Перекрестная ссылка на родственную заявку
Данная заявка испрашивает приоритет в соответствии со статьей 35 USC §119(e) по предварительной заявке на патент США с серийным номером 16/126,936, поданной 10 сентября 2018 года, которая является частично продолжающейся заявкой и испрашивает приоритет заявки на патент США № 15/130 319, поданной 15 апреля 2016 года и озаглавленной "Способ и устройство для регулирования скоростью непрерывного листа материала", в настоящее время патент США № 10/073,443, который испрашивает приоритет в соответствии со статьей 35 USC §119(e) по предварительной заявке на патент США с серийным номером № 62/149,079, поданной 17 апреля 2015 года, которые в полном объеме включены в настоящий документ путем ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к изготовлению торцевых крышек для контейнеров. Более конкретно, настоящее изобретение относится к системе и способу регулирования скорости непрерывного листа металлического материала и, в частности, заготовки для ушек. Система может работать несинхронно с высокоскоростной системой изготовления торцевых крышек с использованием рулонного питателя, в которую встроена система изготовления и маркировки ушек с возможностью ее замены.
Уровень техники
В рамках изготовления контейнеров или в некоторых случаях в ходе операций заполнения или герметизации контейнеров маркировка может быть расположена в ряде местоположений контейнера, включая торцевую крышку. Маркировка может служить разным целям, включая декорирование контейнера, идентификацию содержания, определение местоположения или даты изготовления или использования, идентификацию изготовителя контейнера или компонента контейнера, типа или материалов для контейнера, обозначение товарного знака, рекламы, промоакции или т.п. В некоторых случаях, информация о промоакциях, таких как розыгрыши, конкурсы, или некоторая другая отображаемая информация расположены или отмечены на контейнерах или компонентах контейнера.
Различные устройства и процедуры использовались для маркировки контейнеров и компонентов контейнера, таких как ушки. В настоящее время корпус контейнера представляет собой основную поверхность контейнера, подлежащую маркировке. Однако корпуса контейнеров и маркировка на них часто загораживается во время использования контейнера, например, рукой потребителя во время потребления напитка из контейнера с напитком. Металлические ушки, используемые для открытия контейнеров, обеспечивают уникальную и эффективную поверхность для маркировки с рекламой и другой отображаемой информацией новыми и креативными способами. В отличие от корпуса контейнера, потребители обычно смотрят на ушко, чтобы открыть контейнер. Кроме того, ушко, как правило, не загораживается и не блокируется во время потребления напитка из контейнера с напитком.
Отрывные ушки или "язычки", рассматриваемые в изобретении, формируются отдельно от корпуса контейнера в ходе процесса изготовления торцевой крышки. Для изготовления торцевых крышек для контейнеров требуется ряд технологических операций, которые обобщенно называются процессом преобразования. Типичный процесс преобразования обобщенно продемонстрирован и описан в публикации "How Ball Makes Beverage Ends", доступной на сайте http://www.ball.com/images/ball_com/product_options_files/How_Ball_Makes_Beverage_Ends.pdf (последнее посещение 16 марта 2015 года) и в патенте США № 6,533,518, которые включены в данный документ во всей своей полноте путем ссылки. В ходе процесса преобразования разматыватель подает непрерывный лист металлической заготовки для ушек в преобразующий пресс. Этот преобразующий пресс формует ушки из листового металла и соединяет ушки с торцевыми крышками с помощью заклепок. Различные способы маркировки ушек контейнера и других компонентов контейнера с напитком описаны в патентах США № 6,105,806, № 7,972,426, № 7,638,252, № 8,146,768, в заявках на патенты США № 2005/0045637, № 2013/0075401, № 2013/0270269 и в международной публикации PCT № WO 2013/049320, которые включены в данный документ во всей своей полноте путем ссылки.
В некоторых случаях используются процессы чеканки или гравировки для маркировки контейнеров и ушек. Для чеканки или гравировки путем штамповки может потребоваться нежелательно большой запас инструментальных средств для различного типа надписей или символов, образующих маркировочные знаки. Более того, в процессах чеканки или гравировки обычно имеется потребность в основе сборочного конвейера или преобразующего пресса, чтобы демонтировать преобразующий пресс всякий раз, когда необходимо заменить инструментальные средства для технического обслуживания, или ремонта или изменения маркировочного знака, который будет чеканиться или гравироваться. Такие остановы создают значительные проблемы, когда желательно изменить маркировочные знаки с относительно большой частотой, как например, когда маркировка на контейнерах или ушках предназначается для использования в рамках конкурса или розыгрыша, в которых предпочтительно имеется относительно большое количество различных возможных маркировок или отображаемой информации. Кроме того, трудно точно контролировать глубину чеканки или гравировки, и в некоторых случаях слишком глубокая чеканка или гравировка может привести к протечке или повреждению контейнера/торцевой крышки.
Другим процессом, который используется для размещения маркировки на контейнерах и ушках, является один или несколько процессов печати. Контактное копирование или печать иногда используется для декорирования или размещения маркировки на контейнерах, когда желательно разместить относительно большое количество идентичной маркировки на контейнерах. Однако контактное копирование считается непрактичным для многих компонентов, таких как ушки, из-за формы или положения ушка. Кроме того, контактное копирование не является эффективным, когда желательно изменять маркировочные знаки с относительно большой частотой, из-за необходимости останавливать технологическую линию и, по меньшей мере, частично демонтировать устройство контактного копирования с целью изменения конфигурации маркировки, которая будет напечатана на ушках.
В некоторых случаях компоненты контейнеров, в том числе ушки, могут маркироваться с использованием бесконтактного процесса печати, такого как процесс распыления краски. Хотя оборудование для распыления краски можно регулировать, чтобы обеспечить изменения маркировки, было установлено, что процессы распыления краски и оборудование относительно ненадежны, причем требуются частое техническое обслуживание и ремонт. Кроме того, было установлено, что в процессах распыления поток краски подвергается нежелательному перемещению или позиционированию. Например, при распылении краски может образоваться аэрозоль краски, который может препятствовать процессу печати, приводя к нежелательной маркировке контейнеров, или вызывая неисправность оборудования. В некоторых случаях использование процесса распыления краски может привести к потерям до 20% или более потенциального времени изготовления из-за необходимости очистки, технического обслуживания и/или ремонта. Кроме того, было установлено, что затруднительно добиться надежной адгезии краски на контейнерах или компонентах контейнера. Дополнительно, в процессе распыления краски трудно обеспечить высокую скорость без замедления преобразующего пресса и при сохранении высокого качества печати для букв или другой отображаемой информации маркировки без искажений. Наконец, процессы печати путем распыления краски и печати с непосредственным контактом обеспечивают только маркировку поверхности без образования отпечатков или других изменений контейнера или компонентов контейнера. Следовательно, распыление краски и другие процессы печати обычно не подходят для применения в связи с розыгрышами и конкурсами или для обеспечения других ценных средств идентификации или отображаемой информации, так как имеется нежелательно большой потенциал для контрафакции или изменения маркировки при попытке претендовать на приз в розыгрыше и конкурсе.
Некоторые или все указанные выше затруднения в предшествующих системах и способах маркировки контейнеров являются особенно трудными для металлических контейнеров или компонентов контейнера, таких как типичные контейнеры с напитками и ушки из алюминиевого сплава. По сравнению с пластиком или другими материалами контейнера, металлические контейнеры относительно трудно подвергаются маркировке по меньшей мере из-за возможно плохой адгезии краски на поверхности металла по причине повышенной твердости поверхности металлических контейнеров и из-за более высокой температуры плавления или размягчения материала металлических контейнеров. Кроме того, системы маркировки должны быть способны к быстрой работе, чтобы обеспечить для расположенного ниже по ходу технологического оборудования, такого как преобразующий пресс, возможность работы с большой скоростью, приблизительно 750 циклов (или рабочих ходов) в минуту. Следовательно, устройства и процессы, использованные в связи с некоторыми материалами контейнеров, не обязательно применимы для других. Более того, в большинстве случаев, функции или назначение маркировки, расположенной на металлических контейнерах, редко могут подтверждать использование различных способов и аппарата, которые могли бы включать затраты, которые значительно превышают затраты, связанные с существующими способами и аппаратом, или для которых требуется эксплуатация технологической линии с пониженной скоростью.
Одна известная система декорирования ушек описана в патенте США № 6,498,318, который включен в данный документ во всей своей полноте путем ссылки. В системе, описанной в патенте США № 6,498,318, указанные выше проблемы решены с использованием лазерного излучения для маркировки листа металлической заготовки для ушек, используемой для формования ушек. Эта система маркирует заготовку для ушек до того, как преобразующий пресс формует заготовку в ушки и соединяет ушки с торцевыми крышками. Однако система напрямую объединена с преобразующим прессом и не может работать несинхронно с преобразующим прессом. Так как система не может функционировать независимо от скорости подачи преобразующего пресса, подходящее время работы лазерного принтера является ограниченным и не может увеличиваться без уменьшения скорости преобразующего пресса.
Другой способ декорирования ушек включает в себя покрытие ушек или заготовки для ушек лаком, который содержит краситель, или лаком, имеющим фотонно активный материал. Затем лазер удаляет заданные участки лака (или изменяет внешний вид лака) с формированием изображения. Эти способы маркировки ушек, как правило, не считаются подходящими, так как лаки, добавленные к ушку, неприемлемо повышают затраты на производство ушек, которые значительно превышают затраты в современных процессах.
В некоторых других способах описано применение более мощных лазеров для получения желательной маркировки на ушках. Например, в одном способе описано использование лазера мощностью 200 Ватт или 600 Ватт. Однако энергия, требуемая для питания таких мощных лазеров, делает экономически нецелесообразным их использование в процессе изготовления торцевых крышек, где ежедневно производятся несколько сотен тысяч или миллионы ушек. Например, на одном известном производственном предприятии ежедневно производят до 5 миллионов торцевых крышек с ушками.
Следовательно, существует неудовлетворенная потребность в системах и способах маркировки контейнеров и ушек, которые могут быть интегрированы (с возможностью разборки) с технологической линией изготовления торцевых крышек контейнера, и которые могут работать несинхронно с технологической линией торцевых крышек контейнера без снижения эффективности или увеличения затрат по сравнению с современными процессами изготовления торцевых крышек контейнера.
Сущность изобретения
В настоящем изобретении предложены системы и способы для формования и/или маркировки непрерывных листов материала (включая заготовку для ушек, которая в дальнейшем формуется в ушки) рентабельным, быстрым и надежным образом. Маркированная заготовка для ушек в дальнейшем формуется в отрывные ушки, которые могут соединяться с торцевыми крышками контейнера с помощью преобразующего пресса.
В одном аспекте настоящего изобретения предусмотрены система и способ, которые позволяют увеличить время, доступное для выполнения операции на непрерывном листе материала без снижения скорости циклов другого оборудования в процессе изготовления с использованием рулонного питателя. Система включает в себя блок сервоподачи, который может перемещать непрерывный лист материала в зону, где операция выполняется с более высокой скоростью, чем в другом оборудовании в процессе изготовления с использованием рулонного питателя. Таким образом, предоставляется больше времени для выполнения операции без замедления другого оборудования в процессе изготовления. В одном варианте осуществления операция содержит формирование маркировки на непрерывном листе материала. При необходимости для формирования маркировочного знака на непрерывном листе материала может быть использован лазер. Следовательно, за счет увеличения времени, предоставляемого лазеру для формирования маркировочного знака, можно сформировать более сложное графическое изображение, буквы, цифры и т.п. В качестве альтернативы, за счет увеличения времени, предоставляемого лазеру, можно сформировать маркировочный знак при меньшей заданной мощности, тем самым снижая эксплуатационные расходы. В другом варианте осуществления операция содержит один или несколько этапов резания, перфорирования, придания формы и/или формования на заданном участке непрерывного листа материала. В одном варианте осуществления непрерывный лист материала представляет собой алюминиевую заготовку для ушек.
В одном варианте осуществления система может включать в себя датчик для определения положения знака или отображаемой информации на непрерывном листе материала. В одном варианте датчиком является камера. Если маркировочный знак не находится в заданном местоположении на непрерывном листе материала, система может регулировать длину непрерывного листа материала, подаваемого в зону, где выполняется операция, чтобы гарантировать правильное позиционирование. Более конкретно, если маркировочный знак находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа материала, блок сервоподачи может подавать непрерывный лист материала с уменьшенной длиной в рабочую зону. В качестве альтернативы, если маркировочный знак находится слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа материала, блок сервоподачи может подавать непрерывный лист материала с увеличенной длиной в рабочую зону. Таким образом, в скорректированной позиции формируются последующие маркировочные знаки.
В другом аспекте в изобретении предусмотрено выполнение операции любого типа на непрерывном листе материала, где необходимо регулировать скорость непрерывного листа материала во время выполнения операции. В одном варианте осуществления, операция может включать в себя, но без ограничения: резание, перфорирование, придание формы или формование материала или маркировку материала отображаемой информацией. Например, операция может включать отрезание заготовки от непрерывного листа. В дальнейшем из заготовки может формоваться торцевая крышка или металлическая крышка для корпуса контейнера. В качестве альтернативы, операция может включать формирование зарубки или отверстия в непрерывном листе материала. В качестве альтернативы, операция может содержать маркировку материала отображаемой информацией. Материал может содержать, но без ограничения, металл, пластик или бумагу.
В другом аспекте настоящего изобретения предусмотрена система маркировки, которую можно быстро и эффективно встроить с возможностью удаления в технологический процесс подачи рулонов. В одном варианте осуществления технологический процесс с использованием рулонного питателя представляет собой процесс изготовления торцевых крышек для контейнера.
В другом аспекте настоящего изобретения предусмотрены усовершенствованные, экономичные и надежные системы и способы нанесения отображаемой информации или маркировочных знаков в заданных местоположениях непрерывного листа материала заготовки с высокой скоростью без замедления расположенного ниже по ходу технологического оборудования. В одном варианте осуществления исходный материал представляет собой алюминиевую заготовку для ушек. При необходимости расположенное ниже по ходу технологическое оборудование может включать в себя преобразующий пресс для изготовления торцевых крышек контейнера. В другом варианте осуществления материал заготовки представляет собой алюминиевую заготовку для торцевых крышек, и расположенное ниже по ходу технологическое оборудование может включать в себя вытяжной пресс и преобразующий пресс. В одном варианте осуществления системы и способы включают в себя камеру, выполненную с возможностью получения изображения маркировочного знака на непрерывном листе материала заготовки. Если маркировочный знак не находится в заданном местоположении, увеличенное или уменьшенное количество непрерывного листа материала заготовки может быть перемещено в систему. Таким образом, позиция расположенного ниже по ходу маркировочного знака на непрерывном листе материала заготовки регулируется таким образом, чтобы он находился в заданном местоположении.
В еще одном аспекте настоящего изобретения предусмотрено устройство и способ маркировки материала, которые могут работать несинхронно с расположенным выше и/или ниже по ходу технологическим оборудованием. При необходимости устройство включает в себя устройство для накопления и подачи материала до его маркировки. Кроме того, устройство включает в себя устройство для накопления и подачи материала после его маркировки. Система выполнена с возможностью контроля и определения количества материала в устройствах для накопления и подачи/выгрузки и регулировки скорости циклов по меньшей мере одного из: системы, расположенного выше по ходу оборудования и расположенного ниже по ходу оборудования. В одном варианте осуществления расположенное выше по ходу оборудование включает в себя разматыватель металлической заготовки для ушек, который подает заготовку для ушек в устройство для накопления и подачи. Расположенное ниже по ходу технологическое оборудование содержит преобразующий пресс торцевых крышек для контейнеров, который вытягивает маркированный материал из устройства для накопления и выгрузки. В другом варианте осуществления расположенное выше по ходу оборудование содержит разматыватель для алюминиевой заготовки для ушек и лентоподающая установка с протяжными роликами. Лентоподающая установка с протяжными роликами подает заготовку для торцевых крышек в устройство для накопления и подачи. Расположенное ниже по ходу технологическое оборудование содержит вытяжной пресс, который вытягивает маркированный материал из устройства для накопления и выгрузки.
В другом аспекте настоящего изобретения предусмотрено аппарат для регулирования скорости на входе и выходе непрерывного листа металлической заготовки для ушек, обеспечивая при этом нанесение отображаемой информации в заданном местоположении. Аппарат включает в себя, но без ограничений: (1) устройство для накопления и подачи, чтобы принимать непрерывный лист металлической заготовки для ушек; (2) датчик контура подачи, который определяет количество непрерывного листа металлической заготовки для ушек в устройстве для накопления и подачи; (3) блок сервоподачи для перемещения на заданную длину непрерывного листа металлической заготовки для ушек в зону маркировки с заданной скоростью; (4) маркировочное устройство, которое формирует отображаемую информацию на поверхности непрерывного листа металлической заготовки для ушек; (5) устройство для накопления и выгрузки, чтобы принимать непрерывный лист металлической заготовки для ушек после формирования маркировочным устройством отображаемой информации на непрерывном листе металлической заготовки для ушек; и (6) датчик контура выгрузки, который определяет количество непрерывного листа металлической заготовки для ушек в устройстве для накопления и выгрузки. Непрерывный лист металлической заготовки для ушек впоследствии может быть сформован в ушки, выполненные с возможностью соединения с торцевой крышкой контейнера.
В одном варианте осуществления маркировочное устройство представляет собой лазерный блок, приспособленный для формирования отображаемой информации на одной или нескольких поверхностях непрерывного листа металлической заготовки для ушек. Лазерный блок выполнен с возможностью формирования отображаемой информации менее чем приблизительно за 60 миллисекунд. Отображаемая информация может быть любым сочетанием букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, и любого размера. В другом варианте осуществления блок сервоподачи выполнен с возможностью перемещения на заданную длину непрерывного листа металлической заготовки для ушек в зону маркировки менее чем приблизительно за 35 миллисекунд. В другом варианте осуществления настоящего изобретения аппарат может работать со скоростью до приблизительно 800 циклов в минуту или более.
При необходимости в одном варианте осуществления аппарат включает в себя датчик для определения позиции отображаемой информации на непрерывном листе металлической заготовки для ушек. В другом варианте осуществления датчиком является камера. Если отображаемая информация не находится в заданном местоположении на непрерывном листе металлической заготовки для ушек, аппарат может регулировать заданную длину непрерывного листа металлической заготовки для ушек, подаваемого в зону маркировки. В еще одном варианте осуществления блок сервоподачи выполнен с возможностью изменения заданной длины непрерывного листа металлической заготовки для ушек, перемещаемого в зону маркировки, для регулировки местоположения отображаемой информацией, сформированной на непрерывном листе металлической заготовки для ушек с помощью маркировочного устройства. Более конкретно, если отображаемая информация расположена слишком близко к расположенной выше по ходу стороне отрезка или участка непрерывного листа металлической заготовки для ушек, блок сервоподачи может подавать уменьшенную длину непрерывного листа металлической заготовки для ушек в зону маркировки. В качестве альтернативы, если отображаемая информация расположена слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлической заготовки для ушек, блок сервоподачи может подавать увеличенную длину непрерывного листа металлической заготовки для ушек в зону маркировки. Таким образом, последующая отображаемая информация формируется в заданной позиции.
В одном варианте осуществления заданную скорость блока сервоподачи можно изменять, чтобы регулировать длину непрерывного листа металлической заготовки для ушек в одном или нескольких устройствах для накопления и подачи/выгрузки. В другом варианте осуществления можно изменять промежуток времени действия маркировочного устройства для формирования отображаемой информации, чтобы регулировать длину непрерывного листа металлической заготовки для ушек в одном или нескольких устройствах для накопления и подачи/выгрузки.
В одном варианте осуществления датчик контура подачи измеряет расстояние до заданного участка непрерывного листа металлической заготовки для ушек в устройстве для накопления и подачи. Заданный участок непрерывного листа металлической заготовки для ушек при необходимости может содержать один или несколько из самого нижнего участка непрерывного листа металлической заготовки для ушек и переходного участка между, как правило, линейным участком непрерывного листа металлической заготовки для ушек и самой глубокой точкой непрерывного листа металлической заготовки для ушек. Дополнительно или альтернативно, датчик контура подачи может включать в себя первый датчик на первом участке устройства для накопления и подачи и второй датчик на втором участке устройства для накопления и подачи. В одном варианте осуществления первый датчик находится на одной линии с местоположением недостаточного количества непрерывного листа металлической заготовки для ушек, и второй датчик находится на одной линии с местоположением избыточного количества непрерывного листа металлической заготовки для ушек. Соответственно, когда заданный участок непрерывного листа металлической заготовки для ушек в устройстве для накопления и подачи находится между первым датчиком и вторым датчиком, достаточное количество металлической заготовки для ушек находится в устройстве для накопления и подачи. В другом варианте осуществления первый датчик выполнен с возможностью определения того, когда в устройстве для накопления и подачи находится недостаточное количество непрерывного листа металлической заготовки для ушек. Продолжая этот пример, второй датчик выполнен с возможностью определения того, когда в устройстве для накопления и подачи находится избыточное количество непрерывного листа металлической заготовки для ушек.
В другом варианте осуществления датчик контура выгрузки измеряет расстояние до заданного участка непрерывного листа металлической заготовки для ушек в устройстве для накопления и выгрузки. Заданный участок непрерывного листа металлической заготовки для ушек при необходимости может содержать одно из: (1) самого нижнего участка непрерывного листа металлической заготовки для ушек, и (2) переходный участок между, как правило, линейным участком непрерывного листа металлической заготовки для ушек и самой глубокой точкой непрерывного листа металлической заготовки для ушек. Дополнительно или альтернативно, датчик контура выгрузки может включать в себя первый датчик на первом участке устройства для накопления и выгрузки и второй датчик на втором участке устройства для накопления и выгрузки. Первый датчик находится на одной линии с местоположением недостаточного количества непрерывного листа металлической заготовки для ушек, и второй датчик находится на одной линии с местоположением избыточного количества непрерывного листа металлической заготовки для ушек. Соответственно, когда заданный участок непрерывного листа металлической заготовки для ушек в устройстве для накопления и выгрузки находится между первым датчиком и вторым датчиком, достаточное количество металлической заготовки для ушек находится в устройстве для накопления и выгрузки.
