Настоящее изобретение относится к устройству для хранения сыпучего материала, в частности древесной стружки, содержащему бункер для приема сыпучего материала и транспортирующее устройство для транспортировки сыпучего материала, причем транспортирующее устройство расположено в бункере.
Изобретение далее относится к устройству для хранения сыпучего материала, содержащему бункер для приема сыпучего материала, транспортирующее устройство для транспортировки сыпучего материала, смещающее устройство для смещения транспортирующего устройства и управляющее средство для управления транспортирующим устройством и смещающим устройством, и по меньшей мере один датчик, поддерживающий связь с управляющим средством.
Изобретение далее относится к способу управления равномерным заполнением бункера устройства для хранения, в котором устройство для хранения содержит бункер для приема сыпучего материала, транспортирующее устройство для транспортировки сыпучего материала, выполненное с возможностью смещения смещающим устройством, и реверсивный привод для транспортировки сыпучего материала в первом направлении и во втором, противоположном направлении, при этом способ содержит этапы, на которых подают сыпучий материал в бункер и определяют высоту уровня заполнения сыпучего материала в бункере посредством по меньшей мере одного из датчиков.
Устройство для хранения, описанное во вводной части настоящего описания, применяется, например, в производстве древесно-стружечных плит. В этом случае используются бункеры для так называемой сухой и сырой стружки, в частности для производства ориентированно-стружечных плит (ОСП). Они служат, с одной стороны, для создания промежуточного буфера для поддержания производства при смене ножей в расположенном перед ними стружечном станке и, с другой стороны, для генерирования постоянного потока продукта для дальнейшей обработки. Это обусловлено прерывистым режимом работы стружечного станка.
Обычно такое устройство для хранения оснащают цепным скребковым транспортером. Недостатком такого решения является то, что цепной скребковый транспортер требует больших объемов работ по обслуживанию. Во время эксплуатации скребки могут отрываться от цепи и попадать в бункер и в последующий производственный процесс. Здесь оторвавшиеся скребки приводят к существенным повреждениям, что приводит к остановке производственной линии. Кроме того, транспортируемая стружка подвергается механическим напряжениям и повреждается цепным скребковым транспортером. При производстве ОСП требуется крупная и длинная стружка, чтобы получить требуемую жесткость при изгибе. Другой недостаток заключается в том, что такая система потребляет много энергии, поскольку скребки должны соскабливать весь транспортируемый материал.
Кроме того, равномерное заполнение бункера сыпучим материалом является отдельной проблемой. Если положения выгрузки сыпучего материала установлены стационарно, то в зависимости от типа этого сыпучего материала, он высыпается в индивидуальные конкретные кучи. Характерные углы кучи сыпучего материала не позволяют добиться состояния максимального заполнения. Состояние полного заполнения бункера также зависит от типа сыпучего материала и от равномерности распределения подаваемого транспортером потока сыпучего материала, что относится и к размеру, и к форме отдельных частиц, а также к количеству в единицу времени потока, создаваемого транспортером. Таким образом, возникает проблема правильного расположения сыпучего материала в бункере, в частности, это относится к сыпучему материалу с нерегулярным распределением размеров частиц и к смесям сыпучих материалов, имеющих разные распределения плотности индивидуальных компонентов.
Соответственно, имеется потребность в решении, устраняющем эти недостатки. Поэтому целью настоящего изобретения является создание устройства для хранения, в котором вышеописанные проблемы устранены по меньшей мере частично и которое, в частности, допускает равномерное и тщательное распределение сыпучего материала предпочтительно с низким потреблением энергии.
Согласно первому аспекту настоящего изобретения, в устройстве для хранения, описанном во вводной части настоящего описания, эта цель достигается за счет того, что транспортирующее устройство является ленточным транспортером для транспортировки сыпучего материала. Ленточные транспортеры пригодны для бережной транспортировки сыпучего материала на тканой ленте. Благодаря применению резиноподобного материала ленты транспортера между сыпучим материалом и лентой транспортера возникает достаточное статическое трение для его транспортировки в направлении транспортера. Следовательно, имеется возможность избавится от захватывающих и подобных элементов, которые могут создать значительную механическую нагрузку на транспортируемый сыпучий материал так, что он будет поврежден. Кроме того, малая потребность в техническом обслуживании и относительно низкое энергопотребление ленточного транспортера дают дополнительные преимущества. Состоящая из одной детали конфигурация бесконечной ленты транспортера снижает вероятность накопления или захвата мелких и очень мелких частиц, присутствующих в очень пыльной атмосфере.
В первом предпочтительном варианте изобретение, описанное во вводной части настоящего описания, отличается тем, что бункер имеет вход, расположенный в его верхней части, а ленточный транспортер расположен по меньшей мере частично под входом бункера. Ленточный транспортер, расположенный в бункере, дает преимущество, согласно которому внутреннее пространство бункера можно заполнять с высокой степенью заполнения. Кроме того, можно размещать индивидуальные положения выгрузки независимо от положения входа.
В предпочтительном варианте предлагается оснащать устройство для хранения устройством питающего транспортера, расположенным вне бункера для подачи сыпучего материала на ленточный транспортер через вход бункера. Устройство питающего транспортера легко позволяет управлять количеством сыпучего материала, подаваемого через вход бункера. Поток текучего материала, подаваемого в бункер, можно регулировать по мере необходимости, изменяя скорость ленты транспортера. Кроме того, ширину потока сыпучего материала также можно регулировать, изменяя ширину питающего транспортера, что косвенно влияет также на степень равномерности заполнения.
Особенно предпочтительно, ленточный транспортер выполнен с возможностью смещения в бункере с помощью смещающего устройства. Смещающее устройство позволяет задавать почти любое положение выгрузки сыпучего материала. Такой вариант позволяет равномерно, полностью и с точным позиционированием заполнять бункер сыпучим материалом. Предпочтительно смещающее устройство имеет привод и рельсы, на которых с возможностью перемещения установлен ленточный транспортер. Чтобы снизить вероятность отказов желательно создать жесткую механическую линейную направляющую систему.
