Область техники
Настоящее изобретение, главным образом, относится к производству концевых уплотнений для контейнеров. Более конкретно настоящее изобретение относится к устройству и способу регулирования скорости непрерывного листа материала, и более конкретно, заготовки для язычка. Устройство может работать не в фазе с высокоскоростной системой производства концевого уплотнения с проволочным питателем, с которой устройство производства и маркировки язычков объединяется с возможностью замены.
Уровень техники
В качестве части производства контейнеров, или в некоторых случаях в ходе операций заполнения или герметизации контейнеров, маркировка может быть расположена в ряде положений контейнера, включая концевое уплотнение. Маркировка может служить разным целям, включая декорирование контейнера, идентификацию содержания, определение положения, или даты производства, или использования, идентификацию изготовителя контейнера или компонента контейнера, типа или материалов для контейнера, обозначение торговой марки, рекламы, промоакции, или тому подобного. В некоторых случаях, информация о промоакциии, такой как лотереи, состязания, или некоторые другие указания расположены или отмечены на контейнерах или компонентах контейнера.
Для маркировки контейнеров и компонентов контейнера было использовано множество устройств и приемов, таких как отрывные язычки. В настоящее время корпус контейнера представляет собой основную поверхность контейнера, которая маркируется. Однако корпус контейнер и маркировка на нем часто блокируется в ходе использования контейнера, например, руками потребителя во время потребления напитка из соответствующего контейнера. Металлические язычки, используемые для вскрытия контейнеров, обеспечивают уникальную и эффективную поверхность для маркировки с рекламой и другими указаниями новым и креативным способом. В отличие от корпуса контейнера, потребители обычно смотрят на язычок, чтобы открыть контейнер. Кроме того, язычок типично не создает препятствий и не блокируется во время потребления напитка из соответствующего контейнера.
Отрывные язычки, или “петельки”, рассматриваемые в изобретении, формируются отдельно от корпуса контейнера в ходе процесса производства концевого уплотнения. Для производства концевых уплотнений для контейнеров требуется ряд технологических стадий, которые обобщенно называются процессом преобразования. Типичный процесс преобразования обобщенно продемонстрирован и описан в публикации “How Ball Makes Beverage Ends,” доступной на сайте
http://www.ball.com/images/ball_com/product_options_files/How_Ball_Makes_Beverage_Ends.pdf (последнее посещение 16 марта, 2015) и в патенте США № 6,533,518, которые полностью включены в изобретение со ссылкой. В ходе процесса преобразования, разматыватель подает непрерывный лист металлической заготовки для язычка в преобразующий пресс. Этот преобразующий пресс формует язычки из листового металла и соединяет язычки с концевым уплотнением с помощью заклёпки. Различные способы маркировки язычков контейнера и других компонентов контейнера с напитком описаны в патентах США №№ 6105806, 7972426, 7638252, 8146768, заявках на патент США U.S. №№ 2005/0045637, 2013/0075401, 2013/0270269, и международной публикации документа PCT № WO 2013/049320, которые полностью включены в изобретение со ссылкой.
В некоторых случаях используются процессы чеканки или гравирования для маркировки контейнеров и язычков. Для чеканки или гравирования путем штамповки может потребоваться нежелательно большой запас инструментов для различного типа надписей или символов, образующих маркировочные знаки. Более того, в процессах чеканки или гравирования обычно имеется потребность в основе сборочного конвейера или преобразующего пресса, чтобы демонтировать преобразующий пресс, всякий раз когда необходимо заменить инструменты для технического обслуживания, или ремонта, или для изменения маркировки, которая будет чеканиться или гравироваться. Такие остановы создают значительные проблемы, когда желательно изменить маркировочные знаки с относительно большой частотой, как например, когда маркировка на контейнерах или язычках предназначается для использования в качестве части состязания или лотереи, в которых, предпочтительно имеется относительно большое число различных возможных маркировок или указаний. Кроме того, трудно точно контролировать глубину чеканки или гравирования, причем, в некоторых случаях, слишком глубокая чеканка или гравирование может привести к просачиванию или повреждению контейнера/концевого уплотнения.
Другим процессом, который был использован для размещения маркировки на контейнерах и язычках, был один или несколько процессов печати. Контактное копирование или печать иногда используется для декорирования или размещения маркировки на контейнерах, когда желательно разместить относительно большое количество идентичной маркировки на контейнерах. Однако контактное копирование считается непрактичным для многих компонентов, таких как язычки, из-за формы или положения язычка. Кроме того, контактное копирование не является эффективным, когда желательно изменять маркировочные знаки с относительно большой частотой, из-за необходимости останавливать технологическую линию и, по меньшей мере, частично демонтировать устройство контактного копирования с целью изменения конфигурации маркировки, которая будет напечатана на язычках.
В некоторых случаях, компоненты контейнеров, в том числе язычки, могут маркироваться с использованием бесконтактного процесса печати, такого как процесс распыления краски. Хотя оборудование для распыления краски можно регулировать, чтобы обеспечить изменения маркировки, было установлено, что процессы распыления краски и оборудование относительно ненадежны, причем требуется частое техническое обслуживание и ремонт. Кроме того, было установлено, что в процессах распыления поток краски подвергается нежелательному перемещению или позиционированию. Например, при распылении краски может образоваться аэрозоль краски, который может препятствовать процессу печати, приводя к нежелательной маркировке контейнеров, или вызывая неисправность оборудования. В некоторых случаях, использование процесса распыления краски может привести к потерям до 20% или больше потенциального рабочего времени из-за необходимости очистки, технического обслуживания и/или ремонта. Кроме того, было установлено, что затруднительно добиться надежной адгезии краски на контейнерах или компонентах контейнера. Дополнительно, в процессе распыления краски трудно обеспечить высокую скорость без замедления преобразующего пресса и при сохранении высокого качества печати для букв или других указаний маркировки без искажений. Наконец, процессы печати путем распыления краски и печати с непосредственным контактом обеспечивают только маркировку поверхности, без образования отпечатков или других изменений контейнера или компонентов контейнера. Поэтому, распыление краски и другие процессы печати обычно не подходят для применения в связи с состязательной лотереей или для обеспечения других ценных средств идентификации или указаний, так как имеется нежелательно большой потенциал для контрафакции или изменения маркировки при попытке претендовать на приз в состязании или лотерее.
Некоторые или все указанные выше затруднения в предшествующих устройствах и способах маркировки контейнеров являются особенно трудными для металлических контейнеров или компонентов контейнера, таких как типичные контейнеры с напитками и язычки из алюминиевого сплава. По сравнению с пластмассой или другими материалами контейнера, металлические контейнеры относительно трудно подвергаются маркировке, по меньшей мере, из-за возможно плохой адгезии краски на поверхности металла, по причине повышенной твердости поверхности металлических контейнеров, и из-за более высокой температуры плавления или размягчения материала металлических контейнеров. Кроме того, устройства маркировки должны быть способны к быстрой работе, чтобы обеспечить для последующего производственного оборудования, такого как преобразующий пресс, возможность работы с большой скоростью, приблизительно 750 циклов (или ходов) в минуту. Таким образом, устройства и процессы, использованные в связи с некоторыми материалами контейнера, не обязательно применимы для других. Более того, в большинстве случаев, функции или назначение маркировки, расположенной на металлических контейнерах, редко могут подтверждать использование различных приемов и устройств, которые могли бы включать затраты, которые значительно превышают затраты, связанные с существующими приемами и устройствами, или для которых требуется эксплуатация технологической линии с пониженной скоростью.
Одно известное устройство декорирования язычков описано в патенте США № 6498318, который полностью включен в изобретение как ссылка. В устройстве, описанном в патенте США № 6498318, указанные выше проблемы решены с использованием лазерного излучения для маркировки листа металлической заготовки для язычка, применяемой для образования язычков. Это устройство маркирует заготовку для язычков до того, как преобразующий пресс формирует заготовку в язычки и соединяет язычки с концевыми уплотнениями. Однако устройство непосредственно объединяется с преобразующим прессом и не может работать не в фазе с преобразующим прессом. Поскольку устройство не может функционировать независимо от скорости подачи преобразующего пресса, подходящее время работы лазерного принтера является ограниченным и не может увеличиваться без уменьшения скорости преобразующего пресса.
Другой способ декорирования язычков включает покрытие язычка или заготовки для язычка лаком, который содержит краситель, или лаком, имеющим фотонно активный материал. Затем лазер удаляет заданные части лака (или изменяет внешний вид лака) с образованием изображения. Эти способы маркировки язычки обычно не считаются подходящими, так как лаки, добавленные к язычку неприемлемо повышают затраты на производство язычков, которые значительно превышают затраты в современных процессах.
В некоторых других способах описано применение более мощных лазеров для получения желательной маркировки на язычках. Например, в одном способе описано использование лазера мощностью 200 Вт или 600 Вт. Однако энергия, необходимая для приведения в действие таких мощных лазеров, делает экономически нецелесообразным их использование в процессе производства концевого уплотнения, где ежедневно производятся несколько сотен тысяч или миллионы язычков. Например, на одном известном производственном предприятии ежедневно производят до 5 миллионов концевых уплотнений с язычками.
Следовательно, существует неудовлетворенная потребность в устройствах и способах маркировки контейнеров и язычков, которые могут быть интегрированы (с возможностью разборки) с технологической линией производства концевых уплотнений контейнера, и которые могут работать не в фазе с линией концевых уплотнений контейнера, без снижения эффективности, или увеличения затрат, в сравнении с современными процессами производства концевых уплотнений контейнера.
Раскрытие сущности изобретения
В настоящем изобретении предложены устройства и способы для формования и/или маркировки непрерывных листов материала (включая заготовку для язычков, которая в последующем формуется в язычки) рентабельным, быстрым и надежным образом. Маркированная заготовка для язычка в последующем формуется в отрывные язычки, которые могут соединяться с концевыми уплотнениями контейнера с помощью преобразующего пресса.
В одном аспекте настоящее изобретение обеспечивает устройство и способ, где увеличивается время, доступное для осуществления операции на непрерывном листе материала, без снижения скорости цикла другого оборудования в процессе производства с проволочным питателем. Указанное устройство включает подающий сервомеханизм, который может перемещать непрерывный лист материала в зону, где операция осуществляется с более высокой скоростью, чем в другом оборудовании в процессе производства с проволочным питателем. Таким образом, предоставляется больше времени для осуществления операции, без замедления другого оборудования в процессе производства. В одном варианте осуществления, указанная операция включает образование маркировки на непрерывном листе материала. Необязательно, для образования маркировки на непрерывном листе материала может быть использован лазер. Следовательно, за счет увеличения времени операции маркировки с помощью лазера можно получить более сложное графическое изображение. Альтернативно, за счет увеличения доступного времени, лазер может образовать маркировку при меньшей заданной мощности, таким образом, снижаются эксплуатационные расходы. В другом варианте осуществления, операция включает одну или несколько из следующих: резание, перфорирование, придание формы и/или стадию формования на заданной части непрерывного листа материала. В одном варианте осуществления, непрерывный лист материала представляет собой алюминиевую заготовку для язычка.
В другом аспекте в изобретении осуществляется операция любого типа на непрерывном листе материала, где необходимо регулировать скорость непрерывного листа материала во время проведения операции. В одном варианте осуществления, операция может включать (но без ограничения указанным): резание, перфорирование, придание формы, или формование материала, или маркировку материала с элементами печати. Например, операция может включать отрезание заготовки от непрерывного листа. В последующем из заготовки может формоваться концевое уплотнение или металлическая крышка для корпуса контейнера. Альтернативно, операция может включать формирование зарубки или отверстия в непрерывном листе материала. Альтернативно, операция может включать маркировку материал с элементами печати. Материал может включать (но без ограничения указанным) металл, пластмассу или бумагу.
В другом аспекте настоящее изобретение обеспечивает устройство маркировки, которое можно быстро и эффективно встраивать (с возможностью разборки) в процесс производства с проволочным питателем. В одном варианте осуществления, процесс производства с проволочным питателем представляет собой процесс производства концевых уплотнений для контейнера.
В другом аспекте настоящее изобретение обеспечивает усовершенствованные, экономичные, и надежные устройства и способы нанесения маркировочных знаков в заданные местоположения непрерывного листа исходного материала с высокой скоростью, без замедления последующего технологического оборудования. В одном варианте осуществления, исходный материал представляет собой алюминиевую заготовку для язычка. Последующее технологическое оборудование включает преобразующий пресс концевых уплотнений контейнера. В другом варианте осуществления, исходный материал представляет собой алюминиевую заготовку для концевого уплотнения, и последующее технологическое оборудование включает пресс для штамповки и преобразующий пресс.
В еще одном аспекте настоящее изобретение предоставляет устройство и способ маркировки материала, которые могут работать не в фазе с предшествующим и/или последующим по ходу потока технологическим оборудованием. Устройство включает в себя систему накопления для подачи материала до его маркировки. Кроме того, устройство включает систему накопления для выгрузки материала после его маркировки. Устройство пригодно к эксплуатации, чтобы контролировать и определять количество материала в системах накопления для подачи и выгрузки и регулировать продолжительность цикла, по меньшей мере, одной из систем, предшествующего оборудования, и последующего оборудования. В одном варианте осуществления, предшествующее оборудование включает в себя разматыватель заготовки для язычка, который подает заготовку для язычка в систему накопления для подачи. Последующее технологическое оборудование содержит преобразующий пресс концевых уплотнений контейнера, который вытягивает маркированный материал из системы накопления выгрузки. В другом варианте осуществления, предшествующее оборудование содержит разматыватель для алюминиевой заготовки концевого уплотнения и стенд протяжных роликов. Стенд протяжных роликов подает исходный материал концевого уплотнения в систему накопления загрузки. Последующее технологическое оборудование содержит пресс для штамповки, который вытягивает маркированный материал из системы накопления выгрузки.