В еще одном другом аспекте настоящего изобретения предусмотрен первый аппарат, который выполняет первую операцию на непрерывном листе металлического материала. Как правило, первый аппарат включает в себя (без ограничений): (1) блок сервоподачи, который перемещает непрерывный лист металлического материала в первый аппарат с заданной скоростью; (2) аппарат, который выполняет первую операцию по меньшей мере на участке непрерывного листа металлического материала в заданный период времени; (3) устройство выгрузки, которое накапливает непрерывный лист металлической заготовки для ушек после выполнения первой операции; и (4) датчик выгрузки, который измеряет длину непрерывного листа металлического материала в устройстве выгрузки. В одном варианте осуществления скорость первой операции регулируется таким образом, чтобы обеспечить (или накопить) заданную длину непрерывного листа в устройстве выгрузки. В одном варианте осуществления второй аппарат, выполненный с возможностью выполнения второй операции со второй скоростью, принимает непрерывный лист металлического материала из разгрузочного устройства.
При необходимости первый аппарат может дополнительно содержать одно или несколько из: 1) подающего устройства для накопления непрерывного листа металлического материала перед выполнением первой операции и (2) датчика подачи для измерения длины непрерывного листа металлического материала в подающем устройстве. Скорость первой операции регулируется для накопления заданной длины непрерывного листа в подающем устройстве. Первый аппарат может дополнительно включать в себя систему управления, с помощью которой можно оперативно регулировать скорость первой операции в ответ на изменение второй скорости второго аппарата.
В одном варианте осуществления аппарат может дополнительно включать в себя датчик для захвата изображения операции, выполняемой на непрерывном листе металлического материала. Датчик может содержать камеру или другое устройство, выполненное с возможностью определения указания операции, выполняемой на непрерывном листе металлического материала. В одном варианте осуществления операция содержит формирование отображаемой информации на непрерывном листе металлического материала, при этом датчик выполнен с возможностью захвата изображения отображаемой информации. При необходимости датчик выполнен с возможностью определения местоположения отображаемой информации, сформированной на непрерывном листе металлического материала. В другом варианте осуществления блок сервоподачи может изменять длину непрерывного листа металлического материала, перемещаемого в первый аппарат. В одном варианте осуществления блок сервоподачи выполнен с возможностью уменьшения длины непрерывного листа металлического материала, перемещаемого в первый аппарат, когда данные, собранные датчиком, указывают на то, что отображаемая информация находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлического материала. В другом варианте осуществления блок сервоподачи выполнен с возможностью увеличения длины непрерывного листа металлического материала, перемещаемого в первый аппарат, когда данные, собранные датчиком, указывают, что отображаемая информация находится слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлического материала.
При необходимости первый аппарат можно выполнить с возможностью выполнения первой операции на первой поверхности непрерывного листа металлического металлического материала и другой операции на второй поверхности непрерывного листа. В другом варианте осуществления первый аппарат содержит лазерный блок, который формирует маркировочные знаки на заданном участке непрерывного листа металлического материала. Лазерный блок может при необходимости содержать первый лазерный блок для формирования маркировочных знаков на первой поверхности и второй лазерный блок для формирования маркировочных знаков на второй поверхности. В одном варианте осуществления маркировочные знаки содержат любое сочетание букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, и любого размера. В еще одном варианте осуществления непрерывный лист металлического материала содержит алюминиевую заготовку для ушек. Алюминиевая заготовка для ушек в дальнейшем может быть сформована в ушки для торцевой крышки с помощью преобразующего пресса.
Дополнительно или альтернативно, измерение длины может включать в себя измерение изменения расстояния между датчиком выгрузки и заданным участком непрерывного листа металлического материала в устройстве выгрузки. В одном варианте осуществления заданный участок, измеренный датчиком выгрузки, содержит самый нижний участок непрерывного листа металлического материала. В качестве альтернативы, в другом варианте осуществления заданный участок, измеренный датчиком выгрузки, содержит переходный участок между, в общем, линейным участком и самой глубокой точкой непрерывного листа металлического материала.
В другом варианте осуществления датчик выгрузки включает в себя первый датчик выгрузки на первом участке системы выгрузки и второй датчик выгрузки на другом втором участке системы выгрузки. Соответственно, измерение длины включает в себя определение того, что заданный участок непрерывного листа металлического материала находится между первым датчиком выгрузки и вторым датчиком выгрузки. Если заданный участок непрерывного листа не находится между первым и вторым датчиками, то в устройстве выгрузки имеется избыточная или недостаточная длина непрерывного листа. При необходимости первый датчик выгрузки находится на одной линии с местоположением недостаточного количества непрерывного листа металлического материала, и второй датчик выгрузки находится на одной линии с местоположением избыточного количества непрерывного листа металлического материала.
В еще одном аспекте настоящего изобретения предусмотрен способ регулирования скорости подачи и скорости выпуска непрерывного листа металлического материала. В общем, способ, содержит: (1) накопление первой длины провисания непрерывного листа металлического материала до того, как первый аппарат выполнит первую операцию; (2) выполнение первой операции с помощью первого аппарата на непрерывном листе материала; (3) накопление второй длины провисания непрерывного листа металлического материала после того, как первый аппарат выполнит первую операцию; (4) регулирование первой длины провисания и второй длины провисания; и (5) регулирование скорости первой операции, выполняемой первым аппаратом, чтобы изменить по меньшей мере одну первую длину провисания и вторую длину провисания. Первый аппарат может выполнять первую операцию с переменной скоростью. При необходимости первая операция, выполняемая первым аппаратом, включает в себя выполнение операции на одной или нескольких из первой поверхности и второй поверхности непрерывного листа металлического материала.
В одном варианте осуществления лазерный блок формирует маркировку на непрерывном листе металлического материала во время первой операции. При необходимости, лазерный блок может содержать первый лазерный блок, который может формировать маркировку на первой поверхности, и второй лазерный блок, который может формировать маркировку на второй поверхности. В одном варианте осуществления маркировка может включать в себя любое сочетание букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, и любого размера.
В одном варианте осуществления датчик подачи контролирует первую длину провисания непрерывного листа металлического материала. Датчик выгрузки контролирует вторую длину провисания непрерывного листа металлического материала. В одном варианте осуществления датчики подачи и выгрузки измеряют расстояние до заданного участка непрерывного листа металлического материала при первой и второй длине провисания. При необходимости заданные участки непрерывного листа металлического материала могут содержать по меньшей мере одно из: самого нижнего участка непрерывного листа металлического материала и переходного участка между, как правило, линейным участком и самой глубокой точкой непрерывного листа металлического материала.
В одном варианте осуществления способ дополнительно содержит захват изображения непрерывного листа металлического материала после того, как первый аппарат выполнит первую операцию. В одном варианте осуществления изображение захватывается камерой. Способ может дополнительно содержать определение того, была ли выполнена первая операция на заданном участке непрерывного листа металлического материала. Если первая операция не была выполнена на заданном участке, способ может дополнительно включать в себя регулировку длины непрерывного листа металлического материала, перемещаемого в первый аппарат с помощью блока сервоподачи. В одном варианте осуществления, когда первая операция была выполнена в положении перед заданным участком (например, слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлического материала), способ может включать в себя уменьшение длины непрерывного листа металлического материала, перемещаемого в первый аппарат с помощью сервопривода. В качестве альтернативы, в другом варианте осуществления, когда первая операция была выполнена в расположенной выше по ходу позиции заданного участка (например, слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлического материала), способ может включать в себя увеличение длины непрерывного листа металлического материала, перемещаемого в первый аппарат с помощью сервопривода.
Дополнительно или альтернативно, способ может включать в себя регулировку промежутка времени, в течение которого блок сервоподачи перемещает заданную длину непрерывного листа металлического материала в первый аппарат. В одном варианте осуществления блок сервоподачи может перемещать заданную длину непрерывного листа металлического материала в первый аппарат менее чем приблизительно за 35 миллисекунд. В одном варианте осуществления первый аппарат может выполнять первую операцию со скоростью до приблизительно 800 циклов в минуту или более. В другом варианте осуществления первый аппарат может выполнить первую операцию менее чем приблизительно за 60 миллисекунд.
В другом варианте осуществления второй аппарат, который выполняет вторую операцию на непрерывном листе металлического материала, принимает непрерывный лист металлического материала из второй длины провисания. Второй аппарат может выполнять вторую операцию со второй другой скоростью, на которую не влияет скорость первой операции, выполняемой первым аппаратом. В еще одном варианте осуществления второй аппарат содержит преобразующий пресс, который формует непрерывный лист металлического материала в ушки, выполненные с возможностью соединения с торцевой крышкой контейнера.
В одном из аспектов настоящего изобретения предусмотрен аппарат для нанесения отображаемой информации в заданном местоположении непрерывного листа металлической заготовки для ушек. В общем, аппарат может включать в себя, но без ограничений: (1) устройство для накопления и подачи, выполненное с возможностью приема непрерывного листа металлической заготовки для ушек; (2) блок сервоподачи, выполненный с возможностью перемещения на заданную длину непрерывного листа металлической заготовки для ушек в зону маркировки; (3) маркировочное устройство, выполненное с возможностью формирования отображаемой информации на непрерывном листе металлической заготовки для ушек; (4) устройство для накопления и выгрузки, выполненное с возможностью приема непрерывного листа металлической заготовки для ушек после того, как маркировочное устройство сформировало отображаемую информацию; и (5) камеру, выполненную с возможностью захвата изображения отображаемой информации, сформированной на непрерывном листе металлической заготовки для ушек. В одном варианте осуществления непрерывный лист металлической заготовки для ушек в дальнейшем может быть сформован в ушки, выполненные с возможностью соединения с торцевыми крышками контейнера.
Маркировочное устройство может представлять собой лазерный блок, выполненный с возможностью формирования отображаемой информации. В одном варианте осуществления маркировочное устройство содержит одно или несколько из: 1) первого лазерного блока для формирования отображаемой информации на первой поверхности непрерывного листа металлической заготовки для ушек; и (2) второго лазерного блока для формирования отображаемой информации на второй поверхности непрерывного листа металлической заготовки для ушек.
Аппарат может дополнительно включать в себя блок управления, выполненный с возможностью определения того, находится ли отображаемая информация на изображении, захваченном камерой, в заданном местоположении. В одном варианте осуществления блок управления выполнен с возможностью отправки инструкции в блок сервоподачи для увеличения заданной длины, когда отображаемая информация на изображении находится слишком близко к расположенной ниже по ходу стороне отрезка или участка непрерывного листа металлической заготовки для ушек. Дополнительно или в качестве альтернативы, блок управления может отправить инструкцию в блок сервоподачи для уменьшения заданной длины, когда отображаемая информация на изображении находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлической заготовки для ушек. При необходимости блок управления может также определить величину ошибки (или количество ошибок) в месторасположении отображаемой информации. Соответственно, в одном варианте осуществления блок управления может определить величину ошибки в местоположении отображаемой информации и отправить инструкцию в блок сервоподачи на изменение заданной длины, когда отображаемая информация не находится в заданном местоположении.
В одном варианте осуществления блок управления может отправить инструкцию в блок сервоподачи для изменения заданной длины после определения того, что заданное количество отображаемой информации не находится в заданном местоположении. В одном варианте осуществления блок управления может ожидать отправку инструкции до тех пор, пока не определит, что три последовательных фрагмента отображаемой информации не находятся в заданном местоположении. Дополнительно или альтернативно, система управления может отправить инструкцию после определения того, что три фрагмента отображаемой информации в выборке из десяти фрагментов отображаемой информации не находятся в заданном местоположении. При необходимости блок управления может выработать пользовательский интерфейс. Пользовательский интерфейс может отображаться на устройстве вывода, взаимодействующем с блоком управления. В одном варианте осуществления пользовательский интерфейс может указывать позицию отображаемой информации, сформированной на непрерывном листе металлической заготовки для ушек. Дополнительно или альтернативно, пользовательский интерфейс может дополнительно включать в себя одно или несколько визуальных указателей величины ошибки в местоположении отображаемой информации. Более конкретно, пользовательский интерфейс может включать в себя графическое устройство, такое как графический блок, которое указывает величину ошибки отображаемой информации относительно расположенного выше по ходу участка или расположенного ниже по ходу участка визуального представления участка металлической заготовки для ушек.
В одном варианте осуществления блок сервоподачи выполнен с возможностью изменения заданной длины непрерывного листа металлической заготовки для ушек, перемещаемой в зону маркировки, чтобы регулировать позицию отображаемой информации, сформированной на непрерывном листе металлической заготовки для ушек посредством маркировочного устройства. При необходимости блок сервоподачи изменяет заданную длину в ответ на подачу сигнала из блока управления.
В другом аспекте настоящего изобретения предусмотрен энергонезависимый машиночитаемый носитель, содержащий набор хранящихся на нем инструкций, которые при исполнении процессором блока управления предписывают процессору регулировать компоненты аппарата, который выполняет операцию на непрерывном листе металлического материала. Инструкции включают в себя одну или несколько, но без ограничений, инструкций для того, чтобы: (1) сигнализировать блок сервоподачи о перемещении заданной длины непрерывного листа металлического материала в аппарат; (2) принять изображение, захваченное датчиком отображаемой информации, сформированной на непрерывном листе металлического материала; (3) определить, находится ли отображаемая информация на изображении в заданном месте; (4) подготовить инструкцию для блока сервоподачи, чтобы изменить заданную длину, когда отображаемая информация не находится в заданном местоположении; и (5) отправить инструкцию в блок сервоподачи. Инструкция, отправленная в блок сервоподачи, может предписывать блоку сервоподачи изменить заданную длину, когда отображаемая информация не находится в заданном местоположении. В одном варианте осуществления датчик представляет собой камеру или другое устройство, выполненное с возможностью формирования изображения отображаемой информации, сформированной на непрерывном листе металлического материала. В другом варианте осуществления подготовка инструкции может включать в себя определение величины ошибки в местоположении отображаемой информации. При необходимости непрерывный лист металлического материала представляет собой металлическую заготовку для ушек. В одном варианте осуществления преобразующий пресс в дальнейшем формует металлическую заготовку для ушек в ушки, выполненные с возможностью соединения с торцевой крышкой для металлического контейнера, такого как банка для напитков.
В одном варианте осуществления инструкция предписывает блоку сервоподачи увеличить заданную длину, когда отображаемая информация на изображении находится слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлического материала. В другом варианте осуществления инструкция предписывает блоку сервоподачи уменьшить заданную длину, когда отображаемая информация на изображении находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлического материала.
Инструкции могут включать в себя инструкцию для подсчета заданного количества отображаемой информации, которая не находится в заданном местоположении, перед отправкой инструкции в блок сервоподачи. В одном варианте осуществления инструкции предписывают процессору ожидать до тех пор, пока заданное количество последовательных фрагментов отображаемой информации не окажется в заданном местоположении, прежде чем инструкция будет отправлена в блок сервоподачи. Дополнительно или альтернативно, инструкции могут предписывать процессору ожидать до тех пор, пока после определения заданного количества отображаемой информации она не окажется в заданном местоположении в выборке из заданного количества отображаемой информации, прежде чем инструкция будет отправлена в блок сервоподачи. В одном варианте осуществления процессор может ожидать до тех пор, пока после определения трех фрагментов отображаемой информации она не окажется в заданном местоположении в выборке из десяти фрагментов отображаемой информации, прежде чем инструкция будет отправлена в блок сервоподачи. При необходимости процессор может ожидать определения того, что по меньшей мере приблизительно 40 процентов отображаемой информации в выборке из заданного количества отображаемой информации не находится в заданном местоположении, прежде чем отправить инструкцию в блок сервоподачи.
При необходимости после отправки инструкции в блок сервоподачи, инструкции могут предписывать процессору ожидать заданное количество циклов аппарата перед отправкой второй инструкции в блок сервоподачи на изменение заданной длины. В одном варианте осуществления процессор может ожидать от двух до шестидесяти циклов аппарата, прежде чем отправить вторую инструкцию на блок сервоподачи.
В одном варианте осуществления машиночитаемый носитель информации дополнительно содержит инструкции по меньшей мере для одного из: 1) контроля количества непрерывного листа металлического материала в устройстве выгрузки; и (2) отправки инструкции в маркировочное устройство для изменения скорости, с которой формируется отображаемая информация, для накопления заданной длины непрерывного листа металлического материала в устройстве выгрузки.
Кроме того, машиночитаемый носитель информации может дополнительно включать в себя инструкции для выработки пользовательского интерфейса. Пользовательский интерфейс может отображаться на устройстве вывода, взаимодействующем с блоком управления. В одном варианте осуществления пользовательский интерфейс может указать позицию отображаемой информации, сформированной на непрерывном листе металлического материала. Дополнительно или альтернативно, пользовательский интерфейс может дополнительно включать в себя один или несколько визуальных указателей величины ошибки в местоположении отображаемой информации. Более конкретно, пользовательский интерфейс может включать в себя графическое устройство, такое как графический блок, которое указывает величину ошибки отображаемой информации относительно расположенного выше или ниже по ходу участка визуального представления участка металлического материала.
Еще одним аспектом является способ управления аппаратом, который выполняет операцию на непрерывном листе металлического материала, содержащий одно или несколько из следующего: (1) накопление первой длины провисания в непрерывном листе металлического материала, прежде чем аппарат выполнит операцию; (2) подача непрерывного листа металлического материала заданной длины в аппарат; (3) выполнение операции на первом участке непрерывного листа металлического материала с помощью аппарата; (4) накопление второй длины провисания в непрерывном листе металлического материала после того, как аппарат выполнит операцию; (5) определение того, выполнил ли аппарат операцию в заданном местоположении первого участка непрерывного листа металлического материала; и (6) регулировка заданной длины непрерывного листа металлического материала, подаваемого в аппарат, таким образом, чтобы аппарат выполнил операцию в заданном местоположении второго участка непрерывного листа металлического материала. В одном варианте осуществления непрерывный лист металлического материала содержит заготовку для ушек. При необходимости преобразующий пресс в дальнейшем формует металлическую заготовку для ушек в ушки, выполненные с возможностью соединения с торцевой крышкой для металлического контейнера, такого как банка для напитков. В одном варианте осуществления операция содержит формирование отображаемой информации. При необходимости отображаемая информация может быть сформирована с помощью маркировочного блока, такого как лазер, который не контактирует с непрерывным листом металлического материала.
Способ может дополнительно включать в себя увеличение заданной длины непрерывного листа металлического материала, подаваемого в аппарат после того, как аппарат выполнил операцию слишком близко к расположенной ниже по ходу стороне первого участка непрерывного листа металлического материала. Дополнительно или альтернативно, способ может включать в себя уменьшение заданной длины непрерывного листа металлического материала, подаваемого в аппарат после того, как аппарат выполнил операцию слишком близко к расположенной выше по ходу стороне первого участка непрерывного листа металлического материала.
При необходимости в одном варианте осуществления способ может включать в себя подсчет заданного количества ошибок в местоположениях операций, выполняемых аппаратом, перед регулировкой заданной длины непрерывного листа металлического материала, подаваемого в аппарат. В одном варианте осуществления заданное количество последовательных ошибок в местоположениях может наблюдаться до корректировки заданной длины. В одном варианте осуществления способ может включать в себя ожидание до тех пор, пока не будут обнаружены три последовательные ошибки в местоположениях, прежде чем регулировать заданную длину. В качестве альтернативы, в другом варианте осуществления заданное количество ошибок в положениях в выборке из заданного количества операций может наблюдаться до регулировки заданной длины. В одном варианте осуществления способ может включать в себя ожидание до тех пор, пока после определения трех операций не будут обнаружены ошибки в местоположении из выборки из десяти операций, перед регулировкой заданной длины.
В одном варианте осуществления после регулировки заданной длины способ может включать в себя ожидание заданного количества циклов аппарата перед регулировкой заданной длины во второй раз. Способ может включать в себя ожидание от 2 до 60 циклов перед регулировкой заданной длины во второй раз. При необходимости способ может включать в себя ожидание от 30 до 60 циклов перед регулировкой заданной длины во второй раз.
В одном варианте осуществления блок управления выполняет операцию определения того, выполнил ли аппарат операцию в заданном местоположении. Блок управления может дополнительно принимать изображение, захваченное датчиком, указывающее операцию, выполняемую на первом участке непрерывного листа металлического материала. Блок управления может использовать данные изображения, чтобы определить то, выполнил ли аппарат операцию в заданном местоположении. В частности, в одном варианте осуществления блок управления определяет то, выполнил ли аппарат операцию в заданном местоположении, на основе изображения, захваченного датчиком, например камерой. При необходимости блок управления может также определить величину (или количество) ошибки в том месте, в котором выполнялась операция тогда, когда операция не была выполнена в заданном местоположении. В одном варианте осуществления отображаемая информация формируется операцией, и блок управления может определить то, выполнил ли аппарат операцию в заданном местоположении, на основе местоположения отображаемой информации на первом участке непрерывного листа на изображении, захваченном датчиком.
При необходимости блок сервоподачи, взаимодействующий с аппаратом, подает заданную длину непрерывного листа металлического материала в аппарат. Дополнительно или альтернативно, способ может дополнительно включать в себя отправку сигнала блоком управления в блок сервоподачи для того, чтобы отрегулировать заданную длину непрерывного листа металлического материала, подаваемого в аппарат, когда операция не была выполнена в заданном местоположении. Сигнал может заставить блок сервоподачи увеличить заданную длину, когда операция выполняется слишком близко к расположенному ниже по ходу участку непрерывного листа металлического материала. В качестве альтернативы, сигнал, поступающий из блока управления, может заставить блок сервоподачи уменьшить заданную длину, когда операция выполняется слишком близко к расположенному выше по ходу участку непрерывного листа металлического материала.
При необходимости способ может дополнительно включать в себя выработку, блоком управления, пользовательского интерфейса. Пользовательский интерфейс может отображаться на устройстве вывода, взаимодействующем с блоком управления. В одном варианте осуществления пользовательский интерфейс может указывать позицию операции, выполняемой на непрерывном листе металлического материала. Дополнительно или альтернативно, пользовательский интерфейс может дополнительно включать в себя одно или несколько визуальных указателей величины ошибки в том местоположении, в котором была выполнена операция. Более конкретно, пользовательский интерфейс может включать в себя графическое устройство, такое как графический блок, которое указывает величину ошибки местоположения операции относительно расположенного выше или ниже по ходу участка визуального представления участка металлической заготовки для ушек.