В другом предпочтительном варианте ленточный транспортер имеет реверсивный привод для транспортировки сыпучего материала в первом направлении и во втором, противоположном направлении. Соответственно, имеется возможность, особенно в комбинации со смещающим устройством ленточного транспортера, создавать столько положений выгрузки, сколько требуется для сыпучего материала для хорошего распределения и полного заполнения бункера. Особым преимуществом реверсирования направления вращения является возможность занятия любого положения на всей длине бункера. Кроме того, система может реагировать быстро и гибко.
Другой предпочтительный вариант отличается наличием разомкнутой системы управления для управления компонентами устройства для хранения, которое соединено с возможностью передачи сигналов с ленточным транспортером, смещающим устройством и по меньшей мере одним датчиком. Такая разомкнутая система управления позволяет заполнять бункер сыпучим материалом так, как это необходимо. На основе различных параметров управления, таких, например, как положение ленточного транспортера, скорость или направление движения ленты транспортера или состояние заполненности бункера, заполнение бункера сыпучим материалом функционально регулируется и частично или полностью в автоматическом режиме, когда по меньшей мере один датчик или предпочтительно множество датчиков выдают информацию о состоянии заполненности в одном или более положении. Вместо разомкнутого средства управления можно применять замкнутую систему управления для управления с обратной связью состоянием заполнения бункера. Управление с обратной связью позволяет непрерывно измерять состояние заполнения с помощью датчиков и, на основании этого непрерывно влиять на состояние заполнения с помощью замкнутого контура управления. Далее предпочтительно определять положение ленточного транспортера с помощью по меньшей мере одного датчика движения, расположенного вдоль горизонтальной оси внутри бункера, и менять с помощью замкнутой системы управления.
Согласно второму аспекту изобретения в бункере расположен второй ленточный транспортер. В частности, в случае бункеров большого размера полезно использовать множество ленточных транспортеров для распределения сыпучего материала внутри бункера для того, чтобы, с одной стороны, положительно влиять на временную компоненту, а с другой стороны, повысить степень равномерности заполнения. Особенно предпочтительно, когда первый и второй ленточные транспортеры расположены рядом друг с другом или последовательно и выполнены с возможностью смещения по существу вдоль горизонтальной оси. Последовательное расположение двух ленточных транспортеров дает преимущество, в частности, в длинных бункерах, а расположение ленточных транспортеров рядом друг с другом дает преимущество в особенно широких бункерах. Желательно сыпучий материал подается на эти два ленточных транспортера питающим транспортером поочередно или одновременно.
Устройство для хранения по преимущественному варианту настоящего изобретения содержит по меньшей мере один датчик для определения локального состояния заполнения, расположенный внутри бункера. Применение датчика позволяет осуществлять непрерывный мониторинг различных релевантных параметров, например, высоту уровня заполнения, заполненный объем или равномерность заполнения сыпучим материалом, чтобы обеспечить оптимальное заполнение бункера сыпучим материалом.
Далее предпочтительно, чтобы по меньшей мере один из датчиков был прикреплен к ленточному транспортеру и/или смещающему устройству для определения высоты уровня заполнения относительно положения ленточного транспортера. Размещение на смещающем устройстве позволяет выполнять мониторинг на всей длине бункера с помощью минимального количества датчиков. Особенно предпочтительно крепить первый датчик на одном конце ленточного транспортера, а второй датчик - на втором конце ленточного транспортера для измерения высоты уровня заполнения в первом положении выгрузки и во втором положении выгрузки сыпучего материала с ленточного транспортера. Такое положение крепления датчика позволяет осуществлять мониторинг в том положении, в котором происходят события, то есть, в положении выгрузки. В соответствии с этим подтвержденная величина, полученная датчиком, может передаваться как непосредственная обратная связь на систему управления, которая может управлять параметрами ленточного транспортера, в частности положением смещения, направлением вращения и скоростью транспортера в соответствии с конкретными обстоятельствами.
Далее, предпочтительно, чтобы по меньшей мере один из датчиков был прикреплен к стенке бункера. Положение извлечения находится, как правило, в передней части бункера, поэтому целесообразно заполнять бункер от передней части к задней части. Установка датчика на стенке бункера, в частности, на задней стенке бункера, дает информацию о заполненности бункера.
Предпочтительно, по меньшей мере один из датчиков является радиолокационным датчиком. Конкретным преимуществом радиолокационных датчиков является возможность обнаружения объектов, в данном случае кучи сыпучего материала, на больших расстояниях, надежно и независимо от мешающих объектов. Кроме того, генерируется стабильный измерительный сигнал, который даже в пыльной атмосфере или в случае загрязнения крышки датчика, допускает быстрые измерения и уменьшает время реакции для изменений положения.
Кроме того, что касается желаемой степени заполнения бункера, который должен быть заполнен как можно полнее, предпочтительно, чтобы ленточный транспортер имел ленту, ширина которой составляет по меньшей мере 50% ширины бункера, предпочтительно, более 75% ширины бункера и особенно предпочтительно, более 85% ширины бункера. Для создания как можно более равномерного транспортируемого потока желательно, чтобы он имел размеры, соответствующие размеру бункера. Кроме того, широкая лента транспортера может принимать большее количество транспортируемого сыпучего материала, благодаря чему бункер можно заполнить быстрее.
Согласно второму аспекту, цель изобретения достигается с помощью устройства для хранения, описанного в вводной части описания, отличающегося тем, что транспортирующее устройство, смещающее устройство, управляющее средство и датчик взаимодействуют так, чтобы сыпучий материал распределялся внутри бункера транспортирующим устройством, датчик определял высоту уровня заполнения бункера сыпучим материалом и создавал соответствующий сигнал, а управляющее средство управляло положением и направлением движения транспортирующего устройства в соответствии с обнаруженным сигналом датчика. Разомкнутая система управления подходит для определения состояния заполнения бункера по сигналам от различных датчиков. Комбинация управляющего средства, которая передает текущее состояние заполнения внутреннего пространства бункера на транспортирующее устройство является особенно полезной для равномерного и полного заполнения бункера. Равномерное заполнение требуется для максимально полного заполнения бункера, чтобы оптимально использовать внутреннее пространство бункера. Другой причиной является сбалансированное распределение стружки разных размеров в бункере. При извлечении стружки из бункера, стружку размещают на так называемой формующей ленте при производстве ДСП в последующем процессе, в соответствии с последовательностью, в которой они извлекаются из бункера. Поэтому важно генерировать равномерное распределение стружки по размеру, чтобы получить механические свойства, равномерно распределенные по всему изделию в готовой ДСП.
