[01] Область техники
[02] Группа изобретений относится к конвейерному узлу для распределения изделий внутри потока и использующей этот узел автоматизированной системе распознавания изделий (товаров). Изобретения могут применяться в кассах самообслуживания покупателей, а также на автоматизированных складах при сортировке товаров.
[03] Уровень техники
[04] На кассах самообслуживания не редко применяется автоматизированная система сканирования (распознавания) товаров без непосредственного участия покупателя. В таких системах покупатель только выкладывает товары на кассовую ленту, и они сами перемещаются в зону сканирования, где автоматически распознаются модулем идентификации с использованием одного или нескольких принципов, включая измерение веса товара, сканирование графического кода или радиочастотной метки, распознавания формы или текстуры и т.д.
[05] Основной проблемой таких систем является частые ошибки распознавания, связанные с попаданием в зону сканирования одновременно нескольких изделий. Особенно часто эта проблема возникает при распознавании нескольких товаров с разной формой, весом или размерами. Чтобы уменьшить такие ошибки покупатель или работник магазина вынужден выкладывать товары на кассовую ленту последовательно друг за другом с некоторыми интервалами, что создает неудобства и замедляет работу кассы.
[06] Таким образом, существует потребность в дополнительном использовании в составе автоматизированных систем распознавания оборудования для распределения изделий в движущемся потоке, которое позволяет разделять находящиеся в тесном контакте изделия и выстраивать их с заранее заданными интервалами для подачи в зону распознавания.
[07] В публикации заявки США US 2009114508, 07.05.2009 описан узел распределения изделий, который содержит входной конвейер, выходной конвейер с датчиком положения и расположенные между ними один или несколько выравнивающих конвейеров, которые управляются блоком управления. В известной конструкции все конвейеры расположены последовательно друг за другом, что позволяет путем регулирования скорости конвейеров лишь достигать необходимого расстояния между заранее последовательно выложенными изделиями. Таким образом, известная система не может применяться для разделения хаотично выложенных на входной конвейер предметов и последующего их распознавания.
[08] Наиболее близким аналогом заявленной группы изобретений является узел распределения изделий, раскрытый в патенте Китая CN 207090420, 13.03.2018. Указанный узел также предназначен для упорядоченной подачи изделий с определенными интервалами и включает основной горизонтальный конвейер и три вертикальных конвейера, установленных на указанном горизонтальном конвейере. Плоскости вертикальных конвейеров ориентированы под углом по отношению к оси перемещения горизонтального конвейера. В известной конструкции изделия, перемещаясь по горизонтальному конвейеру, встречают расположенные по бокам вертикальные конвейеры, которые смещают изделия от боковых частей горизонтального конвейера ближе к его центру, выстраивая таким образом их в одну линию. Тем не менее известный аналог не решает проблему распределения большого количества изделий разной формы и размеров, расположенных в хаотичном порядке, поскольку в нем отсутствует возможность независимого управления скоростью вращения каждого конвейера.
[09] Раскрытие сущности изобретения
[010] Основной технической проблемой, на решение которой направлена рассматриваемая группа изобретений, является невозможность автоматизированного распознавания изделий разного веса, формы и размеров, поступающих в систему в хаотичном порядке.
[011] Техническим результатом группы изобретения является повышение точности и производительности автоматизированного распознавания изделий с разной формой, весом и размерами и упрощение использования автоматизированной системы за счет отсутствия необходимости последовательной выкладки изделий.
[012] Указанный технический результат достигается в узле распределения автоматизированной системы распознавания изделий за счет того, что узел содержит: по меньшей мере один горизонтальный конвейер для перемещения изделий в узел распознавания; по меньшей мере два вертикальных конвейера, размещенных над по меньшей мере одним горизонтальным конвейером и ориентированных под углом к оси перемещения горизонтального конвейера; и по меньшей мере один датчик для определения положения изделий на конвейерах. Причем горизонтальный и вертикальные конвейеры выполнены с возможностью независимого регулирования скорости вращения на основе показаний по меньшей мере одного датчика.
[013] Кроме того, указанный технический результат достигается в частных вариантах реализации узла распределения за счет того, что:
[014] - узел включает несколько горизонтальных конвейеров часть из которых выполнена с возможностью перемещения изделий в направлении узла распознавания, а другая часть - поперек указанного направления;
[015] - каждый вертикальный конвейер прилегает к одной из боковых сторон горизонтального конвейера;
[016] - вертикальные конвейеры ориентированы под углом 1-90° к оси перемещения горизонтального конвейера;
[017] - горизонтальный и вертикальные конвейеры представляют собой ленточные конвейеры;
[018] - вертикальные конвейеры имеют выступающие ребра для контакта с изделиями,
[019] - узел содержит последовательно размещенные: первый горизонтальный конвейер, выполненный с возможностью перемещения изделий в направлении узла распознавания, и первый вертикальный конвейер, расположенный над первым горизонтальным конвейером; второй горизонтальный конвейер, выполненный с возможностью перемещения изделий поперек указанного направления узла распознавания, и второй вертикальный конвейер, расположенный над вторым горизонтальным конвейером; третий горизонтальный конвейер, выполненный с возможностью перемещения изделий в направлении узла распознавания, и третий вертикальный конвейер, расположенный над третьим горизонтальным конвейером; и четвертый горизонтальный конвейер, выполненный с возможностью реверсивного перемещения изделий в направлении узла распознавания и обратно; причем узел также включает первый, второй, третий и четвертый датчики для определения положения изделий, размещенные в зоне концевых частей вертикальных конвейеров;
[020] - четвертый горизонтальный конвейер совмещен с лотком приема неидентифицированных изделий и снабжен распределительной перегородкой для перемещения неидентифицированных изделий в указанный лоток;
[021] - первый вертикальный конвейер ориентирован под углом 55-85° по отношению к оси перемещения первого горизонтального конвейера, второй вертикальный конвейер ориентирован под углом 55-85° по отношению к оси перемещения второго горизонтального конвейера, а и третий вертикальный конвейер ориентирован под углом 55-85° по отношению к оси перемещения третьего горизонтального конвейера.