В другом аспекте настоящее изобретение предоставляет устройство регулирования скорости входа и выхода непрерывного листа заготовки для язычка при получении элементов печати в заданном положении. Указанное устройство включает в себя следующее (без ограничений): (1) систему накопления загрузки, чтобы принимать непрерывный лист заготовки для язычка; (2) контур датчика загрузки, который определяет количество непрерывного листа заготовки для язычка в системе накопления загрузки; (3) подающий сервомеханизм для перемещения на заданную длину непрерывного листа заготовки для язычка в зону маркировки с заданной скоростью; (4) аппаратуру маркировки, которая формирует элемент печати на поверхности непрерывного листа заготовки для язычка; (5) систему накопления выгрузки, чтобы принимать непрерывный лист заготовки для язычка после формирования элементов печати на непрерывном листе заготовки для язычка с помощью аппаратуры маркировки; и (6) контур датчика выгрузки, который определяет количество непрерывного листа заготовки для язычка в системе накопления выгрузки. В последующем, из непрерывного листа заготовки для язычка могут быть сформованы язычки, подготовленные для соединения с концевым уплотнением контейнера.
В одном варианте осуществления, аппаратура маркировки представляет собой блок лазера, приспособленный для образования элементов печати на одной или нескольких поверхностях непрерывного листа заготовки для язычка. Блок лазера может работать с образованием элементов печати за время, меньше чем приблизительно 60 миллисекунд. Элемент печати может быть любой комбинацией букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, и любого размера. В другом варианте осуществления, подающий сервомеханизм может работать, чтобы перемещать на заданную длину непрерывный лист заготовки для язычка в зону маркировки за время, меньше чем приблизительно 35 миллисекунд. В еще одном варианте осуществления, подающий сервомеханизм может работать с целью изменения длины непрерывного листа заготовки для язычка, перемещаемой в зону маркировки, чтобы регулировать положение элементов печати, образовавшихся на непрерывном листе заготовки для язычка с помощью аппаратуры маркировки. В другом варианте осуществления настоящего изобретения, этот аппарат может осуществлять приблизительно до 800 циклов в минуту, или больше.
В одном варианте осуществления, заданную скорость подающего сервомеханизма можно изменять, чтобы регулировать длину непрерывного листа заготовки для язычка в одной или нескольких системах накопления загрузки и выгрузки. В другом варианте осуществления, время для аппаратуры маркировки с образованием элементов печати можно изменять, чтобы регулировать длину непрерывного листа заготовки для язычка в одной или нескольких системах накопления загрузки и выгрузки.
В одном варианте осуществления, контур датчика загрузки измеряет расстояние до заданной части непрерывного листа заготовки для язычка в системе накопления загрузки. Заданная часть непрерывного листа заготовки для язычка необязательно может содержать один или несколько из: самой нижней части непрерывного листа заготовки для язычка, и переходный участок между обычно линейной частью непрерывного листа заготовки для язычка и самой глубокой точкой непрерывного листа заготовки для язычка. Дополнительно или альтернативно, контур датчика загрузки может включать первый датчик в первой части системы накопления загрузки и второй датчик во второй части системы накопления загрузки. В одном варианте осуществления, первый датчик находится на одной линии с местоположением недостаточного количества непрерывного листа заготовки для язычка, и второй датчик находится на одной линии с местоположением избыточного количества непрерывного листа заготовки для язычка. Следовательно, когда заданная часть непрерывного листа заготовки для язычка в системе накопления загрузки находится между первым датчиком и вторым датчиком, достаточное количество заготовки для язычка находится в системе накопления загрузки. В другом варианте осуществления, первый датчик скомпонован таким образом, чтобы определить, когда в системе накопления загрузки находится недостаточное количество непрерывного листа заготовки для язычка. Продолжая этот пример, второй датчик скомпонован таким образом, чтобы определить, когда в системе накопления загрузки находится избыточное количество непрерывного листа заготовки для язычка.
В другом варианте осуществления, контур датчика выгрузки измеряет расстояние до заданной части непрерывного листа заготовки для язычка в системе накопления выгрузки. Заданная часть непрерывного листа заготовки для язычка необязательно может содержать один из: самой нижней части непрерывного листа заготовки для язычка, и переходный участок между обычно линейной частью непрерывного листа заготовки для язычка и самой глубокой точкой непрерывного листа заготовки для язычка. Дополнительно или альтернативно, контур датчика выгрузки может включать первый датчик в первой части системы накопления выгрузки и второй датчик во второй части системы накопления выгрузки. Первый датчик находится на одной линии с местоположением недостаточного количества непрерывного листа заготовки для язычка, и второй датчик находится на одной линии с местоположением избыточного количества непрерывного листа заготовки для язычка. Следовательно, когда заданная часть непрерывного листа заготовки для язычка в системе накопления выгрузки находится между первым датчиком и вторым датчиком, достаточное количество заготовки для язычка находится в системе накопления выгрузки.
Еще в другом аспекте настоящее изобретение предоставляет первый аппарат, который осуществляет первую операцию на непрерывном листе материала. Обычно первый аппарат включает в себя (без ограничений): (1) сервомеханизм, который перемещает непрерывный лист материала в первый аппарат с заданной скоростью; (2) аппарат, который осуществляет первую операцию, по меньшей мере, на части непрерывного листа материала в заданный период времени; (3) систему выгрузки, которая накапливает непрерывный лист заготовки для язычка после осуществления первой операции; и (4) датчик выгрузки, который измеряет длину непрерывного листа материала в системе выгрузки. В одном варианте осуществления, скорость первой операции регулируют таким образом, чтобы обеспечить (или накопить) заданную длину непрерывного листа в системе выгрузки.
Необязательно, первый аппарат может дополнительно содержать: систему загрузки, в которой накапливается непрерывный лист материала до осуществления первой операции, и датчик загрузки, который измеряет длину непрерывного листа материала в системе загрузки. Скорость первой операции регулируют таким образом, чтобы накопить заданную длину непрерывного листа в системе загрузки. Первый аппарат необязательно может включать систему контроля, которая регулирует скорость первой операции в ответ на изменение скорости во втором аппарате. В другом варианте осуществления, сервомеханизм может работать, чтобы изменить длину непрерывного листа материала, движущегося в первый аппарат. В одном варианте осуществления, второй аппарат, в котором осуществляется вторая операция со второй скоростью, принимает непрерывный лист материала из системы выгрузки.
Необязательно, первый аппарат может работать, чтобы осуществить первую операцию на первой поверхности непрерывного листа материала и другую операцию на второй поверхности непрерывного листа. В другом варианте осуществления, первый аппарат включает в себя блок лазера, который формирует элемент печати на заданной части непрерывного листа материала. Лазерный блок необязательно может включать первый блок лазера, который формирует элемент печати на первой поверхности, и второй блок лазера, который формирует элемент печати на второй поверхности. В одном варианте осуществления, элемент печати включает любую комбинацию букв, цифр, символов, и изображений, расположенных в любом порядке или ориентации, и любого размера. В еще одном варианте осуществления, непрерывный лист материала содержит алюминиевую заготовку для язычка, формируемую в язычки для концевых уплотнений с помощью преобразующего пресса.
Дополнительно или альтернативно, измерение длины может включать измерение изменения расстояния между датчиком выгрузки и заданной частью непрерывного листа материала в системе выгрузки. В одном варианте осуществления, заданная часть, измеренная датчиком выгрузки, включает в себя самую нижнюю часть непрерывного листа материала. Альтернативно, в другом варианте осуществления, заданная часть, измеренная датчиком выгрузки, включает в себя переходный участок между обычно линейной частью и самой глубокой точкой непрерывного листа материала.
В другом варианте осуществления, датчик выгрузки включает в себя первый датчик выгрузки в первой части системы выгрузки и второй датчик выгрузки в другой, второй части системы выгрузки. Следовательно, измерение длины включает определение того, что заданная часть непрерывного листа материала находится между первым датчиком выгрузки и вторым датчиком выгрузки. Если заданная часть непрерывного листа не находится между первым и вторым датчиком, то в системе выгрузки имеется избыточная или недостаточная длина непрерывного листа. Необязательно, первый датчик выгрузки находится на одной линии с местоположением недостаточного количества непрерывного листа материала, и второй датчик выгрузки находится на одной линии с местоположением избыточного количества непрерывного листа материала.
Еще одним аспектом настоящего изобретения является разработка способа регулирования скорости подачи и скорости выпуска непрерывного листа материала. Обычно этот способ включает в себя: (1) аккумулирование первой длины провисания непрерывного листа материала до того, как первый аппарат осуществит первую операцию; (2) осуществление первой операции с помощью первого аппарата на непрерывном листе материала; (3) аккумулирование второй длины провисания непрерывного листа материала после того, как первый аппарат осуществит первую операцию; (4) регулирование первой длины провисания и второй длины провисания; и (5) регулирование скорости первой операции, осуществляемой первым аппаратом, чтобы изменить, по меньшей мере, одну первую длину провисания и вторую длину провисания. Первый аппарат может осуществлять первую операцию с переменной скоростью. Необязательно, первая операция, осуществляемая первым аппаратом, включает осуществление операции на одной или нескольких из первой поверхности и второй поверхности непрерывного листа материала.
В одном варианте осуществления, блок лазера формирует маркировку на непрерывном листе материала во время первой операции. Блок лазера необязательно может содержать первый блок лазера, который может формировать маркировку на первой поверхности, и второй блок лазера, который может формировать маркировку на второй поверхности. В одном варианте осуществления, маркировка может включать любую комбинацию букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, и любого размера.
В одном варианте осуществления, датчик загрузки регистрирует первую длину провисания непрерывного листа материала. Датчик выгрузки регистрирует вторую длину провисания непрерывного листа материала. В одном варианте осуществления, датчики загрузки и выгрузки измеряют расстояние до заданной части непрерывного листа материала в первой и второй длине провисания. Заданные части непрерывного листа материала необязательно могут содержать, по меньшей мере, одно из: самую нижнюю часть непрерывного листа материала и переходный участок между обычно линейной частью и самой глубокой точкой непрерывного листа материала.
Способ необязательно может включать регулирование длины непрерывного листа материала, затягиваемого в первый аппарат сервомеханизмом. Альтернативно, способ может включать регулирование временной длительности для перемещения сервомеханизмом непрерывного листа материала на заданную длину в первый аппарат. В одном варианте осуществления, сервомеханизм может перемещать непрерывный лист материала на заданную длину в первый аппарат меньше, чем приблизительно за 35 миллисекунд. В одном варианте осуществления, первый аппарат может осуществлять первую операцию со скоростью вплоть до, или больше, чем приблизительно 800 циклов в минуту. В другом варианте осуществления, первый аппарат может осуществлять первую операцию за время, меньше чем приблизительно 60 миллисекунд.
В другом варианте осуществления, второй аппарат, который осуществляет вторую операцию на непрерывном листе материала, принимает непрерывный лист материала со второй длиной провисания. Второй аппарат может осуществлять вторую операцию со второй, другой скоростью, которая не уменьшается за счет скорости первой операции, осуществляемой с помощью первого аппарата. В еще одном варианте осуществления, второй аппарат включает в себя преобразующий пресс, который формует из непрерывного листа материала язычки, приспособленные для соединения с концевым уплотнением контейнера.
Как сможет оценить специалист в этой области техники, способ и устройство настоящего изобретения могут быть использованы для осуществления операции любого типа на непрерывном листе любого материала, включая без ограничения, алюминий, олово, сталь, пластмассу, бумагу, и их комбинации. Кроме того, способ и устройство настоящего изобретения может быть использованы в любом процессе производства с проволочным питателем, чтобы обеспечить работу первого аппарата не в фазе с другими компонентами устройства с проволочным питателем, причем без уменьшения скорости работы второго аппарата.
Выражения “по меньшей мере, один,” “один или несколько,” и “и/или,” которые используются в изобретении, представляют собой выражения, не связанные условиями, которые являются как связывающими, так и взаимоисключающими при эксплуатации. Например, каждое из выражений “по меньшей мере, один A, B и C,” “по меньшей мере, один из A, B, или C,” “один или несколько из A, B, и C,” “один или несколько из A, B, или C,” и “A, B, и/или C” означает один A, один B, один C, A и B вместе, A и C вместе, B и C вместе, или A, B и C вместе.
Если не указано другое, все числа, выражающие количество, размеры, условия и тому подобные, используемые в описании и формуле изобретения, следует понимать, как модифицированные, во всех случаях термином “приблизительно”.
Артикль “a” или “an”, используемый здесь перед объектом, относится к одному или нескольким из указанных объектов. По существу, слова “a” (или “an”), “один или несколько” и “по меньшей мере, один” могут быть использованы в изобретении взаимозаменяемо.
Использование в изобретении слов “включающий,” “содержащий” или “имеющий,” и их вариаций означает, что они охватывают перечисленные после них объекты и их эквиваленты, а также дополнительные объекты. Следовательно, слова “включающий,” “содержащий” или “имеющий,” и их вариации могут быть использованы в изобретении взаимозаменяемо.