Как будет понятно специалисту в данной области техники, способ и аппарат настоящего изобретения могут использоваться для выполнения операции любого типа на непрерывном листе из любого материала, включая, помимо прочего, алюминий, олово, сталь, пластик, бумагу и их комбинации. Кроме того, способ и аппарат согласно настоящему изобретению можно использовать в любом технологическом процессе с использованием рулонного питателя с тем, чтобы дать возможность первому аппарату работать несинхронно с другими компонентами системы с использованием рулонного питателя и без ухудшения скорости работы второго аппарата.
Выражения "по меньшей мере, один", "один или несколько" и "и/или", которые используются в изобретении, представляют собой выражения, не связанные условиями, которые являются как связывающими, так и взаимоисключающими при эксплуатации. Например, каждое из выражений "по меньшей мере, один A, B и C", "по меньшей мере, один из A, B или C", "один или несколько из A, B и C", "один или несколько из A, B или C", и "A, B, и/или C" означает один A, один B, один C, A и B вместе, A и C вместе, B и C вместе или A, B и C вместе.
Если не указано другое, все числа, выражающие количество, размеры, условия и т.п., используемые в описании и формуле изобретения, следует понимать как модифицированные во всех случаях термином "приблизительно". Соответственно, если не указано иное, все числа, выражающие количество, размеры, условия, соотношения, диапазоны и т.д., используемые в описании и формуле изобретения, могут быть увеличены или уменьшены приблизительно на 5% для достижения удовлетворительных результатов. Кроме того, все описанные в данном документе диапазоны могут быть сокращены до любого поддиапазона или участка диапазона или до любого значения в пределах диапазона без отклонения от изобретения.
Используемые в данном документе термины "объект" или "объекты" относятся к одному или нескольким из этих объектов. По существу термины "объект" ("объекты"), "один или несколько" и "по меньшей мере один" могут использоваться в данном документе взаимозаменяемо.
Использование терминов "включающий в себя", "содержащий" или "имеющий" и их вариации в данном документе означает, что они охватывают перечисленные после них объекты и их эквиваленты, а также дополнительные элементы. Следовательно, термины "включающий в себя", "содержащий" или "имеющий" и их вариации могут быть использованы в изобретении взаимозаменяемо.
Следует понимать, что используемый в данном документе термин "средство" должен иметь самое широкое возможное толкование в соответствии со статьей 35 USC, раздел 112(f). Поэтому пункт формулы изобретения, включающий термин "средство", должен охватывать все конструкции, материалы или действия, изложенные в данном документе, и все их эквиваленты. Кроме того, структуры, материалы или действия и их эквиваленты должны включать в себя все, что описано в разделах "Сущность изобретения", "Краткое описание чертежей", "Подробное описание изобретения", "Реферат" и "Формула изобретения".
Используемый в данном документе термин "автоматический" и его вариации, относятся к любому процессу или операции, выполняемой без материального человеческого участия. Тем не менее, процесс или операция могут быть автоматическими, даже несмотря на то, что при выполнении процесса или операции используется материальный или нематериальный человеческий вклад, если вклад получен до выполнения процесса или операции. Человеческий вклад считается существенным, если такой вклад влияет на процесс или операцию. Человеческий вклад, который разрешает выполнять процесс или операцию, не считается "материальным".
Используемый в данном документе термин "шина" и его вариации может относиться к подсистеме, которая передает информацию и/или данные между различными компонентами. Шина в целом относится к аппаратному интерфейсу концентрирования связи, межсоединениям, архитектуре шины, стандарту и/или протоколу, определяющим схему связи для системы связи и/или сети связи. Шина также может относиться к части оборудования связи, которая связывает оборудование связи с другими компонентами соответствующей сети связи. Шина может использоваться в проводной сети, такой как физическая шина, или в беспроводной сети, такой как участок антенны или оборудование, которое соединяет аппаратуру связи с антенной. Архитектура шины поддерживает определенный формат, в котором информация и/или данные упорядочены при отправке и приеме через сеть связи. Протокол может определять формат и правила связи в архитектуре шины.
Термин "методы связи" может относиться к любому протоколу или конкретному стандарту или к конкретному сеансу связи или взаимодействию, такому как Voice-Over-Internet-Protocol ("VoIP"), сотовая связь (например, IS-95, 1G, 2G, 3G, 3.5G, 4G, 4G/IMT-Advanced, 3 GPP, WIMAX™, GSM, CDMA, CDMA2000, EDGE, lxEVDO, iDEN, GPRS, HSPDA, TDMA, UMA, UMTS, ITU-R и 5G), Bluetooth™, текстовые или мгновенные сообщения (например, AIM, Blauk, eBuddy, Gadu-Gadu, IBM Lotus Sametime, ICQ, iMessage, IMVU, Lync, MXit, Paltalk, Skype, Tencent QQ, Windows Live Messenger™ или Microsoft Network (MSN) Messenger™, Wireclub, Xfire и Yahoo! Messenger™), электронная почта, Twitter (например, твитирование), цифровой протокол передачи данных (DSP) и т.п.
Используемый в данном документе термин "система связи" или "сеть связи" и его вариации могут относиться к совокупности компонентов связи, обеспечивающих одно или несколько из: передачи, ретрансляции, межсоединения, управления или иной манипуляции информацией или данными, переданными по меньшей мере из одного передатчика по меньшей мере в один приемник. Связь по существу может включать в себя ряд систем, поддерживающих обмен информацией или данными точка-точка или широковещательную передачу. Система связи может относиться к совокупности индивидуальных аппаратных средств связи, а также к межсоединениям, связанным с и соединяющим индивидуальные аппаратные средства связи. Аппаратные средства связи могут относиться к специализированным аппаратным средствам связи или могут относиться к процессору, который соединен со средством связи (то есть с антенной) и приводит в исполнение программное обеспечение, способное использовать средство связи для отправки и/или приема сигнала в системе связи. Межсоединение относится к некоторому типу проводной или беспроводной линии связи, которая соединяет различные компоненты, например, аппаратные средства связи, в системе связи. Сеть связи может относиться к конкретной конфигурации системы связи с совокупностью отдельных аппаратных средств связи и межсоединений, имеющих определенную топологию сети. Сеть связи может представлять собой проводную и/или беспроводную сеть, имеющую либо предварительно заданную, либо произвольную структуру.
Используемый в данном документе термин "машиночитаемый носитель информации" относится к любому материальному средству хранения и/или передачи, которое задействовано в подаче инструкций в процессор для их исполнения. Такой носитель информации может иметь различные формы, включая в себя, но не ограничиваясь, энергонезависимые носители информации, энергозависимые носители информации и среды передачи. Энергонезависимые носители информации включают в себя, например, энергонезависимую память произвольного доступа (NVRAM) или магнитные или оптические диски. Энергозависимые носители информации включают в себя динамическую память, такую как основная память. Общие формы машиночитаемых носителей информации включают в себя, например, флоппи диск, гибкий диск, жесткий диск, магнитную ленту или любую другую магнитную среду, магнитооптический носитель информации, постоянное запоминающее устройство (ROM), постоянное запоминающее устройство на компакт-диске (CD–ROM), любой другой оптический носитель информации, перфокарты, бумажную ленту, любую другую физическую среду с шаблонами отверстий, оперативное запоминающее устройство (RAM), программируемое постоянное запоминающее устройство (PROM) и стираемое программируемое постоянное запоминающее устройство EPROM, FLASH–EPROM, твердотельный носитель информации, такой как карта памяти, любую другую микросхему памяти или картридж, несущую волну, как описано ниже, или любой другой носитель информации, с которого может считывать компьютер. Прикрепление цифрового файла к электронному письму или другому автономному архиву информации или набору архивов считается средой распространения, эквивалентной материальному носителю информации. Когда машиночитаемый носитель информации сконфигурирован как база данных, следует понимать, что база данных может быть любой базой данных, такой как реляционная, иерархическая, объектно-ориентированная и/или т.п. Соответственно, считается, что настоящее изобретение включает в себя материальный носитель информации или среду распространения, а также их эквиваленты известного уровня техники и возможные будущие эквиваленты, в которых хранятся программные реализации настоящего изобретения. Следует отметить, что любой машиночитаемый носитель информации, который не использует передачу сигнала, может считаться предназначенным для долговременного хранения информации.
Используемый в данном документе термин дисплей и его варианты могут использоваться взаимозаменяемо и могут относиться к любой панели и/или области устройства вывода, которые могут отображать информацию для оператора или пользователя. Дисплеи могут включать в себя, но без ограничений, одно или более из: панелей управления, корпусов приборов, индикаторов, датчиков, счетчиков, осветительных ламп, компьютеров, экранов, дисплеев, индикаторов на лобовом стекле (HUD) и графических пользовательских интерфейсов.
Термин "экран", "сенсорный экран" или "сенсорный дисплей" относится к физической конструкции, которая позволяет пользователю взаимодействовать с компьютером, касаясь областей на экране, и предоставляет информацию пользователю через дисплей. Сенсорный экран может воспринимать контакт пользователя несколькими различными способами, например, путем изменения электрического параметра (например, сопротивления или емкости), изменений акустической волны, обнаружения близости инфракрасного излучения, обнаружения изменения света и т.п. Например, в резистивном сенсорном экране нормально разделенные проводящие и резистивные металлические слои в экране пропускают электрический ток. Когда пользователь касается экрана, два слоя вступают в контакт в месте прикосновения, в результате чего происходит изменение электрического поля и вычисляются координаты места прикосновения. В емкостном сенсорном экране на емкостном слое сохраняется электрический заряд, который сбрасывается на пользователя при контакте с сенсорным экраном, что приводит к уменьшению заряда емкостного слоя. Уменьшение измеряется, и определяются координаты места прикосновения. На сенсорном экране с поверхностной акустической волной через экран передается акустическая волна, и акустическая волна нарушается при прикосновении пользователя. Принимающий преобразователь обнаруживает факт прикосновения пользователя и определяет координаты места прикосновения.
Используемые в данном документе термины "определять", "рассчитывать" и "вычислять" и их вариации взаимозаменяемы и относятся к любому типу методологии, процесса, математической операции или технологии.
Краткое изложение сущности изобретения не предназначено и не должно толковаться как представляющее всю полноту и объем настоящего изобретения. Кроме того, ссылки, сделанные в настоящем документе на "настоящее изобретение" или его аспекты, следует понимать как некоторые варианты осуществления настоящего изобретения и не обязательно должны толковаться как ограничивающие все варианты осуществления конкретным описанием. Настоящее изобретение представлено с разными степенями детализации в кратком изложении сущности изобретения, а также на прилагаемых чертежах и в подробном описании, и не предполагает никаких ограничений в отношении объема настоящего изобретения при включении, либо не включении в их состав каких-либо элементов или компонентов. Дополнительные аспекты настоящего изобретения станут более очевидными из подробного описания, в частности, при его рассмотрении в сочетании с прилагаемыми к описанию чертежами.
Краткое описание чертежей
Сопроводительные чертежи, которые включены в состав настоящего описания и являются его частью, иллюстрируют варианты осуществления изобретения и вместе с приведенным выше раскрытием сущности изобретения и приведенным ниже подробным описанием изобретения служат для пояснения принципов работы этих вариантов осуществления. В некоторых случаях подробности, которые не являются необходимыми для понимания изобретения или которые могут приводить к другим трудно воспринимаемым подробностям, могут быть опущены. Разумеется, следует понимать, что настоящее изобретение не обязательно ограничивается рассматриваемыми в данном документе конкретными вариантами осуществления. Следует понимать, что возможны другие варианты осуществления с использованием, по отдельности или в комбинации, одного или нескольких признаков, изложенных выше или описанных ниже. Например, предполагается, что различные признаки и устройства, показанные и/или описанные в отношении одного варианта осуществления или аспекта, могут быть объединены или заменены функциями или устройствами других вариантов осуществления или аспектов независимо от того, показана конкретно или нет такая комбинация или подстановка в данном документе. Кроме того, следует иметь в виду, что чертежи не обязательно выполнены в масштабе.
Фиг.1 – схематичная блок-схема системы одного варианта осуществления настоящего изобретения, которая включает в себя аппарат, который выполняет операцию на непрерывном листе материала, причем аппарат объединен с возможностью съема с разматывателем и преобразующим прессом системы изготовления торцевых крышек.
Фиг.2 – вертикальный вид сбоку варианта осуществления разматывателя для непрерывного листа материала согласно настоящему изобретению.
Фиг.3 – частичный вид сверху участка непрерывного листа материала, который частично промаркирован согласно варианту осуществления настоящего изобретения.
Фиг.4A – вертикальный вид сбоку для одного варианта осуществления аппарата согласно настоящему изобретению, иллюстрирующий недостаточную длину непрерывного листа материала в устройстве для накопления и выгрузки аппарата.
Фиг.4В – вертикальный вид сбоку аппарата (фиг 4A), иллюстрирующий избыточную длину непрерывного листа материала в устройстве для накопления и выгрузки аппарата.
Фиг.5A – вертикальный вид сбоку аппарата согласно настоящему изобретению, иллюстрирующий первое положение непрерывного листа материала в устройстве для накопления и подачи и устройстве для накопления и выгрузки в ходе технологического цикла аппарата.
Фиг.5B – вертикальный вид сбоку аппарата (фиг.5A), иллюстрирующий второе положение непрерывного листа материала в устройстве для накопления и подачи/выдачи в ходе технологического цикла аппарата.
Фиг.5C – вертикальный вид сбоку аппарата (фиг.5А), иллюстрирующий третье положение непрерывного листа материала в устройстве для накопления и подачи/выдачи в ходе технологического цикла аппарата.
Фиг.6 – блок-схема варианта осуществления системы управления согласно настоящему изобретению.
Фиг.7A и 7B – частичные виды сверху участков непрерывного листа материала, который частично промаркирован, и иллюстрация отображаемой информации, которая сформирована в неправильных местах непрерывного листа материала.
Фиг.8 – схематичный вид пользовательского интерфейса, выработанного системой управления согласно одному варианту осуществления настоящего изобретения.
Фиг.9 – схема технологического процесса способа выполнения операции на непрерывном листе материала согласно одному варианту осуществления настоящего изобретения.
Аналогичные компоненты и/или признаки могут иметь одинаковые номера ссылочных позиций. Компоненты одного типа можно отличить по букве, следующей за номером ссылочной позиции. Если используется только номер ссылочной позиции, описание применимо к любому из аналогичных компонентов, имеющих такой же номер ссылочной позиции.
Для облегчения понимания одного варианта осуществления настоящего изобретения в данном документе приведен последующий перечень ссылочных позиций соответствующих компонентов, которые представлены на чертежах:
Перечень ссылочных позиций
2 – система
4 – непрерывный лист материала
5 – самый нижний участок непрерывного листа
6 – разматыватель непрерывного листа
7 – переходной участок непрерывного листа
8 – аппарат
10 – преобразующий пресс
14 – петлеобразная лентоподающая установка
18 – система управления
20 – система контроля пыли
22 – энкодер
26 – рулон непрерывного листа материала
28 – устройство для накопления и подачи
30 – датчик контура подачи
31 – датчики контура подачи
32 – блок сервоподачи
34 – стабилизирующий ролик
35 – заданная длина непрерывного листа материала
36 – участок или отрезок листового материала
37 – ширина листового материала
38 – блок выполнения операций
39a – расположенная выше по ходу сторона участка листа
39b – расположенная ниже по ходу сторона участка листа
40 – блок выполнения операций
41 – первое расстояние
42 – второе расстояние
43 – стрелка, указывающая направление движения
44 – устройство для накопления и выгрузки
46 – датчик контура выгрузки
47 – датчики контура выгрузки
48 – система выравнивания
50 – рабочая зона
52 – система охлаждения
54 – верхнее положение
56 – нижнее положение
58 – камера
60 – ушко
62 – передняя кромка ушка
64 – захватываемый участок
66 – отверстие в ушке
68 – маркировочные знаки или отображаемая информация на ушке
70 – балансировочное устройство
72 – расположенное выше по ходу оборудование
74 – торцевая крышка
76 – заклепка
78 – зарубки
80 – отрывная панель
82 – разливочное отверстие
86 – упаковочная машина
90 – способ
92 – Начать операцию
94 – Активировать систему
96 – Принять сигнал из преобразующего пресса
98 – Система управления устанавливает скорость разматывания разматывателя.
100 – Блок сервоподачи перемещает или вытягивает непрерывный лист в нужную позицию
102 – Блок выполнения операций выполняет операцию
103 – Определить, в правильном ли положении выполнялась операция
104 – Отрегулировать входную длину непрерывного листа материала
105 – Определить, имеется ли достаточная длина непрерывного листа
106 – Отрегулировать скорость циклов
108 – Продолжить выполнение операций
110 – Завершить операцию
112 – шина
114 – процессорные блоки или CPU
116 – устройство ввода
118 – устройство вывода
120 – запоминающее устройство
122 – устройство для считывания машиночитаемых носителей информации
124 – система связи
126 – оперативная память
128 – блок ускорения обработки
130 – база данных
132 – сеть
134 – удаленная база данных
136 – операционная система
138 – другой код или программы
140 – пользовательский интерфейс
142 – представление участка листа
144A – расположенная выше по ходу сторона представления листа
144B – расположенная ниже по ходу сторона представления листа
146 – изображение отображаемой информации
148 – внутреннее окно
150 – среднее окно
152 – внешнее окно
154 – значок увеличения длины
156 – значок уменьшения длины
160 – значок увеличения продолжительности цикла
162 – значок уменьшения продолжительности цикла
Подробное описание изобретения
Настоящее изобретение имеет значительные преимущества для широкого спектра предприятий. Намерение Заявителя состоит в том, чтобы описание изобретения и прилагаемая формула изобретения соответствовали степени защиты объема и сущности раскрытого изобретения, несмотря на то, что может появиться ограничивающая формулировка, налагаемая требованиями ссылки на раскрытые конкретные примеры. Для ознакомления специалистов, имеющих отношение к области техники, наиболее тесно связанной с настоящим изобретением, здесь описан предпочтительный вариант осуществления который иллюстрирует наилучший вариант, который теперь рассматривается для практического внедрения изобретения, и со ссылкой на прилагаемые чертежи, которые представляют собой часть описания. Типичный вариант осуществления подробно изложен, без попытки описания всех различных форм и модификаций, в которых можно было бы воплотить изобретение. По существу, все варианты осуществления описанные в изобретении являются иллюстративными, и как будет очевидно для специалистов в этой области техники, они могут быть модифицированы различными путями в пределах объема и сущности изобретения.
Хотя в следующем тексте приведено подробное описание многочисленных различных вариантов осуществления, необходимо понимать, что подробное описание следует рассматривать только как примерное, и не нужно описывать каждый возможный вариант осуществления поскольку такое описание было бы непрактичным или вряд ли возможным. Многочисленные альтернативные варианты осуществления могут быть осуществлены с использованием или современной технологии, или технологии, разработанной после даты подачи настоящей заявки на патент, которые еще могут попасть в объем формулы изобретения. В той мере, что любой термин, упомянутый в формуле изобретения в конце этой заявки, относится к настоящему изобретению таким образом, что согласуется с единственным значением, которое указано только ради ясности, чтобы не запутать читателя, причем не предполагается, что такой термин притязания путем ограничения, вовлечения или иначе, сводится к этому единственному значению.
Обратимся теперь к фиг.1, система 2, предназначенная для выполнения операции на заданных участках непрерывного листа материала 4, показана согласно одному варианту осуществления настоящего изобретения. Система 2 с возможностью съема объединена с разматывателем 6 и вторым аппаратом 10. Разматыватель 6 предназначен для разматывания рулона 26 (показанного на фиг.2) непрерывного листа материала 4. В одном варианте осуществления непрерывный лист материала содержит металлический материал, такой как заготовка для ушек. В одном варианте осуществления второй аппарат содержит преобразующий пресс 10, задействованный в процессе изготовления торцевых крышек. Хотя система 2 и ее компоненты показаны как объединенные с преобразующим прессом 10, специалисту в данной области техники будет понятно, что система 2 настоящего изобретения может использоваться с любой технологической системой с использованием рулонного питателя. Более конкретно, настоящее изобретение может быть использовано в любом технологическом процессе, в котором скорость непрерывного листа материала регулируется во время выполнения операции на выбранном участке непрерывного листа материала. Таким образом, изобретение может быть использовано для рулонов из металлического, пластикового или бумажного материала и там, где операции штамповки, резки, формования или маркировки выполняются с определенной скоростью и в определенном местоположении.
Система 2, как правило, может включать в себя один или несколько аппаратов 8, которые выполняют заданную операцию на непрерывном листе материала 4, петлеобразную лентоподающую установку 14, систему 18 управления, систему 20 контроля пыли, систему 52 охлаждения и энкодер 22, взаимодействующий с расположенным ниже по ходу оборудованием 10, таким как преобразующий пресс. Система 2 принимает непрерывный лист материала 4 из разматывателя 6. Разматыватель 6 разматывает непрерывный лист материала 4 со скоростью, определяемой системой 18 управления системы 2, как более подробно описано ниже. Скорость разматывания можно корректировать (или регулировать) с помощью рычага местоположения (не показан) разматывателя 6. Подходящие разматыватели 6 известны специалистам в данной области техники и доступны от различных поставщиков, включая среди прочих, например, ASC Machine Instruments, Inc., и Perfecto Industries, Inc. Вариант разматывателя 6 показан на фиг.2.
Разматыватель 6 может принимать один или несколько рулонов 26 непрерывного листа материала 4. Каждый рулон 26, как правило, имеет длину приблизительно 2743 м или более листового материала. Непрерывный лист материала 4 может быть сформирован из алюминиевого сплава или любого другого подходящего материала, включая, помимо всего прочего, сталь, олово, пластик, бумагу и любую их комбинацию. В одном варианте осуществления непрерывный лист материала 4 сформирован из алюминиевого сплава, который специалисты в данной области называют, как правило, алюминием 5042.