[022] Указанный технический результат достигается в автоматизированной системе распознавания изделий за счет того, что она содержит узел распределения изделий описанной выше конструкции, узел распознавания изделий, снабженный модулем идентификации изделий, а также блок управления, связанный с горизонтальным и вертикальными конвейерами и по меньшей мере одним датчиком для определения положения изделий и модулем идентификации.
[023] Кроме того, согласно частным вариантам реализации системы распознавания изделий:
[024] - модуль идентификации изделий узла распознавания содержит по меньшей мере одно средство распознавания, выбранное из группы, включающей датчик веса, сканер графического кода, сканер радиочастотной метки, инфракрасный датчик, видеокамеру и фотокамеру;
[025] - модуль идентификации изделий имеет горизонтальный конвейер модуля идентификации, выполненный с возможностью реверсивного перемещения изделий в модуле идентификации;
[026] - дополнительно содержит распределительный горизонтальный конвейер, расположенный за горизонтальным конвейером модуля идентификации, выполненный с возможность реверсивного перемещения изделий и снабженный распределительной перегородкой для распределения изделий между приемными лотками;
[027] - в зоне начала и конца горизонтального конвейера модуля идентификации размещены датчики для определения положения изделий;
[028] В рассматриваемой группе изобретений взаимное расположение горизонтальных и вертикальных конвейеров в сочетании с раздельным регулированием скорости их вращения по показаниям датчиков в зависимости от положения товара, позволяет добиться высокой степени разделения и выравнивания изделий любой формы, массы и размеров перед попаданием в модуль идентификации узла распознавания. В результате повышается точность идентификации изделий при сохранении высокой производительности работы. При этом от пользователя (покупателя) не требуется соблюдения правил последовательной выкладки товаров (изделий) на конвейер.
[029] Применительно к кассам самообслуживания вышеперечисленные преимущества позволяют:
