Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей.
Известен способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных кондиционных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, транспортирование влажных окатышей к обжиговой машине, укладку окатышей на колосниковую решетку обжиговой машины и термообработку, включающую просос горновых газов через слой и удаление отработанных горновых газов в атмосферу через дымоход и дымовую трубу (см. Вегман Е.Ф. Окускование руд и концентратов, М.: Металлургия, 1984, с. 234-240; 246-256). Недостатком способа является высокий расход топлива и тепловой энергии на термообработку окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей воздухом, нагретым до 300°С, подаваемым через дутьевой короб, снабженный сопловой поверхностью, выполненной в виде щелевых секций, расположенных вдоль транспортерной ленты и заглубленных в слой окатышей, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, причем каждую секцию выполняют в виде сеточного каркаса, на котором натянут термостойкий эластичный материал с отверстиями, расположенными с двух сторон каждой секции (RU №2543026 МПК С22В 1/14, опубл. 27.02.2015).
Недостатком известного технического решения является низкая эффективность сушки и неравномерность струйной тепловой обработки влажных окатышей по высоте слоя. Это обусловлено тем, что щелевые секции имеют малоэффективную плоскую поверхность, большую толщину и габариты. Термостойкий эластичный материал подвержен смятию и короблению, имеет низкий коэффициент теплопроводности, снижающий передачу тепла теплопроводностью на поверхности секций. Кроме этого при сушке окатышей формируется малоэффективное вертикальное движение отработанного воздуха по слою, включая пристеночное движение, при котором значительная часть теплоты переносится на верхние горизонты слоя. В результате этого у окатышей поверхностных горизонтов слоя наблюдается более высокое влагоудаление, а окатыши глубинных слоев сушатся с меньшей интенсивностью. Поэтому влагоудаление по всему слою уменьшается.
Техническая проблема, решаемая предлагаемым изобретением, заключается в интенсификаци процесса сушки окатышей, что способствует снижению расхода топлива на термообработку окатышей и повышению производительности обжиговой машины.
Техническая проблема решается тем, что в известном способе термообработки окатышей, включающем окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей воздухом, нагретым до 300°С, подаваемым через дутьевой короб, снабженный сопловой поверхностью, выполненной в виде вертикальных секций, расположенных вдоль транспортерной ленты и заглубленных в слой окатышей, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, согласно изобретению, секции выполнены в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями, при этом секции снабжены горизонтальными перегородками в количестве от 2 до 8 штук, образующими с соседними секциями лабиринтовые каналы.
Техническая сущность изобретения заключается в следующем. Секции дутьевого короба выполнены в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями. При этом секции снабжены горизонтальными перегородками в количестве 2-8 штук, образующими с соседними секциями лабиринтовые каналы. Эллипсовидные металлические трубные поверхности позволяют существенно, более чем вдвое, уменьшить ширину вертикальных секций, обладают более высокой площадью соприкосновения с окатышами и позволяют на ней выполнить максимальное количество сопловых отверстий. Секции состоят из пристыкованных друг к другу металлических труб, которые формируют волнообразную поверхность, позволяющую окатышам в процессе сушки перемещаться относительно друг друга. Это усиливает газопроницаемость слоя и интенсифицирует процесс сушки. На обеих сторонах каждой секции установлены перегородки, образующие с соседними секциями лабиринтовые каналы, побуждающие нагретый воздух, истекающий из сопловых отверстий, двигаться по сложной комбинированной траектории. Нагретый воздух первоначально распространяется в слое окатышей горизонтально, после чего меняет направление течения на вертикальное, затем вновь движется горизонтально до выхода из слоя. Лабиринтовые каналы позволяют более чем вдвое удлинить путь воздуха, на котором нагретый воздух более эффективно отдает тепловую энергию окатышам и более эффективно высушивает их. Лабиринтовые каналы полностью исключают негативное пристеночное движение воздуха. Нагретые металлические перегородки, образующие лабиринтовые каналы, активно участвуют в процессе сушки окатышей, усиливая теплоотдачу к окатышам. Конструкция вертикальных секций и перегородок обладает большей устойчивостью и надежностью в работе.
Для организации лабиринтовой траектории движения нагретого воздуха и организации частичной сушки окатышей количество металлических перегородок, образующих с соседними секциями лабиринтовые каналы, должно составлять от 2 до 8. Если количество перегородок будет менее 2, то лабиринтовой траектории движения не произойдет и техническая проблема не будет решена. Если количество перегородок, образующих лабиринтовые каналы, будет более 8, то аэродинамическое сопротивление слоя окатышей на пути движения нагретого воздуха будет столь велико, что скорость воздуха уменьшится, и эффективность сушки упадет, что также противоречит задаче изобретения.
