Изобретение относится к разделу металлургии, к способам повышения жаростойкости и жаропрочности сплавов на никелевой основе и может быть использовано для изготовления литых монокристаллических лопаток из никелевых сплавов для газовых турбин.
Известен способ повышения жаростойкости никелевых сплавов за счет диффузионного насыщения поверхности атомами алюминия - процесс алитирования [1]. Недостатком способа является снижение жаропрочности никелевого сплава в процессе термодиффузионного нанесения алюминия при повышенных температурах.
Известен способ повышения жаропрочности никелевых сплавов за счет старения под напряжением при постоянной или постепенно возрастающей нагрузке - процесс программного упрочнения (прототип) [2]. Недостатком способа является снижение жаростойкости никелевых сплавов.
Техническим результатом настоящего изобретения является создание способа химико-термической обработки литых монокристаллических лопаток из никелевых сплавов, обеспечивающего высокие показатели механических свойств и коррозионной стойкости.
Технический результат достигается за счет того, что способ химико-термической обработки литых монокристаллических лопаток из никелевых сплавов включает гомогенизацию и закалку, диффузионное алитирование проводится под воздействием деформации сжатия вдоль оси лопатки с напряжениями σ=(0,3-0,7)σT при температуре алитирования, соответствующей температуре старения сплава, со скоростью нагружения менее 10-3 %/с-1.
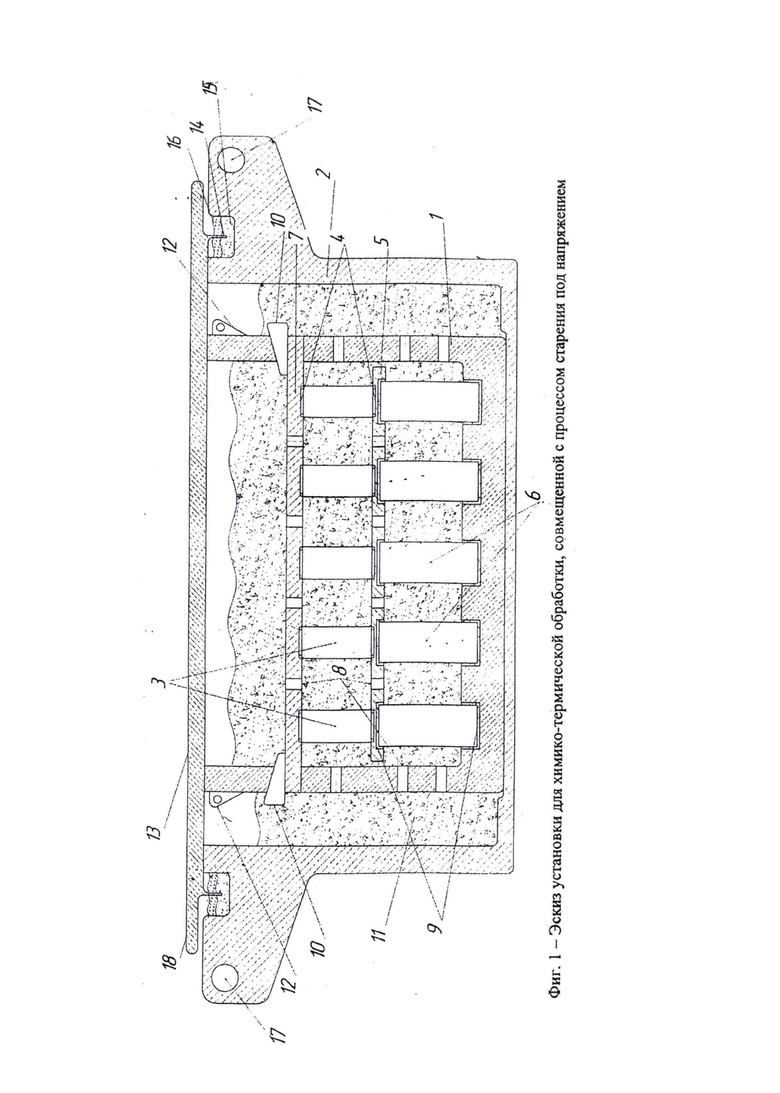
Процесс алитирования, совмещенный с процессом старения проводится в специальном контейнере, схема установки которого представлена на фиг. 1.
