Область техники, к которой относится изобретение
Изобретение относится к промышленности строительных материалов и предназначено для производства керамических изделий пластического формования методом экструзии.
Уровень техники
Из уровня техники известен ленточный винтовой пресс СМ-294 (Дроздов Н.Е. Механическое оборудование керамических предприятий. - М.: Машиностроение, 1975. - 248 с., с. 24, рис. 11), содержащий загрузочную коробку с расположенным в ней питающим валком, корпус, лопастной приводной вал (шнек), головку и мундштук. Работа пресса основана на том, что влажная глиняная масса, поступающая в загрузочную коробку, втягивается в пространство между питающим валком и лопастями вала, вращающимися навстречу один другому, и перемещает керамическую массу к прессовой головке, одновременно обеспечивая перемешивание, и выталкивает ее через мундштук в виде уплотненного глиняного бруса требуемого сечения.
Недостатком известного решения является неравномерность движения массы по сечению пресса, т.к. продавливаемая керамическая масса испытывает тормозящее трение о внутренние поверхности прессовой головки и мундштука, в результате чего ее скорость движения по периметру бруса существенно меньше, чем в глубине. Вместе с тем, в объеме проходящей через прессовую головку и мундштук формуемой массы сохраняется ее круговое движение вокруг продольной оси пресса, как остаточное от воздействия транспортирующей лопасти шнека. Неравномерность движения массы по сечению бруса и ее проворот приводят к расслоению, то есть к свили, и, как следствие, к задирам по углам мундштука («драконий зуб»), а также к многочисленным трещинам, появляющимся при сушке и обжиге полуфабриката.
Известен пресс для производства кирпича (патент DE 596500, МПК: В28В 3/22, 05.05.1934), содержащий размещенные в корпусе на приводном валу шнек и выпорную лопасть. С целью предотвращения свилеобразования, между шнеком и выпорной лопастью установлена решетка с радиальными перегородками, наклоненными в противоположную вращению шнека сторону. При прохождении массы через решетку периферийные слои раскручиваются и распределяются по всему сечению корпуса. Недостатком устройства является невозможность полного устранения свилей из-за небольшой протяженности решетки. Вместе с тем, установленная за решеткой выпорная лопасть в процессе нагнетания материала к прессовой головке вновь его закручивает.
Известны установки, в которых применяют чередование лопастных ножей и решеток, например, устройства для измельчения и перемешивания пластичных материалов (см. патент RU 2297324, МПК: В28С 1/14, опубл. 20.04.2007 и патент SU 1778007, МПК: В28С 1/14, опубл. 30.11.1992). Измельчители содержат корпус с загрузочным бункером, последовательно смонтированные в корпусе шнек и установленные на валу лопастные ножи, чередующиеся с решетками в виде перфорированных дисков с центральным отверстием, закрепленными в корпусе. Ножи обеспечивают срезание материала на выходе из отверстий решеток, а также способствуют его проталкиванию в направлении последующей решетки.
Однако совмещение этих технологических приемов и их многократное повторение позволяет осуществлять только многоступенчатое измельчение и многократное перемешивание в одном агрегате. В шнековых прессах чередование ножей и решеток подобной конфигурации применяться не может, в виду плохой пропускной способности перфорированных дисков, приводящей к повышенному износу рабочих элементов и частому перегреву вследствие больших усилий противодавления со стороны материала.
В качестве прототипа заявляемого пресса принят шнековый пресс (см. авт. св. SU 1574457, МПК: В28В 3/22, опубл. 30.06.1990), содержащий корпус с прессовой головкой на конце, размещенные в корпусе шнек на приводном валу и нож с нагнетающими лопастями. Между корпусом пресса и прессовой головкой жестко закреплен формующий диск с отверстиями. Нагнетающие лопасти ножа контактируют с поверхностью формующего диска. Пластичная керамическая масса перемещается шнеком к нагнетающим лопастям. Каждая лопасть при ее вращении отделяет от набегающего потока массы ее часть и, подминая под себя, нагнетает массу в отверстия диска. Неоднородная структура массы, сформировавшаяся при ее вращательно-поступательном движении под воздействием шнека, при этом полностью разрушается, гомогенизируется и в виде отдельных потоков через отверстия диска поступает в прессовую головку. В головке отдельные потоки массы вновь объединяются, уплотняются и после профилирования в мундштуке масса выходит из пресса в виде бруса, обладающего однородной структурой по всему сечению с равномерной плотностью и влажностью, в нем полностью ликвидируется свилеватая структура.
Основным недостатком вышеописанного изобретения является то, что значительная часть мощности пресса расходуется на продавливание массы через отверстия диска, что приводит к повышению расхода энергии, при этом значительно снижается скорость прессования, т.е. пресс характеризуется низкой производительностью, что обусловливает экономическую неэффективность такой конструкции.