[030] а) повысить удобство использования кассовой стойки ввиду отсутствия необходимости в последовательной выкладке каждого товара покупателем
[031] б) увеличить производительность кассовой стойки за счет регулирования скорости конвейеров, поскольку при расстоянии больше необходимого для идентификации товара, скорость соответствующих конвейеров увеличивается.
[032] в) снизить вероятность некорректной идентификации товара по причине несоблюдения последовательной выкладки покупателем каждого товара на загрузочный конвейер.
[033] Краткое описание чертежей
[034] Изобретение поясняется фигурами, где:
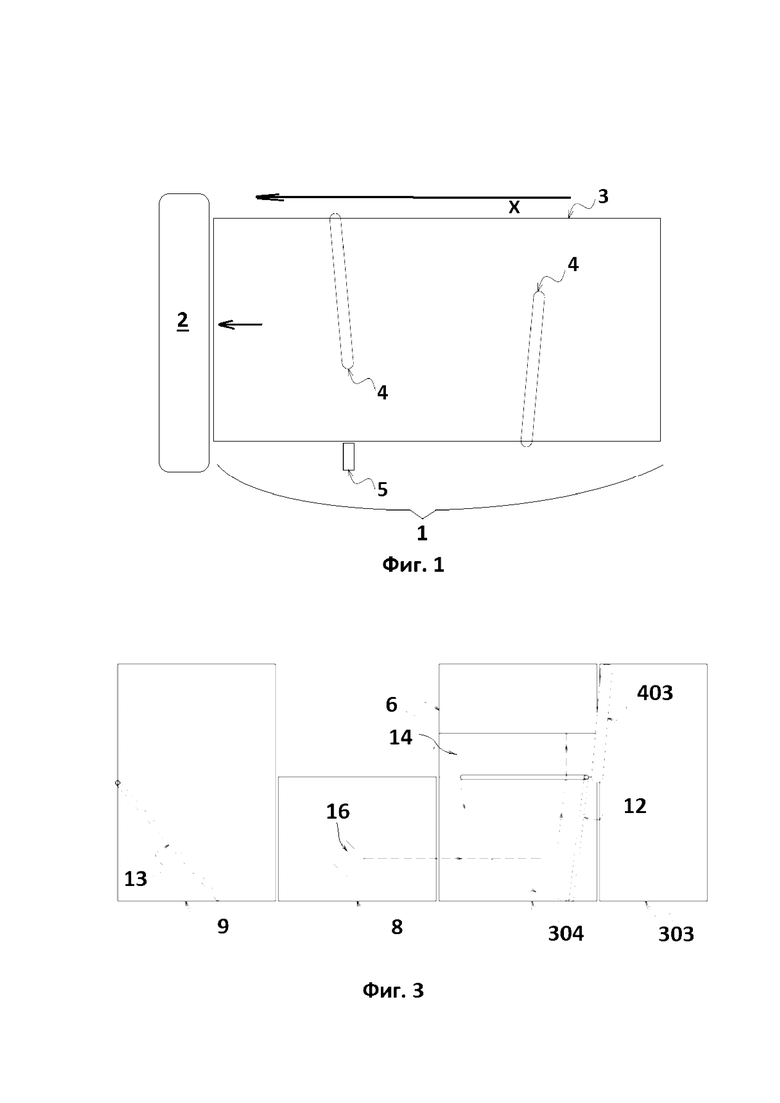
[035] На фигуре 1 показана схема системы распределения изделий в базовом варианте реализации;
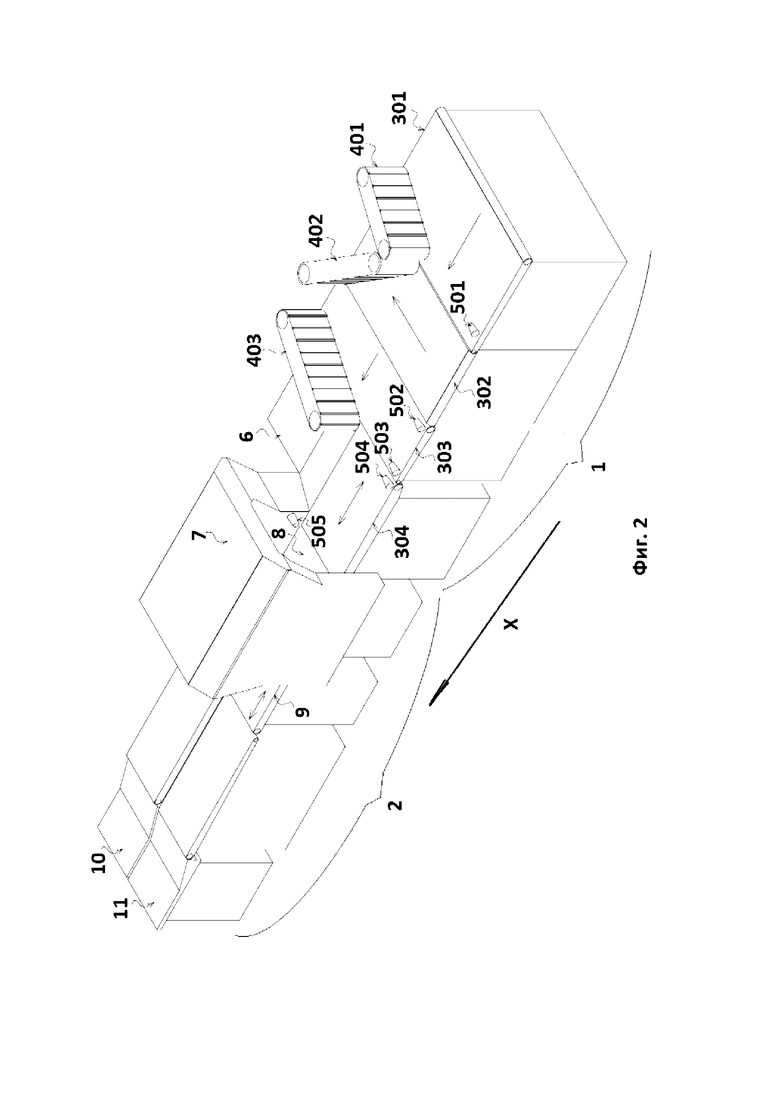
[036] На фигуре 2 показана конструкция системы распределения изделий в предпочтительном варианте реализации,
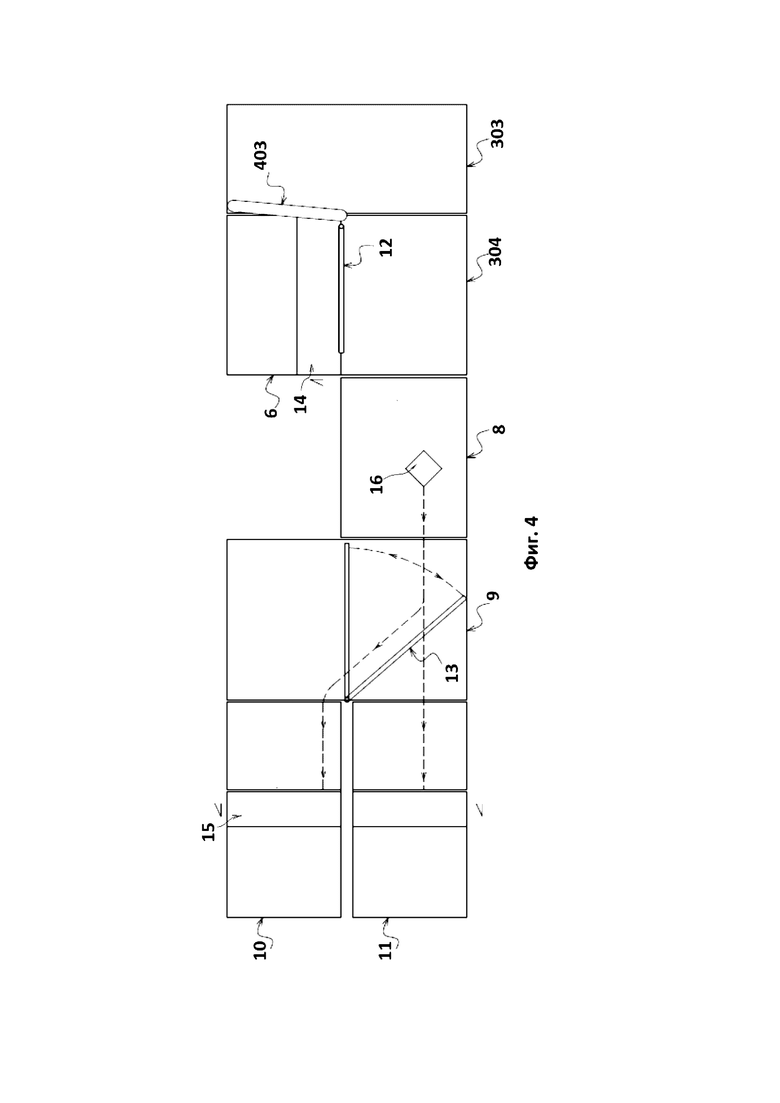
[037] На фигуре 3 показана схема возврата неидентифицированных изделий в приемный лоток
[038] На фигуре 4 показана схема распределения изделий по выходным приемным лоткам
[039] Элементы на фигурах обозначены следующими позициями:
1 - узел распределения,
2 - узел распознавания,
3 - горизонтальный конвейер,
301 - первый горизонтальный конвейер;
302 - второй горизонтальный конвейер;
303 - третий горизонтальный конвейер;
304 - четвертый горизонтальный конвейер;
4 - вертикальный конвейер;
401 - первый вертикальный конвейер;
402 - второй вертикальный конвейер;
403 - третий вертикальный конвейер;
5 - датчик положения изделий;
501 - первый датчик положения изделий;
502 - второй датчик положения изделий;
503 - третий датчик положения изделий;
504 - четвертый датчик положения изделий;
505 - пятый датчик положения изделий;
506 - шестой датчик положения изделий;
6 - приемный лоток для неидентифицированных изделий;
7 - модуль идентификации изделий;
8 - пятый горизонтальный конвейер (конвейер модуля идентификации)
9 - шестой горизонтальный конвейер (распределительный конвейер),
10, 11 - выходные приемные лотки.
12 - распределительная перегородка четвертого горизонтального конвейера,