Контейнер засыпается шихтой из никель-алюминия (50% Ni+50% Al) и йодистого аммония (NH4I), а для устранения спекания вводят порошок окиси алюминия Al2O3.
В процессе алитирования йодистый аммоний в контейнере разлагается по реакции (1).

Затем происходит реакция между йодистым водородом и алюминием по реакции (2), с образованием летучего йодистого алюминия.

Далее йодистый алюминий AlI3 реагирует с никелем подложки с образованием атомарного алюминия (3).

Атомарный алюминий затем диффундирует в поверхностный слой лопатки и происходит насыщение алюминия поверхностного слоя.
Одновременно с химико-термическим процессом алитирования материал лопатки подвергается старению под сжимающим напряжением.
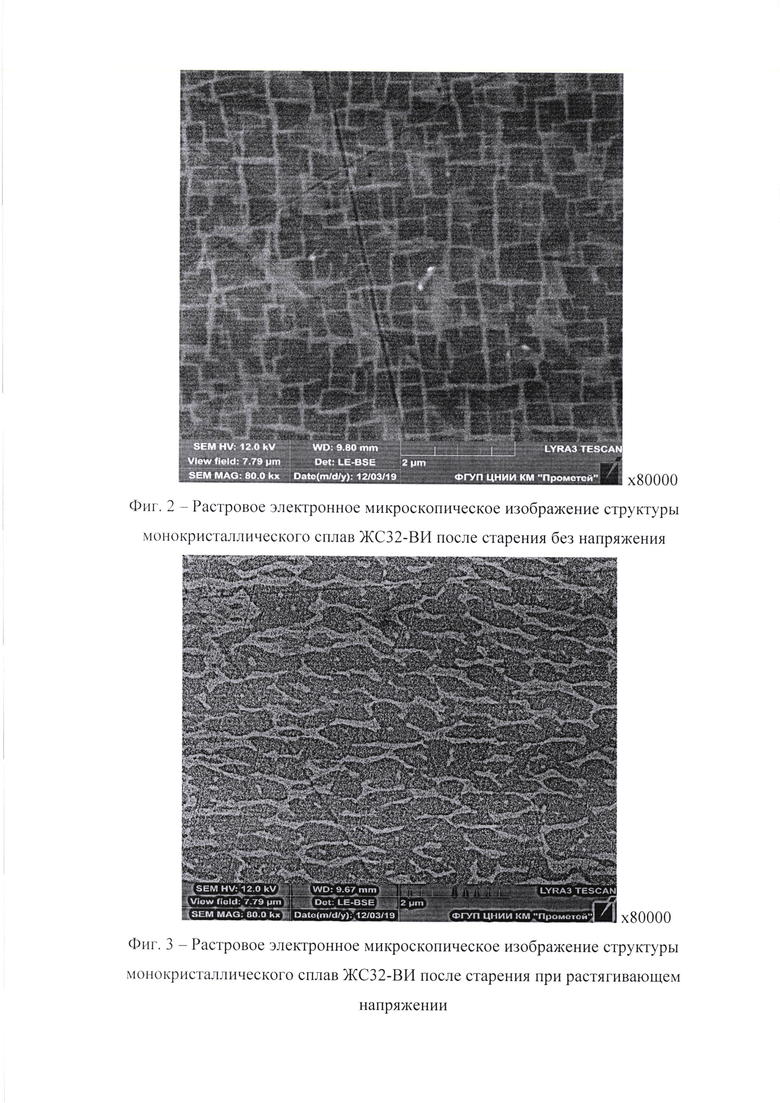
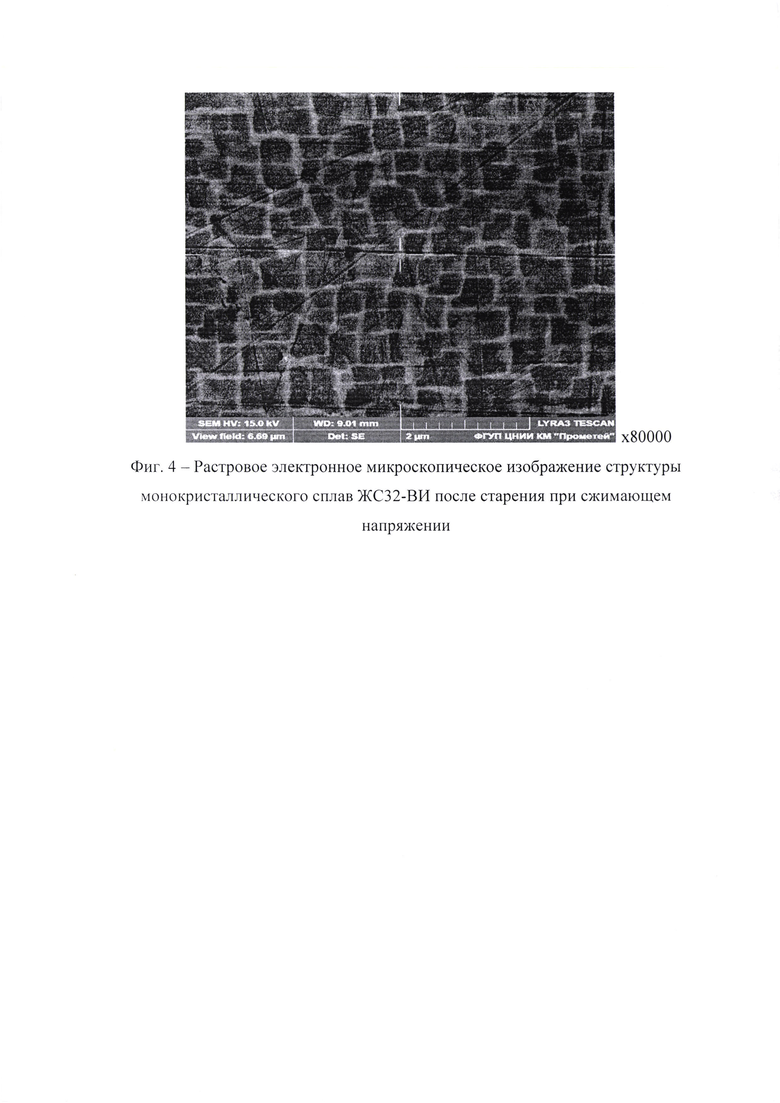
На фиг. 2, 3, 4 представлены тонкие структуры монокристаллического никелевого сплава ЖС32-ВИ после старения в свободном состоянии (фиг. 2), после старения при растягивающем напряжении (фиг. 3) и после старения при сжимающем напряжении (фиг. 4).
В ходе исследования было установлено, что для повышения механических свойств никелевого сплава необходимо в материале лопатки создавать сжимающие напряжения в диапазоне от 0,3 до 0,7 σT при скорости деформирования не превышающей 10-3 %/с, обеспечивая в процессе старения структурирование возникающих интерметаллидных фаз, направление которых совпадает с направлением главной оси лопатки.
При этом если напряжения деформирования ниже 0,3σT, эффект упрочнения практически не наблюдается. Если же напряжения деформирования превышают 0,7σT, имеет место значительная ползучесть материала и происходит искажение профиля лопатки.
На фиг. 1 представлен эскиз установки для обработки лопаток из жаропрочных никелевых сплавов, представляющий собой систему из внутреннего (1) и внешнего контейнеров (2). Диффузионное алитирование в контейнере совмещается с термическим старением под сжимающим напряжением, осуществляемое за счет разности коэффициентов линейного расширения направляющих (3), изготовленных из стали аустенитного класса марки 08Х18Н10Т, имеющей высокий коэффициент линейного расширения, и корпуса контейнера из стали марки 07Х15Н4МТ, имеющей более низкий коэффициент линейного расширения. Направляющие устанавливаются в пазы (4) нижней плиты (5), непосредственно контактирующей с лопатками (6), и верхней плиты (7). Обе плиты изготавливаются из материала с близким к жаропрочным никелевым сплавам и корпусу контейнера коэффициентам линейного расширения. В верхней и нижней плите, а также боковых стенках внутреннего контейнера предусмотрены отверстия (8) для интенсификации процесса алитирования.