Раскрытие изобретения
Заявляемым изобретением решается задача повышения качества керамических изделий за счет предотвращения образования свили и создания в керамической массе однородной по всему поперечному сечению формуемого бруса структуры повышенной плотности.
Поставленная задача решается благодаря тому, что шнековый пресс, содержащий корпус с внутренним каналом, шнек, размещенный на приводном валу внутри канала, лопастной нож и формующий диск, согласно заявляемому изобретению, дополнительно снабжен одним или несколькими лопастными ножами, установленными на приводном валу со смещением каждого последующего ножа относительно предыдущего на угол, составляющий половину угла между лопастями ножа, причем площадь, перекрываемая лопастями каждого ножа, составляет от 70 до 90% сечения канала, а формующие диски перекрывают не более 20% сечения канала и установлены за каждым из ножей по ходу движения материала.
Кроме того, между шнеком и первым лопастным ножом по ходу движения материала установлен дополнительный формующий диск.
Материал, подаваемый шнеком, продавливается через отверстия первого формующего диска, срезается режущей кромкой лопастей ножа и направляется в отверстия следующего диска. Лопасти ножа выполнены нагнетающими за счет рабочей поверхности, расположенной под острым углом α к плоскости формующего диска, и оказывают сдавливающие воздействия на поток прессуемого материала. Два соседних формующих диска и внутренняя поверхность корпуса образуют ограниченное пространство, представляющую собой «камеру», в которой на материал оказывается давление.
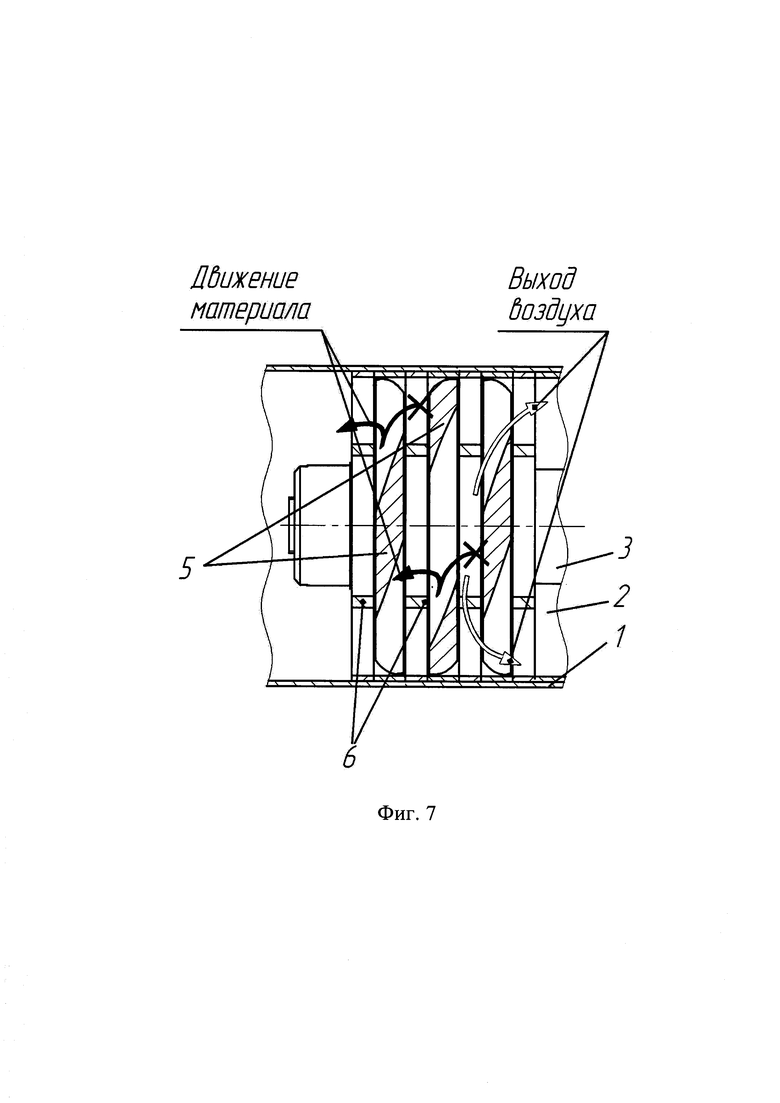
Поскольку ножи установлены с угловым смещением вдоль оси приводного вала, и угол этого смещения равен половине угла между лопастями ножа, лопасти соседних ножей находятся в противофазе. В то время, когда один нож продавливает материал в отверстия формующего диска, лопасти следующего ножа перекрывают эти отверстия с обратной стороны. Происходит предварительная подпрессовка материала. При этом вытесненный из материала воздух выходит через промежутки между лопастями в том направлении, где встречает наименьшее сопротивление, а именно - в сторону загрузочной горловины, где между шнеком и корпусом имеются зазоры, и где материал менее уплотнен.
