые под хранение модулей ячейки ложементов можно заполнить площадками без модулей. При этом такой ложемент выполняет сразу несколько функций: упорядочивание модулей, упрощение визуального контроля целостности всего набора модулей, возможность беспрепятственного добавления новых модулей для хранения.
Цвет среднего слоя ложемента следует выбирать таким образом, чтобы он контрастировал с цветом верхнего слоя ложемента, а также незанятых площадок. Это необходимо для облегчения визуального контроля целостности набора модулей: если модуль не был поставлен на своё место в ложементе, пустые отверстия без площадок будут выделяться на общем фоне.
Палетки 4, используемые во время учебного процесса, также могут быть нескольких видов:
- Компактные макетные палетки прямоугольной формы для повседневного использования в учебном процессе и прототипирования небольших схем;
- Палетки-робоплатформы, снабжённые креплениями для моторов-редукторов и колёс, позволяющие собирать роботов. При этом перфорацию 8 содержат как верхний, так и нижний слой платформы. Это необходимо для того, чтобы модули было возможно устанавливать как сверху, так и снизу платформы. Также платформы можно делать двухпалубными, чтобы размещать на роботе больше различных модулей. При этом верхняя палуба закрепляется относительно нижней с помощью вертикальных стоек 11, снабжённых площадками с магнитами с двух сторон.
В среднем 6, магнитном слое палетки-робоплатформы также содержатся отверстия 12, расположенные прямо внутри перфорации 8 верхнего 7 и нижнего 5 слоёв. Они располагаются таким образом, чтобы не мешать магниту выполнять функцию фиксатора площадок 2. Данные отверстия дают возможность пропускать провода сквозь палетки, что добавляет удобства при использовании данных палеток при прототипировании многопалубных роботов;
- Палетки-приборы – устроены так же, как и палетки-робоплатформы, но имеют меньший размер и не снабжаются креплениями для моторов-редукторов. Этот тип палеток также можно взаимно фиксировать друг напротив друга с помощью стоек 11 с магнитами 3. Необходимы при сборе прототипов компактных приборов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЧЕБНО-МЕТОДИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНСТРУИРОВАНИЯ ЭЛЕКТРОННО-МЕХАНИЧЕСКИХ ОБЪЕКТОВ | 2024 |
|
RU2833097C1 |
| БЛОК ЭЛЕКТРОННЫЙ | 2008 |
|
RU2372756C1 |
| Электронная грелка | 2021 |
|
RU2785254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| ЭЛЕКТРОННЫЙ ПРИБОР СВЧ | 2010 |
|
RU2442241C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ-ДИАПАЗОНА | 2010 |
|
RU2450388C1 |
| УСТРОЙСТВО ЗАЩИТЫ ЭЛЕКТРОННОГО МОДУЛЯ | 2003 |
|
RU2235389C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО УЗЛА | 2014 |