Обрабатываемые лопатки (6) устанавливаются в пазы для замков и пера лопаток (9), расположенные в подине внутреннего контейнера и нижней плите, предварительно засыпаемые шихтой. Верхняя плита (5) фиксируется клиньями (10). Свободное пространство внутреннего контейнера заполняется шихтой (11). После вышеизложенных операций контейнер (1) поднимается за проушины (12) и устанавливается во внешний контейнер (2), свободное пространство которого также заполняется шихтой (11). На внешний и внутренний контейнер устанавливается крышка (13), которая своими ножами (14) внедряется в углубления внешнего контейнер с песком (15) и засыпается жидким стеклом (16). После проведенных операций установка готова к химико-термической обработке и загрузке в печь при помощи проушин (17). Для вскрытия контейнера после химико-термической обработки, на крышке предусматриваются технологические выступы (18).
Пример конкретного выполнения способа:
Монокристаллические лопатки из жаропрочного никелевого сплава СЛЖС5-ВИ, подвергаются предварительной гомогенизации и закалке.
Затем лопатки помещаются во внутренний контейнер и засыпаются алитирующей смесью, устанавливается нижняя плита, в нижнюю часть которой в пазы вставляют перья лопаток, а в верхнюю часть -направляющие, изготовленные из стали аустенитного класса. Затем устанавливают верхнюю плиту, в нижнюю часть которой вставляют направляющие, а верхняя часть плиты прижимается клиньями к внутреннему контейнеру. Далее контейнер помещается в наружный контейнер, рабочее пространство которого также засыпается алитирующей смесью. Затем на наружный контейнер надевается крышка, которая своими ножами углубляется в гранулы жидкого стекла и песок песчаного затвора. Далее контейнер помещают термическую печь и проводят химико-термическую обработку, совмещенную со старением под сжимающим напряжением, при температуре 900°С в течение 25 часов, при этом 9 часов идет на прогрев контейнера, а оставшееся время - на процесс алитирования и старения. Для алитирования применяется шихтовая смесь следующего состава:
- 90% никель-алюминия (50% Ni+50% Al);
- 10% йодистого аммония;
- 1% окиси алюминия.
Проведенные исследования показали, что за 25 часов алитирования толщина алитированного слоя составляет около 70 мкм.
При этом процесс алитирования сопровождался с процессом старения при сжимающем напряжении.
Результаты совмещенного процесса алитирования и старения под напряжением представлены в таблице 1.
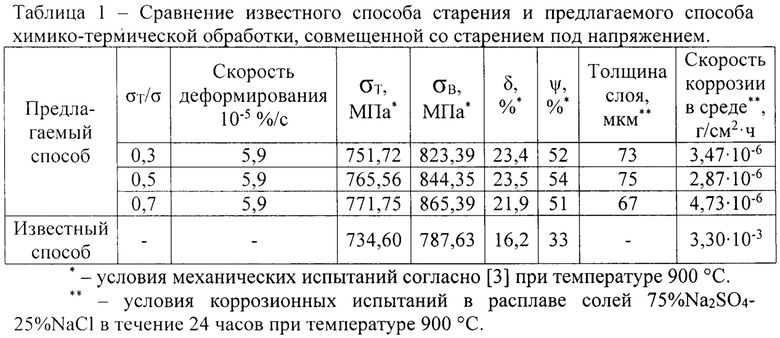
Как видно из таблицы 1, при проведении процесса алитирования, совмещенного со старением под сжимающим напряжением, достигается повышение механических свойств и коррозионной стойкости в расплаве солей монокристаллического никелевого сплава.
Результатом проведенной химико-термической обработки, совмещенной со старением под сжимающем напряжении, является повышение прочностных и пластических характеристик и коррозионной стойкости материалов лопаток из монокристаллического никелевого сплава.
Ожидаемый технико-экономический эффект выразится в увеличении межремонтных периодов, вызванным повышением механических свойств и коррозионной стойкости лопаток газовых турбин.
Литература:
1. Конструкционные стали и сплавы: учеб. пособие / Г.А. Воробьева, Е.Е. Складнова, В.К. Ерофеев, А.А. Устинова; под ред. Г.А. Воробьевой. - СПб.: Политехника, 2013. - 440 с.
2. Пастухова Ж.П., Рахштадт А.Г., Каплун Ю.А. Динамическое старение сплавов. - Москва: Металлургия, 1985. - 223 с.