Следует понимать, что термину “средства,” использованному в изобретении, должна быть предоставлена наиболее широкая возможная интерпретация, в соответствии со статьей 35 Свода законов США § 112(f). Поэтому притязание, включающее термин “средства,” должно защищать все структуры, материалы или действия, изложенные здесь, и все его эквиваленты. Кроме того, структуры, материалы или действия, и их эквиваленты должны включать все, что описано в разделах: Краткое изложение изобретения, Краткое описание чертежей, Подробное описание изобретения, Реферат и Формула изобретения.
Краткое изложение изобретения не предназначается, и не должно быть истолковано как представляющее всю широту и объем настоящего изобретения. Более того, сделанные здесь ссылки на “настоящее изобретение” или его аспекты следует понимать как означающие определенные варианты осуществления настоящего изобретения и не должны быть обязательно истолкованы, как ограничивающие все варианты осуществления конкретным описанием. Настоящее изобретение изложено на различных уровнях подробностей в Кратком изложении изобретения, а также в прилагаемых чертежах и в Подробном описании изобретения, и в отношении объема настоящего изобретения не подразумевается какое-либо ограничение или путем включения или не включения элементов или компонентов. Дополнительные аспекты настоящего изобретения станут более очевидными из Подробного описания изобретения, особенно, взятого в сочетании с чертежами.
Краткое описание чертежей
Прилагаемые чертежи, которые включены в изобретение и составляют часть описания, иллюстрируют варианты осуществления изобретения и вместе с Кратким изложением изобретения, приведенным выше, и Подробным описанием изобретения и чертежами, приведенным ниже, служат объяснением принципов указанных вариантов осуществления. В некоторых случаях, могут быть опущены детали, которые не обязательны для понимания изобретения или которые делают другие подробности трудными для восприятия. Конечно, следует понимать, что настоящее изобретение не обязательно ограничено конкретными вариантами осуществления, иллюстрированными в описании. Кроме того, следует понимать, что чертежи не обязательно выполнены в масштабе.
Фигура 1 представляет собой принципиальную блок-схему системы одного варианта осуществления настоящего изобретения, который включает аппарат, который осуществляет операцию на непрерывном листе материала, причем аппарат имеет возможность разборки, будучи объединенным с разматывателем и преобразующим прессом в системе производства концевых уплотнений.
На фигуре 2 приведен вертикальный вид сбоку для варианта осуществления разматывателя непрерывного листа заготовки для язычка настоящего изобретения.
Фигура 3 представляет собой частичный вид в плане области непрерывного листа заготовки для язычка, которая частично маркирована согласно варианту осуществления настоящего изобретения.
На фигуре 4А приведен вертикальный вид сбоку для одного варианта осуществления аппарата настоящего изобретения, где иллюстрируется недостаточная длина непрерывного листа материала в системе накопления выгрузки аппарата;
Фигура 4B представляет собой вертикальный вид сбоку аппарата на фигуре 4A, где иллюстрируется избыточная длина непрерывного листа материала в системе накопления выгрузки аппарата.
На фигуре 5А приведен вертикальный вид сбоку аппарата настоящего изобретения, где иллюстрируется первое местоположение непрерывного листа материала в системе накопления загрузки и системе накопления выгрузки в ходе технологического цикла аппарата.
Фигура 5B представляет собой вертикальный вид сбоку аппарата фигуры 5A, где иллюстрируется второе местоположение непрерывного листа материала в системах накопления загрузки и выгрузки в ходе технологического цикла аппарата.
Фигура 5C представляет собой вертикальный вид сбоку аппарата фигуры 5A, где иллюстрируется третье местоположение непрерывного листа материала в системах накопления загрузки и выгрузки в ходе технологического цикла аппарата; и
На фигуре 6 приведена технологическая диаграмма способа осуществления операции на непрерывном листе материала согласно одному варианту настоящего изобретения.
Аналогичные компоненты и/или детали могут иметь одинаковые номера позиций. Компоненты одного типа можно отличить по букве после номера позиции. Если используется только номер позиции, то описание применимо для любого одного из подобных компонентов, имеющих такие же номера позиций.
Для облегчения понимания варианта осуществления настоящего изобретения здесь приведен следующий список компонентов и соответствующая нумерация, приведенная на чертежах:
Осуществление изобретения
Настоящее изобретение имеет значительные преимущества для широкого спектра предприятий. Намерение Заявителя состоит в том, чтобы описание изобретения и прилагаемая Формула изобретения соответствовали степени защиты объема и сущности раскрытого изобретения, несмотря на то, что может появиться ограничивающая формулировка, налагаемая требованиями ссылки на раскрытые конкретные примеры. Для ознакомления специалистов, имеющих отношение к области техники, наиболее тесно связанной с настоящим изобретением, здесь описан предпочтительный вариант осуществления, который иллюстрирует наилучший вариант, который теперь рассматривается для практического внедрения изобретения, и со ссылкой на прилагаемые чертежи, которые представляют собой часть описания. Типичный вариант осуществления подробно изложен, без попытки описания всех различных форм и модификаций, в которых можно было бы воплотить изобретение. По существу, все варианты осуществления, описанные в изобретении являются иллюстративными, и как будет очевидно для специалистов в этой области техники, они могут быть модифицированы различными путями в пределах объема и сущности изобретения.
Хотя в следующем тексте приведено подробное описание многочисленных различных вариантов осуществления, необходимо понимать, что подробное описание следует рассматривать только как примерное, и не нужно описывать каждый возможный вариант осуществления, поскольку такое описание было бы непрактичным, или вряд ли возможным. Многочисленные альтернативные варианты осуществления могут быть осуществлены с использованием или современной технологии, или технологии, разработанной после даты подачи настоящей заявки на патент, которые еще могут попасть в объем формулы изобретения. В той мере, что любой термин, указанный в формуле изобретения в конце этой заявки, относится к настоящему изобретению таким образом, что согласуется с единственным значением, которое указано только ради ясности, чтобы не запутать читателя, причем не предполагается, что такой термин притязания путем ограничения, вовлечения или иначе, сводится к этому единственному значению.
Обратимся теперь к фигуре 1, где показано устройство 2 для осуществления операции на заданных частях непрерывного листа 4 материала, согласно одному варианту настоящего изобретения. Устройство 2 объединяется, с возможностью разборки, с разматывателем 6 и вторым аппаратом 10. Разматыватель 6 способен работать, разматывая виток 26 (показано на фигуре 2) непрерывного листа материала 4. В одном варианте осуществления, непрерывный лист содержит заготовку для язычка. В одном варианте осуществления, второй аппарат включает в себя преобразующий пресс 10 процесса производства концевого уплотнения. Хотя устройство 2 и его компоненты проиллюстрированы, как объединенные с преобразующим прессом 10, специалист в этой области техники может признать, что устройство 2 настоящего изобретения может быть использовано с любой системой производства с проволочным питателем. Более конкретно, настоящее изобретение может быть использовано в любом процессе производства, где регулируется скорость непрерывного листа материала, в то время как операция осуществляется на выбранной части непрерывного листа материала. Таким образом, изобретение может быть использовано для витков металлических, пластмассовых, или бумажных материалов, и где операции перфорации, резания и формирования, или маркировки осуществляются при определенной скорости и в определенном положении.
Устройство 2 обычно включает аппарат 8, который осуществляет заданную операцию на непрерывном листе, петлеобразный кронштейн 14, систему регулирования 18, систему контроля пыли 20, систему охлаждения 52, и кодирующее устройство 22, соединенное с последующим оборудованием 10, таким как преобразующий пресс. Устройство 2 принимает непрерывный лист 4 материала из разматывателя 6. Разматыватель 6 разматывает непрерывный лист 4 со скоростью, определяемой системой регулирования 18 устройства 2, как более подробно описано ниже. Скорость разматывания можно корректировать (или регулировать) с помощью рычага местоположения (не иллюстрировано) разматывателя 6. Специалистам в этой области техники известны подходящие разматыватели 6, которые доступны от различных поставщиков, среди которых указаны, например, ASC Machine Instruments, Inc., и Perfecto Industries, Inc. Вариант осуществления разматывателя 6 проиллюстрирован на фигуре 2.
Разматыватель 6 может принимать один или несколько витков 26 непрерывного листа 4 материала. Обычно каждый виток 26 имеет длину листового материала приблизительно 2743 м (9000 футов) или больше. Непрерывный лист 4 может быть сформирован из алюминиевого сплава или любого другого подходящего материала, включая без ограничения, сталь, олово, пластмассу, бумагу и любую их комбинацию. В одном варианте осуществления, непрерывный лист 4 формируется из алюминиевого сплава, который специалисты в этой области техники называют алюминий 5042.
Обычно аппарат 8 включает систему накопления загрузки 28, контуры датчиков загрузки 30, 31, подающий сервомеханизм 32, стабилизирующий валик 34, блоки 38, 40, которые осуществляют операции на непрерывном листе, систему охлаждения 52, систему накопления выгрузки 44, контуры датчиков выгрузки 46, 47, и систему выравнивания 48.
Петлеобразный кронштейн 14 принимает непрерывный лист 4 из разматывателя 6 и выравнивает непрерывный лист 4 с помощью аппарата 8. Непрерывный лист 4 поступает в систему накопления загрузки 28 аппарата 8. В одном варианте осуществления, система накопления загрузки 28 имеет ширину приблизительно до 457 мм (18 дюйм), длину приблизительно до 610 мм (24 дюйм) и имеет высоту приблизительно до 1905 мм (75 дюйм). В другом варианте осуществления, система накопления загрузки 28 имеет ширину приблизительно до 330 мм (13 дюйм), длину приблизительно до 457 мм (18 дюйм) и высоту приблизительно до 1905 мм (75 дюйм). В более предпочтительном варианте осуществления ширина составляет приблизительно 305 мм (12 дюйм), длина приблизительно 406 мм (16 дюйм), и высота составляет приблизительно 1270 (50 дюйм).
Контур датчика загрузки 30 измеряет расстояние от датчика 30 до заданной части 5, 7 непрерывного листа 4 в системе накопления загрузки 28. В одном варианте осуществления, контур датчика загрузки 30 включает лазер. Датчик 30 принимает энергию лазера, отраженную от непрерывного листа, и использует отраженную энергию лазера, для того чтобы измерить расстояние до заданной части 5, 7 под любым углом. В одном варианте осуществления, датчик 30 измеряет расстояние до самой нижней части 5 непрерывного листа 4 в системе накопления загрузки 28. В одном варианте осуществления, в самой нижней части 5 находится самая глубокая точка листа 4 в системе накопления загрузки 28. В другом варианте осуществления, датчик 30 измеряет расстояние между датчиком и переходным участком 7 от обычно линейной части листа 4 до самой глубокой точки листа 4. В одном варианте осуществления, датчик расположен таким образом, чтобы исследовать внутреннюю часть полости, образовавшейся в непрерывном листе, как иллюстрировано на фигуре 1. Однако можно признать, что датчик 30 может быть расположен иначе. Например, в другом варианте осуществления, датчик 30 может быть расположен таким образом, чтобы исследовать внешнюю часть полости, образовавшейся в непрерывном листе. Указанный другой способ, хотя датчик 30, иллюстрированный на фигуре 1 расположен выше самой нижней части 5 непрерывного листа, датчик 30 необязательно может быть расположен ниже самой нижней части 5. Соответственно, в одном варианте осуществления, датчик 30 исследует первую сторону непрерывного листа. В другом варианте осуществления, датчик 30 исследует вторую сторону непрерывного листа.
Альтернативно, датчики 31A, 31B могут быть расположены таким образом, чтобы контролировать местоположение непрерывного листа 4 в системе накопления загрузки 28. Датчик 31A обеспечивает первый сигнал в системе регулирования 18, когда датчик 31A обнаруживает непрерывный лист. Продолжая этот пример, когда датчик 31A не обнаруживает непрерывный лист, датчик 31A обеспечивает второй сигнал в системе регулирования 18. Аналогично, датчик 31B в другой части системы накопления загрузки 28 также обеспечивает первый сигнал, когда обнаруживается непрерывный лист и другой второй сигнал, когда непрерывный лист не обнаруживается. Датчики 31A, 31B необязательно могут включать лазер. Датчики 31A, 31B могут быть расположены таким образом, чтобы принимать энергию лазера, отраженную от заданной части непрерывного листа 4, чтобы определить количество непрерывного листа в системе накопления загрузки.
Система регулирования 18 принимает информацию, связанную с местоположением непрерывного листа 4 в системе накопления загрузки 28, из одного или нескольких контуров датчиков загрузки 30, 31. Используя информацию от датчиков 30, 31, система регулирования 18 может определить длину непрерывного листа 4 в системе накопления загрузки 28. Например, система регулирования может определить, имеется ли избыточная длина, достаточная длина, или недостаточная длина непрерывного листа в системе накопления загрузки 28. Затем система регулирования 18 может послать сигнал в разматыватель 6, чтобы увеличить скорость разматывания, если в системе накопления загрузки 28 обнаруживается недостаточная длина непрерывного листа 4. Альтернативно, система регулирования 18 может послать сигнал в разматыватель 6, чтобы снизить скорость разматывания, если в системе накопления загрузки 28 обнаруживается избыточная длина непрерывного листа 4. В одном варианте осуществления, система регулирования 18 посылает сигналы в разматыватель 6 для того, чтобы регулировать скорость разматывания, поддерживая практически постоянную длину непрерывного листа в системе накопления загрузки 28.
