Изобретение относится к области геофизических методов качественной оценки и контроля состояния материала металлических конструкций и деталей.
В настоящее время металлы стали одними из главных используемых в промышленности ресурсов, а соответствующие отрасли, связанные с отливкой и обработкой металлов, используют большое количество передовых технологий. Однако, несмотря на все применяемые технологии изготовления металлических изделий, существует риск появления небольших внутренних дефектов как при отливке и изготовлении самой детали, так и в процессе ее эксплуатации под постоянной нагрузкой и влиянием окружающей среды. Примерами таких дефектов могут служить трещины, каверны, очаги коррозии и эрозии металлов. В свою очередь наличие таких дефектов снижает прочность детали, что приводит к ее выходу из строя и многократно понижает ее износостойкость.
На сегодняшний день для контроля качества производимых металлических деталей и мониторинга в промышленности используются различные методы неразрушающего контроля.
Одним из самых точных и эффективных методов является капиллярный метод неразрушающего контроля, основанный на использовании различных красящих (индикаторных) жидкостей и их проникновении внутрь поверхностных нарушений сплошности материала после нанесения с последующей регистрацией индикаторных следов. Использование данного метода позволяет визуально отобразить все поверхностные нарушения размерами от 0.1 до 500 мкм и может быть использован для обследования деталей любой формы. Диагностику каких-либо внутренних дефектов метод не предполагает.
Однако капиллярный метод является довольно трудоемким, поскольку предполагает тщательную очистку исследуемой поверхности, полностью ручную и длительную процедуру сбора и обработки данных. Также данный метод не может использоваться при работе с пористыми металлами из-за поглощения порами индикаторной жидкости. [1]
Также широко используемым методом обнаружения поверхностных дефектов является магнитопорошковый метод, заключающийся в намагничивании исследуемой детали и нанесении на ее поверхность магнитных частиц, которые притягиваются к участкам со сниженной магнитной проницаемостью (разрывы сплошности, неметаллические включения), показывая их форму и размер.
Несмотря на то, что магнитопорошковый метод не требует длительной подготовки поверхности детали и отсутствия пор, он имеет ограничения на использование с не ферромагнитными деталями и позволяет обнаруживать только поверхностные дефекты. [2]
Также для контроля качества металлических изделий могут применяться электромагнитные методы, в частности метод вихретоковых испытаний, основанный на возбуждение вихревых электрических токов в исследуемом объекте. Изменения структуры материала (дефекты) влияют на протекание таких токов.
Данный метод удобен тем, что не требует предварительной подготовки детали, однако он позволяет диагностировать только поверхностные дефекты и обладает сниженной по сравнению с индикаторными методами точностью. [3]
Для обнаружения внутренних дефектов в металле детали наиболее широко применяемыми являются методы ультразвуковой дефектоскопии такие как импульсный эхо-метод, зеркальный эхо-метод и др., все они предполагают использование генератора ультразвуковых волн и регистратора, записывающего отклик исследуемой детали.
Группа ультразвуковых методов дает наиболее точный результат, однако подразумевает использование дорогостоящей аппаратуры, специализированных смазок и зачастую шлифовки поверхности для лучшего контакта датчиков с поверхностью металла. [4, 5, 6]
Наиболее точным методом является рентгенографический метод, основывающийся на свойствах рентгеновских лучей проникать сквозь материал и оказывать воздействие на светочувствительную рентгеновскую пленку, которую размещают с обратной стороны исследуемой области объекта.
Несмотря на высокую точность рентгенография имеет ограничения по толщине исследуемой области детали и подразумевает использование опасных радиоактивных источников. [7, 8]
Задача изобретения состоит в создании способа определения внутренних дефектов в металле, при размещении регистрирующей аппаратуры на поверхности металла. Метод не требует предварительной обработки поверхности исследуемого материала и использования искусственного источника, при наличии естественного шума выше 0,1 кГц, что делает предлагаемый метод универсальным по отношению к исследуемым объектам, высокопроизводительным и безопасным для оператора.