3. ГОСТ 9651. Металлы. Методы испытаний на растяжение при повышенных температурах. - 6 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2007 |
|
RU2347847C1 |
| ЛОПАТКА ГАЗОТУРБИННОЙ УСТАНОВКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2581339C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ЛИТЬЯ МОНОКРИСТАЛЛИЧЕСКИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354733C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2009 |
|
RU2413785C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2014 |
|
RU2549784C1 |
| Жаропрочный сплав на основе никеля, изделие, выполненное из него, и способ термической обработки изделия | 2024 |
|
RU2832270C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2462535C1 |
| НИКЕЛЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU1776076C |
| СПОСОБ ДИФФУЗИОННОЙ ПАЙКИ РОТОРА ГТД КОНСТРУКЦИИ "БЛИСК" ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2414350C1 |
| Порошковая смесь для низкотемпературного алитирования стальных деталей | 1977 |
|
SU707990A1 |
Изобретение относится к способу химико-термической обработки литой монокристаллической лопатки из никелевого сплава для газовых турбин. Способ включает термическую обработку и диффузионное алитирование, при этом в качестве термической обработки проводят гомогенизацию и закалку лопатки, после чего лопатку помещают в контейнер, засыпают ее шихтовой смесью, содержащей алюминий и никель, а последующее диффузионное алитирование лопатки проводят при температуре алитирования, соответствующей температуре старения сплава, под воздействием деформации сжатия вдоль оси лопатки со сжимающим напряжением σ=(0,3-0,7)⋅σT, где σ - сжимающее напряжение, МПа, σT - предел текучести, МПа, и со скоростью нагружения менее 10-3 %/с-1. Техническим результатом настоящего изобретения является создание способа химико-термической обработки литых монокристаллических лопаток из никелевых сплавов, обеспечивающего высокие показатели механических свойств и коррозионной стойкости. 4 ил., 1 табл., 1 пр.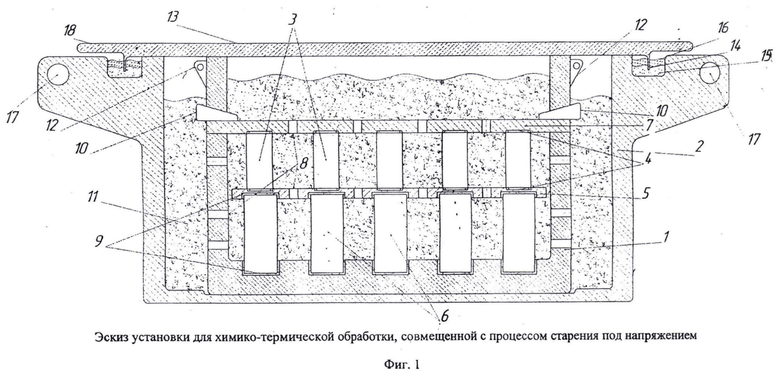
Способ химико-термической обработки литой монокристаллической лопатки из никелевого сплава, включающий термическую обработку и диффузионное алитирование, отличающийся тем, что в качестве термической обработки проводят гомогенизацию и закалку лопатки, после чего лопатку помещают в контейнер, засыпают ее шихтовой смесью, содержащей алюминий и никель, а последующее диффузионное алитирование лопатки проводят при температуре алитирования, соответствующей температуре старения сплава, под воздействием деформации сжатия вдоль оси лопатки со сжимающим напряжением σ=(0,3-0,7)σT, где σ - сжимающее напряжение, МПа; σT - предел текучести, МПа, и со скоростью нагружения менее 10-3 %/с-1.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ЖАРОСТОЙКИХ СПЛАВАХ | 2001 |
|
RU2184797C1 |
| ПАСТУХОВА Ж.П | |||
| и др | |||
| Динамическое старение сплавов | |||
| М.: Металлургия, 1985 | |||
| Способ получения на поверхности детали из никелевого сплава защитного покрытия | 2018 |
|
RU2698163C1 |
| СПОСОБ АЛИТИРОВАНИЯ ПОВЕРХНОСТИ ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБИНЫ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2008 |
|
RU2382830C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОГО АЛИТИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 0 |
|
SU199625A1 |
| СПОСОБ АЛИТИРОВАНИЯ ЖАРОПРОЧНОГО СПЛАВА С ВЫСОКИМ СОДЕРЖАНИЕМ РЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2188250C2 |
| US 6465040 B2, 15.10.2002 | |||
| JP 11172463 A, 29.06.1999. | |||