Преимущества и усовершенствования второго аспекта изобретения описаны ниже.
Согласно еще одному аспекту изобретения вышеуказанная цель достигается с помощью способа управления равномерным заполнением бункера устройства для хранения, относящегося к типу, описанному в вводной части описания, при э том способ отличается тем, что содержит этапы, на которых активируют смещающее устройство транспортирующего устройства для перемещения транспортирующего устройства в первое положение для задания положения выгрузки сыпучего материала и/или активируют реверсивный привод ленты транспортера транспортирующего устройства в первом направлении движения для задания положения выгрузки сыпучего материала.
Далее, предпочтительно, чтобы этап определения высоты уровня заполнения бункера сыпучим материалом с помощью по меньшей мере одного датчика предшествовал этапу подачи сыпучего материала в бункер и/или этапам, связанным с подачей сыпучего материала в бункер, и определяют высоту уровня заполнения бункера сыпучим материалом с помощью по меньшей мере одного датчика, при этом способ отличается тем, что операции активации смещающего устройства транспортирующего устройства для перемещения транспортирующего устройства в первое положение для задания положения выгрузки сыпучего материала и/или активации реверсивного привода транспортирующей ленты транспортирующего устройства в первом направлении движения для задания положения выгрузки сыпучего материала могут повторяться столько раз, сколько это необходимо. Это является преимуществом для обеспечения возможности определения состояния заполнения системы перед началом производства для соответствующего управления транспортируемым потоком сыпучего материала в бункер или из бункера.
Преимущества способа по настоящему изобретению и его вариантам описаны в вышеприведенном описании устройства для хранения по настоящему изобретению
Далее следует описание предпочтительного варианта изобретения со ссылками на чертежи, где:
Фиг. 1 - вид сбоку устройства для хранения.
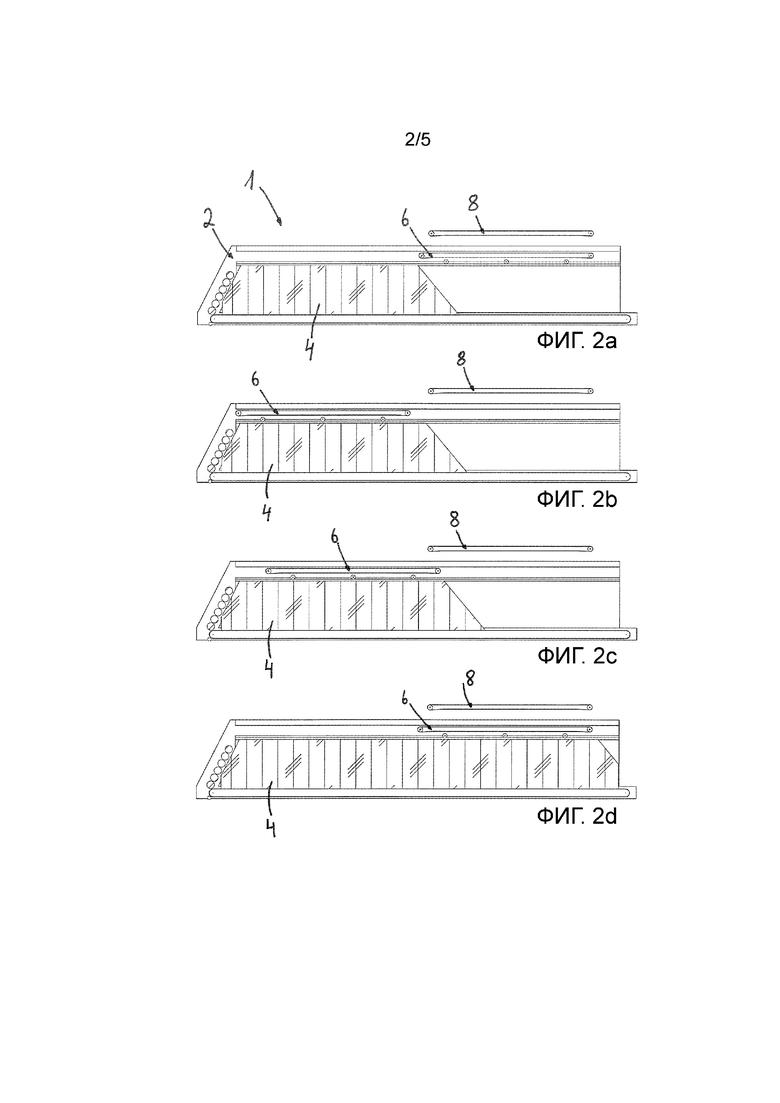
Фиг. 2a-d - виды сбоку устройства для хранения с увеличивающейся степенью заполнения.