Как правило, аппарат 8 может включать в себя одно или несколько устройств 28 для накопления и подачи, по меньшей мере один датчик 30, 31 контура подачи, блок 32 сервоподачи, стабилизирующий ролик 34 по меньшей мере один лазерный блок 38, 40, который выполняет операцию на непрерывном листе материала, систему 52 охлаждения, устройство 44 для накопления и выгрузки, один или несколько датчиков 46, 47 контура выгрузки, камера 58 и систему 48 выравнивания.
Петлеобразная лентоподающая установка 14 принимает непрерывный лист материала 4 из разматывателя 6 и выравнивает непрерывный лист материала с помощью аппарата 8. Непрерывный лист материала входит в устройство 28 для накопления и подачи аппарата 8. В одном варианте осуществления устройство 28 для накопления и подачи имеет ширину приблизительно до 457 мм, длину приблизительно до 610 мм и высоту приблизительно до 1905 мм. В другом варианте осуществления устройство 28 для накопления и подачи имеет ширину приблизительно 330 мм, длину приблизительно 457 мм и высоту приблизительно 1905 мм. В еще одном варианте осуществления ширина составляет приблизительно 305 мм, длина составляет приблизительно 406 мм, и высота составляет приблизительно 1270.
Датчик 30 контура подачи измеряет расстояние от датчика 30 до по меньшей мере одного заданного участка 5, 7 непрерывного листа материала 4 в устройстве 28 для накопления и подачи. Датчик 30 контура подачи может быть камерой. В одном варианте осуществления датчик 30 контура подачи может включать в себя лазер. Датчик 30 принимает лазерное излучение, отраженное от непрерывного листа и использует отраженное лазерное излучение для измерения расстояния до заданного участка 5, 7 под любым углом. В одном варианте осуществления датчик 30 измеряет расстояние до самого нижнего участка 5 непрерывного листа материала 4 в устройстве 28 для накопления и подачи. В одном варианте осуществления самый нижний участок 5 содержит самую глубокую точку непрерывного листа материала 4 в устройстве 28 для накопления и подачи. В другом варианте осуществления датчик 30 измеряет расстояние между датчиком 30 и переходным участком 7 от, как правило, линейного участка непрерывного листа материала 4 до самой глубокой точки. В одном варианте осуществления датчик 30 расположен таким образом, чтобы обнаруживать внутренний участок вогнутой поверхности, образовавшейся непрерывным листом материала, как показано на фиг.1. Однако следует понимать, что датчик 30 может быть расположен иначе. Например, в другом варианте осуществления датчик 30 может быть расположен таким образом, чтобы обнаруживать внешний участок вогнутой поверхности, образованной непрерывным листом материала. Более конкретно, хотя датчик 30 показан на фиг.1 как расположенный над самым нижним участком 5 непрерывного листа материала, датчик 30 при необходимости может быть расположен под самым нижним участком 5. Соответственно, в одном варианте осуществления датчик 30 обнаруживает первую сторону непрерывного листа материала 4. В другом варианте осуществления датчик 30 обнаруживает вторую сторону непрерывного листа материала.
Дополнительно или альтернативно, датчики 31A, 31B могут быть расположены для отслеживания положения непрерывного листа материала 4 в устройстве 28 для накопления и подачи. Датчик 31A подает первый сигнал в систему 18 управления, когда датчик 31A обнаруживает непрерывный лист материала. Продолжая этот пример, когда датчик 31A не обнаруживает непрерывный лист материала, датчик 31A подает второй сигнал в систему 18 управления. Аналогичным образом, датчик 31B на другом участке устройства для накопления и подачи также подает первый сигнал тогда, когда обнаруживается непрерывный лист материала, и другой второй сигнал тогда, когда непрерывный лист материала не обнаруживается. При необходимости датчики 31A, 31B могут включать в себя лазер. Датчики 31A, 31B могут быть расположены таким образом, чтобы принимать лазерное излучение, отраженное от заданного участка непрерывного листа материала 4, для определения количества непрерывного листа материала в устройстве для накопления и подачи. В другом варианте осуществления один или несколько датчиков 31A, 31B являются камерами.
Система 18 управления принимает информацию, ассоциированную с положением непрерывного листа материала 4 в устройстве 28 для накопления и подачи, из одного или нескольких датчиков 30, 31 контура подачи. Используя информацию от датчиков 30, 31, система 18 управления может определить длину непрерывного листа материала 4 в устройстве 28 для накопления и подачи. Например, система управления может определить то, имеется ли избыточная длина, достаточная длина или недостаточная длина непрерывного листа материала в устройстве 28 для накопления и подачи. Система 18 управления может затем отправить сигнал в разматыватель 6 для увеличения скорости разматывания, если в устройстве 28 для накопления и подачи обнаружена недостаточная длина непрерывного листа материала 4. В качестве альтернативы, система 18 управления может отправить сигнал в разматыватель 6 для уменьшения скорости разматывания, если в устройстве 28 для накопления и подачи обнаружена избыточная длина непрерывного листа материала 4. В одном варианте осуществления система 18 управления отправляет сигналы в разматыватель 6, чтобы отрегулировать скорость разматывания, поддерживая практически постоянную длину непрерывного листа материала в устройстве 28 для накопления и подачи.
В одном варианте осуществления система управления принимает сигнал о расстоянии между датчиком 30 и заданным участком непрерывного листа материала. В одном варианте осуществления заданный участок содержит самый нижний участок 5 непрерывного листа материала 4 в устройстве 28 для накопления и подачи. В другом варианте заданный участок содержит переходной участок 7 непрерывного листа материала 4 в устройстве 28 для накопления и подачи.
При необходимости в другом варианте осуществления, когда датчик 31A на первом участке устройства 28 для накопления и подачи не обнаруживает непрерывный лист материала и отправляет второй сигнал в систему управления, система управления может определить, что в устройстве 28 для накопления и подачи обнаружена недостаточная длина непрерывного листа материала 4. Аналогичным образом, когда датчик 31A обнаруживает непрерывный лист материала, и датчик 31B на втором участке устройства 28 для накопления и подачи не обнаруживает непрерывный лист материала, система управления может определить, что самый нижний участок 5 непрерывного листа материала 4 находится между датчиками 31A и 31B. Соответственно, система управления может определить, что в устройстве 28 для накопления и подачи находится достаточная длина непрерывного листа материала. Продолжая этот пример, когда датчик 31B обнаруживает непрерывный лист и отправляет первый сигнал в систему управления, система управления может определить, что в устройстве 28 для накопления и подачи обнаружена слишком большая или избыточная длина непрерывного листа материала 4.
Обратимся теперь к фиг.6, на которой, в общем, показана система 18 управления согласно одному варианту осуществления настоящего изобретения. Более конкретно, на фиг.6 в общем, показан один вариант осуществления системы 18 управления согласно настоящему изобретению, выполненной с возможностью управления системой 2 и аппаратом 8 согласно настоящему изобретению. Система 18 управления, в общем, показана с аппаратными элементами, которые могут быть электрически соединены через шину 112. Аппаратные элементы могут включать в себя центральный процессорный блок (CPU) 114; устройство 116 ввода (например, мышь, клавиатуру и т.д.); и устройство 118 вывода (например, устройство отображения, принтер и т.д.). Система 18 управления также может включать в себя запоминающее устройство 120. В одном варианте осуществления запоминающее(ие) устройство(а) 120 может (могут) быть дисковым накопителем, оптическим запоминающим устройством, твердотельным запоминающим устройством, таким как оперативное запоминающее устройство (RAM) и/или постоянное запоминающее устройство (ROM), которое может быть программируемым, обновляемым во флэш-памяти и/или подобным.
Система 18 управления может дополнительно включать в себя одно или несколько из следующего: устройство 122 для считывания машиночитаемых носителей информации; система 124 связи (например, модем, сетевая карта (беспроводная или проводная), устройство инфракрасной связи и т.д.); и рабочая память 126, которая может включать в себя устройства RAM и ROM, как описано выше. В некоторых вариантах осуществления система 18 управления также может включать в себя блок 128 ускорения обработки, который может включать в себя DSP, специализированный процессор и/или т.п. При необходимости система 18 управления также может включать в себя базу 130 данных.
Устройство 122 для считывания машиночитаемых носителей информации может быть дополнительно связан с машиночитаемым носителем информации, вместе (и при необходимости в сочетании с запоминающим(и) устройством(ами) 120), всесторонне представляя удаленные, локальные, несъемные и/или съемные запоминающие устройства плюс носители информации для временного и/или более постоянного хранения машиночитаемой информации. Система 124 связи позволяет осуществлять обмен данными с сетью 132 и/или выполнять любую другую обработку данных. При необходимости система 18 управления может получить доступ к данным, хранящимся на удаленном запоминающем устройстве, таком как база 134 данных, посредством подключения к сети 132. В одном варианте осуществления сетью 132 может быть Интернет.
Система 18 управления также может содержать программные элементы, показанные как находящиеся на данный момент в рабочей памяти 126. Программные элементы могут включать в себя операционную систему 136 и/или другой код 138, такой как программный код, реализующий один или несколько способов и аспекты настоящего изобретения.
Специалист в данной области техники поймет, что альтернативные варианты осуществления системы 18 управления могут иметь многочисленные вариации того, что описано выше. Например, могут также использоваться специализированные аппаратные средства, и/или конкретные элементы могут быть реализованы в аппаратных средствах, программном обеспечении (включая программное обеспечение, такое как прикладные мини-программы) или и то и другое. Кроме того, может использоваться соединение с другими вычислительными устройствами, такими как сетевые устройства ввода/вывода.
Подходящие системы 18 управления известны специалистам в данной области техники. В одном варианте осуществления система 18 управления представляет собой персональный компьютер, такой как, но без ограничений, персональный компьютер, работающий под управлением операционной системы MS Windows. При необходимости система 18 управления может быть смартфоном, планшетным компьютером, портативным компьютером и аналогичными вычислительными устройствами. В одном варианте осуществления система 18 управления представляет собой систему обработки данных, которая включает в себя одно или несколько из следующего, но без ограничений: устройство ввода (например, клавиатура, мышь или сенсорный экран); устройство вывода (например, дисплей, динамик); видеокарта; устройство связи (например, карта Ethernet или устройство беспроводной связи); постоянная память (например, жесткий диск); временная память (например, оперативное запоминающее устройство); компьютерные инструкции, хранящиеся в постоянной памяти и/или во временной памяти; и процессор. В другом варианте осуществления система 18 управления представляет собой программируемый логический контроллер (PLC). Одним из примеров подходящего PLC является Controllogix PLC, произведенный фирмой Rockwell Automation, Inc, хотя другие PLC могут быть использованы с вариантами осуществления настоящего изобретения.
Обратимся снова к фиг.1, блок 32 сервоподачи выполнен с возможностью приема сигнала из системы 18 управления для перемещения непрерывного листа материала 4 на заданную длину 35 (показано на фиг.3) с заданной скоростью в рабочую зону 50. Выбранная операция выполняется на непрерывном листе материала в рабочей зоне 50 одним или несколькими лазерными блоками 38, 40. При необходимости в одном варианте осуществления выбранная операция содержит операцию лазерной маркировки, выполняемую по меньшей мере одним лазерным блоком 38, 40.
Любой подходящий блок 32 сервоподачи может использоваться с системой 2 настоящего изобретения. Блок 32 сервоподачи может быть выполнен таким образом, чтобы толкать или тянуть непрерывный лист материала 4 в рабочую зону 50. В качестве альтернативы, в одном варианте осуществления настоящего изобретения блок 32 сервоподачи может содержать два или более блоков сервоподачи, которые работают вместе, чтобы толкать и тянуть непрерывный лист материала 4 в рабочую зону 50. В одном варианте осуществления блок 32 сервоподачи выполнен с возможностью перемещения непрерывного листа материала 4 на заданную длину 35 в рабочую зону 50 не более чем приблизительно за 35 миллисекунд. В более предпочтительном варианте осуществления блок 32 сервоподачи может перемещать непрерывный лист материала 4 на заданную длину 35 в рабочую зону 50 менее чем приблизительно за 30 миллисекунд. Подходящие блоки 32 сервоподачи известны специалистам в данной области техники.
Скорость, с которой блок 32 сервоподачи перемещает непрерывный лист материала 4 в аппарат 8, может быть быстрее или медленнее, чем скорость разматывания разматывателя 6. Система 18 управления может изменять входную скорость блока 32 сервоподачи для изменения скорости циклов системы 2. Блок 32 сервоподачи, как правило, перемещает непрерывный лист материала 4 в рабочую зону 50 со скоростью, большей, чем скорость приема преобразующего пресса 10. Таким образом, промежуток времени, доступный для операции, выполняемой лазерными блоками 38, 40, может быть увеличен без увеличения продолжительности цикла системы 2, гарантируя, что преобразующий пресс 10 может вытягивать непрерывный лист материала 4 без замедления продолжительности цикла. В одном варианте осуществления, где операция содержит лазерную маркировку непрерывного листа материала, увеличение времени, доступного для маркировки, также позволит лазерным блокам 38, 40 формировать более сложные маркировочные знаки на непрерывном листе материала 4. Дополнительно или альтернативно, увеличение времени, доступного для маркировки, уменьшает количество энергии, потребляемой лазерным блокам 38, 40 для формирования отображаемой информации 68 на непрерывном листе материала 4, что снижает эксплуатационные расходы системы 2.
Система 18 управления может отправить сигнал в блок 32 сервоподачи, чтобы изменить длину 35 непрерывного листа материала 4, который перемещается в рабочую зону 50. Таким образом, система управления может регулировать местоположение операции, выполняемой на непрерывном листе материала 4. В одном варианте осуществления система 18 управления может отправить сигнал в блок сервоподачи для изменения длины 35 в ответ на сигнал, принятый из энкодера 22. В другом варианте осуществления система 18 управления может отправить сигнал для автоматического изменения длины. Более конкретно, система 18 управления может принимать данные из датчика 58, такого как камера 58, которые указывают, что отображаемая информация 68, сформированная на непрерывном листе материала лазерными блоками 38, 40, не находится на заданном участке. Камера 58 расположена таким образом, чтобы делать снимок участков 36 непрерывного листа материала 4 после того, как на непрерывном листе материала была выполнена такая операция, как формирование знака или отображаемой информации 68. В одном варианте осуществления первая камера 58A расположена для съемки первой стороны непрерывного листа материала, и вторая камера 58B расположена для съемки второй стороны непрерывного листа материала. Система 18 управления выполнена с возможностью определения того, находится ли отображаемая информация в заданном местоположении, используя данные, такие как изображения, принятые из камеры 58. Если отображаемая информация не находится в заданном местоположении, система 18 управления может отправить сигнал в блок сервоподачи для изменения длины непрерывного листа материала, подаваемого в рабочую зону 50. Сигнал может увеличивать или уменьшать заданную длину 35.
Обратимся теперь к фиг.7A и 7B, на которых показаны примеры отображаемой информации 68, которая не находится на заданном участке непрерывного листа материала. Направление движения непрерывного листа материала 4 указано стрелками 43. Камера 58 расположена для захвата изображения отображаемой информации 68 на каждом участке 36 непрерывного листа материала. Снимок, сделанный камерой 58, передается в систему 18 управления. Система 18 управления может определить, находится ли отображаемая информация 68 в заданном местоположении на участке 36А листа. Например, отображаемая информация 68, показанная на фиг.7A, расположена слишком близко к расположенной ниже по ходу стороне 39B участка листа 36A. В качестве альтернативы, снимок, сделанный камерой 58, может указывать на то, что отображаемая информация 68 расположена слишком близко к расположенной выше по ходу стороне 39A участка листа 36C, как, в общем, показано на фиг.7B.
Когда система 18 управления определяет (на основе данных, принятых из камеры 58) то, что отображаемая информация 68 расположена слишком близко к расположенной ниже по ходу стороне 39B участка листа 36 (как, в общем, показано на фиг.7A), система 18 управления может отправить первый сигнал в блок 32 сервоподачи для увеличения заданной длины 35 непрерывного листа материала, подаваемого в рабочую зону 50 (показанную на фиг.1) аппарата 8. Таким образом, система 18 управления может настроить (или отрегулировать) положение последующей отображаемой информации 68, сформированной на непрерывном листе материала. Например, в ответ на прием первого сигнала блок 32 сервоподачи может увеличить заданную длину 35 следующего участка 36B листа. В одном варианте осуществления первый сигнал заставляет блок 32 сервоподачи увеличить заданную длину 35 на первую величину. В одном варианте осуществления первая величина составляет от приблизительно 0,127 мм до приблизительно 1,27 мм.
Аналогичным образом, если система 18 управления определяет, что отображаемая информация 68 расположена слишком близко к расположенной выше по ходу стороне 39A участка 36C листа (например, как показано на фиг.7B), система 18 управления может отправить второй сигнал, который заставляет блок 32 сервоподачи уменьшить заданную длину 35 непрерывного листа материала, подаваемого в рабочую зону. В ответ на прием второго сигнала блок 32 сервоподачи может уменьшить заданную длину 35 следующего участка 36D листа. В одном варианте осуществления второй сигнал из системы 18 управления может заставить блок сервоподачи уменьшить заданную длину на вторую величину, чтобы изменить или отрегулировать позицию последующей отображаемой информации 68, сформированной на непрерывном листе материала. В одном варианте осуществления вторая величина составляет от приблизительно 0,127 мм до приблизительно 1,27 мм.
Сигналы, принятые из системы 18 управления, могут дополнительно указывать величину для увеличения или уменьшения заданной длины 35 на основе того, насколько далеко отображаемая информация 68 находится от расположенной выше по ходу стороны 39A или расположенной ниже по ходу стороны 39B участка листа. В одном варианте осуществления, если отображаемая информация 68 находится на первом расстоянии 41A от выходной стороны 39B, такой как отображаемая информация 68A на фиг.7A, система 18 управления может отправить третий сигнал в блок 32 сервоподачи. В одном варианте осуществления третий сигнал может побудить блок сервоподачи увеличить заданную длину 35 на третью величину. Третья величина в одном варианте составляет от приблизительно 0,508 мм до приблизительно 1,27 мм.
В другом варианте осуществления, когда длина отображаемой информации больше, чем первое расстояние 41A, но меньше, чем второе расстояние 42A от расположенной ниже по ходу стороны 39B участка листа 36A, такой как отображаемая информация 68B на фиг.7A, система управления может отправить четвертый сигнал в блок сервоподачи. Четвертый сигнал может заставить блок 32 сервоподачи увеличить заданную длину 35 на четвертую величину. В одном варианте осуществления четвертая величина составляет от приблизительно 0,127 мм до приблизительно 0,508 мм.
Если система управления определяет, что отображаемая информация находится в пределах первого расстояния 41B от расположенной выше по ходу стороны 39A участка 36C листа, такой как отображаемая информация 68E, показанная на фиг.7B, система 18 управления может отправить пятый сигнал в блок сервоподачи, чтобы уменьшить заданную длину на пятую величину. В одном варианте пятая величина составляет от приблизительно 0,508 мм до приблизительно 1,27 мм. В качестве альтернативы, когда отображаемая информация находится между первым расстоянием 41B и вторым расстоянием 42B от расположенной выше по ходу стороны 39A, такой как отображаемая информация 68F участка 36C листа, система 18 управления может отправить шестой сигнал в блок 32 сервоподачи, чтобы уменьшить заданную длину на шестую величину. В одном варианте осуществления шестая величина составляет от приблизительно 0,127 мм до приблизительно 0,508 мм.
Система 18 управления может отправить сигналы в блок 32 сервоподачи для регулировки (то есть увеличения или уменьшения) заданной длины 35 после определения того, что один или несколько фрагментов отображаемой информации не находятся в заданном местоположении на участке 36 листа. В одном варианте осуществления система 18 управления может отправить сигнал для регулировки заданной длины после определения того, что отображаемая информация не находится в заданном местоположении на заданном количестве участков 36 листа. В одном варианте осуществления система управления может ожидать до тех пор, пока отображаемая информация, сформированная в неправильном положении, не будет наблюдаться в заданном количестве последовательных участков 36 листа. Более конкретно, в одном варианте осуществления система 18 управления может отправить сигнал для регулировки заданной длины после определения того, что отображаемая информация находится слишком близко к одной из расположенной выше по ходу стороне 39A или расположенной ниже по ходу стороне 39B по меньшей мере на трех последовательных участках 36 листа. В другом варианте осуществления система 18 управления может ожидать до тех пор, пока не будет определено, что отображаемая информация 68 не находятся в заданном местоположении на пяти последовательных участках листа 36.
Дополнительно или альтернативно, система 18 управления может ожидать отправку сигнала только после определения того, что отображаемая информация не была сформирована в неправильном положении в заданном количестве участков 36 листа в выборке участков листа. В одном варианте осуществления система 18 управления может отправить сигнал для регулировки заданной длины после определения того, что отображаемая информация находится слишком близко к одной из расположенной выше по ходу стороне 39A или расположенной ниже по ходу стороне 39B по меньшей мере на трех участках 36 листа в выборке из десяти участков листа. В другом варианте осуществления, когда пять участков 36 листа в выборке из десяти участков листа включают в себя отображаемую информацию, которая находится слишком близко к одной из сторон 39A, 39B, система управления может отправить сигнал для регулировки заданной длины. При необходимости система управления может отправить сигнал после определения того, что по меньшей мере 50 процентов выборок из заданного количества участков 36 листа имеют отображаемую информацию, которая сформирована слишком близко к одной из расположенной выше по ходу стороне 39A или расположенной ниже по ходу стороне 39B. В одном варианте осуществления оператор может использовать устройство 116 ввода, взаимодействующее с системой 18 управления для ввода заданного количества или процента участков листа, которые должны наблюдаться с отображаемой информацией, закрывающей либо расположенную выше по ходу сторону 39A или расположенную ниже по ходу сторону 39B, прежде чем система управления сможет отправить сигнал для регулировки длины.
