Техническое производство биологически активных веществ, витаминов, пептидов или протеинов посредством генетически модифицированных микроорганизмов приобрело за последние три десятилетия огромное экономическое значение. При промышленном производстве этих субстанций продуцирующие клеточные системы культивируются в биореакторе, который может вмещать объемы во множество кубометров. При этом, за счет регулирования РН-значения, концентрации питательных веществ, количества кислорода в растворе и некоторых других релевантных для роста и метаболизма клеток параметров обеспечивается то, что клетки могут оптимально производиться.
В принципе, регулирование жизненных параметров в культуре клеток или микроорганизмов требует, чтобы эти параметры измерялись подходящими методами измерения в реальном времени или по меньшей мере в кратчайшие сроки. В таком случае, отклонение жизненного параметра от номинального значения требует соответствующего вмешательства. Оно может осуществляться полностью автоматически или вручную оператором. В обоих случаях пытаются - посредством прибавления подходящего агента - регулировать соответствующий жизненный параметр до его номинального значения. Так, снижающееся в ходе культивирования клеток рН-значение обычным путем корректируют за счет прибавления адекватного количества подходящего основания; повышающееся рН-значение - соответственно посредством добавления кислоты. Энергообеспечение микроорганизмов или клеток реализуется, в целом, за счет управляемого добавления подходящего источника углерода, часто раствора глюкозы. При этом часто является решающим, чтобы необходимые агенты добавлялись в точно измеренном количестве. Избыток или дефицит агента может оказывать отрицательное влияние на качества продукта биотехнологически произведенного вещества, полностью парализовать производство или по меньшей мере оказать отрицательное влияние на пространственно-временной выход продукта.
В техническом масштабе - то есть при культивировании клеток в нескольких сотнях или даже тысячах литров культуральной жидкости - прибавление агентов для юстировки условий для выращивания культур, если не учитывать тот факт, что добавление должно осуществляться, чаще всего, абсолютно стерильно, не имеет никаких особых проблем: необходимое количество агента находится в диапазоне от нескольких миллилитров до литров, так что имеется большое количество техник, которые позволяют отмерять (дозировать) и прибавлять агенты с высокой аккуратностью и точностью.
Однако, описанный выше метод, чтобы первоначально формировать условия для выращивания культур для биотехнологического производства, требует чаще всего других техник во время разработки продуктов, в которой жизненные параметры, которые применяются во время производства, должны вначале определяться. Во время этой оптимизации вначале осуществляется скрининг потенциально пригодных организмов, которые созданы посредством случайного мутагенеза или целенаправленной генной модификации. Самые многообещающие организмы отбираются и на следующем этапе условия для выращивания культур варьируются вначале грубыми шагами, а потом с увеличивающимся уменьшением шагов. Для каждого является очевидным, что не является целесообразным такие оптимизации осуществлять в масштабе тысяч, сотен или даже только нескольких литров. Расходы на каждый отдельный эксперимент оптимизации по существу пропорциональны его масштабу. Расходы на агенты, приборы и занимаемую площадь в лаборатории сильно коррелируют с объемом культур. Также рабочее время, которое оператор должен уделять индивидуальной культуре, в значительной мере зависит от ее объема.
Поэтому не удивительно, что научные работники, которые оптимизируют культуру клеток и микроорганизмов и биотехническое производство, что часто требует сотен и тысяч различных экспериментов, стараются осуществлять их максимально параллелизованно и в максимально малом масштабе, то есть в малом объеме.
По этой причине в биотехнологии все чаще используются параллелизированные микробиореакторы. Часто реакционные емкости размещают в форме пластины с микротитрами, что соответственно приводит к матрице/планшету (array) малых или мелких реакторов. Таким образом, возможно, что в только одной плите с микротитрами - часто в стандартном формате 128 х 85 мм - одновременно могут протекать 6, 24, 48, 96, 384 или даже 1526 процессов культивирования. Оптимизированные в этом микрообъеме реакционные условия, часто с относительно незначительными адаптациями, могут переноситься в макроскопический формат. За счет вариации количества реакторов на плите с микротитрами соответственно значительно варьируются рабочие объемы: в то время как в большинстве случаев о микрореакторах говорят уже при масштабах менее 10 мл, дальнейшее уменьшение объема до менее 1 мл, менее 500 мкл, менее 100 мкл или даже менее 10 мкл - особенно при оптимизации условий для выращивания культур с несколькими управляющими величинами за счет возможного запараллеливания (параллелизация) экспериментов - позволяет значительную экономию времени и затрат. Однако, прибавление агентов - здесь часто называются как заправочные средства, которые необходимы для того, чтобы поддерживать условия для выращивания культур в номинальном диапазоне - тогда часто представляет собой большую проблему. В случае реакторов с объемами ниже 1 мл заправочные средства должны медленно прибавляться по меньшей мере в мкл- или даже нл-объемах без необходимости существенных уступок в отношении требований к аккуратности/точности и воспроизводимости экспериментов по сравнению с условиями в больших реакторах.
Поэтому, многие производители при разработке технологий для добавления заправочных средств в среднем масштабе охотно прибегают к зарекомендовавшим техникам, таким как шприцевые или шланговые насосы. Эти техники позволяют по меньшей мере в мкл-масштабе - с определенными ограничениями даже в нл-масштабе - стабильную и воспроизводимую объемную подачу (производительность). Однако, использование этих насосов в микробиотехнологии связано с тем недостатком, что стерильные условия в общем могут гарантироваться только, если шланги или шприцы перед применением тщательно очищаются и стерилизуются или используются в виде соответственно подготовленных одноразовых изделий. В таком случае организация только одного эксперимента связана со значительными издержками и временными затратами, в частности, если степень параллелизации включает в себя более одного или двух десятков одновременных культур. Другие производители микробиореакторов применяют высокоточные дозирующие клапаны (Applikon), чтобы нагнетать жидкости в реакционные камеры. При этом также жидкости входят в контакт с частями клапанов и поэтому они должны перед применением очищаться и стерилизоваться. Кроме того, такое дозирование должно совершаться через крышку плиты с микротитрами и, таким образом, стерильный барьер потенциально должен нарушаться. Поэтому, экономичная и просто обслуживаемая одноразовая система с добавлением через дно плиты с микротитрами была бы весьма полезна для пользователя микробиореакторов.
Интересный способ для высокопараллельного нагнетания заправочных средств в микробиореакторы описывается в ЕР 3055065: с помощью микрофлюидики, состоящей из каналов примерно 100 мкм в диаметре и интегрированных в эти каналы насосов и клапанов, заправочные средства могут из интегрированных в плиту с микротитрами резервуаров перекачиваться через дно плиты с микротитрами в микрореакторы. Использование микрофлюидных клапанов и насосов предвещает хорошую интегрируемость множества отдельных микробиореакторов в микробиореакторную систему, вследствие чего становится возможным множество параллельных опытов в переделах одного сравнительно малого конструктивного пространства. Так, посредством множества клапанов, насосов и каналов могут одновременно управляться до 32 реакционных камер с соответственно двумя дозирующим путями и, таким образом, процессы осуществляются с высокой производительностью. Также с помощью этой техники может быть реализовано большое количество до примерно 2000 реакционных камер или более.
Функция интегрированных в чип насосов и клапанов основывается на том, что преимущественно кругообразные лотки, которые соединены с каналами, закрываются гибкой пленкой или мембраной. С помощью давления воздуха пленка может вдавливаться в лотки, что приводит к тому, что канал прерывается и жидкость выдавливается из лотка. В зависимости от расположения этих лотков/клапанов друг относительно друга и в зависимости от последовательности и длительности, с которой пленка вдавливается в эти лотки/клапаны, жидкость может с принципиально заданными скоростями потока перекачиваться в установленном направлении.
Такие микрофлюидные клапаны и насосы (мембранные насосы) пока привычно используются в медико-биологической области, поскольку они посредством сжатого воздуха могут просто и относительно экономично приводиться в действие. Между двумя клапанами включают насосную камеру, за счет определенной последовательности включений можно достичь перистальтического движения жидкости, вследствие чего становится возможным квази-непрерывное движение жидкости без того, чтобы физические свойства жидкостей имели значительное влияние на производительность насоса. Лишь при незначительных скоростях потока подача насоса становиться визуально прерывистой, поскольку объем насосной камеры является наименьшим дискретным объемом жидкости, который может перемещаться в единицу времени. Проблема этой техники лежит в закрывании клапанного лотка гибкой мембраной. Здесь находят применение самые разные методы, который принципиально могут быть подразделены на косвенные (адгезивное соединение или зажатие) и прямые (приклеивание, базирующееся на растворителе связывание, термическое сваривание или ультразвуковое сваривание) соединительные техники (Tsao et al. 2008).
