Настоящее изобретение относится в целом к генерирующим аэрозоль изделиям. Более конкретно, хотя и не исключительно, настоящее изобретение относится к проницаемым для аэрозоля элементам, используемым в трубчатых генерирующих аэрозоль изделиях, включая, в частности, генерирующие аэрозоль изделия, выполненные с возможностью нагрева образующих аэрозоль субстратов без их сжигания. Настоящее изобретение относится также к способам изготовления таких изделий и элементов.
Фильтрующая часть или охлаждающая часть генерирующего аэрозоль изделия выполняет несколько функций, и, в связи с этим, несколько ее характеристик должны учитываться при ее разработке и изготовлении. Основная функция фильтрующей части состоит в обеспечении эффективности фильтрации или охлаждения, а именно эффективности предотвращения того, чтобы нежелательные компоненты аэрозоля достигали пользователя, но при этом всегда должен обеспечиваться баланс вышеуказанной функции с общим сопротивлением втягиванию, которое представляет собой падение давления, претерпеваемое при прохождении аэрозоля через фильтр. Дополнительная сложность, связанная с генерирующими аэрозоль изделиями, выполненными с возможностью нагрева образующих аэрозоль субстратов без их сжигания, состоит в том, том, что количество вкусоароматической среды имеет тенденцию к более плотному упаковыванию. Таким образом, собственное сопротивление затяжке, обеспечиваемое вкусоароматической средой в таких генерирующих аэрозоль изделиях, обычно намного выше, чем у традиционных горючих генерирующих аэрозоль изделий.
Существует ряд других требований к фильтрующей части, которые обусловлены ее взаимодействием со ртом потребителя. Они включают, например, конструктивную жесткость и сопротивление смачиванию. Фильтрующая часть генерирующего аэрозоль изделия часто может подвергаться воздействию значительных сжимающих усилий, прикладываемых к ней. Некоторые потребители также испытывают удовольствие от жевания фильтрующей части, и их ожидания часто связаны с ее сопротивлением сжатию. Конструкция фильтрующей части должна быть способна выдерживать указанные усилия, при этом продолжая как выполнять свою основную функцию, так и отвечать связанным с нею ожиданиям. Фильтрующая часть также должна продолжать функционировать, несмотря на воздействие слюны, и она должна сводить к минимуму или предотвращать перенос через нее слюны, чтобы избежать смачивания образующего аэрозоль субстрата.
Эти конкурентные требования, а именно эффективная фильтрация, минимальное сопротивление затяжке, способность к сжатию и сопротивление смачиванию, должны быть сбалансированы в конечном продукте. Следовательно, было бы полезно создать проницаемый для аэрозоля элемент, который обеспечивал бы баланс между указанными конкурентными факторами.
Один известный способ изготовления фильтрующих частей генерирующих аэрозоль изделий включает протягивание непрерывного стержня фильтрующего материала, например, ацетилцеллюлозы, по движущейся полосе оберточной бумаги, которую обертывают и приклеивают вокруг стержня. Затем непрерывный обернутый стержень разрезают на отрезки или палочки, которые затем соединяют с остальной частью генерирующего аэрозоль изделия с помощью ободковой бумаги, обеспечивая необходимое сопротивление смачиванию. Оберточная бумага обычно является жесткой для создания сопротивления давлению рта, что затрудняет ее профилирование. Кроме того, это может влиять на вкус аэрозоля, и процесс приклеивания также может создавать проблемы.
Еще один известный способ изготовления фильтрующих частей генерирующих аэрозоль изделий включает использование слоистого листа из полимолочной кислоты (PLA) вместо жесткой оберточной бумаги. Листы из PLA являются более простыми для профилирования, противодействуют переносу слюны и воздуха и являются биологически разлагаемыми. Тем не менее, такие листы по-прежнему обладают некоторыми из тех же недостатков, что и у оберточной бумаги.
Следовательно, было бы полезно создать альтернативный способ изготовления проницаемого для аэрозоля элемента, предпочтительно такой способ, который по меньшей мере сводил бы к минимуму одну или более проблем, связанных с известными генерирующими аэрозоль изделиями.
В US 4357379A раскрыт волоконный продукт в форме стержня.
В US 3189506A раскрыты стержнеобразные элементы, применимые в качестве фильтров для табачного дыма и для других целей.
Соответственно, согласно первому аспекту настоящего изобретения предложен проницаемый для аэрозоля элемент, предназначенный для использования в генерирующем аэрозоль изделии и содержащий проницаемый для аэрозоля экструдированный сердечник, окруженный гильзой, содержащей ориентированные вдоль оси преимущественно линейные волокна.
Согласно настоящему изобретению, предложен проницаемый для аэрозоля элемент, предназначенный для использования в генерирующем аэрозоль изделии и содержащий проницаемый для аэрозоля полимерный экструдированный сердечник, окруженный гильзой, содержащей ориентированные вдоль оси преимущественно линейные волокна.
Было обнаружено, что благодаря обеспечению гильзы с ориентированными вдоль оси линейными волокнами и экструдированного сердечника обеспечивается преимущество, состоящее в обеспечении нового улучшенного баланса между вышеуказанными характеристиками. В контексте данного документа термин «ориентированные в осевом направлении линейные волокна» относится к множеству волокон, которые по существу выровнены друг с другом вдоль осевого направления или направления втягивания аэрозоля в проницаемом для аэрозоля элементе.
Сердечник может представлять собой полимерный экструдированный сердечник, который может быть вспененным и/или может иметь один или более образованных вдоль него проходов. По меньшей мере один из указанных проходов может быть образован внутри экструдированного сердечника. В качестве альтернативы или дополнительно, по меньшей мере один из указанных проходов может быть образован каналом в наружной поверхности сердечника, например, поверхности, которая взаимодействует с гильзой. По меньшей мере один или каждый из проходов может быть спиральным или винтовым. Сердечник может содержать полимолочную кислоту, ацетат или целлюлозный материал. Сердечник может содержать один или более вытянутых пучков волокон, которые могут содержать обертку, например, бумажную или пластмассовую обертку, окружающую вытянутые волокна.
Сердечник иметь сопротивление затяжке от 0,3 миллиметра водяного столба (мм вод. ст.) до 10 миллиметров водяного столба (мм вод. ст.), предпочтительно от 0,5 миллиметра водяного столба (мм вод. ст.) до 5 миллиметров водяного столба (мм вод. ст.) на миллиметр длины, например, осевой длины, проницаемого для аэрозоля элемента. Миллиметр водяного столба (мм вод. ст.) также известен как миллиметр воды (мм H2O).
Гильза может содержать два или более продольных сегментов, которые могут быть скреплены с образованием связи, закреплены, соединены или объединены вместе, например, вдоль продольных кромок указанных сегментов, например, вдоль по меньшей мере указанных продольных кромок. Сегменты могут образовывать цельную гильзу; например, жгутовые материалы продольных сегментов могут быть скреплены с образованием связи или соединены вместе.