В одном варианте осуществления, система регулирования принимает сигнал о расстоянии между датчиком 30 и заданной частью непрерывного листа. В одном варианте осуществления, заданная часть включает самую нижнюю часть 5 непрерывного листа 4 в системе накопления загрузки 28. В другом варианте осуществления, заданная часть включает переходный участок 7 непрерывного листа 4 в системе накопления загрузки 28.
Необязательно, в другом варианте осуществления, когда датчик 31A в первой части системы накопления загрузки 28 не обнаруживает непрерывный лист и посылает второй сигнал в систему регулирования, эта система регулирования может определить, что в системе накопления загрузки 28 обнаружена недостаточная длина непрерывного листа 4. Аналогично, когда датчик 31A обнаруживает непрерывный лист и датчик 31B во второй части системы накопления загрузки 28 не обнаруживает непрерывный лист, система регулирования может определить, что самая нижняя часть 5 непрерывного листа 4 находится между датчиками 31A и 31B. Следовательно, система регулирования может определить, что в системе накопления загрузки 28 находится достаточная длина непрерывного листа. Продолжая этот пример, когда датчик 31B обнаруживает непрерывный лист и посылает первый сигнал в систему регулирования, указанная система регулирования может определить, что в системе накопления загрузки 28 находится слишком большая длина непрерывного листа 4, или избыточная длина.
Подходящие системы регулирования 18 известны специалистам в этой области техники. Система регулирования 18 может быть любым программируемым логическим контроллером (ПЛК). Одним примером подходящего ПЛК является Controllogix PLC, произведенный фирмой Rockwell Automation, Inc, хотя другие ПЛК могут быть использованы с вариантами осуществления настоящего изобретения.
Подающий сервомеханизм 32 может работать, принимая сигнал из системы регулирования 18 для перемещения на заданную длину 35 (иллюстрировано на фигуре 3) непрерывного листа 4 с заданной скоростью в операционную зону 50, где на непрерывном листе осуществляется выбранная операция с помощью один или несколько блоков 38, 40. Необязательно, в одном варианте осуществления, эта операция включает лазерную маркировку, осуществляемую блоками лазеров 38, 40. Подающий сервомеханизм 32 могут быть приспособлен или для проталкивания, или протягивания непрерывного листа 4 в операционную зону 50. Альтернативно, в одном варианте осуществления настоящего изобретения, подающий сервомеханизм 32 может включать два или больше подающих сервомеханизмов, которые работают вместе, чтобы проталкивать и протягивать непрерывный лист 4 в операционную зону 50. С устройством 2 настоящего изобретения может быть использован любой подходящий подающий сервомеханизм 32. В одном варианте осуществления, подающий сервомеханизм 32 может работать с целью перемещения непрерывного листа 4 на заданную длину 35 в операционную зону 50 быстрее, чем приблизительно за 35 миллисекунд. В более предпочтительном варианте осуществления, подающий сервомеханизм 32 может перемещать непрерывный лист 4 на заданную длину в операционную зону 50 за время, меньше чем приблизительно 30 миллисекунд. Подходящие подающие сервомеханизмы 32 известны специалистам в этой области техники.
Скорость, с которой подающий сервомеханизм 32 перемещает непрерывный лист 4 в аппарат 8, может быть больше или меньше, чем скорость разматывания разматывателем 6. Система регулирования 18 может изменять скорость подающего сервомеханизма 32 на входе, чтобы варьировать продолжительность цикла в устройстве 2. Обычно подающий сервомеханизм 32 перемещает непрерывный лист 4 в операционную зону 50 со скоростью, превышающей скорость приема преобразующего пресса 10. Таким образом, временная длительность, доступная для операции, осуществляемой блоками 38, 40, может быть увеличена, без увеличения продолжительности цикла устройства 2, гарантируя, что преобразующий пресс 10 сможет вытягивать непрерывный лист 4 материала, без замедления продолжительности цикла. В одном варианте осуществления, где операция включает лазерную маркировку непрерывного листа, увеличение времени, доступного для маркировки, также позволит блокам лазеров 38, 40 формировать более сложные маркировочные знаки на непрерывном листе 4. Кроме того, или альтернативно, увеличение времени, доступного для маркировки, уменьшает количество энергии, потребляемой блоком лазеров 38, 40, которые формируют маркировочные знаки 68 на непрерывном листе 4, что снижает эксплуатационные расходы устройства 2.
Система регулирования 18 может автоматически изменять длину 35 непрерывного листа 4, который перемещается в операционную зону 50, чтобы регулировать местоположение операции, осуществляемой на непрерывном листе 4, в ответ на сигнал, принимаемый от кодирующего устройства 22. Кроме того, оператор устройства 2 может регулировать продолжительность цикла и длину 35 поступления непрерывного листа 4 с помощью интерфейса пользователя в системе регулирования 18. Следовательно, система регулирования 18 может продвигать непрерывный лист 4 автоматически, или в ответ на ввод информации оператором, для осуществления операции, такой как формование маркировки с помощью лазера на заданной части непрерывного листа 4. Таким образом, маркировка надлежащим образом располагается на язычке 60, который в последующем формируется из непрерывного листа с помощью преобразующего пресса 10.
В то время как непрерывный лист перемещается в операционную зону 50, стабилизирующий валик 34 аппарата 8 стабилизирует непрерывный лист 4. В одном варианте осуществления, аппарат 8 включает в себя множество стабилизирующих валиков 34 в различных местоположениях до и после блоков 38, 40.
После того как заданная длина 35 непрерывного листа 4 располагается в операционной зоне 50, подающий сервомеханизм 32 останавливается, в то время как блоки 38, 40 осуществляют операции на непрерывном листе 4. Например, в одном варианте осуществления, блоки 38, 40 представляют собой лазерные блоки, которые формируют маркировочные знаки 68 на непрерывном листе. Альтернативно, кроме лазера, могут быть использованы устройства любого типа для маркировки, печати, образования, резания, придания формы, или изменения непрерывного листа материала. Необязательно, зажимное приспособление (не иллюстрировано) аппарата 8 может входить в контакт с непрерывным листом 4, когда подающий сервомеханизм останавливается, чтобы предупредить непреднамеренное или случайное движение в ходе операций, осуществляемых блоками 38, 40.
Поскольку непрерывный лист 4 остается практически неподвижным в операционной зоне 50, во время операций, осуществляемых блоками 38, 40, разматыватель 6 может продолжать разматывать непрерывный лист 4, увеличивая количество непрерывного листа 4 в системе накопления загрузки 28. Подобным образом, расположенное ниже оборудование 10 может продолжать вытягивание непрерывного листа 4 с заданной скоростью, таким образом, уменьшается количество непрерывного листа 4 в системе накопления выгрузки 44, как будет описано более подробно в последующем, в связи с фигурами 5A-5C.
Обратимся теперь к фигуре 3; в одном варианте осуществления, блоки 38, 40 содержат лазеры, которые маркируют заданные части 36 непрерывного листа заготовки для язычка 4, которые в последующем формируются в язычки 60 с помощью преобразующего пресса 10. Маркировки 68 могут иметь любую ориентацию и любое местоположение в пределах каждой части 36 заготовки для язычка 4. Кроме того, в каждой части 36 может находиться больше одной маркировки 68, причем каждая маркировка имеет другую ориентацию, как проиллюстрировано на части 36A. Необязательно, по меньшей мере, одна часть 36B, в пределах каждой длины 35 заготовки для язычка 4, может оставаться без маркировки. В одном варианте осуществления, маркировки имеют высоту приблизительно до 3,2 мм (0.125 дюйм). Заготовка для язычка 4 имеет ширину 37, достаточную для преобразующего пресса 10, который формирует ряд язычков 60 из каждой заданной длины 35 в заготовке для язычка 4. В одном варианте осуществления, заготовка для язычка 4 имеет ширину 37, которая достаточна для трех частей 36 внутри каждой длины 35, из которой в последующем могут формироваться три язычка 60. Однако специалист в этой области техники может признать, что ширину заготовки для язычка 4 можно увеличить или уменьшать до ширины, достаточной для преобразующего пресса 10, который формирует больше или меньше язычков 60 из каждой заданной длины 35 заготовки для язычка 4.
Блоки 38, 40 могут осуществлять операции на каждой или обеих сторонах непрерывного листа 4 практически одновременно. Следовательно, в варианте осуществления, где непрерывный лист содержит материал заготовки для язычка, когда преобразующий пресс 10 формирует из непрерывного листа 4 язычки 60, верхняя (или внешняя) поверхность язычка 60, видимая для потребителя, и нижняя поверхность язычка 60 (которая сначала не видима для потребителя), обе могут включать одну или несколько маркировок 68. Маркировки на нижней поверхности язычка 60 станут видимы для потребителя после подъема захватываемой части 64 язычка 60 с целью отделения зарубки 78 и опускания панели отрыва 80 концевого уплотнения 74, чтобы открыть отверстие для разлива 82.
Обратимся снова к фигуре 1, где аппарат 8 может включать любое число блоков 38, 40. Например, аппарат может включать любое число блоков 38, расположенных для проведения операции на первой стороне непрерывного листа. Дополнительно или альтернативно, аппарат также может включать любое число блоков 40 для проведения операции на второй стороне непрерывного листа. Количество и местоположение инструмента или лазеров блока 38 может быть таким же, или отличается, от количества и местоположения инструмента или лазеров блока 40. В одном варианте осуществления, аппарат 8 включает от одного до четырех блоков лазеров 38 для маркировки первой стороны непрерывного листа и от одного до четырех блоков лазеров 40 для маркировки второй стороны непрерывного листа, практически одновременно с первой стороной. В одном варианте осуществления, блок лазеров 38, 40 способен проводить маркировку непрерывного листа 4 за время, меньше чем приблизительно 60 миллисекунд, и более предпочтительно, меньше чем приблизительно за 50 миллисекунд. Необязательно, в одном варианте осуществления, непрерывный лист 4 может продвигаться один или несколько раз для маркировки с помощью одного или нескольких блоков лазеров 38, 40 для завершения каждой маркировки, или, чтобы сформировать более сложную маркировку.
В одном варианте осуществления, блок лазеров 38 может быть практически таким же, или он отличается от блока лазеров 40. В другом варианте осуществления, блоки лазеров 38, 40 включают один или несколько Nd:YAG лазеров (также известны как неодимовые лазеры, легированные иттрийалюминиевым гранатом) с длиной волны приблизительно 1,064 мкм. В еще одном варианте осуществления, блоки лазеров 38, 40 обеспечивают выход приложенной мощности приблизительно от 40 до 140 Ватт, причем около 80% от указанной мощности поступают в площадь мишени непрерывного листа 4. В еще одном варианте осуществления, блоки лазеров 38, 40 обеспечивают импульсную или прерывистую форму лазерного излучения. В одном варианте осуществления, блоки лазеров 38, 40 могут обеспечить импульсы частотой приблизительно от 3000 Гц до 65000 Гц. Предпочтительно, выходные импульсы лазерного излучения являются относительно стабильными, в том смысле, что имеется относительно небольшая вариация мощности от одного импульса к следующему, и практически все импульсы обладают достаточной мощностью, чтобы в достаточной степени испарить или удалить материал из площади мишени непрерывного листа 4, чтобы получить видимое пятно или маркировку. В еще одном варианте осуществления, блоки лазеров 38, 40 способны проводить маркировку приблизительно 1300 символов в секунду и приблизительно на 15,2 м (50 футов) непрерывного листа материала в секунду. В одном варианте осуществления, блок лазеров 40 может быть другого типа, или будет работать при другом уровне мощности, чем блок лазеров 38. Блоки лазеров 38, 40, которые могут быть использованы в этой связи, известны специалистам в этой области техники и доступны от многих поставщиков.
Аппарат 8 необязательно может включать систему охлаждения 52, чтобы поддерживать в блоках 38, 40 заданную температуру. Специалистам в этой области техники известны подходящие системы охлаждения 52, и могут быть использованы разнообразные способы поддержания в блоках 38, 40 заданной температуры. В одном варианте осуществления, система охлаждения 52 находится вне аппарата 8, причем аппарат 8 включает один или несколько охлаждающих патрубков для интеграции с внешней системой охлаждения 52.
После завершения операций блоками 38, 40 или другими аппаратами, непрерывный лист 4 необязательно проходит через систему контроля пыли 20. В указанной системе контроля пыли 20 удаляются отходы от непрерывного листа 4 любым подходящим способом. В одном варианте осуществления, в системе контроля пыли 20 используется один или несколько из потока газа, потока жидкости, всасывание, и чистка щёткой, которая контактирует с любой или обеими поверхностями непрерывного листа 4, чтобы удалить отходы. Система контроля пыли 20 может быть расположена до или после подающего сервомеханизма 32. Аппарат 8 может включать ряд патрубков или отверстий для соединения в системе контроля пыли 20. Любая система контроля пыли 20, известная специалистам в этой области техники, может быть использована с устройством 2 настоящего изобретения.
Необязательно, после осуществления операций блоками 38, 40, на одну или обе стороны непрерывного листа 4 может быть нанесено покрытие смазочного материала из системы смазки (не иллюстрировано). В одном варианте осуществления, система смазки соединяется с преобразующим прессом 10. В другом варианте осуществления, система смазки соединяется с аппаратом 8. Подходящие системы смазки, способные обеспечить смазывание полосы непрерывного листа 4, известны специалистам в этой области техники, и могут быть получены от различных поставщиков, таких как (но без ограничения) UNIST Inc.