Оптимальным считается, если площадь, перекрываемая лопастями каждого ножа, составляет от 70 до 90% сечения канала. Выполнение поверхностей лопастей меньшей площади не позволит осуществить эффективного предварительного обжатия глинистого материала. При суммарной площади лопастей больше 90% сечения канала возрастает сопротивление прессуемого материала, существенно снижается производительность устройства, а также создаются помехи для выхода воздуха.
Предпочтительным является наличие в устройстве от двух до четырех таких «камер». Благодаря этому керамическая масса многократно подвергается деформации в разных направлениях: вдоль оси корпуса и перпендикулярно направлению вытяжки.
Формующие диски должны перекрывать не более 20% сечения канала, что соответствует 6÷9 выполненным в них отверстиям. Дальнейшее увеличение количества отверстий, а, следовательно, количества перегородок, плохо скажется на пропускной способности формующего диска, что приведет к снижению давления в головке пресса. Вместе с тем, при изменении количества отверстий в меньшую сторону формующий диск перестанет выполнять свою основную функцию, а именно - предотвращение закручивания обрабатываемого материала.
Таким образом, заявляемый пресс позволяет формовать керамический брус повышенной плотности, в котором полностью ликвидируется свилеватая структура, что обеспечивает повышение качества керамического кирпича.
По мере истирания рабочих элементов, между лопастными ножами и формующими дисками образуются зазоры, негативно сказывающиеся на качестве прессования. Для осуществления осевого поджатая, формующие диски снабжены центральным отверстием и установлены в корпусе с возможностью перемещения вдоль оси приводного вала.
Конструктивно формующий диск выполнен в виде наружной и внутренней кольцевых обечаек, связанных радиальными перегородками. Радиальные перегородки формующего диска предотвращают круговое движение материала под воздействием вращающегося шнека и придают ему прямолинейное движение вдоль вала. Смонтированный за формующим диском нож, вращаясь, режет потоки материала в поперечном направлении. Таким образом, формующий диск способствует созданию разнонаправленного движения материала и ножа: прямолинейному движению потока материала вдоль оси вала при поперечном движении вращающегося ножа.
Вместе с тем, радиально расположенные перегородки формующего диска образуют сквозные отверстия в форме секторов, по высоте совпадающие с длиной нагнетающих лопастей ножа. За счет такой формы отверстий жгуты керамической массы, выходящие из них, распределяются по всей длине рабочей поверхности нагнетающей лопасти, что обеспечивает равномерное давление на весь материал, находящийся в зоне воздействия ножа, и облегчает его продавливание в отверстия следующего формующего диска.
В частном случае реализации устройства ножи выполнены трехлопастными, причем количество отверстий формующего диска предпочтительно от шести до девяти.
Целесообразно выполнить ножи с лопастями, сечение которых представляет собой симметричную фигуру, предпочтительно параллелограмм. Благодаря этому появляется возможность повысить срок службы ножей за счет их перестановки и разворота другой стороной по мере их истирания. При этом для осуществления нагнетательной функции, угол наклона лопасти к плоскости формующего диска должен составлять 15°÷20°.
За счет исполнения приводного вала шестигранным, сокращается трудоемкость монтажных работ по установке каждого последующего ножа относительно предыдущего со смещением, составляющим половину угла между лопастями ножа.
Краткое описание чертежей
Сущность заявляемого технического решения поясняется чертежами, на которых изображено:
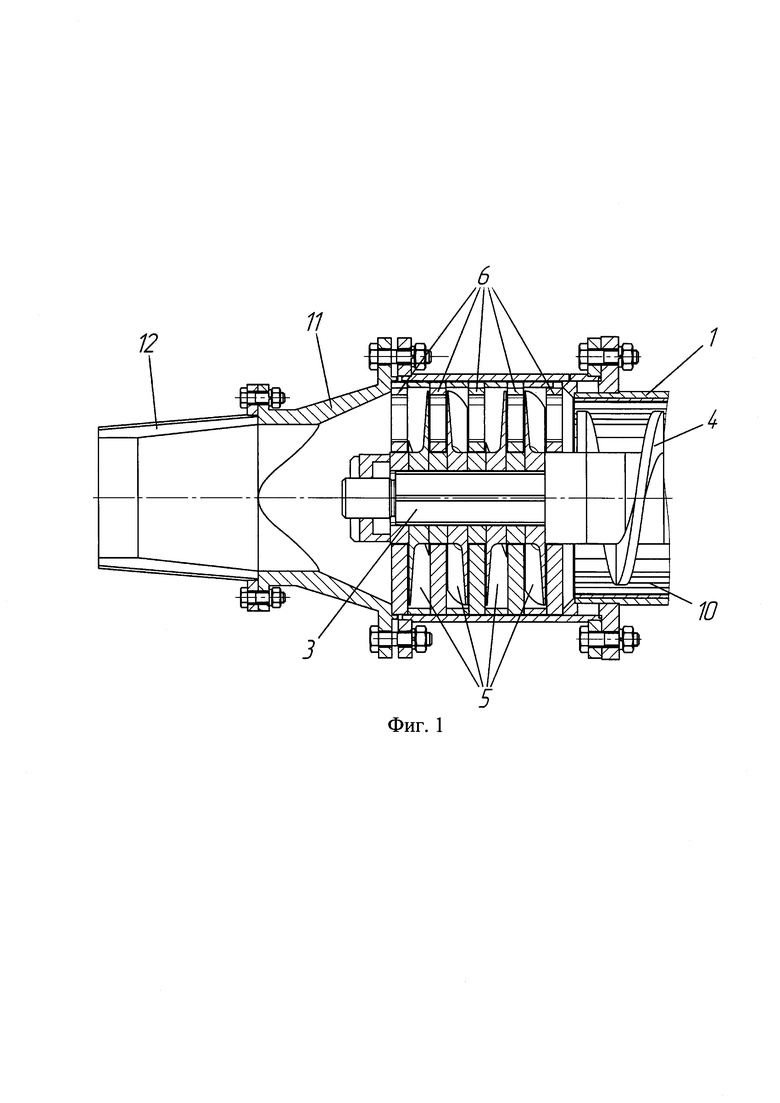
на фиг. 1 - заявляемый пресс, продольный разрез;
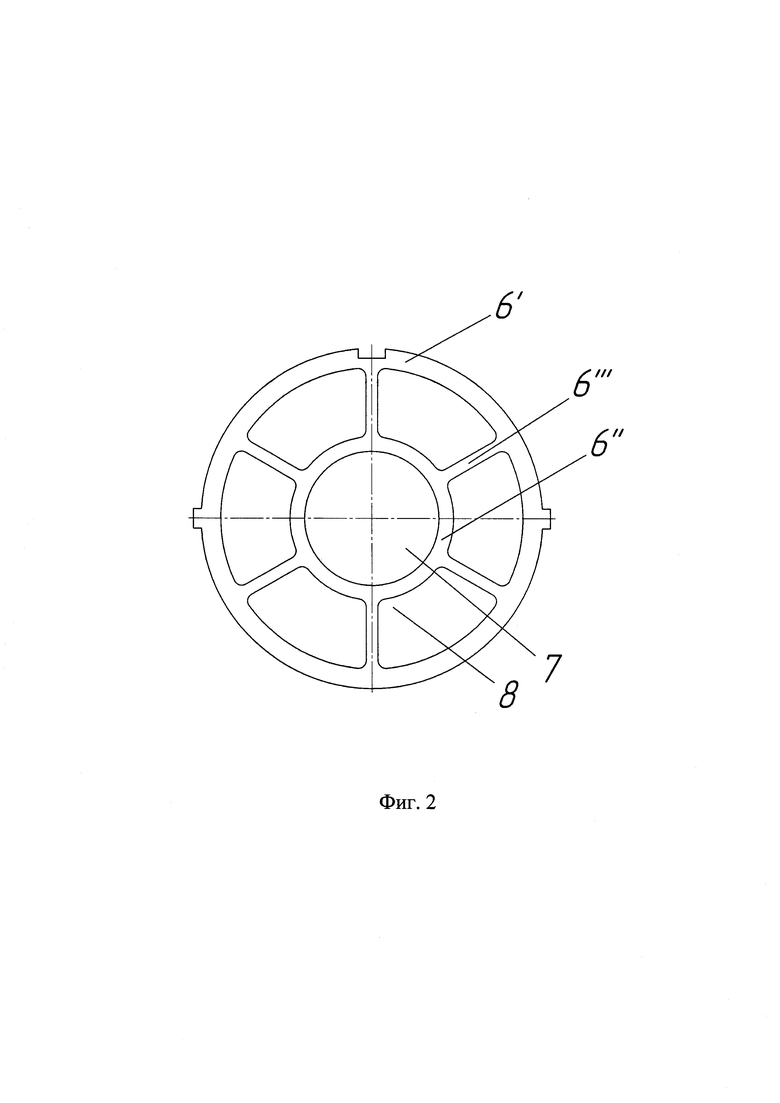
на фиг. 2 - вариант выполнения формующего диска с шестью отверстиями;
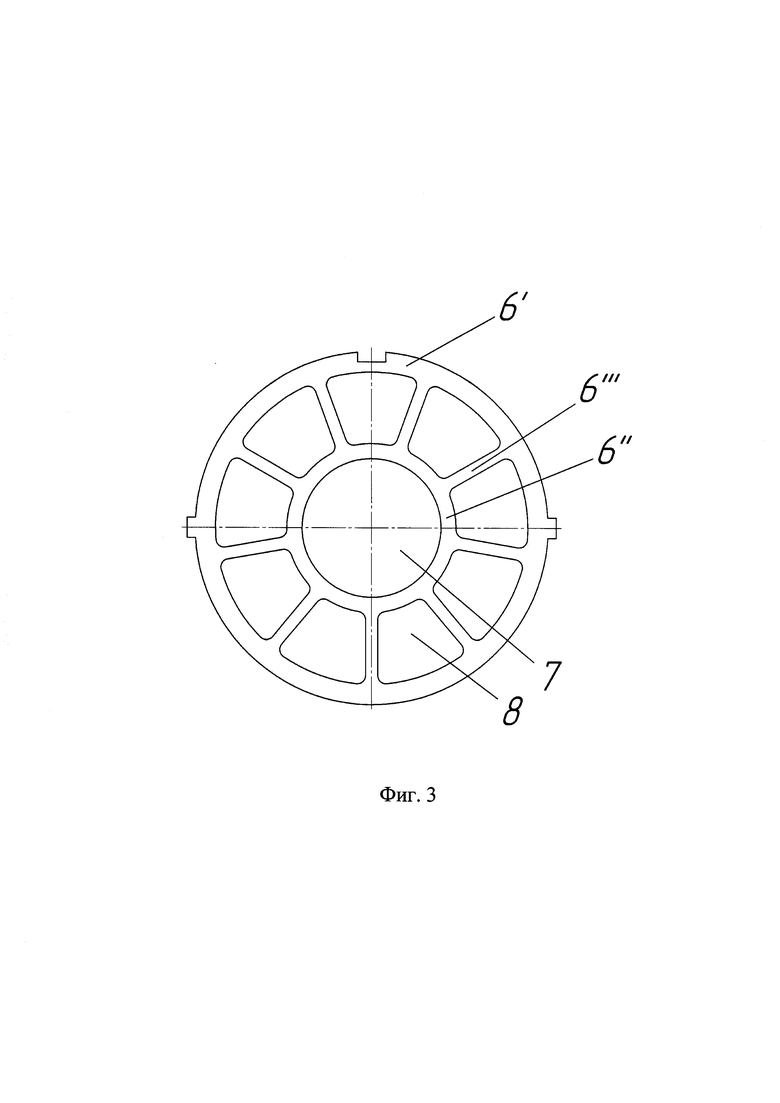
на фиг. 3 - вариант выполнения формующего диска с девятью отверстиями;
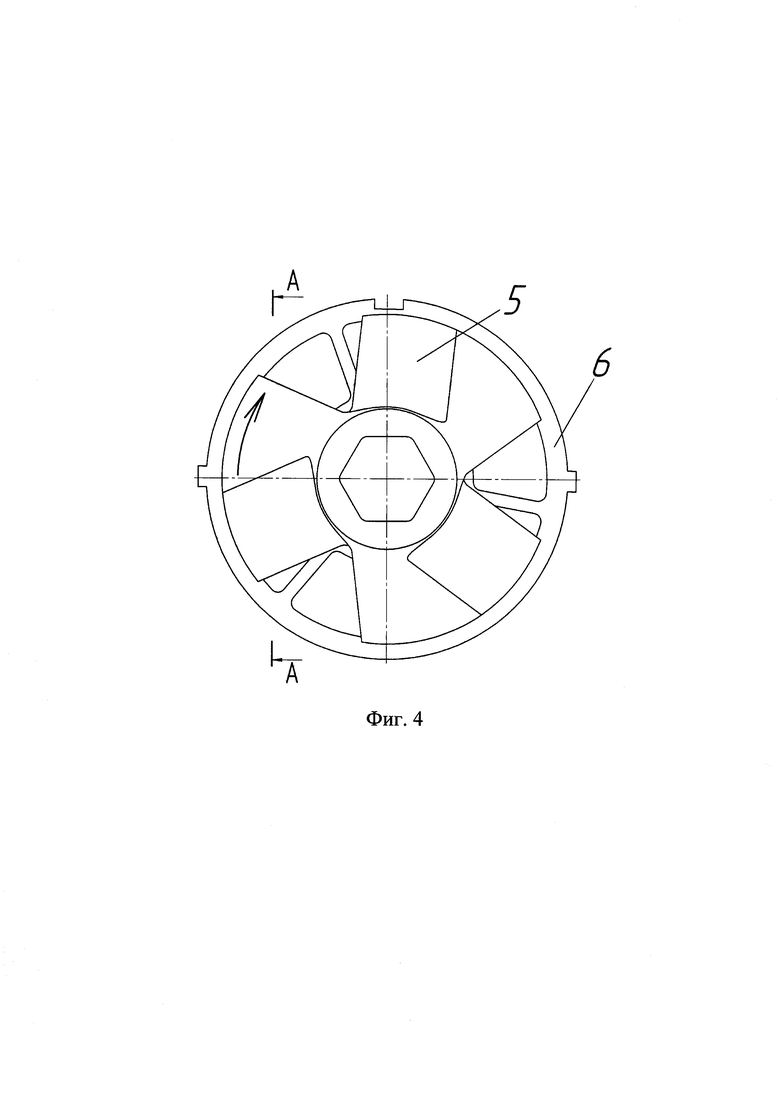
на фиг. 4 - нож с лопастями и формующий диск;
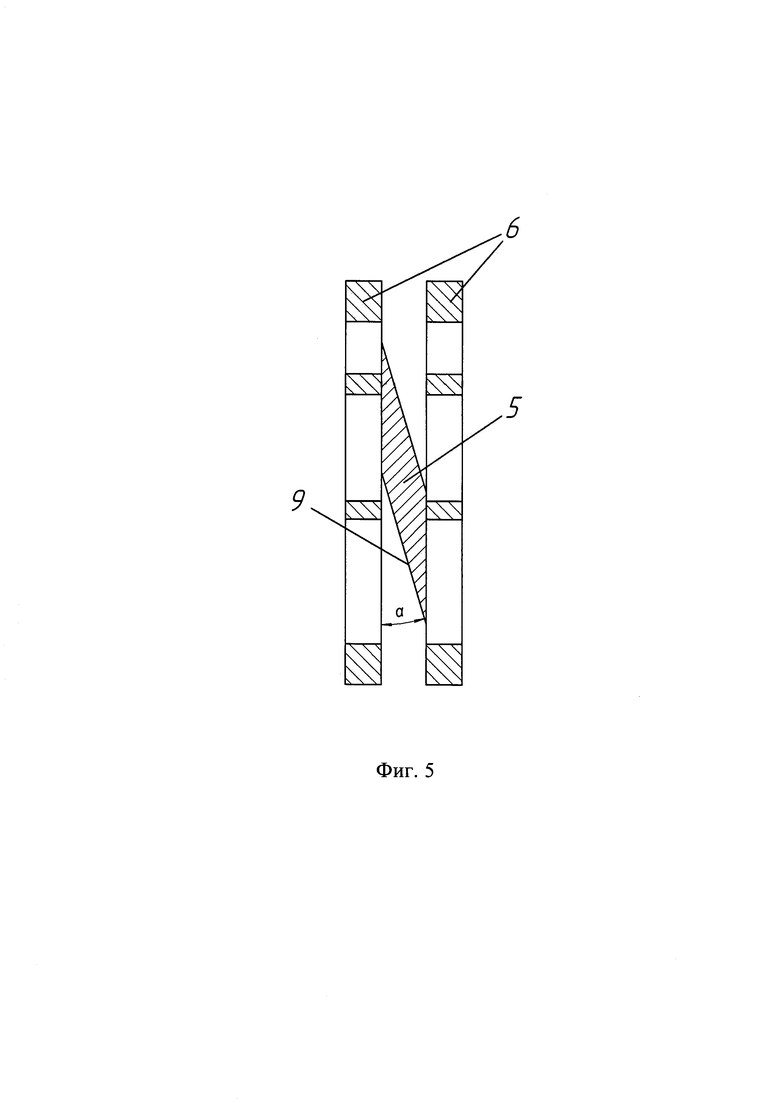
на фиг. 5 - сечение А - А на фиг. 4;
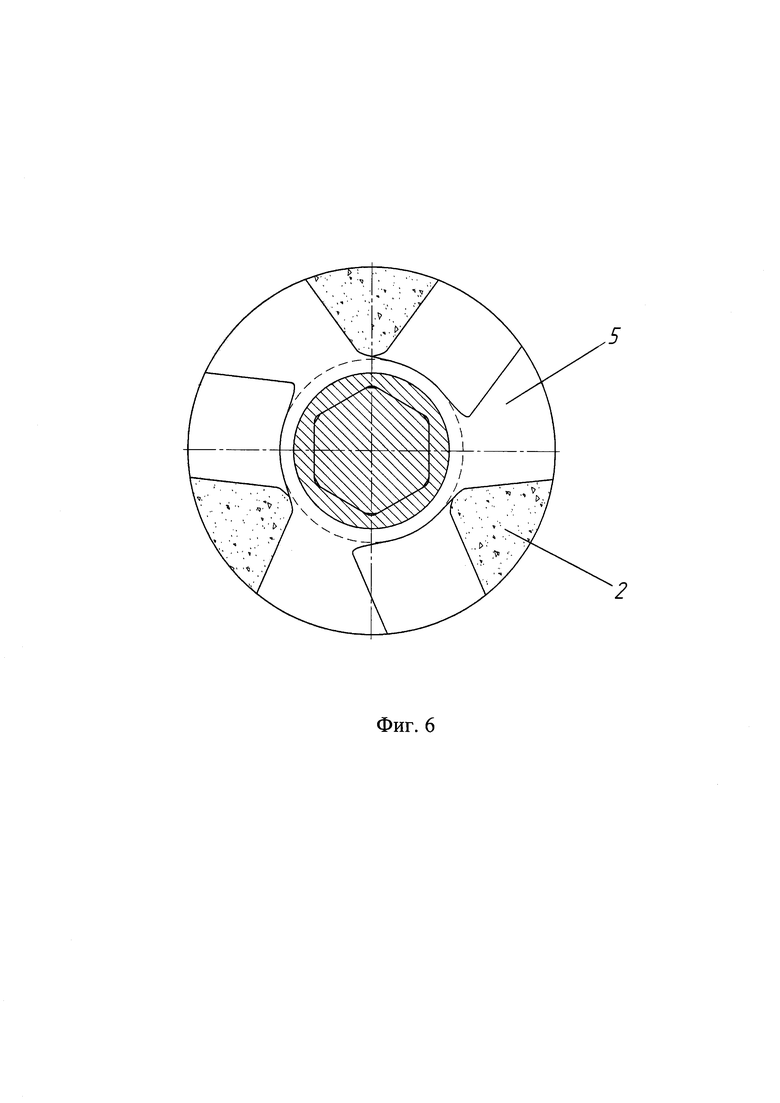
на фиг. 6 - внутренний канал корпуса, перекрытый лопастями ножа;
на фиг. 7 - схема движения материала по каналу.
Осуществление изобретения
Шнековый пресс содержит цилиндрический корпус 1 с внутренним каналом 2, по продольной оси которого пропущен шестигранный вал 3, связанный с приводом вращения. Корпус выполнен с загрузочным бункером.
Вал 3 в начальной зоне корпуса 1, расположенной под загрузочным бункером, выполнен со шнековой лопастью 4, за которой далее по ходу движения материала, на вал жестко посажены лопастные ножи 5, чередующиеся с неподвижно закрепленными в корпусе поперечными формующими дисками 6.
Каждый последующий нож повернут на оси приводного вала 3 относительно предыдущего ножа на угол, составляющий половину угла между лопастями ножа.
Первым и последним по ходу движения материала установлены формующие диски 6, выполненные в виде наружной 6' и внутренней 6'' кольцевых обечаек, связанных радиальными перегородками 6'''. Формующие диски 6 снабжены центральным отверстием 7 для свободной установки приводного вала 3 и смонтированы в корпусе 1 с возможностью перемещения вдоль его оси. Радиальные перегородки 6''' образуют сквозные отверстия 8 в форме секторов для прохода обрабатываемого материала.
Все ножи 5 выполнены с тремя лопастями, имеющими в поперечном сечении форму параллелограмма. Каждая лопасть ножа имеет рабочую поверхность 9, расположенную к плоскости формующего диска 6 под острым углом α, составляющим 18°. Площадь, перекрываемая лопастями каждого ножа 5, составляет от 70 до 90% сечения канала 2 пресса.
Формующие диски 6 изготовлены из стали Хардокс методом плазменной резки. Такой способ изготовления дисков является наиболее технологичным и производительным, позволяющим изготовить диск в виде цельного изделия, что обеспечивает высокую надежность работы устройства. Площадь, перекрываемая формующими дисками, составляет не более 20% сечения канала пресса.
Внутренняя поверхность корпуса 1 в зоне шнека 4 выполнена с рифлениями 10 в виде продольно расположенных полос.
Корпус 1 соединен посредством прессовой головки 11 с мундштуком 12.
Пресс работает следующим образом.
Пластичная керамическая масса из загрузочного бункера поступает на шнек 4 и захватывается его винтовой лопастью. Далее шнек 4 перемещает содержимое к первому расположенному по ходу движения материала формующему диску 6, препятствующему его вращению вместе с валом 3 и придающему материалу прямолинейное движение вдоль оси вала. Каждая лопасть установленного за формующим диском 6 ножа 5 при его вращении отделяет от набегающего потока массы ее часть и, подминая под себя, нагнетает массу в отверстия 8 следующего формующего диска 6. При этом прессуемый материал последовательно и многократно подвергается разнонаправленным сдавливающим воздействиям, осуществляющим его предварительную подпрессовку. Неоднородная структура массы, сформировавшаяся при ее вращательно-поступательном движении под воздействием шнека 4, при этом полностью разрушается, гомогенизируется и в виде отдельных потоков через отверстия 8 последнего формующего диска 6 поступает в прессовую головку 11. В головке отдельные потоки массы вновь объединяются, уплотняются и после профилирования в мундштуке 12 масса выходит в виде монолитного керамического бруса.
Экструдированный брус обладает однородной структурой по всему сечению с равномерной плотностью и влажностью, в нем полностью ликвидируется свилеватая структура.
За счет чередования формующих дисков и ножей обеспечивается многоступенчатое сжатие формуемой массы, приводящее к повышению давление массы в мундштуке и позволяющее формовать массы более плотные, с пониженной влажностью. Многократность сжатия обеспечивает также более полное удаление воздуха из прессуемого материала.
Предложенное изобретение относится к промышленности строительных материалов и предназначено для производства керамических изделий пластического формования методом экструзии. Шнековый пресс содержит корпус с внутренним каналом, шнек, размещенный на приводном валу внутри канала, лопастной нож и формующие диски. Пресс снабжен дополнительными одним или несколькими лопастными ножами, установленными на приводном валу со смещением каждого последующего ножа относительно предыдущего на угол, составляющий половину угла между лопастями ножа. Площадь, перекрываемая лопастями каждого ножа, составляет от 70 до 90% сечения канала. Формующие диски перекрывают не более 20% сечения канала и установлены за каждым из ножей по ходу движения материала. Формующие диски снабжены центральным отверстием и установлены в корпусе с возможностью перемещения вдоль оси приводного вала. Формующие диски выполнены в виде наружной и внутренней кольцевых обечаек, связанных радиальными перегородками. Ножи выполнены трехлопастными. Сечение лопасти представляет симметричную фигуру, предпочтительно параллелограмм. Угол наклона лопасти к плоскости формующего диска составляет от 15 до 20°. Приводной вал выполнен шестигранным. Технический результат - повышение качества керамических изделий за счет предотвращения образования свили и создание в керамической массе однородной по всему поперечному сечению формуемого бруса структуры повышенной плотности. 7 з.п. ф-лы, 7 ил.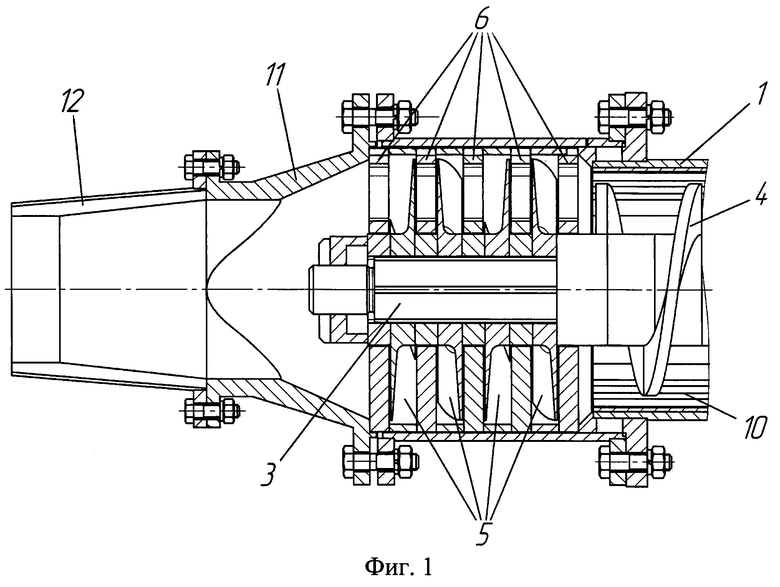
1. Шнековый пресс, содержащий корпус с внутренним каналом, шнек, размещенный на приводном валу внутри канала, лопастной нож и формующие диски, отличающийся тем, что он снабжен дополнительными одним или несколькими лопастными ножами, установленными на приводном валу со смещением каждого последующего ножа относительно предыдущего на угол, составляющий половину угла между лопастями ножа, причем площадь, перекрываемая лопастями каждого ножа, составляет от 70 до 90% сечения канала, а формующие диски перекрывают не более 20% сечения канала и установлены за каждым из ножей по ходу движения материала.
2. Пресс по п. 1, отличающийся тем, что он снабжен дополнительным формующим диском, установленным между шнеком и первым лопастным ножом по ходу движения материала.
3. Пресс по п. 1, отличающийся тем, что формующие диски снабжены центральным отверстием и установлены в корпусе с возможностью перемещения вдоль оси приводного вала.
4. Пресс по п. 1, отличающийся тем, что формующие диски выполнены в виде наружной и внутренней кольцевых обечаек, связанных радиальными перегородками.
5. Пресс по п. 1, отличающийся тем, что ножи выполнены трехлопастными.
6. Пресс по п. 1, отличающийся тем, что сечение лопасти представляет симметричную фигуру, предпочтительно параллелограмм.
7. Пресс по п. 1 и п. 6, отличающийся тем, что угол наклона лопасти к плоскости формующего диска составляет от 15 до 20°.
8. Пресс по п. 1, отличающийся тем, что приводной вал выполнен шестигранным.
| Шнековый пресс | 1987 |
|
SU1574457A1 |
| Устройство для измельчения пластичного материала | 1990 |
|
SU1778007A1 |
| Нож лопастной | 2002 |
|
RU2220771C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПЕРЕМЕШИВАНИЯ ПЛАСТИЧНЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО ГЛИНЫ | 2004 |
|
RU2297324C2 |
| ИЗМЕЛЬЧИТЕЛЬ ПИЩЕВЫХ ПРОДУКТОВ | 1997 |
|
RU2121399C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435664C1 |
| DE 19838023 A1, 10.02.2000. | |||