|
RU2581155C1 |
Изобретение относится к учебным макетным пособиям и может быть использовано для изучения основ электроники, робототехники, схемотехники и электротехники. Технический результат – обеспечение возможности быстрой взаимной фиксации в произвольном порядке модулей, выпускаемых различными производителями. Технический результат достигается тем, что в способе фиксации электронных модулей при разработке прототипов электронных устройств изготавливают палетку, содержащую нижний слой из диэлектрического материала, средний слой из ферромагнитного материала, верхний слой из перфорированного диэлектрического материала, толщина которого аналогична толщине крепежных площадок, закрепленных на модулях. При этом перфорация выполнена круглыми отверстиями, центры которых образуют сетку с квадратными ячейками. Каждый модуль снабжают крепёжными площадками круглой формы, диаметры которых аналогичны диаметрам отверстий перфорации, соразмерными модулю и содержащими глухое отверстие в центре площадки, в котором крепится магнит, край которого находится вровень с краем отверстия. При этом модуль прикреплен к крепежной площадке с помощью термопластичного полимера на стороне, противоположной магниту, с обеспечением свободного доступа к разъемам модуля. Далее модуль с крепежной площадкой крепится к палетке. 9 ил.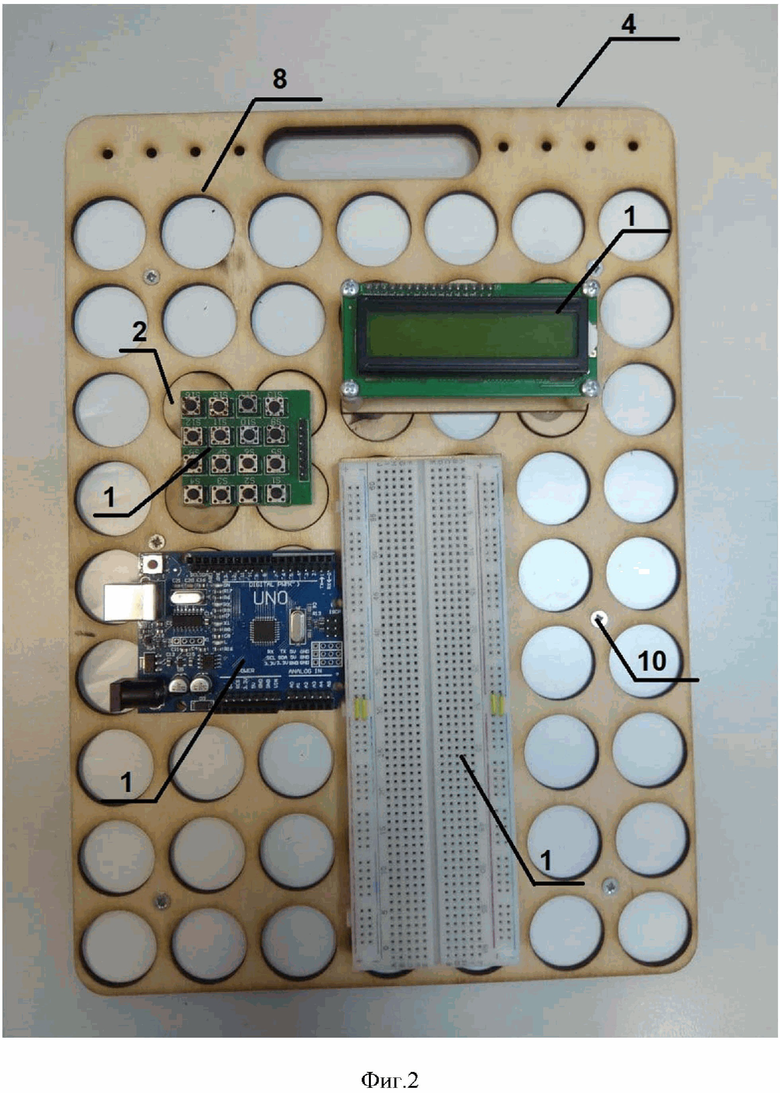
Способ фиксации электронных модулей при разработке прототипов электронных устройств, включающий изготовление палетки, содержащей нижний слой из диэлектрического материала, средний слой из ферромагнитного материала, верхний слой из перфорированного диэлектрического материала, толщина которого аналогична толщине крепежных площадок, закрепленных на модулях, а перфорация выполнена круглыми отверстиями, центры которых образуют сетку с квадратными ячейками, снабжение каждого модуля крепёжными площадками круглой формы, диаметры которых аналогичны диаметрам отверстий перфорации, соразмерными модулю и содержащими глухое отверстие в центре площадки, в котором крепится магнит, край которого находится вровень с краем отверстия, при этом модуль прикреплен к крепежной площадке с помощью термопластичного полимера на стороне, противоположной магниту, с обеспечением свободного доступа к разъемам модуля, крепление модуля с крепежной площадкой к палетке.
| Способ сборки компоновочного макета и устройство для его осуществления | 1976 |
|
SU702550A1 |
| 0 |
|
SU200762A1 | |
| СПОСОБ СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145756C1 |
| Устройство для сборки компоновочного макета печатной схемы | 1981 |
|
SU1010733A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