13 - распределительная перегородка шестого горизонтального конвейера,
14 - наклонная часть приемного лотка для неидентифицированных изделий,
15 - наклонная часть выходных приемных лотков,
16 - изделие.
[040] Осуществление изобретения
[041] В рамках настоящей заявки под термином «изделие» понимается любой предмет или товар, который может быть перемещен с помощью конвейера. По термином «распределение» понимается процесс разделения изделий в движущемся потоке с целью их выстраивания с определенным интервалом.
[042] Заявленная автоматизированная система распознавания изделий включает узел распределения изделий (1) и узел распознавания изделий (2).
[043] В базовом варианте реализации (см. фиг. 1) узел распределения (1) содержит по меньшей мере один горизонтальный конвейер (3) для перемещения изделий в узел распознавания (2), по меньшей мере два вертикальных конвейера (4), размещенные над горизонтальным конвейером (3) для корректировки положения изделий на горизонтальном конвейере (3), а также по меньшей мере один датчик (4) для определения положения изделий на конвейерах (3, 4).
[044] В случае использования нескольких горизонтальных конвейеров (301, 302, 303, 304, 305), одна часть (301, 303, 304, 305) из них может перемещать изделия в направлении (X) узла распознавания (2), а другая часть (302) - поперек указанного направления (X). При этом один или несколько горизонтальных конвейеров (304) могут быть выполнены с возможностью реверсивного движения.
[045] Вертикальные конвейеры (4) предназначены для изменения траектории движения изделий по горизонтальному конвейеру (конвейерам) (3), для чего они ориентированы под углом к оси его перемещения. Угол может составлять от 1 до 90° в зависимости от конфигурации, расположения конвейеров и настроек их работы. При этом вертикальные конвейеры (4) прилегают к одной из боковой сторон горизонтального конвейера (3). В различных вариантах реализации конструкции разные вертикальные конвейеры (4) могут прилегать как к одной стороне горизонтальных конвейеров (3) (см. фиг. 2), так и к разным его сторонам (см. фиг. 1).