Частичное влагоудаление из окатышей на транспортерной ленте по предлагаемому техническому решению позволяет в ходе окончательной термообработки на обжиговой машине снизить расход топлива на завершение окончательной сушки, сократить длительность сушки и тем самым увеличить производительность теплового агрегата.
Теплотехническая схема сушки окатышей, включающая продувку слоя окатышей нагретыми струями воздуха, истекающего из сопловых отверстий секций, выполненных в виде вертикально установленных металлических труб эллипсовидного сечения и снабженных горизонтальными перегородками в количестве 2-8, образующими лабиринтовые каналы с соседними секциями, предложена впервые.
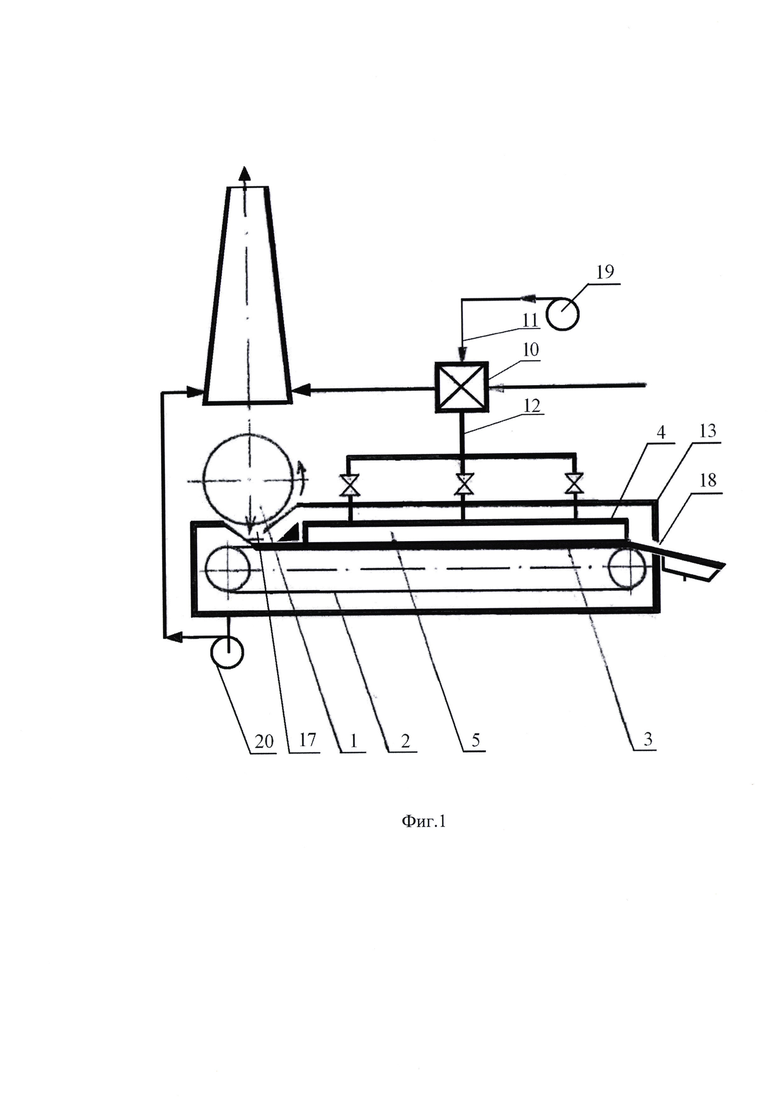
Способ термообработки окатышей реализуется с помощью устройства, показанного на фигуре 1. Схема расположения металлических перегородок, образующих с соседними секциями лабиринтовые каналы и траектория движения нагретого воздуха показаны на фигуре 2 (поперечный разрез слоя окатышей). Схема двух соседних секций, выполненных в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями, приведена на фигуре 3 (продольный разрез двух секций с перегородками в глубине слоя).