Наиболее распространенный метод для закрывания клапанного лотка представляет собой термосварку, соответственно, термическое сваривание мембраны с основным телом посредством повышенной температуры или ультразвука и давления. Этот метод не требует никаких дополнительных присадок, которые могли бы выступать и вредить клеткам. Перед зажиманием этот метод имеет преимущество, поскольку обходится без механических вспомогательных средств. При термическом сваривании подложки приводятся близко к их температуре стеклования и сжимаются с помощью нажимного пуансона. Взаимодействие давления и температуры генерирует достаточный полимерный поток, чтобы получить взаимную диффузию между полимерными цепочками отдельных слоев, вследствие чего возникает сильное соединение, которое аналогично когезионной прочности основного материала. Однако большая проблема при термосварке заключается в уменьшении структурного деформирования: чтобы клапаны, соответственно, насосные камеры точно закрыть гибкой мембраной, клапаны должны иметь заданные кромки, с которыми стыкуется мембрана. Это приводит к тому, что эти клапаны или насосные камеры должны быть сравнительно глубокими, чтобы предотвратить существенную структурную деформацию за счет нагрева и придавливания пленки. Поэтому, чтобы позволить незначительные перекачиваемые объемы, при конструировании геометрии клапанов чаще всего прибегают к малым площадям поперечного сечения со сравнительно большой глубиной и вследствие этого высоким мертвым объемом, вследствие чего уплотнение клапанов усложняется. Чтобы достичь незначительных величин утечки с незначительным мертвым объемом, было бы, напротив, полезным достижение большого отношения ширины к глубине клапана: чем шире клапан, тем меньшее пневматическое давление требуется, чтобы закрывающую пленку при эксплуатации вжать в клапан и таким образом уплотнить, соответственно, заполнить клапан, соответственно, в случае насоса, перекачать весь объем. К сожалению, значительно сложнее термически приварить закрывающую пленку к таким широким и плоским клапанным лоткам, чем в случае описанных выше еще ранее глубоких лотков. Мембранная пленка может за счет своей гибкости и своего собственного веса ложиться в клапаны и там также приклеиваться. Результатом этого является нерегулярно покрытые клапаны и насосные клапаны. Это имеет негативные воздействия на воспроизводимость процесса перекачки от насоса к насосу: поскольку перекачиваемый объем насоса является прямо пропорциональным объему камеры, то переменный объем камеры непосредственно означает незначительную воспроизводимость процесса дозирования, соответственно, незначительную точность перекачивания от насоса к насосу.
Поэтому, чтобы термически приварить гибкую пленку к плоским клапанам (большой диаметр, незначительная глубина), оказалось полезным характеризующийся повышенной температурой и давлением процесс сварки осуществлять с помощью нагреваемого пуансона, который имеет выемки по месту углублений клапанов и насосных камер. За счет этого уменьшается теплопередача в клапанный лоток, что приводит к тому, что гибкие пленки менее легко приклеиваются в клапанном лотке и край клапанных лотков менее легко деформируется. Однако, на практике оказалось, что теплопередача в насосную камеру не всегда настолько существенно может предотвращаться, чтобы приклеивание гибкой пленки в камере полностью отсутствовало. С другой стороны, выемки для клапана в стыковочном пуансоне требуют, чтобы пуансон был чрезвычайно точно ориентирован относительно клапанного лотка. Вне зависимости от проблем, которые принципиально связаны с механической юстировкой двух компонентов друг относительно друга, уже незначительно неравномерный нагрев стыковочного пуансона может иметь своим следствием анизотропное в различных направлениях расширение. Следствием этого является то, что клапанные лотки в микрофлюидном чипе и выемки в стыковочном пуансоне - даже при совершенной механической ориентации - не всегда лежат концентрично. По аналогии с клапанами с частично приклеенной закрывающей мембраной, это может также приводить к значительному изменению объема насосной камеры. Здесь также производительность насоса в результате показывает значительное изменение от насоса к насосу.
Даже если микрофлюидные насосные системы с гибкими закрывающими пленками по выше названным причинам (значительная возможность параллелизации, легкая стерилизуемость, незначительные расходы, простое использование в одноразовых изделиях/disposable) для использования в микробиореакторах принципиально хорошо пригодны, то высокая согласно текущему уровню техники изменчивость объема подачи/производительности различных сконструированных идентично самих по себе насосов приводит к тому, что их использование для скрининга организмов, соответственно, оптимизации условий в клеточных культурах не является целесообразно возможным, если эта система чувствительно реагирует на незначительные изменения условий для выращивания культур. Для этих систем необходимы более точно работающие дозирующие системы.
Изобретение касается способа увеличения дозирующей точности микрофлюидных насосов и/или клапанов, базирующихся на гибкой покрывной пленке, которая называется мембраной, и клапанном лотке согласно пункту 1 формулы изобретения.
Предпочтительные усовершенствования являются предметом зависимых пунктов формулы изобретения.
В этой связи является предпочтительным, если мембрана сваривается с клапанным телом посредством лазерного луча. Кроме того, мембрана или клапанное тело может быть снабжено имеющим возможность термоактивации клеящим веществом. Целесообразным является, если с помощью луча закрепление мембраны на клапанном теле производится в виде шва вдоль края клапанного лотка. Обращенная к клапанному лотку поверхность мембраны может нагреваться посредством попадающего на мембрану излучения. Это является особенно простым, если излучение попадает на поверхность через мембрану. Но также излучение может попадать на поверхность через клапанное тело. Чтобы достичь особенно гладкой поверхности, к которой прилегает мембрана, поверхность клапанного тела перед закреплением может быть отполирована. Поверхность клапанного тела перед закреплением может быть обработана плазменным травлением, протравлена ионным лучом, сглажена посредством химической модификации и/или поверхность клапанного тела перед закреплением может гидрофилизироваться. При этом стремятся к тому, чтобы поверхность клапанного тела перед закреплением вокруг клапанного лотка имела среднеарифметическое отклонений профиля (Rа-значение) ниже 100 нм, предпочтительно меньше 50 нм и особенно предпочтительно меньше 20 нм. Для определения этого измеряемого значения поверхность сканируется на заданном измерительном участке и записываются все разности высот и глубин поверхности. Затем, после расчета определенного интеграла этой формы микронеровностей (профиля) на измерительном участке этот результат делится на длину измерительного участка.
Насос должен служить для перекачки жидкостей со скоростью потока ниже 1 мл/ч; но предпочтительно со скоростью потока ниже 100 мкл/ч и особенно предпочтительно в диапазоне от 0,01 до 80 мкл/ч. Также является предпочтительным, если насос работает для перекачки жидкостей с перекачиваемым объемом за ход поршня насоса между 5 нл/ход и 1 мкл/ход, но предпочтительно с перекачиваемым объемом между 25 нл/ход и 500 нл/ход и особенно предпочтительно в диапазоне от 75 до 250 нл/ход. Посредством сваривания верхней стороны клапанного лотка с гибкой мембраной лазерным лучом достигается уменьшенное по сравнению с изготовленным термосваркой с помощью нагретого стыковочного пуансона изменение «от насоса к насосу» интенсивности подачи. Неточность направления лазерного луча в х-у-направлении должна составлять меньше 1 мм, предпочтительно меньше 50 мкм и особенно предпочтительно меньше 5 мкм. Чтобы также иметь возможность приваривать покрывные пленки/мембраны из прозрачных полимеров на клапанные лотки, которые также состоят из прозрачных полимеров, что позволяет оптические измерения в различных частях спектра внутри насоса или в окружении насоса, могут использоваться различные полимеры с различными диапазонами пропускания, которые свариваются УФ-лазером, видимыми лазерными лучами или ИК-лазером. Предпочтительный диапазон длин волн такого лазера лежит между 0,1 и 1000 мкм, предпочтительно между 0,4 и 50 мкм и особенно предпочтительно между 0,78 и 3 мкм. В этом спектральном диапазоне (ближний ИК-диапазон) многие полимеры имеют характеристические полосы поглощения и таким образом могут посредством сфокусированного лазерного луча нагреваться за пределы своей точки размягчения в точно заданных местах, без необходимости использования дополнительного поглотителя в синтетическом материале или на поверхности синтетического материала (просвечивающая сварка без поглотителя). Также синтетические материалы, как полистирол или этилен-норборнен-сополимеризат (СОС или СОР), которые являются в высшей степени проницаемыми для видимого света, и таким образом имеют возможность свариваться без поглотителя. Мощность лазерного луча лежит между 0,01 и 1000 Вт, предпочтительно между 0,1 и 100 Вт и особенно предпочтительно между 3 и 50 Вт.
Преимущество от сваривания лазером мембранной пленки и клапанного лотка вместо термического соединения стыковочным пуансоном состоит в том, что лазер существенно лучше может юстироваться, чем нагретый стыковочный пуансон, и что процесс сварки происходит не по поверхности, а ограничивается линией шва, геометрия и форма которого может определяться точным направлением лазера с х-у погрешностью меньше 3 нм. При этом ширина сварного шва занимает меньше 1 мм, предпочтительно между 250 и 20 мкм. Является предпочтительным, если закрепление осуществляется по линии, ширина которой имеет от 20 мкм до 3 мм, предпочтительно между 30 и 500 мкм и особенно предпочтительно между 50 и 300 мкм. За счет указанного точного направления лазера и незначительной ширины шва исключаются лишь с трудом предотвращаемое при термическом соединении стыковочным пуансоном децентрирование клапанного лотка и границы между приваренной и неприваренной мембранной пленкой, а также приклеивание мембранной пленки в клапанном лотке в результате непреднамеренной сварки.