После осуществления операций блоками 38, 40, непрерывный лист 4 накапливается в системе накопления выгрузки 44, пока не попадает внутрь преобразующего пресса 10. Система накопления выгрузки 44 аналогична балансировочному устройству в процессе производства, как могут признать специалисты в этой области техники. Система накопления выгрузки 44 может иметь такие же или другие размеры, как система накопления загрузки 28. В одном варианте осуществления, система накопления выгрузки 44 имеет ширину приблизительно до 457 мм (18 дюйм), длину приблизительно до 610 мм (24 дюйм), и высоту приблизительно до 1905 мм (75 дюйм). В другом варианте осуществления, система накопления выгрузки 44 имеет ширину приблизительно до 330 мм (13 дюйм), длину приблизительно 457 мм (18 дюйм) и высоту приблизительно 1905 мм (75 дюйм). В более предпочтительном варианте осуществления, ширина составляет приблизительно 305 мм (12 дюйм), длина - приблизительно 406 мм (16 дюйм), и высота приблизительно 1270 мм (50 дюйм).
Датчики 46, 47 системы накопления выгрузки 44 могут быть такими же, аналогичными, или отличающимися от датчиков 30, 31. В одном варианте осуществления, датчики 46, 47 могут быть расположены практически в тех же местоположениях, как датчики 30, 31. Кроме того, в вариантах осуществления, датчики 46, 47 могут включать, или быть связанными с лазером. Лазер может быть в заданном расположении на одной линии с непрерывным листом 4. Следовательно, датчики 46, 47 могут быть расположены таким образом, чтобы принимать энергию лазера, отраженную от заданной части непрерывного листа 4, чтобы определить количество непрерывного листа 4 в системе накопления выгрузки 44.
Контур датчика выгрузки 46 измеряет расстояние от датчика 46 до заданных частей 5, 7 непрерывного листа 4 в системе накопления выгрузки 44. В одном варианте осуществления, датчик 46 измеряет расстояние до самой нижней части 5 непрерывного листа 4 в системе накопления выгрузки 44. В одном варианте осуществления, самая нижняя часть 5 включает самую глубокую точку листа 4 в системе накопления выгрузки 44. В другом варианте осуществления, датчик 46 измеряет расстояние между датчиком и переходным участком 7, от обычно линейной части листа 4 до самой глубокой точки листа 4. В одном варианте осуществления, датчик 46 расположен таким образом, чтобы исследовать внутреннюю часть полости, образовавшейся из непрерывного листа, как иллюстрировано на фигуре 1. Однако можно признать, что датчик 46 может быть расположен иначе. Например, в другом варианте осуществления, датчик 46 расположен так, чтобы исследовать внешнюю часть полости, образовавшейся из непрерывного листа. Указанный другой вариант, хотя местоположение датчика 46 показано на фигуре 1 выше самой нижней части 5 непрерывного листа, датчик 46 необязательно может быть расположен ниже самой нижней части 5 или в любом другом местоположении, в котором возможно измерение длины непрерывного листа материала 4 в системе накопления выгрузки 44. Соответственно, в одном варианте осуществления, датчик 46 исследует первую сторону непрерывного листа. В другом варианте осуществления, датчик 46 исследует вторую сторону непрерывного листа 4.
Альтернативно, датчики 47A, 47B могут быть расположены таким образом, чтобы контролировать местоположение непрерывного листа 4 в системе накопления выгрузки 44. Датчик 47A обеспечивает первый сигнал в системе регулирования 18, когда датчик 47A обнаруживает непрерывный лист. Продолжая этот пример, когда датчик 47A не обнаруживает непрерывный лист, датчик 47A обеспечивает второй сигнал в системе регулирования 18. Аналогично, датчик 47B в другой части системы накопления выгрузки 44 также обеспечивает первый сигнал, когда обнаруживает непрерывный лист, и другой второй сигнал, когда непрерывный лист не обнаруживается.
Система регулирования 18 может определить длину непрерывного листа 4 в системе накопления выгрузки 44 из информации, полученной от одного или нескольких датчиков 46, 47. Система регулирования 18 контролирует длину маркированного непрерывного листа 4 в системе накопления выгрузки 44, чтобы обеспечить достаточный, бесперебойный поток непрерывного листа 4 в преобразующий пресс 10. Система регулирования 18может накапливать непрерывный лист 4 в системе накопления выгрузки 44, чтобы обеспечить подачу в преобразующий пресс 10 непрерывного листа 4 материала, путем увеличения или уменьшения продолжительности цикла аппарата 8. Таким образом, преобразующий пресс 10 может вытягивать необходимый непрерывный лист 4 из системы накопления выгрузки 44, без напряжения или растяжений непрерывного листа 4.
Система регулирования 18 может увеличить или уменьшить продолжительность цикла устройства 2, чтобы обеспечить достаточную длину непрерывного листа 4, которая поддерживается в системе накопления выгрузки 44, чтобы обеспечить работу преобразующего пресса 10 без замедления. В одном варианте осуществления, предельно допустимая продолжительность цикла для устройства 2 для проведения выбранной операции и продвижения непрерывного листа 4 составляет приблизительно 80 миллисекунд для преобразующего пресса 10, работающего со скоростью 750 циклов в минуту. Это дает приблизительно 30 миллисекунд подающему сервомеханизму 32, чтобы переместить непрерывный лист 4 в операционную зону 50, и приблизительно 50 миллисекунд для блоков 38, 40, чтобы провести операцию на непрерывном листе 4. Необязательно, в одном варианте осуществления, подающий сервомеханизм может перемещать непрерывный лист в операционную зону меньше, чем приблизительно за 25 миллисекунд, так что блоки имеют приблизительно 55 миллисекунд для осуществления операции на непрерывном листе. В одном варианте осуществления, устройство 2 может работать со скоростью приблизительно 800 циклов в минуту.
Кроме того, система регулирования 18 может принимать множество сигналов от кодирующего устройства 22, соединенного с преобразующим прессом 10. Сигналы от кодирующего устройства 22 могут означать, что преобразующий пресс 10 работает, готов к работе, и/или не работает. Эти сигналы также могут включать продолжительность цикла (или эксплуатационную скорость) преобразующего пресса и желательное расположение для операции, которая будет осуществляется на непрерывном листе 4. Система регулирования 18 может использовать сигналы, принимаемые от кодирующего устройства 22, чтобы изменить продолжительность цикла аппарата 8 и длину 35 непрерывного листа 4, перемещаемого в операционную зону 50 в ходе каждого цикла аппарата 8.
Обратимся теперь к фигуре 4A, когда непрерывный лист 4 в системе накопления выгрузки 44 находится выше заданного местоположения, например, верхнего местоположения 54, причем высота непрерывного листа 4 слишком велика, и длина непрерывного листа 4 в системе накопления выгрузки 44 является недостаточной. В ответ система регулирования 18 может послать сигнал в подающий сервомеханизм 32 и блоки 38, 40 для того, чтобы увеличить продолжительность цикла аппарата 8, который проходит быстрее, чем скорость поступления в преобразующий пресс 10. Таким образом, увеличивается длина непрерывного листа 4 в системе накопления выгрузки 44. Увеличение продолжительности цикла аппарата 8 может сократить временную длительность, доступную для блоков 38, 40 для проведения операций блоков на непрерывном листе 4. В одном варианте осуществления, система регулирования 18 может посылать сигнал в подающий сервомеханизм 32, чтобы увеличить скорость подачи непрерывного листа, с целью уменьшения времени, необходимого для перемещения непрерывного листа 4 в зону маркировки 50, до значения меньше, чем приблизительно 30 миллисекунд. Следовательно, продолжительность цикла аппарата 8 может быть увеличена без уменьшения времени, доступного для операции, осуществляемой блоками 38, 40. Таким образом, когда операция представляет собой лазерную маркировку, формируемую на непрерывном листе, продолжительность цикла аппарата может быть увеличена без уменьшения времени, доступного для маркировки с помощью блоков лазеров 38, 40 и без снижения качества маркировки, нанесенной на непрерывный лист 4. Альтернативно, в другом варианте осуществления, система регулирования 18 может посылать сигнал с целью временного увеличения мощности, используемой блоками лазеров 38, 40 для того, чтобы провести маркировку за меньшее время. Кроме того, система регулирования может посылать сигнал в аппарат 8, для снижения качества или уменьшения маркировки, формируемой блоком лазеров. Таким образом, маркировка может быть сформирована за меньшее для временного увеличения продолжительность цикла аппарата 8. Необязательно, в одном варианте осуществления, система регулирования 18 может посылать сигнал, чтобы изменить скорость поступления, или прекратить поступление непрерывного листа 4 в преобразующий пресс 10.
Обратимся теперь к фигуре 4В, когда непрерывный лист 4 в системе накопления выгрузки 44 находится ниже заданного местоположения, иллюстрированного нижним положением 56, и расстояние от датчика 46 до заданной части 5 или 7 непрерывного листа 4 является слишком большим. Необязательно, датчик 47B может посылать первый сигнал после обнаружения непрерывного листа 4 в местоположении, иллюстрированном на фигуре 4B. В ответ система регулирования 18 может определить, что в системе накопления выгрузки 44 находится слишком много непрерывного листа 4. Система регулирования 18 может посылать сигнал в подающий сервомеханизм 32 и блоки 38, 40, чтобы снизить скорость цикла аппарата 8 до значения меньше скорости поступления преобразующего пресса 10. Путем уменьшения скорости цикла аппарата 8 можно уменьшить длину непрерывного листа 4 в системе накопления выгрузки 44. Необязательно, когда уменьшается скорость цикла аппарата, подающий сервомеханизм 32 перемещает непрерывный лист 4 в зону маркировки 50 с той же самой скоростью, но блоки лазеров 38, 40 работают при сниженном уровне мощности. Таким образом, для блока лазеров, которые формируют маркировочные знаки на непрерывном листе 4, требуется больше времени, но для образования маркировочных знаков требуется меньше энергии. Необязательно, в варианте осуществления уровень мощности блоков лазеров 38, 40 может быть установлен между 0% и 100%.
Специалист в этой области техники может признать, что местоположения 54 и 56 могут изменяться потребителем (устанавливаться ниже или выше). Кроме того, местоположения 54, 56 могут устанавливаться на различной высоте в каждой из систем загрузки и выгрузки 28 и 44. В одном варианте осуществления, датчики 31A и 47A вообще могут быть выровнены с местоположениями 54 в системе загрузки 28 и системе выгрузки 44. Аналогично в другом варианте осуществления, датчики 31B, 47B вообще могут быть выровнены с местоположениями 56 в системе загрузки 28 и системе выгрузки 44.
Обратимся теперь к фигурам 5A - 5C, где иллюстрировано перемещение непрерывного листа 4 через системы накопления загрузки и выгрузки 28 и 44 в течение цикла аппарата 8. Исходное местоположение непрерывного листа 4 иллюстрировано в системах накопления загрузки и выгрузки 28 и 44 на фигуре 5A. Непрерывный лист находится между верхним положением 54 и нижним положением 56, и таким образом, в системах 28 и 44 имеется достаточная длина непрерывного листа 4.
Обратимся теперь к фигуре 5B, после того как подающий сервомеханизм 32 перемещает заданную длину 35 непрерывного листа 4 в зону 50, длина непрерывного листа 4 в системе накопления загрузки 28 может временно уменьшиться. Длины непрерывного листа 4 в системе накопления выгрузки 44 могут временно увеличиться. Однако, как иллюстрировано на фигуре 5B, система регулирования 18 может работать для того, чтобы регулировать скорость подачи подающего сервомеханизма 32 таким образом, чтобы длина непрерывного листа 4 в системе накопления выгрузки 44 не была слишком большой, предотвращая пересечение непрерывного листа 4 ниже нижнего местоположения 56.
Обратимся теперь к фигуре 5C, которая упомянута ранее; в ходе операции, осуществляемой блоками 38, 40, непрерывный лист 4 поддерживается практически неподвижным в операционной зоне 50 с помощью стабилизирующего валика 34. Однако преобразующий пресс 10 продолжает вытягивать непрерывный лист 4 с заданной скоростью. Следовательно, длина непрерывного листа 4 в системе накопления выгрузки 44 может уменьшаться, когда блоки 38, 40 осуществляют операции на непрерывном листе 4. Длина непрерывного листа 4 в системе накопления загрузки 28 может увеличиваться, когда разматыватель 6 продолжает разматывать немаркированный непрерывный лист 4. В одном варианте осуществления, система регулирования 18 может посылать сигнал, чтобы остановить разматыватель 6, в то время как блоки 38, 40 осуществляют операции на непрерывном листе 4. Таким образом, длина непрерывного листа 4 в системе накопления загрузки 28 может оставаться практически постоянной. После завершения операций на непрерывном листе 4 блоками 38 и 40, система регулирования 18 посылает сигнал в подающий сервомеханизм 32, который перемещает другую заданную длину 35 непрерывного листа 4 в местоположение в операционной зоне 50. Затем длина непрерывного листа 4 в системах 28, 44 может стать практически такой, как иллюстрировано на каждой из фигур 5A или 5B.