[046] Указанные конвейеры (3, 4), предпочтительно, представляют собой ленточные конвейеры, но могут также иметь и иную конфигурацию. Ленты всех вертикальных конвейеров (2), предпочтительно, имеют неровную поверхность, например в виде ребер, с целью улучшения сцепления с движущимися изделиями (товарами).
[047] При этом все горизонтальные (3) и вертикальные конвейеры (4) выполнены с возможностью раздельного (независимого друг от друга) регулирования скорости вращения с учетом показаний по меньшей мере одного датчика (5) положения. Регулировка, в частности, может осуществляться в диапазоне скоростей 0-3 м/с. Управления работой конвейеров, датчиков и узла распознавания (3) осуществляется посредством блока управления (на фигурах не показан). Конфигурация таких блоков широко известна специалистам, поэтому она не описана в материалах настоящей заявки.
[048] Датчик положения (5) изделий может иметь любую конфигурацию и использовать любой известный принцип определения положения изделий (фото, видео, инфракрасный, электромагнитный и т.д.).
[049] Узел распознавания (2) содержит модуль идентификации изделий (7) и может дополнительно включать один или несколько горизонтальных конвейеров (8, 9) для перемещения изделий по узлу распознавания и их сортировки.
[050] Модуль идентификации изделий (7) может иметь любую известную специалистам конфигурацию и содержать одно или нескольких средств распознавания, включая датчики веса, сканеры графического кода, сканеры радиочастотной метки, инфракрасные датчики, магнитные датчики, видеокамеры, фотокамеры и т.п. В частном варианте реализации модуль идентификации (7) может быть выполнен в виде сканирующего тоннеля, снабженного конвейером (8) для перемещения в нем предварительно распределенных изделий.
[051] Далее описан предпочтительный вариант реализации системы распознавания изделий согласно заявленной группе изобретений (см. фиг. 2). Такая система включает: узел распределения (1), имеющий пять горизонтальных ленточных конвейеров (301, 302, 303, 304, 305), три вертикальных ленточных конвейера (401, 402, 403), четыре датчика положения изделий (501, 502, 503, 504) и приемный лоток (6) для неидентифицированного товара; и узел распознавания (2), имеющий модуль идентификации (7), два горизонтальных конвейера (8, 9), два датчика положения изделий (505, 506) и два выходных лотка (10, 11) для приема распознанных изделий.
[052] Первый горизонтальный конвейер (301) предназначен для выкладки на него изделий (16) (товаров) в хаотичном порядке. Указанный конвейер (301) выполнен с возможностью перемещения изделий в направлении (X) к узлу распознавания (2). Над первым (загрузочным) горизонтальном конвейере (301) размещен первый вертикальный ленточный конвейер (401), расположенный в углу конвейера (401) и ориентированный, предпочтительно, под углом 55-85°, наиболее предпочтительно 80°, относительно направления движения первого горизонтального конвейера (301).
[053] Второй горизонтальный конвейер (302) расположен за первым (301) и имеет возможность перемещения изделий перпендикулярно направлению (X). Над вторым горизонтальным конвейером размещается второй вертикальный конвейер (402), прилегающий к первому вертикальному конвейеру (401). Конвейер (402) ориентирован, предпочтительно под углом 55-85°, наиболее предпочтительно 80°, относительно направления движения второго горизонтального конвейера (302);
[054] Третий горизонтальный конвейер (303) расположен за вторым (302) и имеет возможность перемещения изделий в направлении (X). Над третьим горизонтальным конвейером (303) в его угловой части размещен третий вертикальный разделительный конвейер (403), ориентированный, предпочтительно, под углом 55-85°, наиболее предпочтительно 80°, относительно направления движения третьего горизонтального конвейера (303).
[055] Четвертый горизонтальный конвейер (304) располагается последовательно за третьим (303) конвейером с тем же направлением движения (X) конвейерной ленты в сторону узла распознавания (2). При этом четвертый горизонтальный конвейер (304) выполнен с возможностью обратного движения ленты для возврата изделий в приемный лоток (6) в случае выявления несоответствия идентифицируемого изделия базе данных по любому критерию. Приемный лоток (6) совмещен с четвертым горизонтальным конвейером (304) с помощью наклонного участка (14) и возврат в него изделия осуществляется при использовании вертикальной распределительной перегородки (12) (см. фиг. 3), выполненной с возможностью шарнирного поворота относительно одного конца и закрывающей проход между четвертым (304) и третьим (303) горизонтальными конвейерами. В указанную перегородку (12) упирается товар и скатывается в приемный лоток (6).
[056] Пятый горизонтальный конвейер (конвейер модуля идентификации) (8), располагается за четвертым горизонтальным конвейером (301) и проходит внутри модуля идентификации (7). Указанный конвейер (8) имеет возможность реверсивного движения вдоль направления (X) и также может являться динамическими весами.
[057] Шестой горизонтальный конвейер (распределительный горизонтальный конвейер) (9) расположен за пятым (8) и имеет возможность реверсивного перемещения вдоль направления (X). Указанный конвейер (9) снабжен вертикальной распределительной перегородкой) (13) (см. фиг. 4), вращающейся вокруг своей оси относительно одного из концов в заданном диапазоне, что обеспечивает возможность распределения идентифицированных изделий по двум приемным выходным лоткам (10, 11), снабженных наклонным участком (15).