Устройство содержит окомкователь 1, на котором происходит окомкование шихты с получением кондиционных влажных окатышей. Для транспортирования окатышей предназначена транспортерная лента 2. На транспортерной ленте формируется слой окатышей 3. Для частичной сушки окатышей воздухом, нагретым до 300°С, над слоем влажных окатышей установлен дутьевой короб 4, на котором выполнены секции 5, заглубленные в слой окатышей и расположенные вдоль транспортерной ленты 2. Каждая секция выполнена в виде вертикально установленных металлических труб 6 эллипсовидного сечения, на боковой поверхности которых выполнены сопловые отверстия 7. К боковой поверхности секций прикреплены металлические перегородки 8, расположенные горизонтально с двух сторон каждой секции и образующие с соседними секциями лабиринтовые каналы. Сопловые отверстия формируют струи воздуха 9. Устройство содержит теплообменник 10 рекуперативного типа, воздуховод холодного воздуха Ни воздуховод горячего воздуха 12, теплоизолирующий горн 13, который состоит из металлического кожуха 14 и наружной теплоизоляции 15. Стены горна со сводом опираются на фундамент и формируют рабочее пространство 16 горна. На своде горна 13 выполнен загрузочный узел 17, необходимый для загрузки сырых окатышей на транспортерную ленту. Для выдачи окатышей с транспортерной ленты на роликовый укладчик в торцевой стенке горна выполнено разгрузочное окно 18, снабженное герметичной заслонкой, как вариант - аэродинамическим уплотнителем (воздушной завесой). Для нагнетания воздуха в секции последовательно через рекуперативный теплообменник и дутьевой короб предназначен вентилятор 19. Для отсасывания отработанного горячего воздуха служит второй вентилятор 20. Окончательную термообработку окатышей осуществляют на обжиговой машине, которая на фигурах не показана.
Нагрев холодного воздуха в рекуперативном теплообменнике осуществляют теплоутилизацией отработанных горновых газов обжиговой машины.
Способ термообработки окатышей осуществляется следующим образом. Влажная шихта комкуется на окомкователе 1 с получением кондиционных влажных окатышей. Транспортерная лента 2 расположена в рабочем пространстве 16 теплоизолирующего горна 13, который состоит из металлического кожуха 14 и наружной теплоизоляции 15. Через загрузочный узел 17 горна 13 влажные окатыши укладываются на транспортерную ленту 2 слоем 3, поверхность которого выравнивается. Частичную сушку окатышей осуществляют воздухом, нагретым до 300°С. Для нагрева холодный воздух подается вентилятором 19 через воздуховод холодного воздуха И в теплообменник 10, в котором он нагревается и в нагретом состоянии через воздуховод горячего воздуха 12 поступает в дутьевой короб 4, а затем в секции 5, заглубленные в слой окатышей и расположенные вдоль транспортерной ленты. Затем воздух поступает в каждую из вертикально установленных металлических труб 6 эллипсовидного сечения, на боковой поверхности которых выполнены сопловые отверстия 7. Нагретый воздух истекает в слой окатышей через сопловые отверстия 7 и формирует струи воздуха 9. Затем нагретый воздух движется по горизонтально-вертикальной траектории по лабиринтовым каналам, образованным металлическими перегородками 8, расположенными горизонтально с двух сторон каждой секции. После горизонтального движения горячий воздух поворачивает вверх и формирует вертикальный поток воздуха до встречи с перегородкой, расположенной на соседней секции, После этого нагретый воздух вновь поворачивает, приобретая горизонтальное движение. Указанный цикл движения воздуха повторяется до тех пор, пока воздух не выйдет из слоя. Траектория движения нагретого воздуха показана на фигуре 2. Фильтрации слоя окатышей способствует подъемная (Архимедова) сила. Лабиринтовое горизонтально-вертикальное движение нагретого воздуха обеспечивает частичную сушку окатышей равномерно по всей высоте слоя. Отработанный воздух поступает в рабочее пространство 16 горна 13 и удаляется в атмосферу с помощью второго вентилятора 20. Выдачу частично высушенных окатышей с транспортерной ленты на укладчик окатышей осуществляют через разгрузочное окно 18, выполненное в торце горна и снабженное герметичной заслонкой. Окончательную термообработку окатышей осуществляют на обжиговой конвейерной машине, при работе которой образуются горновые газы, нагревающие методом теплоутилизации воздух, поступающий в дутьевой короб и в вертикальные секции, для частичной сушки окатышей на транспортерной ленте.