Обратимся снова к фигуре 1, где аппарат 8 необязательно включает в себя систему выравнивания 48, которая облегчает удаление и монтаж аппарата 8 между разматывателем 6 и преобразующим прессом 10 в случае необходимости. Система выравнивания 48 может включать ограничители тележки (не иллюстрировано), которые присоединены к разъемам, расположенным в заданных положениях производственного оборудования. Альтернативно, разъемы могут быть расположены на преобразующем прессе 10 или на петлеобразном кронштейне, связанным с преобразующим прессом 10. Система выравнивания 48 обеспечивает эффективное объединение аппарата 8 с преобразующим прессом с минимальным временем простоя. Когда для последующего оборудования 10 не требуется операция, осуществляемая блоками 38, 40 аппарата 8, этот аппарат можно быстро удалить из устройства 2. Например, в одном варианте осуществления, если для партии концевых уплотнений 74 не требуется маркировка 68 на язычках 60, аппарат 8 можно быстро удалить путем разъединения ограничителей тележки в системе выравнивания 48. Необязательно, когда для партии концевых уплотнений 74 не требуются маркированные язычки 60, аппарат 8 может оставаться в положении с выключенными (или в нейтральном положении) блоками лазеров 38, 40 и подающим сервомеханизмом 32. Затем непрерывный лист 4 может свободно проходить сквозь аппарат 8 со скоростью, равной скорости поступления в преобразующий пресс 10.
Преобразующий пресс 10, по мере необходимости, вытягивает маркированный непрерывный лист 4 из системы накопления выгрузки 44. Преобразующий пресс 10 включает в себя инструментальные средства для превращения непрерывного листа 4, принимаемого из устройства 2, в язычки 60 любого заданного размера или формы. Обычно язычок 60 включает переднюю кромку 62 и захватываемую часть 64. Необязательно, преобразующий пресс 10 может формировать отверстие 66 в захватываемой части 64 язычка 60. Однако, как сможет оценить специалист в этой области техники, преобразующий пресс 10 необязательно может формировать язычок 60 с замкнутую перемычку в захватываемой части 64, что обеспечивает увеличенное пространство на язычке 60 для маркировки и захватывания потребителем.
Множество маркировочных знаков 68 может быть расположено в любой заданной части язычка 60, в любой ориентации. Можно признать, что маркировочные знаки 68 могут быть нанесены в любом положении на язычке 60, включая нижнюю поверхность (не иллюстрирована) язычка 60, обращенную к внешней поверхности концевого уплотнения 74. Кроме того, маркировочные знаки 68 могут включать любые комбинации текста, цифр, идентификационной информации заказчика, имиджевой рекламы, инструкцию по применению, средства идентификации лотереи, изображения, или любые другие желательные украшения или элементы печати любого размера.
Преобразующий пресс 10 также принимает оболочки концевого уплотнения (не иллюстрированы) из балансировочного устройства 70. В одном варианте осуществления, балансировочное устройство 70, представляет собой механический пористый материал, который регулирует поток оболочек концевого уплотнения в преобразующий пресс 10 из другого предшествующего оборудования 72, такого как пресс для штамповки, применяемый в процессе производства концевого уплотнения. Балансировочное устройство 70 поддерживает соответствующую скорость и поток оболочек концевого уплотнения, обеспечивая последовательный, непрерывный поток оболочек концевого уплотнения в преобразующий пресс 10. Балансировочное устройство 70 может накапливать оболочки концевого уплотнения, чтобы обеспечить подачу в преобразующий пресс 10 оболочек концевого уплотнения, если предшествующее оборудование 72 будет отключено, например, для технического обслуживания, во время внеплановых остановок, или когда новый виток листового металла, используемый для формирования оболочек концевого уплотнения, загружается в разматыватель (не иллюстрировано).
Преобразующий пресс 10 содержит множество последовательных, блок штампов, которые поднимают заклёпку 76 в концевом уплотнении 74. Хотя заклёпка 76, иллюстрированная на фигуре 1, находится практически в центре концевого уплотнения 74, специалист в этой области техники может признать, что заклёпка 76 может быть расположена в любом заданном положении концевого уплотнения 74. В одном варианте осуществления, заклёпка 76 не находится в центре концевого уплотнения 74. Кроме того, преобразующий пресс 10 включает в себя инструментальные средства, которые формируют частичные зарубки 78, определяющие панель отрыва 80, которая может быть вскрыта, чтобы создать отверстие для разлива 82. После формования концевого уплотнения 74, преобразующий пресс 10 соединяет язычок 60 с заклёпкой 76.
Затем завершенные концевые уплотнения 74 могут подаваться в упаковщик 86. Упаковщик 86 подсчитывает и вставляет заданное количество концевых уплотнений 74 в упаковки, такие как кульки или пакеты, выполненные из желательного материала, включая бумагу, пластмассу или картон.
Обратимся теперь к фигуре 6, где иллюстрируется вариант способа 90 осуществления обычной операции на непрерывном листе 4 материала. В одном варианте осуществления, непрерывный лист последовательно формуется в язычки 60, которые будут соединяться с концевыми уплотнениями для контейнеров 74. Хотя на фигуре 6 показан общий порядок способа 90, специалист в этой области техники может понять, что способ 90 может включать большее или меньшее количество операций, причем порядок следования операций может отличаться от того, что показано на фигуре 6. Хотя операции способа могут быть описаны как последовательные, многие операции фактически могут осуществляться параллельно или одновременно. Обычно способ 90 запускается с начала операции 92 и заканчивается завершением операции 110. Способ 90 может быть осуществлен как набор программируемых инструкций, выполняемых в компьютерной системе, которые кодируются или хранятся в программоносителе компьютера. Один пример компьютерной системы может включать, например, систему регулирования 18. Пример программоносителя компьютера может включать (но без ограничения указанным) память системы регулирования 18. В описании способ 90 необходимо объяснять со ссылкой на устройство 2 и компоненты, описанные в связи с фигурами 1-5.
На рабочей стадии 94 устройство 2 активируется. Обычно активация распространяется (но без ограничения указанным) на систему регулирования 18: (1) активируются блоки 38, 40; (2) активируется система контроля пыли 20; (3) определяется готовность подающего сервомеханизма 32; (4) определяется, что имеется достаточная длина непрерывного листа 4 в каждой из систем накопления загрузки и выгрузки 28 и 44, с использованием информации, принятой от контуров датчиков 30, 31, 46, 47; (5) определяется готовность устройства подачи смазки; и (6) определяется готовность разматывателя 6. В одном варианте осуществления, активация блоков 38, 40 дополнительно включает обеспечение того, лазеры блоков 38, 40 имеют технологическую температуру и/или выровнены надлежащим образом.
На рабочей стадии 96, система регулирования 18 принимает информацию от кодирующего устройства 22. Эта информация может включать (но без ограничения указанным) продолжительность цикла преобразующего пресса 10 и желательное местоположение для операции, которая будет осуществляться на непрерывном листе 4. Например, в одном варианте осуществления, информация от кодирующего устройства 22 может быть использована системой регулирования 18 для того, чтобы определить положение маркировки, сформированной лазером в заданном местоположении непрерывного листа. Система регулирования 18 может использовать информацию от кодирующего устройства 22, чтобы определить местоположение маркировочных знаков на каждой части 36 непрерывного листа. На рабочей стадии 98, система регулирования 18 посылает сигнал в разматыватель 6, чтобы регулировать скорость, с которой непрерывный лист 4 разматывается из витка 26 непрерывного листа. Система регулирования 18 посылает сигнал на стадии 100 операции, регулируя подающим сервомеханизмом 32 перемещение на заданную длину 35 непрерывного листа 4 в операционную зону 50 с заданной скоростью. Заданную длину 35 непрерывного листа 4 можно регулировать с помощью системы регулирования 18 каждого цикла устройства 2. Кроме того, система регулирования 18 может изменять скорость на входе подающего сервомеханизма 32, во время каждого цикла.
Блоки 38, 40 осуществляют заданную операцию на непрерывном листе 4 на стадии 102. В одном варианте осуществления, операция включает в себя формирование маркировки 68 на непрерывном листе с помощью лазерных блоков 38 и 40. Система регулирования 18 посылает сигналы в блоки лазеров 38 и 40, чтобы регулировать тип и местоположение маркировочных знаков 68. Длительность временного периода, доступного для блоков лазеров 38, 40, которые формируют маркировочные знаки, также регулируется сигналами, принимаемыми от системы регулирования 18. Устройство 2 может работать, обеспечивая специфические маркировочные знаки 68 на множестве язычков 60. Следовательно, система регулирования 18 может посылать специфический образец для каждой маркировки 68 в блоки лазеров 38, 40 во время каждого цикла устройства 2.
Во время каждого цикла устройства 2, система регулирования 18 практически непрерывно контролирует длину непрерывного листа 4 в системах загрузки и выгрузки 28 и 44, как описано выше, с использованием информации, принятой от датчиков 30, 31, 46, 47. Система регулирования 18 на стадии 104 операции может определить, существует ли недостаточная длина, достаточная длина, или избыточная длина непрерывного листа 4 в системах накопления загрузки и выгрузки 28 и 44. Если система регулирования 18 определяет, что длина непрерывного листа 4 является недостаточной или избыточной в каждой системе загрузки и выгрузки 28 или 44, для операции 106 способа 90 поступает сигнал «НЕТ». Если система регулирования 18 определяет, что длина непрерывного листа 4 является достаточной в системах 22 и 44, для операции 108 способа 90 поступает сигнал «ДА».
В операции 106, система регулирования 18 может регулировать продолжительность цикла устройства 2, чтобы обеспечить поддержание достаточной длины непрерывного листа 4 в системах 28, 44. Например, в одном варианте осуществления, система регулирования 18 может увеличить или снизить скорость поступления подающим сервомеханизмом 32. В другом варианте осуществления, система регулирования 18 может посылать сигнал, чтобы увеличить или уменьшить время осуществления заданной операции, доступное для блоков 38, 40. Альтернативно, в одном варианте осуществления, система регулирования 18 может посылать сигнал, чтобы увеличить или уменьшить мощность, используемую блоками лазеров 38, 40. Кроме того, система регулирования 18 может посылать сигнал в разматыватель 6, чтобы регулировать скорость разматывания непрерывного листа 4. Альтернативно, система регулирования 18 может посылать сигнал в кодирующее устройство 22, чтобы регулировать скорость поступления непрерывного листа 4 под действием преобразующего пресса 10. После того, как система регулирования 18 установит продолжительность цикла устройства 2, способ возвращается к операции 96.
В любое время система регулирования 18 может определить, следует ли устройству 2 продолжать осуществление операции на непрерывном листе 4 на стадии 108. Если система регулирования 18 определяет, что операции должны продолжаться, в способе 90 замыкается цепь обратно на стадию 100 сигналом «ДА». Кроме того, система регулирования 18 может определить, что операции необходимо прекратить, например (но без ограничений указанным), когда не нужна маркировка язычков с помощью преобразующего пресса 10; когда преобразующий пресс 10 остановлен; когда необходимо заменить виток 26 непрерывного листа 4 в разматывателе 6; когда любой компонент устройства 2 посылает код ошибки или сигнал тревоги; или когда непрерывный лист 4 или маркировочные знаки, выполненные на непрерывном листе с помощью блоков лазеров 38, 40, смещаются. Когда не нужна маркировка язычков с помощью преобразующего пресса 10, устройство 2 можно удалить из системы производства концевых уплотнений. Альтернативно, устройство 2 может оставаться объединенным с системой производства концевых уплотнений, и непрерывный лист 4 может свободно проходить через устройство 2 без маркировки блоками лазеров 38, 40. Кроме того, оператор устройства 2 может посылать команду останова устройства 2 по любой причине с использованием интерфейса пользователя в системе регулирования 18. Если система регулирования 18 определяет, что операции должны прекратиться, в способе 90 поступает сигнал «НЕТ» на стадии 110.
Описание настоящего изобретения представлено с целью иллюстрации и описания, но не предполагается, что оно является исчерпывающим или ограничивающим изобретение раскрытыми вариантами. Для специалистов в этой области техники будут очевидными многие модификации и вариации. Варианты осуществления, описанные и показанные на фигурах были выбраны и описаны с целью наилучшего объяснения принципов изобретения, его практического применения, и для обеспечения понимания изобретения специалистами в этой области техники.