Технический результат от использования изобретения: в отличии от широко используемых методов дефектоскопии, способ позволяет выделять внутренние дефекты в металле с высокой точностью и скоростью измерений без использования искусственного сейсмоакустического шума (на лабораторном стенде с точностью измерений ± 0.25 мм).
Технический результат достигается предлагаемым способом определения внутренних дефектов в металле методом шумометрии, в котором на исследуемом участке металлической детали проводят измерения с использованием акустического датчика, регистрирующего отклик исследуемой детали на естественное шумовое акустическое воздействие. Также для ускорения процесса регистрации данных возможно дополнительно использовать искусственный источник белого шума в слышимом диапазоне.
Осуществление изобретения
Для регистрации шумовых записей без использования искусственного источника акустический датчик располагают на исследуемой поверхности детали, после чего производится измерение отклика детали на естественный шум в течение 15 минут. Такими точками измерений покрывается вся площадь исследуемой поверхности детали.
Для регистрации шумовых записей с использованием искусственного источника - источник белого шума размещают с одной стороны детали, а регистрирующий датчик с противоположной, после чего производится измерение отклика детали в течение 0,65 секунд. Такими точками измерений покрывается вся площадь исследуемой поверхности детали.
Полученные шумовые записи с высокой частотой дискретизации разбивают на фрагменты, затем делают преобразование Фурье в этих фрагментах, вычисляя их амплитудно-частотные спектры.
В полученных амплитудно-частотных спектрах вычисляется мощность зарегистрированного сигнала путем интегрального суммирования его спектра во временном окне одинаковом по длине записи и меньшем, чем длина самой короткой шумовой записи.
Частотный диапазон для суммирования выбирается из спецификаций используемого акустического датчика и должен соответствовать его рабочему диапазону. Расчет мощности проводится для каждой точки регистрации шумовых данных.