[058] Напротив концевых частей каждого вертикального конвейера (401, 402. 403) установлены первый (501), второй (502), третий (503) и четвертый (504) датчики, которые определяют наличие изделия в зоне работы датчиков. Между четвертым (304) и пятым (8) горизонтальными конвейерами (304) установлен пятый (505) датчик, который определяет наличие изделий и позволяет вычислять расстояние между изделиями для управления скоростью движения конвейеров. Между пятым (8) и шестым (9) горизонтальными конвейерами установлен шестой датчик (306), предназначенный для корректной работы шестого горизонтального конвейера (9) в качестве динамических весов. В случае одновременного нахождения изделия (16) на пятом и шестом горизонтальных конвейерах, контроль товара по весу, находящегося на пятом конвейере, не производится, пока не освободится зона между пятым и шестым конвейерами.
[059] Заявленная система распознавания в базовом варианте реализации (см. фиг. 1) работает следующим образом.
[060] Пользователь выкладывает изделия (товары) на горизонтальный конвейер (3) в хаотичном порядке. Посредством горизонтального конвейера изделия перемещаются в направлении (X) узла распознавания (2) и встречается с ближним вертикальным конвейером (4), расположенным поперек горизонтального (3), который перемещает изделия с левой боковой части горизонтального конвейера к его центру, выстраивая эту часть изделий в линию. Далее изделия встречают дальний вертикальный конвейер (4), который перемещает изделия с правой боковой части горизонтального конвейера (3) ближе к его центру, выстраивая другую часть изделий в одну линию. При этом блок управления посредством датчика (5) контролирует количество выходящих от дальнего вертикального конвейера изделий (товаров) и, при необходимости, меняет скорость вращения конвейеров (3, 4), замедляя или ускоряя их, чтобы изделия поступали в узел распознавания (2) равномерно с некоторым шагом. В узле распознавания (2) осуществляется идентификация каждого изделия по одному или нескольким признакам (вес, форма, текстура, графический код, RFID метка и т.п.) для дальнейшей их продажи покупателю или сортировки и последующего хранения.
[061] В результате испытаний было установлено, что точность распознавания изделий в базовом варианте реализации системы с одним горизонтальным и двумя вертикальными конвейерами при хаотичной выкладке изделий разного размера, веса и формы составляет около 67%. Несмотря на то, что указанная точность не является достаточно большой, она значительно выше, чем в случае ближайшего аналога, где распределение осуществляется без учета данных о расположении изделий. При этом в указанном базовом варианте увеличивается производительность обработки изделий.
[062] Заявленная система распознавания в предпочтительном варианте реализации (см. фиг. 2) на примере кассы самообслуживания работает следующим образом.
[063] Покупатель выкладывает товары (изделия) на первый (загрузочный) горизонтальный конвейер хаотично (не последовательно).
[064] Товары, размещенные в правой (по ходу движения) части конвейера (301), встречаются с первым вертикальным конвейером (401) и перемещаются с определенной скоростью от боковой части конвейера (401) ближе к его центру с учетом показаний первого датчика (501). Остальные товары перемещаются конвейером (301) в направлении (X).
[065] Далее, попадая на второй горизонтальный конвейер (302), товары находящиеся в левой части (по ходу движения) смещаются конвейером (302) перпендикулярно направлению (X) ближе к центру, а имеющиеся в правой части - посредством второго вертикального конвейера (402) двигаются по диагонали в правую часть с определенной скоростью с учетом показаний первого (501) и второго датчика (502).
[066] После этого товары переходят на третий горизонтальный конвейер (303), где снова двигаются в направлении (X) и встречаются с третьим вертикальным конвейером (403), который выстраивает товары в линию с учетом показаний третьего и четвертого датчиков (503, 504).
[067] Затем выстроенные в ряд изделия по четвертому конвейеру по одному с определенным шагом с учетом показаний пятого датчика (505) подаются на пятый вертикальный конвейер (8) (динамические весы) модуля идентификации (7), где происходит идентификация товара любым из способов с помощью цифровой вычислительной техники, сканеров и по внешнему виду и/или штрих-коду, и/или радиочастотным меткам. Если изделие по каким-либо причинам не идентифицируется, перегородка (12) перемещается в положение под углом 55-85° по отношению к направлению движения конвейера (304), включается реверсивное (противоположное направлению «X») движение конвейеров (9), (8), (304) и изделие (16) перемещается к перегородке (12), упирается в нее и сбрасывается в приемный лоток (6).
[068] При успешной идентификации в модуле (9) изделие (16) продолжает свое движение к конвейеру (9), над которым располагается распределительная перегородка (13). Начальное положение перегородки (13) - под углом 55-85° к направлению движения конвейера (9). Одна часть изделий (16) по мере движения по конвейеру (9) упирается в перегородку (13) и смещается вправо по ходу движения по направлению к выходному приемному лотку (10). Другая часть изделий (16), например для следующего покупателя, направляется в выходной приемный лоток (11), при этом перегородка (13) переходит в положение вдоль направления движения конвейера (9). Затем покупатель может забрать просканированные товары и произвести оплату покупок.