Хотя различные варианты осуществления настоящего изобретения подробно описаны, для специалистов в этой области техники будут очевидными модификации и вариации этих вариантов. Более того, следует понимать, что сделанные в описании ссылки на “настоящее изобретение” или его аспекты, означают конкретные варианты настоящего изобретения и не должны рассматриваться как ограничивающие варианты осуществления для подробного описания. Следует определённо понимать, что указанные модификации и изменения входят в объем и сущность настоящего изобретения, которое изложено в следующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И АППАРАТ ДЛЯ УПРАВЛЕНИЯ ОПЕРАЦИЕЙ, ВЫПОЛНЯЕМОЙ НА НЕПРЕРЫВНОМ ЛИСТЕ МАТЕРИАЛА | 2019 |
|
RU2772696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СИСТЕМА И СПОСОБ ОРИЕНТИРОВАНИЯ ПОЛУФАБРИКАТА ТОРЦЕВОЙ КРЫШКИ НА ОСНОВЕ НАПРАВЛЕНИЯ ПРОКАТА В ПРОЦЕССЕ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО КОНТЕЙНЕРА | 2017 |
|
RU2708910C1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| УСТРОЙСТВО И СПОСОБ ПЕЧАТАНИЯ НА ПОЛОТНЕ И ДОЗИРОВАНИЯ ПОЛОТНА | 2008 |
|
RU2429998C1 |
| ЯЗЫЧОК С ВЫПУКЛЫМИ И ВОГНУТЫМИ ЭЛЕМЕНТАМИ | 2010 |
|
RU2544982C2 |
| УСТРОЙСТВО И СПОСОБ ВАКУУМ-ФОРМОВАННОГО УПАКОВЫВАНИЯ В ПЛЕНКУ | 2007 |
|
RU2442729C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СИСТЕМЫ И СПОСОБЫ ЛАЗЕРНОЙ РЕЗКИ | 2019 |
|
RU2804235C2 |
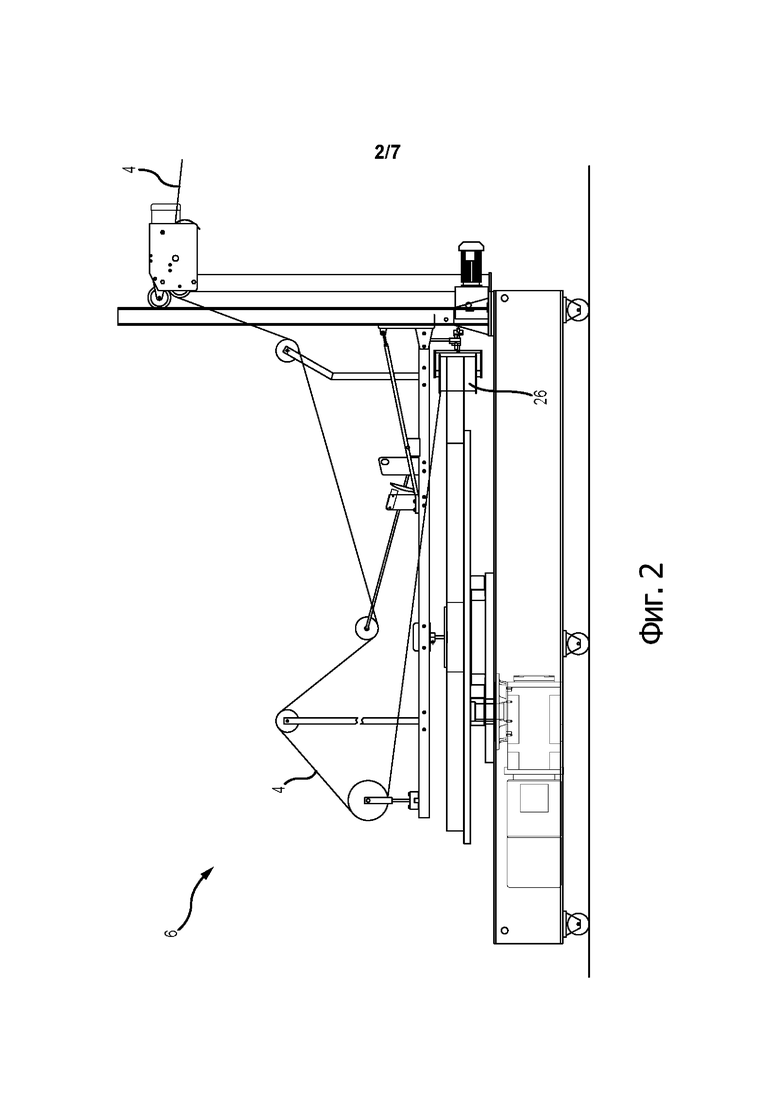
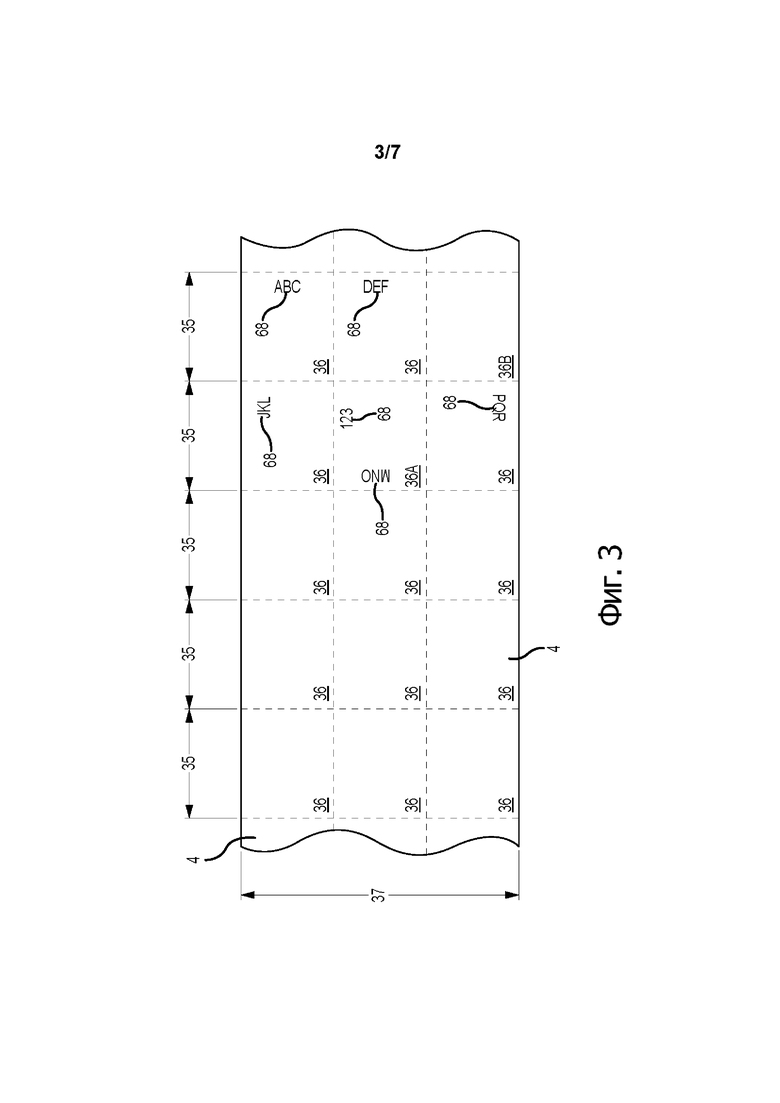
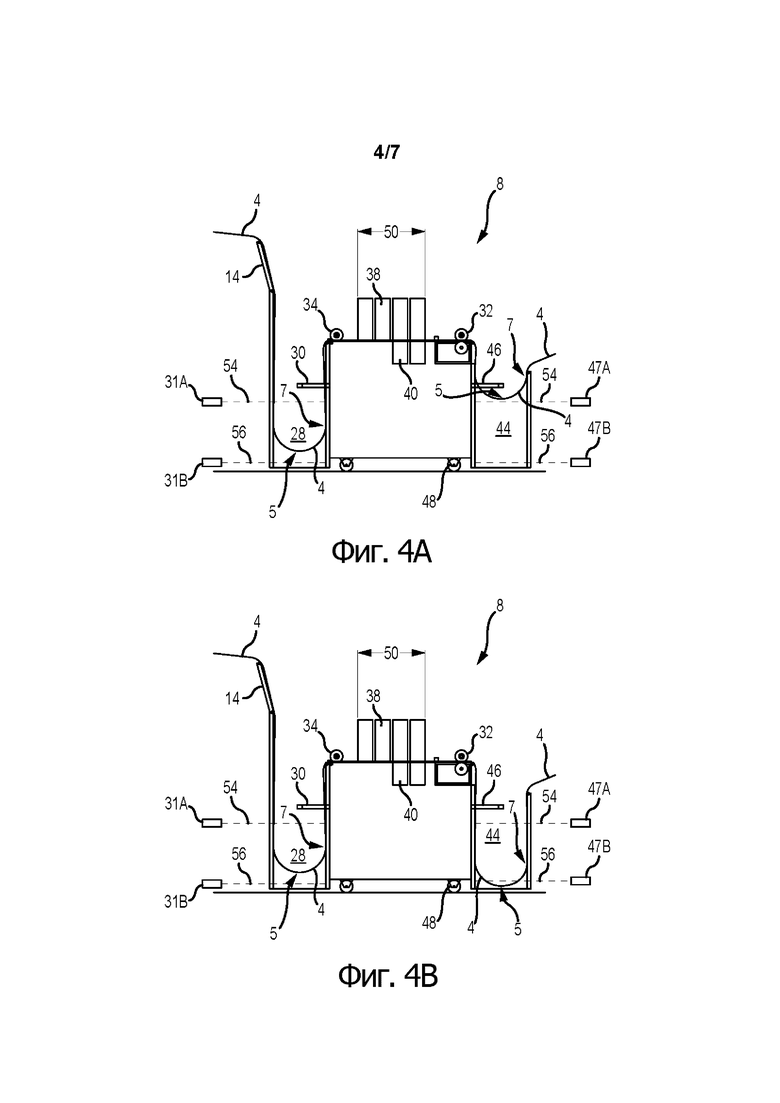
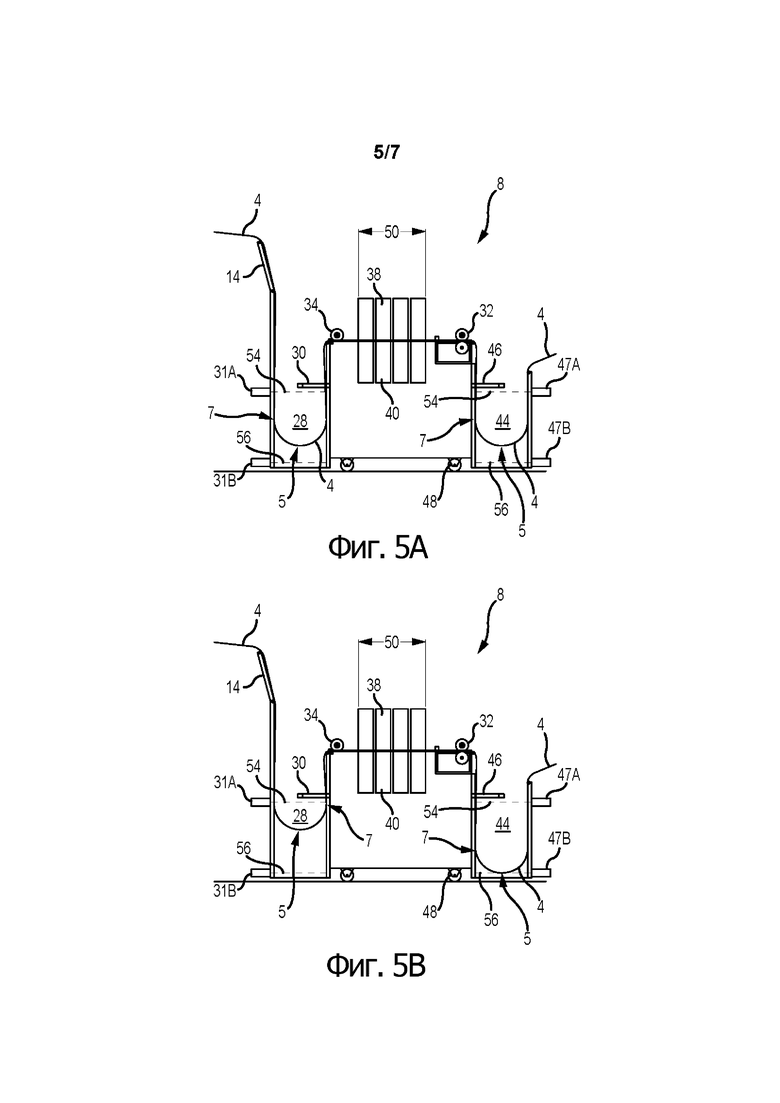
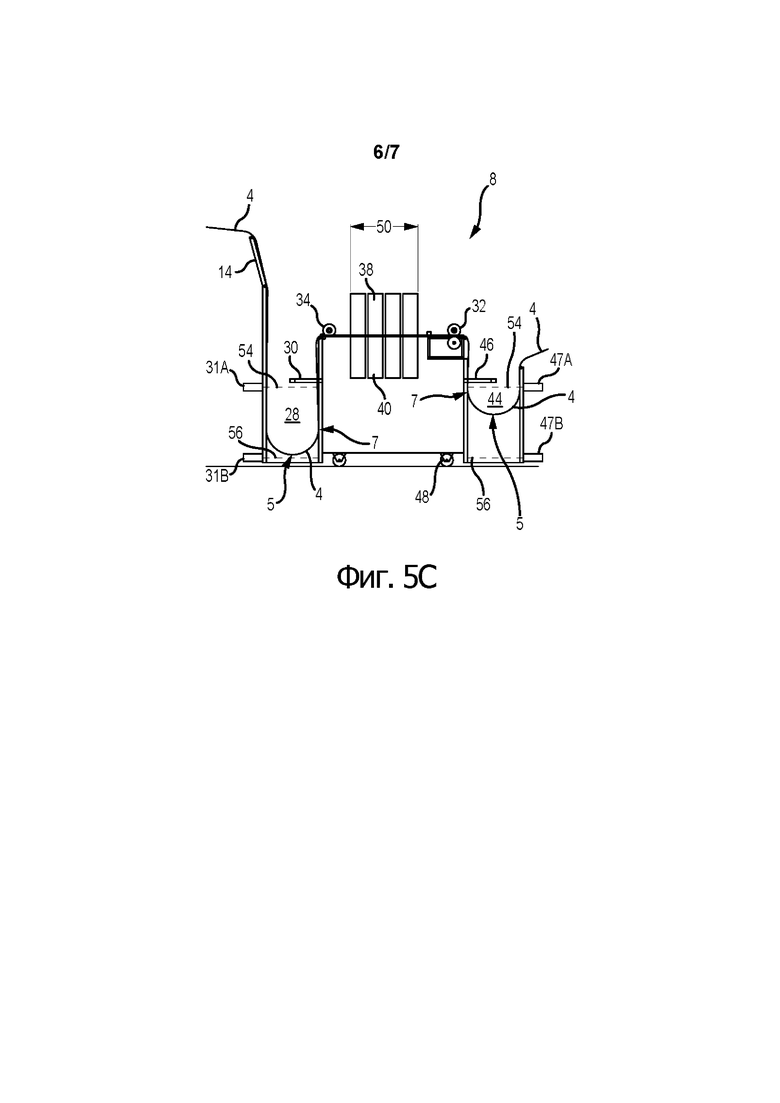
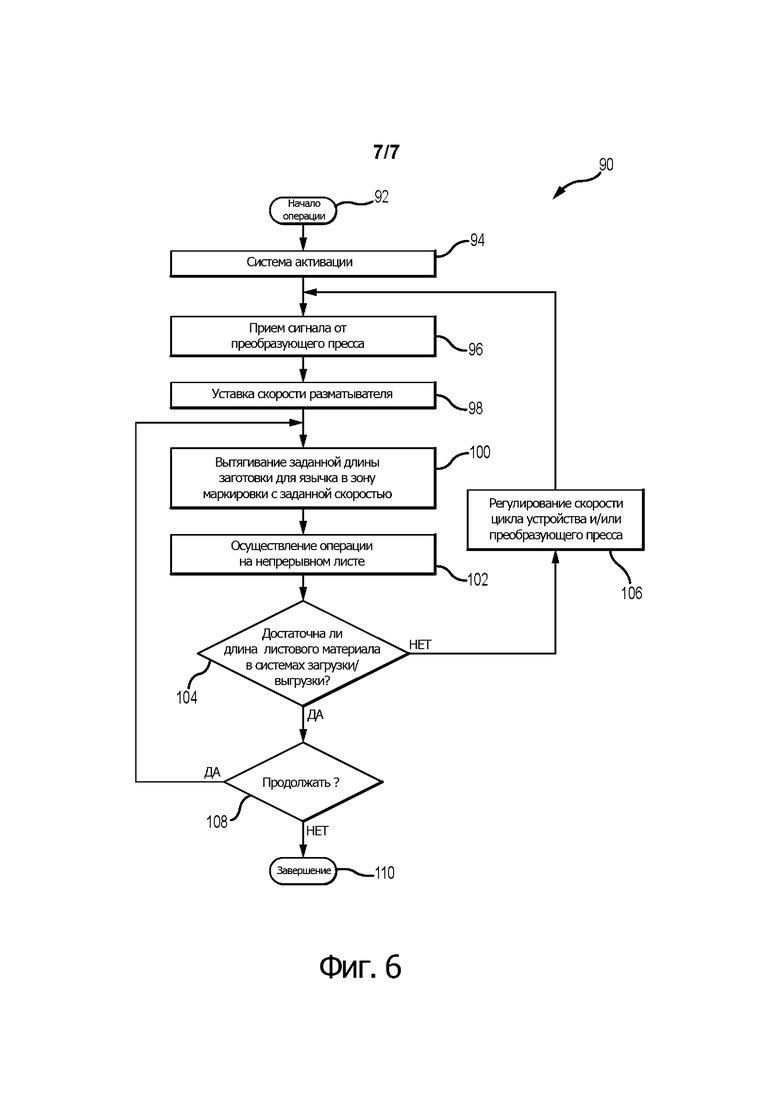
Группа изобретений относится к обработке непрерывных листовых материалов. Устройство регулирования скорости входа и выхода непрерывного листа содержит систему накопления загрузки, контур датчика загрузки, подающий сервомеханизм, аппаратуру маркировки, систему накопления выгрузки и контур датчика выгрузки. При регулировке скорости подачи и скорости выпуска аккумулируют первую длину провисания непрерывного листа до осуществления первой операции первым аппаратом. Осуществляют первую операцию первым аппаратом. Аккумулируют вторую длину провисания непрерывного листа. Контролируют первую длину провисания и вторую длину провисания. Регулируют скорость первой операции для изменения первой и второй длины провисания. Обеспечивается возможность работы не в фазе с высокоскоростной системой производства концевого уплотнения с проволочным питателем. 3 н. и 18 з.п. ф-лы, 9 ил.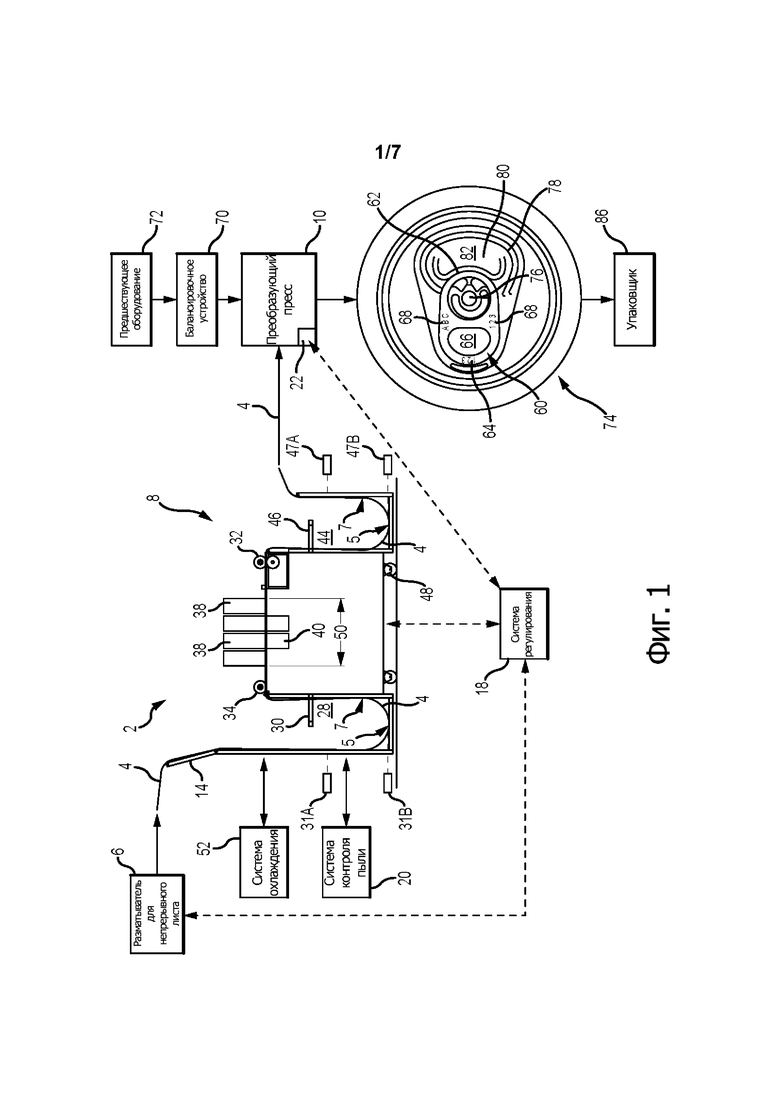
1. Устройство для регулирования скорости входа и выхода непрерывного листа заготовки для язычка, при обеспечении элементов печати в заданном положении, содержащее:
систему накопления загрузки, выполненную с возможностью принятия непрерывного листа заготовки для язычка;
контур датчика загрузки, выполненный с возможностью определения количества непрерывного листа заготовки для язычка в системе накопления загрузки;
подающий сервомеханизм, выполненный с возможностью осуществления перемещения на заданную длину непрерывного листа заготовки для язычка в зону маркировки с заданной скоростью;
аппаратуру маркировки, выполненную с возможностью формирования элемента печати на поверхности непрерывного листа заготовки для язычка;
систему накопления выгрузки, выполненную с возможностью принятия непрерывного листа заготовки для язычка после того, как аппаратура маркировки выполнит элемент печати на непрерывном листе заготовки для язычка; и
контур датчика выгрузки, выполненный с возможностью определения количества непрерывного листа заготовки для язычка в системе накопления выгрузки, при этом непрерывный лист заготовки для язычка последовательно формуется в язычки, приспособленные для соединения с закрытым концом контейнера.
2. Устройство по п. 1, в котором аппаратура маркировки представляет собой блок лазера, выполненный с возможностью формирования элемента печати на поверхности непрерывного листа заготовки для язычка.
3. Устройство по п. 2, в котором блок лазера включает в себя первый блок лазера, который формирует элемент печати на первой поверхности непрерывного листа заготовки для язычка, и второй блок лазера, который формирует элемент печати на второй поверхности непрерывного листа заготовки для язычка.
4. Устройство по п. 1, в котором подающий сервомеханизм выполнен с возможностью осуществления изменения длины непрерывного листа заготовки для язычка, перемещаемой в зону маркировки, чтобы регулировать положение элемента печати, образованного на непрерывном листе заготовки для язычка посредством аппарата маркировки, при этом заданная скорость подающего сервомеханизма может быть изменена для регулировки длины непрерывного листа заготовки для язычка в одной или нескольких системах накопления загрузки и выгрузки.
5. Устройство по п. 1, в котором контур датчика загрузки измеряет расстояние до заданной части непрерывного листа заготовки для язычка в системе накопления загрузки.
6. Устройство по п. 5, в котором заданная часть содержит по меньшей мере одно из:
самую нижнюю часть непрерывного листа заготовки для язычка; и
переходный участок между линейной частью непрерывного листа заготовки для язычка и самой глубокой точкой непрерывного листа заготовки для язычка.
7. Устройство по п. 1, в котором контур датчика загрузки включает в себя первый датчик в первой части системы накопления загрузки и второй датчик во второй части системы накопления загрузки.
8. Устройство по п. 7, в котором первый датчик находится на одной линии с положением недостаточного количества непрерывного листа заготовки для язычка, и второй датчик находится на одной линии с положением избыточного количества непрерывного листа заготовки для язычка.
9. Первое устройство, осуществляющее первую операцию на непрерывном листе материала, содержащее:
сервомеханизм, выполненный с возможностью перемещения непрерывного листа материала в первый аппарат с заданной скоростью;
аппарат, выполненный с возможностью осуществления первой операции по меньшей мере на части непрерывного листа материала в заданный период времени;
систему выгрузки, выполненную с возможностью накопления непрерывного листа заготовки для язычка после первой операции; и
датчик выгрузки, выполненный с возможностью измерения длины непрерывного листа материала в системе выгрузки, при этом скорость первой операции является регулируемой для обеспечения заданной длины непрерывного листа в системе выгрузки.
10. Первое устройство по п. 9, дополнительно содержащее:
систему загрузки, выполненную с возможностью накопления непрерывного листа материала до осуществления первой операции; и
датчик загрузки, выполненный с возможностью измерения длины непрерывного листа материала в системе загрузки, при этом скорость первой операции является регулируемой для накопления заданной длины непрерывного листа в системе загрузки.
11. Первое устройство по п. 9, в котором второй аппарат, осуществляющий вторую операцию со второй скоростью, принимает непрерывный лист материала из системы выгрузки.
12. Первое устройство по п. 11, дополнительно содержащее систему регулирования, выполненную с возможностью установления скорости первой операции в ответ на изменение второй скорости второго аппарата.
13. Первое устройство по п. 9, в котором аппарат включает в себя блок лазера, выполненный с возможностью формирования элемента печати на заданной части непрерывного листа материала.
14. Первое устройство по п. 13, в котором непрерывный лист материала содержит алюминиевую заготовку для язычка, которая формуется в язычки для закрытых концов преобразующим прессом.
15. Первое устройство по п. 9, в котором измерение длины включает в себя измерение изменения расстояния между датчиком выгрузки и заданной частью непрерывного листа материала в системе выгрузки.
16. Первое устройство по п. 9, в котором датчик выгрузки содержит первый датчик выгрузки и второй датчик выгрузки, при этом измерение длины включает в себя определение того, что заданная часть непрерывного листа материала находится между первым датчиком выгрузки и вторым датчиком выгрузки.
17. Способ регулирования скорости подачи и скорости выпуска непрерывного листа материала, включающий в себя:
аккумулирование первой длины провисания непрерывного листа материала до того, как первый аппарат осуществит первую операцию;
осуществление первой операции с помощью первого аппарата на непрерывном листе материала, где первый аппарат может осуществлять первую операцию с переменной скоростью;
аккумулирование второй длины провисания непрерывного листа материала после того, как первый аппарат осуществит первую операцию;
контролирование первой длины провисания и второй длины провисания; и
регулирование скорости первой операции, осуществляемой первым аппаратом, для изменения по меньшей мере одной первой длины провисания и второй длины провисания.
18. Способ по п. 17, в котором блок лазера выполняет маркировку на непрерывном листе материала в ходе первой операции.
19. Способ по п. 17, в котором второй аппарат, который осуществляет вторую операцию на непрерывном листе материала, принимает непрерывный лист материала из второй длины провисания.
20. Способ по п. 19, в котором второй аппарат осуществляет вторую операцию со второй другой скоростью, которая не уменьшается за счет скорости первой операции, осуществляемой с помощью первого аппарата.
21. Способ по п. 19, в котором второй аппарат включает в себя преобразующий пресс, который формует непрерывный лист материала в язычки, приспособленные для соединения с концевым уплотнением контейнера.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 3286302 A, 22.11.1966 | |||
| Способ маркирования непрерывно движущихся плит и полос | 1978 |
|
SU791207A3 |
| Колосоуборка | 1923 |
|
SU2009A1 |