В одном варианте осуществления после отправки сигнала для регулировки заданной длины система 18 управления может ожидать заданное количество циклов аппарата 8 перед отправкой другого сигнала для регулировки заданной длины. В одном варианте осуществления система управления может ожидать от 30 до 80 циклов, прежде чем отправить еще один сигнал в блок 32 сервоподачи, чтобы отрегулировать заданную длину непрерывного листа материала, подаваемого в рабочую зону. В другом варианте осуществления система управления может ожидать до 55 циклов после отправки одного из сигналов с первого по шестой, прежде чем отправить другой сигнал для регулировки заданной длины. В качестве альтернативы, после отправки сигнала для регулировки заданной длины, система управления может ожидать от двух до пятидесяти пяти циклов перед отправкой другого сигнала для регулировки заданной длины.
Обратимся теперь к фиг.8, в одном варианте осуществления настоящего изобретения система 18 управления может вырабатывать пользовательский интерфейс 140, указывающий позицию отображаемой информации 68 на участке 36 листа. Пользовательский интерфейс 140 может отображаться на устройство 118 вывода системы 18 управления. В одном варианте осуществления пользовательский интерфейс 140 может включать в себя представление 142 участка листа, которое в дальнейшем может быть сформировано на ушке для торцевой крышки. Изображение 146 отображаемой информации 68 в позиции, обнаруженной камерой 58, может отображаться на представлении 142. Пользовательский интерфейс 140 может дополнительно включать в себя одно или несколько окон 148, 150, 152 рядом с расположенной выше по ходу стороной 144A и расположенной выше по ходу стороной 144B представления 142. Окна 148A, 150A, 152A, 148B, 150B и 152B указывают заданные расстояния от расположенной выше по ходу стороны 144A и расположенной ниже по ходу стороны 144B представления 142 участка листа, соответственно. При необходимости окна 148, 150, 152 имеют одинаковую высоту. В другом варианте осуществления окна 148, 150, 152 могут иметь разную высоту для указания разных расстояний от сторон 144A, 144B. Хотя три окна 148, 150, 152 показаны рядом с расположенной выше по ходу стороной 144A и расположенной ниже по ходу стороной 144B, специалист в данной области техники поймет, что пользовательский интерфейс 140 может включать в себя большее или меньшее количество окон. В одном варианте осуществления пользовательский интерфейс 140 может включать в себя от одного до шести окон, расположенных рядом с одной или несколькими из расположенной выше по ходу стороны 144A и расположенной ниже по ходу стороны 144B представления 142 участка листа.
В одном варианте осуществления окна 148, 150, 152 могут указывать величину ошибки положения отображаемой информации, предоставленной камерой 58. Например, изображение 146 отображаемой информации, показанное на фиг.8, находится слишком близко к расположенной ниже по ходу стороне 144B участка листа, обозначенной представлением 142. Изображение 146 частично показано внутри внутреннего окна 148B. Соответственно, система 18 управления может отправить сигнал в блок 32 сервоподачи для увеличения заданной длины непрерывного листа материала в следующем цикле аппарата 8. Однако, так как окно 148B является самым дальним из следующих по ходу окон 148B, 150B, 152B от расположенной выше по ходу стороны 144B, система 18 управления может отправить единственное указание на только незначительное увеличение заданной длины. Например, в одном варианте осуществления внутреннее окно 148B ассоциируется с четвертым сигналом, и система 18 управления может указать блоку 32 сервоподачи увеличить заданную длину с приблизительно 0,127 мм до приблизительно 0,508 мм. Если изображение 146 находится внутри среднего окна 150A, 150B, система 18 управления может отправить сигнал, управляющий средним увеличением или уменьшением заданной длины, соответственно. Аналогичным образом, когда система 18 управления определяет, что изображение 146 находится во внешнем окне 152A, 152B, система управления может отправить сигнал, управляющий увеличением или уменьшением заданной длины, которая больше, чем когда изображение 146 находится в одном из окон 148, 150.
Дополнительно или альтернативно, оператор системы 2 может регулировать одно или несколько из: продолжительности цикла (или времени разматывания) и длины 35 поступления непрерывного листа материала 4 с помощью пользовательского интерфейса или устройства 116 ввода система 18 управления. В одном варианте осуществления пользовательский интерфейс 140 может включать в себя значок 154, который может быть выбран пользователем для увеличения заданной длины 35. Другой значок 156 может быть выбран пользователем для уменьшения заданной длины 35. При необходимости пользовательский интерфейс 140 также может включать в себя значки 160, 162, которые можно выбрать для увеличения или уменьшения продолжительности цикла аппарата 8. В другом варианте осуществления система 18 управления может автоматически отправить сигнал в блок 32 сервоподачи для регулировки продолжительности цикла. Соответственно, система 18 управления может продвигать непрерывный лист материала 4 автоматически или в ответ на ввод оператора, чтобы выполнить операцию, такую как формирование знака или отображаемой информации 68 с помощью лазера, на заданном участке непрерывного листа материала 4. Таким образом, отображаемая информация 68 правильно размещается на ушке 60, в дальнейшем сформированном из непрерывного листа с помощью преобразующего пресса 10.
В то время как непрерывный лист перемещается в операционную зону 50, стабилизирующий валик 34 аппарата 8 может стабилизировать непрерывный лист материала 4. В одном варианте осуществления аппарат 8 может включать в себя множество стабилизирующих роликов 34 в различных местоположениях до и после лазерных блоков 38, 40.
После того как заданная длина 35 непрерывного листа материала 4 была размещена в рабочей зоне 50, блок 32 сервоподачи останавливается, в то время как лазерные блоки 38, 40 выполняют операцию на непрерывном листе материала. Например, в одном варианте осуществления лазерные блоки 38, 40 являются лазерными блоками, которые формируют маркировочные знаки или отображаемую информацию 68 на непрерывном листе материала. В качестве альтернативы, кроме лазера, могут быть использованы устройства любого типа для маркировки, печати, образования, резания, придания формы или изменения непрерывного листа материала. При необходимости зажимное приспособление (не показано) аппарата 8 входит в зацепление с непрерывным листом материала 4, когда блок сервоподачи останавливается, чтобы предупредить непреднамеренное или случайное движение в ходе операций, выполняемых лазерными блоками 38, 40.
Так как непрерывный лист материала 4 остается по существу неподвижным в рабочей зоне 50 во время операций, выполняемых одним или несколькими лазерными блоками 38, 40, разматыватель 6 может продолжать разматывать непрерывный лист материала 4, увеличивая количество непрерывного листа материала в устройстве 28 для накопления и подачи. Аналогичным образом, расположенное ниже по ходу оборудование 10 может продолжать вытягивание непрерывного листа материала 4 с заданной скоростью, тем самым уменьшая количество непрерывного листа материала в устройстве 44 для накопления и выгрузки, как будет более подробно описано ниже со ссылкой на фиг.5А-5С.
Обратимся теперь к фиг.3, в одном варианте осуществления лазерные блоки 38, 40 содержат лазеры, которые маркируют заданные участки 36 непрерывного листа заготовки 4 для ушек, которые в дальнейшем могут быть сформованы в ушки 60 с помощью преобразующего пресса 10. Маркировка 68 может быть нанесена в любой ориентации и в любом местоположении в пределах каждого участка 36 заготовки 4 для ушек. Кроме того, каждый участок 36 может иметь более одной маркировки 68, причем каждая маркировка имеет различную ориентацию, как показано на участке 36A. При необходимости по меньшей мере один участок 36B в пределах каждой длины 35 заготовки 4 для ушек может быть оставлен немаркированным. В одном варианте осуществления маркировка имеет высоту приблизительно до 3,175 мм. Заготовка 4 для ушек имеет ширину 37, достаточную для того, чтобы преобразующий пресс 10 формовал ряд ушек 60 из каждой заданной длины 35 заготовки 4 для ушек. В одном варианте осуществления заготовка 4 для ушек имеет ширину 37, достаточную для трех участков 36 в пределах каждой длины 35, которая в дальнейшем может быть сформована на трех ушках 60. Однако специалист в данной области техники поймет, что ширина заготовки 4 для ушек может быть увеличена или уменьшена до ширины, достаточной для преобразующего пресса 10, чтобы формовать большее или меньшее количество ушек 60 из каждой заданной длины 35 заготовки 4 для ушек.
Лазерными блоки 38, 40 могут выполнять операции на одной или обеих сторонах непрерывного листа материала 4 по существу одновременно. Соответственно, в варианте осуществления, в котором непрерывный лист содержит материал заготовки для ушек, когда преобразующий пресс 10 формует непрерывный лист материала 4 в ушки 60, верхняя (или внешняя) поверхность ушка 60, которая видна потребителю, и нижняя поверхность ушка 60 (которая изначально не была видна потребителю) могут включать в себя одну или несколько маркировок 68. Маркировка на нижней поверхности ушка 60 может быть видна потребителю после подъема захватываемого участка 64 ушка 60 с целью отделения зарубки 78 и опускания отрывной панели 80 торцевой крышки 74, чтобы открыть разливочное отверстие 82.
Обратимся снова к фиг.1, аппарат 8 может включать в себя любое количество лазерных блоков 38, 40. Например, аппарат может включать в себя любое количество лазерных блоков 38, выполненных с возможностью выполнения операции на первой стороне непрерывного листа материала 4. Дополнительно или альтернативно, аппарат также может включать в себя любое количество блоков 40 для выполнения операции на второй стороне непрерывного листа материала. Количество и положения инструментального средства или лазерного блока 38 могут быть такими же или отличаться от количества и положений инструментального средства или лазерного блока 40. В одном варианте осуществления аппарат 8 может включать в себя от одного до четырех лазерных блоков 38 для маркировки первой стороны непрерывного листа материала. Дополнительно или альтернативно, аппарат может включать в себя от одного до четырех лазерных блоков 40 для маркировки второй стороны непрерывного листа металлического материал, по существу одновременно с первой стороной. В одном варианте осуществления лазерные блоки 38, 40 выполнены с возможностью маркировки непрерывного листа материала 4 менее чем приблизительно за 60 миллисекунд, и более предпочтительно менее чем за приблизительно 50 миллисекунд. При необходимости в одном варианте осуществления непрерывный лист материала 4 может продвигаться один или несколько раз для маркировки одним или несколькими лазерными блоками 38, 40 для завершения каждой маркировки или для формирования более сложных маркировок.
В одном варианте осуществления лазерные блоки 38 могут быть по существу такими же, как и лазерные блоки 40, или отличаться от них. В другом варианте осуществления лазерные блоки 38, 40 включают в себя один или несколько Nd:YAG-лазеров (также известных как неодимовые лазеры на основе алюмоиттриевого граната) с длиной волны излучения приблизительно 1,064 мкм. В еще одном варианте осуществления лазерные блоки 38, 40 обеспечивают выходную мощность от приблизительно 40 Вт до приблизительно 140 Вт прикладываемой мощности, причем приблизительно 80% такой мощности передается в заданную область непрерывного листа материала 4. В еще одном варианте согласно варианту осуществления лазерные блоки 38, 40 обеспечивают импульсную или прерывистую форму лазерного излучения. В одном варианте осуществления лазерные блоки 38, 40 могут выдавать импульсы с частотой от приблизительно 3000 Гц до приблизительно 65000 Гц. Предпочтительно выходные импульсы лазерного излучения являются относительно стабильными в том смысле, что существует относительно небольшое изменение мощности от одного импульса к другому, и практически все импульсы имеют достаточную мощность для испарения или абляции материала целевой области непрерывного листа материала 4, чтобы оставить видимое пятно или маркировочный знак. В еще одном варианте осуществления лазерные блоки 38, 40 выполнены с возможностью маркировки приблизительно 1300 маркировочных знаков в секунду и приблизительно 15,2 м непрерывного листового материала в секунду. В одном варианте осуществления лазерные блоки 40 могут быть другого типа или работать с другим уровнем мощности, чем лазерные блоки 38. Лазерные блоки 38, 40, которые могут использоваться в этой связи, известны специалистам в данной области техники и доступны от многих поставщиков.
Аппарат 8 может дополнительно включать в себя систему 52 охлаждения, которая поддерживает заданную температуру в лазерных блоках 38, 40. Подходящие системы 52 охлаждения известны специалистам в данной области техники и могут использовать различные способы для поддержания заданной температуры в лазерных блоках 38, 40. В одном варианте осуществления система 52 охлаждения является внешней по отношению к аппарату 8, и аппарат 8 может включать в себя один или несколько патрубков для охлаждения и объединения с внешней системой 52 охлаждения.
После завершения операций лазерными блоками 38, 40 или другим устройством непрерывный лист материала 4 при необходимости проходит через систему 20 контроля пыли. Система 20 контроля пыли удаляет отходы с непрерывного листа материала 4 любым подходящим способом. В одном варианте осуществления система 20 контроля пыли использует один или несколько из: потока газа, потока жидкости, всасывания и щеток, которые контактируют с одной или обеими поверхностями непрерывного листа материала 4, чтобы удалить отходы. Система 20 контроля пыли может быть расположена до или после блока 32 сервоподачи. Аппарат 8 может включать в себя ряд патрубков или отверстий для соединения в системе 20 контроля пыли. Любая система 20 контроля пыли, известная специалистам в данной области техники, может использоваться с системой 2 настоящего изобретения.
При необходимости после выполнения операций блоками 38, 40, на одну или обе стороны непрерывного листа материала 4 может быть нанесено покрытие смазочного материала из системы смазки (не показана). В одном варианте осуществления система смазки соединена с преобразующим прессом 10. В другом варианте осуществления система смазки соединена с аппаратом 8. Подходящие системы смазки, выполненные с возможностью смазки полосы непрерывного листа материала 4, известны специалистам в данной области техники и могут быть получены от различных поставщиков, таких как (но без ограничения) UNIST Inc.
После выполнения операций блоками 38, 40, непрерывный лист материала 4 накапливается в устройстве 44 для накопления и выгрузки, пока не попадает внутрь преобразующего пресса 10. Устройство 44 для накопления и выгрузки аналогично балансировочному устройству, задействованному в технологическом процессе, как могут признать специалисты в данной области. Устройство 44 для накопления и выгрузки может иметь такие же или другие размеры, чем устройство 28 для накопления и подачи. В одном варианте осуществления устройство 44 для накопления и выгрузки имеет ширину приблизительно до 457 мм, длину приблизительно до 610 мм и высоту до приблизительно 1905 мм. В другом варианте осуществления устройство 44 для накопления и выгрузки имеет ширину приблизительно 330 мм, длину приблизительно 457 мм и высоту приблизительно 1905 мм. В более предпочтительном варианте ширина составляет приблизительно 305 мм, длина составляет приблизительно 406 мм, и высота составляет приблизительно 127 мм.
Один или несколько датчиков 46, 47 устройства 44 для накопления и выгрузки могут быть такими же, аналогичными или отличающимися от датчиков 30, 31. В одном варианте осуществления датчики 46, 47 могут быть расположены по существу в тех же местоположениях, как и датчики 30, 31. Кроме того, в вариантах осуществления датчики 46, 47 могут включать в себя лазер или взаимодействовать с ним. Лазер может быть размещен с заданным выравниванием относительно непрерывного листа материала 4. Соответственно, датчики 46, 47 могут быть расположены таким образом, чтобы принимать энергию лазера, отраженную от заданного участка непрерывного листа материала 4, для определения количества непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. Дополнительно или альтернативно, один или несколько датчиков 46, 47 могут быть камерой.
Датчик 46 контура выгрузки измеряет расстояние от датчика 46 до по меньшей мере одного заданного участка 5, 7 непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. В одном варианте осуществления датчик 46 измеряет расстояние до самого нижнего участка 5 непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. В одном варианте осуществления самый нижний участок 5 содержит самую глубокую точку для непрерывного листа материала в устройстве 44 для накопления и выгрузки. В другом варианте осуществления датчик 46 измеряет расстояние между датчиком и переходным участком 7 от, как правило, линейного участка непрерывного листа материала до самой глубокой точки. В одном варианте осуществления датчик 46 расположен таким образом, чтобы обнаруживать внутренний участок вогнутой поверхности, образованной непрерывным листом материала, как, в общем, показано на фиг.1. Однако следует понимать, что датчик 46 может быть расположен иначе. Например, в другом варианте осуществления датчик 46 расположен таким образом, чтобы определять внешний участок вогнутой поверхности, образованной непрерывным листом материала. Соответственно, хотя датчик 46 показан на фиг.1 как расположенный над самым нижним участком 5 непрерывного листа материала, датчик 46 может быть при необходимости расположен ниже самого нижнего участка 5 или в любом другом местоположении, в котором возможно измерение длины непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. Соответственно, в одном варианте осуществления датчик 46 обнаруживает первую сторону непрерывного листа материала. В другом варианте осуществления датчик 46 обнаруживает вторую сторону непрерывного листа материала 4.
В качестве альтернативы, один или несколько датчиков 47A, 47B могут выполнены с возможностью контроля положения непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. Датчик 47A подает первый сигнал в систему 18 управления, когда датчик 47A обнаруживает непрерывный лист материала. Продолжая этот пример, когда датчик 47A не обнаруживает непрерывный лист, датчик 47A подает второй сигнал в систему 18 управления. Аналогичным образом, датчик 47B на другом участке устройства 44 для накопления и выгрузки также подает первый сигнал тогда, когда обнаруживается непрерывный лист материала и другой второй сигнал тогда, когда непрерывный лист материала не обнаруживается.
Система 18 управления может определить длину непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки из информации, принятой из одного или нескольких датчиков 46, 47. Система 18 управления контролирует длину маркированного непрерывного листового материала 4 в устройстве 44 для накопления и выгрузки, чтобы обеспечить достаточный бесперебойный поток непрерывного листа материала в преобразующий пресс 10. Система 18 управления может накапливать непрерывный лист материала 4 в устройстве 44 для накопления и выгрузки, чтобы обеспечить подачу преобразующего пресса 10 непрерывным листом материала путем увеличения или уменьшения продолжительности цикла аппарата 8. Таким образом, преобразующий пресс 10 при необходимости может вытягивать непрерывный лист материала 4 из устройства 44 для накопления и выгрузки без напряжения или растяжения непрерывного листа материала.
Система 18 управления может увеличивать или уменьшать продолжительность цикла системы 2, чтобы обеспечить поддержание достаточной длины непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки, чтобы обеспечить работу преобразующего пресса 10 без замедления. В одном варианте максимально допустимая продолжительность цикла для системы 2 для выполнения выбранной операции и продвижения непрерывного листа материала 4 составляет приблизительно 80 миллисекунд для преобразующего пресса 10, работающего со скоростью 750 циклов в минуту. Это дает приблизительно 30 миллисекунд для блока 32 сервоподачи для перемещения непрерывного листа материала 4 в рабочую зону 50 и приблизительно 50 миллисекунд для блоков 38, 40 для выполнения операции на непрерывном листе материала 4. При необходимости в одном варианте осуществления блок сервоподачи может перемещать непрерывный лист материала в рабочую зону менее чем приблизительно за 25 миллисекунд, так что блоки 38, 40 имеют приблизительно 55 миллисекунд для выполнения операции на непрерывном листе материала. В одном варианте осуществления система 2 может работать со скоростью приблизительно до 800 циклов в минуту.
Система 18 управления также может принимать множество сигналов из энкодера 22, взаимодействующего с преобразующим прессом 10. Сигналы из энкодера 22 могут указывать на то, что преобразующий пресс 10 находится в рабочем состоянии, в состоянии ожидания и/или не работает. Сигналы также могут включать в себя скорость циклов (или рабочую скорость) преобразующего пресса 10 и желательное местоположение для операции, которая будет выполняться на непрерывном листе материала 4. Система 18 управления может использовать сигналы, принимаемые из энкодера 22, для изменения скорости циклов аппарата 8 и длины 35 непрерывного листа материала 4, перемещаемого в рабочую зону 50 в ходе каждого цикла аппарата 8.
Обратимся теперь к фиг.4A, когда непрерывный лист материала 4 в устройстве 44 для накопления и выгрузки находится выше заданного положения, например верхнего положения 54, высота непрерывного листа материала является слишком большой и имеется недостаточная длина непрерывного листа материала в устройстве 44 для накопления и выгрузки. В ответ на это система 18 управления может отправить сигнал в блок 32 сервоподачи и блоки 38, 40 для того, чтобы увеличить скорость циклов аппарата 8, которая выше, чем скорость поступления преобразующего пресса 10. Таким образом, увеличивается длина непрерывного листа материала в устройстве 44 для накопления и выгрузки. Увеличение скорости циклов аппарата 8 позволяет уменьшить промежуток времени, доступный блокам 38, 40 для выполнения своих операций на непрерывном листе материала 4. В одном варианте осуществления система 18 управления может отправить сигнал в блок 32 сервоподачи, чтобы увеличить скорость подачи непрерывного листа материала для сокращения времени, необходимого для перемещения непрерывного листа материала в зону 50 маркировки, до менее чем приблизительно 30 миллисекунд. Соответственно, скорость циклов аппарата 8 может быть увеличена без уменьшения времени, доступного для операции, выполняемой блоками 38, 40. Таким образом, когда операция представляет собой лазерную маркировку маркировочным знаком 68, который формируется на непрерывном листе материала, скорость циклов аппарата может быть увеличена без уменьшения времени, доступного для маркировки с помощью лазерных блоков 38, 40, и без снижения качества маркировки, наносимой на непрерывный лист материала 4. В качестве альтернативы, в другом варианте осуществления система 18 управления может отправить сигнал для временного увеличения мощности, используемой лазерными блоками 38, 40 для выполнения маркировочного знака 68, чтобы уменьшить продолжительность маркировки. Система управления также может отправить сигнал в аппарат 8, чтобы уменьшить качество или размер маркировочных знаков 68, которые формируются лазерными блоками 38, 40. Таким образом, маркировка может быть сформирована за меньшее время, чтобы временно увеличить скорость циклов аппарата 8. При необходимости в одном варианте осуществления система 18 управления может отправить сигнал, чтобы изменить скорость поступления или прекратить поступление непрерывного листа материала 4 в преобразующий пресс 10.