Пример. Отработку способа термообработки окатышей вели на слое влажных окатышей размером 600 (ширина) × 180 (длина) × 200 (высота) мм по технологической схеме, представленной на фигуре 2. Влажность окатышей перед термообработкой составляла 8,25%. В качестве сопловой поверхности дутьевого короба шириной 600 мм использовали секции, выполненные в виде вертикально установленных металлических труб диаметром 25 мм, которым придали эллипсовидное сечение путем механического смятия. Продольный размер труб составил 30 мм, поперечный размер труб составлял 20 мм. На поверхности труб выполнены сопловые отверстия диаметром 2 мм. На поверхности секций установлены перегородки 8, расположенные горизонтально с двух сторон каждой секции. Перегородки формировали с соседними секциями лабиринтовые каналы. Каждая секция имела ширину 20 мм и высоту 200 мм. Они были заглублены в слой окатышей на глубину 197 мм с зазором 3 мм к транспортерной ленте. Воздух нагревали в трубчатом теплообменнике с помощью электропечи. Температура воздуха, подаваемого через дутьевой короб, составляла 300°С. Длительность продувки слоя окатышей составляла 60 с. После сушки окатышей струями горячего воздуха слой разбирали и у окатышей определяли остаточную влажность по высоте слоя. По средней влажности окатышей рассчитывали длительность общей сушки, расход топлива и производительность обжиговой машины. Результаты экспериментов представлены в таблице.
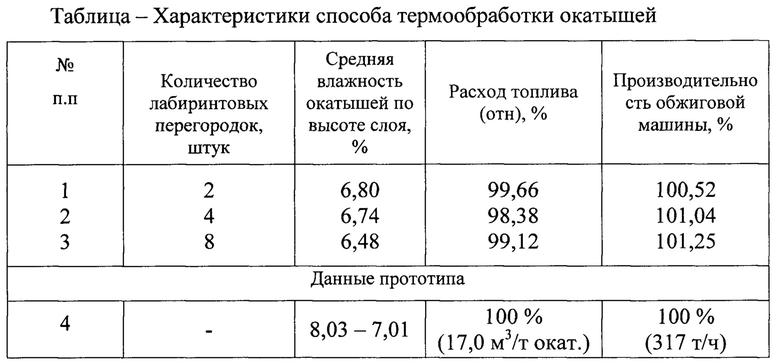
Как видно, в способе термообработки окатышей, основанном на продувке слоя окатышей струями нагретого воздуха, подаваемого через секции, выполненные в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями, и снабженными горизонтальными перегородками в количестве 2-8 штук, образующими с соседними секциями лабиринтовые каналы, достигнуто снижение средней влажности окатышей по высоте слоя на 0,21 - 0,53, % (абс), снижение расхода топлива в пределах 0,34 - 0,88% и повышение производительности обжиговой машины в интервале 0,52 - 1,25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2013 |
|
RU2543026C1 |
| Способ термообработки окатышей | 2015 |
|
RU2630405C2 |
| Способ термообработки окатышей | 2024 |
|
RU2827014C1 |
| Способ термообработки окатышей | 2023 |
|
RU2803711C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2013 |
|
RU2515775C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2004 |
|
RU2274665C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2006 |
|
RU2318884C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2010 |
|
RU2430168C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2008 |
|
RU2390570C1 |
| СПОСОБ СУШКИ ОКАТЫШЕЙ | 2003 |
|
RU2241048C1 |

Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. Осуществляют окомкование шихты на окомкователе с получением влажных окатышей. Окатыши выдают из окомкователя и укладывают слоем на транспортерную ленту, расположенную в теплоизолированном горне. В рабочем пространстве горна осуществляют частичную сушку влажных окатышей воздухом, нагретым до 300°С, подаваемым через дутьевой короб, снабженный сопловой поверхностью в виде вертикальных секций. Укладывают окатыши слоем на колосниковую решетку обжиговой машины. Проводят окончательную обработку, включающую просос горновых газов через слой. Удаляют отработанные газы через дымоход, содержащий рекуперативный теплообменник. Секции выполняют в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями. Секции снабжены горизонтальными перегородками от 2 до 8 штук, образующими с соседними секциями лабиринтовые каналы. Обеспечивается снижение расхода топлива на термообработку окатышей и повышение производительности обжиговой машины. 3 ил., 1 табл., 1 пр.
Способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей воздухом, нагретым до 300°С, подаваемым через дутьевой короб, снабженный сопловой поверхностью, выполненной в виде вертикальных секций, расположенных вдоль транспортерной ленты и заглубленных в слой окатышей, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, отличающийся тем, что секции выполнены в виде вертикально установленных металлических труб эллипсовидного сечения с расположенными на их боковой поверхности сопловыми отверстиями, при этом секции снабжены горизонтальными перегородками от 2 до 8 штук, образующими с соседними секциями лабиринтовые каналы.
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2013 |
|
RU2543026C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2006 |
|
RU2318884C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ | 2013 |
|
RU2515775C1 |
| СПОСОБ ПРОИЗВОДСТВА ОКАТЫШЕЙ | 2007 |
|
RU2353676C1 |
| Устройство для определения вязкости | 1984 |
|
SU1168824A1 |