Однако, не в каждом случае указанное точное направление сварного шва и сопутствующий этому незначительный ввод тепла в клапанный лоток предотвращает нетермическое склеивание мембранной пленки и клапанного лотка. Это имеет место, в частности, если толщина клапанной пленки больше, чем глубина клапанного лотка или если толщина пленки и глубина лотка варьируются в по меньшей мере аналогичном порядке величин. В этом случае прижатие предварительно напряженной пленки к полимерному чипу, что становится предпочтительным для прочной сварки, может привести к тому, что мембранная пленка вдавливается также в клапанный лоток. В то время как точное локализованное направление лазерного луча и точное дозирование его мощности надежно предотвращает приваривание пленки в клапанном лотке, гидрофильное взаимодействие малополярной поверхности клапанного лотка в полимерном чипе и также малополярной поверхности мембранной пленки может вести к тому, что пленка и чип прилипают друг к другу. Также возможная электростатическая зарядка слабо электропроводящих поверхностей может способствовать такому прилипанию. Далее, неровность (шероховатость) поверхности клапанного лотка, которая при наблюдении в микроскоп с подходящим увеличением может представляться как неравномерная наждачная бумага, может приводить к тому, что относительно мягкая мембранная пленка при прижатии для процесса сварки к этим микроскопическим неровностям клапанного лотка спутывается с этими по типу наждачной бумаги структурами. Все упомянутые эффекты, по отдельности или в комбинации, могут приводить к тому, что возникает взаимодействие между мембранной пленкой и клапанным лотком, которое ведет к тому, что оказывается препятствие процессу перекачки. Это может проявляться в уменьшенной мощности перекачивания (насоса) или в выходе из строя мембранного насоса. Иначе, чем при ошибочной термической сварке клапанного лотка и мембранной фольги, что представляет собой наиболее частый побочный эффект особенно у выше описанного термического соединения/сварки нагретым металлическим пуансоном, описанные в случае лазерной сварки взаимодействия между мембраной и пленкой имеют по меньшей мере частично обратимую природу. Следовательно, во время процесса перекачки они могут частично устраняться. Несмотря на это, сила, с которой могут взаимодействовать мембранная пленка и клапанный лоток, иногда является существенной до такой степени, что должны предприниматься соответствующие контрмеры.
Принципиально простой метод для уменьшения механических взаимодействий между чипом и мембранной пленкой, которые могут получаться из-за микронеровности клапанного лотка, состоит в том, чтобы сглаживать поверхность клапанных лотков. Поскольку чип со своими клапанными лотками изготавливается предпочтительно посредством литья под давлением, то следовательно отдельно предлагается сглаживать посредством полировки клапанные лотки в литьевой форме, которые там в принципе представляют собой легко доступные выпуклые структуры. Таким образом предоставляется возможность уменьшения неровностей до чистоты в несколько нанометров. Таким образом, взаимодействия мембранной пленки и клапанного лотка могут значительно уменьшаться по сравнению с взаимодействиями, которые демонстрирует чип, ответная литьевая форма которого лишь фрезеровалась и шлифовалась. Хотя принципиально это очень просто, но ремесленные требования, которые устанавливаются в нанометровом диапазоне к «чистой» политуре литьевой формы из металла, иногда из твердого сплава, очень высоки. Технически менее требовательным является сглаживание клапанных лотков на теле чипа. Будучи обусловленной использованным здесь существенно более мягким материалом, чаще всего полистиролом, полиолефином или другим полимером, полировка клапанных лотков является проще, чем полировка литьевой формы - правда ценой того, что должен дополнительно обрабатываться каждый отдельный, изготовленный литьем под давлением чип, а не только упомянутая одна форма. Кроме полировки поверхность в клапанных лотках чипа может сглаживаться также химически. Предпочтительно, для этого применяются растворители, которые в ограниченном объеме оказывают воздействие (разъедают) на полимер, из которого был сделан чип. Таким образом могут сглаживаться тонкие структуры, такие как микрозернистость клапанного лотка. Для этого, для чипа из полиолефина используются смеси из тетрагидрофурана (THF) с водой (особенно с содержанием 5-70% THF) или смеси из метилэтилкетона (МЕК) с водой (предпочтительно с содержанием 5-25% МЕК). Для полистирола рекомендуется изопропанол в смеси с водой. В общем, должна использоваться смесь из растворителя, который воздействует (разъедает) на полимер, из которого состоит клапанный лоток, и растворителя, к которому устойчив клапанный лоток. Вследствие этого могут использоваться смеси, к которым клапанный лоток относительно устойчив, но не инертен. Таким образом, очень тонкие структуры, которые являются причиной неровности клапанного лотка, могут сглаживаться без того, чтобы оказывалось существенное негативное влияние на существенно более грубые структуры, которые представляют собой каналы в чипе и полости клапанных лотков. Также растворительные смеси, которые содержат компоненты, которые являются несмешиваемыми с водой, могут использоваться для сглаживания клапанных лотков. Так, смеси из хлорированных растворителей, как хлороформ или дихлорметан с этанолом или изопропанол хорошо подходят именно для сглаживания поверхностей полиолефинов. Также физикохимические методы, как плазменное травление, могут выравнивать клапанные лотки после литья под давлением или же индивидуально отфрезерованные чипы и клапаны. При этом чип с клапанами в вакууме (0,001-0,1 мбар) подвергается воздействию образованной при высоком напряжении кислородной плазмы или воздушной плазмы. При этом мелкие неровности окисляясь разъедаются и таким образом сглаживаются. Кроме того, плазма вызывает отложение кислородных радикалов на полимерной поверхности, а также образование продуктов окисления полимера. При этом образуются, в частности, карбоновые кислоты, спирты, альдегиды, кетоны, эпоксиды, окситаны, пероксиды, а также другие частично плохо характеризуемые радикальные кислородные аддукты. Все эти соединения, дополнительно к возможному сглаживанию поверхности клапанных полостей, вызывают значительное увеличение полярности поверхности. Это уменьшает гидрофобное взаимодействие между мембранной пленкой и клапанной полостью и таким образом в значительной мере уменьшает адгезию между клапаном и пленкой.
Также очень хороший способ, чтобы уменьшить взаимодействия между клапанной полостью и пленкой, состоит в том, чтобы покрывать внутренние стороны клапанов химическими полярными соединениями. Особенно хорошо для этого подходят детергенты, которые своей липофильной частичной структурой жестко присоединяются на полимерной поверхности клапанного лотка, а своими полярными головными группами уменьшают адгезионную способность клапанной пленки к клапанному лотку почти до нуля. Для этой цели подходят как анионные, катионные, так и нейтральные детергенты. На практике эти детергенты наносятся из водного раствора детергента при концентрации от 0,001 до 1%. Для этого, чип с клапанными лотками непродолжительно (по меньшей мере примерно одна секунда) окунается в водный раствор детергента. При этом, липофильные концы детергента самопроизвольно ориентируются на поверхности чипа/клапанного лотка и образуют толстый слой, причем полярные головные группы детергента ориентируются в направлении водной среды, из которой детергенты из раствора диффундируют в направлении чип/клапанный лоток. Для этой цели подходящими детергентами являются классические мыла, то есть соли щелочных металлов высших карбоновых кислот, а особенно полимерные карбоновые кислоты, как например полиакрилаты (фирмы Sigma-Aldrich), которые по причине своей повышенной авидности («жадности») жестко пристают к поверхности чипа, соответственно, клапанного лотка. В равной степени подходят сульфаты или сульфокислоты, как додецилсульфаты натрия (SDS, Sigma-Аldrich) или их полимерные аналоги. В качестве особенно подходящих оказались также высокомолекулярные природные соединения, как лецитин, или химически очищенные аналогичные лецитину соединения (например, фосфолипон G90, фирмы Lipoid AG, Кельн). Анионная функциональность у этих соединений получается за счет фосфатной группы. Подходящие катонические полимеры представляют собой четвертичные аммониевые соли с по меньшей мере одним высшим алкильным остатком («инвертное мыло»), как например тетрадецилтриаммоний хлорид. Аналогично анионным полимерам здесь также может повышаться адсорбция на чипе/клапанном лотке в результате использования полимерных структур. В качестве особенно подходящим оказались полиэтиленимин (Sigma-Аldrich), а также высокомолекулярные полиамины с или без четвертичных аминогрупп. Также очень подходящими для гидрофильного покрытия поверхности чипа/клапанного лотка являются также натуральные детергенты. Кроме низкомолекулярных соединений, как Tween 20 (Sigma-Аldrich), оказался класс сурфинолов (например, Surfynol 61, Surfynol 104, Surfynol AD01, Surfynol AS 5020, Surfynol AS 5040, Surfynol AS 5060, Surfynol AS 5080, Surfynol AS 5180), а также тегопренов (Tegopren 5840, Tegopren 5860, Tegopren 5885). Упомянутые сурфинолы и тегопрены все в продаже от производителей Evonik, Essen. Эти соединения являются частично водорастворимыми, частично достойны рекомендации для покрытия микрофлюидных чипов, вначале готовят основной раствор нейтрального полимера с концентрацией примерно 10% в изопропаноле и затем разводят водой до целевой концентрации 0,001-1%.