Затем строится карта распределения мощности полученного сигнала по исследуемой площади. Аномальные зоны, соответствующие месторасположению дефектного участка, выделяются по признаку падения значения амплитуды мощности сигнала относительно остальных участков детали, одинаковых по толщине. Так, если точка регистрации данных находилась над цельнометаллическим участком, то мощность сигнала будет максимальна. В случае если точка регистрации находилась над участком с дефектом, например каверной, будет наблюдаться снижение мощности сигнала, относительно неповрежденного участка. Такое снижение мощности вызвано тем, что на поверхности каверны возникает рассеивание упругих волн.
Пример использования изобретения
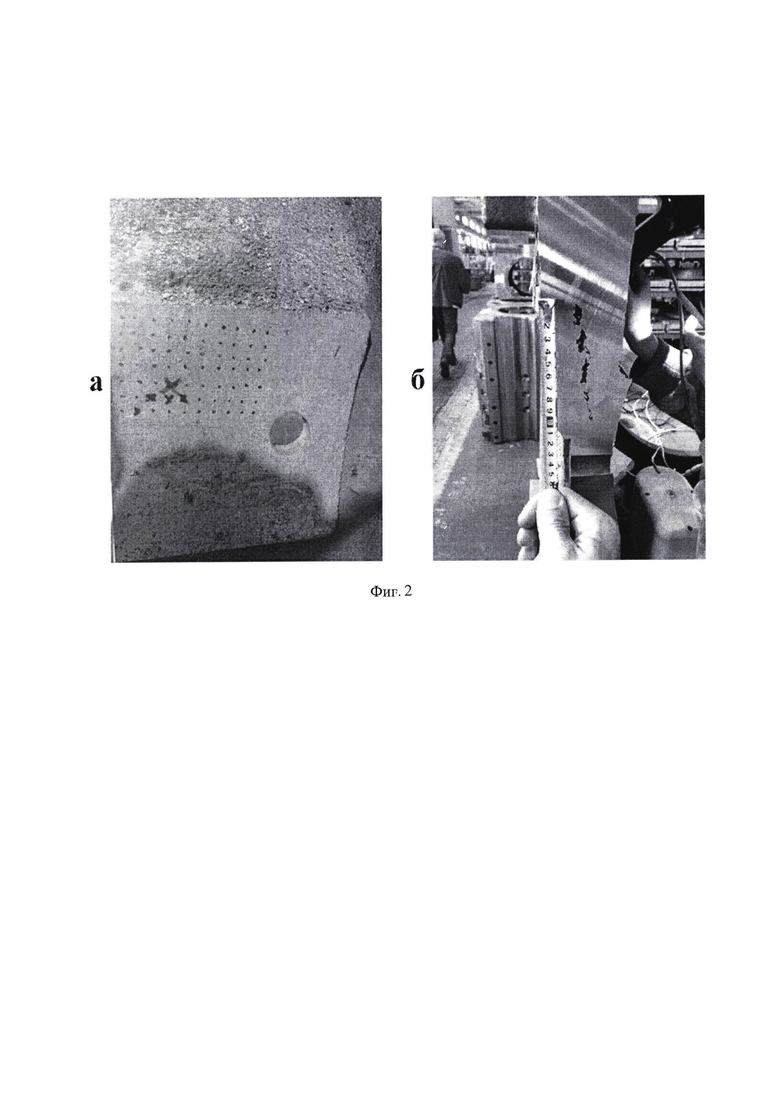
В качестве объекта исследования рассматривался внешний металлический корпус электродвигателя с кавернами внутри металла с известным расположением и с не известным расположением их внутри. Изучалось распределение мощности акустического отклика детали на участке с кавернами методом шумометрии.
В описываемой серии экспериментов регистрация сейсмоакустических шумов проводилась на заводе изготовителе корпусов электродвигателей. Для регистрации использовались пьезокерамические датчики поршневого типа с рабочей частотой от 0 до 50 кГц и цифровой осциллограф в качестве регистратора с выбранной частотой дискретизации 1 мГц. Датчики размещались по поверхности с шагом 5 см.
Регистрация шумов производилась как на внутренней, так и на внешней стенке металла. Регистрировались вертикальные компоненты сейсмоакустического шума. Источником акустического шума являлся естественный шум на самом заводе. В случае, когда естественного шума не хватало, использовались колонки, на которые подавался тип сигнала белый шум до 20 кГц, что ускоряло процесс сбора данных, но не являлось обязательным для методики. Амплитудно-частотная характеристика колонок по паспорту работает до 20 кГц.
При обработке данных, зарегистрированных в каждом эксперименте, шумовые записи разбивались на фрагменты длительностью примерно по ~8.2 секунд (8192 отсчета), проводилось вычисление амплитудных спектров этих фрагментов и проводился расчет мощности.
При преобразовании Фурье запись разбивалась на 8192 отсчета, и производилось суммирование всех амплитудных значений в диапазоне от 10 до 250 Гц (рабочий диапазон частот сейсмоприемников). В случае резвого падения суммарного значения амплитуды, при одинаковой толщине образца, это указывает на нахождение аномалии, что также в свою очередь подтвердилось как резонансным методом, так и импульсным (источник-приемник). Но, в отличии от резонансного подхода, метод шумометрии на практике оказался в разы быстрее.