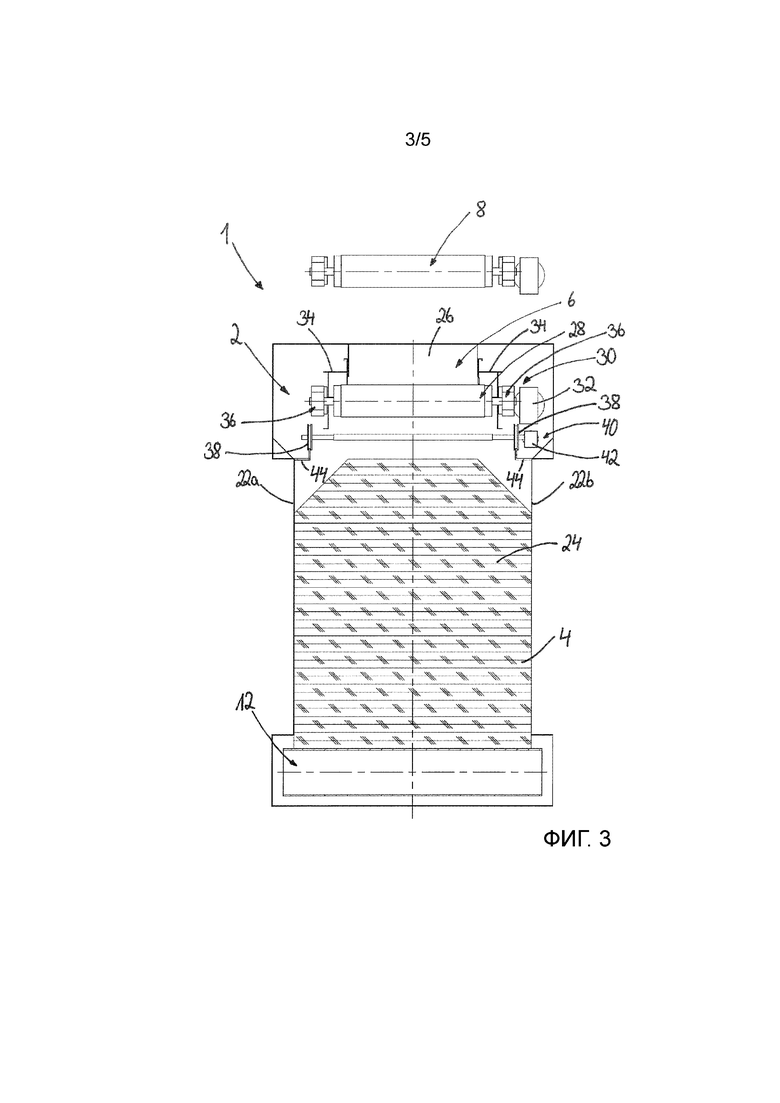
Фиг. 3 - сечение устройства для хранения.
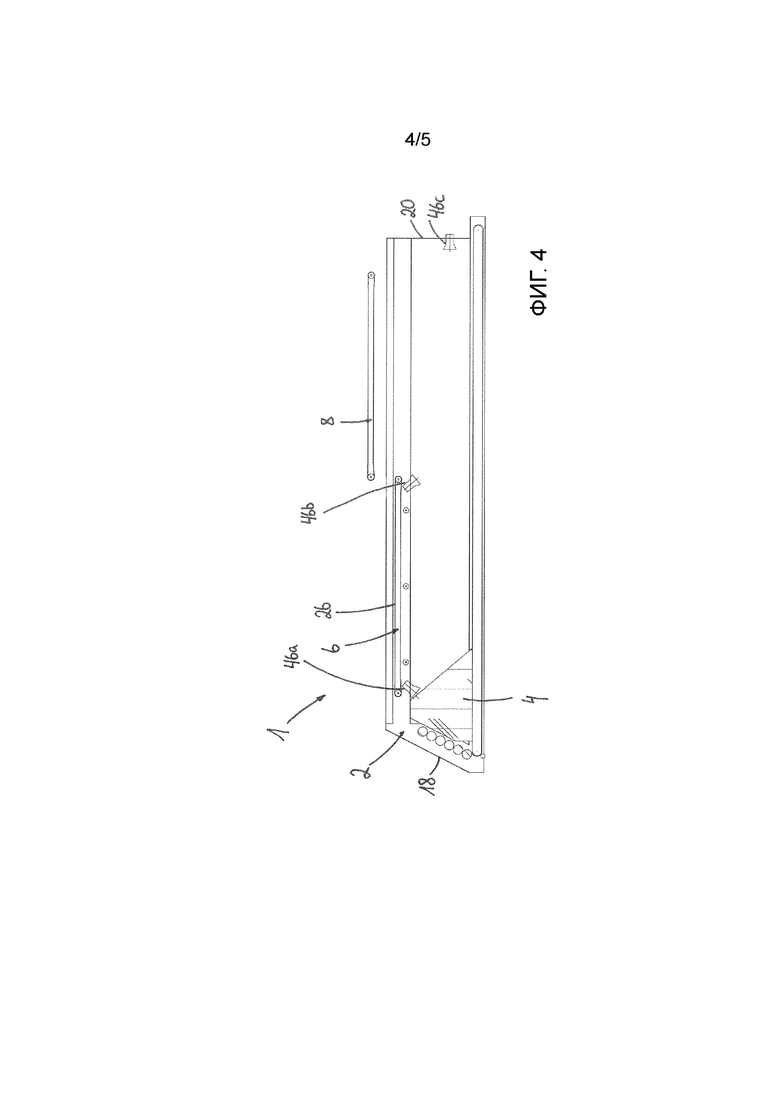
Фиг. 4 - вид сбоку устройства для хранения с датчиками.
Фиг. 5 - вид сверху устройства для хранения с датчиками и разомкнутой системой управления.