Поскольку детергентное покрытие клапанного края, на котором должна привариваться мембранная пленка, может вести к пониженной стабильности сварного шва, рекомендуется избегать покрытия клапанного края, соответственно, уменьшать толщину покрытия или не приваривать мембранную пленку, а подвергать горячему склеиванию. В всяком случае, даже в случае склеивания следовало бы применять очень хорошую дозируемость ввода энергии и точность позиционирования лазера, так что процесс горячего склеивания следует предпочитать традиционному склеиванию.
Практичный способ ограничить детергентное покрытие внутренней стороной клапанного тела - то есть гидрофильно покрывать не всю поверхность чипа - состоит в том, чтобы перекрыть клапанный участок на чипе клейкой лентой, которая является перфорированной в позиции клапанных лотков. Таким образом, при плазменной обработке чипа исключительно внутренние стороны клапанных лотков подвергаются воздействию кислородной или воздушной плазмы, в то время как клапанные края защищаются клейкой лентой. Окунание обработанного таким образом чипа в один из упомянутых растворов детергента вызывает то, что исключительно внутренние стороны клапанных лотков гидрофильно покрываются, в то время как гидрофильное покрытие на клапанных краях удаляется за счет снятия защищающей клейкой ленты. Таким образом, возможно последующее беспроблемное приваривание. Использование детергентов, которые предпочтительно присоединяются на активированной плазмой части поверхности, но не на оставленной естественной части, позволяет после плазменной активации сначала удалить защищающую клейкую ленту, а затем весь чип обработать раствором детергента. Особенно подходящим для этого виды обработки является Tegopren (тегопрен) 5840, он присоединяется большей частью только на активированной плазмой части чипа и таким образом позволяет детергентную обработку чипа после удаления защищающей клейкой ленты, без того, чтобы за счет этого оказывалось бы негативное влияние на прочность последующей лазерной сварки. Это свойство tegopren 5840, а также сурфинола AS 50хх позволяет в случае перекрытия клапанных краев во время плазменной активации отказаться от клеевой ленты, а вместо этого использовать жесткую прикрывающую маску, которая может более легко позиционироваться, но только условно или вовсе не может обрабатываться вместе с чипом в растворе детергента. Другие детергенты, как например phospholipon (фосфолипон) G90, прилипают как к активированному плазмой, так и не активированному плазмой чипу одинаково хорошо и позволяют таким образом гидрофильное покрытием без плазменной активации.
Для горячего склеивания чипа должна была бы использоваться покрытая активируемым при нагреве клеящим веществом пленка. Покрытие тела чипа клеящим веществом является целесообразным только тогда, когда при покрытии обеспечивается то, что в клапанные лотки может проникать максимально незначительное количество, а предпочтительно совсем никакого количества клеящего вещества. Это делает применение клейкого вещества непосредственно на теле чипа хотя и возможным, но относительно затратным. Поэтому, покрытие пленкой с клеящим веществом обычно может предпочитаться предпочтению покрытию тела чипа. Для активированного лазером горячего склеивания мембранной пленки и чипа могут применяться коммерческие пленки горячего склеивания (например, МН-92824, 93025 или 92804, Adhesive Research, Дублин, Ирландия) или покрытые горячим клеем на основе полиуретана полиолефинные пленки (пленка: Denz BioMedical GmbH, Mäder, Австрия); Клей: Dispercoll U53 смешанный с 7,5% Desmodur Ultra DA-L, оба Сovestro AG, Леверкузен). Для склеивания мембранная пленка должна иметь толщину от 30 до 300 мкм. Предпочтительно - примерно 100 мкм. При этом практичными являются толщины покрытия клеящего вещества между 2 и 100 мкм. Предпочтительно - примерно 7 мкм в толщину. Вследствие последующего сшивания Dispercoll и Desmodur после поддерживаемого лазером горячего склеивания шов клеящего вещества должен отверждаться до достижения конечной твердости по меньшей мере 12 часов.
Далее, согласно изобретению может использоваться устройство, у которого лазер компьютеризовано управляется и с автоматически зарегистрированными цифровой камерой начальными и конечными координатами перемещается так, что покрывная пленка/мембрана вокруг всех клапанов и насосов привариваются в корректных позициях. Кроме того, изобретение касается натяжного устройства, чтобы покрывную пленку/мембрану без складок с корректным предварительным растяжением и заподлицо натягивать на верхнюю сторону клапана так, что давление, которое оказывает пленка на верхнюю сторону клапана, является повсюду одинаковым, чтобы таким образом достичь равномерного сварного шва. В том случае, что несколько или множество клапанных лотков интегрировано в микрофлюидный чип, соответствующее изобретению натяжное устройство в состоянии натянуть покрывную пленку/мембрану без складок с корректным предварительным растяжением и заподлицо на верхнюю сторону чипа таким образом, что давление, которое оказывает пленка на поверхность чипа, является повсюду одинаковым, чтобы таким образом достичь равномерного сварного шва.
Далее, в изобретении применимым способ и устройство, которые используют описанные насосы и клапаны для индивидуального прибавления или отведения малых количеств жидкостей или газов в микрореакторы и матрицы (планшеты) микрореакторов, как например, плиты с микротитрами.
Примеры осуществления изображены на чертежах и описываются в дальнейшем. Показано:
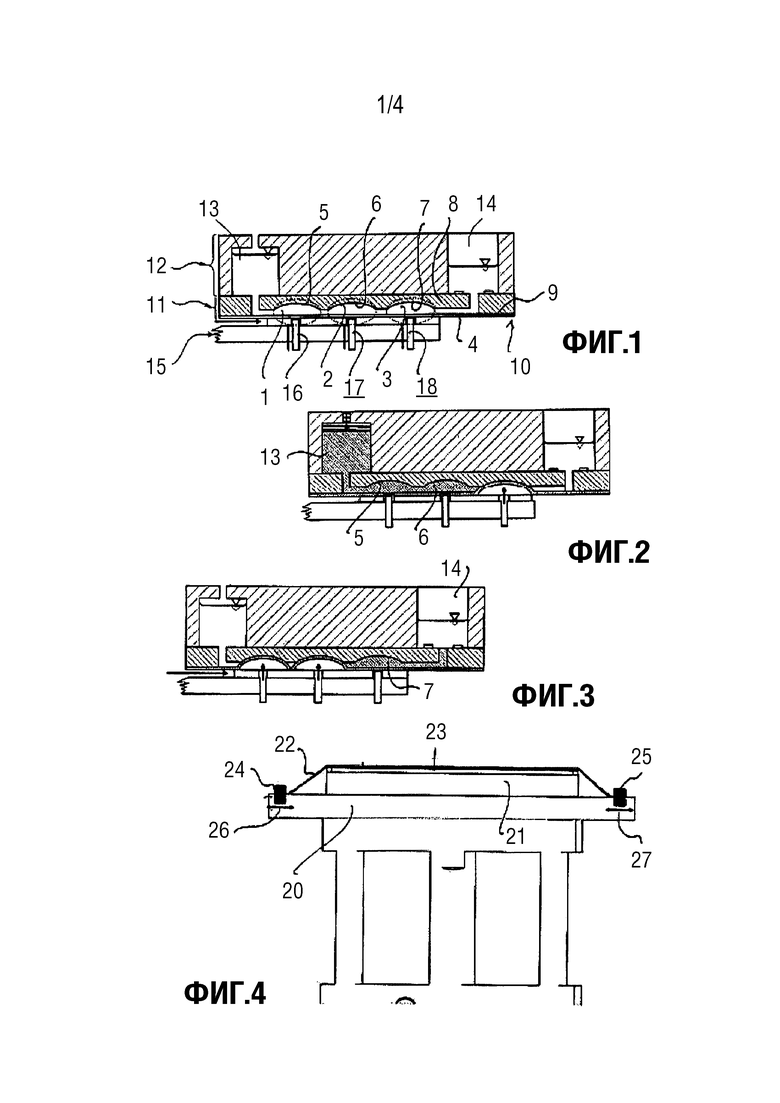
Фиг.1 микрофлюидный насос с несколькими клапанами и пустыми клапанными лотками,
Фиг.2 показанный на фиг.1 насос с двумя заполненными клапанными лотками,
Фиг.3 показанный на фиг.1 насос с одним заполненным клапанным лотком,
Фиг.4 натяжное устройство для нанесения мембраны,
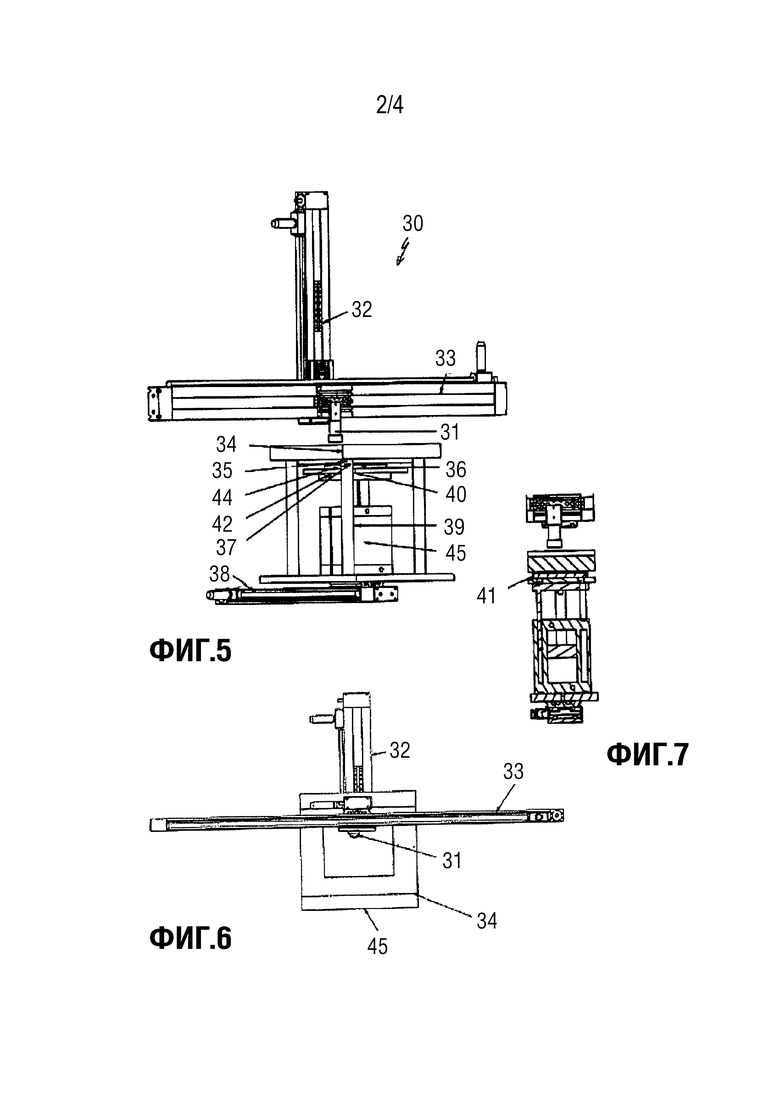
Фиг.5 боковой вид сварочного устройства,
Фиг.6 вид сверху показанного на фиг.5 сварочного устройства,
Фиг.7 позиция установочных винтов на показанном на фиг.5 сварочном устройстве,
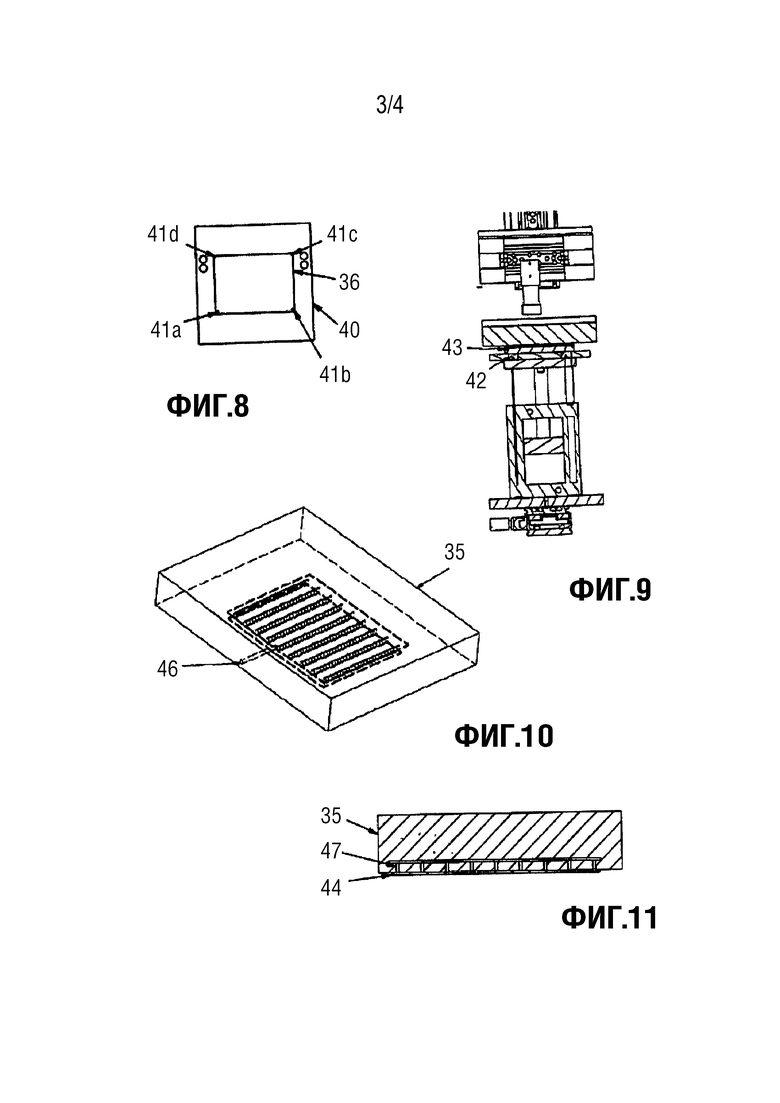
Фиг.8 позиция показанных на фиг.7 установочных винтов на виде сверху.
Фиг.9 позиция датчиков усилия и позиционирующих штифтов на показанном на фиг.5 сварочном устройстве,
Фиг.10 вид вакуумной камеры из стекла,
Фиг.11 разрез показанной на фиг.10 вакуумной камеры,
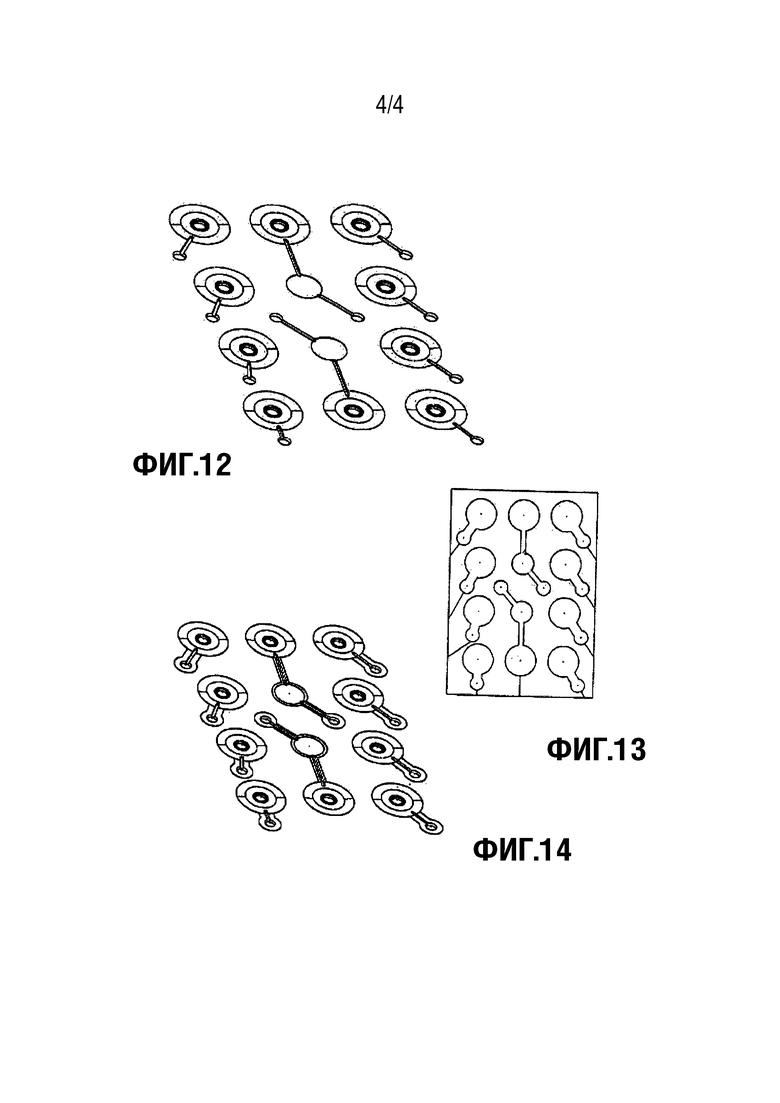
Фиг.12 клапанный контур без сварного шва,
Фиг.13 сварной контур, и
Фиг.14 клапанный контур со сварным швом.
Фиг.1-3 показывают последовательность из нескольких микрофлюидных насосов 1, 2, 3, у которых гибкая мембрана 4 покрывает клапанные лотки 5, 6, 7 клапанного тела 8. Чтобы закрепить гибкую мембрану 4 на клапанном теле 8, обращенная к клапанным лоткам 5, 6, 7 поверхность 9 мембраны 4 нагревалась лазерным лучом. Поскольку в данном случае несколько клапанных лотков 5, 6, 7 находятся рядом друг с другом, мембрана 4 закрепляется на клапанном теле 8 только в краевой области 10.