По меньшей мере два или все из указанных сегментов могут быть выполнены из одного и того же жгута. Гильза или жгут, из которого выполнена гильза, могут содержать волокна из ацетилцеллюлозы или полимолочной кислоты. Гильза или жгут, из которого выполнена гильза, могут содержать полипропилен, поли(3-гидроксибутират-со- гидроксивалерат) (PHVB), вискозу, искусственный шелк или регенерированные целлюлозные волокна. Жгут, из которого выполнена гильза, может иметь весовой номер элементарного волокна в денье (denier per filament, dpf) от 3,0 dpf до 15,0 dpf, предпочтительно от 5,0 dpf до 10,0 dpf. Жгут, из которого выполнена гильза, может иметь Y-образное поперечное сечение.
Сегменты или жгут, из которого выполнены сегменты, могут, но не обязательно, содержать пластификатор. В качестве альтернативы, продольные сегменты могут быть скреплены, соединены или связаны вместе с помощью адгезива, такого как поливиниловый спирт или поливинилацетат. Предпочтительно, сердечник по существу не содержит какого-либо пластификатора или адгезива. Сердечник может быть скреплен, соединен или связан с гильзой с помощью пластификатора или адгезива.
Гильза может иметь толщину, например, толщину стенки, от 0,5 миллиметра до 3 миллиметров, например, от 0,5 миллиметра до 1,5 миллиметра или от 1 миллиметра до 2 миллиметров. Сердечник может иметь диаметр от 2 миллиметров до 8 миллиметров, например, сердечник может иметь диаметр от 2 миллиметров до 8 миллиметров. Сердечник может иметь размер от 4 миллиметров до 6 миллиметров, например, сердечник может иметь диаметр от 4 миллиметров до 6 миллиметров. Проницаемый для аэрозоля элемент может иметь размер от 3 миллиметров до 9 миллиметров, например, проницаемый для аэрозоля элемент может иметь диаметр от 3 миллиметров до 9 миллиметров. Проницаемый для аэрозоля элемент может иметь размер от 5 миллиметров до 7 миллиметров, например, проницаемый для аэрозоля элемент может иметь диаметр от 3 миллиметров до 9 миллиметров.
Гильза может быть дополнительно обернута в обертку, такую как бумага.
Согласно еще одному аспекту настоящего изобретения предложено генерирующее аэрозоль изделие, содержащее проницаемый для аэрозоля элемент, описанный выше.
Генерирующее аэрозоль изделие может содержать генерирующий аэрозоль материал или вкусоароматический материал, например, табак. Генерирующее аэрозоль изделие может содержать стержень из генерирующего аэрозоль материала или вкусоароматического материала, который может быть соединен, скреплен или связан с проницаемым для аэрозоля элементом. В вариантах осуществления генерирующее аэрозоль изделие содержит дополнительную гильзу, внутри которой размещен генерирующий аэрозоль или вкусоароматический материал. Дополнительная гильза может быть соединена, скреплена или связана с проницаемым для аэрозоля элементом, например, с помощью ободковой бумаги.
Согласно еще одному аспекту настоящего изобретения предложен способ изготовления проницаемого для аэрозоля элемента для использования в генерирующем аэрозоль изделии; способ включает этапы, на которых: формируют две или более полос в виде сегментов, окружающих путь транспортировки; вводят проницаемый для аэрозоля экструдированный сердечник между указанными сегментами; и сводят указанные сегменты вместе с образованием гильзы, окружающей экструдированный сердечник.
Экструдированный сердечник, который может быть сплошным, или вспененным, или полимерным, или представлять собой любую комбинацию вышеперечисленного, может вводиться между сегментами с образованием вдоль него одного или более проходов. Способ может включать этап, на котором экструдируют материал сердечника, например, через фильеру для экструзии сердечника, с образованием экструдированного сердечника. Способ может включать этап, на котором вводят экструдированный сердечник из фильеры для экструзии сердечника между сегментами, например, непосредственно или через охлаждающую среду или ванну. Способ может включать этап, на котором протягивают экструдированный материал сердечника через охлаждающую среду или ванну. Экструдированный материал сердечника может протягиваться таким образом, чтобы он образовывал по существу коническую форму, например, дальше по ходу потока относительно фильеры для экструзии сердечника между этой фильерой для экструзии сердечника и охлаждающей средой или ванной. В качестве альтернативы, способ может включать этап, на котором подают экструдированный сердечник в качестве предварительно сформированного экструдированного сердечника. Способ может включать этап, на котором подают экструдированный сердечник от устройства подачи, такого как бобина.
Способ может включать этап, на котором сводят вместе сегменты в формирователе гильзы, например, с образованием гильзы. Способ может включать этап, на котором вводят проницаемый для аэрозоля экструдированный сердечник между указанными сегментами раньше по ходу потока относительно формирователя гильзы, например, таким образом, чтобы они втягивались в него, или удерживались, или ограничивались, или сжимались, или подвергались любой комбинации вышеперечисленного между сегментами при их сведении вместе, с образованием проницаемого для аэрозоля элемента. Способ может включать этап, на котором инициируют скрепление с образованием связи, прикрепление, соединение или объединение сегментов друг с другом. Способ может включать этап, на котором обеспечивают скрепление жгутовых материалов сегментов вместе с образованием связи, например, путем приложения тепла и/или давления, например, внутри формирователя гильзы, с образованием цельной гильзы.
Способ может включать этап, на котором разделяют жгут на две или более полос, например, с помощью средств разделения жгута или с помощью разделителя. Например, способ может включать этап, на котором пропускают жгут через один или более, например, пару или группу, валиков продольной резки или между ними. Дополнительно или в качестве альтернативы, способ может включать этап, на котором пропускают указанные полосы по направляющей, например, в направлении друг друга и/или в формирователь гильзы, который может быть расположен дальше по ходу потока относительно указанной направляющей. Способ может включать этап, на котором пропускают указанные полосы по направляющей в формирователь гильзы таким образом, чтобы указанные сегменты были по существу или по меньшей мере частично трубчатыми и/или усеченно-коническими, между указанной направляющей и формирователем гильзы. Способ может включать этап, на котором совместно втягивают указанные сегменты, например, в формирователь гильзы.
Способ может включать этап, на котором разделяют или разрезают сформированную гильзу и сердечник на множество проницаемых для аэрозоля элементов, например, с помощью средств разделения проницаемых для аэрозоля элементов или с помощью разделителя, такого как режущая станция.
Согласно настоящему изобретению, предложен способ изготовления генерирующего аэрозоль изделия, включающий этапы, на которых: изготавливают проницаемый для аэрозоля элемент согласно тому, как описано выше; и объединяют проницаемый для аэрозоля элемент со стержнем, заключающим в себе вкусоароматическую среду, такую как табак.
Генерирующее аэрозоль изделие может содержать генерирующий аэрозоль или вкусоароматический материал, например, табак. Генерирующее аэрозоль изделие может содержать стержень из генерирующего аэрозоль или вкусоароматического материала, который может быть присоединен или прикреплен к проницаемому для аэрозоля элементу. В вариантах осуществления генерирующее аэрозоль изделие содержит дополнительную гильзу, внутри которой размещен генерирующий аэрозоль или вкусоароматический материал. Указанная дополнительная гильза может быть присоединена или прикреплена к проницаемому для аэрозоля элементу.
Согласно еще одному аспекту настоящего изобретения предложено приспособление для изготовления проницаемого для аэрозоля элемента генерирующего аэрозоль изделия, содержащее: направляющие средства или направляющую для формирования полос в виде сегментов, окружающих путь транспортировки, из жгута; средства или устройство подачи для введения проницаемого для аэрозоля экструдированного сердечника между сегментами, сформированными с помощью указанных направляющих средств или направляющей; и средства формирования гильзы или формирователь гильзы, расположенные дальше по ходу потока относительно указанных направляющих средств или направляющей и предназначенные для размещения сегментов, сформированных с помощью указанных направляющих средств или направляющей, и проницаемого для аэрозоля экструдированного сердечника, введенного между ними с помощью указанных средств подачи или устройства подачи, причем средства формирования гильзы или формирователь гильзы выполнены с возможностью сведения вместе указанных сегментов с образованием гильзы, окружающей проницаемый для аэрозоля экструдированный сердечник.
Средства подачи сердечника могут содержать режущие средства или режущую станцию для резки сердечника, например, для приема и разделения непрерывного экструдированного сердечника с образованием множества сердечников.
В некоторых вариантах осуществления средства подачи сердечника содержат источник подачи, например, бобину, с предварительно сформированным экструдированным сердечником. Источник подачи может быть функционально соединен со средствами резки сердечника, например, для подачи предварительно сформированного экструдированного сердечника к указанным средствам для резки сердечника.
В качестве альтернативы, указанное приспособление или средства подачи сердечника могут содержать средства формирования сердечника или формирователь сердечника. Средства формирования сердечника могут содержать экструдер сердечника, например, для формирования экструдированного сердечника, который может быть непрерывным и/или он может иметь один или более образованных вдоль него проходов. Средство формирования центральной части может содержать сердцевинную головку, которая может содержать охватывающий участок или часть, или одну или более охватываемых частей или частей, или как охватывающей, так и охватываемой частей или частей. Охватывающая часть или деталь может содержать наружную стенку, например, для формирования наружной поверхности экструдируемого сердечника. Охватываемая часть или деталь, или каждая из охватываемых частей или деталей может содержать сердцевину, которая может быть подвешена или закреплена внутри охватывающей части. Охватываемая часть или деталь, или каждая из охватываемых частей или деталей может быть выполнена с возможностью формирования или быть пригодной для формирования одного из указанных проходов вдоль экструдируемого сердечника. Охватываемая часть или деталь может быть выполнена с возможностью вращения, например, внутри охватывающей детали, например, таким образом, чтобы сердцевинные элементы создавали спиральные или спиральные проходы внутри экструдируемого сердечника.
Средства формирования сердечника могут содержать средства охлаждения сердечника, такие как охлаждающая ванна, которые могут содержать или заключать в себе охлаждающую среду. Средства охлаждения сердечника могут быть расположены дальше по ходу потока относительно экструдера сердечника и/или фильеры для экструзии сердечника. Средства формирования сердечника могут содержать средства, механизм или устройство для вытяжки сердечника, которые могут быть расположены дальше по ходу потока относительно экструдера сердечника или фильеры для экструзии сердечника или любой их комбинации для вытяжки экструдированного сердечника. Средства формирования сердечника могут быть выполнены таким образом, чтобы при использовании осуществлялась вытяжка экструдированного сердечника с образованием по существу конической формы, например, дальше по ходу потока относительно фильеры для экструзии сердечника или между этой фильерой для экструзии сердечника и средствами охлаждения сердечника. Средства формирования сердечника могут быть выполнены с возможностью изменения или управляться с возможностью изменения скорости вращения охватываемой детали относительно скорости, с которой осуществляется вытяжка сердечника, например, для обеспечения заданного угла спирали указанных проходов. Указанные средства, механизм или устройство для вытяжки сердечника могут содержать тянущее устройство, которое может содержать двигатель и средства подачи или конвейер для протягивания или вытяжки гильз, заключающих в себе сердечники. Средства подачи могут содержать один или более, например, группу или пару, тянущих валиков. Средства резки сердечника могут быть расположены дальше по ходу потока относительно экструдера сердечника или фильеры для экструзии сердечника или средств вытяжки сердечника или любой комбинации вышеперечисленного.
Средства формирования гильзы или формирователь гильзы могут содержать формирующий раструб, который может быть предназначен для приема и сжатия сегментов, формируемых с помощью указанной направляющей, и/или материала сердечника, принимаемого устройством подачи. Средства формирования гильзы или формирователь гильзы могут содержать трубчатый элемент, например, расположенный дальше по ходу потока относительно формирующего раструба, например, для поддержания формируемого проницаемого для аэрозоля элемента (элементов) в сжатом состоянии. Приспособление или средства для формирования гильзы могут содержать средства, механизм или устройство для вытяжки имеющих форму отрезка или стержня готовых, например, цельных, проницаемых для аэрозоля элементов. Средства или механизм вытяжки могут содержать тянущее устройство, которое может содержать двигатель и средства подачи или конвейер для протягивания или вытяжки имеющих форму отрезка или стержня готовых, например, цельных, проницаемых для аэрозоля элементов, через средства формирования гильзы или формирователь гильзы и из них. Средства подачи могут содержать одно или более, например, группу или пару, тянущих валиков.
Приспособление может содержать средства разделения жгута или разделитель, например, для разделения жгута на две или более полос. Средства разделения жгута могут содержать один или более, например, пару или группу, валиков продольной резки.
Приспособление может содержать средства разделения или разделитель для разделения проницаемых для аэрозоля элементов. Приспособление или средства разделения могут содержать режущие средства или режущую станцию, например, для резки сформированной гильзы и сердечника на множество проницаемых для аэрозоля элементов. Режущие средства или режущая станция могут быть расположены дальше по ходу потока относительно средств формирования гильзы и/или вытяжных средств. Режущие средства могут быть предназначены для разделения, резки или рассечения гильзы и/или сердечника, выходящих из средств формирования гильзы, с образованием ряда проницаемых для аэрозоля элементов.
Во избежание сомнений, любые из описанных в данном документе признаков в равной степени применимы к любому аспекту настоящего изобретения. Например, генерирующее аэрозоль изделие может содержать любые один или более признаков проницаемого для аэрозоля элемента или ряда проницаемых для аэрозоля элементов, или наоборот. Способ может включать любые один или более признаков или этапов, относящихся к одному или более признакам проницаемого для аэрозоля элемента, ряда проницаемых для аэрозоля элементов или генерирующего аэрозоль изделия.
В сочетании с другими признаками, конкретные варианты осуществления могут содержать компьютерный программный элемент, содержащий машиночитаемые программные кодовые средства для инициирования исполнения процессором процедуры реализации одного или более этапов вышеупомянутого способа.
В сочетании с другими признаками, конкретные варианты осуществления могут содержать компьютерный программный элемент, реализованный на машиночитаемом носителе.
В сочетании с другими признаками, конкретные варианты осуществления могут содержать машиночитаемый носитель, имеющий хранящуюся не нем программу, созданную с возможностью обеспечения выполнения компьютером процедуры реализации одного или более этапов вышеупомянутого способа.
В сочетании с другими признаками, конкретные варианты осуществления могут содержать средства управления или систему управления или контроллер, содержащие вышеупомянутый компьютерный программный элемент или машиночитаемый носитель.
Все научные и технические термины, используемые в данном документе, имеют значения, обычно используемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания определенных терминов, часто применяемых в данном документе.
В контексте данного документа термин «генерирующее аэрозоль изделие» относится к изделию, содержащему образующий аэрозоль субстрат, способный выделять летучие соединения, которые могут образовывать аэрозоль, например, в результате нагрева, горения или химической реакции.
В контексте данного документа термин «образующий аэрозоль субстрат» используется для описания субстрата, способного выделять летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из образующих аэрозоль субстратов генерирующих аэрозоль изделий согласно настоящему изобретению, могут быть видимыми или невидимыми, и они могут содержать пары (например, тонкодисперсные частицы веществ, которые находятся в газообразном состоянии и обычно являются жидкими или твердыми при комнатной температуре), а также газы и капли жидкости конденсированных паров.
В контексте данного документа термин «лист» обозначает плоский элемент, ширина и длина которого существенно превышают его толщину.
В контексте данного документа термин «проницаемый для аэрозоля элемент» используется для описания элемента, который обеспечивает возможность проникновения через него аэрозоля частично или полностью. Обычно проницаемый для аэрозоля элемент представляет собой, но без ограничения, фильтр, разделитель или охлаждающий элемент. Проницаемый для аэрозоля элемент может иметь сочетание функций.
В контексте данного документа термин «гильза» используется для описания частичного или полного покрытия. В идеальном случае продольная наружная поверхность сердечника проницаемого для аэрозоля элемента покрыта частично. Термин «сердечник» в контексте данного документа используется для описания внутренней части проницаемого для аэрозоля элемента, по меньшей мере частично закрытой указанной гильзой проницаемого для аэрозоля элемента.
Термины «раньше по ходу потока» и «дальше по ходу потока» относятся к относительным местоположениям элементов генерирующего аэрозоль изделия, описываемым применительно к направлению вдыхаемого воздушного потока при его втягивании через корпус генерирующего аэрозоль изделия от дальнего, верхнего, конца к мундштучному концу. Иначе говоря, в контексте данного документа термин «дальше по ходу потока» определяется относительно воздушного потока во время использования курительного изделия или генерирующего аэрозоль изделия, причем мундштучный конец изделия представляет собой расположенный дальше по ходу потока конец, через который осуществляется втягивание воздуха и аэрозоля. Конец, противоположный мундштучному концу, представляет собой расположенный раньше по ходу потока конец.
Слова «предпочтительный» и «предпочтительно» относятся к тем вариантам осуществления настоящего изобретения, которые могут обеспечивать определенные преимущества при определенных условиях. Тем не менее, другие варианты осуществления также могут быть предпочтительными при тех же или других условиях. Кроме того, раскрытие одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, включая формулу изобретения.
По всему описанию и формуле изобретения в настоящей заявке слова «содержит» и «содержащий» и их вариации означают «включающий, но без ограничения», и они не предназначены для исключения (и не исключают) других веществ, добавок, компонентов, целых чисел или этапов. По всему описанию и формуле изобретения в настоящем заявке единственное число включает множественное число, если контекст не требует иного. В частности, при использовании формы единственного числа описание следует понимать как предполагающее множественность наряду с единственностью, если контекст не требует иного.
В рамках объема настоящей заявки прямо предусмотрено, что различные аспекты, варианты осуществления, примеры и альтернативы, изложенные в предыдущих абзацах, в формуле изобретения и/или в последующем описании и на чертежах, и, в частности, их отдельные признаки, могут быть рассмотрены независимо или в любой комбинации. Иначе говоря, все варианты осуществления или признаки любого варианта осуществления могут быть объединены любым способом, если такие признаки не являются несовместимыми. Во избежание неопределенности термины «может», «и/или», «например» и любые подобные термины, используемые в данном документе, следует интерпретировать как неограничивающие, так что присутствие любого признака, описанного таким образом, не является обязательным. Безусловно, любая комбинация необязательных признаков явным образом предусматривается без выхода за рамки объема настоящего изобретения, независимо от того, будут или нет они указаны в явной форме. Заявитель оставляет за собой право изменять любое первоначально поданное притязание или подавать любое новое притязание соответствующим образом, включая право изменять любое первоначально поданное притязание для того, чтобы оно зависело от любого другого притязания или включало любой его признак, даже если первоначально оно и не было заявлено данным образом, или для включения признаков в настоящее описание.
Варианты осуществления настоящего изобретения далее будут описаны исключительно на примерах со ссылками на сопроводительные чертежи, на которых:
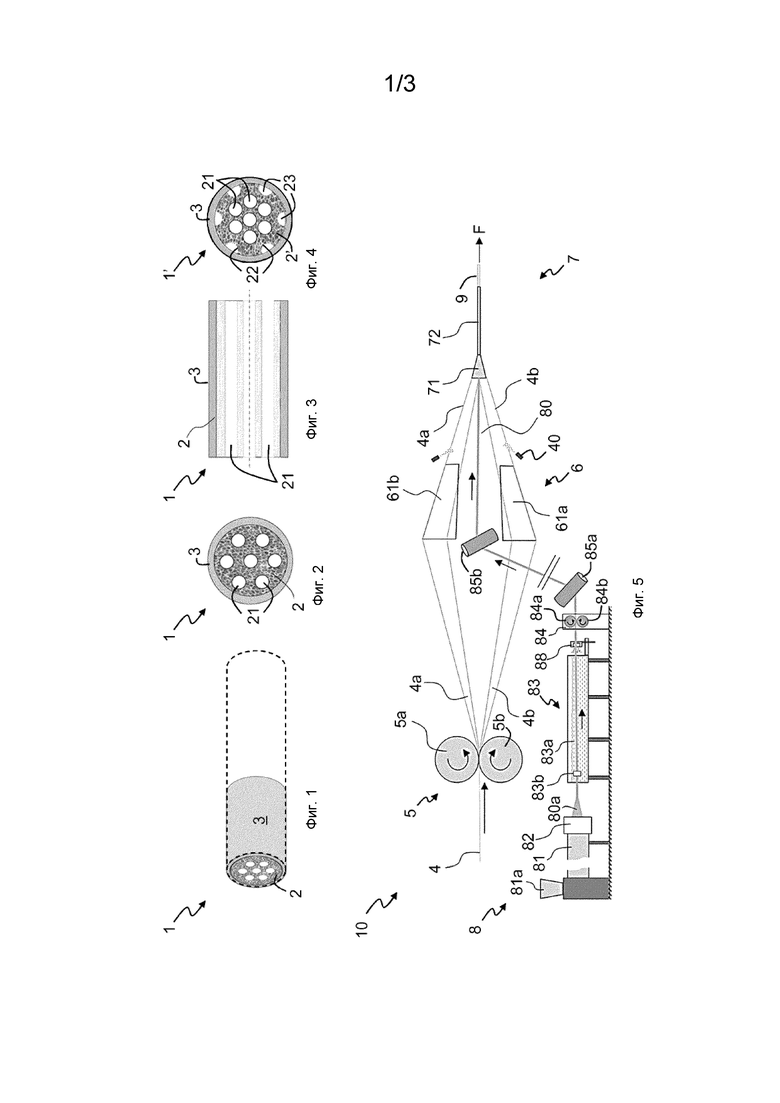
на фиг. 1 показан вид в перспективе проницаемого для аэрозоля элемента согласно варианту осуществления настоящего изобретения;
на фиг. 2 показан вид в поперечном сечении проницаемого для аэрозоля элемента по фиг. 1;
на фиг. 3 показан вид в сечении проницаемого для аэрозоля элемента, показанного на фиг. 1 и 2, вдоль его продольной оси;
на фиг. 4 показан вид в сечении проницаемого для аэрозоля элемента согласно еще одному варианту осуществления настоящего изобретения;
на фиг. 5 показано схематическое изображение приспособления для изготовления фильтров согласно варианту осуществления настоящего изобретения;
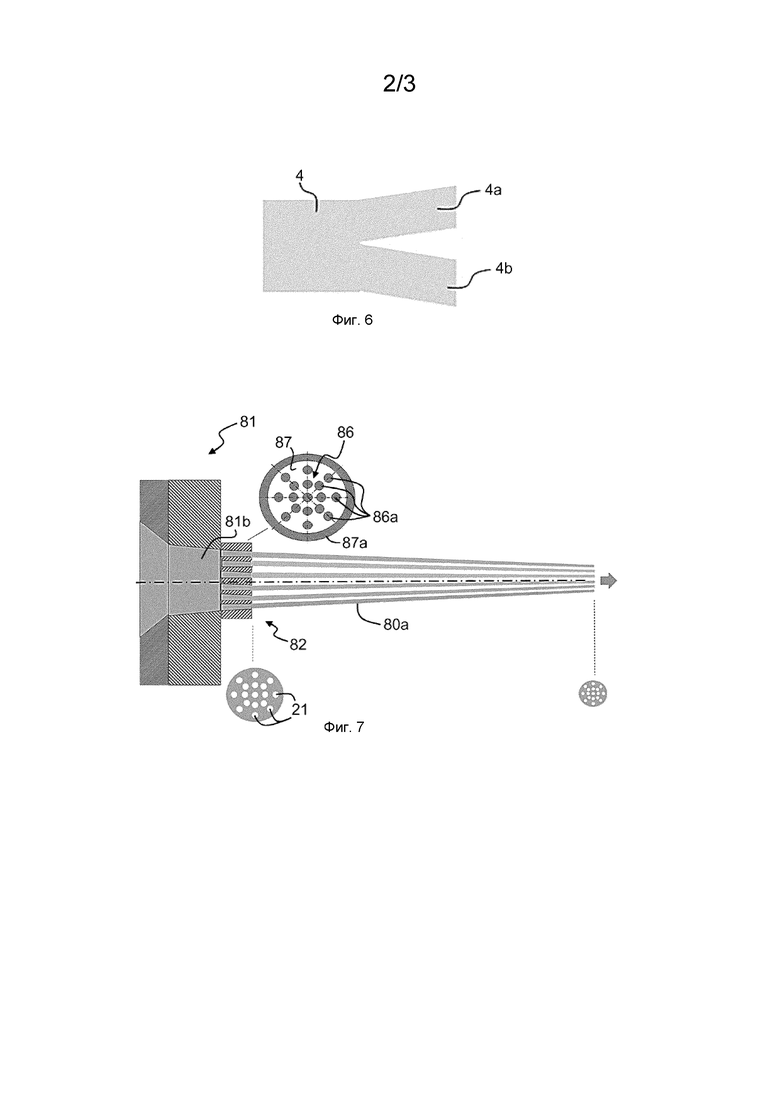
на фиг. 6 показано схематическое изображение жгута в процессе формирования из него двух полос;
на фиг. 7 показан вид в сечении фильеры для экструзии сердечника в устройстве по фиг. 5; и
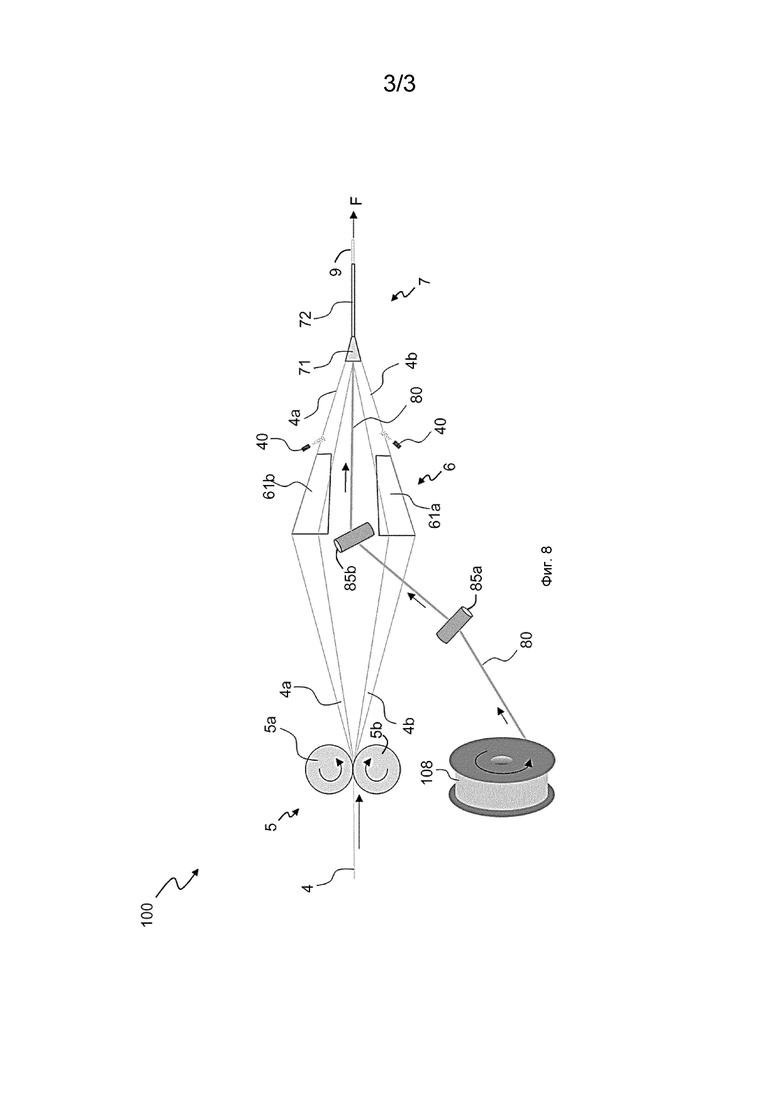
на фиг. 8 показано схематическое изображение приспособления для изготовления фильтров согласно еще одному варианту осуществления настоящего изобретения.
На фиг. 1-3 показан проницаемый для аэрозоля элемент 1 согласно варианту осуществления настоящего изобретения, который представляет собой фильтрующую часть 1 для генерирующего аэрозоль изделия (показано в общих чертах). Фильтрующая часть 1 в данном варианте осуществления содержит проницаемый для аэрозоля сердечник 2 из экструдированного полимерного фильтрующего материала, окруженный гильзой 3 из ориентированных в осевом направлении линейных волокон. Сердечник 2 имеет множество образованных внутри него проходов 21, которые проходят вдоль его осевой длины. Сердечник 2 в данном варианте осуществления выполнен из материала, представляющего собой полимолочную кислоту (PLA), и его диаметр D составляет 5 миллиметров. В данном варианте осуществления толщина W стенки гильзы 3 составляет 1 миллиметр.
На фиг. 4 показана фильтрующая часть 1’, схожая с той, которая показана на фиг. 1-3, при этом одинаковые ссылочные обозначения относятся к одинаковым признакам. Фильтрующая часть 1’ согласно данному варианту осуществления отличается от той, которая показана на фиг. 1-3, тем, что вдоль наружной поверхности сердечника 2’ образовано множество каналов 22. Каналы 22 вместе с внутренней поверхностью гильзы 3 образуют дополнительные проходы 23 вдоль длины сердечника 2’.
На фиг. 5-7 показано приспособление 10 для изготовления фильтрующих частей 1, 1’ согласно фиг. 1-4. Как показано на фиг. 5, жгут 4 подается по длине через разделитель 5, разделяющий жгут 4 на две полосы 4а, 4b, которые затем подаются по направляющей 6 в формирователь 7 гильзы. Одновременно с этим устройство 8 формирования сердечника формирует проницаемый для аэрозоля экструдированный сердечник 80, который подается через направляющую 6 вдоль пути транспортировки и вводится между полосами 4а, 4b при их прохождении по направляющей 6 в формирователь 7 гильзы. Формирователь 7 гильзы сводит вместе полосы 4а, 4b и экструдированный сердечник 80 и соединяет вместе полосы 4а, 4b вокруг экструдированного сердечника 80 с образованием фильтрующего стержня 9.
В данном варианте осуществления жгут 4 выполнен из волокон из полимолочной кислоты (PLA), выровненных в продольном направлении вдоль их длины. Разделитель 5 жгута содержит пару вращающихся в противоположных направлениях разделительных валиков 5а, 5b, выполненных с возможностью вращения в направлении подачи приспособления 10 со скоростью R1 при использовании. Разделительные валики 5а, 5b имеют взаимодействующие резаки или лезвия (не показаны), которые осуществляют продольную резку жгута 4 при его прохождении между ними с образованием полос 4а, 4b.
Направляющая 6 также расположена дальше по ходу потока относительно разделителя 5 и содержит пару противолежащих частично конических трубчатых направляющих элементов 61a, 61b, расположенных на расстоянии друг от друга. Верхний направляющий элемент 61а расположен над путем транспортировки экструдированного сердечника 80, а нижний направляющий элемент 61b расположен под путем транспортировки. Вместе направляющие элементы 61а, 61b частично окружают путь транспортировки с образованием вертикального зазора между ними. Каждый из направляющих элементов 61a, 61b сужается вовнутрь в направлении формирователя 7 гильзы. Расположенные дальше по ходу потока концы направляющих элементов 61а, 61b находятся на удалении от формирователя 7 гильзы. Приспособление 10 в данном варианте осуществления также содержит распылители 40 пластификатора, которые наносят пластификатор на полосы 4а, 4b при их прохождении между направляющими элементами 61а, 61b и формирователем 7 гильзы.
Формирователь 7 гильзы имеет первый элемент в виде конического сегмента или формирующего раструба 71 и второй элемент в виде трубчатого элемента 72, расположенного дальше по ходу потока относительно конического сегмента 71. Конический сегмент 71 сужается вовнутрь вдоль направления подачи до диаметра трубчатого элемента 72. Формирователь 7 гильзы нагревается в данном варианте осуществления, так что полосы 4а, 4b жгута 4 скрепляются вместе с образованием связи под действием как тепла, так и сжатия при их подаче вместе с сердечником 80 через формирователь 7 гильзы. Приспособление 10 также содержит вытяжной механизм (не показан), который создает вытяжное усилие F для протяжки готового фильтрующего стержня 9 через трубчатый элемент 72 формирователя 7 гильзы и вытяжки из него. Приспособление 10 также может содержать выполненную как единое целое режущую станцию (не показана), которая расположена дальше по ходу потока относительно формирователя 7 гильзы и предназначена для резки фильтрующего стержня 9 на фильтрующие части 1, 1’. В качестве альтернативы, фильтрующий стержень 9 может подаваться в другое устройство для дополнительной обработки.
Устройство 8 формирования сердечника содержит экструдер 81 с загрузочным бункером 81a для подачи исходного материала, в данном варианте осуществления - смолы из полимолочной кислоты (PLA), к экструдеру 81. Экструдер 81 экструдирует материал сердечника через фильеру 82 для экструзии сердечника, и материал сердечника вытягивается из нее через охлаждающий блок 83 с использованием механизма 84 вытяжки сердечника. Дальше по ходу потока относительно механизма 84 вытяжки сердечника экструдированный сердечник 80 подается в путь транспортировки с помощью выравнивающих валиков 85a, 85b.
Как более детально показано на фиг. 7, расположенный дальше по ходу потока конец экструдера 81 содержит канал 81b потока, ведущий к фильере 82 для экструзии сердечника. Фильера 82 для экструзии сердечника имеет охватываемую часть 86 и охватывающую часть 87, образованную наружной стенкой 87а, которая образует наружную поверхность экструдируемого сердечника. Охватываемая часть 86 поддерживается внутри охватывающей части 87 с помощью опорных элементов (не показаны) и имеет множество сердцевинных элементов 86a, каждый из которых имеет круглое поперечное сечение и предназначен для создания проходов внутри экструдируемого сердечника. Круглые сердцевинные элементы 86а вместе образуют звездообразную конфигурацию с тем, чтобы создавать проходы 21 вдоль экструдируемого сердечника 80. Фильера 82 для экструзии сердечника прикреплена к выпускному отверстию экструдера 81 сердечника для приема из него расплавленного материала. При необходимости охватываемая часть 86 может вращаться внутри охватывающей части 87, так что сердцевинные элементы 86a создают спиральные или винтовые проходы внутри экструдируемого сердечника. Угол спирали указанных проходов может регулироваться скоростью вращения охватываемой части 86 относительно скорости вытяжки экструдируемого сердечника.
Дальше по ходу потока относительно фильеры 82 для экструзии сердечника расположен охлаждающий блок 83, который содержит резервуар 83a, заключающий в себе охлаждающую среду, в данном варианте осуществления - воду. Экструдированный материал вытягивается с помощью вытяжного механизма 84 из экструдера 81 в резервуар 73a и протягивается через конечную фильеру 83b, которая находится ниже поверхности воды. Конечная фильера 83b является трубчатой, и ее внутренний диаметр по существу равен диаметру экструдированного сердечника 80 и существенно меньше, чем диаметр охватывающей части 87 фильеры 82 для экструзии сердечника. Таким образом, экструдированный материал образует конический экструдированный материал 80а при своем прохождения от фильеры 82 для экструзии сердечника к впускному отверстию охлаждающего бака 83а.
Устройство 8 формирования сердечника также содержит сушильное кольцо 88, расположенное дальше по ходу потока относительно охлаждающего бака 83а и удаляющее любую воду, оставшуюся на поверхности экструдированного сердечника 80. Вытяжной механизм 84 расположен дальше по ходу потока относительно сушильного кольца 88 и содержит пару противолежащих вращающихся в противоположные стороны тянущих валиков 84а, 84b, расположенных с возможностью приема экструдированного сердечника 80 после его прохождения через охлаждающий блок 83 и сушильное кольцо 88. Тянущие валики 84а, 84b принимают между собой экструдированный сердечник 80, протягивают его через охлаждающий блок 83 и перемещают в путь подачи через выравнивающие валики 85а, 85b.
Первый выравнивающий валик 85а расположен снаружи от пути транспортировки, в то время как второй выравнивающий валик 85b расположен внутри пути транспортировки между направляющими элементами 61а, 61b. Экструдированный сердечник 80 подается из устройства 8 формирования сердечника в путь транспортировки между разделителем 5 жгута и направляющей 6 посредствам выравнивающих валиков 85a, 85b. Затем экструдированный сердечник 80 поступает в формирующий раструб 71 формирователя 7 гильзы между полосами 4а, 4b дальше по ходу потока относительно разделителя 5 жгута. Как показано на фиг. 5, оси вращения выравнивающих валиков 85а, 85b лежат под углом к разделительным валикам 5а, 5b для обеспечения возможности поперечной подачи экструдированного сердечника 80 через вертикальный зазор между полосами 4а, 4b. В данном варианте осуществления выравнивающие валики 85a, 85b являются бесприводными.
При использовании жгут 4 подается по длине в разделитель 5 жгута, где он проходит между валиками 5а, 5b и разрезается на две полосы 4а, 4b. Полосы 4а, 4b отделены от пути транспортировки, при этом первая полоса 4а проходит по верхнему направляющему элементу 61а, а вторая полоса 4b проходит по нижнему направляющему элементу 61b. Полосы 4а, 4b расширяются и принимают форму, совпадающую с профилем соответствующих направляющих элементов 61а, 61b при своем прохождении по ним. Направляющие элементы 61a, 61b создают натяжение в полосах 4a, 4b и направляют их к формирователю 7 гильзы. Направляющие элементы 61a, 61b деформируют и растягивают полосы 4a, 4b с образованием частично конических трубчатых сегментов, которые частично окружают путь транспортировки экструдированного сердечника 80. Распылители 40 пластификатора наносят пластификатор на образованные таким образом полосы 4а, 4b перед их поступлением в формирователь 7 гильзы.
Одновременно с этим из бункера 81а через экструдер 81 подается исходный материал для формирования экструдированного сердечника 80. Экструдированный материал 80а сердечника протягивается через охлаждающий блок 83 с помощью вытяжного механизма 84, в результате чего указанный материал охлаждается и затвердевает с образованием экструдированного сердечника 80. Экструдированный сердечник 80 также протягивается через конечную фильеру 83b, которая обеспечивает правильность его диаметра. Экструдированный сердечник 80 вытягивается с помощью тянущих валиков 84а, 84b вытяжного механизма 84 и подается к формирователю 7 гильзы с помощью выравнивающих валиков 85а, 85b.
Области продольных кромок полос 4а, 4b перекрываются при их поступлении в формирователь 7 гильзы. В результате области перекрытия скрепляются вместе с образованием связи под действием тепла и сжатия при прохождении полос 4а, 4b через формирователь 7 гильзы, так что они образуют гильзу, окружающую экструдированный сердечник 80, с образованием фильтрующего стержня 9, проходящего в направлении длины. Нанесение пластификатора не только способствует скреплению полос 4а, 4b с образованием связи, но также вызывает прилипание экструдированного сердечника 80 к полосам 4а, 4b при их вхождении в контакт с ним. Вытяжной механизм (не показан) прикладывает вытяжное усилие F для протягивания готового фильтрующего стержня 9 через трубчатый элемент 72 и его вытягивания из конца этого элемента для обработки и/или резки на множество фильтрующих частей 1, 1’. Поскольку полосы 4а, 4b выполнены из одного и того же жгута 4, гильза 3 проницаемого для аэрозоля элемента, изготовленная с помощью данного приспособления 10, выполняется из одного и того же материала. Это снижает вероятность деформации в готовом фильтрующем элементе 1, 1’.
Обратимся теперь к фиг. 8, на котором показано альтернативное приспособление 100 для изготовления проницаемых для аэрозоля элементов 1, 1’ по фиг. 1-4. Приспособление 100 согласно данному варианту осуществления схоже с тем, которое показано на фиг. 5, при этом одинаковые ссылочные обозначения относятся к одинаковым признакам, которые не будут дополнительно описаны в данном документе. Приспособление 100 согласно данному варианту осуществления отличается от показанного на фиг. 5 тем, что экструдированный сердечник 80 подается с предварительно сформированной бобины 108, а не изготавливается параллельно.
Таким образом, в данном варианте осуществления устройство 8 формирования сердечника полностью отделено от приспособления 100 для изготовления проницаемых для аэрозоля элементов. Такая компоновка может быть предпочтительной при определенных условиях. Например, если требуется изготовить несколько более мелких партий других фильтрующих стержней 9 (например, имеющих сердечники 2 и/или гильзы 3 с другими характеристиками), то они могут быть изготовлены путем простой замены бобины 108.
Специалистам в данной области техники должно быть понятно, что параметры фильтрующих частей 1, 1’ могут быть изменены путем изменения одного или более параметров обработки. Например, толщина гильзы 3 может быть увеличена или уменьшена путем изменения степени растяжения полос 4а, 4b, например, в результате изменения разности между скоростью R1 разделительных валиков 4а, 4b и скоростью, с которой вытягивается фильтрующий стержень 9. Кроме того, размер и плотность проходов 21, 23 в каждой из фильтрующих частей 1, 1’ могут выбираться с таким расчетом, чтобы обеспечить оптимальное сопротивление затяжке для фильтрующей части 1. Оно предпочтительно составляет от 0,5 миллиметра, водяного столба (мм вод. ст.) до 2 миллиметров водяного столба на миллиметр осевой длины фильтрующей части 1.
Таким образом, настоящее изобретение обеспечивает гибкие средства производства проницаемых для аэрозоля элементов 1, характеристики которых могут варьироваться в широком диапазоне.
Специалистам в данной области техники должно быть понятно, что возможен ряд изменений в вышеуказанных вариантах осуществления без выхода за рамки объема настоящего изобретения. Например, количество полос 4а, 4b, используемых для формирования гильзы 3, может составлять более чем две. Полоса или полосы 4а, 4b, используемые для формирования гильзы, могут подвергаться дополнительной промежуточной обработке, например, химической обработке, для изменения их свойств. Кроме того, хотя полосы 4а, 4b описаны как скрепленные вместе с образованием связи под действием тепла и давления, это не является обязательным. Они могут быть скреплены друг с другом с помощью адгезива. Аналогичным образом, полосы 4а, 4b не обязательно содержат нанесенный на них пластификатор. Также возможны другие изменения, которые должны быть понятны специалистам в данной области техники.
Специалистам в данной области техники также должно быть понятно, что любое количество комбинаций вышеуказанных признаков или признаков, которые показаны на сопроводительных чертежах, обеспечивают явные преимущества по сравнению с известным уровнем техники и, следовательно, находятся в рамках объема настоящего изобретения, описанного в данном документе.
Заявлена группа изобретений: проницаемый для аэрозоля элемент для использования в генерирующем аэрозоле, генерирующее аэрозоль изделие и способ изготовления проницаемого для аэрозоля элемента для использования в генерирующем аэрозоль изделии. Техническим результатом является создание генерирующего аэрозоль устройства с эффективной фильтрацией, минимальным сопротивлением затяжке и способностью к сжатию, и сопротивлению смачиванию. Проницаемый для аэрозоля элемент для использования в генерирующем аэрозоль изделии содержит проницаемый для аэрозоля экструдированный сердечник, окруженный гильзой. Указанная гильза содержит преимущественно линейные волокна, ориентированные в осевом направлении. Указанная гильза содержит два или более продольных сегмента, которые скреплены вместе вдоль продольных кромок указанных сегментов. 3 н. и 11 з.п. ф-лы, 8 ил.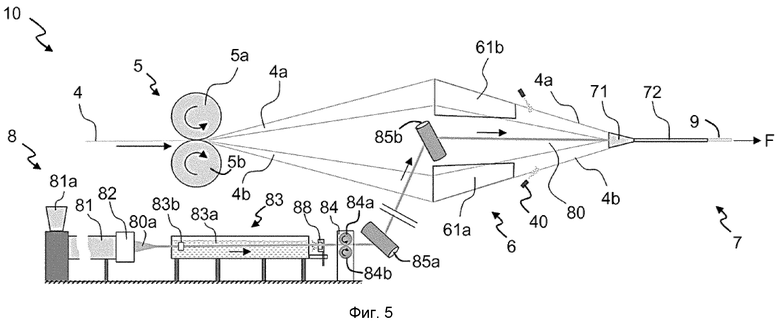
1. Проницаемый для аэрозоля элемент для использования в генерирующем аэрозоль изделии, содержащий проницаемый для аэрозоля экструдированный сердечник, окруженный гильзой, содержащей преимущественно линейные волокна, ориентированные в осевом направлении; причем указанная гильза содержит два или более продольных сегмента, которые скреплены вместе вдоль продольных кромок указанных сегментов.
2. Проницаемый для аэрозоля элемент по п. 1, в котором экструдированный сердечник представляет собой вспененный полимерный экструдированный сердечник с одним или более проходами, образованными вдоль него.
3. Проницаемый для аэрозоля элемент по п. 2, в котором по меньшей мере один из указанных проходов образован внутри экструдированного сердечника, и по меньшей мере один из указанных проходов образован каналом в наружной поверхности сердечника, которая взаимодействует с гильзой.
4. Проницаемый для аэрозоля элемент по любому из предыдущих пунктов, в котором гильза содержит два или более продольных сегментов, сформированных из одного и того же жгута, и жгутовые материалы продольных сегментов скреплены с образованием связи вместе по меньшей мере вдоль их продольных кромок с образованием цельной гильзы.
5. Проницаемый для аэрозоля элемент по любому из предыдущих пунктов, в котором экструдированный сердечник содержит материал в виде полимолочной кислоты, ацетата или ацетилцеллюлозы.
6. Проницаемый для аэрозоля элемент по любому из предыдущих пунктов, в котором гильза содержит волокна из ацетилцеллюлозы или полимолочной кислоты.
7. Проницаемый для аэрозоля элемент по любому из предыдущих пунктов, в котором толщина стенки гильзы составляет от 0,5 миллиметра до 3 миллиметров.
8. Проницаемый для аэрозоля элемент по любому из предыдущих пунктов, в котором экструдированный сердечник имеет диаметр от 2 миллиметров до 8 миллиметров.
9. Генерирующее аэрозоль изделие, содержащее проницаемый для аэрозоля элемент по любому из предыдущих пунктов.
10. Способ изготовления проницаемого для аэрозоля элемента для использования в генерирующем аэрозоль изделии, включающий этапы, на которых:
разделяют жгут на две или более полос, которые формируют в виде сегментов, окружающих путь транспортировки;
вводят проницаемый для аэрозоля экструдированный сердечник между указанными сегментами; и
скрепляют сегменты вместе с образованием гильзы, окружающей экструдированный сердечник.
11. Способ по п. 10, согласно которому экструдированный сердечник вводят между сегментами в виде вспененного полимерного экструдированного сердечника с одним или более проходами, образованными вдоль него.
12. Способ по п. 10 или 11, включающий этапы, на которых экструдируют материал сердечника через фильеру с образованием экструдированного сердечника; и подают экструдированный сердечник из фильеры для введения между указанными сегментами.
13. Способ по п. 12, включающий этап, на котором пропускают экструдированный материал сердечника через охлаждающую ванну перед введением экструдированного сердечника между сегментами.
14. Способ по п. 10 или 11, включающий этап, на котором подают экструдированный сердечник с бобины, на которую намотан предварительно экструдированный сердечник.
| US 4357379 A, 02.11.1982 | |||
| US 3994306 A, 30.11.1976 | |||
| US 3238951 A, 08.03.1966 | |||
| ЭЛЕМЕНТ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОХЛАЖДЕНИЯ АЭРОЗОЛИ, И СРЕДСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ИСПОЛЬЗОВАНИЯ С УСТРОЙСТВОМ ДЛЯ НАГРЕВАНИЯ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2015 |
|
RU2644045C1 |
| RU 2060018 C1, 20.05.1996 | |||
| АЭРОЗОЛЬ-ГЕНЕРИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ АЭРОЗОЛЬ-ОХЛАЖДАЮЩИЙ ЭЛЕМЕНТ | 2012 |
|
RU2609394C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПРОФИЛИРОВАННЫМ УЧАСТКОМ ФИЛЬТРА | 2013 |
|
RU2626937C2 |
| Табачное изделие с мундштуком | 1989 |
|
SU1836036A3 |
| Устройство для подачи стеблей в мялку | 1936 |
|
SU50767A1 |