Обратимся теперь к фиг.4B, когда непрерывный лист материала 4 в устройстве 44 для накопления и выгрузки находится ниже заданного местоположения, как, в общем, показано нижним положением 56, расстояние от датчика 46 до одного или нескольких из заданных участков 5 или 7 непрерывного листа материала 4 является слишком большим. При необходимости датчик 47B может отправить первый сигнал после обнаружения непрерывного листа материала 4 в местоположении, показанном на фиг.4B. В ответ на это система 18 управления может определить, что в устройстве 44 для накопления и выгрузки имеется слишком много непрерывного листа материала. Система 18 управления может отправить сигнал в блок 32 сервоподачи и блоки 38, 40, чтобы снизить скорость циклов 8 до значения меньше скорости поступления преобразующего пресса 10. Уменьшение скорости циклов аппарата 8 позволяет уменьшить длину непрерывного листа материала 4 в устройстве 44 для накопления и выгрузки. При необходимости, когда уменьшается скорость циклов аппарата, блок сервоподачи 32 перемещает непрерывный лист материала 4 в зону 50 маркировки с той же скоростью, но лазерные блоки 38, 40 работают при пониженном уровне мощности. Таким образом, лазерным блокам требуется больше времени для формирования маркировочных знаков 68 на непрерывном листе материала 4, но для формирования маркировочных знаков требуется меньше энергии. При необходимости в варианте осуществления уровень мощности лазерных блоков 38, 40 можно регулировать в диапазоне от 0% до 100%.
Специалисту в данной области техники будет понятно, что положения 54 и 56 могут изменяться потребителем (устанавливаться ниже или выше). Кроме того, положения 54, 56 могут быть установлены на разной высоте в каждом из устройств 28, 44 для накопления и подачи/выгрузки. В одном варианте осуществления датчики 31A, 47A, как правило, могут быть выровнены с верхними положениями 54 в устройствах 28, 44 для накопления и подачи/выгрузки. Аналогичным образом, в другом варианте осуществления датчики 31B, 47B, как правило, могут быть выровнены с нижними положениями 56 в устройствах 28, 44 для накопления и подачи/выгрузки.
Обратимся теперь к фиг.5A-5C, на которых, в общем, показано перемещение непрерывного листа материала 4 через устройства 28, 28, 44 для накопления и подачи/выгрузки в ходе технологического цикла аппарата 8. Исходное положение непрерывного листа материала 4 показано в устройствах 28, 44 для накопления и подачи/выгрузки на фиг.5A. Непрерывный лист материала находится между верхним положением 54 и нижним положением 56. Соответственно, в устройствах 28, 44 имеется достаточная длина непрерывного листа материала.
Обратимся теперь к фиг.5B, после того как блок 32 сервоподачи переместит заданную длину 35 непрерывного листа материала 4 в рабочую зону 50, длина непрерывного листа материала в устройстве 28 для накопления и подачи может временно уменьшиться. Длина непрерывного листа материала в устройстве 44 для накопления и выгрузки может временно увеличиться. Однако, как показано на фиг.5B, система 18 управления выполнена с возможностью управления скоростью подачи блока 32 сервоподачи таким образом, чтобы длина непрерывного листа материала в устройстве 44 для накопления и выгрузки не была слишком большой, предотвращая пересечение непрерывного листа материала 4 ниже нижнего положения 56.
Обратимся теперь к фиг.5C, которая упоминалась ранее, во время операции, выполняемой блоками 38, 40, непрерывный лист материала 4 поддерживается по существу неподвижным в рабочей зоне 50 с помощью стабилизирующего ролика 34. Однако преобразующий пресс 10 продолжает вытягивать непрерывный лист материала 4 с заданной скоростью. Соответственно, длина непрерывного листа материала в устройстве 44 для накопления и выгрузки может уменьшаться по мере того, как блоки 38, 40 выполняют свои операции на непрерывном листе материала 4. Длина непрерывного листа материала 4 в устройстве 28 для накопления и подачи может увеличиваться, так как разматыватель 6 продолжает разматывать немаркированный непрерывный лист материала. В одном варианте осуществления система 18 управления может отправить сигнал для остановки разматывателя 6, в то время как блоки 38, 40 выполняют операции на непрерывном листе материала 4. Таким образом, длина непрерывного листа материала в устройстве 28 для накопления и подачи может оставаться практически постоянной. После того как блоки 38, 40 завершают свои операции на непрерывном листе материала 4, система 18 управления отправляет сигнал в блок 32 сервоподачи, чтобы переместить еще одну заданную длину 35 непрерывного листа материала в положение в рабочей зоне 50. Затем длины непрерывного листа материала в устройствах 28, 44 могут быть по существу такими, как показано на фиг.5A или 5B.
Обратимся снова к фиг.1, аппарат 8 при необходимости включает в себя систему 48, которая облегчает удаление и монтаж аппарата 8 между разматывателем 6 и преобразующим прессом 10 при необходимости. Система 48 выравнивания может включать ограничители тележки (не показаны), которые присоединены к соединителям, расположенным в заданных положениях технологического оборудования. В качестве альтернативы, соединители могут быть расположены на преобразующем прессе 10 или на петлеобразной лентоподающей установке, взаимодействующей с преобразующим прессом 10. Система 48 выравнивания позволяет эффективно объединить аппарат 8 с преобразующим прессом с минимальным временем простоя. Когда для расположенного ниже по ходу оборудования 10 не требуется операция, выполняемая блоками 38, 40 аппарата 8, аппарат может быть быстро удален из системы 2. Например, в одном варианте осуществления, если для партии торцевых крышек 74 не требуется маркировка 68 на ушках 60, аппарат 8 можно быстро удалить путем разъединения ограничителей тележки в системе 48 выравнивания. При необходимости, когда для партии торцевых крышек 74 не требуются маркированные ушки 60, аппарат 8 может оставаться в положении с выключенными (или в нейтральном положении) лазерными блоками 38, 40 и блоком 32 сервоподачи или в нейтральном положении. Затем непрерывный лист материала 4 может свободно проходить через аппарат 8 со скоростью, равной скорости подачи преобразующего пресса 10.
Преобразующий пресс 10 вытягивает маркированный непрерывный лист материала при необходимости из устройства 44 для накопления и выгрузки. Преобразующий пресс 10 может включать в себя инструментальные средства, выполненные с возможностью формовки непрерывного листа материала 4, полученного из системы 2, в ушко 60 с любым заданным размером или формой. Ушко 60, как правило, включает в себя переднюю кромку 62 и захватываемый участок 64. При необходимости преобразующий пресс 10 может формовать отверстие 66 на захватываемом участке 64 ушка 60. Однако, как будет понятно специалисту в данной области техники, преобразующий пресс 10 может дополнительно формовать ушко 60 с замкнутой перемычкой на захватываемом участке 64, чтобы увеличить площадь на ушке 60 для маркировки и захватывания потребителем.
Множество маркировочных знаков 68 может быть размещено на любом заданном участке ушка 60 в любой ориентации. Следует понимать, что маркировочные знаки 68 могут быть сформированы в любом местоположении на ушке 60, включая нижнюю поверхность (не показана) ушка 60, обращенную к внешней поверхности торцевой крышки 74. Кроме того, маркировочные знаки 68 могут включать в себя любое сочетание текста, цифр, идентификационной информации заказчика, информации о товарном знаке, инструкцию по применению, знаки розыгрыша, изображения или любое другое желаемое декорирование или отображаемую информацию любого размера.
Преобразующий пресс 10 также принимает заготовки для торцевых крышек (не показаны) из балансировочного устройства 70. В одном варианте осуществления балансировочное устройство 70 представляет собой механический пористый материал, который регулирует поток заготовок для торцевых крышек в преобразующий пресс 10 из другого расположенного ниже по ходу оборудования 72, такого как преобразующий пресс, используемый в процессе изготовления торцевых крышек. Балансировочное устройство 70 поддерживает надлежащую скорость и поток заготовок для торцевых крышек, чтобы гарантировать постоянный, непрерывный поток заготовок для торцевых крышек в преобразующий пресс 10. Балансировочное устройство 70 может накапливать заготовки для торцевых крышек, чтобы гарантировать, что в преобразующий пресс 10 подаются заготовки для торцевых крышек, если расположенное выше по ходу оборудование 72 отключается, например, для технического обслуживания, во время внеплановых остановок или при загрузке нового рулона листового металла, используемого для формования заготовок для торцевых крышек, в разматыватель (не показан).
Преобразующий пресс 10 содержит множество последовательных наборов штампов, которые поднимают заклепку 76 в торцевой крышке 74. Хотя заклепка 76 показана на фиг.1 по существу, как расположенная по центру на торцевой крышке 74, специалист в данной области техники поймет, что заклепка 76 может быть расположена в любом заданном месте торцевой крышки 74. В одном варианте осуществления заклепка 76 не расположена по центру на торцевой крышке 74. Преобразующий пресс 10 также может включать в себя инструментальные средства для формирования зарубок 78, ограничивающих отрывную панель 80, которую можно открыть с образованием разливочного отверстия 82. После формования торцевой крышки 74 преобразующий пресс 10 соединяет ушко 60 с заклепкой 76.
Затем готовые торцевые крышки 74 могут подаваться в упаковочную машину 86. Упаковочная машина 86 подсчитывает и вставляет заданное количество торцевых крышек 74 в упаковки, такие как мешки или пакеты, выполненные из любого желаемого материала, включая бумагу, пластик или картон.
Обратимся теперь к фиг.9, в общем, показан вариант осуществления способа 90 для выполнения операции на непрерывном листе материала 4. В одном варианте осуществления непрерывный лист в дальнейшем формуется в ушки 60, которые могут быть соединены с торцевыми крышками 74 контейнера. Хотя на фиг.9 показана общая последовательность операций способа 90, специалисту в данной области техники будет понятно, что способ 90 может включать в себя большее или меньшее количество операций, причем порядок следования операций может отличаться от того, что показано на фиг.9. Хотя операции способа могут быть описаны как последовательные, многие операции фактически могут осуществляться параллельно или одновременно. Как правило, способ 90 начинается с начального этапа 92 и заканчивается конечным этапом 110. Способ 90 может выполняться как набор машиноисполняемых инструкций, выполняемых компьютерной системой и закодированных или сохраненных на машиночитаемом носителе информации. Один пример компьютерной системы может включать в себя, например, систему 18 управления, которая, в общем, показана и описана со ссылкой на фиг.6. Пример машиночитаемого носителя информации может включать в себя, но без ограничений, память 120, 126 системы 18 управления. Далее способ 90 будет пояснен со ссылкой на систему 2 и компоненты, описанные вместе с фиг.1-8.
На этапе 94 активируется система 2. Как правило, активация, системой 18 управления, может включать в себя, но без ограничений: (1) активацию по меньшей мере одного из блоков 38, 40; (2) при необходимости активацию системы 20 контроля пыли; (3) определение того, что блок 32 сервоподачи готов; (4) определение того, что достаточная длина непрерывного листа материала находится в каждом из устройств 28, 44 для накопления и подачи/выгрузки, с использованием информации, принятой из одного или нескольких датчиков 30, 31, 46, 47 контура; (5) определение готовности дополнительного устройства подачи смазки; и (6) определение того, что разматыватель 6 готов. В одном варианте осуществления активация блоков 38, 40 дополнительно содержит обеспечение того, чтобы блоки 38, 40 имели рабочую температуру и/или были выровнены надлежащим образом.
На этапе 96 система 18 управления принимает информацию из энкодера 22, взаимодействующего с преобразующим прессом 10. Информация может включать в себя, но без ограничений, скорость циклов преобразующего пресса 10 и желаемое положение для операции, которая будет выполняться на непрерывном листе материала 4. Например, в одном варианте осуществления информация из энкодера 22 может использоваться системой 18 управления для размещения маркировочного знака 68, сформированного лазером, в заданной позиции непрерывного листового материала. Система 18 управления может использовать информацию из энкодера 22 для определения позиции маркировочных знаков 68 на каждом участке 36 непрерывного листа материала. На этапе 98 система 18 управления отправляет сигнал в разматыватель 6, чтобы управлять скоростью, с которой непрерывный лист материала 4 разматывается из рулона 26 непрерывного листа.
На этапе 100 система 18 управления отправляет сигнал, предписывающий блоку 32 сервоподачи выполнить перемещение на заданную длину 35 непрерывного листа материала в рабочую зону 50 с заданной скоростью. В одном варианте осуществления непрерывный лист материала содержит заготовку для ушек, которую можно сформовать в ушки для торцевых крышек.
Система 18 управления может изменять заданную скорость, с которой блок сервоподачи перемещает заданную длину 35 в рабочую зону. Более конкретно, система управления может отправить сигнал в блок 32 сервоподачи для увеличения или уменьшения скорости, с которой блок сервоподачи перемещает непрерывный лист материала в рабочую зону. В одном варианте осуществления система 18 управления может регулировать заданную скорость блока 32 сервоподачи во время каждого цикла.
На этапе 102 блоки 38, 40 выполняют заданную операцию на непрерывном листе материала 4. В одном варианте осуществления они содержат лазерные блоки 38, 40, формирующие маркировочный знак 68 на непрерывном листе. Система 18 управления отправляет сигналы в лазерные блоки 38, 40 для управления типом и позицией маркировочных знаков 68. Продолжительность времени, доступная лазерными блокам 38, 40 для формирования маркировочных знаков, также регулируется сигналом, принятым из системы 18 управления. Система 2 выполнена с возможностью выполнения уникальных маркировочных знаков 68 на множестве ушек 60. Соответственно, система 18 управления может отправить уникальный дизайн для каждого маркировочного знака 68 в лазерные блоки 38, 40 в ходе каждого цикла системы 2.
На этапе 103 система 18 управления может определить то, была ли операция выполнена в правильной позиции на непрерывном листе материала. Более конкретно, в одном варианте осуществления система 18 управления принимает данные из датчика 58, такого как камера. В одном варианте осуществления данные содержат изображение отображаемой информации 68, сформированное на участке 36 непрерывного листа материала. Система 18 управления может определить то, находится ли отображаемая информация 68 в заданной позиции участка 36 листа. Если система 18 управления определяет, что отображаемая информация 68 находится в заданной позиции, что является положительным результатом "ДА", способ 90 продолжается на этапе 105. В качестве альтернативы, если система 18 управления определяет, что отображаемая информация находится не в заданной позиции, что является отрицательным результатом "Нет", способ 90 переходит к этапу 104.
На этапе 104 система 18 управления может определить величину увеличения или уменьшения заданной длины непрерывного листа материала, подаваемого блоком 32 сервоподачи в рабочую зону. Как описано со ссылкой на фиг.7A, 7B, система 18 управления может отправить сигналы в блок 32 сервоподачи, которые заставляют блок сервоподачи регулировать (например, увеличивать или уменьшать) заданную длину на различные величины в зависимости от величины ошибки позиции отображаемой информации. В одном варианте осуществления система 18 управления может ожидать до тех пор, пока заданное количество последовательных участков 36 листа не будет определено системой 18 управления, чтобы иметь отображаемую информацию, которая не находится в заданной позиции. Например, в одном варианте осуществления система 18 управления может подсчитывать заданное количество последовательных фрагментов отображаемой информации, которые не находятся в заданной позиции, перед отправкой сигнала в блок сервоподачи, чтобы увеличить или уменьшить заданную длину. В одном варианте осуществления система 18 управления может ожидать окончания определения того, что три последовательных фрагмента отображаемой информации не находятся в заданной позиции, прежде чем отправить сигнал. Затем способ 90 переходит к этапу 105.
Система 18 управления по существу непрерывно контролирует длину непрерывного листа материала в устройствах 28, 44 для накопления и подачи/выгрузки, как описано выше, используя информацию, принятую по меньшей мере из одного из датчиков 30, 31, 46, 47. На этапе 105 система 18 управления может определить то, является ли длина недостаточной, достаточной или избыточной длиной непрерывного листа материала в устройствах 28, 44 для накопления и подачи/выгрузки. В одном варианте осуществления система 18 управления контролирует длину в устройствах 28, 44 для накопления и подачи/выгрузки в ходе каждого цикла системы 2.
Если система 18 управления определяет, что длина непрерывного листа материала является недостаточной или избыточной либо в устройстве 28 для накопления и подачи, либо в устройстве 44 для накопления и выгрузки, что является отрицательным результатом "НЕТ", способ 90 переходит к этапу 106. Если система 18 управления определяет, что длина непрерывного листа материала является достаточной в устройствах 22 и 44, что является положительным результатом "ДА", способ 90 продолжается на этапе 108.
На этапе 106 система 18 управления может регулировать скорость циклов системы 2 для обеспечения достаточной длины непрерывного листа материала 4 в устройствах 28, 44. Например, в одном варианте осуществления система 18 управления может увеличить или уменьшить скорость разматывания блока 32 сервоподачи. В другом варианте осуществления система 18 управления может отправить сигнал для увеличения или уменьшения времени, доступного блокам 38, 40 для выполнения заданной операции. В качестве альтернативы, в одном варианте осуществления система 18 управления может отправить сигнал, чтобы увеличить или уменьшить мощность лазерных блоков 38, 40. Кроме того, система 18 управления может отправить сигнал в разматыватель 6 для регулировки скорости разматывания непрерывного листа материала 4. В качестве альтернативы, система 18 управления может отправить сигнал в энкодер 22, чтобы отрегулировать скорость разматывания непрерывного листа материала преобразующим прессом 10. После того как система 18 управления отрегулирует скорость циклов системы 2, способ переходит к операции 108.
В любой момент времени система 18 управления может определить, следует ли системе 2 продолжать выполнение операции на непрерывном листе материала 4 на этапе 108. Если система 18 управления определяет, что операции должны продолжаться, что является положительным результатом "ДА", способ 90 возвращается к этапу 96 сигналом. Система 18 управления может также определить, что операции должны быть остановлены, например, но не ограничиваясь этим: когда не нужна маркировка ушек с помощью преобразующего пресса 10; когда преобразующий пресс 10 остановлен; когда требуется замена рулона 26 непрерывного листа материала 4 в разматывателе 6; когда какой-либо компонент системы 2 отправляет код ошибки или предупредительный сигнал; или когда непрерывный лист материала 4 или маркировочные знаки, выполненные на непрерывном листе материала лазерными блоками 38, 40, смещаются. Когда не нужна маркировка ушек с помощью преобразующего пресса 10, систему 2 можно удалить из системы для изготовления торцевых крышек. В качестве альтернативы, система 2 может оставаться объединенной с технологической системой торцевых крышек, и непрерывный лист материала 4 может свободно проходить через систему 2 без маркировки лазерными блоками 38, 40. Кроме того, оператор системы 2 может отправить инструкцию для остановки системы 2 по любой причине с использованием пользовательского интерфейса системы 18 управления. Если система 18 управления определяет, что операции должны прекратиться, что является отрицательным результатом "НЕТ", способ 90 продолжается на этапе 110.
Если система 18 управления определяет, что операции должны продолжиться на этапе 108, что является положительным результатом "ДА", способ 90 возвращается к этапу 96. Когда способ 90 возвращается к этапу 103, система управления может снова определить то, была ли операция выполнена в правильной позиции на непрерывном листе материала. Когда система 18 управления определяет, что отображаемая информация находится не в заданной позиции, способ 90 переходит к этапу 104. На этапе 104 система 18 управления может снова определить то, что регулировка длины непрерывного листа материала, необходимая для выполнения операции, выполняется в правильной позиции. Однако, если система 18 управления ранее отправила сигнал в блок 32 сервоподачи, чтобы отрегулировать заданную длину, например, путем увеличения или уменьшения заданной длины, блок 32 сервоподачи может ожидать заданное количество циклов способа 90 перед отправкой другого сигнала в блок 32 сервоподачи. В одном варианте осуществления система 18 управления может ожидать от 10 до 80 циклов, прежде чем отправить другой сигнал в блок 32 сервоподачи, чтобы отрегулировать заданную длину непрерывного листа материала, подаваемого в рабочую зону.
Описание настоящего изобретения представлено с целью иллюстрации и описания, но не предполагается, что оно является исчерпывающим или ограничивающим изобретение раскрытыми вариантами. Для специалистов в этой области техники будут очевидными многие модификации и вариации. Варианты осуществления, описанные и показанные на фигурах, были выбраны и описаны с целью наилучшего объяснения принципов изобретения, его практического применения, и для обеспечения понимания изобретения специалистами в данной области техники.
Хотя различные варианты осуществления настоящего изобретения подробно описаны, для специалистов в этой области техники будут очевидными модификации и изменения этих вариантов осуществления. Более того, следует понимать, что ссылки на "настоящее изобретение" или его аспекты, сделанные в описании, означают конкретные варианты осуществления настоящего изобретения и не должны рассматриваться как ограничивающие варианты осуществления, представленные в подробном описании. Следует четко понимать, что такие модификации и изменения находятся в пределах объема и сущности настоящего изобретения, как это изложено в последующей формуле изобретения.
Хотя приведенные в данном документе типичные аспекты, варианты осуществления, опции и/или конфигурации показывают различные компоненты системы расположенными в одном месте, некоторые компоненты системы могут располагаться удаленно, на удаленных участках распределенной сети, такой как локальная вычислительная сеть (LAN) и/или Интернет, или в пределах специализированной системы. Таким образом, должно быть понятно, что компоненты системы могут объединяться в одном или более устройствах, таких как персональный компьютер (PC), ноутбук, нетбук, смартфон, персональный цифровой помощник (PDA), планшет и т.д., или располагаться вместе в конкретном узле распределенной сети, такой как аналоговая и/или цифровая телекоммуникационная сеть, сеть с коммутацией пакетов или сеть с коммутацией каналов. Из предыдущего описания, и по причине простоты вычислений понятно, что компоненты системы могут располагаться в любом месте в рамках распределенной сети компонентов, что не оказывает влияния на работоспособность системы. Например, различные компоненты могут располагаться в коммутационном устройстве, таком как частная телефонная станция с выходом в общую сеть (PBX) и сервер СМИ, шлюз, одно или более коммуникационных устройств, один или более объектов пользователя или некая их комбинация. Аналогичным образом, один или более функциональных участков системы могут распределяться между телекоммуникационным(и) устройством(ами) и соответствующим вычислительным устройством.
Кроме того, следует принимать во внимание, что различные линии связи, соединяющие элементы, могут представлять собой проводные или беспроводные линии связи, или любую их комбинацию или любой другой известный или позднее разработанный(ые) элемент(ы), способный(ые) поставлять и/или передавать данные к связанным элементам и от них. Упомянутые проводные или беспроводные линии также могут быть защищенными связями и могут быть способными передавать зашифрованную информацию. Среда передачи, используемая в качестве линии связи, может представлять собой, например, любой подходящий носитель электрических сигналов, в том числе коаксиальный кабель, медный провод и оптическое волокно, и может принимать форму акустических или световых волн, таких как волны, генерируемые во время осуществления связи с использованием радио и инфракрасных волн.