В примере осуществления клапанное тело 8 является микрофлюидным чипом 11, поверх которого расположена плита 12 с микротитрами. В этой плите 12 с микротитрами находятся резервуары 13 и скважины 14. Плита 12 с микротитрами перемещается посредством встряхивающей матрицы 15, в которой расположены каналы 16, 17, 18 воздействующей на мембрану пневматики.
Фиг.2 показывает, как жидкость течет из резервуара 13 в клапанные лотки 5 и 6, а фиг.3 показывает, как жидкость в клапанном лотке 7 связана со скважиной 14.
Фиг.4 показывает поршневой стол 20 с расположенным поверх него позиционирующим столом 21, поверх которого натянута мембрана 22. Мембрана 22 лежит на полимерном основном теле 23 и с обеих сторон удерживается магнитами 24 и 25, которые выполнены с возможностью смещения по направляющей в направлении стрелок 26, 27, чтобы натянуть мембрану 22.
Вся система устройства для сварки клапанного лотка, соответственно, насосного лотка и покрывной пленки/покрывной мембраны показывается на фиг.5: сварочное устройство 30 включает в себя источник 31 излучения (например, тулиевый волоконный лазер), осевую систему с осями 32 и 33, которая позволяет перемещать натяжное устройство в одной плоскости, но по меньшей мере в одном направлении, под лазером, чтобы таким образом создавать сварной шов с заданным положением. Натяжное устройство само позволяет закреплять на подвижной осевой системе по меньшей мере один клапанный лоток, но как правило два или более клапанных лотков, соответственно, насосных лотков, которые интегрированы в чип/полимерное основное тело 37. Кроме того, светопропускающая гибкая мембрана 38 натягивается поверх полимерного основного тела 37. Натяжное устройство состоит из цилиндра 39 с поршневым столом 40, позиционирующего стола 36, по меньшей мере четырех установочных винтов 41 и по меньшей мере четырех датчиков 42 усилия. Датчики 42 усилия позволяют натягивать пленку изотропно с помощью натяжной стойки 34. Натяжное устройство с полимерным основным телом и натянутой мембраной посредством приподнятия поршневого стола прижимается к стеклянной плите 35. Таким образом стеклянная плита оказывает давление на полимерное основное тело с чипом. В результате ввода энергии лазера через стеклянную плиту к натянутой поверх полимерного основного тела мембране, мембрана, как и полимерное основное тело термически размягчаются или расплавляются. В результате давления между стеклянной плитой и полимерным основным телом индуцируется течение материала между мембраной и полимерным основным телом, которое после застывания расплавленного полимера приводит к тонкому, точно позиционированному и механически очень прочному сварному шву.
Полимерное основное тело посредством центрирующего устройства, которое, например, из 2 позиционирующих штырей 43, которые входят в ответные посадочные отверстия на основном теле, точно выравнивается на позиционирующем столе и при этом приводится в зафиксированное положение (фиг.9). Позиционирующий стол лежит на четырех датчиках 42 усилия, которые вставлены в поршневой стол, который жестко соединен с цилиндром. Упомянутые четыре датчика усилия измеряют усилия, которые оказываются на четыре угла прямоугольного позиционирующего стола, когда позиционирующий стол прижимает полимерное основное тело с натянутой поверх него пленкой снизу к стеклянной плите 35. Посредством четырех винтов 41а, 41b, 41c, 41d на соответствующих углах (фиг.7), которые посредством резьбы закреплены в позиционирующем столе 36, может настраиваться силовое распределение. При этом винты уменьшают или увеличивают расстояние позиционирующего стола до поршневого стола, так что прижимное усилие в этом месте уменьшается или увеличивается и таким образом может гарантироваться равномерное распределение прижимного давления по всему полимерному основному телу.
Источник 31 излучения позиционируется на расстоянии с определенным фокусным положением плоскопараллельно чипу 37, так что фокус лазера лежит либо на либо близко к заданной полимерным основным телом и пленкой плоскости. Чем ближе фокус лазера лежит к этой плоскости, тем уже становится сварной шов и тем незначительнее может оказаться излучающая мощность лазера. При этом фокусное положение определяет ввод энергии в полимерное тело и мембранную пленку в подлежащих свариванию позициях и, тем самым, точность процесса сваривания. При этом фокусное положение может быть либо фиксированным, либо может варьируемо настраиваться посредством осевой системы с осями 32 и 33, которая позволяет перемещение лазера перпендикулярно расположению полимерного основного тела с пленкой.
При этом, полимерное тело 37 и мембрана 44 прижимаются цилиндром снизу к стеклянной плите 35, которая в диапазоне длин волн лазера имеет высокую спектральную проницаемость. Особенно в диапазоне длин волн от 1940 нм стекло является очень подходящим материалом, чтобы прижимать полимерное тело к мембранной пленке, поскольку стекло в ближней инфракрасной области ниже 3 мкм длин волн только минимально поглощает электромагнитное излучение. Стеклянная плита посредством рамки или нажимной стойки 34 фиксируется и ориентируется параллельно источнику 31 излучения. Указанное расстояние также определяется также посредством фокусного положения лазера на полимерном теле 37.
Посредством осевой системы с осями 32 и 33 источник 31 излучений может перемещаться параллельно полимерному основному телу 37 и, тем самым, изменять подлежащие свариванию контуры. При этом мощность и скорость подачи лазера имеют возможность вариативной настройки.
Движение цилиндра 39 относительно источника 31 излучений реализуется по меньшей мере двумя осями 32 и 33, которые перемещают либо цилиндр 39 по подвижному столу 45, либо источник 31 излучений в пространстве.
Гибкая мембрана 44 может натягиваться натяжным устройством параллельно поверх микрофлюидного основного тела 37.
Натяжение гибкой мембраны может создаваться за счет различных возможностей. Чтобы получить как можно более плоскопараллельное нанесение пленки на стеклянный диск, возможно селективным лазерным травлением (Meineke и др. 2016) вытравливать микроканалы 46 в стеклянной плите 35 (фиг.10 с вакуумной камерой 47 из стекла), которые позволяют подключенным вакуумным насосом создавать пониженное давление в этих каналах и тем самым присасывать гибкую мембрану к стеклянной плите (фиг.11), прежде чем микрофлюидное основное тело придавится к ней. Вследствие этого уменьшаются неровности гибкой мембраны.
Другая возможность натяжения использует магниты, которые введены в поршневой стол. Пленка вручную предварительно натягивается поверх основного тела и затем удерживается дополнительными противоположными по знаку (разной полярности) магнитами. При этом магниты расположены на выполненной с возможностью фиксирования направляющей, которая подвижна в одном направлении, так что мембранная пленка может дополнительно растягиваться и затем может фиксироваться в нужной позиции (фиг.4). Это повышает точность натягивания.
Другими возможностями натяжения гибкой мембраны являются пневматические цилиндры. При этом, мембрана фиксируется на одной стороне (например, магнитами), затем поверх основного тела натягивается и на противоположной стороне пневматическим цилиндром фиксируется, этот цилиндр зафиксирован на ортогонально установленном другом цилиндре, так что мембрана может дальше натягиваться, соответственно, растягиваться посредством выдвигания цилиндра в х-направлении с заданным силовым проявлением. Из этого следует однородное натяжение по всей сварной области.
Полимерное основное тело содержит микроструктуры, которые в своей совокупности в комбинации с мембранной пленкой образует несколько насосов и клапанных систем. Посредством множества клапанов, насосных камер и каналов, а также впусков и выпусков возникает микрофлюидная матрица (планшет, array), которая обеспечивает транспортировку жидкости и газа флюидными впусками индивидуально к микрореакторам.
Такого вида матрица может состоять из исполнительной присоединительной планки, как описано в ЕР 3055065, и микроректорной матрицы с интегрированным микрофлюидным чипом. Микрофлюидный чип состоит из клапанов, которые выполнены из сферического сегмента с концентрическим линейным уплотнением и гибкой мембраной. Микроканалы оканчиваются в центр клапана и на периметре сферического сегмента. Гибкая мембрана имеет возможность перемещения за счет исполнительного механизма и может закрываться и открываться.
Управление отдельными мембранными клапанами может осуществляться различными способами. Здесь, среди прочего, можно упомянуть пневматические управляющие каналы, а также для управления флюидными каналами могут использоваться активизированные оптически, термически, гидравлически, электромагнитно или магнитно переключатели.
Возможность создавать перистальтическое движение, при котором сначала флюид нагнетается через впуск в открытые впускные клапаны и открытую насосную камеру. Таким образом, в результате следующего за этим закрытия впускного клапана захватывается точный объем флюида внутри насосной камеры. Так, посредством открытия выпускного клапана и закрытия насосной камеры может перекачиваться объем насосной камеры в направлении выпуска канала (фиг.1-3). При этом перекаченный объем в значительной степени определяется точностью насосной камеры, которая генерируется из структуры полимерного тела и перекрытия мембранной пленкой. За счет этой техники через впуск и насосную камеру могут управляться также флюидные каналы (изображение 11).