[069] В результате испытаний было установлено, что точность распознавания изделия в предпочтительном варианте реализации системы составляет более 99% за счет высокой степени разделения изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Этикетка, а также способ и система для автоматизированного распознавания изделия с ее использованием | 2021 |
|
RU2777951C1 |
| РАСЧЕТНО-КАССОВЫЙ УЗЕЛ САМООБСЛУЖИВАНИЯ | 2013 |
|
RU2531575C1 |
| УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ ИНФОРМАЦИИ О ЗАКАЗЕ | 2018 |
|
RU2727084C1 |
| РАЗДАТОЧНОЕ УСТРОЙСТВО, СПОСОБ И СИСТЕМА ВЫДАЧИ ТОВАРА | 2007 |
|
RU2446475C2 |
| СПОСОБ ОСУЩЕСТВЛЕНИЯ РАСЧЕТОВ ПО СДЕЛКАМ МЕЖДУ ЮРИДИЧЕСКИМИ ЛИЦАМИ С ПОМОЩЬЮ ТЕХНОЛОГИИ РАСПРЕДЕЛЕННОГО РЕЕСТРА | 2020 |
|
RU2768561C2 |
| Способ сбора размеченного набора данных | 2020 |
|
RU2737600C1 |
| СИСТЕМА И СПОСОБ ИДЕНТИФИКАЦИИ ЖЕЛЕЗНОДОРОЖНЫХ НОМЕРНЫХ ДЕТАЛЕЙ ПО ИЗОБРАЖЕНИЮ ИХ ПОВЕРХНОСТЕЙ С КЛЕЙМАМИ И ЗНАКАМИ МАРКИРОВКИ | 2019 |
|
RU2702965C1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОЙ ПРОИЗВОДСТВЕННОЙ ЛИНИИ, НЕСУЩАЯ ТЕЛЕЖКА ДЛЯ ДЕТАЛЕЙ ДЛЯ ПОДАЮЩЕГО УСТРОЙСТВА И СПОСОБ ЭКСПЛУАТАЦИИ ПОДАЮЩЕГО УСТРОЙСТВА | 2018 |
|
RU2760716C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УЧЕТА ВЛИЯНИЯ ВНЕШНИХ ФАКТОРОВ ПРИ ОПЕРАТИВНОМ ПЛАНИРОВАНИИ ПРОДАЖ ПРОМЫШЛЕННОГО ПРОИЗВОДИТЕЛЯ ИЗДЕЛИЙ | 2018 |
|
RU2702966C1 |
| РУДОСЕПАРАЦИОННЫЙ МОДУЛЬ | 2010 |
|
RU2422210C1 |
Группа изобретений относится к конвейерному узлу для распределения изделий (16) и использующей этот узел автоматизированной системе распознавания изделий и товаров. Изобретения могут применяться в кассах самообслуживания покупателей, а также на автоматизированных складах при сортировке товаров. Узел распределения содержит: по меньшей мере один горизонтальный конвейер (3) для перемещения изделий в узел распознавания (2), по меньшей мере два вертикальных конвейера (4), размещенных над по меньшей мере одним горизонтальным конвейером (3) и ориентированных под углом к оси перемещения горизонтального конвейера (3), и по меньшей мере один датчик (5) для определения положения изделий на конвейерах (3, 4). При этом горизонтальный (3) и вертикальные конвейеры (4) выполнены с возможностью независимого регулирования скорости вращения на основе показаний по меньшей мере одного датчика (5). Технический результат - повышение точности и производительности автоматизированного распознавания изделий с разной формой, весом и размерами и упрощение использования автоматизированной системы за счет отсутствия необходимости последовательной выкладки изделий. 2 н. и 12 з.п. ф-лы, 4 ил.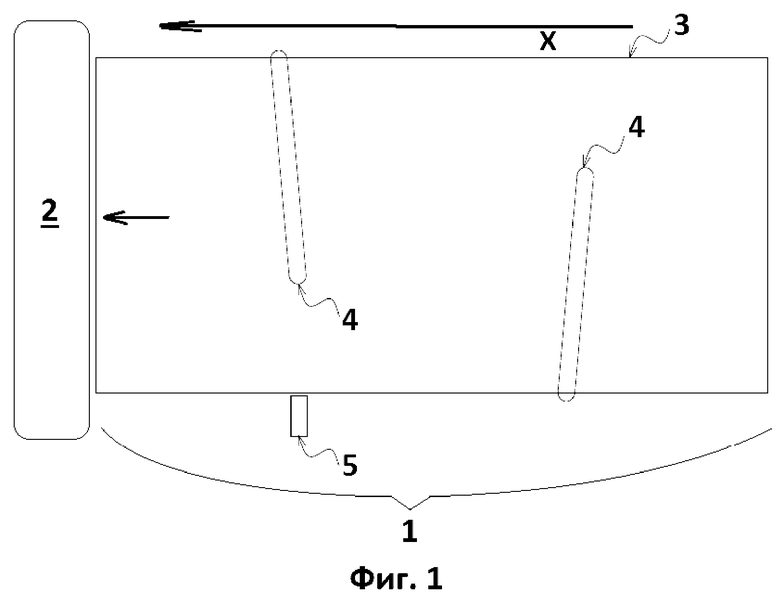
1. Узел распределения (1) для автоматизированной системы распознавания изделий, содержащий
- по меньшей мере один горизонтальный конвейер (3) для перемещения изделий в узел распознавания (2), и
- по меньшей мере два вертикальных конвейера (4), размещенных над по меньшей мере одним горизонтальным конвейером (3) и ориентированных под углом к оси перемещения горизонтального конвейера (3),
отличающийся тем, что дополнительно включает по меньшей мере один датчик (5) для определения положения изделий на конвейерах (3, 4), причем горизонтальный (3) и вертикальные конвейеры (4) выполнены с возможностью независимого регулирования скорости вращения на основе показаний по меньшей мере одного датчика (5).