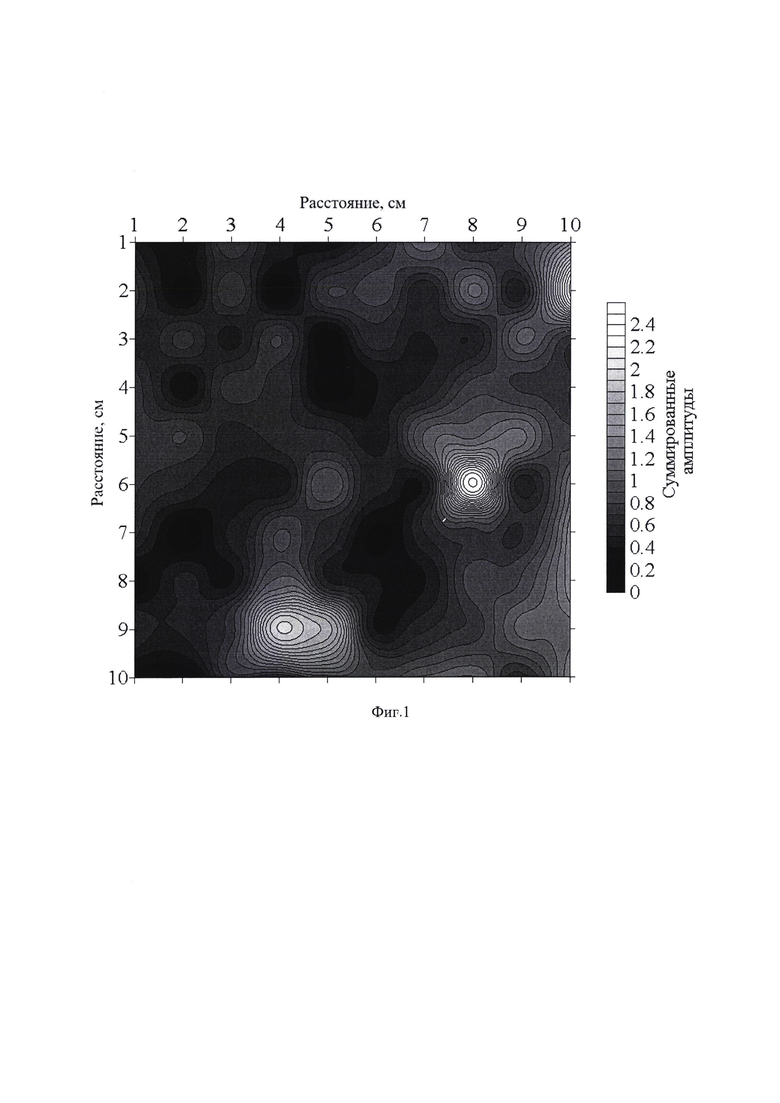
На фиг 1 представлены данные, полученные методом шумометрии на площади, показанной на фиг 2 (а). Поскольку кавернозные участки отличаются снижением мощности сигнала, то для удобства визуализации цветовая шкала была инвертирована, что обеспечило единообразие результатов, получаемых двумя различными методами построения. Белым (ярким) цветом отмечены места, где располагаются каверны.
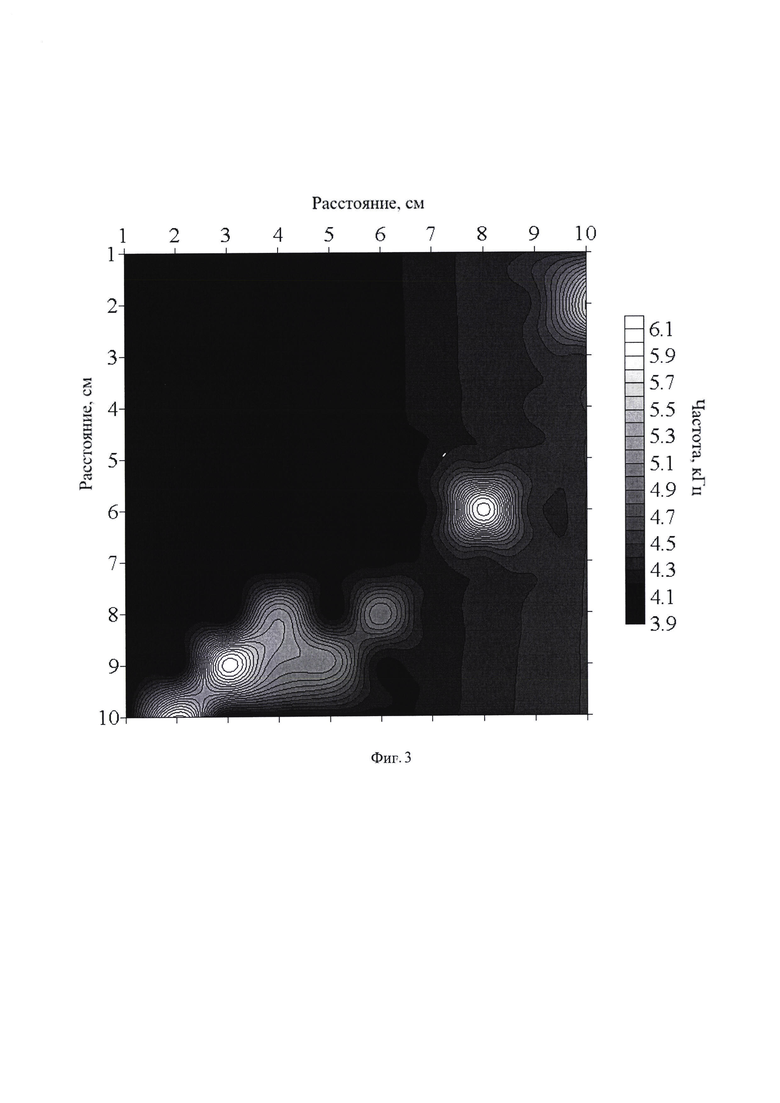
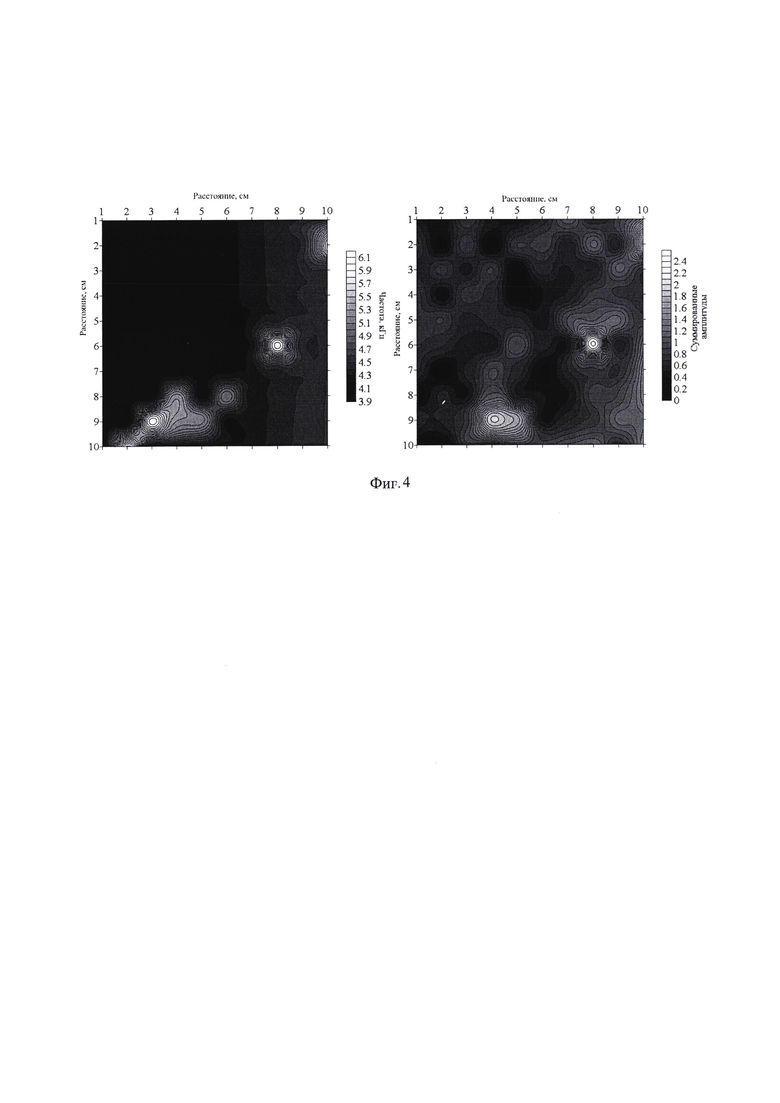
Сравнивая фиг. 3 (ультразвук) и 1 можно наглядно видеть подобие результатов, что свидетельствует об их достоверности (фиг. 4).
Полученные экспериментальные результаты показали, что метод сейсмоакустической шумометрии может с успехом применяться для определения местоположения каверн в металле.
В качестве конечного результата обследования предполагается предоставить распределение мощности акустического сигнала для всей площади. Время на проведение полевых работ и интерпретацию данных зависит от детальности измерений. Предположительно обследование одной детали шумометрией с получением конечного результата будет занимать 20-30 минут.
Использованные источники информации
1. Г.А. Бигус, Ю.Ф. Даниев, Н.А. Быстрова, Д.И. Галкин. Диагностика технических устройств - М: Изд-во МГТУ им. Н.Э. Баумана, 2014 - 615 2. Маслов Б.Г. Дефектоскопия проникающими веществами: Учеб. пособие для ПТУ. - М.: Высш. шк., 1991. - 256 с.
2. ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. 2016-06-01.
3. ГОСТ Р ИСО 15549-2009 Контроль неразрушающий. Контроль вихретоковый. Основные положения.
4. Выборное Б.И. Ультразвуковая дефектоскопия - М.: Металлургия, 1985.
5. Щербинский В.Г., Паврос С.К., Гурвич А.К. Ультразвуковая дефектоскопия: вчера, сегодня, завтра // В мире неразрушающего контроля. - 2002. - №.4. - С. 18.
6. Ермолов И.Н. Достижения в теоретических вопросах ультразвуковой дефектоскопии, задачи и перспективы // Дефектоскопия. - 2004. - №.10. - С. 13-48.
7. В.А. Бердоносов, В.И. Горбунов, Г.В. Титов Радиографический контроль изделий сложной конфигурации // Известия ТПУ. 1976.
8. В.К. Кулешов, Ю.И. Сертаков, П.В. Ефимов, В.Ф. Шумихин Практика радиографического контроля: учебное пособие - Томск: Изд-во Томского политехнического университета, 2009. - 288 с.
9. Федин К.В., Колесников Ю.И., Нгомайезве Л. Определение толщины льда по стоячим волнам // Процессы в геосредах. - 2019. - №4(22). - С. 528-533.
10. Колесников Ю.И., Федин К.В., 2017. Прямое определение резонансных свойств верхней части разреза по микросейсмам: натурный эксперимент. Технологии сейсморазведки, №3, с. 5-21.
11. Колесников Ю.И., Федин К.В., Нгомайезве Л. О влиянии сезонных изменений резонансных свойств приповерхностных грунтов на сейсмобезопасность сооружений // Сейсмостойкое строительство. Безопасность сооружений. 2019. No 3. С. 56-64.
12. Kolesnikov YI, Fedin KV. Detecting underground cavities using microtremor data: physical modelling and field experiment. Geophys Prospect 2018;66:342-53.
13. Kolesnikov YI, Fedin KV. Ngomayezwec L. Direct determination of resonant properties of near-surface sediments using microtremor // Soil Dynamics and Earthquake Engineering Volume 125, October 2019, 105739.
14. Колесников Ю.И., Федин К.В., Лакиморе Н. Экспериментальное обоснование применения акустических шумов для диагностирования надземных трубопроводов // Физико-технические проблемы разработки полезных ископаемых. - 2019. - №2. - С. 49-58.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выявления скрытых дефектов в композиционных материалах методом стоячих волн | 2023 |
|
RU2816673C1 |
| Способ определения участков коррозии труб методом выделения упругих стоячих волн из микросейсм | 2021 |
|
RU2758249C1 |
| Способ экспресс-диагностики состояния устойчивости колонн газовых скважин методом стоячих волн | 2020 |
|
RU2745542C1 |
| Способ определения плотности костной ткани на основе выделения стоячих волн из микросейсм периферического скелета | 2020 |
|
RU2750976C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПОДШИПНИКОВ КАЧЕНИЯ | 2001 |
|
RU2213336C2 |
| Способ определения физического состояния зданий и сооружений | 2022 |
|
RU2802538C1 |
| Способ регистрации и анализа сигналов акустической эмиссии в системе диагностического мониторинга производственных объектов | 2019 |
|
RU2709414C1 |
| МНОГОПАРАМЕТРИЧЕСКИЙ ДЕФЕКТОСКОП | 1997 |
|
RU2123687C1 |
| Акустико-резонансный способ неразрушающего контроля трубопроводов | 2020 |
|
RU2739144C1 |
| СИСТЕМА ДИАГНОСТИКИ ПРОЦЕССОВ ГИДРОРАЗРЫВА ПЛАСТА И СПОСОБ ЕЁ РАБОТЫ | 2022 |
|
RU2792427C1 |
Использование: для дефектоскопии металлов по акустическим шумам. Сущность изобретения заключается в том, что регистрируют на исследуемом участке металла шумовые записи с высокой частотой дискретизации, полученные шумовые записи разбивают на фрагменты, затем делают преобразование Фурье в этих фрагментах, вычисляя их амплитудно-частотные спектры, затем в полученных амплитудно-частотных спектрах для каждой точки регистрации шумовых данных вычисляют мощность зарегистрированного сигнала путем интегрального суммирования его спектра во временном окне, одинаковом по длине записи и меньшем, чем длина самой короткой шумовой записи, и по уменьшению мощности суммарного сигнала относительно общей площади измерения устанавливают наличие участка с внутренним дефектом. Технический результат: обеспечение возможности реализации универсального по отношению к исследуемым объектам, высокопроизводительного метода дефектоскопии металлов по акустическим шумам. 1 з.п. ф-лы, 4 ил.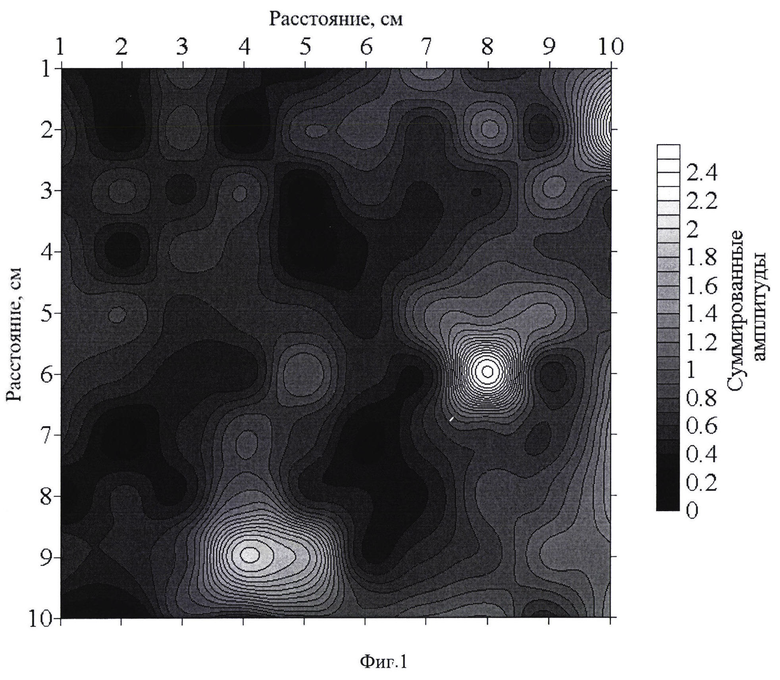
1. Способ дефектоскопии металлов по акустическим шумам, состоящий в том, что регистрируют на исследуемом участке металла шумовые записи с высокой частотой дискретизации, полученные шумовые записи разбивают на фрагменты, затем делают преобразование Фурье в этих фрагментах, вычисляя их амплитудно-частотные спектры, затем в полученных амплитудно-частотных спектрах для каждой точки регистрации шумовых данных вычисляют мощность зарегистрированного сигнала путем интегрального суммирования его спектра во временном окне, одинаковом по длине записи и меньшем, чем длина самой короткой шумовой записи, и по уменьшению мощности суммарного сигнала относительно общей площади измерения устанавливают наличие участка с внутренним дефектом.
2. Способ по п. 1, отличающийся тем, что шумовые записи разбивают на фрагменты длительностью по 8192 отсчета и проводят вычисление и накопление амплитудных спектров этих фрагментов.
| Способ акустико-эмиссионного контроля металлических объектов и устройство для его осуществления | 2020 |
|
RU2736175C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ИСТОЧНИКОВ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356043C2 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2150698C1 |
| МНОГОКАНАЛЬНОЕ АКУСТИКО-ЭМИССИОННОЕ УСТРОЙСТВО | 2008 |
|
RU2396557C1 |
| JP 57179657 A, 05.11.1982 | |||
| CN 202256264 U, 30.05.2012. | |||