Описанное изобретение в значительной степени повышает точность клапанного перекрытия; прежде всего оно уменьшает варьирование (изменение) величины заключенного посредством клапанного лотка и покрывной пленки объема и, тем самым, увеличивает точность дозирующего процесса. Механистическим основанием для этого является то, что сварка пронизывающим лазером обеспечивает точную геометрию сварной кромки или сварного шва. Это достигается посредством строго локально ограниченного ввода энергии и, тем самым, размягчение субстрата лишь в точно заданных местах, соответственно, вдоль точно заданных швов. Вследствие этого почти полностью уменьшается нежелательная существенная теплопередача за пределы заданной области, в частности ввод энергии в насос/клапанный лоток.
Полимерное тело (m2p-labs Gmbh, Baesweiler, MTP-MF32-BON 1 из Topas®) фиксируется, как описано, на позиционирующем столе, а мембранная пленка (Topas® ELASTOMER Е-140, 100 мкм толщиной) натягивается поверх подлежащей свариванию области. Пример для клапанного контура перед свариванием можно видеть на фиг.12. Посредством CAD-программы (например, Autodesk AutoCAD) разрабатывается соответствующий сварной контур (например, сварной контур фиг.13). Затем этот сварной контур может загружаться в программу сваривания. Также могут настраиваться скорость перемещения к отдельным точкам, мощность луча и позиция для активации и деактивации лазера. Затем подлежащее свариванию тело посредством цилиндра (Festo AND-100-60-A-P-A) с давлением от 0,1 до 5 бар, предпочтительно 0,75 бар прижимается к стеклянной плите. Слишком высокое давление ведет к тому, что мембранная пленка деформируется и вдавливается в клапаны. Слишком низкое давление замедляет поток материала внутри сварного шва и таким образом уменьшает прочность сварного шва. Считыванием датчиков усилия (МЕ-Messtechnik КМ26) гарантируется, что распределение энергии является равномерным, или должно заново юстироваться установочными винтами. Неравномерное распределение энергии ведет к неравномерной фокусировке лазера.
Для сваривания может использоваться тулиевый волоконный лазер фирмы «IPG Laser» с длиной волны 1940 нм. Эта длина волн является подходящей, поскольку использованный полимер (СОС, циклоолефиновый сополимер; сополимер из норборнена и этилена) является поглощающим в этом диапазоне длин волн. Соответствующая оптика с фокусным расстоянием в 20 мм фокусирует лазерный луч. Для процесса сварки в зависимости от скорости подачи требуется мощность лазера от 2 до 50 Вт; предпочтительно 5-25 Вт при скорости подачи лазера от 10 мм/мин до 2000 мм/мин и особенно предпочтительно 8 Вт при скорости подачи в 200 мм/мин. Требуемая приемлемая мощность лазера позволяет выбор между большим количеством лазеров, как например тулиевый волоконный лазер фирмы Keopsys (SW_Laser CTFL-TERA) или IPG лазер (TLM-200 Thulium CW Fiber Laser Module).
Описанный здесь способ может использоваться не только для СОС (Topas®) но и для других полимеров, которые поглощают в инфракрасной области. Примерами являются полистирол, полиметилметакрилат, поликарбонат, полиэтилен и т.п.
Источник излучения может перемещаться посредством осевой системы (например, Bosch Rexroth Linearsysteme) в х-, у- и z-направлении по сварочной области, чтобы объезжать отдельные клапанные, канальные и насосные контуры со скоростью, например, 200 мм/мин при мощности лазера примерно 8 Вт. При этом лазерный луч активируется только на намеченных контурах, вследствие чего предотвращается нежелательный ввод энергии. Источник излучения позиционируется при фокусном расстоянии в 20 мм на высоте примерно 17 мм относительно поверхности полимерного тела. Посредством изменения фокусного расстояния должна подгоняться эта высота. Чтобы не расплавить каналы за счет повышенного локального ввода энергии, сварочный контур должен генерироваться на точном расстоянии до канала примерно в 0,3 мм. Фиг.14 показывает клапанный контур со сварочным швом.
Гибкая мембрана размягчается только в местах, которые пронизываются лазерным лучом и в результате термического сплавления соединяются с основным телом. В результате высокой скорости передвижения источника излучения предотвращается расплавление клапанных или канальных контуров и задается сварной шов. Вариация мощности луча может оказывать дальнейшее влияние на этот шов. Таким образом, в результате достаточной точности осевой системы может достигаться высокая точность клапанного контура. Это отражается непосредственно на точности процесса дозирования.
Перед измерением точности потока микрофлюидный чип в качестве основания 48-скважинной плиты с микротитрами склеивается воздухо- и жидкостнононепроницаемо. Плита с микротитрами устанавливается на орбитальный шейкер, который перемешивает жидкости внутри плиты с микротитрами со скоростью до 1500 об/мин (оборотов в минуту). Прозрачность полимерного основания, соответственно, микрофлюидного чипа позволяет выполнять в каждой отдельной реакционной камере оптические измерения на находящейся в ней жидкости. Таким образом могут детектироваться, например, флуоресцентные сигналы от зеленого флуоресцентного протеина, флуоресцеина или рибофлавина. Такая измерительная схема реализована в BioLector Pro фирмы m2p-labs Gmbh, Baesweiler, Германия.
Для измерения скорости потока, через канальный вход описанного в ЕР 3055065 микрофлюидного чипа заливалась смесь из 50 мМ водного буферного раствора (К2НРО4) с 70 мкМ флуоресцеина. Таким образом, посредством световода и соответствующего оптического фильтра с длиной волны возбуждения 436 нм и длиной волны детектирования 540 нм и оценочной электроники BioLector Pro фирмы m2p-labs могут обнаруживаться даже малейшие изменения флуоресценции в реакционных камерах над микрофлюидной плитой. Содержащий флуоресцеин буферный раствор посредством описанного исполнительного механизма процесса перекачки транспортируется от канального входа в резервуарной скважине к канальному выходу в реакционной камере. В реакционной камере помещаются 800 мкл буферного раствора, состоящего из 50 мМ К2НРО4. BioLector Pro имеет 16 резервуарных скважин и 32 реакционные камеры. Из каждой резервуарной скважины раствор может транспортироваться через основание микрофлюидной плиты в соответственно четыре реакционные камеры. Если во все резервуарные скважины заливают один и тот же содержащий флуоресцеин буферный раствор и все находящиеся в микрофлюидном чипе насосы и клапаны настроены одинаковым образом, то во все 32 реакционные камеры одинаковым образом нагнетается флуоресцентный раствор. Тем самым эта схема позволяет проверять, все ли насосы и клапаны, которые нагнетают (перекачивают) флуоресцентный раствор из резервуарных скважин в реакционные сосуды, осуществляют это нагнетания одинаково и равномерно. Это позволяет получать количественную оценку за счет того, что интенсивность флуоресценции флуоресцеина, который перекачивается из резервуарных скважин в реакционные камеры, измеряется через регулярные промежутки во всех реакционных камерах и изменение флуоресценции определяется по времени. Также это измерение может осуществляться в BioLector Pro полностью автоматически. С пневматическим давлением в 0,5 бар жидкость нагнетается в микрофлюидный канал через впускные клапаны и насосную камеру до выпускных клапанов. Впускные клапаны закрываются давлением 2 бара. Открытие выпускных клапанов позволяет поступление флуоресцентного раствора в соответственно согласованную реакционную камеру. Посредством закрытия насосной камеры давлением 2,5 бар жидкость нагнетается в соответствующую реакционную камеру. После этого также пневматически закрывается выпускной клапан давлением 1,5 бар. Этот процесс перекачки повторяется постоянно во всех 32 реакционных камерах, так что возникает поток в 5 мкл/ч на одну реакционную камеру.
За время примерно 20ч записывается/принимается изменение флуоресцентного сигнала всех 32 реакционных камер плиты с микротитрами. После завершения измерения определяются среднее значение изменения флуоресцентного сигнала всех 32 измеренных значений и соответствующее ему стандартное отклонение, а также относительное стандартное отклонение. Если все микрофлюидные насосы в чипе были настроены одинаковым образом, то во всех 32 реакционных камерах ожидают идентичной скорости потока и соответственно стандартное отклонение равно нулю. Более высокие стандартные отклонения являются индикатором для различий между насосами или их настройкой, которые влекут за собой вариации скорости потока.
Эксперимент проводился неоднократно как с микрофлюидными чипами, у которых мембранная пленка нанесена посредством термического сплавления, так и с микрофлюидными чипами, у которых мембранная пленка соединялась лазерным свариванием с полимерным основным телом. Результаты показывают для микрофлюидных чипов, которые были изготовлены посредством лазерного сваривания, по сравнению с микрофлюидными чипами, которые были изготовлены посредством соединения термическим сплавлением, отчетливое повышение точности процесса перекачки, соответственно, отчетливое уменьшение стандартного отклонения крутизны флуоресцентного сигнала. Относительное стандартное отклонение изменения флуоресцентного сигнала за указанное время в случае изготовленных посредством термически сплавленного соединения чипов составило в среднем 12%; у сваренных лазером чипов оно составляло в среднем менее 7%.