2. Узел по п. 1, отличающийся тем, что включает несколько горизонтальных конвейеров (3), часть из которых выполнена с возможностью перемещения изделий в направлении (X) узла распознавания (2), а другая часть - поперек указанного направления (X).
3. Узел по п. 1, отличающийся тем, что каждый вертикальный конвейер (4) прилегает к одной из боковых сторон горизонтального конвейера (3).
4. Узел по п. 1, отличающийся тем, что вертикальные конвейеры (4) ориентированы под углом 1-90° к оси перемещения горизонтального конвейера (3).
5. Узел по п. 1, отличающийся тем, что горизонтальный (3) и вертикальные (4) конвейеры представляют собой ленточные конвейеры.
6. Узел по п. 1, отличающийся тем, что вертикальные (4) конвейеры имеют выступающие ребра для контакта с изделиями.
7. Узел по п. 1, отличающийся тем, что содержит последовательно размещенные:
- первый горизонтальный конвейер (301), выполненный с возможностью перемещения изделий в направлении (X) узла распознавания (2), и первый вертикальный конвейер (401), расположенный над первым горизонтальным конвейером (301),
- второй горизонтальный конвейер (302), выполненный с возможностью перемещения изделий поперек указанного направления (X) узла распознавания (2), и второй вертикальный конвейер (402), расположенный над вторым горизонтальным конвейером (302),
- третий горизонтальный конвейер (303), выполненный с возможностью перемещения изделий в направлении (X) узла распознавания (2), и третий вертикальный конвейер (403), расположенный над третьим горизонтальным конвейером (303), и
- четвертый горизонтальный конвейер (304), выполненный с возможностью реверсивного перемещения изделий в направлении (X) узла распознавания (2) и обратно,
причем узел также включает первый (501), второй (502), третий (503) и четвертый (504) датчики для определения положения изделий, размещенные в зоне концевых частей вертикальных конвейеров (401, 402, 403, 404).
8. Узел по п. 7, отличающийся тем, что четвертый горизонтальный конвейер (304) совмещен с приемным лотком (6) для неидентифицированных изделий и снабжен распределительной перегородкой (12) для перемещения неидентифицированных изделий в указанный лоток (6).
9. Узел по п. 7, отличающийся тем, что первый вертикальный конвейер (401) ориентирован под углом 55-85° по отношению к оси перемещения первого горизонтального конвейера (301), второй вертикальный конвейер (402) ориентирован под углом 55-85° по отношению к оси перемещения второго горизонтального конвейера (302) и третий вертикальный конвейер (403) ориентирован под углом 55-85° по отношению к оси перемещения третьего горизонтального конвейера (303).
10. Автоматизированная система распознавания изделий, включающая узел распределения изделий (1) по любому из пп. 1-8, узел распознавания изделий (2), снабженный модулем (7) идентификации изделий, а также блок управления, связанный с горизонтальным (3) и вертикальными (4) конвейерами, и по меньшей мере одним датчиком (5) для определения положения изделий и модулем идентификации (7).
11. Система по п. 10, характеризующаяся тем, что модуль (7) идентификации изделий узла распознавания (2) содержит по меньшей мере одно средство распознавания, выбранное из группы, включающей датчик веса, сканер графического кода, сканер радиочастотной метки, инфракрасный датчик, видеокамеру и фотокамеру.
12. Система по п. 10, характеризующаяся тем, что модуль (7) идентификации изделий имеет горизонтальный конвейер (8) модуля идентификации, выполненный с возможностью реверсивного перемещения изделий в модуле идентификации (7).
13. Система по п. 12, характеризующаяся тем, что дополнительно содержит распределительный горизонтальный конвейер (9), расположенный за горизонтальным конвейером (8) модуля идентификации, выполненный с возможностью реверсивного перемещения изделий и снабженный распределительной перегородкой (13) для распределения изделий по выходным приемным лоткам (10, 11).
14. Система по п. 12, характеризующаяся тем, что в зоне начала и конца горизонтального конвейера (8) модуля идентификации размещены датчики (505, 506) для определения положения изделий.
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 4711357 A1, 08.12.1987 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |