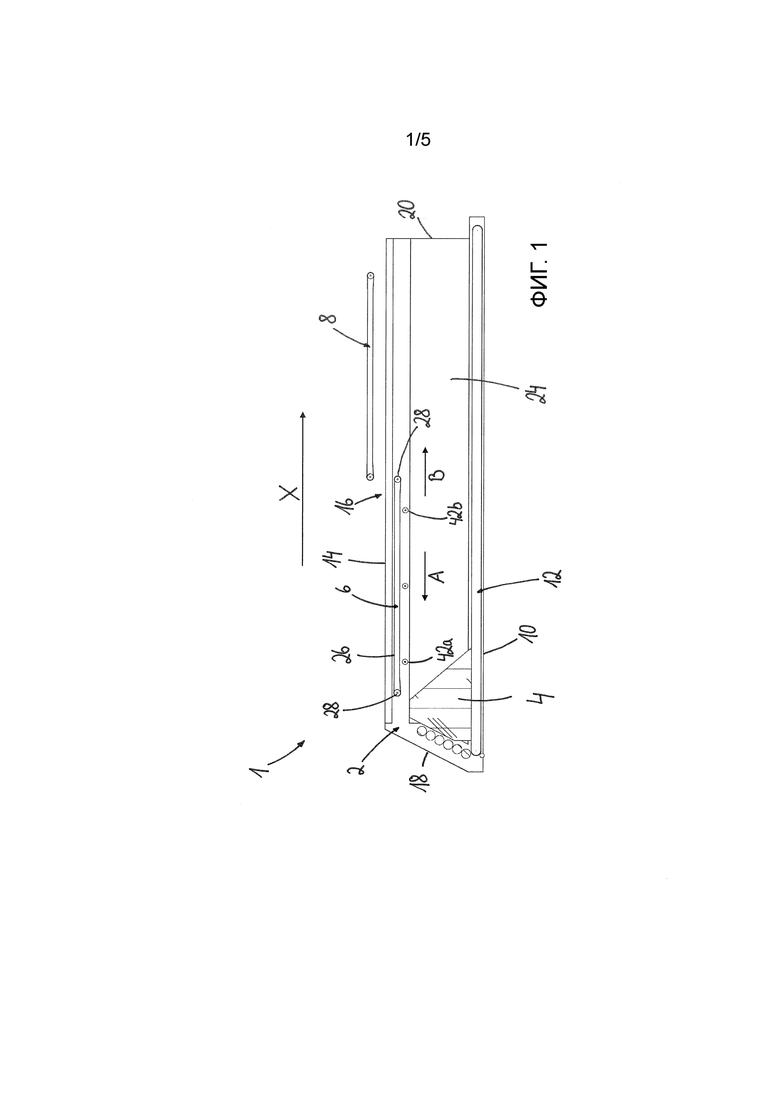
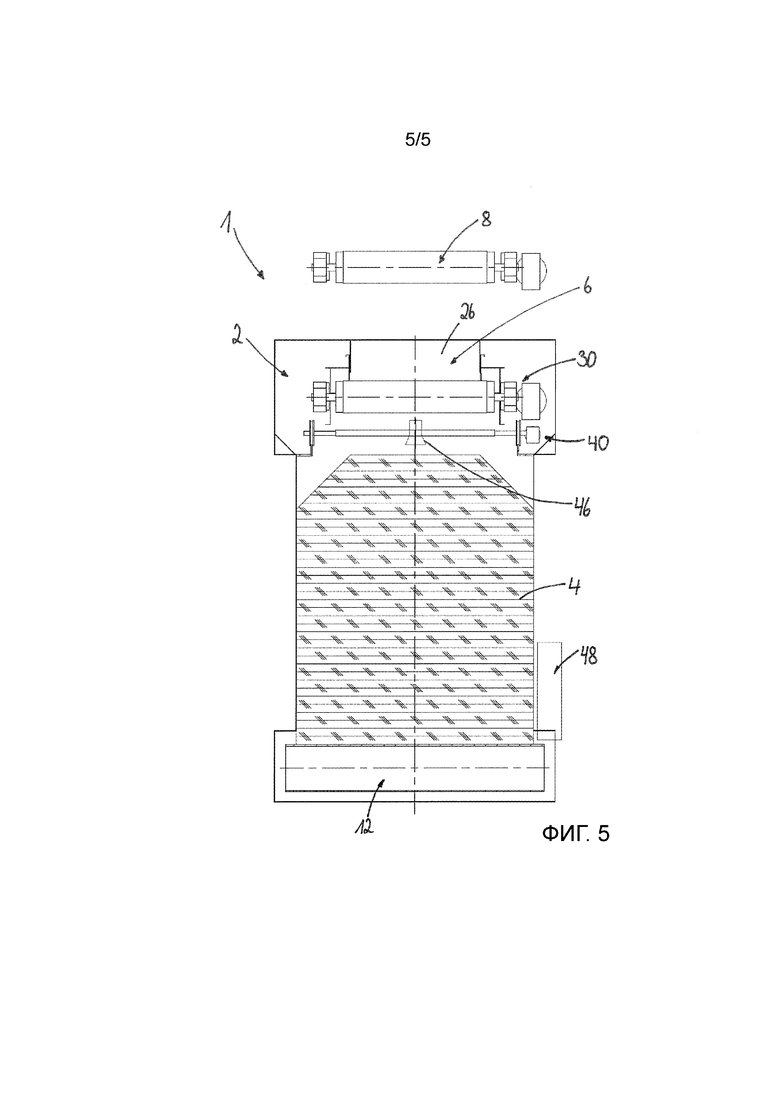
На фиг. 1 приведен вид сбоку устройства 1 для хранения. Устройство 1 для хранения содержит бункер 2 и первое транспортирующее устройство, расположенное в бункере 2 и выполненное с возможностью транспортировать сыпучий материал 4. В соответствии с настоящим изобретением это транспортирующее устройство имеет форму ленточного транспортера 6.
Еще одно, второе транспортирующее устройство расположено снаружи, предпочтительно над бункером 2 и далее именуется питающим транспортирующим устройством 8. Еще одно, третье транспортирующее устройство расположено на полу 10 бункера и в этом предпочтительном варианте имеет форму ленточно-цепного транспортера 12.
Бункер 2 предназначен для приема и хранения сыпучего материала 4 и содержит отверстие, предпочтительно расположенное на крыше 14 бункера и образующее в нем вход 16 для приема сыпучего материала 4. Дополнительно, бункер 2 имеет переднюю стенку 18 и заднюю стенку 20, соединенные друг с другом продольной осью бункера 2 Крыша 14 бункера, передняя и задняя стенки 18, 20, а также пол 10 и две боковые стенки 22 (фиг. 3) определяют внутреннее пространство 24 бункера.
Ленточный транспортер 6 по настоящему изобретению предпочтительно расположен по меньшей мере частично под входом 16 или может смещаться в это положение. Ленточный транспортер 6 имеет транспортирующую ленту 28, в частности, тканую ленту. Лента имеет форму бесконечной транспортирующей ленты и направляется по меньшей мере двумя изменяющими направление вращения роликами 28. Ленточный транспортер 6 выполнен с возможностью принимать сыпучий материал от питающего транспортирующего устройства 8 через вход 16 бункера 2 и транспортировать его и распределять внутри бункера 2.
Ленточный транспортер 6 оснащен реверсивным приводом 30. В настоящем описании термин "реверсивный" используется для обозначения того, что транспортирующая лента 26 может менять направление движения. Это означает, что сыпучий материал 4 может транспортироваться в первом направлении А и во втором, противоположном направлении B.
На фиг. 3 приведено сечение устройства 1 для хранения. в этом варианте настоящего изобретения бесконечная транспортирующая лента приводится в движение приводным барабаном, соединенным с редукторным двигателем 32, за счет фрикционного взаимодействия. Можно использовать конструкцию, в которой двигатель и редуктор расположены внутри приводного барабана, или снаружи приводного барабана. Направление вращения транспортирующей ленты 26 можно определить с помощью датчика направления вращения, соединенного с приводом 30.
Кроме того, ленточный транспортер 6 установлен на смещающей каретке 34, предпочтительно с помощью узла 36 блока опорного подшипника. Смещающая каретка 34 имеет множество роликов 38. Ленточный транспортер 6 соединен со смещающим устройством 40, содержащим смещающую каретку 34. Смещающее устройство 40, имеющее смещающий привод 42, позволяет перемещать ленточный транспортер 6 в бункере 2 по меньшей мере по одному рельсу 44. Предпочтительно, смещающее устройство 40 имеет два рельс (44а, 44b), проходящие вдоль горизонтальной оси X бункера 2. Эти рельсы (44а, 44b) предпочтительно разнесены друг от друга в ортогональном направлении относительно оси X так, что первый рельс 44а расположен рядом с первой боковой стенкой 22а, а второй рельс 44b расположен рядом со второй боковой стенкой 22b. Смещающее устройство 40 предпочтительно имеет два смещающих привода 42a и 42b, при этом первый смещающий привод 42a расположен рядом с первым концом ленточного транспортера 6, а второй смещающий привод 42b расположен рядом со вторым концом ленточного транспортера 6. Рельсы (44a, 44b) образуют направляющие для роликов 38 смещающей каретки 34. В этом случае два ролика 38, расположенные напротив друг друга в ортогональном направлении относительно горизонтальной оси X, образуют пару роликов, соединенных друг с другом валом. Движение смещения направлено предпочтительно и, по существу, вдоль горизонтальной оси X по всей длине бункера 2. Желательно, ленточный транспортер 6 расположен в верхней части бункера 2 для достижения максимальной высоты заполнения в бункере 2. Согласно настоящему изобретению горизонтальная ось X проходит по существу параллельно продольной оси бункера 2. В этом случае ленточный транспортер 6 установлен с возможностью перемещения в двух направлениях (А, В) по рельсам 44. Другими словами, ленточный транспортер 6 выполнен с возможностью смещения от передней стенки 18 бункера, по существу, по всей длине бункера 2 до задней стенки 20 бункера. Однако в варианте настоящего изобретения ленточный транспортер 6 выполнен с возможностью смещения в направлении, поперечном бункеру 2 и/или вдоль высоты бункера. Положение ленточного транспортера 6 в бункере можно определить с помощью датчиков перемещения, соединенных с ленточным транспортером 6.
Вдоль ос Х можно задать столько положений выгрузки сыпучего материала с ленточного транспортера 6, сколько необходимо. Положения выгрузки можно задавать на основе параметров направления вращения транспортирующей ленты 26 и положения смещения ленточного транспортера 6. Таком образом, бункер 2 можно равномерно заполнять от передней стенки 18 к задней стенке 20.
Согласно настоящему изобретению, заполнение осуществляется с помощью датчиков (46a, 46b, 46c). На фиг. 4 показано расположение датчиков (46a, 46b, 46c) в бункере 2 согласно настоящему изобретению. В этом варианте первый датчик 46a и второй датчик 46b прикреплены к ленточному транспортеру 6. Особенно предпочтительно, чтобы в каждом случае первый датчик 46a был прикреплен к первому концу ленточного транспортера 6, а второй датчик 46b - ко второму концу ленточного транспортера 6. Датчики 46a, 46b ориентированы так, чтобы можно было определить высоту уровня заполнения сыпучим материалом 4, соответствующую положению выгрузки ленточного транспортера 6, заданного для сыпучего материала 4. Таким образом, датчики 46a, 46b выполнены с возможностью смещения вместе с ленточным транспортером 6 и выполнены с возможностью определять высоту уровня заполнения в зависимости от положения смещения ленточного транспортера 6. В настоящем изобретении термин "высота уровня заполнения" также включает термины, которые можно использовать для определения количества сыпучего материала, в частности, степень заполнения, заполненный объем, распределение ширины заполнения и расстояние между высотой уровня заполнения и ленточным транспортером 6. Предпочтительно, операция определения высоты уровня заполнения осуществляется с помощью радиолокационных датчиков. Альтернативно, можно использовать оптические датчики.
Датчики (46a, 46b, 46c) соединены с возможностью передачи сигналов с разомкнутым средством 48 управления. Разомкнутое средство 48 управления может находиться, например, вне бункера. Средство 48 управления также соединено с возможностью передачи сигналов со смещающим устройством 40 ленточного транспортера 6 и с датчиками перемещения. Кроме того, средство 48 управления соединено с возможностью передачи сигналов с датчиком направления вращения на приводном барабане ленточного транспортера 6 и реверсивном приводе 30.
Далее следует описание способа управления равномерным заполнением бункера 2 устройства 2 для хранения по настоящему изобретению со ссылками на фиг. 1-4. Согласно предпочтительному варианту, заполнение бункера выполняется от передней части, примыкающей к передней стенке 18 и до задней стенки 20 вдоль длины бункера 2. Следует упомянуть, что детальная реализация способа, описанная ниже, является одним возможным вариантом среди множества вариантов равномерного заполнения бункера 2 средствами по п.п. 18 и 19.
На фиг. 1 первое состояние заполнения бункера 2 Первое состояние заполнения достигается путем подачи сыпучего материала 4 на устройство 8 питающего транспортера, который переносит сыпучий материал к положению выгрузки над входом 16 бункера 2. После выгрузки сыпучего материала 4 с устройства 8 питающего транспортера, этот сыпучий материал попадает на ленточный транспортер 6, расположенный под входом 16. Управляющее средство 48 (фиг. 5) управляет ленточным транспортером 6 и/или смещающим устройством 40 ленточного транспортера 6 как описано ниже, с помощью принятых сигналов от датчиков (46a, 47b, 46c).
Сначала принимается сигнал от датчика 46c (фиг. 4), благодаря которому можно определить состояние заполнения по длине бункера 2. Как показано на фиг. 1, достигнуто первое состояние заполнения, а ленточный транспортер находится в первом положении смещения. Для дальнейшего заполнения бункера 2 сыпучим материалом 4 и для достижения второго состояния заполнения (фиг. 2a) лента ленточного транспортер 6 движется в направлении А.
На следующем этапе датчик 46a (фиг. 4), расположенный на выгружающем конце ленточного транспортера 6, выдает сигнал, в частности, указывающий на расстояние до текущей насыпанной кучи сыпучего материала. Термин "положение выгрузки" используется для обозначения области, которая проходит в соответствующем направлении транспортировки под ленточным транспортером 6, которая является переменной в зависимости от соответствующего транспортируемого сыпучего материала и скорости ленты транспортера. Для получения наилучших результатов измерения датчики (46a, 46b, 46c) должны быть соответственно адаптированы.
В соответствии с принятым сигналом от датчика 46a, первое положение смещения удерживается, если расстояние до кучи сыпучего материала больше заранее определенной величины. Сыпучий материал 4 выгружается с ленточного транспортера 6 в заданном положении выгрузки. Если принятый сигнал меньше или равен заранее определенной величине, ленточный транспортер смещают с помощью смещающего устройства 40 в направлении B, пока принятый сигнал в положении выгрузки на станет больше заранее определенной величины. Затем сыпучий материал 4 выгружают с ленточного транспортера 6 в заданном положении выгрузки, пока принятый сигнал не будет соответствовать заранее определенной величине. Эти этапы повторяют, пока не будет достигнуто состояние заполнения и положение смещения, показанные на фиг. 2a.
В этом положении смещения ленточного транспортера 6 ход смещения ленточного транспортера в направлении B является максимальным (фиг. 2a). Ленточный транспортер 6 возвращается в первое положение смещения (фиг. 2b) для дальнейшего заполнения бункера 2 вдоль его длины. На следующем этапе осуществляют смещение во второе положение разгрузки в направлении B, которое достигается реверсированием направления вращения транспортирующей ленты 26, в соответствии с принципом первого положения разгрузки ленточного транспортера 6. То есть, если полученный сигнал от датчика 46 (фиг. 4) больше, заранее определенной величины, сыпучий материал выгружается с ленточного транспортера в этом положении выгрузки. Когда заранее определенная величина достигается, ленточный транспортер 6 смещается смещающим устройством 40 в направлении B, пока принятый сигнал не станет больше заранее определенной величины (фиг. 2c). Если нужно, эти этапы повторяют до достижения состояния заполнения и положения выгрузки, показанных на фиг. 2d. На фиг. 2d бункер 2 достиг состояния максимального заполнения.
Перечень позиций:
1 - устройство для хранения
2 - бункер
4 - сыпучий материал
6 - ленточный транспортер
8 - устройство питающего транспортера
10 - пол бункера
12 - ленточно- цепной транспортер
14 - крыша бункера
16 - вход
18 - передняя стенка
20 - задняя стенка
22 - боковая стенка (22a, 22b)
24 - внутреннее пространство бункера
26 - транспортирующая лента
28 - ролик, меняющий направление
30 - реверсивный привод
32 - мотор-редуктор
34 - смещающая каретка
36 - блок опорного подшипника
38 - ролики
40 - смещающее устройство
42 - привод смещения (42a, 42b)
44 - рельсы (44a, 44b)
46 - датчик (46a, 46b, 46c)
48 - разомкнутое средство управления
A - первое направление
B - второе направление
X - горизонтальная ось
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОБРАБОТКИ СРЕДСТВ ОБРАЩЕНИЯ И АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ТРАНЗАКЦИЙ | 2018 |
|
RU2722115C1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 1998 |
|
RU2148315C1 |
| ТЕЛЕЖКА ДЛЯ ПЕРЕГРУЗКИ МАТЕРИАЛОВ | 2014 |
|
RU2668144C2 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ГРИБОВ С ТРАНСПОРТЕРА | 2022 |
|
RU2807603C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ БЕЗОПАСНОСТИ СЫПУЧЕГО МАТЕРИАЛА | 2015 |
|
RU2631541C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОДОЛГОВАТЫХ МЯСОПРОДУКТОВ БЕЗ ОБОЛОЧЕК | 2010 |
|
RU2517223C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ УЗКИХ СТОРОН ПАКЕТА ПРЕССУЕМОГО МАТЕРИАЛА | 2012 |
|
RU2621917C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ АВТОСЦЕПКИ | 2014 |
|
RU2666085C2 |
| Бункер для слабосыпучих материалов | 1986 |
|
SU1400972A2 |
| СПОСОБ РАЗГРУЗКИ И ДОЗИРОВАНИЯ СЫПУЧИХ СМЕСЕЙ ИЗ ЕМКОСТИ | 2015 |
|
RU2579001C1 |
Изобретение относится к устройству для хранения сыпучего материала. Устройство для хранения сыпучего материала, в частности древесной стружки, содержит бункер для приема сыпучего материала и транспортирующее устройство для транспортировки сыпучего материала. Транспортирующее устройство расположено внутри бункера. Транспортирующее устройство является ленточным транспортером для транспортировки сыпучего материала. Изобретение далее относится к способу управления равномерным заполнением бункера устройства для хранения. Достигается повышение надежности устройства. 2 н. и 15 з.п. ф-лы, 5 ил.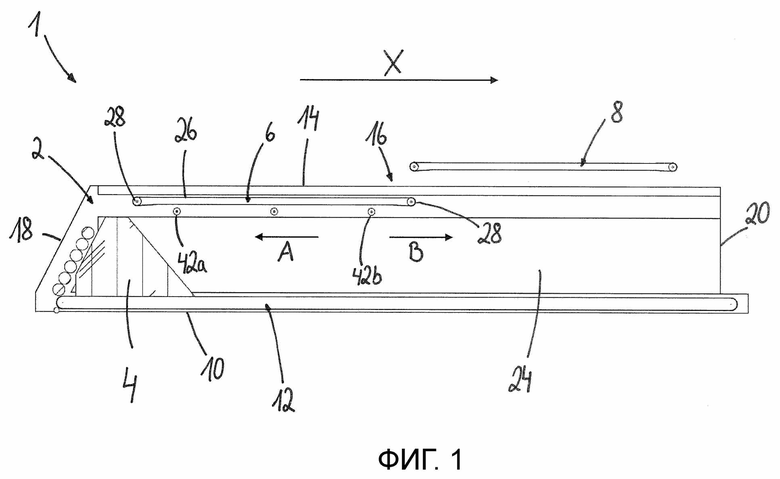
1. Устройство (1) для хранения сыпучего материала (4), в частности древесной стружки, содержащее:
бункер (2) для приема сыпучего материала (4) и
транспортирующее устройство для транспортировки сыпучего материала (4),
причем бункер (2) имеет вход (16),
при этом транспортирующее устройство расположено внутри бункера (2),
причем транспортирующее устройство является ленточным транспортером (6) для транспортировки сыпучего материала (4),
отличающееся тем, что внутри бункера (2) расположен по меньшей мере один датчик (46a, 46b, 46c) для определения локального состояния заполнения,
при этом
по меньшей мере один из датчиков (46a, 46b) прикреплен к ленточному транспортеру (6) и/или смещающему устройству (40) для измерения высоты уровня заполнения относительно положения ленточного транспортера (6).
2. Устройство (1) по п. 1, отличающееся тем, что
вход (16) бункера (2) расположен в его верхней части, при этом ленточный транспортер (6) расположен по меньшей мере частично под входом (16) в бункере (2).
3. Устройство (1) по п. 2, отличающееся тем, что
устройство (1) для хранения имеет питающий транспортер (8), расположенный вне бункера (2) для подачи сыпучего материала (4) на ленточный транспортер (6) через вход (16) бункера (2).
4. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что
ленточный транспортер (6) выполнен с возможностью смещения внутри бункера (2) с помощью смещающего устройства (40).
5. Устройство (1) по п. 4, отличающееся тем, что
смещающее устройство (40) имеет привод (42) и рельсы (44), на которых с возможностью движения установлен ленточный транспортер (6).
6. Устройство (1) по одному из предшествующих пунктов, отличающееся тем, что
ленточный транспортер (6) имеет реверсивный привод (30) для транспортировки сыпучего материала в первом направлении (А) и во втором противоположном направлении (В).
7. Устройство (1) по меньшей мере по п. 4 или 5, отличающееся тем, что
содержит управляющее средство (48) для управления компонентами устройства (1) для хранения, которое соединено с возможностью передачи сигналов с ленточным транспортером (6), смещающим устройством (40) и по меньшей мере одним датчиком (46a, 46b, 46c).
8. Устройство (1) по п. 7, отличающееся тем, что
положение ленточного транспортера (6) вдоль предпочтительно горизонтальной оси X можно определять с помощью по меньшей мере одного датчика перемещения внутри бункера (2) и можно изменять с помощью управляющего средства (48).
9. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что
в бункере (2) расположен второй ленточный транспортер.
10. Устройство (1) по п. 9, отличающееся тем, что
первый и второй ленточные транспортеры расположены параллельно или последовательно и выполнены с возможностью перемещения по существу вдоль горизонтальной оси X.
11. Устройство (1) по п. 1, отличающееся тем, что
соответствующий первый датчик (42a) закреплен на одном конце ленточного транспортера (6), а второй датчик (42b) закреплен на втором конце ленточного транспортера (6) для определения высоты уровня заполнения в первом положении выгрузки и во втором положении выгрузки сыпучего материала (4) с ленточного транспортера (6).
12. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что
по меньшей мере один из датчиков (46с) прикреплен к стенке бункера.
13. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что
по меньшей мере один из датчиков (46a, 46b, 46c) является радиолокационным датчиком.
14. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что
ленточный транспортер (6) имеет транспортирующую ленту (26), ширина которой составляет по меньшей мере 50% ширины бункера (2), предпочтительно более 75% ширины бункера и особенно предпочтительно более 85% ширины бункера.
15. Устройство (1) по меньшей мере по одному из предшествующих пунктов, отличающееся тем, что содержит:
управляющее средство (48) для управления транспортирующим устройством и смещающим устройством (40) и
по меньшей мере один датчик (46a, 46b, 46c), поддерживающий связь с управляющим средством (48),
при этом
транспортирующее устройство, смещающее устройство (40), управляющее средство (48) и датчик (46a, 46b, 46c) взаимодействуют с обеспечением возможности
a) распределения сыпучего материала (4) по бункеру (2) с помощью транспортирующего устройства,
b) измерения датчиком (46a, 46b, 46c) высоты уровня заполнения бункера (2) сыпучим материалом (4) и выдачи соответствующего сигнала, и
c) управления с помощью управляющего средства (48) положением и направлением движения транспортирующего устройства в соответствии с принятым сигналом датчика (46a, 46b, 46c).
16. Способ управления равномерным заполнением бункера (2) устройства (1) для хранения, в частности устройства (1) для хранения по меньшей мере по одному из предшествующих пунктов, причем устройство (1) для хранения содержит:
бункер (2) для приема сыпучего материала (4) и
транспортирующее устройство для транспортировки сыпучего материала (4), выполненное с возможностью смещения смещающим устройством (40), и реверсивный привод (30) для транспортировки сыпучего материала (4) в первом направлении (А) и во втором противоположном направлении (В),
содержащий этапы, на которых:
a) подают сыпучий материал (4) в бункер (2) и
b) определяют высоту уровня заполнения бункера (2) сыпучим материалом (4) с помощью по меньшей мере одного из датчиков (46a, 46b, 46c),
отличающийся тем, что
c) активируют смещающее устройство (40) транспортирующего устройства для перемещения транспортирующего устройства в первое положение для задания положения выгрузки сыпучего материала (4) и/или
d) активируют реверсивный привод (30) транспортирующей ленты (26) транспортирующего устройства в первом направлении движения для задания положения выгрузки сыпучего материала (4).
17. Способ по п. 16, отличающийся тем, что этап b) может предшествовать этапу a) и/или этапы a-d) можно повторять так часто, как это необходимо.
| US 5324158 A1, 28.06.1994 | |||
| US 3780886 A, 25.12.1973 | |||
| FR 1369564 A, 14 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US 5040941 A, 20.08.1991 | |||
| DE 3935770 A1, 23 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Склад сыпучих материалов | 1983 |
|
SU1323466A1 |
| Крутонаклонный ленточный конвейер | 2001 |
|
RU2220894C2 |
| СПОСОБ ОБРАБОТКИ СЫПУЧИХ ГРУЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2235051C2 |