Итак, несмотря на то, что блок-схемы алгоритмов способов рассмотрены и проиллюстрированы со ссылкой на конкретную последовательность событий, следует понимать, что могут иметь место изменения, дополнения и изъятия из этой последовательности, не влияющие по существу на функционирование описанных вариантов осуществления изобретения, конфигурацию и аспекты. Кроме того, может использоваться ряд изменений и модификаций изобретения. Могут предусматриваться некоторые отличительные признаки изобретения, при этом опуская другие.
При необходимости предлагаемые в настоящем раскрытии системы и способы могут быть реализованы в сочетании с компьютером особого назначения, запрограммированным микропроцессором или микроконтроллером и периферийной(ыми) интегральной(ыми) схемой(ами), специализированной интегральной схемой (ASIC) или другой интегральной схемой, цифровым сигнальным процессором, жестко запрограммированной электронной или логической схемой, такой как дискретный элемент, программируемое логическое устройство или матрица логических элементов, таких как PLD, PLA, FPGA, PAL, компьютером особого назначения, любым сопоставимым средством и т.п. В целом, любое(ые) устройство(а) или средство(а), способные реализовывать рассмотренный в данном документе способ, могут использоваться для осуществления различных аспектов настоящего раскрытия. Типичные аппаратные средства, которые могут использоваться в рассмотренных вариантах осуществления раскрытия, конфигурациях и аспектах, включают в себя компьютеры, переносные устройства, телефоны (например, сотовые, с возможностью доступа к сети Интернет, цифровые, аналоговые, гибридные и другие) и другие аппаратные средства, известные из уровня техники. Некоторые из этих устройств включают в себя процессоры (например, один или множество микропроцессоров), память, энергонезависимую память, устройства ввода и устройства вывода. Кроме того, альтернативные варианты выполнения программного обеспечения, включая, но не ограничиваясь, распределенную обработку или распределенную компонентную/объектную обработку, параллельную обработку или обработку виртуальной машиной, можно также использовать для осуществления описанных в данном документе способов.
В одном из вариантов осуществления раскрытые способы могут быть легко осуществлены в сочетании с программным обеспечением, использующим среду объектного или объектно-ориентированного программирования, которое предоставляет портативный исходный код, который может использоваться на множестве компьютерных платформ или автоматизированных рабочих мест. В качестве альтернативы, раскрытая система может быть реализована частично или полностью аппаратными средствами, используя стандартные логические схемы или сверхбольшие интегральные схемы (VLSI). Использование либо программного обеспечения, либо аппаратных средств для реализации предлагаемой в настоящем раскрытии системы зависит от требований к скорости и/или производительности системы, конкретной функции и используемому конкретному программному обеспечению или системам аппаратных средств или микропроцессорным или микрокомпьютерным системам.
В еще одном варианте осуществления раскрытые способы могут быть частично реализованы в программном обеспечении, которое может быть храниться на носителе данных, выполняемом на запрограммированном компьютере общего назначения во взаимодействии с контроллером и памятью, компьютером специального назначения, микропроцессором и т.п. В таких случаях предлагаемые в настоящем раскрытии системы и способы могут быть реализованы в виде программы, установленной на персональном компьютере, такой как прикладная мини-программа, JAVA® или скрипт компьютерной графики (CGI скрипт), как ресурс сервера или автоматизированного рабочего места, как программа, заложенная в специализированную систему измерения, системный компонент и т.п. Система может быть также реализована посредством физического включения системы и/или способа в систему аппаратных средств и/или программного обеспечения.
Хотя в настоящем раскрытии описаны компоненты и функции, реализованные в аспектах, вариантах осуществления и/или конфигурациях со ссылкой на конкретные стандарты и протоколы, аспекты, варианты осуществления и/или конфигурации не ограничиваются такими стандартами и протоколами. Другие аналогичные стандарты и протоколы, не упомянутые в данном документе, существуют и считаются включенными в настоящее раскрытие. Более того, стандарты и протоколы, упомянутые в данном документе, и другие аналогичные стандарты и протоколы, не упомянутые в данном документе, периодически заменяются более быстрыми или более эффективными эквивалентами, имеющими по существу те же функции. Такие заменяющие стандарты и протоколы, имеющие одинаковые функции, считаются эквивалентами, включенными в настоящее раскрытие.
Примеры процессоров, описанных в данном документе, могут включать в себя, но без ограничений, по меньшей мере одно из: Qualcomm® Snapdragon® 800 и 801, Qualcomm® Snapdragon® 610 и 615 с 4G LTE интеграцией и 64-битовым вычислением, Apple® A7 процессора с 64-битовой архитектурой, Apple® M7 сопроцессоров движения, процессоров Samsung® Exynos® серии, Intel® Core™ семейства процессоров, Intel® Xeon® семейства процессоров, Intel® Atom™ семейства процессоров, Intel Itanium® семейства процессоров, Intel® Core® i5-4670 K и i7-4770Κ 22nm Haswell, Intel® Core® i5-3570Κ 22nm Ivy-Bridge, AMD® FX™ семейства процессоров, AMD® FX-4300, FX-6300 и Vishera 32nm FX-8350, AMD® Kaveri процессоров, Техаs Instruments® Jacinto C6000™ автомобильных информационно-развлекательных процессоров, Техас Instruments® OMAP™ мобильных процессоров автомобильного класса, ARM® Cortex™-M процессоров, ARM® Cortex™-A и ARM926EJ–S™ процессоров, других промышленно-эквивалентных процессоров, и могут выполнять вычислительные функции, используя любой известный или разработанный в будущем стандарт, набор инструкций, библиотеки и/или архитектуру.
Настоящее раскрытие в его различных аспектах, вариантах осуществления и/или конфигурациях включает в себя компоненты, способы, процессы, системы и/или аппарата по существу такие, как показано и описано в данном документе, включая различные аспекты, варианты осуществления, конфигурации, подкомбинации и/или подмножества вышеназванного. Специалистам в данной области техники понятно, как выполнять и использовать раскрытые аспекты, варианты осуществления и/или конфигурации после понимания сущности настоящего раскрытия. Настоящее раскрытие в различных аспектах, вариантах осуществления и/или конфигурациях предлагает устройства и процессы при отсутствии элементов, не показанных и/или не описанных в данном документе, или в различных аспектах, вариантах осуществления и/или конфигурациях, в том числе при отсутствие таких элементов, которые могли использоваться в предшествующих устройствах или процессах, например, для повышения производительности, упрощения и/или снижения стоимости реализации.
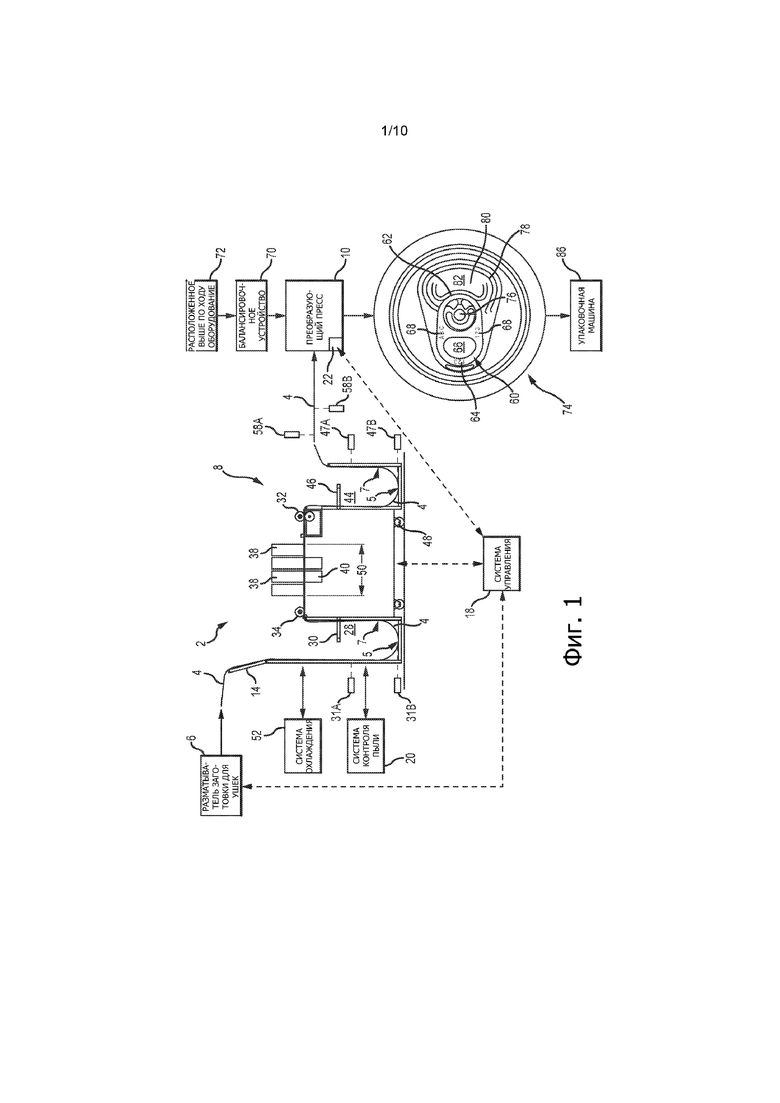
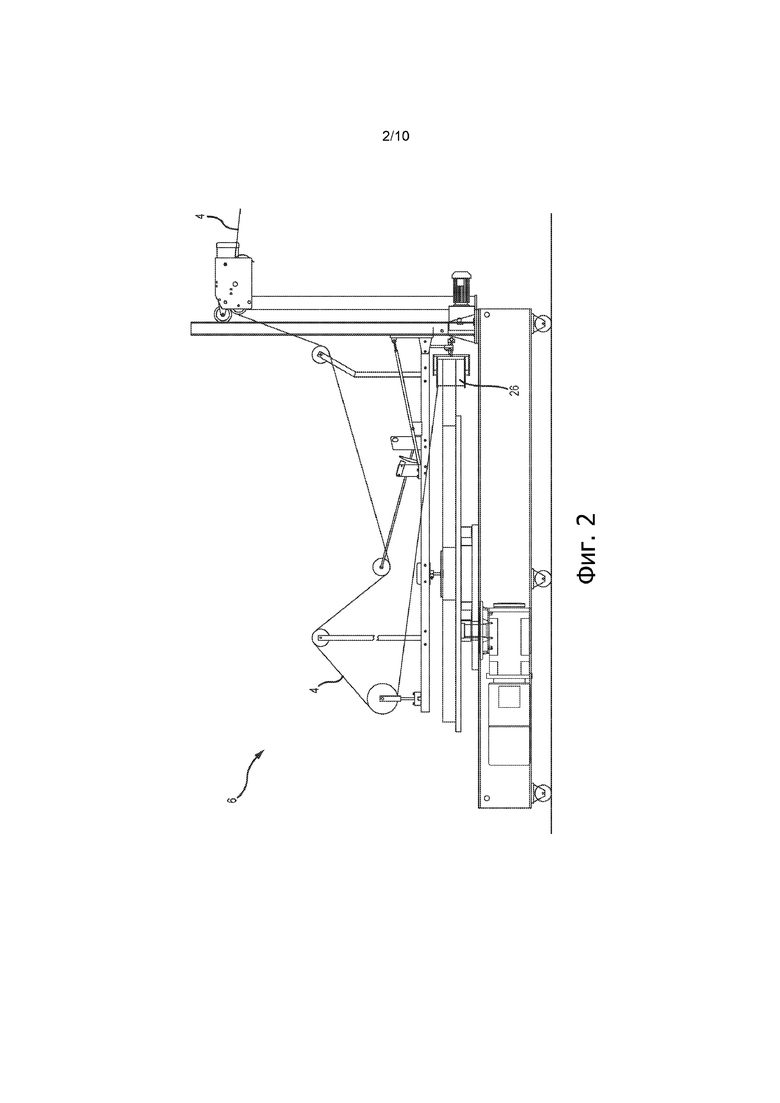
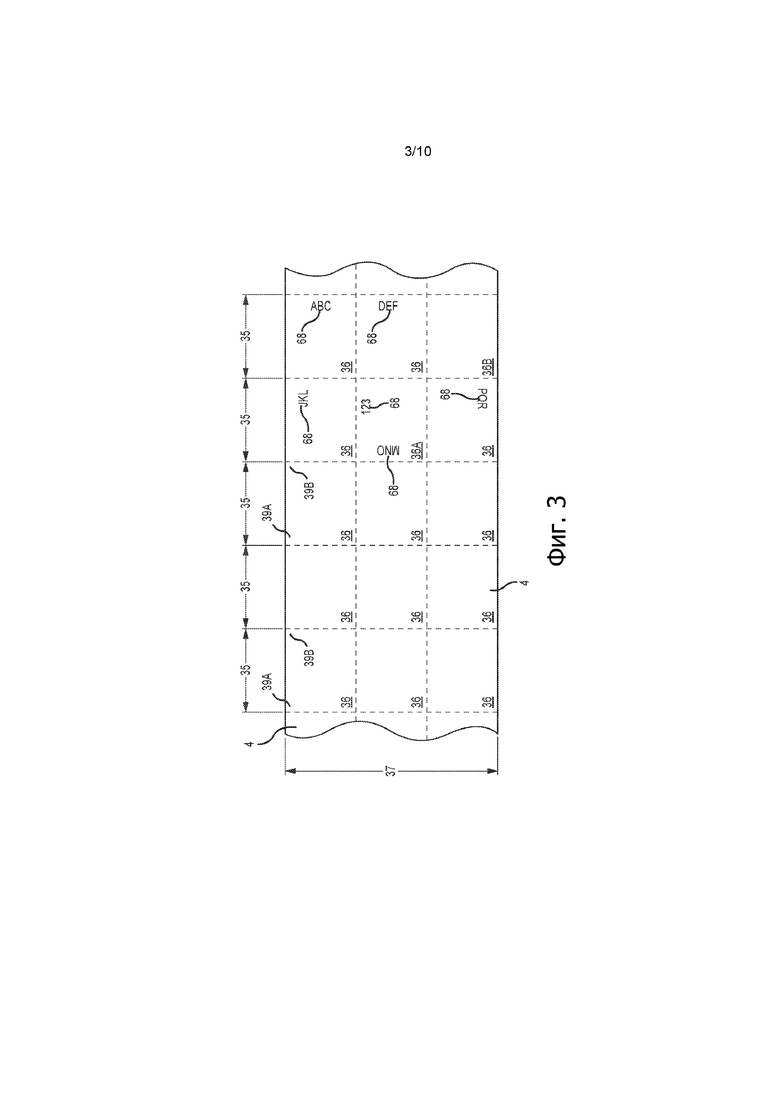
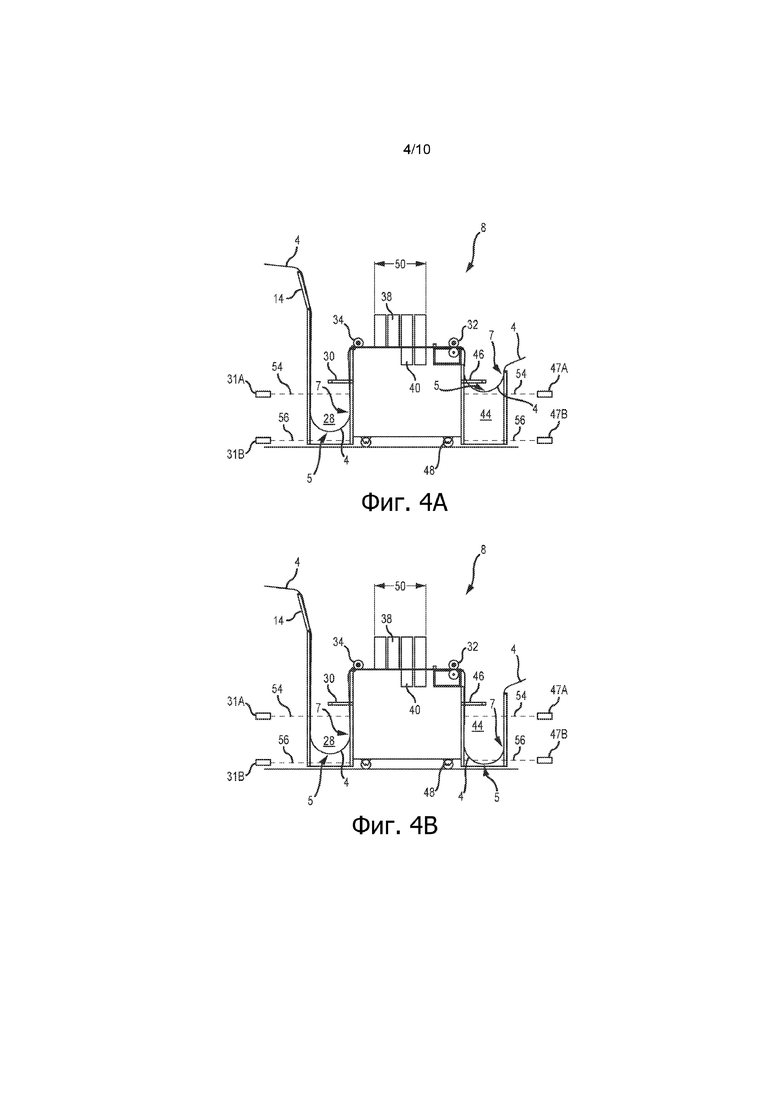
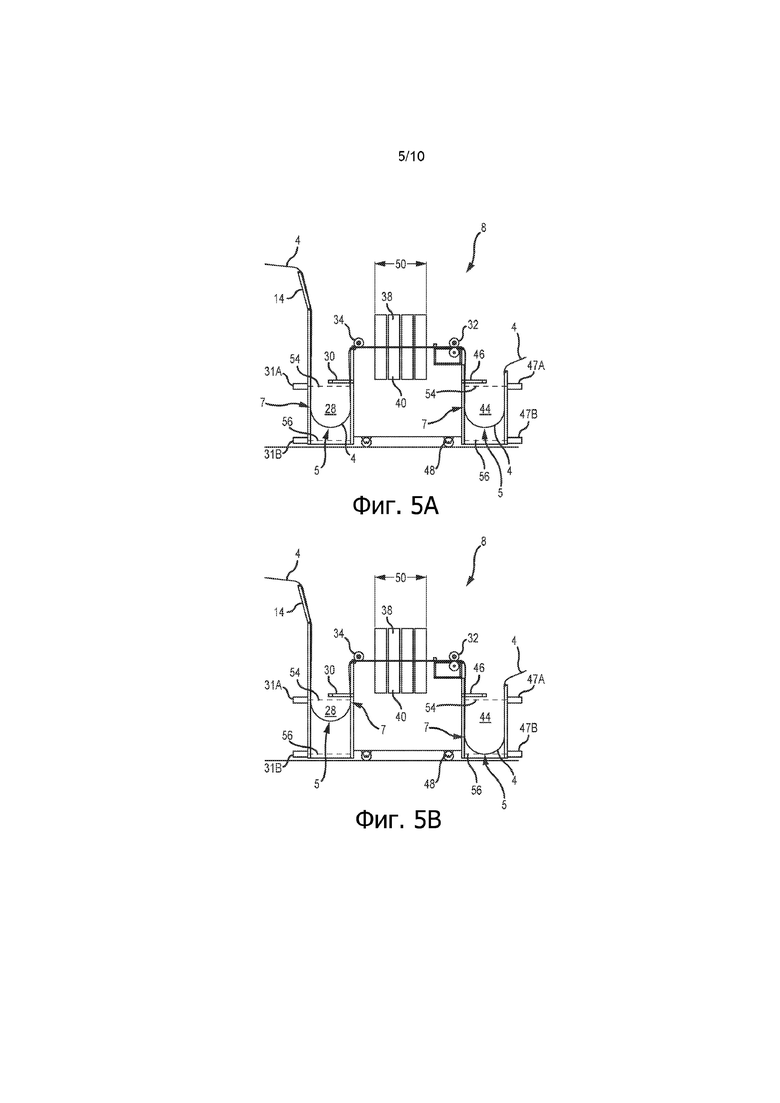
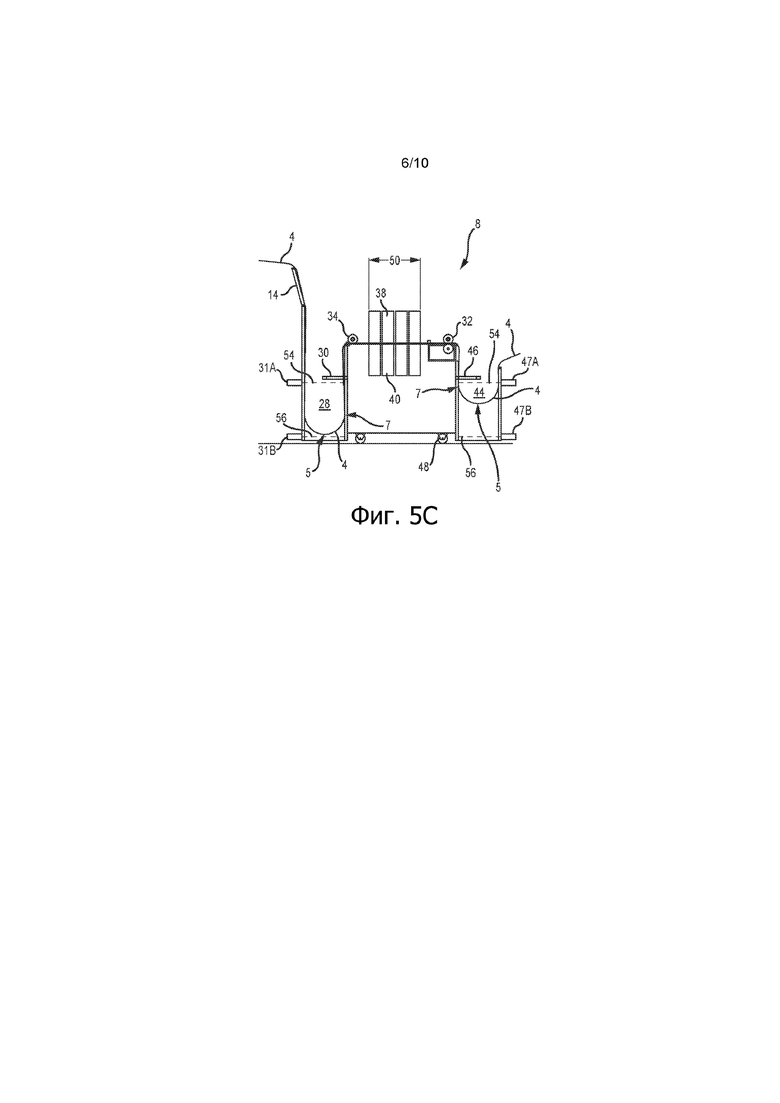
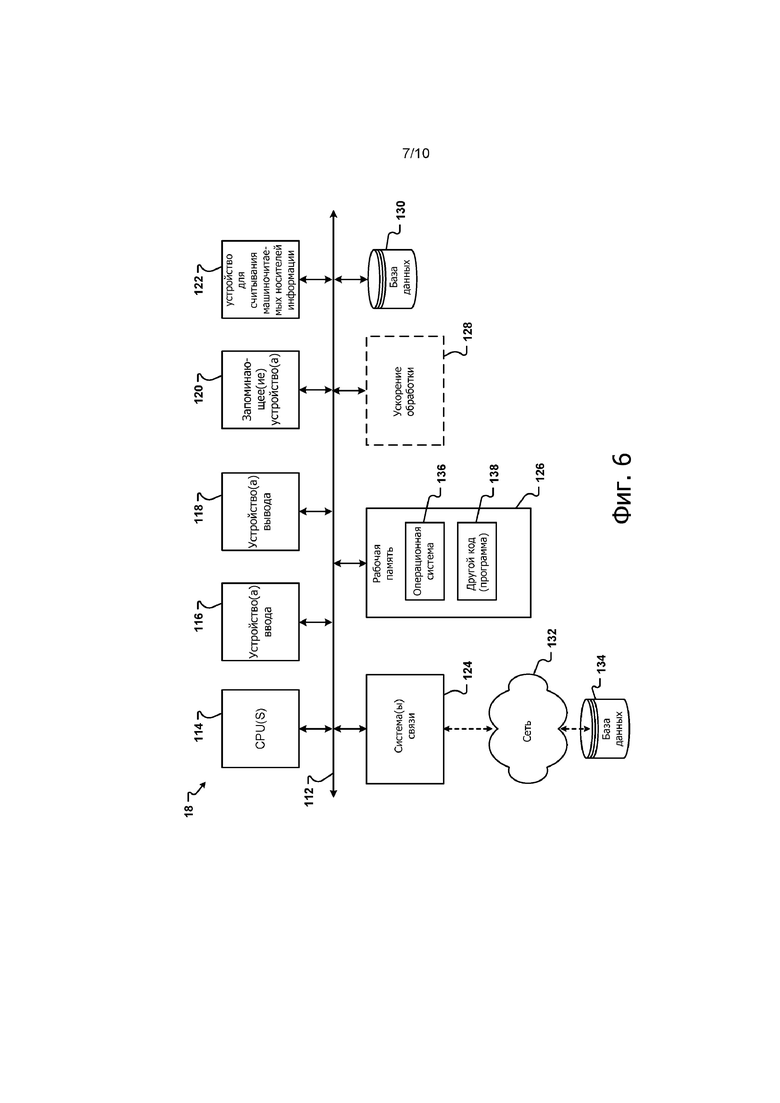
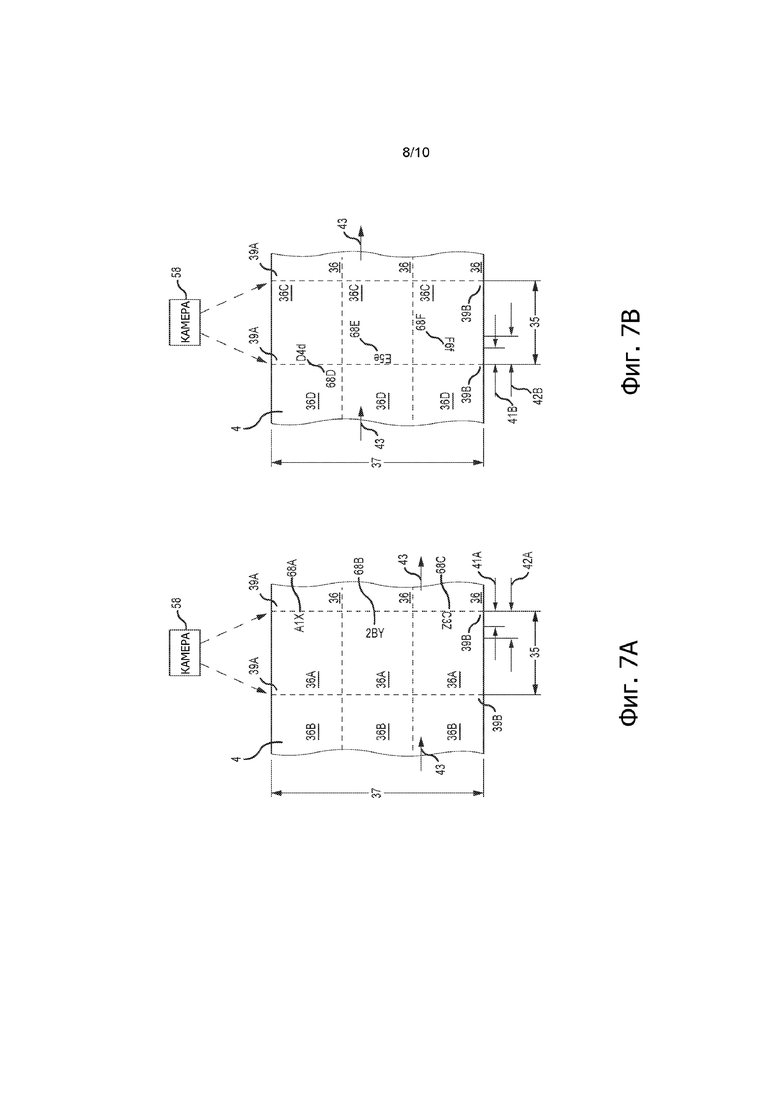
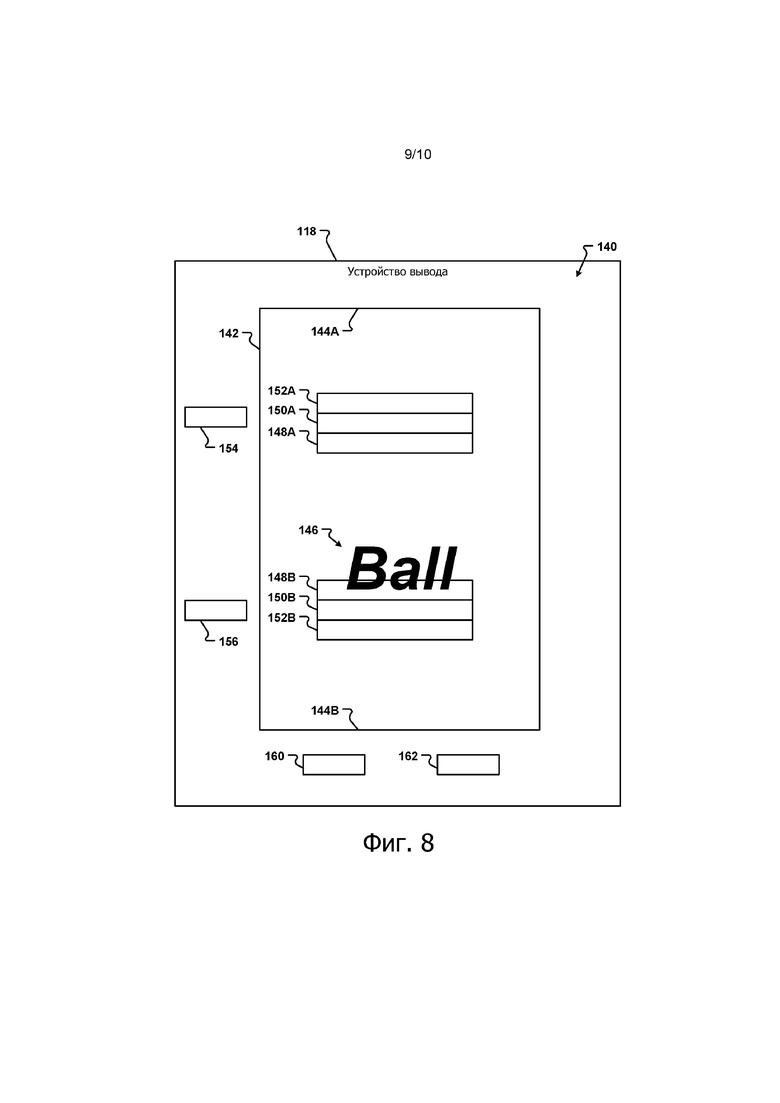
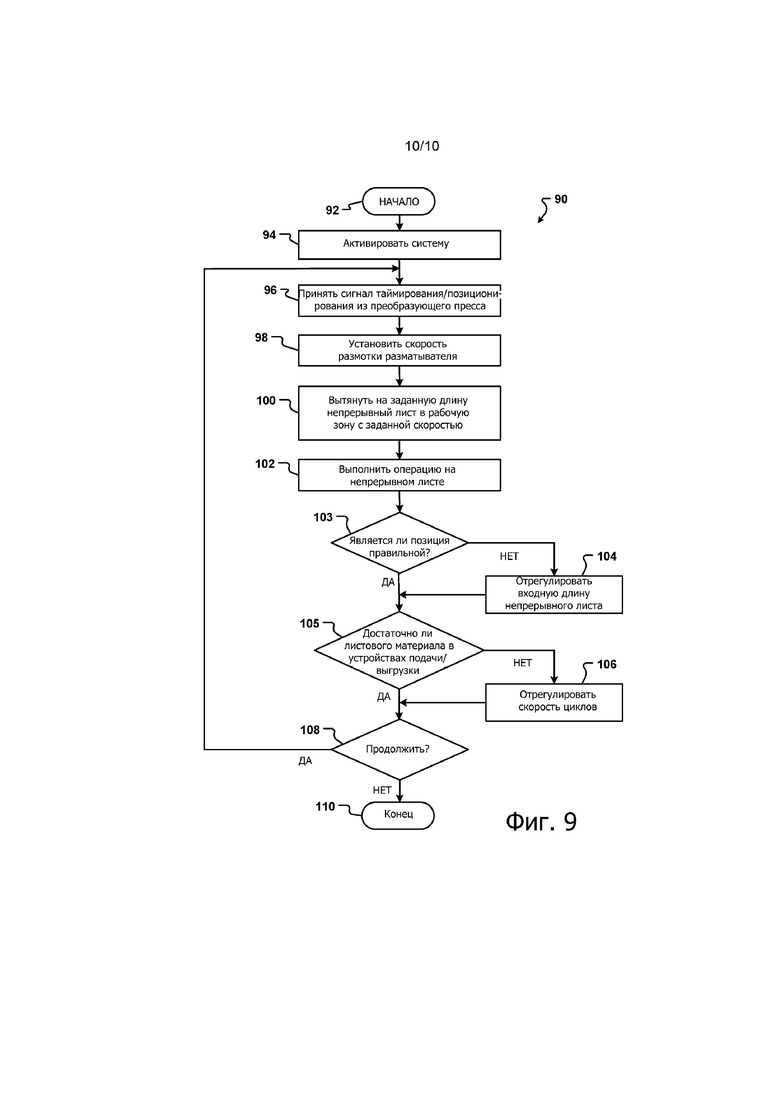
Предложен способ выполнения операции на непрерывном листе материала заготовки. Более конкретно, настоящее изобретение относится к способу, используемому для выполнения высокоскоростной операции на непрерывном листе материала заготовки. Затем непрерывный лист материала заготовки может быть получен второй системой, которая выполняет другую операцию. В одном варианте осуществления вторая система формует непрерывный лист материала заготовки в ушки для торцевых крышек для контейнеров. Система может включать в себя устройство для накопления и подачи и устройство для накопления и выгрузки, что позволяет системе работать с переменной скоростью и несинхронно с высокоскоростной технологической системой с использованием рулонного питателя, в которую может быть встроена система с возможностью съема. Система может определить, была ли операция выполнена в заданном местоположении участка непрерывного листа. 3 н. и 17 з.п. ф-лы, 9 ил.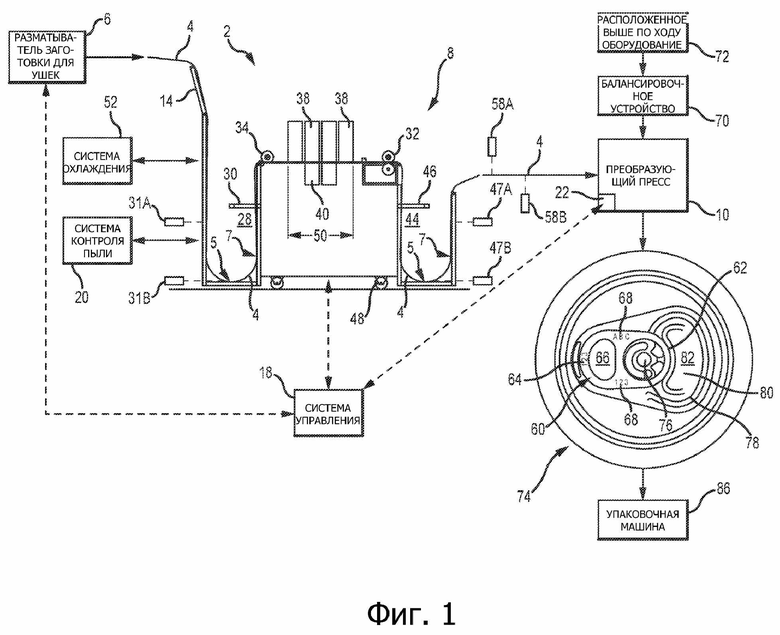
1. Аппарат для нанесения отображаемой информации в заданном местоположении непрерывного листа металлической заготовки для ушек, содержащий:
устройство для накопления и подачи, выполненное с возможностью приема непрерывного листа металлической заготовки для ушек;
блок сервоподачи, выполненный с возможностью перемещения на заданную длину непрерывного листа металлической заготовки для ушек в зону маркировки;
маркировочное устройство, выполненное с возможностью формирования отображаемой информации на непрерывном листе металлической заготовки для ушек;
устройство для накопления и выгрузки, выполненное с возможностью приема непрерывного листа металлической заготовки для ушек после того, как маркировочное устройство сформировало отображаемую информацию;
камеру, выполненную с возможностью захвата изображения отображаемой информации, сформированной на непрерывном листе металлической заготовки для ушек;
блок управления, выполненный с возможностью определения того, находится ли отображаемая информация на изображении, захваченном камерой, в заданном местоположении, в котором блок управления может определять величину ошибки в местоположении отображаемой информации и отправить инструкцию в блок сервоподачи на изменение заданной длины, когда отображаемая информация не находится в заданном местоположении, и в котором непрерывный лист металлической заготовки для ушек в дальнейшем формуется в ушки, выполненные с возможностью соединения с торцевыми крышками контейнера.
2. Аппарат по п.1, в котором маркировочное устройство представляет собой лазерный блок, выполненный с возможностью формирования отображаемой информации.
3. Аппарат по п.2, в котором лазерный блок содержит первый лазерный блок для формирования отображаемой информации на первой поверхности непрерывного листа металлической заготовки для ушек и второй лазерный блок для формирования отображаемой информации на второй поверхности непрерывного листа металлической заготовки для ушек.
4. Аппарат по п.1, в котором блок сервоподачи выполнен с возможностью изменения заданной длины непрерывного листа металлической заготовки для ушек, перемещаемого в зону маркировки для того, чтобы регулировать местоположение отображаемой информации, сформированной маркировочным устройством на непрерывном листе металлической заготовки для ушек.
5. Аппарат по п.1, в котором блок управления выполнен с возможностью отправки инструкции в блок сервоподачи для увеличения заданной длины, когда отображаемая информация на изображении находится слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлической заготовки для ушек.
6. Аппарат по п.5, в котором блок управления выполнен с возможностью отправки инструкции в блок сервоподачи для уменьшения заданной длины, когда отображаемая информация на изображении находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлической заготовки для ушек.
7. Аппарат по п.1, в котором блок управления выполнен с возможностью отправки инструкции в блок сервоподачи для изменения заданной длины после определения того, что заданное количество отображаемой информации не находится в заданном местоположении.
8. Энергонезависимый машиночитаемый носитель информации, содержащий набор хранящихся на нем инструкций, которые при исполнении процессором блока управления предписывают процессору регулировать компоненты аппарата, который выполняет операцию на непрерывном листе металлического материала, посредством:
сигнализации блока сервоподачи о перемещении заданной длины непрерывного листа металлического материала в аппарат;
приема изображения, захваченного камерой отображаемой информации, сформированной на непрерывном листе металлического материала;
определения того, находится ли отображаемая информация на изображении в заданном местоположении;
подготовки инструкции для блока сервоподачи на изменение заданной длины, когда маркировочный знак не находится в заданном местоположении, в котором подготовка инструкции включает определение величины ошибки в местоположении отображаемой информации; и
отправки инструкции в блок сервоподачи на изменение заданной длины, когда отображаемая информация не находится в заданном местоположении, в котором непрерывный лист металлического материала в дальнейшем формуется в ушки, выполненные с возможностью соединения с торцевыми крышками контейнера.
9. Машиночитаемый носитель информации по п.8, дополнительно содержащий:
контроль количества непрерывного листа металлического материала в устройстве выгрузки; и
отправку инструкции в маркировочное устройство для изменения скорости, с которой формируется отображаемая информация, для накопления заданной длины непрерывного листа металлического материала в устройстве выгрузки.
10. Машиночитаемый носитель информации по п.8, в котором инструкция предписывает блоку сервоподачи увеличить заданную длину, когда отображаемая информация на изображении находится слишком близко к стороне, расположенной ниже по ходу от участка непрерывного листа металлического материала.
11. Машиночитаемый носитель информации по п.8, в котором инструкция предписывает блоку сервоподачи уменьшить заданную длину, когда отображаемая информация на изображении находится слишком близко к расположенной выше по ходу стороне участка непрерывного листа металлического материала.
12. Машиночитаемый носитель информации по п.8, дополнительно содержащий подсчет заданного количества отображаемой информации, которая не находится в заданном местоположении, перед отправкой инструкции в блок сервоподачи.
13. Машиночитаемый носитель информации по п.8, дополнительно содержащий, после отправки инструкции в блок сервоподачи, ожидание заданного количества циклов аппарата перед отправкой второй инструкции в блок сервоподачи для изменения заданной длины.
14. Машиночитаемый носитель информации по п.8, дополнительно содержащий выработку пользовательского интерфейса, который указывает позицию отображаемой информации, сформированной на непрерывном листе металлического материала.
15. Способ управления маркировочным устройством, которое формирует отображаемую информацию в заданном местоположении на непрерывном листе металлического материала, содержащий:
накопление первой длины провисания в непрерывном листе металлического материала устройством для накопления и подачи перед тем, как маркировочное устройство формирует отображаемую информацию;
подачу непрерывного листа металлического материала заданной длины в маркировочное устройство блоком сервоподачи;
формирование отображаемой информации на первом участке непрерывного листа металлического материала аппаратом, в котором отображаемая информация формируется маркировочным устройством;
накопление второй длины провисания в непрерывном листе металлического материала устройством для накопления и выгрузки после того, как маркировочное устройство формирует отображаемую информацию;
определение того, выполнило ли маркировочное устройство формирование отображаемой информации в заданном местоположении первого участка непрерывного листа металлического материала на основе расположения отображаемой информации на первом участке непрерывного листа металлического материала в изображении отображаемой информации, захваченном камерой;
отправка сигнала блоком управления блоку сервоподачи для регулировки заданной длины непрерывного листа металлического материала, подаваемого в маркировочное устройство, когда отображаемая информация не была сформирована в заданном местоположении; и
регулировку блоком сервоподачи заданной длины непрерывного листа металлического материала, подаваемого в маркировочное устройство, таким образом, чтобы маркировочное устройство формировало отображаемую информацию в заданном местоположении второго участка непрерывного листа металлического материала, в котором непрерывный лист металлического материала в дальнейшем формуется в ушки, выполненные с возможностью соединения с торцевыми крышками контейнера.
16. Способ по п.15, дополнительно содержащий увеличение заданной длины непрерывного листа металлического материала, подаваемого в маркировочное устройство после того, как маркировочное устройство сформировало отображаемую информацию слишком близко к расположенной ниже по ходу стороне первого участка непрерывного листа металлического материала.
17. Способ по п.15, дополнительно содержащий уменьшение заданной длины непрерывного листа металлического материала, подаваемого в маркировочное устройство после того, как маркировочное устройство сформировало отображаемую информацию слишком близко к расположенной выше по ходу стороне первого участка непрерывного листа металлического материала.
18. Способ по п.15, дополнительно содержащий подсчет заданного количества ошибок в местоположениях отображаемой информации, формируемой маркировочным устройством, перед регулировкой заданной длины непрерывного листа металлического материала, подаваемого в маркировочное устройство.
19. Способ по п.15, дополнительно содержащий, после настройки заданной длины, ожидание заданного количества циклов маркировочного устройства перед настройкой заданной длины во второй раз.
20. Способ по п.15, дополнительно содержащий:
получение блоком управления изображения первого участка непрерывного листа металлического материала, захваченного камерой; и
определение блоком управления величины ошибки в местоположении отображаемой информации, когда отображаемая информация не была сформирована в заданном местоположении.
| US6533518 B1, 18.03.2003 | |||
| US2010024364 A1, 04.02.2010 | |||
| US 8720077 B1, 13.05.2014 | |||
| US 2005190367 A1, 01.09.2005 | |||
| US4568230 A, 04.02.1986 | |||
| US2002075504 A1, 20.06.2002. |