Вышеупомянутые, а также заявленные и описанные в примерах осуществления, подлежащие использованию согласно изобретению конструктивные части не починяются каким-либо особенным исключительным условиям в отношении своего размера, формы, оформления, выборе материала и технических концепций, так что могут без ограничений использоваться известные в данной области применения критерии выбора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МИКРОФЛЮИДНЫЙ ЧИП ДЛЯ КУЛЬТИВИРОВАНИЯ КЛЕТОК ИЛИ КЛЕТОЧНОЙ МОДЕЛИ | 2016 |
|
RU2612904C1 |
| Устройство детектирования | 2015 |
|
RU2720580C2 |
| МИКРОНАСОС ИЛИ НОРМАЛЬНО ЗАКРЫТЫЙ МИКРОКЛАПАН | 2012 |
|
RU2588905C2 |
| ДЕМПФИРУЮЩИЙ ЭЛЕМЕНТ МИКРОФЛЮИДНОГО ЧИПА И МИКРОФЛЮИДНЫЙ ЧИП | 2016 |
|
RU2648444C1 |
| МИКРОФЛЮИДНОЕ УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ВЛИЯНИЯ ХИМИЧЕСКИХ ВЕЩЕСТВ НА КЛЕТКИ МЛЕКОПИТАЮЩИХ | 2016 |
|
RU2672581C2 |
| Бесклапанный мембранный микрофлюидный насос | 2022 |
|
RU2782876C1 |
| МИКРОФЛЮИДНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ РАЗДЕЛЕНИЯ, ОЧИСТКИ И КОНЦЕНТРАЦИИ КОМПОНЕНТОВ ТЕКУЧИХ СРЕД | 2019 |
|
RU2758909C1 |
| СМЕННЫЙ МИКРОФЛЮИДНЫЙ МОДУЛЬ ДЛЯ АВТОМАТИЗИРОВАННОГО ВЫДЕЛЕНИЯ И ОЧИСТКИ НУКЛЕИНОВЫХ КИСЛОТ ИЗ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ И СПОСОБ ВЫДЕЛЕНИЯ И ОЧИСТКИ НУКЛЕИНОВЫХ КИСЛОТ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2008 |
|
RU2380418C1 |
| МИКРОФЛЮИДНЫЙ ЧИП ДЛЯ КУЛЬТИВИРОВАНИЯ И/ИЛИ ИССЛЕДОВАНИЯ КЛЕТОК И ЗАГОТОВКА МИКРОФЛЮИДНОГО ЧИПА | 2018 |
|
RU2675998C1 |
| АНТИАРИДНОЕ ЗДАНИЕ | 2009 |
|
RU2424404C1 |
Изобретение касается способа увеличения дозирующей точности микрофлюидных насосов или клапанов. Способ увеличения дозирующей точности микрофлюидных насосов (1, 2, 3) или клапанов, которые имеют гибкую мембрану (4) и клапанное тело (8) с поверхностью клапанного тела и с по меньшей мере одним клапанным лотком (5, 6, 7), заключается в том, что мембрану (4) закрепляют на теле (8), чтобы перекрыть по меньшей мере один лоток (5, 6, 7). Обращенную к по меньшей мере одному лотку (5, 6, 7) поверхность мембраны (4) нагревают лазерным лучом и поверхность тела (8) гидрофилизируют перед прикреплением тела (8) к мембране (4), чтобы уменьшить адгезию между телом (8) и мембраной (4). Изобретение направлено на увеличения дозирующей точности микрофлюидных насосов или клапанов. 18 з.п. ф-лы, 14 ил.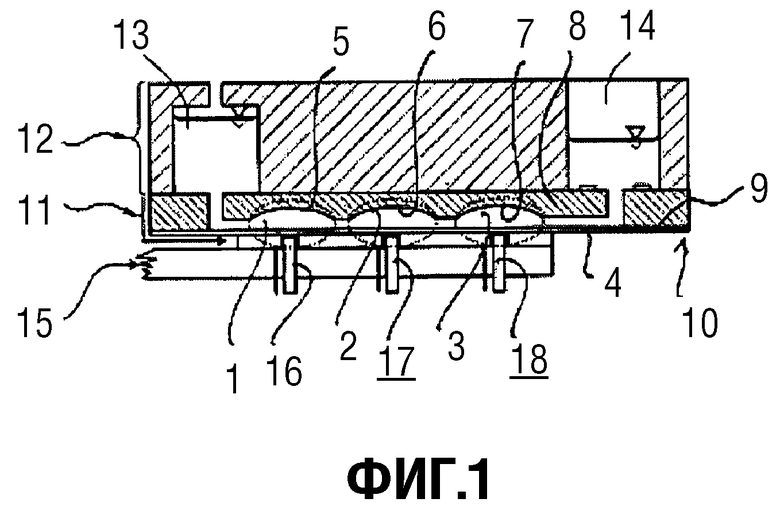
1. Способ увеличения дозирующей точности микрофлюидных насосов или клапанов, которые имеют гибкую мембрану и клапанное тело с поверхностью клапанного тела и с по меньшей мере одним клапанным лотком, причем гибкую мембрану закрепляют на клапанном теле, чтобы перекрыть упомянутый по меньшей мере один клапанный лоток, отличающийся тем, что обращенную к упомянутому по меньшей мере одному клапанному лотку поверхность мембраны нагревают лазерным лучом и поверхность клапанного тела гидрофилизируют перед прикреплением клапанного тела к мембране, чтобы уменьшить адгезию между клапанным телом и мембраной.
2. Способ по п.1, отличающийся тем, что мембрану сваривают с клапанным телом посредством лазерного луча.
3. Способ по п.1, отличающийся тем, что мембрана или клапанное тело снабжены имеющим возможность термоактивации клеящим веществом.
4. Способ по п.1, отличающийся тем, что лазерный луч используют для закрепления мембраны на клапанном теле в виде шва вдоль края упомянутого по меньшей мере одного клапанного лотка.
5. Способ по п.1, отличающийся тем, что обращенную к упомянутому по меньшей мере одному клапанному лотку поверхность мембраны нагревают попадающим на мембрану излучением.
6. Способ по п.5, отличающийся тем, что излучение попадает на указанную поверхность мембраны через мембрану.
7. Способ по п.5, отличающийся тем, что излучение попадает на указанную поверхность мембраны через клапанное тело.
8. Способ по п.1, отличающийся тем, что поверхность клапанного тела полируют перед прикреплением клапанного тела к мембране.
9. Способ по п.1, отличающийся тем, что поверхность клапанного тела обрабатывают плазменным травлением перед прикреплением клапанного тела к мембране.
10. Способ по п.1, отличающийся тем, что поверхность клапанного тела подвергают травлению ионным лучом перед прикреплением клапанного тела к мембране.
11. Способ по п.1, отличающийся тем, что поверхность клапанного тела сглаживают посредством химической модификации перед прикреплением клапанного тела к мембране.
12. Способ по п.1, отличающийся тем, что поверхность клапанного тела перед прикреплением клапанного тела к мембране вокруг упомянутого по меньшей мере клапанного лотка имеет среднеарифметическое отклонение профиля ниже 100 нм.
13. Способ по п.1, отличающийся тем, что насос служит для перекачки жидкостей со скоростью потока между 0,01 мкл/ч и 1 мл/ч.
14. Способ по п.1, отличающийся тем, что насос работает для перекачки жидкостей с перекачиваемым объемом за ход поршня насоса между 5 нл/ход и 1 мкл/ход.
15. Способ по п.1, отличающийся тем, что неточность направления лазерного луча в х-у-направлении составляет более 0,05 мкм и меньше 1 мм.
16. Способ по п.1, отличающийся тем, что для мембраны и упомянутого по меньшей мере одного клапанного лотка используют различные полимеры с различными диапазонами пропускания, которые сваривают УФ-лазером, видимыми лазерными лучами или ИК-лазером.
17. Способ по п.1, отличающийся тем, что диапазон длин волн лазерного луча лежит между 0,1 и 1000 мкм.
18. Способ по п.1, отличающийся тем, что мощность лазерного луча лежит между 0,01 и 1000 Вт.
19. Способ по п.1, отличающийся тем, что клапанное тело прикрепляют к мембране на линии, ширина которой лежит от 20 мкм до 3 мм.
| Устройство для проведения инструментального индентирования с возможностью экспериментального наблюдения области контакта индентора с поверхностью образца в реальном времени | 2022 |
|
RU2796200C1 |
| US 6967101 B1, 22.11.2005 | |||
| US 2009041624 A1, 12.02.2009 | |||
| US 5876187 A, 02.03.1999 | |||
| US 6106685 A, 22.08.2000 | |||
| US 2012021529 А1, 26.01.2021 | |||
| US 2012184046 A1, 19.07.2012 | |||
| US 2016158750 A1, 09.06.2016 | |||
| US 2006153741 A1, 13.07.2006 | |||
| US 2014216647 A1, 07.08.2014 | |||
| US 2015107752 A1, 23.04.2015. | |||

